CONTROL
THE QUALITY CONTROL OF CRUDE PALM OIL IN PT. KALIMANTAN SANGGAR PUSAKA AN EFFORT TO CONTROL THE LEVEL OF DEFECT
PRODUCT USING STATISTICAL PROCESS CONTROL
SKRIPSI
M WILDAN NOOR 20120410104
FAKULTAS EKONOMI DAN BISNIS
CONTROL
THE QUALITY CONTROL OF CRUDE PALM OIL IN PT. KALIMANTAN SANGGAR PUSAKA AN EFFORT TO CONTROL THE LEVEL OF DEFECT
PRODUCT USING STATISTICAL PROCESS CONTROL
SKRIPSI
Diajukan Guna Memenuhi Persyaratan Untuk Memperoleh Gelar Sarjana pada Fakultas Ekonomi dan Bisnis Program Studi Manajemen Universitas
Muhammadiyah Yogyakarta
Oleh:
M WILDAN NOOR 20120410104
FAKULTAS EKONOMI & BISNIS
UNIVERSITAS MUHAMMADIYAH YOGYAKARTA
2016
Nomor Mahasiswa : 20120410194
Menyatakan bahwa skripsi ini dengan judul : “Pengendalian Kualitas Crude Palm Oil Perusahaan Minyak Kelapa Sawit PT. Kalimantan Sanggar Pusaka dalam Upaya Mengendalikan Tingkat Kerusakan Produk Menggunakan Alat Bantu Statistical Process Control”. tidak terdapat karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu Perguruan Tinggi, dan sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain, kecuali yang secara tertulis diacu dalam naskah ini dan disebutkan dalam Daftar Pustaka. Apabila ternyata dalam skripsi ini diketahui terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain maka saya bersedia karya tersebut dibatalkan.
Yogyakarta, 15 September 2016 Materai, 6.000,-
M Wildan Noor
sesungguhnya usahanya itu kelak akan diperlihatkan (kepadanya), kemudian
akan diberi balasan kepadanya dengan balasan yang paling sempurna.” (An-Najm 39-41)
“Hidup bergerak begitu cepat. Jika sesekali Anda tidak berhenti dan
menikmatinya, Anda akan kehilangan itu semua.”
(Ferris from Herris Bueller Dayoff)
“Setinggi apapun pangkat yang dimiliki, anda tetap seorang pegawai. Sekecil
apapun usaha yang anda punya, anda adalah bosnya.”
(Bob Sadino)
"Dont compare yourself with anyone in this world; if you do so, you are insulting
yourself."
(Bill Gates)
Ayahanda Ali Rohali dan Ibunda Omidah Rohali, terimakasih telah menjadi orangtua terbaik, membesarkan dengan penuh kasih sayang. Terimakasih telah
memberikan dukungan, semangat serta doa yang tiada henti.
Aa Haunan Fachry Rohilie, terimakasih sudah rela menjadi tempatku berkeluh kesah dalam menyelesaikan Skripsi ini dan selalu memberikan semangat.
Adikku Patria Garda Ma’sum, terimakasih sudah memberikan semangat dan dukungan untuk menyelesaikan Skripsi ini
Rima Bunga Merdekawati, terimakasih telah memberikan dorongan,semangat dan terimakasih atas semua bantuannya.
Teman-Teman Manajemen Operasional 2012, terimakasih sudah berjuang bersama selama 4 tahun. Sukses selalu buat kita.
PERNYATAAN KEASLIAN TULISAN ... iv
MOTTO ... v
HALAMAN PERSEMBAHAN ... vi
INTISARI ... vii
D. Tujuan Penelitian ... 7
E. Manfaat Penelitian ... 8
BAB II TINJAUAN PUSTAKA ... 10
A. Landasan Teori ... 10
1. Definisi Kualitas ... 10
2. Dimensi Kualitas Produk ... 12
3. Pengertian Pengendalian Kualitas ... 14
4. Tujuan Pengendalian Kualitas ... 14
5. Faktor-Faktor Pengendalian Kualitas ... 15
6. Langkah-Langkah Pengendalian Kualitas ... 17
7. Pengendalian Kualitas Statistical Process Control (SPC) ... 21
8. Pembagian Pengendalian Kualitas Statistik ... 26
B. Hasil Penelitian Terdahulu ... 26
C. Kerangka Analisis ... 28
BAB III METODE PENELITIAN... 30
A. Obyek/Subyek Penelitian ... 30
1. Obyek Penelitian ... 30
2. Subyek Penelitian ... 30
B. Jenis Data ... 30
1. Data Primer ... 30
2. Data Sekunder ... 31
C. Teknik Pengumpulan Data ... 31
1. Wawancara ... 31
BAB IV HASIL PENELITIAN DAN PEMBAHASAN ... 42
A. Gambaran Umum Obyek Penelitian ... 42
1. Sistem Kerja ... 43
2. Hasil Produksi ... 44
3. Bahan Baku ... 44
4. Mesin dan Peralatan ... 45
B. Hasil Penelitian ... 47
1. Bahan Baku ... 47
a. Membuat Peta Kendali-p ... 48
b. Analisis Dengan Diagram Pareto ... 51
c. Diagram Sebab-Akibat ... 54
2. Proses Produksi ... 57
a. Membuat Peta Kendali-x ... 58
b. Analisis Dengan Diagram Pareto ... 63
c. Diagram Sebab-Akibat ... 66
3. Produk Akhir ... 71
a. Membuat Peta Kendali-x ... 72
b. Analisis Dengan Diagram Pareto ... 76
c. Diagram Sebab-Akibat ... 79
C. Pembahasan (Imterprestasi) ... 85
1. Bahan Baku ... 85
2. Proses Produksi ... 90
3. Produk Akhir ... 98
4. Tindakan Korektif Perusahaan ... 106
Sanggar Pusaka Bulan Mei 2016 ... 49 Tabel 4.4. Hasil Perhitungan p-chart Penerimaan Tandan Buah Segar (TBS)
Bulan Mei 2016 ... 50 Tabel 4.5. Jenis Defect Penerimaan Tandan Buah Segar (TBS) PT. Kalimantan
Sanggar Pusaka Bulan Mei 2016 ... 52 Tabel 4.6. Frekuensi Defect Penerimaan Tandan Buah Segar (TBS) PT.
Kalimantan Sanggar Pusaka ... 52 Tabel 4.7. Hasil Perhitungan x-chart Free Fatty Acid (FFA) / Asam Lemak
Bebas Oil Production Line I dan II Bulan Mei 2016 ... 59 Tabel 4.8. Hasil Perhitungan x-chart Moisture (MOIST ) / Kadar Air dalam
Minyak Oil Production Line I dan II Bulan Mei 2016 ... 60 Tabel 4.9. Hasil Perhitungan x-chart Dirty (DIRT) / Kadar Kotoran dalam
Minyak Oil Production Line I dan II Bulan Mei 2016 ... 62 Tabel 4.10. Jenis Defect Pengolahan Crude Palm Oil (CPO) pada Oil Production
Line I dan II PT. Kalimantan Sanggar Pusaka Bulan Mei 2016 ... 64 Tabel 4.11. Frekuensi Defect Pengolahan Crude Palm Oil (CPO) pada Oil
Production Line I dan II PT. Kalimantan Sanggar Pusaka Bulan Mei
2016 ... 64 Tabel 4.12. Hasil Perhitungan x-chart Free Fatty Acid (FFA) / Asam Lemak
Bebas Storage Tank Nomor IV dan V Bulan Mei 2016 ... 72 Tabel 4.13. Hasil Perhitungan x-chart Moisture (MOIST) / Kadar Air dalam
Minyak Storage Tank Nomor IV dan V Bulan Mei 2016 ... 74 Tabel 4.14. Hasil Perhitungan x-chart Dirty (DIRT) / Kadar Kotoran dalam
Minyak Storage Tank Nomor IV dan V Bulan Mei 2016 ... 75 Tabel 4.15. Jenis Defect Pengolahan Crude Palm Oil (CPO) pada Storage Tank
Nomor IV dan V PT. Kalimantan Sanggar Pusaka Bulan Mei 2016 ... 77 Tabel 4.16. Frekuensi Defect Pengolahan Crude Palm Oil (CPO) pada Storage
Tank Nomor IV dan V PT. Kalimantan Sanggar Pusaka Bulan Mei
2016 ... 78
Gambar 3.3. Diagram Pareto ... 39 Gambar 3.4. Diagram Sebab-Akibat (Fishbne Diagram) ... 40 Gambar 4.1. Peta Kendali p (p-chart) Penerimaan Tandan Buah Segar PT.
Kalimantan Sanggar Pusaka Bulan Mei 2016 ... 50 Gambar 4.2. Diagram Pareto Penerimaan Tandan Buah Segar (TBS) PT.
Kalimantan Sanggar Pusaka Bulan Mei 2016 ... 53 Gambar 4.3. Diagram Sebab Akibat Penyebab Besarnya Penerimaan Buah
Mentah Bulan Mei 2016 ... 55
Production Line I dan II PT. Kalimantan Sanggar Pusaka Bulan
Mei 2016 ... 65 Gambar 4.8. Diagram Sebab Akibat Penyebab Tingginya Kadar Moisture
(MOIST) / Kadar Air dalam Minyak Oil Production Line I dan II
Bulan Mei 2016 ... 67 Gambar 4.9. Diagram Sebab Akibat Penyebab Tingginya Kadar Dirty (DIRT) /
Kadar Kotoran dalam Minyak Oil Production Line I dan II Bulan
Mei 2016 ... 69 Gambar 4.13. Diagram Pareto Pengolahan Crude Palm Oil (CPO) pada Storage
Tank Nomor IV dan V PT. Kalimantan Sanggar Pusaka Bulan Mei
2016 ... 78 Gambar 4.14. Diagram Sebab Akibat Penyebab Tingginya Kadar Moisture /
Kadar Air dalam Minyak (MOIST) Storage Tank Nomor IV dan V
Bulan Mei 2016 ... 80
Palm Oil (CPO) mulai dari pengadaan bahan baku sampai kepada proses akhir dan subyek penelitian ini adalah pihak dari PT. Kalimantan Sanggar Pusaka. Data dianalisis dengan menggunakan Statistical Process Control (SPC) meliputi peta kendali-p, peta kendali-x, diagram pareto dan diagram sebab-akibat.
