KARYA AKHIR
STUDI TEORITIS TENTANG MAINTENANCE MESIN
PEMBUAT TEPUNG TAPIOKA
OLEH :
HENDRA SISWADI
035202028
KARYA AKHIR YANG DIAJUKAN UNTUK MEMENUHI SYARAT
MEMPEROLEH GELAR SARJANA SAINS TERAPAN
PROGRAM STUDI TEKNOLOGI MEKANIK INDUSTRI
PROGRAM DIPLOMA – IV FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Assalamu’alaikum Wr.Wb
Syukur Al-hamdulillah kepada Tuhan Yang Maha Esa, dengan rahmat dan
hidayah-Nya sehingga penulis dapat menyelesaikan karya akhir ini. Tugas ini merupakan
tugas akhir bagi mahasiswa berdasarkan kurikulum Fakultas Teknik Jurusan Teknologi
Mekanik Industri Universitas Sumatera Utara.
Dalam karya akhir ini penulis mengambil judul : “ Studi teoritis tentang
maintenance mesin pembuat tepung tapioka ”. Sadar akan keterbatasan dan kemampuan
yang ada pada penulis,dimana karya akhir ini masih jauh dari sempurna,walaupun begitu
penulis telah berusaha sebatas kemampuan untuk mencapai hasil yang terbaik.
Atas bantuan, bimbingan serta motivasi yang diberikan kepada penulis, maka
dengan rendah hati pada kesempatan ini penulis mengucapkan terima kasih kepada :
1. Ayah, Ibu, Kakanda dan adik tercinta yang telah banyak memberikan dukungan
baik moril maupun materi dan do’a restu yang tak ternilai harganya sehingga
penulis dapat menyelesaikan Karya Akhir ini.
2. Bapak Ir Isril Amir. Selaku dosen pembimbing pada Karya Akhir ini.
3. Bapak Dr.Ing.Ir.Ikhwansyah Isranuri selaku Ketua Jurusan Teknologi Mekanik
Industri Universitas Sumatera Utara.
5. Pegawai Departemen teknik mesin USU Bang Izhar Fauji , Kak is, Bang
Syawal,Kak Sonta.
6. Rekan – rekan mahasiswa khususnya, Koko wiradinata,yasin suhartono,adek,
arman dan seluruh stambuk 03 dan 04 yang tidak dapat saya sebutkan namanya
satu persatu yang telah membantu didalam penulisan Karya Akhir ini.
Penulis menyadari bahwa didalam penulisan Karya Akhir ini masih banyak
terdapat kekurangan – kekurangan, baik dari segi bahasa, isi dan sebagainya, mungkin
hanya inilah hasil maksimal yang bisa penulis perbuat, sadar atas segala kekurangan dan
keterbatasan tersebut maka penulis mengharapkan kritik dan saran yang membangun
demi kemajuan Karya Akhir ini untuk masa yang akan datang.
Akhir kata penulis berharap semoga tulisan yang sederhana ini dapat bermanfaat
bagi kita semua, Amin….. ya rabbal alamin.
Medan, November 2009
Penulis
DAFTAR ISI
KATA PENGANTAR ………I
DAFTAR ISI ………iii
DAFTAR TABEL ………..v
DAFTAR GAMBAR ………...vi
DAFTAR SIMBOL………..vii
BAB.I. PENDAHULUAN ………..1
1.1 Latar Belakang ………..1
1.2 Alasan Pemilihan Judul ...2
1.3 Tujuan ...2
1.3.1 tujuan umum dari perawatan mesin pembuat teung tapioka.. 1.3.2 tujuan khusus dari perawatan mesin tepung tapioka... 1.4 Manfaat ...3
1.5 Metode Pengujian ……….3
1.6 Batasan Masalah ………... BAB.II. LANDASAN TEORI ...5
2.1 Pengenalan Bahan Baku ...5
2.2 Pembuatan Tepung Tapioka ...6
2.3 Proses Pembuatan tepung Tapioka …..………...7
2.4 Tahapan – Tahapan Dalam Perencanaan ………....9
2.5 Bagian Utama Mesin ... ...10
2.6 Dasar Perencanaan Elemen Mesin ...12
2.6.2 Poros ...18
2.6.2.1 Macam – Macam Poros ...19
2.6.2.2 Bahan Poros ...21
2.6.2.3 Poros Pada Screw Press ...22
2.6.2.4 Panjang Screw Press ...23
2.6.3 Perencanaan Sabuk dan Puli ...23
2.2.4 Perencanaan Bantalan ... 25
2.6.5 Baut ... BAB.III. PERAWATAN ( MAINTENANCE ) ... 26
3.1 Perawatan ...26
3.1.1 Jenis – Jenis Perawatan ( Maintenance ) ...26
3.1.1.1 Preventive Maintenance ... 31
3.1.1.2 Breakdown Maintenance ...33
3.1.2 Fungsi Dasar Kerja Perawatan ...33
3.1.3 Pelumas Dan Pelumas ... 3.2 Organisasi Bagian Perawatan ... 3.3 Kegiatan Pemeliharaan ... 3.5 Metode Analisis Permasalahan Maintenance ... BAB.IV. PEMELIHARAAN ( MAINTENANCE ) DAN PENGUJIAN PADA MESIN PEMBUAT TEPUNG TAPIOKA 4.1 Pemeliharaan Mesin Pembuat Tepung Tapioka ...35
4.1.2 Pemeliharaan Produksi ...37
4.3 Pengujian Alat ...41
4.4 Uji Spesifikasi ... 4.5 Analisa Daya Untuk Pengolahan Gaplek Menjadi Tepung Tapioka ... 4.6 Analisa Penggunaan Listrik Dari Segi Waktu ... 4.7 Perangkaian Komponen ... 4.8 Prinsip Kerja Mesin ... BAB.V. KESIMPULAN DAN SARAN ...44
5.1 Kesimpulan...44
5.2 Saran ...45
DAFTAR PUSTAKA ...46
DAFTAR TABEL
Tabel 2.1 Kandungan unsure – unsur gizi dan kalori dalam gaplek……… 18
Tabel 2.2 hasil produksi dan keunggulan beberapa varietas gaplek ...36
Tabel 2.3 bahan dan alat untuk pembuat tepung tapioca ………
Tabel 2.4 JIS G3132 batang baja karbon difinis dingin ………
Tabel 2.5 Baja karbon JIS G 4051 ………
Tabel 2.6 Faktor daya yang akan ditransmisikan ………..
Tabel 2.7 Tekanan permukaan yang diizinkan pada ulir ………
Tabel 3.1 Tabel cumulative probability ………
DAFTAR GAMBAR
Gambar 2.1 Bagian alur proses pembuatan tepung tapioka ……….13
Gambar 2.2 Bagian utama mesin ...14
Gambar 2.3 Kerangka mesin ...15
Gambar 2.4 Corong masuk ...16
Gambar 2.5 Poros dan screw press...19
Gambar 2.6 Piringan penumbuk berputar dan piringan penumbuk diam ...19
Gambar 2.7. Saringan ...20
Gambar 2.8. Corong keluar ...20
Gambar 2.9 poros dan screw press ...21
Gambar 2.10 Jenis – jenis bantalan gelinding ...22
Gambar 2.11 Rangkaian komponen ...23
Gambar 2.12 Motor penggerak ...24
BAB I
PENDAHULUAN
1.1. Latar Belakang
Kurang lebih dari tujuh puluh persen penduduk Indonesia bermata pencaharian dari
sektor pertanian. Oleh karena itu kegiatan pertanian haruslah menjadi kebanggaan kita,
sebab dari dunia pertanian itulah produksi yang menghidupi sebagian besar bangsa ini
berasal. Kegiatan dalam sektor pertanian merupakan salah satu kekuatan ekonomi kita.
Karena jumlah penduduk kita terus bertambah dan kebutuhan pangan senantiasa
meningkat secara terus menerus, menjadi tuntutan untuk terus meningkat produksi
pertanian.
Usaha penganekaragaman pangan sangat penting artinya sebagai usaha untuk
mengatasi ketergantungan pada satu bahan pangan pokok saja. Misalnya dengan
mengolah umbi-umbian menjadi bahan awetan yang mempunyai rasa khas dan tahan
lama disimpan. Bentuk olahan tersebut berupa tepung, gaplek, tapai dan lain-lainnya. Hal
ini sesuai dengan program pemerintah khususnya dalam mengatasi masalah kebutuhan
bahan pangan.
Berdasarkan harian Republika terbitan tanggal 17 January 2005 Indonesia
merupakan negara pengimpor tepung terbesar di Asia Tenggara. Untuk memenuhi
kebutuhan bahan baku tepung dalam pembuatan mie instan, roti, dan pangan lainnya,
Indonesia harus mengimpor sekitar 4 juta ton tepung setiap tahunnya.
Dengan semakin meningkatnya kebutuhan pangan yang berbahan baku tepung, maka
tersebut berdampak semakin besarnya volume impor tepung setiap tahunnya, yang berarti
semakin besar pula devisa negara yang harus dikeluarkan.
Dalam upaya memenuhi kebutuhan bahan baku tepung didalam negeri, supaya
menggali dan memanfaatkan potensi sumber daya alam hayati melalui penelitian dan
pengembangan didalam negeri harus dilakukan terus-menerus. Hal tersebut sangat
dilakukan karena sekitar 16,7 persen dari sumber daya hayati dunia terdapat di Indonesia.
Dari ribuan spesies yang ada, diperkirakan baru 6.000 jenis yang dimanfaatkan untuk
kebutuhan manusia.
