P R O P O S A L T U G A S A K H I R
Pengembangan Rencana Kebutuhan Distribusi (Distribution
Resources Planning) dengan Perencanaan Produksi pada PT.
Central Windu Sejati
Oleh
NAMA : AFDOLI ANDA NASUTION NIM : 0 2 5 2 0 4 0 1 4
PROGRAM STUDI TEKNIK DAN MANAJEMEN PABRIK
P R O G R A M D I P L O M A I V
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
P R O P O S A L T U G A S A K H I R
Pengembangan Rencana Kebutuhan Distribusi (Distribution
Resources Planning) dengan Perencanaan Produksi pada PT.
Central Windu Sejati
Oleh
NAMA : AFDOLI ANDA NASUTION NIM : 0 2 5 2 0 4 0 1 4
Disetujui Oleh :
Pembimbing I Pembimbing II
(Ir. Poerwanto, M.sc) (Ir. Rosnani Ginting, MT )
PROGRAM STUDI TEKNIK DAN MANAJEMEN PABRIK
P R O G R A M D I P L O M A I V
FAKULTAS TEKNIK PROGRAM DIPLOMA IV
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK SERTIFIKAT EVALUASI DRAFT KARYA AKHIR
NO. Dok : FM-TS-01-005B Rev : 00
Tgl Efektif : 01 Feb 2007 Halaman : 7 dari 1
“ SERTIFIKAT EVALUASI DRAFT KARYA AKHIR”
No. : ……../HS.2.1.4.2.8/KRK/2008
Kami yang bertanda tangan dibawah ini, menyatakan bahwa setelah melakukan
pembimbingan Karya Akhir terhadap mahasiswa :
Nama : Afdoli Anda Nasution
N I M : 025204014
Tempat dan tanggal lahir : Medan, 27 Januari 1985
Judul Karya Akhir : Pengembangan Rencana Kebutuhan Distribusi (Distribusi
Requirement Planning) Dalam Sistem Perencanaan Produksi
Pada PT. Central Windu Sejati
Menetapkan ketentuan-ketentuan berikut sebagai hasil evaluasi :
Dapat menerima perbaikan DRAFT KARYA AKHIR Program Studi Teknik Manajemen Pabrik
dan kepada penulisnya diizinkan untuk mengikuti Seminar yang akan diadakan Program Studi
Teknik Manajemen Pabrik FT-USU.
Medan, Pebruari 2008
Tim Pembimbing
Pembimbing I Pembimbing II
Ir. Poerwanto, M.sc Ir. Rosnani Ginting, MT
UCAPKAN TERIMA KASIH
Dalam penulisan Karya Akhir ini penulis banyak mendapatkan dorongan
dan bantuan baik materil maupun moril dari berbagai pihak. Untuk itu pada
kesempatan ini penulis ingin menyampaikan banyak terima kasih kepada pihak
yang telah memberikan bantuan antara lain :
1. Bapak Ir. Poerwanto, Msc dan ibu Rosnani Ginting, MT selaku Dosen
Pembimbing I dan II yang telah banyak memberikan bantuan bimbingan dari
awal sampai akhir penelitian dalam penulisan Karya Akhir ini.
2. Bapak Aulia Ishak, MT sebagai Kordinator Karya Akhir.
3. Bapak Parintoan Silaen, sebagai pembimbing lapangan Production, Bapak
Antoni yang memberikan kesempatan penelitian di pabrik,dan semua staf dan
karyawan PT. Central Windu sejati II atas bantuan dan kerjasamanya..
4. Orang Tua tercinta, H. Salman NST dan Hj. Mazlina Lubis, kak Kiki, Lia, dan
Eja gendut, yang telah memberi kasih sayang, doa, dukungan serta dengan
sabar menunggu hingga selesai kuliah.
5. Riza, Izud, Tedy, Edi, Bayou, Ipoel, Qotul, Wiwid serta, abang, kakak, Rekan
dan adik- adik di “The Best Comunity” HmI Komisariat FT-USU
6. Teman dikampus Katong, Coak, Ujang, Rio, Oong, Dana, Faisal, N J, serta
teman-teman di Teknik Manajemen Pabrik stambuk 2002 yang telah
memberikan dukungan dan semangat juga memberi ide-ide sehingga Karya
Dalam penyusunan Karya Akhir ini, penulis berusaha sebaik mungkin
sesuai dengan kemampuan, waktu dan fasilitas yang ada. Penulis dapat banyak
bimbingan dan dorongan dari berbagai pihak.
Semoga dengan dibuatnya Karya Akhir ini dapat memberikan manfaat
bagi semua pihak yang memerlukan, akhir kata penulis mengucapakan terima
kasih dan memohon maaf yang sebesarnya jika ada kesalahan maupun
kekurangan dalam penulisan Karya Akhir ini. Semoga Karya Akhir ini bermanfaat
bagi kita semua.
MEDAN, 8 Februari 2008
DAFTAR ISI
Halaman
LEMBAR PENGESAHAN ...i
KATA PENGANTAR... ... ii
UCAPAN TERIMA KASIH... ... iii
DAFTAR ISI ... ...v
DAFTAR TABEL ... ...ix
DAFTAR GAMBAR... ...xv
ABSTRAK ... ...xvi
BAB I. PENDAHULUAN
1.1.Latar Belakang Permasalahan ...I-1
1.2.Perumusan Masalah ...I-1
1.3.Tujuan Penelitian ...I-3
1.4.Manfaat Penelitian ...I-3
1.5.Batasan dan Asumsi ...I-4
1.6.Sistematika Penulisan Karya Akhir ...I-5
BAB II. GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI
(Lanjutan)
2.4.Struktur Organisasi Perusahaan ...II-4
2.5.Uraian Tugas Wewenang dan Tanggung Jawab ...II-7
2.6.Jumlah Tenaga Kerja dan Jam Kerja ...II-19
2.7.Sistem Pengupahan dan Kesejahteraan Karyawan ...II-20
2.8.Proses Produksi ...II-24
2.8.1. Bahan Baku, Bahan Tambahan dan Bahan Penolong...II-24
2.8.2. Uraian Proses Produksi ...II-27
BAB III. LANDASAN TEORI
3.1. Peramalan (Forecasting)...III-1
3.1.1. Ukuran Akurasi Peramalan ...III-1
3.1.2. Metode Peramalan...III-3
3.2. Safety Stock ...III-10
3.3. Model Pengendalian Persediaan ...III-11
3.3.1. Economic Order Quantity ...III-18
3.4. Distribution Requirement Planning ...III-19
3.4.1. Definisi Distribution Requirement Planning ...III-19
3.4.2. Input Distribution Requirement Planning...III-20
DAFTAR ISI
(Lanjutan)
3.4.4. Output – Output Sistem DRP...III-22
3.5. Master Production Schedule ...III-25
BAB IV METODOLOGI PENELITIAN
4.1. Pendahuluan ...IV-1
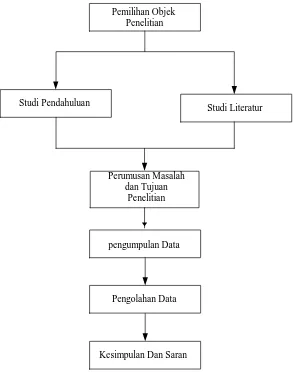
4.2. Pemilihan Objek Penelitian...IV-2
4.3. Studi Pendahuluan ...IV-2
4.3.1. Studi Literatur ...IV-2
4.4. Perumusan Masalah dan Tujuan Penelitian ...IV-3
4.5. Pengumpulan Data ...IV-4
4.6. Pengolahan Data ...IV-4
4.7. Kesimpulan dan Saran ...IV-7
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ...V-1
5.1.1. Data Permintaan Konsumen Masa Lalu...V-1
5.2. Pengolahan Data ...V-5
5.2.1. Peramalan Permintaan Konsumen ...V-5
5.2.2. Perhitungan Safety Stock ...V-52
DAFTAR ISI
(Lanjutan)
BAB VI ANALISA PEMECAHAN MASALAH
1.1.Analisa Pemecahan Masalah...VI-1
BAB VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ...VII-1
7.2. Saran ...VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Peta Penyebaran Tenaga Kerja Berdasarkan
Jabatan...II-19
2.2. Perhitungan Upah Karyawan Borongan...II-21
2.3. Perhitungan Upah Karyawan Harian ...II-21
2.4. Standar Ukuran Udang Konvensional...II-23
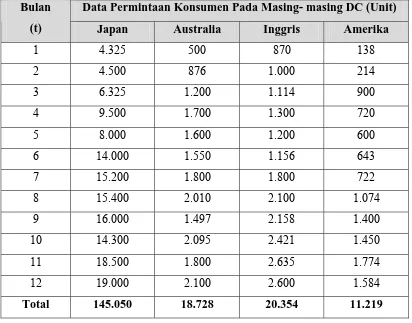
5.1. Data Permintaan Konsumen Masa Lalu...V-1
5.2. Lead Time Distribusi Masing- Masing DC...V-2
5.3. Status Persediaan Awal ...V-3