Analisis penerimaan bahan baku menggunakan peta kendali-p didapatkan hasil bahwa pengendalian kualitas penerimaan bahan baku masih dalam batas kendali. Berdasarkan hasil analisis diagram pareto, kerusakan yang paling dominan adalah banyak terdapat buah dengan fraksi F0/buah mentah (53%), berdasarkan analisis diagram sebab-akibat hal ini berasal dari faktor metode, manusia, umur tanaman, dan teknik budidaya.
Analisis proses produksi CPO pada Oil Production menggunakan peta kendali-x didapatkan hasil bahwa kualitas MOIST dan DIRT terdapat titik-titik yang masih di luar batas kendali. Berdasarkan hasil analisis diagram pareto, kerusakan yang paling dominan adalah tingginya kadar MOIST (39%), berdasarkan analisis diagram sebab-akibat hal ini berasal dari faktor metode, lingkungan, bahan baku, dan mesin.
Analisis produk akhir CPO pada Storage Tank menggunakan peta kendali-x didapatkan hasil bahwa kualitas MOIST dan DIRT terdapat titik-titik yang masih di luar batas kendali. Berdasarkan hasil analisis diagram pareto, kerusakan yang paling dominan adalah tingginya kadar MOIST dan DIRT dengan masing-masing persentase 50%, berdasarkan hasil analisis diagram sebab-akibat hal ini berasal dari faktor metode, lingkungan, bahan baku, dan mesin.
Kata Kunci : Pengendalian Kualitas, Kerusakan Produk, Statistical Process Control (SPC).
the procurement of raw materials to the end of the process and the subject is PT. Kalimantan Sanggar Pusaka. Data were analyzed using Statistical Process Control (SPC) such as control p-chart, control x-chart, Pareto charts and diagrams cause and effect.
Analysis of raw materials by using control-p chart showed that the quality control is still under control. Based on Pareto diagram analysis, the most dominant damage occurs because there are many pieces F0 / raw fruit (53%), based on analysis of cause-effect diagram this condition comes from many factors such as method, human, plant age, and cultivation techniques.
Analysis production process of CPO in Oil Production by using control x-chart showed that the quality MOIST and DIRT are still out of the control limits. Based on Pareto diagram analysis, the most dominant damage occurs because the high levels of MOIST (39%), based on analysis of cause-effect diagram this condition comes from many factors such as methods, environment, raw materials, and machine.
Analysis of the final product at the Storage Tank CPO by using map control-x showed that the quality MOIST and DIRT are still out of the control limits. Based on Pareto diagram analysis, the most dominant damage occurs because the high levels of DIRT and MOIST with respective percentages of 50%, based on the results of the analysis of cause-effect diagram this condition comes from many factors such as methods, environment, raw materials, and machine.
Keywords : Quality Control, Product Defect, Statistical Process Control (SPC)
Perkembangan ilmu pengetahuan dan teknologi yang sangat cepat yang diterapkan dibidang industri manufaktur dapat mengakibatkan perubahan-perubahan yang sangat berarti dalam dunia industri. Perubahan dunia industri berdampak pada persaingan yang kompetitif antar perusahaan yang satu dengan yang lainnya. Menanggapi hal tersebut perencanaan yang baik perlu dilakukan oleh perusahaan di beberapa bagian, seperti perencanaan bangunan pabrik dan perencanaan fasilitas-fasilitas produksi lainnya.
Pada sebuah perusahaan, kegiatan produksi merupakan suatu kegiatan yang sangat penting. Berbagai macam pembicaraan mengatakan bahwa produksi merupakan dapurnya perusahaan tersebut. Apabila pada kegiatan produksi terdapat berbagai macam hambatan dalam proses produksi, maka akan menimbulkan berbagai kerugian baik material maupun unmaterial. Menanggapi hal itu tentunya diperlukannya pengendalian kualitas yang baik dalam suatu perusahaan untuk meminimalisasi biaya operasional produksi, serta dapat memenuhi standar kualitas yang telah ditentukan sebelumnya.
Permasalahan kualitas telah mengarah pada taktik dan strategi perusahaan secara menyeluruh dalam rangka untuk memiliki daya saing dan bertahan terhadap persaingan global dengan produk perusahaan lain. Suyadi Prawirosentono (2007) dalam Ni Kadek Yuliasih (2014), kualitas suatu produk bukan suatu kebetulan (occur by accident). Kualitas yang baik akan dihasilkan
dari proses yang baik dan sesuai dengan standar kualitas yang telah ditentukan berdasarkan kebutuhan pasar. Nasution (2005) dalam Ni Kadek Yuliasih (2014) mengatakan bahwa pengawasan kualitas dilakukan pada bahan baku, proses produksi, dan produk jadi. Oleh karenanya, kegiatan pengendalian kualitas tersebut dapat dilakukan mulai dari bahan baku, selama proses produksi berlangsung sampai pada produk akhir dan disesuaikan dengan standar yang ditetapkan. Kenyataan di lapangan menunjukkan bahwa perusahaan yang sukses dan mampu bertahan pasti memiliki program mengenai kualitas, karena melalui program kualitas yang baik akan dapat secara efektif mengeliminasi pemborosan dan meningkatkan kemampuan bersaing perusahaan.
Berbagai macam metode membahas mengenai kualitas dengan karakteristik masing-masing. Dalam mengukur seberapa besar tingkat kerusakan produk yang dapat diterima oleh suatu perusahaan dengan menentukan batas toleransi dari cacat produk yang dihasilkan tersebut dapat menggunakan metode pengendalian kualitas dengan menggunakan alat bantu statistik. Pengendalian kualitas dengan metode statistik merupakan metode yang dalam aktifitasnya menggunakan alat bantu statistik yang terdapat pada Statistical Process Control (SPC). SPC yang merupakan suatu proses yang digunakan untuk memantau berbagai standar dengan melakukan pengukuran dan tindakan korektif selagi produk atau jasa sedang berada dalam proses produksi.
menerima (accept) berbagai produk yang dihasilkan oleh mesin, sekaligus upaya efesiensi. Dengan menolak atau menerima produk, berarti bisa juga sebagai alat untuk mengawasi proses produksi sekaligus memperoleh gambaran kesimpulan tentang spesifikasi produk yang dihasilkan secara populasi umum.
Mengingat pentingnya peranan kualitas dalam rangka menuju kesuksesan usaha, maka dengan memperhatikan pengendalian kualitas diharapkan produk yang dihasilkan oleh perusahaan sesuai dengan standar kualitas yang ditetapkan serta terjamin kualitasnya sehingga dapat menekan biaya kerugian yang ditimbulkan karena produk yang tidak memenuhi persyaratan kualitas. Hasil produksi yang berkualitas tentunya akan berdampak kepada meningkatnya citra baik perusahaan dan memberikan keuntungan yang optimal bagi perusahaan dengan tujuan tentunya untuk memperoleh laba yang optimal dan memenuhi harapan konsumen.
Sawit menunjukkan kecenderungan meningkat sejalan dengan jumlah populasi dunia yang bertumbuh dan karenanya meningkatkan konsumsi produk-produk dengan bahan baku Minyak Kelapa Sawit.
Menurut data Direktorat Jenderal Perkebunan tahun 2015, luas areal dan produksi Kelapa Sawit menurut Provinsi dan status badan usaha berjumlah 11.444.808 Ha dengan jumlah total produksi sebesar 30.948.931 ton yang tersebar di beberapa wilayah di Indonesia di antaranya : Sumatera, Jawa, Kalimantan, Sulawesi, Maluku dan Papua. Wilayah Sumatera sendiri merupakan penghasil Kelapa Sawit terbesar dengan jumlah produksi mencakup 62,14% atau sebesar 21.387.654 ton yang tersebar di Aceh, Sumatera Utara, Sumatera Barat, Riau, Kepuluan Riau, Jambi, Sumatera Selatan, Kepulauan Bangka Belitung, Bengkulu, dan Lampung. Sementara untuk wilayah Kalimantan sendiri merupakan penghasil Kelapa Sawit terbesar kedua di Indonesia dengan total jumlah produksi 27,75% atau sebesar 8.590.871 ton yang tersebar di Kalimantan Barat, Kalimantan Timur, Kalimantan Tengah, dan Kalimantan Selatan.
juga oleh Perusahaan Minyak Kelapa Sawit PT. Kalimantan Sanggar Pusaka yang berlokasi di desa Pandak, Kecamatan Belitang Hulu, Kabupaten Sekadau Kalimantan Barat. Perusahaan ini mengembangkan dan mengelola Kelapa Sawit serta memproduksi Minyak Mentah Kelapa Sawit (Crude Palm Oil) yang tergabung dalam LYMAN Grup.
PT. Kalimantan Sanggar Pusaka harus dapat mempertahankan dan meningkatkan kualitas produk yang dihasilkannya agar dapat bersaing dengan para pesaingnya. Salah satu kunci sukses untuk menghasilkan produk yang berkualitas adalah dengan menerapkan pengendalian kualitas yang baik dan segera mencari solusi untuk mengatasi permasalahan tersebut. Perusahaan tentunya sudah melakukan pengendalian kualitas dari bahan baku, proses produksi, sampai pada produk akhir, namun pada kenyataannya masih ada produk yang dihasilkan tidak sesuai dengan standar yang ditetapkan oleh perusahaan dan berdampak kepada penurunan kualitas produk Crude Palm Oil (CPO) yang dihasilkan oleh perusahaan.
Peneliti memfokuskan penelitian ini mulai dari proses pengadaan bahan baku, proses produksi, sampai pada produk akhir dari Crude Palm Oil (CPO) tersebut dengan alasan agar mengetahui permasalahan sebenarnya yang mengakibatkan menurunnya kualitas Crude Palm Oil (CPO) yang dihasilkan oleh perusahaan dan diharapkan dapat mengetahui pada ketiga proses tersebut pada bagian mana yang paling memberikan efek menurunnya kualitas Crude Palm Oil (CPO) yang dihasilkan perusahaan.