Dengan demikian, berarti masih banyak potensi sumber daya hayati yang belum
dimanfaatkan. Seandainya saja sumber daya yang berlimpah tersebut dapat dimanfaatkan
dengan cara pengolahan yang terprogram, tentu akan memberikan kontribusi yang besar
bagi pembangunan ketahanan pangan di Tanah Air, termasuk untuk memenuhi kebutuhan
tepung didalam negeri.
Dalam upaya memenuhi kebutuhan bahan baku tepung didalam negeri, berbagai
upaya dilakukan untuk memenuhi kebutuhan tepung tersebut, diantaranya dengan
menciptakan mesin yang efektif serta berdaya guna dalam pembuatan tepung. Ini kiranya
dapat berupaya dalam menciptakan produksi tepung yang sangat mudah. Oleh karena itu
perancangan ini mengambil judul “ Studi Teritis Tentang Maintenance Mesin
Pembuatan Tepung Tapioka ”
1.2. Alasan Pemilihan Judul
Kebutuhan akan bahan makanan dan penyediaan sumber gizi terus meningkat dari
produksi yang semaksimal mungkin, namun teknologi yang dimiliki sebagian besar para
petani masih tergolong tradisionil dalam mengelola hasil panen.
Dari kekurangan-kekurangan itulah maka dirancang mesin tepung tapioka yang
bertujuan untuk membantu dalam mengatasi masalah-masalah yang dihadapi oleh
seorang petani dalam mengolah hasil pertaniannya.
1.3. Tujuan
1.3.1. Tujuan umum dari perawatan mesin tepung tapioka adalah :
1. Mengaplikasikan disiplin ilmu yang diperoleh selama duduk dibangku kuliah.
2. Dapat merancang dan memelihara suatu alat untuk para petani gaplek dalam
mengolah hasil panennya menjadi tepung tapioka.
3. Ikut berpartisipasi dalam menyumbangkan ide yang berbasis teknologi tepat guna.
4. Untuk memperluas wawasan petani gaplek yang ingin membuka usaha menjadi
produsen tepung tapioka.
1.3.2. Tujuan khusus dari perawatan mesin tepung tapioka adalah :
Untuk mengetahui cara merawat komponen-komponen mesin dan effisiensi, daya,
putaran dan kapasitas alat pembuat tepung tapioka yang telah dirancang yaitu termasuk
fungsi, dan mekanisme kerja mesin.
1.4. Manfaat
Manfaat yang diperoleh dari perawatan mesin pembuat tepung tapioka adalah :
1. Para petani dapat terbantu dalam pengolahan hasil panen gaplek serta
2. Dapat menambah wawasan dan pengalaman dalam menerapkan ilmu yang telah
dipelajari selama dalam bangku perkuliahan.
3. Bagi rekan-rekan mahasiswa yang ingin membahas dan meningkatkan rancangan
mesin ini.
1.5. Metode Pengujian
Untuk memperoleh data guna penyusunan laporan ini, metode yang penulis lakukan
antara lain adalah :
1. Mengadakan studi literatur diperpustakaan.
2. Mencari hal-hal yang berhubungan dengan perawatan mesin dimedia internet.
3. Melakukan konsultasi dengan dosen pembimbing dan pihak-pihak yang
memahami tentang perancangan mesin tepung tapioka.
4. Melakukan studi lapangan dengan melihat dan mengganti mesin-mesin rancangan
lain yang telah ada.
1.6. Batasan masalah
Dalam penulisan karya akhir ini, pembahasan dibatasi sebagai berikut :
1. Pengujian alat
2. Kinerja sistem transmisi
3. Perawatan
4. Uji Spesifikasi, dan
BAB II
LANDASAN TEORI
2.1. Pengenalan Bahan Baku
Singkong (Manihot Utilisima) disebut juga ubi kayu atau ketela pohon (Najiati,Sri
dan Danarti,1999). Mengenai asal tanaman singkong tersebut, ada beberapa ahli botani
yang menyatakan bahwa tanaman singkong berasal dari amerika beriklim tropis. Namun,
seorang ahli botani Rusia, Nikolai Ivanovick Vavilov, memastikan bahwa tanaman
singkong tersebut berasal dari Brazil (Conceicac, A.J. dan C.V. Sampaio, 1993).
Singkong masuk ke Indonesia pada tahun 1852 melalui kebun raya Bogor, dan
kemudian tersebar keseluruh wilayah nusantara pada saat Indonesia dilanda kekurangan
pangan, yaitu sekitar tahun 1914-1918. Dengan demikian singkong menduduki posisi
sebagai makanan pokok ketiga, setelah padi dan jagung (Najiati,Sri dan Danarti,1999).
Hasil panen utama dari tanaman singkong adalah umbinya. Umbi singkong
merupakan tempat untuk meyimpan persedian cadangan makanan. Pada umumnya, umbi
singkong berbentuk bulat panjang yang makin keujung ukurannya makin kecil. Pada
dasarnya, umbi singkong terdiri atas tiga lapisan yang meliputi yaitu :
1. Lapisan kulit luar
Merupakan lapisan kulit yang tipis; yang mudah robek, berwarna coklat, dan
coklat abu-abu.
2. Lapisan kulit dalam
Merupakan suatu lapisan kulit yang memiliki ketebalan antara 1 mm-3 mm;
3. Lapisan bagian daging : bagian yang memiliki persentasi terbesar dari
singkong.
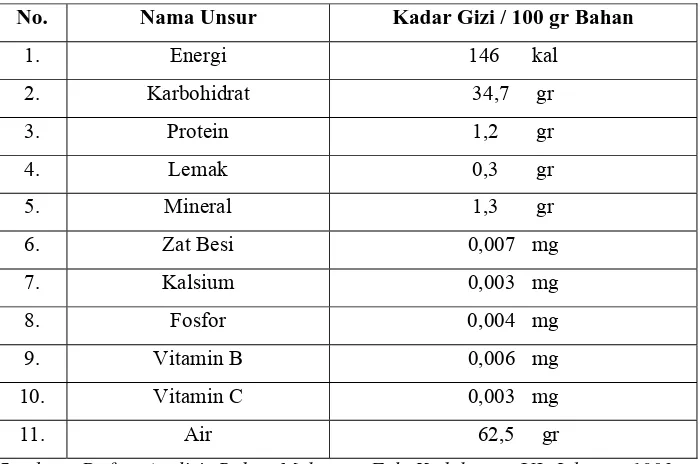
Dari unsur penelitian diketahui bahwa kandungan unsur-unsur gizi dalam singkong,
relatif tinggi (lihat Tabel 2.1 dibawah ini). Oleh karena itu, masyarakat harus tahu lebih
banyak mengenai singkong maupun komposisi kandungan gizi yang terkandung
didalammya adalah :
Tabel 2.1. Kandungan Unsur-unsur Gizi dan Kalori dalam Singkong
No. Nama Unsur Kadar Gizi / 100 gr Bahan
Sumber ; Daftar Analisis Bahan Makanan, Fak. Kedokteran UI, Jakarta; 1992.
Dalam rangka mencari varietas unggul, puluhan bibit singkong unggul telah
didatangkan dari berbagai negara lain (Wargiono. J.Diane M.Barret. 1987). Beberapa
sifat unggul singkong yang diharapkan antara lain adalah :
1. Produksi singkong harus lebih dari 30 ton / ha.
2. Kadar karbohidrat atau pati antara 35 % sampai 40 %.
3. Umur panen pendek ( kurang dari 8 bulan, sudah dapat dipanen ).
5. Rasa enak dengan kadar HCN kurang lebih 80 mg / kg.
Catatan; Sebagai bahan industri, singkong yang memiliki kadar HCN lebih tinggi dari
100 mg/kg, masih dapat diterima karena derajat keputihannya jauh lebih tinggi.
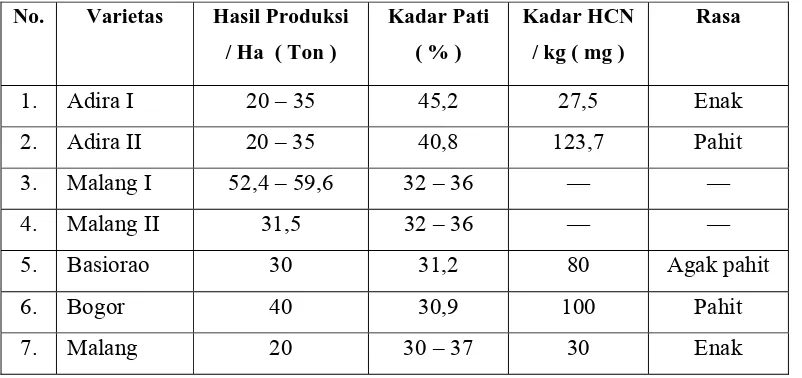
Berkaitan dengan hasil produksi usaha industri pembuatan tepung tapioka, telah
dipilih sebanyak 7 (tujuh) varietas singkong yang memiliki keunggulan dalam hal
kandungan karbohidrat atau patinya (lihat Tabel 2.2 dibawah ini).
Tabel 2.2. Hasil Produksi dan Kunggulan Beberapa Varietas Singkong
No. Varietas Hasil Produksi / Ha ( Ton )
Sumber : Departemen Pertanian,, Jakarta ; 1992.