5.4. Perhitungan Biaya Order...V-3
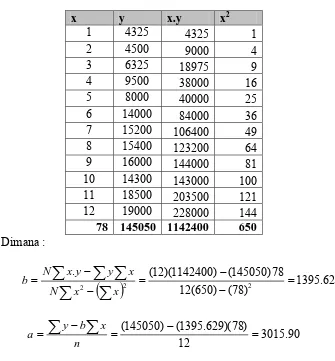
5.5. Perhitungan Parameter Peramalan Metode Konstan
Untuk DC Japan ...V-7
5.6. Perhitungan Parameter Peramalan Metode Linear
Untuk DC Japan ...V-8
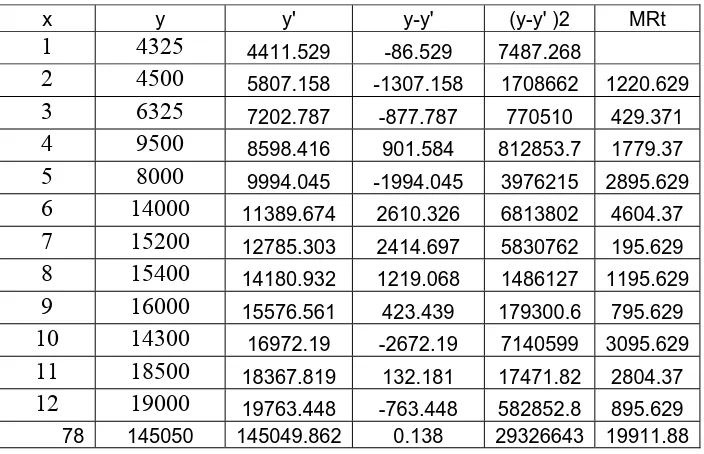
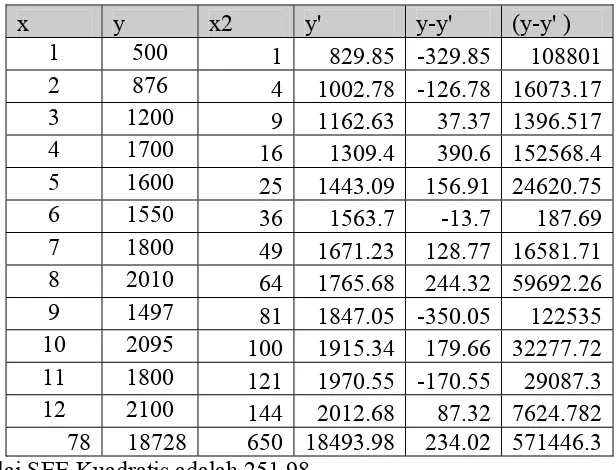
5.7. Perhitungan SEE Linear Untuk DC Japan ...V-9
5.8. Perhitungan Parameter Peramalan
Metode Kuadratis Untuk DC Japan ...V-9
5.9. Perhitungan SEE MetodeKuadratis Untuk DC Japan...V-11
DAFTAR TABEL
(Lanjutan)
5.11. Perhitungan SEE Metode Eksponensial
Untuk DC Japan ...V-12
5.12. Perhitungan Parameter Peramalan Metode Siklis
Untuk DC Japan ...V-13
5.13. Perhitungan SEE Metode Siklis Untuk
DC Japan ...V-15
5.14. Perbandingan Nilai SEE Permintaan Konsumen ...V-16
5.15. Penentuan Metode Peramalan dengan
Nilai SEE Terkecil ...V-16
5.16. Parameter Verifikasi Peramalan Untuk
Permintaan Konsumen Pada DC Japan...V-17
5.17. Interpretasi Peramalan Untuk DC Japan ...V-19
5.18. Perhitungan Parameter Peramalan Metode Konstan
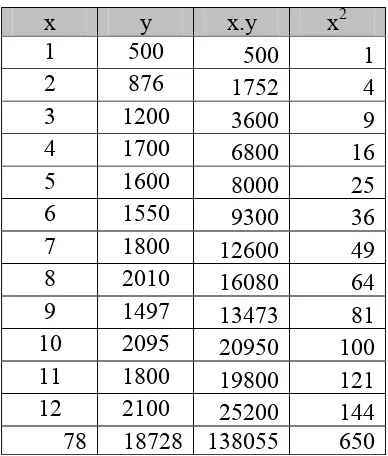
Untuk DC Australia ...V-21
5.19. Perhitungan Parameter Peramalan
Metode Linear Untuk DC Australia...V-22
5.20. Perhitungan SEE Linear Untuk DC Australia...V-22
5.21. Perhitungan Parameter Peramalan Metode
DAFTAR TABEL
(Lanjutan)
5.22. Perhitungan SEE MetodeKuadratis
Untuk DC Australia ...V-24
5.23. Perhitungan Parameter Peramalan Metode Eksponensial
Untuk DC Australia ...V-24
5.24. Perhitungan SEE Metode Eksponensial
Untuk DC Australia ...V-25
5.25. Perhitungan Parameter Peramalan Metode Siklis
Untuk DC Australia ...V-26
5.26. Perhitungan SEE Metode Siklis
Untuk DC Australia ...V-26
5.27. Perbandingan Nilai SEE Permintaan Konsumen ...V-27
5.28. Penentuan Metode Peramalan dengan
Nilai SEE Terkecil ...V-28
5.29. Parameter Verifikasi Peramalan Untuk
Permintaan Konsumen Pada DC Australia ...V-28
5.30. Interpretasi Peramalan Untuk DC Australia ...V-30
5.31. Perhitungan Parameter Peramalan Metode Konstan
Untuk DC Inggris...V-32
5.32. Perhitungan Parameter Peramalan Metode Linear
DAFTAR TABEL
(Lanjutan)
5.34. Perhitungan Parameter Peramalan
Metode Kuadratis Untuk DC Inggris ...V-34
5.35. Perhitungan SEE MetodeKuadratis Untuk
DC Inggris...V-35
5.36. Perhitungan Parameter Peramalan Metode Eksponensial
Untuk DC Inggris...V-35
5.37. Perhitungan SEE Metode Eksponensial
Untuk DC Inggris...V-36
5.38. Perhitungan Parameter Peramalan Metode Siklis
Untuk DC Inggris...V-37
5.39. Perhitungan SEE Metode Siklis Untuk DC Inggris ....V-38
5.40. Perbandingan Nilai SEE Permintaan Konsumen ...V-38
5.41. Penentuan Metode Peramalan dengan Nilai SEE Terkecil
...V-39
5.42. Parameter Verifikasi Peramalan Untuk Permintaan Konsumen Pada DC
Inggris...V-39
5.43. Interpretasi Peramalan Untuk DC Inggris...V-41
5.44. Perhitungan Parameter Peramalan Metode Konstan
Untuk DC Amerika Serikat...V-43
5.45. Perhitungan Parameter Peramalan Metode Linear
DAFTAR TABEL
(Lanjutan)
5.46. Perhitungan SEE Linear Untuk
DC Amerika Serikat...V-45
5.47. Perhitungan Parameter Peramalan Metode Kuadratis
Untuk DC Amerika Serikat...V-45
5.48. Perhitungan SEE MetodeKuadratis
Untuk DC Amerika Serikat...V-46
5.49. Perhitungan Parameter Peramalan Metode Eksponensial
Untuk DC Amerika Serikat...V-47
5.50. Perhitungan SEE Metode Eksponensial
Untuk DC Amerika Serikat...V-47
5.51. Perhitungan Parameter Peramalan Metode Siklis
Untuk DC Amerika Serikat...V-48
5.52. Perhitungan SEE Metode Siklis
Untuk DC Amerika Serikat...V-49
5.53. Perbandingan Nilai SEE Permintaan Konsumen ...V-50
5.54. Penentuan Metode Peramalan dengan Nilai SEE Terkecil
...V-50
5.55. Parameter Verifikasi Peramalan Untuk Permintaan Konsumen Pada DC
Amerika Serikat...V-51
DAFTAR TABEL
(Lanjutan)
6.1. Data Permintaan Konsumen Masa Lalu...VI-1
6.2. Penentuan Metode Peramalan dengan
Nilai SEE Terkecil ...VI2
6.3. Penentuan Metode Peramalan dengan
Nilai SEE Terkecil ...VI-3
6.4. Penentuan Metode Peramalan dengan
Nilai SEE Terkecil ...VI-3
6.5. Penentuan Metode Peramalan dengan
Nilai SEE Terkecil ...VI-4
6.6. Hasil Interpretasi Peramalan ...VI-4
6.7. Nilai Safety Stock Masing- Masing DC...VI-5
6.8. Order Quantity pada Masing- Masing DC ...VI-6
DAFTAR
GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Central Windu Sejati ... II-6
2.2. Blok Diagram Untuk PD Jacob... II-29
3.1. Taksonomi Metode Peramalan... III-3
4.1. Blok Diagram Penelitian ... IV-1
4.2. Blok Diagram Sistem Rencana Distribusi Dalam
Pengembangan Sistem Distribusi... IV-6
5.1. Diagram Pencar Permintaan Konsumen Untuk
DC Japan Pada Tahun 2006 PT. CWS... V-6
5.2. Moving Range Chart Jumlah Permintaan DC Japan... V-18
5.1. Diagram Pencar Permintaan Konsumen
Untuk DC Australia Pada Tahun 2006 PT. CWS ... V-20
5.2. Moving Range Chart Jumlah Permintaan DC Australia ... V-29
5.1. Diagram Pencar Permintaan Konsumen Untuk
DC Inggris Pada Tahun 2006 PT. CWS ... V-31
5.2. Moving Range Chart Jumlah Permintaan DC Inggris ... V-41
5.1. Diagram Pencar Permintaan Konsumen Untuk
DC Amerika Serikat Pada Tahun 2006 PT. CWS... V-42
5.2. Moving Range Chart Jumlah Permintaan
DC Amerika Serikat... V-51
ABSTRAK
PT. Central Windu Sejati adalah salah satu anak produksi dari PT. Charoen Pokhpand Indonesia, Tbk (PT.CPI) yang bergerak dalam industri pengolahan hasil laut dengan sistem pembekuan atau cold storage di Sumatera Utara. PT. Central Windu Sejati merupakan nama baru dari pergantian PT. Central Windu Pertiwi pada tanggal 18 Juni 1994. sedangkan PT. Central Windu Pertiwi merupakan nama baru pergantian dari nam PT. Udang Mas Inti Pertiwi, yang merupakan sebuah perusahaan penanaman modal dalam negri yang bergerak di bidang perikanan, khususnya udang
.Didalam pengelolaan unit usahanya PT. Central Windu Sejati, merupakan pabrik yang mengolah hasil laut seperti udang, ikan, sotong dengan sistem pembekuan. Sistem pendistribusian saat ini berawal dari pabrik yang merupakan
central supply facility mengolah udang untuk kemudian didistribusikan kepada
para distribution center- distribution center perusahaan.. Dalam hal ini PT. Central Windu Sejati merupakan central supply facility.