Berdasarkan uraian di atas serta pentingnya melakukan pengendalian kualitas mengingat pengendalian kualitas sendiri berhubungan dengan output yang akan dihasilkan oleh perusahan, apakah produk itu layak dijual atau tidak, oleh karena itu maka peneliti ingin melakukan replikasi penelitian dengan mengangkat permasalahan tersebut kedalam penelitian dengan judul “PENGENDALIAN KUALITAS CRUDE PALM OIL PERUSAHAAN MINYAK KELAPA SAWIT PT. KALIMANTAN SANGGAR PUSAKA DALAM UPAYA
MENGENDALIKAN TINGKAT KERUSAKAN PRODUK
(UCL) dan Lower Control Limit (LCL). Penyebab kerusakan produk pada perusahaan yaitu disebabkan oleh bahan baku, manusia, method,dan lingkungan.
B. Perumusan Masalah
Adapun permasalahan yang akan dibahas dalam penelitian ini adalah sebagai berikut :
1. Apakah kerusakan kualitas bahan baku, proses produksi dan produk akhir Crude Palm Oil (CPO) PT. Kalimantan Sanggar Pusaka masih dalam batas kendali perusahaan?
2. Jenis kerusakan apa saja yang terjadi pada bahan baku, proses produksi dan produk akhir Crude Palm Oil (CPO) yang diproduksi PT. Kalimantan Sanggar Pusaka?
3. Faktor apa saja yang menyebabkan tingkat kerusakan pada bahan baku, proses produksi dan produk akhir Crude Palm Oil (CPO) yang diproduksi oleh PT. Kalimantan Sanggar Pusaka?
4. Apakah tindakan korektif yang dilakukan dalam mencegah dan memperbaiki kerusakan yang terjadi pada Crude Palm Oil (CPO) yang diproduksi oleh PT. Kalimantan Sanggar Pusaka?
C. Tujuan Penelitian
1. Menganalisis apakah kerusakan kualitas bahan baku, proses produksi dan produk akhir Crude Palm Oil (CPO) pada PT. Kalimantan Sanggar Pusaka masih dalam batas kendali perusahaan.
2. Mengidentifikasi jenis-jenis kerusakan pada bahan baku, proses produksi dan produk akhir Crude Palm Oil (CPO) yang diproduksi PT. Kalimantan Sanggar Pusaka.
3. Mengidentifikasi faktor apa saja yang menyebabkan tingkat kerusakan bahan baku, proses produksi dan produk akhir Crude Palm Oil (CPO) yang diproduksi oleh PT. Kalimantan Sanggar Pusaka.
4. Menjelaskan tindakan korektif yang dilakukan dalam mencegah dan memperbaiki kerusakan yang terjadi pada Crude Palm Oil (CPO) yang diproduksi oleh PT. Kalimantan Sanggar Pusaka.
D. Manfaat Penelitian
Dengan adanya penelitian ini maka sejumlah harapan atas segala hasil penulisan dapat bermanfaat dan berperan penting dalam penambahan wawasan ilmu pengetahuan dalam dunia usaha, khususnya dalam bidang pembelajaran tentang pengendalian kualitas Crude Palm Oil (CPO) pada PT. Kalimantan Sanggar Pusaka. Pemaparan tentang manfaat yang diharapkan di kemudian hari dari penulisan ini secara detail adalah sebagai berikut :
1. Manfaat Teoritis.
teori mengenai pengendalian kualitas dengan menggunakan metode statistik.
2. Manfaat Praktis.
1. Definisi Kualitas.
Kualitas merupakan salah satu aktor utama yang menentukan pemilihan produk bagi pelanggan. Kepuasan pelanggan akan tercapai apabila kualitas produk yang diberikan sesuai dengan kebutuhannya. Berikut ini beberapa penjabaran mengenai pengertian kualitas :
Definisi kualitas menurut para ahli (Munjiati M., 2015) :
a. Deming (1992) mendefinisikan kualitas sebagai perbaikan terus-menerus. Ia mendasarkan pada peralatan statistik, dengan proses bottom-up. Deming (1992) tidak memasukkan biaya ketidakpuasan pelanggan, karena menurutnya biaya ini tidak dapat diukur. Strategi Deming adalah dengan melihat proses untuk mengurangi variasi dimana perbaikan kualitas akan mengurangi biaya. Ia memiliki kepercayaan yang tinggi pada pemberdayaan pekerja untuk memecahkan masalah, memberikan kepada manajemen peralatan yang tepat.
b. Menurut Juran dalam Schonberger dan Knod (1997), kualitas adalah fitness for use / kesesuaian penggunaan. Beberapa alat yang dapat digunakan untuk pemecahan masalah adalah statistical process control (SPC). Ia berorientasi untuk memenuhi kebutuhan pelanggan. Juran memperkenalkan quality trilogy yang terdiri dari :
1) Quality planning / perencanaan kualitas. Perencanaan kualitas merupakan proses untuk merencanakan kualitas sesuai dengan tujuan. Dalam proses ini pelanggan diidentifikasikan dan produk yang sesuai dengan kebutuhan pelanggan dikembangkan.
2) Quality control / kontrol kualitas. Kontrol kualitas merupakan proses mencapai tujuan selama operasi. Kontrol kualitas meliputi lima tahap:
a) Menentukan apa yang seharusnya dikontrol. b) Menentukan unit-unit pengukuran.
c) Menetapkan standar kinerja. d) Mengukur kinerja.
e) Evaluasi dengan membandingkan antara kinerja sebenarnya dengan standar kinerja.
3) Quality improvement / perbaikan kualitas, untuk mencapai tingkat kinerja yang lebih tinggi.
c. Menurut Taguchi (1987) kualitas adalah loss to society, yang maksudnya adalah apabila terjadi penyimpangan dari target, hal ini merupakan fungsi berkurangnya kualitas. Pada sisi lain, berkurangnya kualitas tersebut akan menimbulkan biaya. Strategi Taguchi (1987) memfokuskan pada peningkatan efisiensi untuk perbaikan dan pertimbangan biaya, khususnya pada industri jasa. d. Crosby (1979) mendefinisikan kualitas sebagai kesesuaian dengan
kualitas. Setiap orang yang ada dalam organisasi dilibatkan dalam proses dengan menekankan pada kesesuaian dengan persyaratan individual. Proses ini berlangsung secara top down. Konsep zero defect atau tingkat kesalahan nol merupakan tujuan dari kualitas. Konsep ini mengarahkan pada tingkat kesalahan produk sekecil mungkin, bahkan sampai tidak terdapat kesalahan.
e. Kotler (1997) mendefinisikan kualitas sebagai keseluruhan ciri dan karakteristik produk atau jasa yang mendukung kemampuan untuk memuaskan kebutuhan.
2. Dimensi Kualitas Produk.
Beberapa ahli maupun akademisi telah melakukan penelitian tentang berbagai dimensi kualitas produk maupun jasa yang diinginkan oleh konsumen yang tentunya perlu diketahui oleh perusahaan untuk memuaskan kebutuhan konsumen.
Secara umum, Ruseel dan Taylor mengidentifikasi delapan dimensi kualitas yang dapat digunakan untuk menganalisis karakteristik kualitas barang, yaitu sebagai berikut (Munjiati M., 2015) :
a. Performance merupakan karakteristik dasar suatu produk, misalkan kinerja gas pada mobil.
c. Reliability adalah suatu keandalan suatu produk sesuai dengan yang diharapkan, misalkan dalam beberapa kali pembelian produk yang sama, kualitasnya sama bagusnya, misalkan makanan di restoran cepat saji, makanan yang sama rasanya akan sama pada waktu pembelian yang berbeda-beda.
d. Conformance merupakan kesesuaian dengan standar, misalkan helem yang berkualitas sesuai dengan standar yaitu tidak mudah pecah saat terjatuh.
e. Durability merupakan keawetan suatu produk, berkaitan dengan jangka waktu pemakaian, misalnya tas yang berkualitas adalah tas yang awet dipakai dalam beberapa tahun tidak rusak.
f. Serviceability adalah kemampuan suatu produk untuk diperbaiki, misalkan jika ada suku cadang kendaraan bermotor yang rusak, dapat diperbaiki ataupun diganti dengan suku cadang yang baru dengan mudah, sehingga kendaraan bermotor tersebut segera dapat digunakan kembali.
g. Aesthetic disini bagaimana bau, rasa, suara, maupun penampilan suatu produk, misalkan rasa gurih pada produk donat, ataupun harumnya parfum.
3. Pengertian Pengendalian Kualitas.
dan apabila terjadi penyimpangan, maka penyimpangan tersebut dapat dikoreksi sehingga apa yang diharapkan dapat tercapai.
Menurut Bakhtiar dkk (2013) pengendalian kualitas dapat diartikan sebagai “kegiatan yang dilakukan untuk memantau aktivitas dan memastikan kinerja sebenarnya”.
4. Tujuan Pengendalian Kualitas.
Pengendalian kualitas merupakan kegiatan yang terpadu dalam perusahaan untuk menjaga dan mempertahankan kualitas produk yang dihasilkan agar dapat berjalan baik dan sesuai standar yang ditetapkan. Menurut Heizer & Render (2013) ada beberapa tujuan pengendalian kualitas, yaitu :
a. Peningkatan kepuasan pelanggan.
b. Penggunaan biaya yang serendah-rendahnya. c. Selesai tepat pada waktunya.
Tujuan pokok pengendalian kualitas adalah, untuk mengetahui sampai sejauh mana proses dan hasi produk atau jasa yang dibuat sesuai dengan standar yang ditetapkan perusahaan. Adapun tujuan pengendalian kualitas secara umum menurut Heizer & Render (2013), sebagai berikut :
a. Produk akhir mempunyai spesifikasi sesuai dengan standar mutu atau kualitas yang telah ditetapkan.
c. Prinsip pengendalian kualitas merupakan upaya untuk mencapai dan meningkatkan proses dilakukan secara terus-menerus untuk dianalisis agar menghasilkan informasi yang dapat digunakan untuk mengendalikan dan meningkatkan proses, sehingga proses tersebut memiliki kemampuan (kapabilitas) untuk memenuhi spesifikasi produk yang diinginkan oleh pelanggan.
5. Faktor-Faktor Pengendalian Kualitas.
Menurut Zulian (2013) menyebutkan bahwa faktor-faktor yang mempengaruhi pengendalian kualitas yang dilakukan perusahaan adalah :
a. Kemampuan proses.
Batas-batas yang ingin dicapai haruslah disesuaikan dengan kemampuan proses yang ada. Tidak ada gunanya mengendalikan suatu proses dalam batas-batas yang melebihi kemampuan atau kesanggupan proses yang ada.
b. Spesifikasi yang berlaku.