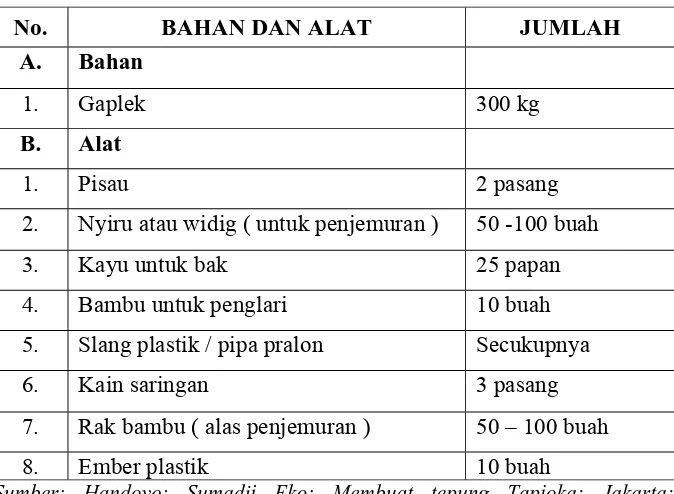
2.2. Pembuatan Tepung Tapioka
Untuk memperoleh tepung tapioka yang berkualitas tinggi sebaiknya dipilih
singkong dari jenis yang baik dan tidak mempunyai rasa yang pahit. Disamping itu,
singkong yang akan diproses sebaiknya singkong yang dicabut pada hari itu juga atau
dalam masih keadaan yang segar. Gaplek yang disimpan selama dua hari atau terlalu
lama, akan menyebabkan terjadi perubahan warna menjadi hitam akibat kerja enzim
berkurang. Untuk mengatasi hal tersebut, gaplek diolah untuk memperoleh tepung
tapioka (lihat Tabel 2.3. dibawah ini).
Tabel 2.3. Bahan dan Alat untuk Pembuatan Tepung Tapioka
No. BAHAN DAN ALAT JUMLAH
5. Slang plastik / pipa pralon Secukupnya
6. Kain saringan 3 pasang
7. Rak bambu ( alas penjemuran ) 50 – 100 buah
8. Ember plastik 10 buah
Sumber: Handoyo; Sumadji Eko; Membuat tepung Tapioka; Jakarta; Bharata Karya
Aksara;1985.
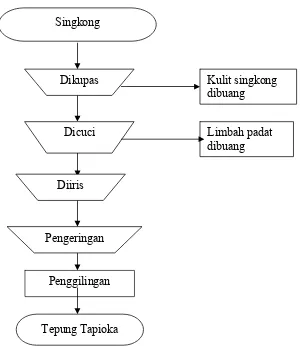
2.3. Proses Pembuatan Tepung Tapioka
1. Pengupasan Kulit Singkong
Daging singkong dipisahkan dari kulit dengan cara pengupasan. Selama proses
pengupasan kulit singkong dilakukan sortasi bahan baku dengan pemilihan singkong
yang bagus. Singkong yang jelek terlebih dahulu dipisahkan dan yang tidak diikutkan
pada proses berikutnya.
2. Pencucian
Dilakukan dengan cara meremas-remas singkong didalam bak yang berisi air
3. Pengirisan
Daging singkong yang sudah dibersihkan dengan air, selanjutnya diletakkan
diatas talenan lalu dirajang atau diiris-iris tipis sekitar 1-2 mm.
4. Pengeringan
Singkong yang telah diiris kemudian dikeringkan dengan menggunakan sinar
matahari dengan cara menjemur singkong pada suhu 40 ºC, dalam napam atau widig
yang diletakkan diatas rak-rak bambu selama 1-2 hari (tergantung dari cuaca). Tepung
tapioka yang dihasilkan sebaiknya mengandung kadar air 15-19 %
(Wargiono.J. Diane M. Barret. 1987). Untuk mengetahui Bagan alir Proses Pembuatan
tepung Tapioka (dapat diperlihatkan pada gambar 2.1.)
2.4. Tahapan-Tahapan Dalam Perancangan
Hasil pertama dari sebuah rancangan mesin tidaklah pernah sempurna. Langkah
demi langkah harus dijalani sebelum hasil yang ideal tercapai. Hal-hal yang harus
diperhatikan dalam pengembangan lanjut sebuah rancangan mesin mencapai taraf
tertentu adalah : hambatan yang timbul, cara mengatasi efek samping yang tidak terduga,
kemampuan untuk memenuhi tuntutan pemakaian dan kemampuan untuk mengatasi
saringan, hal mana akan memperlancar pengembangan itu sendiri.
Dalam mendisain tidak mungkin mengingat semua pokok-pokok utama secara
serentak. Secara bertahap mengumpulkan pokok-pokok utama dan
pengalaman-pengalaman. Menurut G. Neimann ada beberapa tahapan dalam perancangan, yaitu :
1. Mula pertama, tugas disain yang bagaimanakah harus dipenuhi ? Faktor-faktor
utama apa yang sangat menentukan untuk konstruksi ? Bahan-bahan, jumlah
produk, cara produksi, bahan setengah jadi manakah yang patut dipertimbangkan.
2. Menentukan ukuran-ukuran utama dengan perhitungan kasar.
3. Menentukan alternatif-alternatif dengan sketsa tangan.
4. Memilih bahan. Bahan-bahan umumnya yang mudah didapat dipasaran seperti baja
karbon diprioritaskan pemakaiannya.
5. Bagaimana memproduksi. Konstruksi dan cara pembuatan elemen-elemen
tergantung dari jumlah produk yang akan dihasilkan.
6. Mengamati disain secara teliti. Setelah menyelesaikan disain berskala, konstruksi
diuji berdasarkan pokok-pokok utama yang menentukan dengan cara yang teliti.
Adapun hal-hal yang harus diperhatikan adalah:
b. Mengubah konstruksi sebuah disain sebelum diproduksi adalah jauh lebih
menghemat waktu bila dibandingkan dengan perubahan-perubahan yang
dilakukan waktu atau setelah produksi berjalan.
c. Hasil konstruksi yang matang biasanya dicapai setelah dilakukan
bermacam-macam disain dan perbaikan-perbaikan.
d. Konstruksi yang terbaik merupakan hasil kompromi dari berbagai ragam
tuntutan para pemakai.
7. Merencanakan sebuah elemen; gambar kerja bengkel (workshop blueprint).
Pokok-pokok utama yang harus diperhatikan dalam meneliti gambar kerja adalah sebagai
berikut :
a. Ukuran: apakah elemen tersebut lengkap dan jelas ukurannya ? Apakah
ukuran-ukuran tersebut sudah termasuk bagian yang terpotong dalam proses
pembuatan ?
b. Toleransi dan simbol pengerjaan
c. Nama bahan dan jumlah produk
d. Apakah disain ini mengikuti standar dan norma yang berlaku ?
e. Keterangan mengenai metode-metode khusus pengerasan (hardening), celup
dingin (quenching), pelapisan permukaan, semprot pasir (sand blastin) dan
sebagainya yang akan dialami elemen-elemen tersebut.
8. Gambar lengkap dan daftar elemen. Setelah semua ukuran-ukuran elemen
2.5. Bagian Utama Mesin
Rancangan mesin tepung tapioka yang dimaksudkan adalah rancangan bagian utama
mesin, rancangan bentuk dan dimensi yang ditetapkan berdasarkan beberapa
pertimbangan diantaranya kemudahan dalam pengoperasian, bahan teknik yang tersedia
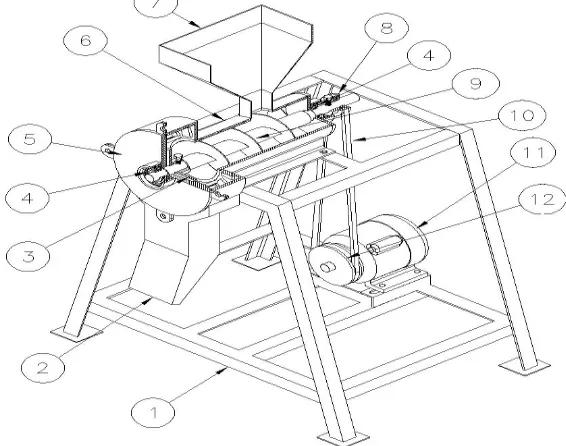
dan kekuatan bahan yang digunakan (dapat diperlihatkan pada gambar 2.2.)
Gambar 2.2 Bagian Utama Mesin
Keterangan : 1. Kerangka Mesin 2. Corong keluar
3. Pisau penumbuk berputar 4. Bantalan
5. Rumah Pisau penumbuk berputar 6. Rumah Screw Press
7. Corong Masuk 8. puli 2"
Bagian utama mesin adalah bagian yang sangat penting dalam mendukung fungsi
mesin. Hal ini dapat dirinci sebagai berikut :
1. Kerangka Mesin
Kerangka mesin terbuat dari besi siku, kerangka mesin berfungsi sebagai tempat
dudukan mesin dan bagian lain yang diatasnya. Jika kerangka sebuah mesin tidak
kuat kemungkinan besar akan mempengaruhi kinerja mesin, maka dalam
perancangan mesin tepung tapioka ini kerangka mesin yang dipakai terbuat dari
besi siku 30 x 30, dengan ketebalan 2 mm.
Kerangka Mesin
Gambar 2.3. Kerangka Mesin
2. Corong Masuk
Corong masuk digunakan sebagai tempat masukkan bahan baku. Berfungsi
sebagai pengarah bahan baku agar tepat jatuh pada rumah screw press diantar
menuju kepiringan penumbuk. Dalam memasukan singkong kedalam corong
masuk sebaiknya dilakukan secara bertahap untuk menghindari penumpukan
mesin. Corong masuk terbuat dari besi plat dengan ketebalan 2 mm yang terletak
pada bagian puncak mesin.