Tujuan dari penelitian ini adalah :
Mengetahui perencanaan awal pendristribusian produk dengan mengetahui data permintaan, lead time, jumlah persediaan, biaya pesan, dan persediaan ; Melakukan peramalan (forecasting) dari data penjualan ; Perusahaan dapat mengetahui perkiraan permintaan, posisi stok dan cara pemenuhan permintaan tersebut pada pabrik dalam suatu jaringan sistem distribusi yang kemudian dijadikan jadwal pendistribusian produk pada masa yang akan datang.
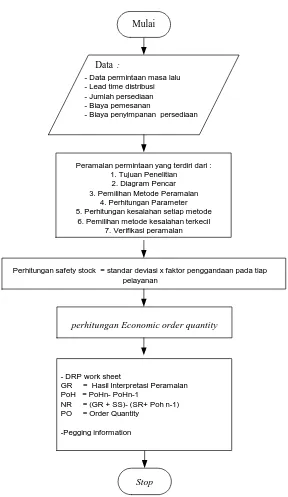
Pengolahan data dimulai dengan menghitung seluruh informasi deskriptif dari objek studi yang merupakan informqasi awal sistem DRP. Informasi deskriptif tersebut meliputi : on-hand balance, safety stock , lead time order
quantity. Kemudian dilakukan perhitungan peramalan pada masa yang akan
dating. Pemrosesan data peramalan yang ada berupa proses netting yang akan menghasilkan plan order release yaitu order yang akan dikirimkan ke level distribusi diatasnya dan melakukan offsetting planed order terhadap lead time. Hasil yang diperoleh berupa tabel DRP work sheet pada setiap DC, tabel master
schedule, dan pegging information. Nilai Safety stock yang didapat Untuk masing-
ABSTRAK
PT. Central Windu Sejati adalah salah satu anak produksi dari PT. Charoen Pokhpand Indonesia, Tbk (PT.CPI) yang bergerak dalam industri pengolahan hasil laut dengan sistem pembekuan atau cold storage di Sumatera Utara. PT. Central Windu Sejati merupakan nama baru dari pergantian PT. Central Windu Pertiwi pada tanggal 18 Juni 1994. sedangkan PT. Central Windu Pertiwi merupakan nama baru pergantian dari nam PT. Udang Mas Inti Pertiwi, yang merupakan sebuah perusahaan penanaman modal dalam negri yang bergerak di bidang perikanan, khususnya udang
.Didalam pengelolaan unit usahanya PT. Central Windu Sejati, merupakan pabrik yang mengolah hasil laut seperti udang, ikan, sotong dengan sistem pembekuan. Sistem pendistribusian saat ini berawal dari pabrik yang merupakan
central supply facility mengolah udang untuk kemudian didistribusikan kepada
para distribution center- distribution center perusahaan.. Dalam hal ini PT. Central Windu Sejati merupakan central supply facility.
Tujuan dari penelitian ini adalah :
Mengetahui perencanaan awal pendristribusian produk dengan mengetahui data permintaan, lead time, jumlah persediaan, biaya pesan, dan persediaan ; Melakukan peramalan (forecasting) dari data penjualan ; Perusahaan dapat mengetahui perkiraan permintaan, posisi stok dan cara pemenuhan permintaan tersebut pada pabrik dalam suatu jaringan sistem distribusi yang kemudian dijadikan jadwal pendistribusian produk pada masa yang akan datang.
Pengolahan data dimulai dengan menghitung seluruh informasi deskriptif dari objek studi yang merupakan informqasi awal sistem DRP. Informasi deskriptif tersebut meliputi : on-hand balance, safety stock , lead time order
quantity. Kemudian dilakukan perhitungan peramalan pada masa yang akan
dating. Pemrosesan data peramalan yang ada berupa proses netting yang akan menghasilkan plan order release yaitu order yang akan dikirimkan ke level distribusi diatasnya dan melakukan offsetting planed order terhadap lead time. Hasil yang diperoleh berupa tabel DRP work sheet pada setiap DC, tabel master
schedule, dan pegging information. Nilai Safety stock yang didapat Untuk masing-
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Didalam pengelolaan unit usahanya PT. Central Windu Sejati, merupakan
pabrik yang mengolah hasil laut seperti udang, ikan, sotong dengan sistem
pembekuan. Sistem pendistribusian produk berawal dari pabrik PT. Central
Windu Sejati yang merupakan central supply facility, dimana produk berupa
udang olahan kemudian didistribusikan kepada distribution center- distribution
center perusahaan yang menjadi tujuan ekspor.
Sistem pendistribusian perusahaan pada saat ini belum memberikan sebuah
perencanaan yang dapat memproyeksikan permintaan atau order pada masa yang
akan datang. Oleh karenanya perusahaan belum memiliki acuan sebagai rencana
penjadwalan pendistribusian produksi pada masa yang akan datang dalam
melaksanakan pendistribusian produknya.
Berdasarkan uraian diatas, maka pada laporan ini akan dikembangkan sebuah
sistem yang dapat memberikan perencanaan yang memproyeksikan permintaan
pada masa yang akan datang dihubungkan dengan status persediaan dan diarahkan
menjadi awal pendistribusian produk.
1.2.Perumusan masalah
Dari uraian latar belakang masalah diatas, sistem pendistribusian yang
Beberapa permasalahan yang dirumuskan berkenaan dengan
pengembangan sistem Distribution Resources Planning dalam perencanaan dan
pengendalian integrasi sistem distribusi pada PT. Central Windu Sejati adalah
sebagai berikut :
a. Bagaimana membuat sebuah perencanaan awal pendristribusian produk dari
PT. Central Windu Sejati sebagai CSF kepada DC perusahaan yang akan
dijadikan sebagai acuan setiap level distribusi dalam penarikan dan pelepasan
order sehingga setiap order akan dipenuhi setiap waktu.
b. Bagaimana membuat acuan perencanaan awal pendistribusian produk yang
mampu memberikan gambaran tentang beberapa hal yaitu : perkiraan
permintaan, posisi stok dan cara pemenuhan permintaan tersebut pada masing-
masing Distribution center dan pabrik dalam suatu jaringan sistem distribusi
yang selanjutnya akan dijadikan jadwal pendistribusian produk oleh
perusahaan pada masa yang akan datang
c. Bagaimana mensinkronkan keputusan jumlah yang akan didistribusikan dari
CSF kepada DC agar dapat mengoptimalkan tujuan bersama perusahaan dan
1.3. Tujuan Penelitian
Tujuan umum dilakukan penelitian adalah pengembangan rencana
kebutuhan distribusi Distribution Resources Planning dalam sistem
perencanaan produksi.
Tujuan khusus dilakukan penelitian adalah sebagai berikut :
1. Mengetahui perencanaan awal pendristribusian produk yang diperoleh
melalui data permintaan masa lalu, lead time, jumlah persediaan, biaya
pemesanan dan biaya penyimpanan.
2. Melakukan peramalan (forecasting) sebagai acuan menggambarkan
permintaan pada masa yang akan datang
3. Mengetahui posisi stok dan cara pemenuhan permintaan tersebut pada
pabrik dalam suatu jaringan sistem distribusi yang kemudian dijadikan
jadwal pendistribusian produk pada masa yang akan datang.
1.4.Manfaat Penelitian
Manfaat yang dapat diambil apabila tujuan penelitian ini dicapai adalah
sebagai berikut:
1. Menambah pengetahuan peneliti tentang metode kerja dan sistem suatu
perusahaan yang bergerak dalam pengolahan udang mentah menjadi
nugget
2. Sebagai bahan pertimbangan untuk peneliti lebih lanjut pada bidang
3. Menjadi salah satu masukan bagi manager perusahaan dalam pengambilan
keputusan untuk menentukan persediaan awal pendistribusian produk.
1.5.Batasan dan Asumsi
Faktor yang selalu tidak dapat dihindarkan dalam melakukan penelitian adalah
waktu, dana, dan keterbatasan fasilitas. Faktor itu pula yang menyebabkan penulis
perlu melakukan pembatasan masalah agar hasil yang diperoleh tidak
menyimpang dari tujuan yang diinginkan.
Adapun batasan-batasan masalah yang digunakan adalah:
a. Melakukan identifikasi sistem pendistribusian perusahaan, sehingga
diperoleh gambaran pendistribusian produk oleh perusahaan dengan jelas.
b. Peramalan permintaan produk pada setiap DC akan diuraikan terhadap
waktu yang kemudian diperoleh permintaan produk pada tiap- tiap DC
yang akan dipenuhi oleh CSF
c. Jumlah on- hand balance, safety stock, dan order quantity sebagai
gambaran akan saling mempengaruhi diantara setiap bagian sistem
distribusi pada perusahaan dalam hal mengoptimumkan keputusan
pendistribusian produk.
d. Pengembangan sistem perencanaan pendistribusian produk yang
didasarkan pada peramalan permintaan dan pengendalian persediaan bagi
Asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Lokasi setiap distribution centre dianggap tetap, sehingga pengkajian
aspek ekonomis terhadap lokasi tidak dilakukan.
2. Tidak terjadi keterlambatan dalam pengiriman barang dari central suplly
facility ke distribution centre.