Spesifikasi hasil produksi yang ingin dicapai harus dapat berlaku, bila ditinjau dari segi kemampuan proses dan keinginan atau kebutuhan konsumen yang ingin dicapai dari hasil produksi tersebut.
c. Tingkat ketidaksesuaian yang dapat diterima.
d. Biaya kualitas.
Biaya kualitas sangat mempengaruhi tingkat pengendalian kualitas dalam menghasilkan produk dimana biaya kulitas mempunyai hubungan yang positif dengan tercapainya produk yang berkualitas. Biaya kualitas meliputi :
1) Biaya pencegahan (prevention cost).
Biaya ini merupakan biaya yang terjadi untuk mencegah terjadinya kerusakan produk yang dihasilkan.
2) Biaya deteksi/ penilaian (detection/appraisal cost).
Adalah biaya yang timbul untuk menentukan apakah produk atau jasa yang dihasilkan telah sesuai dengan persyaratan-persyaratan kualitas sehingga dapat menghindari kesalahan dan kerusakan sepanjang proses produksi.
3) Biaya kegagalan internal (inrernal failure cost).
Merupakan biaya yang terjadi karena adanya ketidaksesuaian dengan persyaratan dan terdeteksi sebelum barang dan jasa tersebut dikirim ke pihak luar (pelanggan atau konsumen).
4) Biaya kegagalan eksternal (eksternal failure cost).
6. Langkah-Langkah Pengendalian Kualitas.
Menurut Wulandari & Amelia (2012) pengendalian kualitas harus dilakukan melalui proses yang terus-menerus dan berkesinambungan. Proses pengendalian kualitas tersebut dapat dilakukan salah satunya dengan melalui penerapan PDCA (plan – do – check – action) yang diperkenalkan oleh Deming, seorang pakar kualitas ternama Amerika Serikat, sehingga siklus ini disebut siklus deming (Deming Cycle / Deming Wheel). Siklus PDCA umumnya digunakan untuk mengetes dan mengimplementasikan perubahan-perubahan untuk memperbaiki kinerja produk, proses atau suatu system di masa yang akan datang Penjelasan dari tahap-tahap dalam siklus PDCA adalah sebagai berikut :
a. Merencanakan spesifikasi (plan).
Merencanakan spesifikasi, menetapkan spesifikasi atau standar kualitas yang baik, memberi pengertian kepada bawahan akan pentingnya kualitas produk, pengendalian kualitas dilakukan secara terus-menerus dan berkesinambungan.
b. Melaksanakan rencana (do).
c. Memeriksa atau meneliti hasil yang dicapai (check).
Memeriksa atau meneliti merujuk pada penetapan apakah pelaksanaannya berada dalam jalur, sesuai dengan rencana dan memantau kemajuan perbaikan yang direncanakan. Membandingkan kualitas hasil produksi dengan standar yang telah ditetapkan, berdasarkan penelitian diperoleh data kegagalan dan kemudian ditelaah penyebab kegagalannya.
d. Melakukan tindakan penyesuaian bila diperlukan (action).
Penyesuaian dilakukan bila dianggap perlu, yang didasarkan hasil analisis memeriksa hasil yang dicapai. Penyesuaian berkaitan dengan standarisasi prosedur baru guna menghindari timbulnya kembali masalah yang sama atau menetapkan sasaran baru bagi perbaikan berikutnya. Dalam pelaksanaan kegiatan pengendalian kualitas, GKM (Gugus KendaliMmutu) melakukan perbaikan berkesinambungan dengan melakukan delapan langkah yang sering digunakan dalam analisis dan solusi masalah mutu/kualitas, delapan langkah tersebut adalah :
a. Memahami kebutuhan peningkatan kualitas.
mengidentifikasi masalah kualitas yang terjadi atau kesempatan peningkatan apa yang mungkin dapat dialakukan. Identifikasi masalah dapat dimulai dengan mengajukan beberapa pertanyaan dengan menggunakan alat-alat bantu dalam peningkatan kualitas seperti, check sheet, atau diagram Pareto.
b. Menyatakan masalah kualitas yang ada.
Masalah-masalah utama yang telah dipilih dalam langkah pertama perlu dinyatakan dalam suatu pernyataan yang spesifik. Apabila berkaitan dengan masalah kualitas, masalah itu harus dirumuskan dalam bentuk informasi-informasi spesifik yang jelas, tegas, dan dapat diukur serta diharapkan dapat dihindari pernyataan masalah yang tidak jelas dan tidak dapat diukur.
c. Mengevaluasi penyebab utama.
Penyebab utama dapat dievaluaasi menggunakan diagram sebab akibat. Dari berbagai faktor penyebab yang ada, kita dapat mengurutkan penyebab-penyebab dengan menggunakan diagram pareto berdasarkan dampak dari penyebab terhadap kinerja produk, proses, atau sistem manajemen mutu secara keseluruhan.
d. Merencanakan solusi atas masalah.
e. Melaksanakan perbaikan.
Implementasi rencana solusi terhadap masalah mengikuti daftar rencana tindakan pengendalian kualitas. Dalam tahap pelaksanaan ini sangat dibutuhklan komitmen manajemen dan karyawan serta partisipasi total untuk secara bersama-sama menghilangkan akar penyebab dari masalah kualitas yang telah teridentifikasi.
f. Meneliti hasil perbaikan.
Setelah melaksanakan peningkatan kualitas perlu dilakukan studi dan evaluasi berdasarkan data yang dikumpulkan selama tahap pelaksanaan untuk mengetahui apakah masalah yang ada telah hilang atau berkurang. Analisis terhadap hasil-hasil temuan selama tahap pelaksanaan dan memberikan tambahan informasi bagi pembuat keputusan dan perencanaan peningkatan berikutnya.
g. Menstandarisasikan solusi terhadap masalah.
Hasil-hasil yang memuaskan dari tindakan pengendalian kualitas harus distandarisasikan, dan selanjutnya melakukan peningkatan terus menerus pada jenis masalah yang lain. Standarisasi dimaksudkan untuk mencegah masalah yang sama terulang kembali.
h. Memecahkan masalah selanjutunya.
7. Pengendalian Kualitas Statistical Process Control.
Pengendalian kualitas secara statistik dilakukan menggunakan alat bantu statistik yang terdapat pada Statistical Process Control (SPC). Menurut Heizer & Render (2013) yang dimaksud dengan Statistical Process Control (SPC) adalah : “proses yang digunakan untuk memantau berbagai standar dengan melakukan pengukuran dan tindakan korektif selagi produk atau jasa sedang berada dalam proses produksi”.
Berdasarkan pengertian tersebut dapat dipahami bahwa SPC merupakan suatu teknik yang digunakan untuk memantau/mengawasi/mengontrol suatu produk apakah sesuai dengan standar yang telah ditetapkan oleh perusahan dengan melakukan pengukuran, apabila terjadi ketidaksesuaian produk dengan standar maka tindakan selanjutnya yaitu menemukan dan menyingkirkan penyebab ketidaksesuaian produk selama proses produksi.
Menurut Heizer & Render (2013), pengendalian kualitas secara statistik dengan menggunakan SPC menggunakan alat statistik utama yang dapat digunakan sebagai alat bantu untuk mengendalikan kualitas, yaitu :
a. Control Chart (peta kendali).
penyebab penyimpangan meskipun penyimpangan itu akan terlihat pada peta kendali.
Manfaat dari peta kendali adalah :
1) Memberikan informasi suatu proses produksi masih berada di dalam batas-batas kendali kualitas atau tidak terkendali.
2) Memantau proses produksi secara terus-menerus agar tetap stabil. 3) Menentukan kemampuan proses (capability process).
4) Mengevaluasi performance pelaksanaan dan kebijaksanaan pelaksanaan proses produksi.
5) Membantu menentukan kriteria batas penerimaan kualitas produk sebelum dipasarkan.
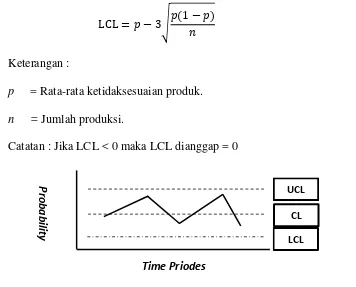
Peta kendali digunakan untuk membantu mendeteksi adanya penyimpangan dengan cara menetapkan batas-batas kendali yaitu :
1) Upper control limit / batas kendali atas (UCL).
2) Merupakan garis batas untuk suatu penyimpangan yang masih diijinkan.
3) Centre Line / garis pusat atau garis tengah (CL).
4) Merupakan garis yang melambangkan tidak adanya penyimpangan dari karakteristik sampel.
5) Lower control line / batas kendali bawah ( LCL).
b. Diagram Pareto.
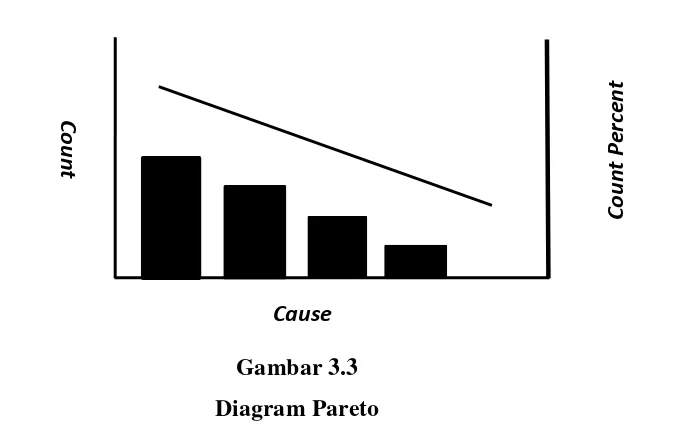
Diagram Pareto pertama kali dibuat berdasarkan karya Pareto dan dipopulerkan oleh Juran dengan menyatakan 80% permasalahan perusahaan merupakan hasil dari penyebab yang 20% saja. Diagram Pareto adalah grafik belok dan grafik baris yang menggambarkan perbandingan masing-masing jenis data terhadap keseluruhan, dengan memakai diagram Pareto, dapat terlihat masalah mana yang dominan sehingga dapat mengetahui prioritas penyelesaian masalah. Fungsi diagram Pareto adalah untuk mengidentifikasi atau menyeleksi masalah utama untuk peningkatan kualitas dari yang paling besar ke yang paling kecil.