Corong Masuk
Gambar 2.4. Corong Masuk
3. Poros Dan Screw Press
Untuk menggerakkan dan mentransmisikan daya biasanya digunakan poros.
Didalam merencanakan poros ada beberapa kriteria yang harus dimiliki poros
diantaranya poros harus tahan terhadap puntiran, lenturan dan lendutan. Screw
Press digunakan untuk mengepress singkong kering dan mengantar menuju
piringan penumbuk agar lebih padat ketika didalam penggilingan menjadi tepung
tapioka.
Poros
4. Piringan Penumbuk
Didalam penggilingan tepung tapioka ini direncanakan menggunakan piringan
penumbuk. Didalam piringan penumbuk ini diletakkan pisau-pisau penumbuk.
Pada piringan penumbuk ini terdapat dua piringan penumbuk yaitu : Piringan
pertama adalah piringan penumbuk yang diam terletak pada tutup mesin terdiri
atas 4 buah pisau penumbuk. Pada piringan kedua terdiri atas 4 buah pisau
penumbuk berputar. Bagian ini yang berputar menumbuk bahan baku singkong.
Pisau berputar pada lintasannya masing-masing.
Pisau penumbuk berputar
Gambar 2.6. piringan penumbuk berputar dan piringan penumbuk diam
5. Saringan
Pada rumah piringan penumbuk dipasang saringan dengan ukuran 25 mm x 125
mm secara keseluruhan oleh saringan kasa. Saringan mempunyai tingkat
kerenggangan tertentu, semakin tipis jarak saringan kasa maka akan menentukan
kehalusan produk yang dihasilkan. Tujuan utama dari saringan ini adalah untuk
menyaring bahan baku singkong, apabila bahan baku yang ditumbuk sudah
namun apabila bahan baku dalam keadaan tidak halus akan terus tertumbuk oleh
pisau penumbuk putar.
Gambar 2.7. Saringan
6. Corong Keluar
Setelah tertumbuk halus maka butiran-butiran tepung tapioka tersebut akan keluar
melalui corong pengeluaran. Corong pengeluaran terbuat dari besi plat dengan
ketebalan 2 mm.
2.6. Dasar Perencanaan Elemen Mesin
2.6.1. Perencanaan Daya Motor
Untuk menghitung daya motor terlebih dahulu mendefinisikan daya yaitu :
Daya =
Poros merupakan salah satu bagian yang terpenting dari setiap mesin. Hampir
semua mesin meneruskan tenaga bersama-sama dengan putaran. Peranan utama dalam
transmisi dipegang oleh poros.
2.6.2.1. Macam -Macam Poros
Poros untuk meneruskan daya yang diklasifikasikan menurut pembebanannya
1. Poros Transmisi
Poros macam ini mendapat beban puntir murni atau lentur. Daya ditransmisikan
kepada poros ini melalui kopling roda gigi, puli sabuk atau sproket, rantai dan
lain-lain.
2. Poros Spindel
Poros transmisi yang relatif pendek, seperti poros utama mesin perkakas,
dimana beban utamanya berupa puntiran, disebut spindel. Syarat yang harus
dipenuhi poros ini adalah deformasinya harus kecil dan bentuk serta ukurannya
harus teliti.
3. Poros Gandar
Poros seperti yang dipasang diantara roda-roda kereta barang, dimana tidak
mendapat beban puntir, bahkan kadang-kadang tidak boleh berputar, disebut
gandar. Gandar ini hanya mendapat beban lentur, kecuali jika digerakkan oleh
penggerak mula dimana akan mengalami beban puntir juga.
2.6.2.2. Bahan Poros
Poros untuk umumnya biasanya dibuat dari baja batang yang ditarik dingin dan
difinis, baja karbon konstruksi (disebut bahan S-C) yang dihasilkan dari ingot yang di- “
kill ” ( baja yang dideoksidasikan dengan ferosilikon dan dicor ;kadar karbon terjamin)
(JIS G3123). Meskipun demikian bahan ini kelurusannya agak kurang tetap dan dapat
mengalami deformasi karena tegangan yang kurang seimbang misalnya bila diberi alur
permukaan poros menjadi keras dan kekuatannya bertambah besar. Untuk mengetahui
jenis baja karbon yang sering dipakai untuk poros (lihat tabel 2.4. dibawah ini).
Tabel 2.4. JIS G3123 Batang baja karbon difinis dingin ( sering dipakai Untuk poros )
Sumber: (sularso;Elemen Mesin; hal:330 )
2.6.2.3. Poros pada screw press
Didalam perancangan mesin tepung tapioka ini bahan poros yang dipakai adalah
dengan menggunakan bahan S50C, karena jenis ini digunakan untuk konstruksi umum,
dengan kekuatan tarik (B)62 Kg/ mm². Dapat diperlihatkan Pada tabel 2.5 menjelaskan
macam-macam jenis baja karbon cor.
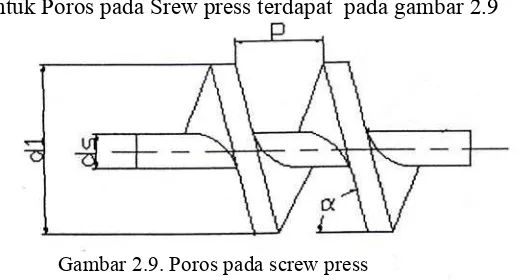
Untuk mengetahui bentuk Poros pada Srew press terdapat pada gambar 2.9
Dimana :
di = diameter screw
ds = diameter poros
p = jarak antara screw α = sudut kemiringan screw
Tabel 2.5. Baja karbon JIS G 4051
Sumber: (Sularso; elemen mesn;, hal: 330)
Poros berfungsi untuk memutar piringan penumbuk. Untuk itu poros harus
direncanakan mampu untuk menahan beban-beban yang dialami oleh poros tersebut.
Diameter poros harus juga diperhitungkan terhadap beban-beban yang akan dialami
poros. Maka perencanaan diameter poros dapat dihitung dengan menggunakan
persamaan-persamaan sebagai berikut :
3
Jika P adalah daya nominal output dari motor penggerak (kW), maka berbagai
faktor keamanan bisa diambil, sehingga koreksi pertama bisa diambil kecil. Jika faktor
koreksi adalah fc, maka daya perencana adalah :
P fc
Pd .
Dimana Pd = Daya perencana (kW)
Harga fc dapat dilihat tabel 2.6. dibawah ini
Tabel 2.6. Faktor koreksi daya yang akan ditransmisikan
sumber: S (Sularso;Elemen Mesin; Hal: 7)
Untuk menghitung Torsi T (kg.mm) dapat dihitung dari daya perencana (kW) adalah
sebagai berikut :
Daya yang Akan Ditransmisikan fc
Daya rata-rata yang diperlukan 1,2 - 2,0
Daya maksimum yang diperlukan 0,8 - 1,2
T= 9,74. 10 5
Tegangan geser yang diizinkan :
2
Sf = Faktor keamanan untuk baja karbon, yaitu 6,0
2
Sf = Faktor keamanan untuk baja karbon dengan alur pasak dengan harga 1,3-3,0
Dari persamaan diatas diperoleh rumus untuk menghitung diameter poros :
3
K Faktor koreksi untuk momen puntir : = 1,0 (jika beban halus)
= 1,0 - 1,5 (Jika terjadi sedikit kejutan atau tumbukan) = 1,5 - 3,0 (Jika beban dikenakan dengan kejutan)
b
C Faktor lenturan
2.6.2.4 Panjang Screw Press
Panjang screw press adalah sama dengan panjang lintasan. Bila diameter screw
press sudah direncanakan, maka jarak antara puncak screw press dapat dihitung dengan
sudut kemiringan screw press (α), dengan persamaan :
d
p0,8. ( Spivakopsky,1969)
Dan untuk tinggi sisir ulir
p
h12 3
Dimana : h = Tinggi sisir ulir [m]
p = Pitch [m]
2.6.3. Perencanaan Sabuk Dan Puli
Sabuk digunakan untuk mentransmisikan daya motor kebagian poros. Pemilihan
sabuk dan puli dilakukan agar tidak terjadinya kehilangan gaya-gaya yang
ditransmisikan. Untuk mengetahui diameter puli digunakan rumus:
p Untuk menghitung panjang keliling sabuk digunakan :
Jarak sumbu poros adalah :
keterangan : L = Panjang keliling sabuk (mm) C = Jarak sumbu poros (mm)
2.6.4. Perencanaan Bantalan
Bantalan adalah elemen mesin yang menumpu poros berbeban, sehingga putaran
atau gerakan bolak balik dapat berlangsung secara halus, aman, dan panjang umur.
Bantalan harus cukup kokoh untuk memungkinkan poros serta elemen mesin lainnya
bekerja dengan baik. Jika bantalan tidak berfungsi dengan baik maka prestasi seluruh
sistem akan menurun atau tidak dapat bekerja secara semestinya.
A. Klasifikasi Bantalan
Bantalan dapat diklasifikasikan sebagai berikut :
1. Atas dasar gerakan bantalan terhadap poros
a. Bantalan Luncur. Pada bantalan ini terjadi gesekan luncur antara poros
dan bantalan karena permukaan poros ditumpu oleh permukaan bantalan
dengan perantara pelapisan pelumas.
b. Bantalan Gelinding. Pada bantalan ini terjadi gesekan gelinding antara
bagian yang berputar dengan yang diam melalui elemen gelinding seperti
2. Atas dasar arah beban terhadap poros
a. Bantalan Radial. Arah beban yang ditumpu bantalan ini adalah tegak lurus
sumbu poros.
b. Bantalan Radial. Arah beban bantalan ini sejajar dengan sumbu poros.
c. Bantalan Gelinding Khusus. Bantalan ini dapat menumpu beban yang
arahnya sejajar dan tegak lurus sumbu poros.