3. Pengembangan sistem perencanaan distribusi hanya dilakukan untuk
produk PD Jacob
4. Perencanaan distribusi dilakukan untuk produk ekspor luar negri
1.6. Sistematika Penulisan Karya Akhir
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika
penulisan karya akhir ini akan disajikan dalam beberapa bab sebagai berikut:
BAB I : PENDAHULUAN
Menjelaskan latar belakang permasalahan, rumusan permasalahan,
tujuan penelitian, manfaat penelitian, ruang lingkup, dan asumsi
yang digunakan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Menguraikan secara singkat berbagai atribut dari perusahaan yang
menjadi objek penelitian, jenis produk dan spesifikasinya, bahan
baku, proses produksi, mesin dan peralatan yang digunakan dalam
BAB III : LANDASAN TEORI
Menyajikan dan menampilkan tinjauan kepustakaan yang berisi teori
dan pemikiran yang digunakan sebagai landasan dalam pembahasan
dan pemecahan masalah.
BAB IV : METODOLOGI PENELITIAN
Mengemukakan langkah-langkah yang digunakan untuk mencapai
tujuan penelitian meliputi tahapan-tahapan penelitian dan penjelasan
tiap tahapan secara ringkas disertai diagram alirnya.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Melakukan identifikasi data dan pengolahan data yang digunakan
sebagai dasar pada pembahasan masalah.
BAB VI : ANALISIS PEMECAHAN MASALAH
Menganalisis hasil pengolahan data yang digunakan untuk
menyelesaikan persoalan yang terdapat pada perusahaan tersebut.
BAB VII : KESIMPULAN DAN SARAN
Berdasarkan hasil analisis pemecahan masalah maka dapat diambil
kesimpulan dan saran yang bermanfaat bagi pengembangan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Central Windu Sejati adalah salah satu anak produksi dari PT.
Charoen Pokhpand Indonesia, Tbk (PT.CPI) yang bergerak dalam industri
pengolahan hasil laut dengan sistem pembekuan atau cold storage di Sumatera
Utara.
PT. Central Windu Sejati merupakan nama baru dari pergantian PT.
Central Windu Pertiwi pada tanggal 18 Juni 1994. sedangkan PT. Central Windu
Pertiwi merupakan nama baru dari pergantian nama PT. Udang Mas Inti Pertiwi,
yang merupakan sebuah perusahaan penanaman modal dalam negri yang bergerak
di bidang perikanan, khususnya udang.
Usulan proyek yang diajukan oleh PT. Udang Mas Inti Pertiwi untuk
tambak udang dan pembekuan udang (cold storage) pada bulan oktober 1998
disetujui oleh pemerintah dengan mengeluarkan surat persetujuan kepada ketua
BKPM Nomor 785/1/PMDN/1998 tanggal 12 Desember 1998 dengan status
Penanaman Modal Dalam Negri (PMDN). Bidang usaha yang dilakukan adalah
pembibitan udang, budidaya tambak udang terpadu dengan unit pembekuannya.
Pada bulan Desember 1990 PT. Udang Mas Inti Pertiwi disahkan dengan
akte Notaris nomor 36, sedang pendiriannya dilakukan pada tangal 27 April 1998
Produksi percobaan dimulai pada tanggal 19 Desember 1990. Pada awal produksi
ini jumlah karyawan yang direkrut sekitar 100 orang dengan hasil produksi sekitar
4-5 ton/ hari. Ekspor perdana ke jepang adalah pada akhir 1991. sejalan dengan
itu, pada tanggal 21 Juni 1993 dilakukan penjualan PT. Udang Mas Intra Pertiwi
kepada PT. Centralwindu Inti Pertiwi melalui perjanjian jual beli aktiva yang
disahkan dengan akte notaris H. Rokayah Sulaeman, SH, Nomor surat 57. sejak
itulah PT. Udangmas Inti Pertiwi berganti nama menjadi PT. Central Inti Pertiwi.
Menurut data ekspor dari dinas perikanan daerah tingkat 1 Sumatera
Utara, PT. Central Windu sejati menempati urutan ketiga yang terbanyak ekspor
udangnya dari perusahaan cold storage di Indonesia serta menduduki urutan
kedua dari segi kualitas udang.
Untuk memperbesar produksi maka PT. Central Windu Sejati pada tahun
1998 mendirikan pabrik baru khusus pengolahan udang serta pembekuannya yang
diberi nama PT. Central Windu Sejati II yang berjarak kurang lebih dua Kilometer
dari lokasi pabrik pertama. Sampai saat ini PT. Central Windu Sejati II memiliki
karyawan harian sebanyak 159 orang dan karyawan sebanyak 198 orang.
2.2. Ruang Lingkup Bidang Usaha
PT. Central Windu Sejati II mengfhasilkan empat jenis produk yang
melalui proses pembekuan, yaitu udang, sotong dan ikan segar dari tambak
melalui suplier yang berasal dari Aceh, Deli Serdang dan Langkat. Selain itu
Pertiwi dengan luas sekitar 100 hektar. Tambak ini berfungsi untuk menjaga
pasokan bahan baku yang diolah.
Hasil produksi perusahaan seluruhnya diekspor dengan negara tujuan
Jepang, Amerika Serikat, Australia, Hongkong, Singapura dan negara- negara
Eropa. Jepang merupakan konsumen terbesar dengan persentase sekitar 90 % dari
keseluruhan produksi dan sisanya 10 % dibagi merata untuk negara lain.
2.3. Lokasi Perusahaan
PT. Central Windu Sejati II terletak di Kawasan Industri Medan, Jalan
Letkol. Yos sudarso (Medan- Belawan) Km 10,5 Kecamatan Medan Deli,
Kotamadya Medan, Sumatera Utara. Sarana transportasi ke kawasan ini cukup
baik dengan kondisi jalan yang lebar dan dapat dilalui kendaraan besar dan kecil.
Lokasi ini dekat dengan pelabuhan Belawan yang sesuai dengan jalur ekspor
perusahaan dengan menggunakan kapal laut.
Lingkungan disekitar perusahaan adalah perusahaan- perusahaan lain yang
terdiri dari bangunan industri yang berkondisi baik. Daerah ini memiliki berbagai
fasilitas yang diperlukan perusahaan seperti fasilitas listrik oleh PLN, fasilitas
telekomunikasi oleh PT. Telkom, fasilitas air oleh PDAM dan tersedianya sumur
bor.
PT. Central Windu Sejati II menempati tanah seluas 4248 m2 dengan luas
bangunan 1718 m2 yang terdiri dari ruangan kantor, ruang penerimaan bahan
2.4. Struktur Organisasi Perusahaan
Kata organisasi memiliki dua pengertian umum. Pengertian pertama
menandakan suatu lembaga atau kelompok, sedangkan pengertian kedua
berkenaan dengan proses pengorganisasian sebagai suatu cara dimana kegiatan
organisasi dialokasikan dan ditugaskan diantara para anggotanya agar tujuan
organisasi dapat tercapai dengan efisien.
Pengorganisasian (organizing) merupakan proses penyusunan struktur
organisasi yang sesuai dengan tujuan organisasi, sumber daya yang dimiliki, dan
lingkunagn yang dimiliki. Dua aspek utama penyusunan struktur organisasi
adalah departementalisasi dan pembagian kerja. Departementalisasi merupakan
pengelompokan kegiatan- kegiatan sejenis dan saling berhubungan. Hal ini
tercermin pada struktur formal suatu organisasi dan tampak atau ditunjukkan oleh
bagan organisasi. Pembagian kerja adalah perincian tugas pekerjaan agar setiap
individu dalam organisasi bertanggung jawab untuk melaksanakan suatu kegiatan
yang terbatas. Kedua aspek ini merupakan dasar proses pengorganisasian suatu
organisasi untuk mencapai tujuan yang telah ditetapkan secara efektif dan efisien.
Sistem organisasi dan manajemen yang baik sangat diperlukan pada satu
perusahaan terutama perusahaan yang berskala besar. Penyusunan sistem
organisasi dan manajemen harus disesuaikan dengan keadaan perusahaan yang
bersangkutan, sebab sistem yang baik bagi perusahaan belum tentu baik bagi
perusahaan yang lain. Pengalaman dan penelitian yang lebih seksama mengenai
organisasi. Adanya sistem yang terencana dengan baik, akan mencapai lancarnya
informasi dan komunikasi didalam organisasi sehingga akan diperoleh keputusan
yang tepat pada keadaan yang dibutuhkan.
Bentuk organisasi PT. Central Windu Sejati adalah struktur organisasi
fungsional. Hal ini dapat dilihat dari struktur organisasi pada gambar III.1.
wewenang dari pucuk pimpinan dilimpahkan kepada satuan - satuan organisasi
dibawahnya dalam bidang kerja sesuai dengan fungsinya, pimpinan bidang kerja
ini dapat memberi perintah terhadap semua pelaksanaan yang ada menyangkut
semua bidang kerjanya. Selain itu terdapat bagian yang memiliki wewenang
komando dan dapat memberikan nasehat terhadap General Manager pada bidang
2.5. Uraian Tugas, Wewenang dan Tanggung Jawab
Adapun tugas dan wewenang orang yang bertanggung jawab untuk
masing- masing bidang pada PT. Central Windu Sejati adalah sebagai berikut :
1.General Manager
Tugas :
- Memimpin dan mengendalikan segala aktivitas yang terjadi di perusahaan.
- Melakukan pengawasan dan mengadakan pemeriksanaan serta penilaian
seluruh kegiatan perusahaan.