Kegunaan diagram Pareto adalah : 1) Menunjukan masalah utama.
2) Menyatakan perbandingan masing-masing persoalan terhadap keseluruhan.
3) Menunjukan tingkat perbaikan setelah tindakan perbaikan pada daerah yang terbatas.
4) Menunjukan perbandingan masing-masing persoalan sebelum dan setelah perbaikan.
teridentifikasi, kemudian dapat digunakan untuk membuat diagram sebab akibat. Hal ini perlu untuk dilakukan mengingat sangat sulit untuk mencari penyebab dari semua cacat yang teridentifikasi. Apabila semua cacat dianalisis untuk dicari penyebabnya maka hal tersebut hanya akan mengahabiskan waktu dan biaya dengan sia-sia.
c. Diagram Sebab Akibat.
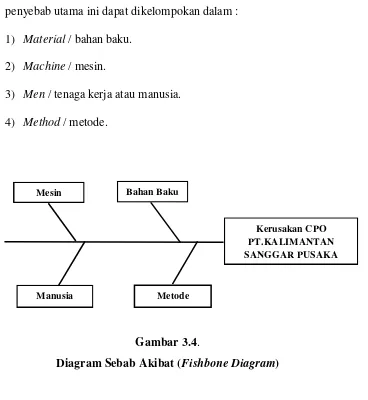
Diagram ini disebut juga diagram tulang ikan (Fishbone chart) dan berguna untuk memperlihatkan faktor-faktor utama yang berpengaruh pada kualitas dan mempunyai akibat pada masalah yang dipelajari. Selain itu diagram ini dapat melihat faktor-faktor yang lebih terperinci yang berpengaruh dan mempunyai akibat pada faktor utama tersebut yang dapat dilihat dari panah-panah yang berbentuk tulang ikan pada diagram fishbone tersebut. Diagram sebab akibat ini pertama kali dikembangkan pada tahun 1950 oleh seorang pakar kualitas dari Jepang yaitu Ishikawa yang menggunakan uraian grafis dari unsur-unsur proses.
Faktor-faktor penyebab utama ini dapat dikelompokan dalam : 1) Material bahan baku.
2) Machine / mesin.
3) Man / tenaga kerja atau manusia. 4) Method / metode.
2) Menganalisa kondisi yang sebenarnya yang bertujuan untuk memperbaiki peningkatan kualitas.
3) Membantu membangkitkan ide-ide untuk solusi suatu masalah. 4) Membantu dalam pencarian fakta lebih lanjut.
5) Mengurangi kondisi-kondisi yang menyebabkan ketidaksesuaian produk dengan keluhan konsumen.
6) Menentukan standarisasi dari operasi yang sedang berjalan atau yang akan dilaksanakan.
7) Sarana pengambilan keputusan dalam menentukan pelatihan tenaga kerja.
8) Merencanakan tindakan perbaikan.
8. Pembagian Pengendalian Kualitas Statistik.
Terdapat dua jenis metode pengendalian kualitas secara statistika yang berbeda. Menurut Heizer & Render (2013), yaitu :
a. Grafik Kendali untuk Variable.
dan tertinggi sampel produk yang diobservasi, dan memberi gambaran mengenai variabilitas proses.
b. Grafik Kendali untuk Atribut.
Grafik kendali untuk x dan r tidak berlaku ketika melakukam sampel atas atribut, yang mana umumnya diklasifikasikan sebagai cacat atau tidak cacat. Menggunakan grafik p-chart (proportion) merupakan proporsi unit-unit yang tidak sesuai dalam sebuah sampel yang didefinisikan sebagai rasio dari jumlah unit-unit yang tidak sesuai. p-chart merupakan cara utama untuk mengedalikan atribut. Meskipun atribut ada yang baik atau buruk mengikuti distribusi binominal, distribusi normal dapat digunakan untuk menghitung batas graik p ketika ukuran sampelnya besar. Sementara c-chart yang berarti “count” atau hitung cacat, ini bermaksud bahwa c-chart dibuat berdasarkan pada banyaknya titik cacat dalam suatu item dengan menghitung semua kerusakan pada item sampel.
B. Hasil Penelitian Terdahulu
Penelitian ini menggunakan tiga penelitian terdahulu sebagai acuan, berikut ini pemaparan ketiga penelitian tersebut, antara lain :
ini ditunjukan oleh titik-titik dalam p-chart yang berada di luar batas kendali Upper Control Limit (UCL) dan Lower Control Limit (LCL). Penyebab kerusakan produk pada perusahaan yaitu disebabkan oleh bahan baku, manusia, metode, dan lingkungan.
sludge akhir ini tidak dapat memenuhi spesifikasi kebutuhan pelanggan. Penyebab utama ketidakkonsistensian oil losses tersebut adalah proses pengutipan minyak ada mesin sludge separator. Kondisi total oil losses CPO menunjukan bahwa proses berada pada batas kendali. Berdasarkan kepabilitas menyatakan bahwa oil losses tersebut memenuhi kebutuhan pelanggan.
Penelitian yang ketiga dilakukan oleh Isti Khomah, dkk (2013) yang meneliti tentang “Analisis Pengendalian Kualitas Karet Pada PT. Perkebunan Nusantara IX (Persero) Kebun Batujamus/Kerjoarum Karanganyar.”. Kesimpulan dari penelitian ini adalah kulitas karet jenis RSS menurut check sheet jumlah produk RSS 1 dalam setahun ini masih terdapat 6 bulan yang tergolong belum dapat memenuhi target perusahaan (94%). Permasalahan paling dominan yang mempengaruhi kualitas karet jenis RSS adalah jenis RSS 3. Faktor-faktor utama yang mempengaruhi kualitas karet RSS adalah factor man, methode, material, machine, dan environment. Proses bisnis yang dilakukan PTPN IX (Persero) Kebun Batujamus-Kerojoarum dengan analisis Control P Chart diketahui bahwa nasih banyak titik yang berada di luar pengendalian dalam produksi setiap bulannya yang disebapkan oleh permasalahan dominan jenis RSS 3. Apabila produksi RSS 3 ini dapat ditekan dan dijadikan kualitas RSS 1, maka perusahaan akan lebih untung dan efisien.
C. Kerangka Analisis
produksi, dan produk akhir Crude Palm Oil (CPO) yang dihasilkaon oleh PT. Kalimantan Sanggar Pusaka yang melebihi batas toleransi, serta mengidentifikasi penyebab hal tersebut untuk kemudian ditelusuri solusi penyelesaian masalah tersebut sehingga produksi di masa mendatang.
Gambar 2.1 Kerangka Analisis
Proses Pengendalian Kualitas Produksi dalam Upaya Mengurangi Tingkat Kerusakan Produk Menggunakan Alat Bantu Statistik
Analisis Kualitas
Produk Akhir Proses Produksi
Bahan Baku
Pengawasan Kualitas
Memenuhi Standar Kualitas
Menentukan jenis ketidaksesuaian terbesar Menentukan sejauh mana ketidaksesuaian terjadi.
Menentukan jumlah dan jenis ketidaksesuaian.
Menentukan penyebab kegagalan
Tindakan Korektif Tidak Memenuhi Standar
1. Obyek Penelitian.
Penelitian ini akan dilakukan pada proses bahan baku, proses produksi, dan juga produk jadi Crude Palm Oil (CPO) PT Kalimantan Sanggar Pusaka (KSP) yang termasuk sebagai salah satu perusahaan Agro Bisnis.
2. Subyek Penelitian.
Subyek penelitian yang digunakan dalam penelitian ini adalah manajer produksi yang bertanggung jawab atas produksi Crude Palm Oil (CPO) PT. Kalimantan Sanggar Pusaka (KSP).
B. Jenis Data
Jenis data yang digunakan dalam penelitian ini adalah data sekunder dan data primer yang diperoleh dari :
1. Data Primer.
Data primer diperoleh dari hasi wawancara dari perusahaan mengenai jenis kerusakan, faktor yang menyebabkan kerusakan, dan tindakan korektif untuk mencegah dan memperbaiki kerusakan yang dilakukan oleh PT. Kalimantan Sanggar Pusaka (KSP) pada bahan baku, proses produksi dan juga produk akhir CPO. Data kualitatif ini digunakan untuk menganalisis dengan menggunakan diagram sebab akibat (Fishbone Diagram).
2. Data Sekunder.
Data sekunder diperoleh arsip penurunan hasil jumlah kerusakan bahan baku produksi, proses produksi dan produk akhir CPO yang tidak sesuai standar PT. Kalimantan Sanggar Pusaka (KSP). Data ini akan digunakan untuk menganalisis kerusakan pada CPO dengan menggunakan : p-chart untuk data atribut, x-chart untuk data variable dan menggunakan diagram pareto untuk mengetahui jenis cacat yang paling dominan.
C. Teknik Pengumpulan Data
Metode pengumpulan data yang digunakan dalam penelitian ini adalah dengan melakukan pengamatan langsung di perusahaan yang menjadi objek penelitian. Teknik pengumpulan data yang dilakukan adalah sebagai berikut :
1. Wawancara.
Merupakan suatu cara untuk mendapatkan data atau informasi dengan Tanya jawab secara langsung pada orang yang mengetahui tentang objek yang diteliti. Dalam hal ini adalah pihak manajemen atau karyawan PT Kalimantan Sanggar Pusaka (KSP), yaitu data mengenai CPO yang tidak sesuai dengan standar dan penyebabnya, proses produksi, serta bahan baku yang digunakan.
2 Dokumentasi.
D. Variabel Penelitian dan Definisi Operasional Variabel 1. Variabel Penelitian.
Variabel penelitian merupakan suatu atribut atau sifat yang mempunyai variasi tertentu yang ditetapkan oleh peneliti untuk dipelajari dan ditarik kesimpulannya (Sugiyono, 2013). Dalam penelitian ini menggunakan tiga macam variabel penelitian, yaitu : variabel utama, yaitu pengendalian kualitas dan sub variabel pengukuran kualitas, yaitu pengukuran secara atribut dan yang digunakan untuk menentukan tingkat ketidaksesuaian yang terjadi terhadap produk yang dihasilakan oleh perusahaan dan sub variabel pengukuran kualitas secara variabel yang digunakan untuk pengukuran kualitas terhadap karakteristik produk yang dapat dinyatakan dalam bentuk ukuran angka atau kuantitatif khususnya untuk produk yang cukup banyak dan dinyatakan dalam satuan ukur.