Bantalan yang digunakan untuk mesin tepung beras ini adalah bantalan gelinding.
Bantalan gelinding mempunyai keuntungan dari segi gesekan gelinding yang sangat kecil
dibandingkan dengan bantalan luncur. Terdapat pada gambar 2.10.
Gambar 2.10. Jenis-jenis bantalan gelinding
3. Gambar sket dari bantalan
Bantalan berfungsi sebagai dudukan poros dan untuk mendukung poros akibat
gaya tegangan sabuk dan beban yang diberikan terhadap poros. Beban radial bantalan
dapat dihitung dengan menggunakan persamaan :
Maka beban nominal dinamis spesifik ( C ) dapat dihitung dengan rumus:
C =W
W = Ekivalen beban dinamik
K = 3, untuk bantalan peluru
10/3, untuk bantalan rol
2.6.5. Baut
Baut berfungsi sebagai pengikat untuk dudukan rumah screw press dan dudukan
pada motor penggerak tetapi selain itu berfungsi juga untuk pengikat poros terhadap puli.
Jika momen rencana dari poros adalah T (kg.mm) dan diameter poros adalah ds (mm),
)
Tegangan geser yang ditimbulkan adalah :
2
Tegangan geser izin didapat dengan :
2
Dimana : Sfk1 = Faktor keamanan (umumnya diambil 6)
Sfk2 = Faktor keamanan
= 1,0-1,5 (jika beban dikenakan perlahan-lahan)
= 1,5-3,0 (jika beban dikenakan tumbukan ringan)
= 2,0-5,0 (jika beban dikenakan secara tiba-tiba dengan
tumbukan berat)
Dari tegangan geser izin, panjang pasak yang diperlukan dapat diperoleh dengan :
2
Gaya keliling F (kg) yang sama seperti diatas dikenakan pada luas permukaan
samping pasak. Maka tekanan permukaannya adalah :
dari harga tekanan permukaan yang di izinkan, panjang pasak yang diperlukan
dapat dihitung dengan :
1
t d
F Pa
Dimana : Pa = Tekanan permukaan izin (kg/mm2)
Harga Pa dapat dilihat tabel 2.7. dibawah ini
Tabel 2.7. Tekanan permukaan yang diizinkan pada ulir
Bahan Tekanan permukaan yang diizinkan
Pa (kg/mm2)
Ulir luar Ulir dalam Untuk pengikat Untuk
penggerak
Baja liat Baja liat atau perunggu 3 1
Baja keras Baja liat atau perunggu 4 1,3
Baja keras Besi cor 1,5 0,5
BAB III
PERAWATAN ( MAINTENANCE )
3.1.Pengertian dan peranan perawatan
Pemeliharaan merupakan suatu fungsi dalam suatu perusahaan pabrik yang sama
pentingnya dengan fungsi-fungsi lain seperti produksi. Hal ini karena apabila seseorang
mempunyai paralatan atau fasilitas, maka biasanya dia akan selalu berusaha untuk tetap
mempergunakan peralatan atau fasilitas tersebut. Demikian pula halnya dengan
perusahaan pabrik, dimana pimpinan perusahaan pabrik tersebut akan selalu berusaha
agar fasilitas maupun peralatan produksinya dapat dipergunakan sehingga kegiatan
produksinya berjalan lancar.
Dalam usaha untuk dapat terus menggunakan fasilitas tersebut agar kontinuitas
produksi dapat terjamin, maka dibutuhkan kegiatan-kegiatan pemeliharaan dan perawatan
yang meliputi kegiatan pemeriksaan, pelumasan (lubrication), dan perbaikan atau
reparasi atas kerusakan-kerusakan yang ada, serta penyesuaian atau penggantian spare
part atau komponen yang terdapat pada fasilitas tersebut.
Seluruh kegiatan ini sebenarnya tugas bagian pemeliharaan. Peranan bagian ini
tidak hanya untuk menjaga agar pabrik dapat tetap bekerja dan produk dapat diprodusir
dan diserahkan kepada pelanggan tepat pada waktunya, akan tetapi untuk menjaga agar
pabrik dapat bekerja secara efisien dengan menekan atau mengurangi kemacetan
produksi sekecil mungkin. Jadi, bagian perawatan mempunyai peranan yang sangat
menentukan dalam kegiatan produksi suatu perusahaan pabrik yang menyangkut
kelancaran atau kemacetan produksi, kelambatan, dan volume produksi serta efisiensi
Dalam masalah pemeliharaan ini perlu diperhatikan bahwa sering terlihat daalm
suatu perusahaan bahwa kurang diperhatikannya bidang pemeliharan atau maintenance
ini, sehingga terjadilah kegiatan pemeliharaan yang tidak teratur. Peranan yang penting
dari kegiatan baru diperhatikan setelah mesin-mesin tersebut rusak dan tidak dapat
berjalan sama sekali. Hendaknya kegiatan harus dapat menjamin bahwa selama proses
produksi berlangsung, tidak akan terjadi kemaceta-kemacetan yang disebabkan oleh
mesin maupun fasilitas produksi.
Maintenance dapat diartikan sebagai kegiatan untuk memelihara atau menjaga
fasilitas maupun peralatan pabrik dan mengadakan perbaikan atau penyesuaian maupun
penggantian yang diperlukan agar diperoleh suatu keadaan operasi produksi yang
memuaskan sesuai apa yang telah direncanakan. Jadi, dengan adanya kegiatan
maintenance ini, maka fasilitas maupun peralatan pabrik dapat digunakan untuk produksi
sesuai dengan rencana dan tidak mengalami kerusakan selama fasilitas atau peralatan
tersebut dipergunakan untuk proses produksi atau sebelum jangka waktu tertentu yang
direncanakan tercapai sehingga dapatlah diharapkan proses produksi berjalan lancar dan
terjamin karena kemungkinan-kemungkinan kemacetan yang disebabkan tidak
berjalannya fasilitas atau perlatan produksi telah dihilangkan atau dikurangi. Tujuan
utama fungsi pemeliharaan adalah sebagai berikut:
a. Kemampuan produksi dapat memenuhi kebutuhan sesuai dengan rencana
produksi.
b. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang dibutuhkan
c. Untuk membantu mengurangi pemakaian dan penyimpangan yang diluar batas
dan menjaga modal yang diinvestaikan dalam perusahaan selama waktu yang
ditentukan sesuai dengan kebijaksanaan perusahaan mengenai investasi tersebut.
d. Untuk mencapai tingkat biaya pemeliharaan serendah mungkin, dengan
melaksanakan kegiatan maintenance secara efektif dan efisien keseluruhannya.
e. Menghindari kegiatan maintenance yang dapat membahayakan keselamatan para
pekerja.
f. Mengadakan suatu kerjasama yang erat dengan fungsi-fungsi utama lainnya dari
suatu perusahaan dalam rangka untuk mencapai tujuan utama perusahaan. Yaitu
tingkat keuntungan atau return of investment yang sebaik mungkin dan total biaya
yang rendah.
3.1.1. Jenis-jenis Pemeliharaan (Maintenance)
Kegiatan pemeliharaan yang dilakukan pada suatu pabrik dapat dibedakan atas
dua jenis, yaitu preventive maintenance danbreakdownmaintenance.
3.1.1.1 Preventive Maintenance
Pengertian preventive maintenance adalah kegiatan pemeliharaan dan perawatan
yang dilakukan untuk mencegah timbulnya kerusakan-kerusakan yang tidak terduga dan
menemukan kondisi atau keadaan yang dapat menyebabkan fasilitas produksi mengalami
kerusakan pada waktu digunakan dalam proses produksi.
Dengan demikian, semua fasilitas produksi yang mendapatkan preventive
keadaan siap dipergunakan untuk setiap operasi atau proses produksi pada setiap saat
sehingga dapatlah dimungkinkan bahwa pembuatan suatu rencana dan schedule
pemeliharaan dan perawatan yang sangat cermat dan rencana produksi yang lebih cepat.
Preventive maintenance ini sangat penting karena kegunaannya yang sngat efektif di
dalam menghadapi fasilitas-fasilitas produksi yang termasuk pada golongan critical unit,
dimana sebuah fasilitas atau peralatan produksi akan termasuk pada golongan ini apabila:
a. Kerusakan fasilitas atau peralatan tersebut akan membahayakan kesehatan atau keselamatan para pekerja.
b. Kerusakan fasilitas ini akan mepengaruhi kulitas produk yang dihasilkan.
c. Kerusakan fasilitas ini akan menyebabkan kemacetan suatu proses produksi.
d. Modal yang ditanamkan dalam fasilitas tersebut atau harga fasilitas tersebut cukup
besar atau mahal.
Bilamana preventive maintenance dilaksanakan pada fasilitas-fasilitas atau
peralatan yang termasuk dalam critical unit, maka tugas-tugas maintenance dapatlah
dilakukan dengan suatu perencanaan yang intensif untuk unit yang bersangkutan
sehingga rencana produksi dapat dicapai dengan jumlah hasil produksi yang lebih besar
dalam waktu yang relatif singkat.