Tanggung Jawab :
- Bertanggungjawab kedalam dan keluar perusahaan dalam semua aspek
yang mempengaruhi perusahaan
- Bertanggungjawab pada pengadaan dana untuk kelancaran operasional
perusahaan
Wewenang :
- Membina, memberikan bimbingan, saran dan perintah pada Manager
masing- masing bagian yang menyangkut pelaksanaan tugas
2.Personal and General Affair Manager
Tugas :
- Mengawasi kelancaran administrasi, kepegawaian dan hubungan
masyarakat di kantor dan pabrik
- Membuat laporan secara tertulis serta pelaksanaan tugas dan membuat
Tanggung jawab :
- Bertanggung jawab pada General Manager atas kelancaran administrasi,
kepegawaian dan hubungan masyarakat
Wewenang :
- Menerima dan memberhentikan karyawan
- Memberikan penilaian prestasi karyawan
3.Production Manager
Tugas :
- Melakukan perencanaan proses produksi
- Mengkoordinir kegiatan produksi sesuai dengan rencana produksi
- Mengatasi dan meminimalisasi setiap gagasan yang terjadi pada sistem
proiduksi
- Mengusahakan proses produksi yang lebih efektif dan efisien
Tanggung Jawab :
- Bertanggung jawab pada General Manager atas kelancaran proses
produksi dan keselamatan kerja
Wewenang :
- Memberikan pengarahan pada setiap section head
- Memberikan penilaian prestasi karyawan
4.Accounting and Financial Manager
Tugas :
- Memimpin dan mengendalikan kegiatan di bidang pembukuan dan
- Menyiapkan laporan- laporan yang menyangkut keuangan dan anggaran
perusahaan.
- Mengelola keuangan perusahaan yang meliputi biaya operasi,
pemeliharaan dan pembelian bahan- bahan yang dibutuhkan.
Tanggung jawab
- Bertanggung jawab pada General Manager atas kelancaran pembukuan
dan keuangan
Wewenang :
- Memberikan prioritas dan kebijaksanaan menyangkut keuangan
5. Purchasing Manager
Tugas :
- Melakukan pengendalian terhadap kegiatan pembeliaan bahan baku udang
segar dari segi kuantitas, kualitas dan administrasi.
Tanggung Jawab :
- Bertanggung jawab pada General Manager atas tersedianya bahan baku.
Wewenang :
- Dapat Menentukan sumber penerimaan bahan baku
- Dapat menolak bahan baku yang tidak sesuai dengan kategori yang ada.
6. Quality Control and Laboratory Manager
Tugas :
- Melakukan pengawasan terhadap kualitas dan bentuk bahan mulai dari
- Melakukan pengawasan terhadap penelitian- penelitian yang dilakukan di
laboratorium dalam rangka pengembangan produk.
Tanggung jawab :
- Bertanggung jawab pada General Manager mengenai mutu produk dan
hasil penelitian yang dilakukan di laboratorium.
Wewenang :
- Memberikan pengarahan pada setiap quality control section head
mengenai mutu produk dan juga aktivitas laboratorium.
- Dapat mencegah produk untuk tidak dilanjutkan pada proses berikutnya
jika terdapat masalah pada produk tersebut.
7. Factory Manager Plaqnt II
Tugas :
- Mengendalikan seluruh kegiatan- kegiatan yang terjadi pada PT. Central
Windu Sejati, baik dari segi opersional maupun manajemennya.
Tanggung jawab :
- Bertanggung jawab pada General Manager mengenai kelancaran seluruh
aktivitas yang berlangsung di pabrik.
Wewenang :
- Memberikan pengarahan kepada setiap supervisor mengenai aktivitas di
8. Engineering Manager
Tugas :
- Melakukan pengawasan dan pengendalian terhadap seluruh kegiatan
keteknikan seperti listrik, permesinan, bengkel dan lain-lain.
Tanggung Jawab :
- Bertanggung jawab kepada General Manager mengenai aspek keteknikan
yang secara tidak langsung berperan penting dalam mendukung kelancaran
proses produksi.
Wewenang :
- Memberikan pengarahan kepada setiap Section Head.
9. Production Planning and Control
Tugas :
- Membuat perencanaan produksi.
- Mengamati jalannya proses produksi sesuai dengan rencana yang telah
disusun untuk selanjutnya memberikan rekomendasi kepada departemen
terkait hal- hal yang harus diperhatikan.
Tanggung Jawab :
- Bertanggung jawab pada Production Manager mengenai pembuatan
perencanaan jadwal produksi.
Wewenang :
Memberikan saran pada General Manager apabila diperlukan mengenai
10. Personal and General Affair Section Head
Tugas :
- Mengatur hal- hal yang berhubunagn dengan administrasi, kepegawaian
dan kemasyarakatan.
- Menyelesaikan konflik antar sesame karyawan atau antara bawahan
dengan atasan.
Tanggung jawab
- Bertanggung jawab kepada Personal and General Affair Manager
mengenai keadaan personalia dan administrasi perusahaan.
Wewenang :
- Mengangkat dan memberhentikan karyawan.
- Membuka lowongan kerja dan menetapkan syarat- syarat bagi karyawan
baru.
11. Accounting and Financial Section Head
Tugas :
- Melakukan analisis biaya dan administrasi produksi.
- Membantu Accounting and Financial Manager dalam kegiatan
administrasi dan keuangan perusahaan.
Tanggung jawab :
- Bertanggung jawab kepada Accounting and Financial Manager atas
semua hal- hal yang berhubungan dengan administrasi dan keuangan.
- memiliki wewenang dalam mengawasi penggunaan dana, barang dan
peralatan pada masing- masing departemen dalam perusahaan.
12. Value added Quality Control Section Head
Tugas :
- Melakukan pengawasan dan pemeriksaan terhadap kualitas produk value
added
Tanggung Jawab :
- Bertanggung jawab kepada Quality Control and Laboratory Manager
mengenai mutu produk value added .
Wewenang :
- Memberikan pengarahan kepada supervisor untuk setiap kegiatan
pengendalian adan pemeriksanaan mutu produk value added
13. Conventional Quality Control Section Head
Tugas :
- Melakukan pengawasan dan pemeriksanaan terhadap kualitas produk
konvensional
Tanggung jawab :
- Bertanggung jawab kepada Quality Control and Laboratory Manager
mengenai mutu produk konvensional.
Wewenang ;
- Memberikan pengarahan kepada supervisor mengenai kegiatan- kegiatan
14. Laboratory and Quality Control Section Head
Tugas :
- Melakukan penelitian dalam rangka pengembangan produk.
- Melakukan pemeriksanaan terhadap kualitas produk sesuai dengan standar
yang telah ditentukan
- Melakukan pengujian sterilisasi terhadap mesin dan peralatan yang
digunakan
- Melakukan pengujian secara berkala terhadap produk jadi di gudang
Tanggung jawab :
- Bertanggung jawab kepada Quality Control and Laboratory Manager
mengenai mutu produkdan sterilisaisi mesin dan peralatan yang digunakan
dalam proses
Wewenang :
- Memberikan pengarahan pada supervisor untuk setiap aktivitas
laboratorium dan pengendalian mutu.
15. Value Added Production Head
Tugas :
- Mengatasi setiap kendala yang dihadapi pada proses produksi produk value
Added
- Melaksanakan produksi untuk produk value added sesuai dengan jadwal
produksi yang telah ditetapkan.
- Bertanggungjawab kepada Production Manager mengenai hal- hal yang
berhubungan dengan proses produksi produk value added
Wewenang :
- Memberikan pengarahan kepada supervisor produksi
16. Conventional Product section Head
Tugas :
- Melaksanakan proses produksi bagi produk konvensional sesuai dengan
jadwal produksi yang telah ditetapkan
- Mengatasi setiap kendalan yang dihadapi pada proses produksi produk
konvensional.
Tanggung jawab :
- Bertanggungjawab kepada Production Manager mengenai hal yang
berhubungan dengan proses produksi produk konvensional
Wewenang :
Memberikan pengarahan kepada supervisor produksi
17. Finish Product Area section Head
Tugas :
- Mengawasi kelancaran aktivitas yang terjadi pada daerah pengemasan
produk jadi.
Tanggung jawab :
- Bertanggung jawab kepada Production Manager mengenai kelancaran
Wewenang :
- Memberikan pengarahan kepada supervisor di bagian pengemasan.
18. Electric Section Head
Tugas :
- memeriksa kondisi peralatan- peralatan listrik perusahaan
- Mengatasi kerusakan yang terjadi pada mesin atau peralatan listrik yang
digunakan.
Tanggungjawab :
- Bertanggungjawab kepada Engineering Manager mengenai hal- hal yang
berkaitan dengan mesin- mesin dan peralatan listrik yang ada di
perusahaan.
Wewenang :
- Memeberikan Pengarahan kepada supervisor
19. Mechanic Section Head
Tugas :
- Mengatasi kerusakan yang terjadi pada alat- alat mekanik yang ada di
perusahaan
- Memeriksa kondisi peralatan- peralatan mekanik yang digunakan
perusahaan
Tanggungjawab :
- Bertanggungjawab kepada Engineering Manager mengenai kondisi
Wewenang :
- Memeberikan pengarahan kepada Supervisor
20. Shrimp Supervisor
Tugas :
- Mengatur jumlah udang yang masuk ke pabrik sebagai bahan baku dan
memeriksa kualitas udang yang akan di gunakan pada proses produksi
- Mengawasi proses produksi produk- produk yang menggunakan udang
sebagai bahan baku.
Tanggungjawab ;
- Bertanggungjawab kepada Factory Management Plant II terhadap jumlah
dan kualitas udang yang digunakan pada proses produksi
Wewenang :
- Memberikan pengarahan kepada para mandor dan karyawan yang berada
di bawahnya.
21. Quality Control Supervisor
Tugas :
- Melakukan pengawasan terhadap kualitas seluruh produk, mulai dari
bahan baku sampai produk jadi
Tanggungjawab :
- Bertanggungjawab kepada Factory Management Plant II terhadap hal- hal
yang berkaitan dengan pengawasan produk
- Memberikan pengarahan kepada para mandor dan karyawan yang berada
di bawahnya.
22. Fish and Breaded Supervisor
Tugas :
- Mengawasi proses produksi produk- produk yang menggunakan ikan
sebagai bahan baku dan juga produk- produk makanan olahan (breaded)
Tanggungjawab :
- Bertanggung jawab pada Factory Manager Plant II mengenai produk
makanan olahan
Wewenang :
- Memberikan pengarahan dan pengaturan terhadap mandor dan karyawan
yang berada dibawahnya.