2. Definisi Oprasional Variabel. a. Pengendalian Kualitas.
1) Bahan Baku. 2) Proses Produksi. 3) Produk Akhir.
b. Pengendalian Kualitas Secara Atribut.
Menurut pengukuran kualitas yang digunakan dalam melaksanakan pengendalian kualitas CPO PT. Kalimantan Sanggar Pusaka dilakukan secara atribut, yaitu pengukuran kualitas terhadap karakteristik produk yang tidak dapat atau sulit diukur. Nantinya dengan menggunakan pengukuran metode ini dapat diketahui karakteristik kualitas produk yang baik atau buruk, berhasil atau gagal.
c. Pengendalian Kualitas Secara Variabel.
Pengukuran kualitas yang digunakan dalam melaksanakan pengendalian kualitas CPO PT. Kalimantan Sanggar Pusaka dilakukan secara variabel, yaitu pengukuran kualitas terhadap karakteristik produk yang dapat dinyatakan dalam bentuk ukuran angka atau kuantitatif khususnya untuk produk yang cukup banyak dan dinyatakan dalam satuan ukur seperti, mikrometer, millimeter, volume dan lain-lain. Ukuran variable ini lebih efisien dalam memberikan informasi tentang kualitas proses.
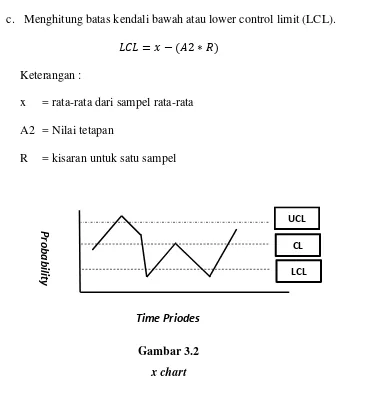
Menurut Heizer & Render (2013), pengukuran kualitas secara variabel dilakukan dengan menggunakan mean-chart (x chart). Mean-chart atau (x chart) digunakan untuk memonitor proses yang memiliki dimensi yang berkelanjutan untuk variabel-variabel yang mengindikasikan ketika perubahan terjadi di dalam kecendrungan sentral (rata-rata) suatu proses produksi sehingga dapat diketahui apakah rata-rata produk yang dihasilkan sesuai dengan standar yang telah ditetapkan. Sementara jika menggunakan peta kendali r (r chart) belum tentu berada pada batas toleransi yang sama. Maka pada penelitian ini untuk data variable digunakan mean-chart (x chart)
E. Analisis Data
1. Membuat peta kendali p.
Dalam hal menganalisis data atribut digunakan peta kendali p (peta kendali proporsi kerusakan), serta data yang diproleh yang dijadikan pengamatan tidak tetap dan produk yang mengalami kerusakan (misdruk) tersebut tidak dapat diperbaiki lagi sehingga harus di reject dengan cara di lebur atau didaur ulang. Langkah-langkah dalam membuat peta kendali p dijelaskan sebagai berikut :
a. Menghitung Persentase Kerusakan.
�=�� �
Keterangan :
p = Persentase jumlah kerusakan np = Jumlah gagal dalam sub grup
n = Jumlah yang diperiksa dalam sub grup Sub grup = Hari ke-n
b. Menghitung Garis Pusat / Central Line (CL).
Garis pusat merupakan rata-rata kerusakan produk (p), adapun rumus untuk menghitung garis pusat dilakukan dengan rumus :
CL =� =∑ �� ∑ �
Keterangan :
∑np = Jumlah total yang rusak
c. Menghitung Batas Kendali Atas /Upper Control Limit (UCL).
Untuk menghitung batas kendali atas atau UCL dilakukan dengan rumus:
UCL =�+ 3��(1− �) �
Keterangan :
p = Rata-rata ketidaksesuaian produk n = Jumlah Produksi
d. Menghitung Batas Kendali Bawah / Lower Control Limit (LCL).
Untuk menghitung batas kendali bawah atau LCL dilakukan dengan rumus :
LCL =� −3��(1− �) �
Keterangan :
2. Membuat x-chart.
Dalam hal menganalisis data variable digunakan grafik kendali x (x-chart) sebagai alat untuk pengendalian kualitas yang dilakukan untuk memonitor proses yang memiliki dimensi yang berkelanjutan. Grafik x (x-chart) memeberitahukan kepada kita apakah perubahan yang terjadi dalam kecendrungan sentral (rata-rata) dari suatu proses penyebaran.
Adapun proses unrtuk membuat peta kendali x nantinya akan menggunakan softwaer. Namun langkah-langkah dalam membuat peta kendali x dijelaskan sebagai berikut :
a. Menghitung garis tengah atau center line (CL).
��� =∑�� � �
Keterangan:
Xni = Rata-rata nilai X pada subgrup sampel ke-i ni = Banyaknya sampel pada subgrup ke-i (sampel
size)
∑Xi = Jumlah nilai X pada subgrup sampel ke-i
b. Menghitung batas kendali atas atau upper control limit (UCL). ���= �+ (�2∗ �)
Keterangan :
x = Rata-rata dari sampel rata-rata A2 = Nilai tetapan
c. Menghitung batas kendali bawah atau lower control limit (LCL).
d. Menentukan prioritas perbaikan (menggunkan diagram Pareto).
Dari data informasi mengenai jenis kerusakan produk yang terjadi kemudian dibuat diagram Pareto untuk mengidentifikasi, mengurutkan dan bekerja menyisihkan kerusakan secara permanan. Dengan diagram ini, maka dapat diketahui jenis cacat yang paling dominan atau terbesar pada hasil produksi perusahan. Kemudaian dapat dilihat jenis-jenis kerusakan yang sering terjadi pada proses pengadaan bahan baku, proses produksi dan pada produk akhir CPO, selanjutnya data-data tersebut diurutkan dari yang terbesar sampai pada yang terkecil dan dibuat presentase
kumulatifnya. Persentase kumulatif berguna untuk menyatakan perbedaan yang ada dalam frekuensi kejadian diantara permasalahan yang dominan.
Adapun langkah-langkah membuat diagram pareto adalah sebagai berikut :
1) Mengidentiikasi permasalahan yang akan diteliti. 2) Membuat catatan frekuensi pada lembar periksa.
3) Menghitung frekuensi kumulatif dan presentase kumulatif. 4) Menggambar frekuensi kumulatif dalam bentuk diagram batang. 5) Menggambar persentase kumulatif dalam bentuk grafik garis. 6) Menginterpretasikan diagram pareto tersebut.
Gambar 3.3 Diagram Pareto
e. Mencari faktor penyebab yang dominan dengan diagram sebab akibat (fishbone diagram).
Setelah diketahui masalah utama yang paling dominan, maka dilakukan analisa faktor penyebab kerusakan produk dengan
menggunakan fishbone diagram, sehingga dapat menganalisis faktor-faktor apa saja yang menjadi penyebab kerusakan produk. Faktor-faktor-faktor penyebab utama ini dapat dikelompokan dalam :
1) Material / bahan baku. 2) Machine / mesin.
3) Men / tenaga kerja atau manusia. 4) Method / metode.
Gambar 3.4.
Diagram Sebab Akibat (Fishbone Diagram)
f. Mencari informasi tindakan korektif yang dilakukan perusahaan.
Setelah diketahui penyebab terjadinya kerusakan, maka selanjutnya melakukan wawancara dengan pihak dari perusahaan guna mengetahui tindakan korektif yang akan dilakukan oleh perusahan.
Kerusakan CPO PT.KALIMANTAN SANGGAR PUSAKA Bahan Baku
Mesin
g. Membuat rekomendasi atau usulan perbaikan kualitas.
PT. Kalimantan Sanggar Pusaka yang tergabung pada Lyman Agro secara geografis terletak di desa Pandak, Kecamatan Belitang Hulu, Kabupaten Sekadau Kalimantan Barat atau di antara 111o04’48” BT – 111015’24” BT dan antara 0006’24” LU – 0021’48” LU. Lokasi perkebunan dapat dicapai melalui jalan darat yang beraspal dan tergolong kelas II dengan jarak sejauh +/- 370 KM (Pontianak-Simpang Manis Raya Sintang). PT. Kalimantan Sanggar Pusaka adalah perusahaan perkebunan kelapa sawit dengan pola Pir-Trans dari Mentri Pertanian No. KB.320 / 55 / Mentan / I / 1987 tanggal 26 januari 1988 dengan pencadangan areal seluas 31.000 Ha. Penanman dimulai tahun 1990 sampai dengan tahun 1999. Luas tanaman kelapa sawit adalah 15.000 Ha, yang terdiri dari 3.000 Ha lahan inti dan 12.000 Ha lahan Plasma Petani. Dalam pengolahan TBS (Tandan Buah Segar) pada tahun 1992 dibangun pabrik Minyak Kelapa Sawit dengan kapasitas 30 ton per jam dan mulai berproduksi tahun 1994 dan pada tahun 1995 dengan izin pemerintah ditingkatkan kapasitas produksinya menjadi 60 ton per jam yang pembangunannya diselesaikan pada tahun 1998.
Kebutuhan air untuk mengolah 1 ton TBS (Tandan Buah Segar) umumnya dibutuhkan air sebanyak 1,5 m3 sehingga untuk mengolah produksi 60 ton TBS (Tandan Buah Segar) / jam dibutuhkan air sebanyak 90 m3 / jam atau 1.800 m3 / hari. Kebutuhan air tersebut dipenuhi dari sungai Kelasam (anak sungai Kapuas). Sungai Kelasam telah dimanfaatkan dengan cara dipompa ke instansi air (Water
Treatment) dan didistribusikan untuk keperluan pabrik dan domistik. Sementara itu sungai penerima buangan limbah cair dari hasil proses produksi TBS (Tandan Buah Segar) melalui Instalasi Pengolahan Air Limbah (IPAL) adalah anak sungai Kelasam yang berjarak dari Outlet IPAL +/- 300 meter. Berdasarkan dokumen Amdal yang telah disetujui oleh Komisi Amdal Daerah Provinsi Kalimantan Barat, menunjukan bahwa kualitas air sungai Kelasam secara umum berada dibawah baku mutu.