Dalam praktiknya, preventive maintenance yang dilakukan oleh suatu perusahan
pabrik dapat dibedakan atas:
Routine Maintenance
Routine maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara rutin, misalnya setiap hari. Sebagai contoh dari kegiatan ini adalah
pembersihan fasilitas maupun peralatan, pelumasan, serta pemeriksaan bahan bakarnya
dan mungkin termasik pemanasan (warming-up) mesin-mesin selama beberapa menit
sebelum dipakai beroperasi sepanjang hari.
Periodic maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara periodik atau dalam jangka waktu tertentu, misalnya setiap satu minggu
sekali, lalu meningkat setiap bulan sekali, dan akhirnya setiap setahun sekali. Periodic
maintenance dapat pula dilakukan dengan memakai lamanya jam kerja mesin atau
fasilitas produksi tersebut sebagai jadual kegiatan, misalnya setiap seratus jam kerja
mesin sekali atau seterusnya. Jadi, sifat kegiatan maintenance ini tetap secara periodik
atau berkala. Kegiatan ini jauh lebih berat daripada routine maintenance. Sebagai contoh
untuk kegiatan periodic maintenance adalah pembongkaran karburator atau
pembongkaran alat-alat dibagian sistem aliran bensin, penyetelan katup-katup pemasukan
dan pembuangan silinder mesin, dan pembongkaran mesin ataupun fasilitas tersebut
3.1.1.2 Breakdown Maintenance
Breakdown atau corrective maintenance adalah kegiatan pemeliharaan dan
perawatan yang dilakukan setelah terjadinya suatu kerusakan atau kelainan pada fasilitas
maupun peralatan sehingga tidak dapat berfungsi dengan baik dan benar. Kegiatan
breakdown maintenance yang dilakukan sering disebut dengan kegiatan perbaikan atau
reparasi.
Perbaikan yang dilakukan karena adanya kerusakan yang dapat terjadi akibat
tidak dilakukannnya preventive maintenance ataupun telah dilakukan tetapi sampai pada
waktu tertentu fasilitas atau peralatan tersebut tetap rusak. Jadi, dalam hal ini, kegiatan
maintenance sifatnya hanya menunggu sampai kerusakan terjadi dahulu, baru kemudian
diperbaiki. Maksud dari tindakan perbaikan ini adalah agar fasilitas atau peralatan
tersebut dapat dipergunakan kembali dalam proses produksi sehingga proses produksinya
dapat berjalan lancar kembali.
Dengan demikian, apabila perusahaan hanya mengambil kebijaksanaan untuk
melakukan breakdown maintenance saja, maka terdapatlah faktor ketidakpastian
(uncertainity) dalam kelancaran proses produksinya akibat ketidakpastian akan
kelancaran bekerjanya fasilitas atau peralatan produksi yang ada. Oleh karena itu,
kebijaksanaan untuk melaksanakan breakdown maintenance saja tanpa preventif
maintenance akan menimbulkan akibat-akibat yang dapat menghambat ataupun
memacetkan kegiatan produksi apabila terjadi suatu kerusakan yang tiba-tiba pada
fasilitas produksi yang digunakan.
Kelihatannya bahwa breakdown maintenance adalah lebih murah biayanya
belum terjadi pada fasilitas atau peralatan sewaktu proses produksi berlangsung. Namun,
bilamana kerusakan terjadi pada peralatan selama proses produksi berlangsung, maka
akibat dari kebijaksanaan dengan menerapkan breakdown maintenance saja akan jauh
lebih parah kerugiannya daripada preventive maintenance. Disamping itu akan akan
didapat suatu kenaikan yang melonjak terhadap biaya-biaya perawatan dan pemeliharaan
pada saat terjadinya kerusakan tersebut. Oleh karena breakdown maintenance mahal,
maka sedapat mungkin harus dicegah dengan mengintensifkan preventive maintenance.
Selain itu, perlu dipertimbangkan bahwa dalam jangka panjang untuk mesin-mesin yang
mahal dan termasuk pada critical unit dari proses produksi, bahwa preventive
maintenance akan lebih menguntungkan daripada hanya menerapkan kebijakan
breakdown maintenance saja.
3.1.2 Fungsi dasar kerja Perawatan
Untuk bisa dicapai “Siap Operasi” dari mesin-mesin, maka fungsi perawatan
hendaknya mencakup pekerjaan-pekerjaan
a. Check up
b. Perawatan pencegahan
c. Reparasi
d. Overhoul
e. Konstruksi
f. Pengamanan.
Dalam keadaan kerja semua normal, maka aktivitas dari perawatan mesin dibagi
atas satu dari enam kelompok kerja. Dan fungsi yang ketujuh ialah mengadministrasikan
a. Kontrol maintenance ( Chek up )
Peranan utama dari kontrol perawatan atau check-up termasuk
1. Kontrol berkala dari peralatan agar mesin tetap berdaya guna
2. Menciptakan mesin selalu siap operasi
3. Penjagaan bagian-bagian mesin yang kiranya perlu diganti atau overhoul
4. Kontrol dari bagian-bagian mesin hasil perawatan dari penjual (jasa perawatan)
5. Kontrol mutu dari hasil kerja kelompok perawatan.
Fungsi pengontrolan dalam hal ini tidak berbeda dari upaya untuk aktifitas
produksi. Dari kontrol ini pula diharapkan adanya suatu masukan pada manajemen yang
lebih tinggi tentang kapan kiranya masing-masing dari bagian mesin harus diganti.
Dengan demikian jadwal, serta pembiayaan bisa dirancang untuk itu.
b. Perawatan pencegahan
Sepatutnya didefenisikan bahwa pekerjaan maintenance meliputi pencegahan,
pengaturan, penggantian rutin, pelumasan, pembetulan mana-mana dari bagian-bagian
mesin sehingga siap untuk dioperasikan. Pekerjaan perawatan semacam ini adalah bisa
memperkirakan perencanaan dan jadwal waktu, serta dapat dipakai sebagai standart
waktu untuk memperkirakan biaya perwaktunya.
Dengan perawatan pencegahan maka diharapkan tidak terjadinya kefatalan atau
kerewelan. Memang diakui, bahwa perawatan pencegahan berarti meningkatkan profit.
Waktu yang hilang, lamanya waktu yang dipakai untuk hal-hal yang produktif menjadi
sedikit, dan ini merupakan faktor utama yang bisa meningkatkan keuntungan secara total
hanya ongkos yang diperhitungkan terhadap hilangnya produksi, akan tetapi ongkos total
menjadi lebih besar dari pada nilai bagian mesin yang patah tadi karenanya maka jadwal
produksi menjadi lebih penting, macetnya perputaran modal dan lain-lain.
c. Reparasi
Repair korektif adalah untuk memperingan kondisi yang tidak diinginkan yang
diperoleh selama kontrol perawatan pencegahan agar mesin siap operasi.
Repair yang dimaksudkan adalah dari sekedar pekerjaan yang “tidak terjadwal”
karena seringkali terjadi trouble yang justru karena hal-hal yang kecil sebagai contoh
karena endapan air di dalam tangki bensin. Bisa juga hal itu terjadi karena pergerakan
pada elektroda besi dan lain-lain.
d. Overhaul
Overhaul atau turun mesin atau disebut pula perawatan total atau perawatan besar
adalah menyangkut : perencanaan waktu, jadwal pekerjaan dari penggantian atau
pembauran atau rekondisi dari tiap-tiap bagian dari mesin. Pekerjaan ini akan selamanya
terdiri dari satu atau lebih bagian-bagian atau titik patah, pengujan, penggantian,
pembauran, pemasangan kembali serta pengetesan hasilnya.
Disamping relatif tetap untuk mesin-mesin dan mesin-mesin transportnya, untuk
itu juga bisa dipakai fasilitas serta alat yang tetap lokasinya seperti instalsi pemanas atau
ventilasi. Ini benar-benar berbeda dengan perawatan pencegahan, dimana keutamaan dari
benar-benar semuanya serba baru atau siap untuk operasi kondisi seperti halnya pada saat awal
mesin itu dioperasikan.
Semua perencanaan turun mesin harus bisa dihitung berapa total habisnya
material dan onderdil-onderdil secara lengkap.
e. Konstruksi
Pada beberapa pabrik, strategi dasar dari perawatan juga dimungkinkan pula
dengan pekerjaan-pekerjaan membangun atau mengkonstruksikan seperti misalnya
mengkonstruksi bagian-bagian dari engine yang terbuat dari kayu, baja, plastik, concrete,
benda tuang, instalasi listrik, instalasi kontroler elektronik dan lain-lain.
Dalam beberapa keadaan pekerjaan-pekerjaan terakhir ini bisa dilimpahkan
kepada pemborong terpercaya.
Betapapun juga di dalam menganalisa perancangan organisasi perawatan perlu
memperhatikan banyak sekali kendala secara aktual. Terdapat dua tipe dasar untuk
operasi perawatan menetap dan perawatan sambil berjalan. Perawatan menetap termasuk
mengkonstruksi, pelurusan, pemasangan instalasi listri/hidrolik, perawatan dan repair
untuk mendapatkan kondisi yang lebih baik sedangkan yang termasuk perawatan jalan
yaitu perawatan dimana pada bagian perawatan yang besar dikarenakan dalam keadaan
jalan urutan kerjanya. Inspeksi, repair dan bahkan overhaul terkadang justru terjadi
3.1.3. Pelumas dan Pelumasan
a. Pelumas
Untuk mengenal pilosopi pelumas dan pelumasan itu sendiri dalam lingkup yang
lebih luas dan lebih mendalam. Pada umumnya dikenal pelumas itu oleh sebagian besar
dari pada teknisi dalam bentuk dan ujudnya. Ada pelumas yang berujud cairan seperti
halnya oli mesin, oli hidrolik, dan oli transmisi. Akan tetapi ada pula yang berfungsi
melumasi bearing-bearing roller atau bearing bola yaitu yang dibedakan dengan nama
grease dan dengan tingkat visconsity intermediate ada yang disebut gemuk dan fet.