23. Supervisor
Tugas :
- membantu atasan (manager dan section head) sesuai dengan bidangnya
Tanggungjawab :
- Bertanggungjawab pada Section Head untuk departemen produksi dan
pada Manager departemen lain
Wewenang :
- Memberikan pengarahan dan pengaturan terhadap karyawan yang berada
24. Mandor
Tugas :
- Mengawasi pekerjaan karyawan
- Melaporkan kerusakan yang terjadi pada supervisor.
- Melatih karyawan baru sesuai bidangnya
Tanggungjawab :
- Bertanggungjawab pada supevisor untuk kelancaran bagian produksi
Wewenang :
- Memberikan pengarahan pada karyawan.
2.6. Tenaga Kerja dan Waktu Kerja
Peta penyebaran tenaga kerja berdasarkan jabatannya dapat dilihat pada
table 2.1 dibawah ini.
Tabel 2.1 Peta Penyebaran Tenaga Kerja Berdasarkan Jabatan
Jabatan Jumlah (orang)
General Manager 1
Manager 7
Section Head 10
Supervisor 32
Mandor 6
Daily Worker 159
Hired Labour 198
Perusahaan beroperasi dari hari senin sampai sabtu, dimana pada hari senin
sampai jumat terdiri dari 7 jam kerja dan 1 jam istirahat, sedangkan pada hari
sabtu terdiri dari 5 jam kerja dan 1 jam istirahat. Penjadwalan jam kerja adalah
sebagai berikut :
1. Karyawan Kantor
Karyawan pada bagian kantor bekerja mulai dari pukul 08.00 WIB sampai
pukul 16.00 WIB dengan waktu istirahat pukul 12.00 sampai 13.00 WIB
(kecuali jumat pukul 12.00-13.00 WIB)
2. Karyawan pengolahan, pengemasan dan penyimpanan
Karyawan bagian ini bekerja selama 6 hari dengan jam kerja sama dengan
bagian kantor. Diluar waktu dan hari tersebut merupakan kerja lembur.
3. Karyawan peralatan mesin dan satuan pengaman
Karyawan bagian ini hanya ada 3 shift dengan jam kerja 8 jam yakni pukul
08.00- 16.00 WIB, pukul 16.00- 23.00 WIB dan pukul 23.00-07.00 WIB.
2.7. Sistem Pengupahan dan Kesejahteraan Karyawan
sistem pengupahan diatur menurut status karyawan, yakni karyawan
borongan, harian dan bulanan. Perusahaan juga memperhatikan keputusan
Gubernur Sumatera Utara Nomor 561/4695/ Tahun 2001 mengenai penetapan
upah minimum dan upah minimum sektoral Provinsi Sumatera Utara tahun 2002.
Untuk karyawan borongan p[embayaran upah dilakukan 1 minngu sekali
yakni pada hari sabtu. Besar upah borongan ini tersiri dari jenis pekerjaan dan
yangditetapkan semakin sedikit per jamnya. Perhitungan upah borongan dapat
dilihat pada tabel 2.2 dibawah ini.
Tabel 2.2 Perhitungan Upah Karyawan Borongan Hari Upah Pokok (Rp/kg) Upah Lembur (Rp/kg) Output dihasilkan (Kg/hari) Insentif (Rp/ hari)
Total upah (Rp/ hari)
Senin s/d
Jumat
a b1 = a x 1,2 c 1500 d1= (a+b1)c+1500
Sabtu p = a x 1,4 b1 = a x 1,2 c 1500 d2=(p+b1)c+1500
Minggu - b2 =a x 2 c 1500 d3=(a+b2)c+1500
Keterangan :
a =Upah pokok (besarnya tergantung item pekerjaan)
karyawan harian akan menerima upah seminggu sekali yang besarnya adalah Rp
17.015/ hari. Untuk lebih jelasnya dapat dilihat pada Tabel 2.3 di bawah ini.
Tabel 2.3 Perhitungan Upah Karyawan Harian Hari Upah Pokok
(Rp/ Hari) Upah Lembur menurut UMP (Rp/ jam) Jumlah jam lembur (Jam/ hari) Upah Lembur (Rp/ Hari) Total Upah (Rp/ Hari) Senin s/d Sabtu
17.015 2950 a b1=(2a x
½)x2950
c1=17.015+b1
Minggu - 2950 a b2=2a x
2950
C2=b2
Upah lembur pada hari kerjqa normal (Rp/hari) = (2a – ½) x 2950
Sedangkan untuk hari libur dan hari libur nasional perhitungan lembur
menggunakan rumus sebagai berikut :
Upah lembur pada hari libur (Rp/ hari) = 2ax 2950
Keterangan :
a = Jumlah jam lembur (Jam/ hari)
Upah lembur menurut UMP = Rp 2950 / Jam
Untuk karyawan bulanan upah diberikan sebulan sekali yang terdiri dari
upah pokok, tunjangan transportasi, tunjangan makan, tunjangan jabatan, dan lain-
lain. Penetapan upah didasarkan keahlian, kecakapan dan prestasi kerja dari
karyawan yang bersangkutan.
Menjelang hari raya dan tahun baru, sesuai dengan kondisi dan
kemampuan perusahaan, perusahaan akan memberikan THR (Tunjangan Hari
Raya) kepada karyawan yang besarnya minimal 1 kali upah pokok bagi karyawan
yang sudah bekerja selama 12 bulan atau lebih. Pembayaran THR ini dilakukan
selambat- lambatnya dua minggu sebelum hari-H. Sedangkan bagi yang bekerja
3-11 bulan akan diberikan secara proporsional.
Guna memelihara kesehatan karyawan, perusahaan menyediakan fasilitas
pengobatan yang di tentukan oleh perusahaan . dalam keadaan mendadak
memerlukan perawatan dan pengobatan diluar ketentuan yang telah ditetapkan
Apabila karyawan sakit untuk jangka waktu yang lama dan dapat
dibuktikan dengan surat keterangan dari dokter yang telah di tentukan perusahaan,
maka upah akan dibayar sesuai dengan ketentuan sebagai berikut:
- Tiga bulan pertama di bayar sebesaqr 100% dari upah pokok.
- Tiga bulan kedua di bayar sebesar 75 % dari upah pokok
- Tiga bulan ketiga di bayar sebesar 50 % dari upah pokok
- Tiga bulan keempat di bayar sebesar 25 % dari upah pokok
Apabila sampai 12 bulan karyawan yang bersangkutan belum mampu
untuk bekerja kembali, maka perusahaan dapat memutuskan hubungan kerja dan
dilaksanakan sesuai prosedur UU No. 12/1964.
Setiap karyawan dimasukkan dalam program Jamsostek yang
dimaksudkan untuk melindungi karyawan dari setiap kecelakaan yang dialami.
Apabila karyawan meninggal dunia dan bukan karena kecelakaan kerja
maka perusahaan akan memberikan sumbangan kepada ahli warisnya dengan
ketentuan sebagai berikut :
- Upah dalam bulan yang sedang berjalan
- Uang duka atau pengabdian yang besarnya serendahnya sesuai dengan
ketentuan yang telah diatur Mentri Tenaga Kerja No. 04/ MEN/1986
tentang penetapan uang pesangon, uang jasa dan ganti rugi.
Setiap karyawan yang telah bekerja selama 12 bulan berhak atas istirahat
tahunan selama 12 hari dan tetap mendapatkan upah penuh. Sedangkan bagi
2.8. Proses Produksi
2.8.1. Bahan Baku, Bahan Tambahan dan Bahan Penolong 2.8.1.1 Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan
produk, ikut dalam proses produksi dan memiliki persentase terbesar
dibandingkan bahan–bahan lainnya. Bahan baku proses pada PT. Central Windu
Sejati II adalah udang, ikan dan sotong segar. Perusahaan membeli bahan baku
melalui supplier dari tambak- tambak yang berasal dari Aceh, Deli Serdang dan
Langkat. Selain itu, perusahaan juga mendapatkan pasokan bahan baku dari
tambak yang dimiliki PT. Central Windu Pertiwi dengan luas sekitar 100 hektar.
Berdasarkan sumber pasokannya, udang yang diproses dapat dibedakan
atas udang laut dan udang tambak. Sedangkan jenis udangnya dapat dibedakan
atas udang tiger (Panaeus Monodon) dan udang Swallow (udang Pink). Untuk
jenis sotong yang diproses di pabrik adalah sotong katak sedangkan untuk ikan
adalah ikan nila.
2.8.1.2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses
produksi dan ditambahkan ke dalam proses pembuatan produk yang mana
komponennya tidak jelas dibedakan pada produk. Bahan tambahan yang
digunakan dalam proses pengolahan udang adalah :
1. Air
Air yang digunakan berasal dari sumur bor yang terdapat di lokasi pabrik
maka air yang berasal dari sumur bor dapat digunakan sebagai sarna
sanitasi lantai dan bangunan serta untuk membersihkan mesin dan
peralatan.
2. Es
Pemakaian Es bertujuan untuk mempertahankan suhu bahan baku
(dibawah 4oC) sehingga kesegaran udang tetap terjaga dan penurunan
mutu udang dapat di cegah. Selama proses pengolahan, es curah
disebarkan secara merata pada udang dan harus selalu ditambah bila es
tersebut habis. Kekurangan ees dapat menyebabkan naiknya suhu udang
sehingga terjadi dehidrasi udang.
3. Klorin (Sodium Hipochlorite)
Zat yang memiliki rumus NaoCl ini berfungsi sebagai desinfektan yang
digunakan untuk merendam dan mencuci udang. Zat ini juga digunakan
untuk membersihkan sarung tangan, peralatan dan lantai kerja. Cara
penggunaannya adalah dengan mencampurakannya pada air dengan
perbandingan tertentu.
4. STTP (Sodium Tri Poly Phospat)
Rumus kimia zat ini adalah Na5P5O10 yang berguna untuk :
- Menahan kandungan air pada udang sehingga berat udang tidak susut
- Mempertahankan rasa udang karena zat ini mencegah hilangnya zat gizi
pada udang.