Kegiatan yang dilakukan Pabrik PT. Kalimantan Sanggar Pusaka sekarang menggunakan mesin genset sebanyak 3 unit dengan kapasitas 2 unit 300 KVA dan 1 unit 500 KVA. Genset tersebut digunkan untuk sumber pembangkit listrik bagi pabrik, perumahan karyawan, kantor dan lainnya. Bahan bakar solar yang diperlukan sebagai bahan bakar untuk genset tersebut digunakan untuk sumber pembangkit listrik bagi pabrik, perumahan karyawan, kantor dan lainnya. Bahan bakar solar yang diperlukan sebagai bahan bakar untuk genset tersebut sekitar 15.300 liter perbulan. Oli bekas dari mesin genset yang telah mendapat izin dari Kementerian Negara Liangkungan Hidup No. 20 Tahun 2007, Tentang Izin Penyimpanan Limbah Bahan Berbahaya dan Beracun.
1. Sistem Kerja.
2. Hasil Produksi.
Jenis produk yang dihasilkan dari proses produksi yang dilakukan oleh PT. Kalimantan Sanggar Pusaka antara lain :
a. Crude Palm Oil (CPO). b. Kernel.
c. Minyak Kotor.
Hasil produksi tersebut kemudian dilakukan penjualan melalui pihak tender,dengan menggunakan kapal tanker yang kemudian di jual baik di dalam maupun di luar negeri.
3. Bahan Baku.
Dalam melakukan proses produksi adapun bahan-bahan atau material utama yang digunakan PT. Kalimantan Sanggar Pusaka diantaranya adalah :
a. Air.
Perolehan air untuk proses produksi diambil dari air yang ada pada sungai Kelasam (anak sungai Kapuas).
b. Tandan Buah Segar (TBS).
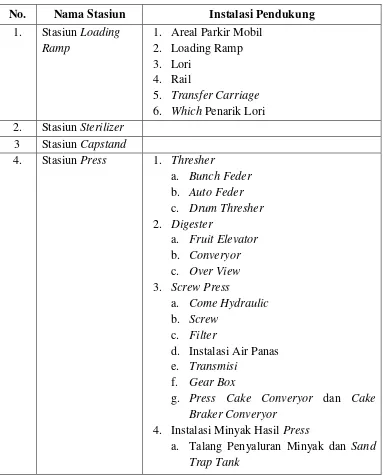
4. Mesin dan Peralatan.
Dalam melakukan proses produksinya PT. Kalimantan Sanggar Pusaka mempunyai sembilan (9) stasiun guna menunjang kegiatan perusahaan diantaranya adalah sebagai berikut :
Tabel 4.1
Stasiun dan Instalasi Pendukung PT. Kalimantan Sanggar Pusaka No. Nama Stasiun Instalasi Pendukung
1. Stasiun Loading
4. Stasiun Press 1. Thresher
a. Bunch Feder
4. Instalasi Minyak Hasil Press
No. Nama Stasiun Instalasi Pendukung b. Vibrating Scren
c. Tangki dan Pompa Penyalur 5. Stasiun Clarifikasi 1. Sistem Pengendapan
2. Sistem Penguapan 3. Sistem Centrifuge 6. Stasiun
Kernel/Bijih
1. Cake Braker Converyor (CBC) 2. Fibre Cyclone 7. Boiler House 1. Fuel Converyor
2. Distribution Converyor
11.Gelas Duga Level Air
12.Tempat Penampungan Angin (Header) 13.Penampungan Debu Ash Pit
14.Bufer Pump Dearator
B. Hasil Penelitian 1. Bahan Baku.
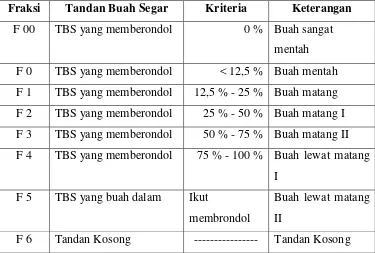
Pengendalian kualitas bahan baku dilakukan saat barang masuk ke pabrik, yaitu dengan melakukan penimbangan, bagian Grading (Sortasi Tandan Buah Segar) yang akan melakukan pemeriksaan TBS (Tandan Buah Segar) yang masuk ke perusahaan untuk dilanjutkan ke proses produksi. Proses sortasi ini dilakukan dengan melihat fraksi buah yang masuk, dan apabila fraksi buah yang masuk tidak sesuai dengan mutu panen TBS (Tandan Buah Segar) maka akan dikenakan denda grading sesuai surat Keputusan Direktur Jendral Perkebunan Indonesia. Adapun mutu panen TBS (Tandan Buah Segar) adalah sebagai berikut :
Tabel 4.2
Mutu Panen Tandan Buah Segar (TBS)
Standar Mutu Tandan Buah Segar (TBS) yang Diterima di PMKS : a. Berat TBS (Tandan Buah Segar) minimal 3kg per tandan.
b. TBS (Tandan Buah Segar) dipotong bila di piringan telah dijumpai 2 (dua) butir brondolan untuk per Kg TBS (Tandan Buah Segar).
c. Panjang Tangkai TBS (Tandan Buah Segar) maksimal 3 Cm.
d. Tidak terdapat TBS (Tandan Buah Segar) sangat mentah (F 00) dan TBS (Tandan Buah Segar) mentah (F 0).
e. Tidak terdapat tandan kosong (F 6).
f. TBS (Tandan Buah Segar) harus dalam keadaan segar, tidak lebih dari 24 Jam.
g. Berondolan harus bersih, bebas dari tanah, pasir dan sampah lainnya. h. Berat brondolan minimal 12,5 % dari berat TBS keseluruhan.
i. Fraksi 5 (buah lewat matang II) tidak lebih 5 %.
Beberapa langkah yang dilakukan untuk menganalisis pengendalian kualitas bahan baku menggunakan alat bantu statistik adalah sebagai berikut:
a. Membuat Peta Kendali p.
Tabel 4.3
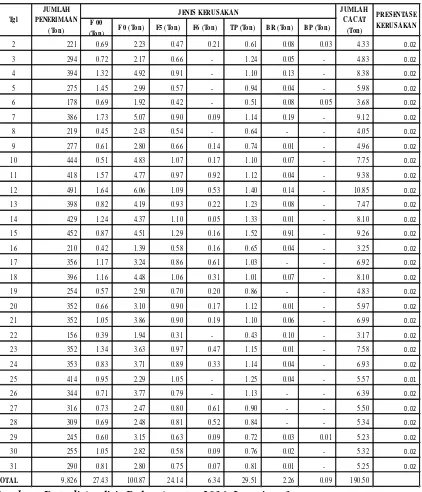
Persentase Kerusakan Penerimaan Tandan Buah Segar (TBS) PT. Kalimantan Sanggar Pusaka Bulan Mei 2016
F 00
Tabel 4.4
Hasil Perhitungan p-chart Penerimaan TBS (Tandan Buah Segar) Bulan Mei 2016
3 Sigma (99,73%) Total Defects (Ton) 190,48
UCL (Upper Control Limit) 0,0283
CL (Centre Line) 0,0129
LCL (Lower Control Limit) 0,00
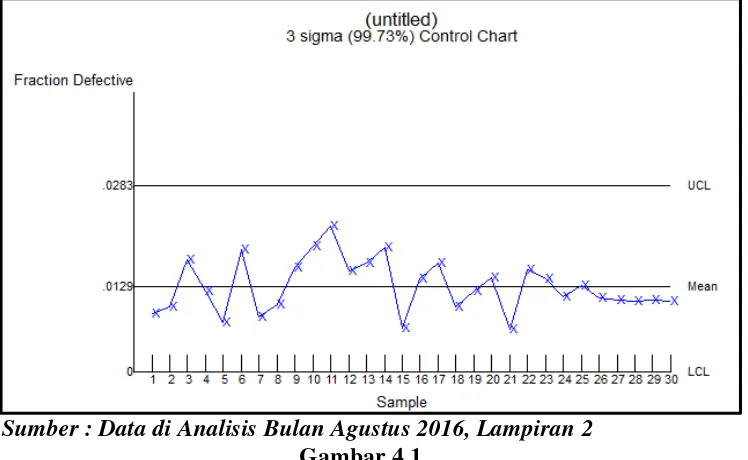
Sumber : Data di Analisis Bulan Agustus 2016, Lampiran 2
Berdasarkan Tabel 4.4 dapat diketahui bahwa dengan menggunakan 3 sigma limit dapat diketahui nilai UCL 0,0283 nilai CL = 0,0129 dan nilai LCL = 0,0.
Gambar dibawah menunjukan peta kendali p dalam menggunakan 3 sigma limit. Berikut ini merupakan gambar dari peta kendali p :
Sumber : Data di Analisis Bulan Agustus 2016, Lampiran 2 Gambar 4.1
Berdasarkan Gambar 4.1 pada peta kendali p penerimaan TBS (Tandan Buah Segar) perkebunan inti PT. Kalimantan Sanggar Pusaka pada bulan Mei 2016 diatas dapat diketahui dari 30 titik yang tersebar sudah berada di dalam batas kendali dan tidak ada titik-titik yang berada di luar batas kendali. Hal ini menunjukkan bahwa penerimaan TBS (Tandan Buah Segar) PT. Kalimantan Sanggar Pusaka pada bulan Mei 2016 masih di dalam batas kendali.
b. Analisis Dengan Diagram Pareto.
Dari data informasi mengenai jenis kerusakan produk yang terjadi kemudian dibuat diagram Pareto untuk mengidentifikasi, mengurutkan dan bekerja menyisihkan kerusakan secara permanen. Dengan diagram ini, maka dapat diketahui jenis cacat yang paling dominan atau terbesar pada hasil penerimaan TBS (Tandan Buah Segar) perusahaan. Kemudian dapat dilihat jenis-jenis kerusakan yang sering terjadi pada proses penerimaan TBS (Tandan Buah Segar), selanjutnya data-data tersebut diurutkan dari yang terbesar sampai pada yang terkecil dan dibuat persentase kumulatifnya. Persentase kumulatif berguna untuk menyatakan perbedaan yang ada dalam frekuensi kejadian diantara permasalahan yang dominan.