Pilosopi pemilihan serta pelakuan pelumasan didalam kaitannya dengan operasi
mesin tentunya sekedar asal melimasi saja, akan tetapi mempunyai makna dan tujuannya
yang banyak dan komplek serta itu semua disesuaikan dengan obyek yang dilumasi.
Bagaimana lingkungannya, bagaiman tinggi-rendahnya temperature operasinya,
sifat-sifat bahan pelumas terhadap obyek, kecepatan putar ataupun kecepatan linier dari obyek
yang dilumasi, bahan mesin, beban pada mesin, serta peran apa saja yang diinginkan dari
maksud pemberian pelumas tersebut. Beberapa maksud dari pada pelumasan mesin
sekaligus mencakup tujuan-tujuan diataranya :
1. Menahan beban mesin
Jadi disini untuk mengantisipasi gerusan bearing karena kontaknya poros dengan
bearing.
2. Mengendalikan terjadinya getaran
Jadi disini mempunyai aspek yaitu menjaga kelemahan bahan karena beban-beban
extra yaitu dari getaran-getaran mesin.
3. Mencegah terjadinya korosi
4. Meredusir terjadinya noise.
5. Mempertahankan koefisien gesek.
6. Mengendalikan terjadinya panas.
7. Mengendalikan terhadap keausan bagian-bagian karena proses abrasi.
b. Sistem Pelumasan
Apa yang bisa nampak dipermukaan perihal sistem pelumasan ini mulai dari cara
melumas dan power penggerak sistem pelumasannya sendiri. Ditinjau dari cara
melumasnya dibedakan dalam aliran media pelumasannya, yaitu :
1. Splash
2. Tetesan
3. Fed
4. Rendam
Dan bila ditinjau dari power penggerak dari sistem pelumasan itu sendiri,
dibedakan :
1. Pelumasan parsial ( bagian-bagian )
2. Pelumasan integral ( sistem sentral )
Untuk sistem yang kecil, pelumasan parsial masih lebih ekonomis, akan tetapi
untuk sistem yang lebih besar dan lebih luas seperti pabrik, kapal dan sistem besar
lainnya lebih ekonomis dengan sistem pelumasan secara sentral. Pelumasan secara sentral
itu ditinjau dari segi ekonomisnya sangat menguntungkan karena dua alasan, yaitu :
1. Bisa diperkecil ongkos perawatan, khususnya berkaitan dengan tenaga
2. Kemampuan dukung oli bisa dipertahankan yang berati umur pakai bearing dan
poros serta roda gigi bisa dipertahankan
3.2 Organisasi Bagian Pemeliharaan
Pemeliharaan merupakan fungsi yang sangat penting dalam suatu perusahaan
untuk menjamin kelancaran proses produksinya. Oleh karena itu, adanya bagian
maintenance dalam suatu perusahaan merupakan sesuatu yang diharapkan. Perlu adanya
bagian pemeliharaan ini disebabkan juga oleh kegiatan pemeliharaan yang sangat rumit
yang menyangkut seluruh peralatan.
Bagian pemeliharaan tidak dapat terlepas sama sekali dari bagian produksi karena
kegagalan kegiatan pemeliharaan sangat mengganggu kelancaran proses produksi.
Sebagai contoh, apabila kegiatan maintenance tidak berjalan dengan baik dan efektif,
misalnya karena mesin-mesin yang rusak tetapi terlambat atau tidak diperbaiki, maka
keadaan ini akan mengakibatkan proses produksi akan terhenti atau macet dimana
kelancaran proses produksi akan terganggu. Dengan adanya suatu pekerjaan
pemeliharaan yang baik dan efektif, maka akan dapat dicegah timbulnya kerusakan
(breakdown) sebelum waktunya kerusakan tersebut seharusnya terjadi. Oleh karena itu,
pada umumnya bagian pemeliharaan di dalam suatu pabrik merupakan bagian yang
membantu dan memberi laporan kepada kepala perusahaan atau bagian produksi
mengenai keadaan peralatan produksi. Peranan bagian pemeliharaan dalam suatu
perusahaan akan bertambah penting apabila perusahaan tersebut menggunakan
mesin-mesin yang serba otomatis dalam proses produksinya.
Besar-kecilnya bagian pemeliharaan ini tergantung pada besarnya perusahaan
mempunyai jumlah tenaga kerja yang besar di bagian pemeliharaan dan mempunyai
struktur organisasi yang lebih kompleks dibandingkan dengan perusahaan kecil.
Jenis-jenis pekerjaan pemeliharaan yang umumnya dilakukan oleh bagian maintenance adalah
sebagai berikut:
a. Pemeliharaan bangunan
b. Pemeliharaan peralatan
c. Pemeliharaan peralatan elektris
d. Pemeliharaan tenaga pembangkit (power plant)
e. Pemeliharaan peralatan penerangan dan ventilasi
f. Pemeliharaan peralatan material handling dan transportasi
g. Pemeliharaan halaman dan taman
h. Pemeliharaan peralatan service
i. Pemeliharaan peralatan gudang, dsb.
3.3. Kegiatan Pemeliharaan
Kegiatan atau tugas pemeliharaan dapat digolongkan salah satu dari kelima tugas
pokok berikut:
a. Kegiatan Inspeksi (Inspection)
Kegiatan inspeksi meliputi kegiatan pengecekan atau pemeriksaan secara berkala
(routine schedule check) bangunan dan peralatan sesuai dengan rencana serta
kegiatan pengecekan atau pemeriksaan terhadap peralatan yang mengalami
kerusakan dan membuat laporan-laporan dari hasil pengecekan atau pemeriksaan
b. Kegiatan Teknik (Engineering)
Kegiatan teknik meliputi kegiatan percobaan terhadap peralatan yang baru dibeli
dan kegiatan-kegiatan pengembangan peralatan atau komponen peralatan yang
perlu diganti, serta melakukan penelitian-penelitian terhadap kemungkinan
pengembangan tersebut.
c. Kegiatan Produksi (Production)
Kegiatan produksi merupakan kegiatan pemeliharaan yang sebenarnya, yaitu
memperbaiki dan mereparasi mesin-mesin dan peralatan. Secara fisik,
melaksanakan pekerjaan yang disarankan atau diusulkan dalam kegiatan inspeksi
dan teknik,melaksanakan kegiatan service dan lubrikasi. Kegiatan produksi ini
dimaksudkan agar kegiatan pengolahan dapat berjalan lancar sesuai dengan
rencana. Untuk itu diperlukan usaha-usaha perbaikan segera jika terdapat
kerusakan pada peralatan.
d. Kegiatan Administrasi (Administration)
Kegiatan administrasi ini merupakan kegiatan yang berhubungan dengan
pencatatan-pencatatan mengenai biaya-biaya yang berhubungan dengan kegiatan
pemeliharaan, komponen (spare parts) yang dibutuhkan, progress report tentang
apa yang telah dikerjakan, waktu dilaksanakannnya inspeksi dan perbaikan,
lamanya perbaikan tersebut, serta informasi komponen suku cadang yang tersedia
dibagian pemeliharaan. Jadi, dalam kegiatan ini termasuk penyusunan planning
dan schedulling, yaitu rencana kapan suatu mesin harus diperiksa, di-service, dan
e. Pemeliharaan Bangunan (Housekeeping)
Kegiatan pemeliharaan bengunan merupakan kegiatan untuk menjaga agar
bangunan gedung tetap terpelihara dan terjamin kebersihannya. Jadi, kegiatan ini
merupakan kegiatan pemeliharaan yang tidak termasuk dalam kegiatan teknik dan
produksi dari bagian maintenance.
3.4 Metode Analisis Permasalahan Maintenance
Dalam masalah industri proses sering dijumpai persoalan keadaan yang tidak pasti
(uncertainity). Pasti persoalan ini harus dipecahkan untuk menentukan keputusan apa
yang akan diambil dan dijalankan. Salah satu metode untuk memecahkan masalah ini
adalah metode coba-coba dan jika salah diganti (trial and error). Metode ini tentunya
mempunyai banyak resiko, yaitu jika perusahaan ternyata mengambil keputusan yang
salah, maka perusahaan akan memperoleh kerugian besar dan jika sering terjadi
kesalahan, maka makin besar pula kerugiannya. Misalnya jika perusahaan salah
menentukan barang yang akan dihasilkan, dimana barang yang dihasilkan ternyata tidak
laku dipasaran, akibatnya perusahaan akan menderita kerugian.