- Menjaga timbulnya bintik hitam pada ekor udang
5. Carnal
Mengikat senyawa- senyawa protein dalam tubuh udang sekaligus
menambah beratnya.
2.8.1.3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang dibutuhkan guna
menyelesaikan suatu produk atau suatu bahan yang ditambahkan pada produk
dimana bahan ini bukan bagian dari produk akhir. Bahan penolong yang
digunakan pada proses produksi ini adalah :
1. Polybag
Digunakan sebagai kemaqsan yang membungkus langsung produk jadi.
Poly bag ini ukurannya bermacam- macam untuk masing- masing produk.
2. Master Carton
Master carton adalah kotak karton besar yang ukurannya bermacam-
macam sesuai dengan produknya masing- masing.
3. Poly Sheet
Poly Sheet berguna untuk membatasi produk untuk tiap lapisan.
4. Label size
Label size terbuat dari plastic yang berisi keterangan produk seperti jenis
produk, jenis udang, ukuran, wana, dll.
5. Isolation Tape.
6. Strapping band
Straping band terbuat dari bahan plastik yang berguna untuk mengikat
produk yang telah dikemas dalam master carton.
2.8.2 Uraian Proses Produksi
produk yamng dihasilkan oleh PT. Central Windu Sejati ada empat bagian,
yaitu :
1. Udang (Shrimp) terbagi atas empat bagian yaitu :
Sea Food Mix
Cooked Peeled Prawn (CPP)
Peeled Deveaning Jacob (PD Jacob)
Peeled Deveining VAcum Pack (PD VAcum Pack)
2. Sotong (Cuttlefish) terdiri atas dua bagian yaitu :
Sea Food Mix
Cuttlefish Cut
3. Ikan (tilapia)
4. Breaded (makanan olahan) terdiri atas berbagai macam produk antara lain
: Tilapis Nugget, lumpia udang, bakso ikan, dll
Karena perusahaan memiliki berbagai macam produk akhir, maka untuk
uraian proses produksi saya hanya akan menjelaskan proses produksi
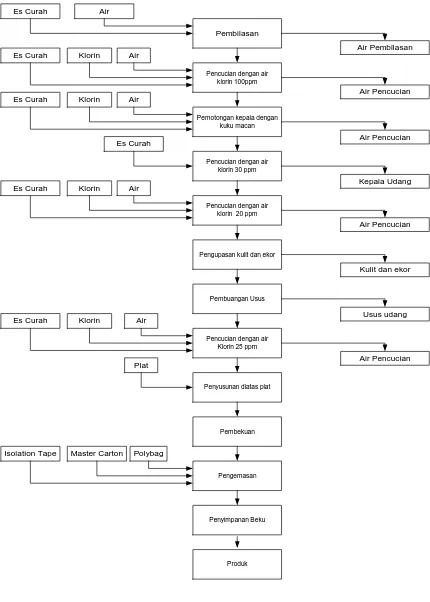
2.8.2.1. Proses Produksi Udang untuk Produk PD Jacop
Bahan baku untuk produk PD Jacop ini adalah udang Tiger (Paneaus
Monodon). Tahap- tahap yang dilalui pada pembuatan produk ini sesuai dengan
Pembilasan
Penyusunan diatas plat
Produk Pembekuan
Penyimpanan Beku Pengemasan Pencucian dengan air
Klorin 25 ppm Pembuangan Usus Pengupasan kulit dan ekor
Pencucian dengan air klorin 20 ppm Pencucian dengan air
klorin 30 ppm Pemotongan kepala dengan
kuku macan Pencucian dengan air
klorin 100ppm
Es Curah Air
Klorin
Es Curah Air
Es Curah Klorin Air
Es Curah
Es Curah Klorin Air
Es Curah Klorin Air
Plat
Polybag Master Carton
Isolation Tape
Air Pembilasan
Air Pencucian
[image:52.595.114.544.111.713.2]1. Penerimaan
Udang segar dibawa dengan menggunakan truk dan diterima di bagian
penerimaan. Udang segar ini berasal dari tanbak (udang insentif), yang di terima
dalam tong- tong fiber. Udang yang diterima kemuian di bongkar dan kemudian
di pisahkan dalam keranjang plastik dengan kapasitas per keranjang 50 kg. Udang
dalam keranjang kemudian di bilas dengan air dingin selanjutnya ditiriskan
beberapa saat. Pembilasan ini bertujuan untuk menghilangkan kotoran- kotoran
yang melekat pada udang. Sambil menunggu air yang ditiriskan habis, dilakukan
pemeriksaan mutu dan penentuan size udang.
Pemeriksanaan mutu yang dilakukan adalah pemeriksaan
kesegaran udang. Udang yang tidak segar biasanya ditandai dengan warna
udang yang pucat serta banyaknya bintik- bintik hitam (black spot) pada kulit
udang. Udang- udang yang dalam kondisi demikian akan ditolak dan
dikembalikan kepada supplier.
Penentuan size dilakukan dengan cara mengambil sampel dari
masing- masing keranjang kemudian keranjang tersebut di timbang. Setelah
itu dihitung jumlah udang untuk setiap sampel yang telah ditimbang dengan
berat tertentu. Penentuan size ini di hitung dengan menggunakan rumus :
size udang = jumlah ekor/ berat.
Proses selanjutnya adalah penimbangan berat udang. Hasil penimbangan
dicatat oleh bagian penerimaan yang berguna untuk melakukan pembayaran pada
dingin yang mengandung klorin 100 ppm. Setelah itu udang dikirim ke bagian
produksi.
2. Pemotongan Kepala
Sesampainya di bagian produksi udang ditimbang kembali untuk
menyesuaikan dengan hasil penimbangan udang pada bagian penerimaan.
Selanjutnya udang dicelupkan ke bagian fiber yang berisi air dingin dengan
kandungan klorin 75 ppm, udang kemudian dibagikan kepada pekerja borongan
untuk melakukan pemotongan udang. Udang yang dibawa oleh para pekerja
ditumpuk diatas meja dan kepalanya dipotong dengan menggunakan alat bantu
yang disebut kuku macan. Kuku macan terbuat dari aluminium yang dilingkarkan
pada ibu jari pekerja berfungsi sebagai pengganti kuku pekerja. Sisi depan dibuat
tajam agar memudahkan pekerja dalam memotong dan mengupas kulit udang.
Selama proses pemotongan kepala ini udang selalu di beri es curah sehingga
kesegarannya terjaga. Udang tersebut kemudian di timbang dan di beri klorin 30
ppm.
3. Penyortiran Ukuran dan Mutu.
Udang yang telah ditimbang dibagian pemotongan kepala kemudian
dimasukkan ke bak penampungan dimensi grader. Bak penampungan berisi air
dengan suhu kurang dari 40C dan mengandung klorin 20 ppm. Dengan bak
berjalan udang dibawa ke bagian roller yang berbentuk silinder panjang yang
berpasangan dan berputar. Jumlah mesin roller pada grader ini ada empat pasang
dengan meja sortasi ukuran secara manual. Umumnya sortasi ukuran dengan
mesin grander ini dilakuakn dengan membagi udang atas tiga jenis ukuran.
Kesalahan yang sering terjadi pada mesin grader ini adalah ukuran udang
yang terlalu besar atau ukuran udang yang terlalu kecil. Hal ini diatasi dengan
penyortiran manual sehingga ukuran yang dihasilkan lebih seragam. Di meja
sortir ukuran, secara manual udang ini di pisahkan besarnya dan di tentukan
pengklasifikasin ukuran yang dapat di lihat pada Tabel 2.4 di bawah ini.
Tabel 2.4 Standar Ukuran Udang Konvensional
Ukuran pcs/lbs gr/pcs
u-5 5 90- ...
6-8 7 58-89
9-12 10 38-58
13-15 14 30-37
16-20 18 23-29
21-25 23 18-22
26-30 28 15-17
31-40 36 12-14
41-50 45 9-11
51-60 54 5,9-8,9
61-70 63 6,5-7,4
71-90 82 5-6,4
91-110 98 u-4,9
Dari tabel diatas terlihat bahwa satuan yang digunakan untuk ukuran
udang adalah pcs/lbs, dimana 1 lbs = 454 gr. Satuan ukuran udang ini umumnya
4. Pengupasan kulit.
Pemotongan kulit dilakukan dengan menggunakan alat bantu kuku macan
seperti pada pemotongan kepala. Selama proses pengupasan kulit dan ekor, udang
harus selalu di beri es curai untuk menjaga kesegaran udang. Udang yang telah di
kupas kulit dan ekornya selanjutnya di bawa ke bagian pembuangan usus.
5. Pembuangan Usus.
Pembuangan usus bertujuan untuk menghilangkan kontaminan yang
beraasal dari usus udang karena bagian usus udang memiliki banyak bakteri
pembusuk. Pembuangan usus dapat dilakukan dengan duacara yaitu dengan cara
di sudet atau di sayat. Pembuangan dengan cara di sudet dilakukan dengan
menggunakan pin pencabut usus yang ditekan/ dimasukkan pada ruas kedua
bagian punggung udang hingga mencapai usus udang. Ujung pin yang berupa
kaitan akan mengait usus sehingga usus akan ikut tertarik keluar saat pin di cabut.
Pembuangan usus dengan cara di sayat dilakukan dengan cara memotong bagian
perut udang pada ruas kedua sampai kelima. Kedalaman penyayatan mencapai
sepertiga bagian udang hingga usus terlihat. Selanjutnya usus udang dibersihkan
dengan cara ditarik keluar dengan pisau yang digunakan untuk menyayat tersebut.
6. Pencucian dengan air klorin.
Setelah usus udang di berihkan, udang kemudian dicuci dengan air dingin
yang mengandung klorin 25 ppm, pencucian ini untuk membunuh bakteri akibat
dari kontaminasi yang terjadi pada pengupasan kulit dan pembuangan usus.