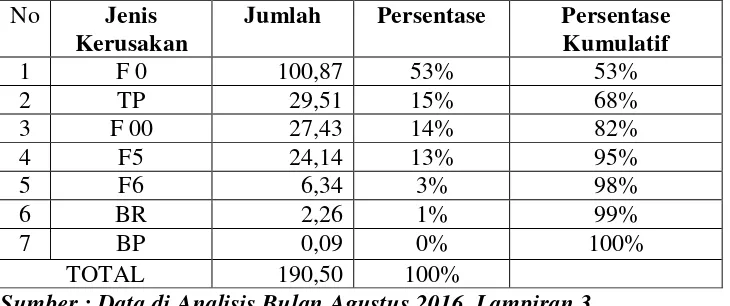
Tabel 4.5
Jenis Defect Penerimaan Tandan Buah Segar (TBS) PT. Kalimantan Sanggar Pusaka Bulan Mei 2016
No Jenis Kerusakan Jumlah Kerusakan
1 F 00 27,43
Sumber : Data di Analisis Bulan Agustus 2016, Lampiran 3
Langkah selanjutnya yaitu mengurutkan data yang ada pada Tabel 4.5 berdasarkan jumlah produk defects, dari yang terbesar sampai yang terkecil dan dibuat persentase kumulatifnya. Persentase kumulatif berguna untuk menyatakan berapa perbedaan yang ada dalam frekuensi kejadian diantara beberapa permasalahan yang dominan.
Tabel 4.6
Frekuensi Defect Penerimaan Tandan Buah Segar (TBS) PT. Kalimantan Sanggar Pusaka Bulan Mei 2016
No Jenis Kerusakan
Jumlah Persentase Persentase Kumulatif
Sumber : Data di Analisis Bulan Agustus 2016, Lampiran 3
0%
Sumber : Data di Analisis Bulan Agustus 2016, Lampiran 3 Gambar 4.2
Diagram Pareto Penerimaan Tandan Buah Segar (TBS) PT. Kalimantan Sanggar Pusaka Bulan Mei 2016
c. Diagram sebab-akibat.
Mengidentifikasi penyebab/masalah potensial yang terjadi pada penerimaan bahan baku TBS (Tandan Buah Segar) maka dilakukan analisis menggunakan diagram sebab-akibat/tulang ikan. Diagram tulang ikan menunjukkan ada beberapa penyebab potensial pada penerimaan bahan baku TBS (Tandan Buah Segar), analisis dengan diagram Pareto telah menunjukkan bahwa prioritas masalah yang harus diselesaikan adalah pada fraksi F0 (disebut buah mentah) yang mengalami penyimpangan/kecacatan tertinggi.
ss
Sumber : Data di Analisis Bulan Agustus 2016, Lampiran 5 Gambar 4.3
Diagram Sebab Akibat Penyebab Besarnya Penerimaan Buah Mentah Keterangan Gambar 4.3 di atas mengenai analisis masalah/penyebab potensial dengan menggunakan diagram sebab-akibat terhadap terjadinya penyimpangan masuknya TBS (Tandan Buah Segar) yaitu fraksi F0 (disebut buah mentah) dijelaskan di bawah ini :
1) Penyebab potensial terjadinya penyimpangan buah mentah yang didasarkan pada faktor metode adalah karena proses waktu panen yang belum pada waktunya yaitu secara visual dapat dilihat ketika warna kulit buah menjadi merah jingga atau buah sudah mulai memberondol.
2) Penyebab potensial terjadinya penyimpangan buah mentah yang didasarkan pada faktor manusia adalah karena ada sebagian besar
Manusia Metode
Teknik Budidaya Umur Tanaman
Buah Mentah Belum waktu panen
MemasukiUsia Tidak Produktif Pemupukan
petani yang curang, yang sengaja mencampur buah mentah dengan buah yang matang guna mendapatkan keuntungan yang maksimal. 3) Penyebab potensial terjadinya penyimpangan buah mentah yang
didasarkan pada faktor umur tanaman adalah tanaman Kelapa Sawit sudah memasuki usia yang tidak produktif, sebagian besar tanaman Kelapa Sawit baik yang dikelola oleh perusahaan maupun oleh petani sudah memasuki waktu peremajaan, dimana didapatkan pohon-pohon Kelapa Sawit yang sudah tua yaitu dengan ciri-ciri pohonnya yang sudah sangat tinggi, kemudian penurunan tingkat produktifitas dan kematangan buah sehingga banyak didapatkannya buah mentah.
4) Penyebab potensial terjadinya penyimpangan buah mentah yang didasarkan pada faktor teknik budidaya adalah:
dikelola petani masih banyak yang menggunakan pupuk tunggal sehingga dapat menyebabkan lamanya waktu panen buah.
b) Perawatan, perawatan Kelapa Sawit penting guna menjaga stabilitas panen Kelapa Sawit, pada kenyataannya dilapangan banyak tanaman Kelapa Sawit yang dipenuhi semak belukar. Penyebab paling utama tingginya persentase buah mentah yang masuk ke perusahaan disebabkan oleh faktor manusia, yaitu para petani melakukan kecurangan dengan sengaja menacampur buah mentah dengan buah yang matang dengan tujuan memperoleh keuntungan yang lebih besar.
2. Proses Produksi.
Proses produksi perusahaan secara umum dilakukan oleh mesin, manusia pada proses ini adalah sebagai pengawas dari jalannya proses produksi yang berlangsung. Proses produksi sendiri berjalan ketika bahan baku berupa Tandan Buah Segar (TBS) dimasukan kedalam Stasiun Sterilizer (kartel perebusan). Asisten Laboratorium menjadi pihak yang bertanggung jawab selama produksi berlangsung yang dibantu oleh Asisten Mesin dan juga Mandor. Adapun standar proses produksi Crude Palm Oil (CPO) PT. Kalimantan Sanggar Pusaka (KSP) adalah sebagai berikut :
b. Tandan Buah Segar (TBS) lebih dari tiga hari ( ≥ 3 hari) lama perebusan dilakukan ± 55 menit.
c. Free Fatty Acid/ Asam Lemak Bebas (FFA) Oil Production Line ≤ 3%.
d. Moisture / Kadar Air dalam Minyak (MOIST) sebelum masuk Purifier Line ≤ 0,50% dan setelah masuk Purifier ≤ 0,20%.
e. Moisture / Kadar Air dalam Minyak (MOIST) Oil Production Line ≤ 0,10%.
f. Dirty / Kadar Kotoran dalam Minyak (DIRT) sebelum masuk Purifier Line ≤ 0,03 dan setelah masuk Purifier Line ≤ 0,02%.
g. Dirty / Kadar Kotoran dalam Minyak (DIRT) Oil Production Line ≤ 0,01%.
h. Oil DCO (Dilution Crude Oil) line 35% - 45%.
Beberapa langkah yang dilakukan untuk menganalisis pengendalian kualitas bahan baku menggunakan alat bantu statistik adalah sebagai berikut:
a. Membuat x-chart.
1) X-Chart Free Fatty Acid / Asam Lemak Bebas (FFA) Oil Production Line I dan II.
Tabel 4.7
Hasil Perhitungan x-chart Free Fatty Acid / Asam Lemak Bebas (FFA) Oil Production Line I dan II Bulan Mei 2016
3 Sigma (99,73%) UCL (Upper Control Limit) 4,2153
CL (Centre Line) 3
LCL (Lower Control Limit) 1,7847
Sumber : Data di Analisis Bulan September 2016, Lampiran 9 Berdasarkan Tabel 4.7 dapat diketahui bahwa dengan menggunakan 3 sigma limit dapat diketahui nilai UCL = 4,2153 nilai CL = 3 dan nilai LCL = 1,7847
Gambar dibawah menunjukkan peta kendali x dalam menggunakan 3 sigma limit. Berikut ini merupakan gambar dari peta kendali x :
Sumber : Data di Analisis Bulan September 2016, Lampiran 9 Gambar 4.4
Berdasarkan Gambar 4.4 pada peta kendali x Free Fatty Acid / Asam Lemak Bebas (FFA) Oil Production Line I dan II PT. Kalimantan Sanggar Pusaka pada bulai Mei 2016 diatas dapat diketahui dari 28 titik yang tersebar tidak ada titik-titik yang berada diluar batas kendali. Hal ini menunjukkan bahwa Free Fatty Acid / Asam Lemak Bebas (FFA) Oil Production Line I dan II PT. Kalimantan Sanggar Pusaka pada bulan Mei 2016 masih di dalam batas kendali.
2) X-Chart Moisture / Kadar Air dalam Minyak (MOIST) Oil Production Line I dan II.
Tabel 4.8
Hasil Perhitungan x-chart Moisture / Kadar Air dalam Minyak (MOIST) Oil Production Line I dan II Bulan Mei 2016
3 Sigma (99,73%) UCL (Upper Control Limit) 0,4632
CL (Centre Line) 0,10
LCL (Lower Control Limit) 0
Sumber : Data di Analisis Bulan September 2016, Lampiran 10 Berdasarkan Tabel 4.8 dapat diketahui bahwa dengan menggunakan 3 sigma limit dapat diketahui nilai UCL =0,4632 nilai CL = 0,10 dan nilai LCL = 0
Sumber : Data di Analisis Bulan September 2016, Lampiran 10 Gambar 4.5
Peta Kendali X (X-Chart) Moisture / Kadar Air dalam Minyak (MOIST) Oil Production Line I dan II Bulan Mei 2016
3) X-Chart Dirty / Kadar Kotoran dalam Minyak (DIRT) Oil Production Line I dan II.
Tabel 4.9
Hasil Perhitungan x-chart Dirty / Kadar Kotoran dalam Minyak (DIRT) Oil Production Line I dan II Bulan Mei 2016
3 Sigma (99,73%) UCL (Upper Control Limit) 0,0273
CL (Centre Line) 0,01
LCL (Lower Control Limit) 0
Sumber : Data di Analisis Bulan September 2016, Lampiran 11 Berdasarkan Tabel 4.9 dapat diketahui bahwa dengan menggunakan 3 sigma limit dapat diketahui nilai UCL = 0,0273 nilai CL = 0,01 dan nilai LCL = 0
Gambar dibawah menunjukkan peta kendali x dalam menggunakan 3 sigma limit. Berikut ini merupakan gambar dari peta kendali x :
Sumber : Data di Analisis Bulan September 2016, Lampiran 11 Gambar 4.6