7. Penyortiran Warna
Sortasi warna dilakukan dengan cara mambagi udang atas beberapa
tingkatan warna, yaitu :
a. Black Tiger, yang terdiri dari :
- Black tiger 1, memiliki warna paling hitam
- Black Tiger 2, Memiliki warna hitam biasa
- Black Tiger White, memiliki warna hitam keabu- abuan
b. Blue Tiger, yang terdiri dari :
- Blue Tiger, memiliki warna paling biru
- White Blue Tiger, memiliki warna biru terang
8. Penyusunan
Timbangan produksi dilakukan sebelum udang disusun diatas plat. Untuk PD
Jacop timbangan produksinya adalah 150 gr- 157 gr (22- 28 ekor). Udang
kemudian disusun diata plat- plat aluminium yang di lapisi dengan plastic. Satu
plat terdiri atas empat plastic dan udang- udang tersebut disusun diatas plastic
secara terpisah denganjarak yang sama. Plat- plat tersebut disusun diatas lori dan
dibawa ke ruang blast freezer.
9. Pembekuan (freezing)
Proses pembekuan dilakukan pada ruangan blast freezer. Ruangan ini
merupakan suatu ruangan yang dindingnya diinsulasi sehingga tidak dapat di
tembus oleh panas dari luar. Udang di masukkan ke dalam ruangan ini, kemudian
udara beku bersuhu (-35oC)- (-400C) ditiupkan kedalam permukaan udang oleh
pembekuan di ruangan blast freezer ini dinamakan metode air blast yang
dilakukan selama 60 menit.
10.Pengemasan (Packaging)
Udang dikeluarkan dari air blast dengan lori dan dibawa ke tempat
pengemasan. Udang dipisahkan dari platnya dengan cara menarik plat plastic
yang menjadi wadahnya dan di taruh ke dalam keranjang-keranjang kecil,
kemudian ditimbang. Setelah ditimbang udang tersebut di glazing dengan cara
mencelupkannya ke dalam air dingin yang nmengandung klorin 5ppm, tujuan
pengglazingan ini adalah untuk mempertahankan berat udang, mencegah
dehidrasi., dan mempercantik permukaan udang. Setelah di glazing udang
ditiriskan dan dimasukkan kedalam polybag yang telah diberi label sesuai dengan
ukuran, mutu dan warna udang. Selanjutnya polybag dibawa ke mesin vacuum
seal untuk menjepit kedua sisi polybag yang masih terbuka, kemudian polybag-
polybag tersebut disusun ke dalam keranjang dan di bawa ke ruang blast freezer
untuk di bekukan selama 60 menit. Setelah itu keranjang yang berisi
polybag-polybag tersebut di bawa ke mesin metal detector untuk diperiksa apakah ada
terdapat logam pada udang tersebut, kemudian polybag tersebut di bawa ke
master carton, dimana untuk produk PD Jacop berisi 20 pack/ master carton.
Setelah ditutup rapat dengan isolation band karton-karton tersebut di bawa ke
mesin Strapping Band dengan menggunakan lori untuk diikat dengan pita
11.Penyimpanan Beku (Cold Storage)
Selama menunggu untuk dipasarkan, udang beku yang telah dikemas
disimpan dalam ruang penyimpanan beku yang disebut cold storage bersuhu
antara -18oC - -220C. didalam ruang penyimpanan ini, master carton ditumpuk
dengan masing- masing tumpukan di beri jarak agar suhu ruang merata ke seluruh
kotak.
BAB III
LANDASAN TEORI
3.1. Peramalan (Forecasting)1
Peramalan adalah segala kegiatan untuk memperkirakan apa yang akan
terjadi pada masa yang akan datang. Teknik peramalan adalah suatu teori yang
mempelajari cara- cara memperkirakan secara kuantitatif apa yang akan terjadi
pada masa yang akandatang berdasarkan data- data yang relevan pada masa lalu.
3.1.1 Ukuran Akurasi Peramalan 2
3.1.1.1 Rata-rata Deviasi Mutlak (Mean Absolute Deviation = MAD)
MAD merupakan rata-rata kesalahan mutlak selama periode tertentu tanpa
memperhatikan apakah hasil peramalan lebih besar atau lebih kecil dibandingkan
dengan kenyataannya. Secara matematis, MAD dirumuskan sebagai berikut:
MAD =
n Ft At
Dimana;
A = Permintaan aktual pada periode-t
Ft = Peramalan permintaan pada periode-t
3.1.1.2. Rata-rata Kuadrat Kesalahan (Mean Square Error = MSE)
MSE dihitung dengan menjumlahkan kuadrat semua kesalahan peramalan
pada setiap periode dan membaginya dengan jumlah periode peramalan. Secara
matematis MSE dirumuskan sebagai berikut;
MSE =
n Ft
At 2
3.1.1.3. Rata-rata Kesalahan Peramalan (Mean Forecast Error = MFE)
MFE sangat efektif untuk mengetahui apakah suatu hasil permalan selama
periode tertentu terlalu tinggi atau terlalu rendah. Bila hasil peramalan tidak bias,
maka nilai MFE mendekati nol. MFE dihitung dengan menjumlahkan semua
kesalahan peramalan selama periode periode peramalan dan membaginya dengan
jumlah periode peramalan. Secara matematis, MFE menyatakan sebagai berikut;
MFE =
n Ft At
3.1.1.4. Rata-rata Persentase Kesalahan Absolut (Mean Absolute Percentage
Error = MAPE)
MAPE merupakan ukuran kesalahan relatif. MAPE biasanya lebih berarti
dibandingkan MAD karena MAPE menyatakan persentase kesalahan hasil
peramalan terhadap permintaan aktual selama periode tertentu yang akan
memberikan informasi persentase kesalahan terlalu tinggi atau terlalu rendah.
Secara matematis, MAPE dinyatakan sebagai berikut;
MAPE =
n
100
3.1.2 Langkah Peramalan
Didalam menentukan langkah peramalan perlu dilakukan pengumpulan
data yang akurat, untuk memperoleh hasil yang maaksimal atau sesuai dengan apa
yang diharapkan. Prosedur peramalan yaang mengikuti aturan-aturan matematis
dan statistik dan menunjukkan hubungan antara permintaan dengan satu atau lebih
variabel yang mempengaruhinya. Selain itu juga mengasumsikan bahwa bahwa
tingkat keeratan dan macam dari hubungan antara variabel-variabel bebas dengan
permintaan yang terjadi pada masa lalu akan berulang juga pada masa yang akan
datang.
Untuk itu langkah peramalan itu sendiri adalah sebagai berikut:
1. Pengumpulan Data
Dalam pengumpulan data yang diperlukan adalah data kondisi masa lalu. Data
tetsebut dapat dikuantisir (dalam bentuk angka), diasumsikan pola data masa
lalu akan berlanjut dimasa datang kecuali pada kondisi ekstrim.
2. Mendefenisikan tujuan peramalan
Kegunaan dari mendefenisikan peramalan ini adalah untuk menentukan
metode peramalan yang digunakan serta meramalkan sistem dimasa yang akan
datang.
3. Scater Diagram
Scater Diagram bertujuan untuk melihat kecenderungan data atau pola data
atau hubungan antara sepasang kelompok data atau dua variabel untuk
4. Pemilihan metode peramalan
Didalam memilih metode peramalan minimal dua metode peramalan yaang
dianggap paling sesuai dengan pola data yang ada atau yang telah
dikumpulkan.
5. Menghitung Parameter-parameter fungsi dari peramalan
6. Hitung kesalahan tiap parameter dari metode peramalan
7. Pilih metode peramalan yang terbaik
Didalam setiap metode yang kita gunakan, harus dipilih metode peramalan
dengan memiliki kesalahan yang paling terkecil. Baru kita dapat melihat
metode apa yang baik kita gunakan.
8. Lakukan verifikasi peramalan.
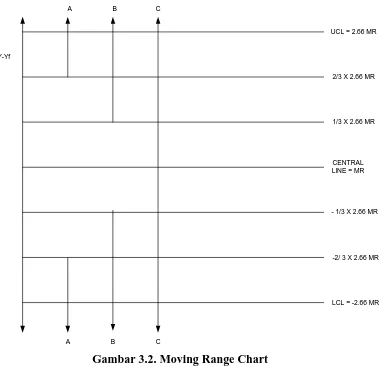
Proses verifikasi dilakukan untuk melihat apakah metode peramalan yang
diperoleh representative terhadap data. Proses verifikasi dilakukan dengan
menggunakan Moving Range Chart (MRC). Dari chart (peta) ini dapat terlihat
apakah sebaran masih dalam control atau sudah berada diluar control. Jika
sebaran berada dalam control maka fungsi metode peramalan tersebut tidak
sesuai, artinya pola peramalan terhadap data (Y-Yn) tersebut tidak
representative. Proses verifikasi dengan menggunakan MRC dapat
Y-Yf
A B C
A B C
UCL = 2.66 MR
2/3 X 2.66 MR
1/3 X 2.66 MR
CENTRAL LINE = MR
- 1/3 X 2.66 MR
-2/ 3 X 2.66 MR
[image:64.595.141.520.113.479.2]LCL = -2.66 MR
Gambar 3.2. Moving Range Chart
Kondisi out of control dapat diperiksa dengan menggunakan empat aturan berikut:
1. Aturan satu titik
bila ada titik sebaran (Y-Yn) berada diluar UCL dan LCL. Walaupun jika
semua titik sebaran berada dalam batas kontrol belum tentu fungsi/ metode
representatif. Untuk itu penganalisaan perlu dilanjutkan dengan membagi MRC
dalam tiga daerah yaitu : A, B, C
2. Aturan tiga titik
3. Aturan lima titik
Bila ada lima buah titik secara berurutan berada pada salah satu sisi, yang mana
empat diantaranya jatuh pada daera