Oleh karena itu, maka dibutuhkan cara yang lebih baik, dimana beberapa
alternatif solusi diperbandingkan untuk beberapa kriteria yang ada dan solusi yang
terbaiklah yang dipilih. Untuk memperoleh cara yang lebih baik, maka sering digunakan
perhitungan-perhitungan untuk perbandingan yang bersifat matematis, statistik atau
probabilitas, dan linear programming. Dalam hal ini Monte Carlo menggunakan cara
sering disebut dengan ”Monte Carlo Analysis” yang sering digunakan dalam
permasalahan maintenance. [1]
Teknik Monte Carlo menggunakan sistem random number dan poisson
distribution. Misalnya suatu perusahaan memiliki 12 unit mesin, maka cumulative
probability bahwa rata-rata mesin rusak 5 dalam satu hari tabel cumulative
probability-nya adalah sebagai berikut:
Tabel 3.1 Tabel Cummulative Probability
Jlh Mesin
Rusak (b)
0 1 2 3 4 5 6 7 8 9 10 11 12
P (b,5) 0,01 0.03 0.08 0.14 0.18 0.18 0.14 0.11 0.16 0.04 0.02 0.01 0
∑ P (b,5) 0.01 0.04 0.12 0.26 0.44 0.62 0.76 0.87 0.93 0.97 0.99 1.00 1
Dengan mengetahui besarnya probabilitas mesin yang rusak dalam perusahaan, maka
dapatlah ditentukan banyaknya tenaga maintenance, alat-alat pemeliharaan, dan
persediaan spare parts, serta ruangan bengkel yang perlu disediakan untuk menjamin
BAB IV
PEMELIHARAAN ( MAINTENANCE ) DAN PENGUJIAN PADA MESIN
PEMBUAT TEPUNG TAPIOKA
4.1 Pemeliharaan Mesin Pembuat Tepung Tapioka
4.1.2 Pemeliharaan produksi
Kegiatan produksi merupakan kegiatan pemeliharaan yang sebenarnya, yaitu
memperbaiki dan mereparasi mesin-mesin dan peralatan. Secara fisik, melaksanakan
pekerjaan yang disarankan atau diusulkan dalam kegiatan inspeksi dan
teknik,melaksanakan kegiatan service dan lubrikasi. Kegiatan produksi ini dimaksudkan
agar kegiatan pengolahan dapat berjalan lancar sesuai dengan rencana. Untuk itu
diperlukan usaha-usaha perbaikan segera jika terdapat kerusakan pada peralatan.
Adapun pemeliharaan peralatan dari mesin pembuat tepung tapioka meliputi
beberapa hal :
1. kerangka mesin
2. pisau penumbuk berputar
3. pisau ( piringan ) penumbuk diam
4. screw press
5. corong masuk
6. corong keluar
7. motor penggerak
8. puli ( belt ), dan
9. saringan.
1. kerangka mesin
Kerangka mesin ini terbuat dari besi siku. kerangka mesin yang berfungsi sebagai
dudukan mesin dan bagian lain yang diatasnya. jika kerangka sebuah mesin ini tidak kuat
kemungkinan besar akan mempengaruhi kinerja mesin. Oleh sebab itu,
kerangka mesin ini harus benar-benar teliti dalam perencanaanya.
Dalam pemeliharaannya sangat lah sederhana, kerangka harus di cat agar
terhindar dari korosi serta di jaga kebersihannya dari minyak ataupun sisa dari
Gambar 2.12 kerangka mesin
2. Pisau ( piringan ) penumbuk berputar
Didalam penggilingan tepung tapioka ini direncanakan menggunakan piringan
penumbuk berputar. Piringan penumbuk berputar ini diletakkan pisau-pisau penumbuk.
Pisau penumbuk berputar ini mempunyai 4 buah pisau.
Dalam pemeliharaannya termasuk dalam kategori pemeliharaan preventive
maintenance yang dilakukan pemeliharaan sebelum terjadi kerusakan. Untuk mencegah
timbulnya kerusakan-kerusakan yang tidak terduga dan menemukan kondisi atau keadaan
yang dapat menyebabkan fasilitas produksi mengalami kerusakan, harus selalu di jaga
ketajamannya pisau ( piringan ) penumbuk berputar. Dengan cara pengecekan dalam
jangka waktu yang ditentukan di karenakan pisau ini merupakan salah satu bagian
Gambar 2.13 pisau penumbuk berputar
3. Pisau ( piringan ) penumbuk diam
Pisau ini sama fungsi nya dengan pisau penumbuk berputar . Bedanya pisau
penumbuk diam ini tidak bergerak hanya membantu pisau yang berputar dalam
menghancurkan butiran-butiran tepung yang kasar.
Breakdown atau corrective maintenance yang harus dilakukan pada pisau (
piringan ) penumbuk diam. Karena Pemeliharaan dari pisau penumbuk yang diam ini
sangat sulit dan merugikan. Bukan hanya di bersihkan tapi apabila pisau tersebut patah
ataupun berkurang ketajamannya, pisau ini tidak dapat dipergunakan lagi. Sedangkan
kegiatan yang dilakukan Breakdown atau corrective maintenance adalah kegiatan
pemeliharaan dan perawatan yang dilakukan setelah terjadinya suatu kerusakan atau
kelainan pada fasilitas maupun peralatan sehingga tidak dapat berfungsi dengan baik dan
benar. breakdown maintenance yang dilakukan sering disebut dengan kegiatan perbaikan
Gambar 2.14 pisau ( piringan ) penumbuk diam
4. Screw press
Screw press di gunakan untuk mengepres singkong kering dan mengantar menuju
piringan penumbuk agar lebih padat ketika dalam penggilingan. Screw press ini
mempunyai poros yang berfungsi untuk memutar piringan penumbuk berputar. Di dalam
perancangan mesin tepung tapioka ini jenis poros nya yang sering dipergunakan dalam
kontruksi umum yang direncanakan mampu menahan beban-beban yang di alami oleh
poros tersebut.
Pemeliharaan dalam screw press ini termasuk dalam kategori “ periodic
maintenance “ yang kegiatan pemeliharaannya dilakukan secara priodik atau dalam
jangka waktu tertentu, misalnya setiap satu minggu sekali ataupun setiap bulan sekali
dikarenakan screw press ini harus kita cermati keretakan ataupun ketajaman serta poros
Screw press screw press dan piringan penumbuk berputar
Gambar 2.15 screw press
5. Corong Masuk
Corong masuk digunakan sebagai tempat masuknya bahan baku. Berfungsi
sebagai pengarah bahan baku agar tepat jatuh pada rumah screw press diantar menuju
kepiringan penumbuk. Dalam memasukan gaplek kedalam corong masuk sebaiknya
dilakukan secara bertahap untuk menghindari penumpukan bahan baku singkong.
Pemeliharaan ini tidak bisa dikategorikan dalam jenis –jenis pemeliharaan,
karena corong masuk ini hanya tempat wadah masuknya bahan baku. Yang hanya
pemeliharaanya cukup di bersihkan saja dari sisa – sisa singkong kering.
6. corong keluar
Tempat keluar nya butiran – butiran tepung tapioka yang telah tertumbuk halus.
Gambar 2.16 Corong keluar
7. Motor penggerak
Motor merupakan pusat dari gerakan dalam keseluruhan sistem, maka dari pada
itu harus diperhatikan dan diperhitungkan dengan teliti dan benar agar sistem yang di
rancang dapat menjalankan mesin tersebut.
Diketahui daya elektro motor = 373 Watt
Diketahui putaran elektro motor = 1400 rpm`
Routine maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara rutin, misalnya setiap hari. Sebagai contoh dari kegiatan ini adalah
pembersihan fasilitas maupun peralatan, pelumasan, serta pemeriksaan dan mungkin
termasik pemanasan (warming-up) mesin-mesin selama beberapa menit sebelum dipakai
Gambar 2.17 Motor penggerak
8. sabuk dan puli ( belt )
Sabuk digunakan untuk mentransmisikan daya motor kebagian poros. Pemilihan
sabuk dan puli dilakukan agar tidak terjadinya kehilangan gaya-gaya yang
ditransmisikan.
Pemeliharaan yang digunakan adalah breakdown maintenance karena bagian
yang memerlukan perawatan pada puli adalah memeriksa kekencangan baut pengikat
puli, mengecek secara visual kesejajaran antara puli. Periksa tegangan sabuk serta
kerusakan yang terjadi pada sabuk, apabila sabuk sudah rusak sebaiknya diganti dan
Gambar 2.18 Sabuk dan Puli
9. Saringan
. Tujuan utama dari saringan ini adalah untuk menyaring bahan baku gaplek, apabila
bahan baku yang ditumbuk sudah menjadi butiran-butiran tepung yang halus akan keluar
melalui saringan ini, namun apabila bahan baku dalam keadaan tidak halus akan terus
tertumbuk oleh pisau penumbuk putar.
Periodic maintenance akan diterapkan pada kegiatan ini. Karena setiap melakukan
pekerjaan membuat tepung tapioka, banyak kotoran yang nyangkut di celah – celah
saringan tersebut.
Adapun kegiatan pemeliharaan yang dilakukan pada Mesin pembuat tepung tapioka
ini dapat dilihat pada tabel 1.
Tabel 1. Penjadwalan Maintenance
KOMPONEN TINDAKAN PENJADWALAN
Mingguan Bulanan 6 Bulanan
Motor Periksa kebisingan
Periksa suhu
Periksa baut pengikat
poros Periksa kebisingan
Periksa oli / gemuk
Screw press Periksa ketegangan
bantalan Periksa keausan
Periksa sekrup setting dan kunci
Belt Periksa daya tarik
Periksa ketegangan
Periksa benturan
Periksa keausan
Periksa kelurusan
puli Periksa kebisingan
Berdasarkan tabel 1, kegiatan Maintenance juga dapat berubah sewaktu-waktu. Dimana
apabila terjadi kerusakan atau kemacetan saat berlangsungnya produksi, maka perlu di
periksa apa yang perlu diambil langkah dalam mengatasinya.
Dari kegiatan pada Maintenance tersebut, maka dapat mengantisipasi bagaimana
caranya agar mesin tersebut tetap awet dan dapat bekerja dengan sempurna. Oleh karena
itu dapat dilakukan perawatan pada mesin tersebut, yaitu :
Untuk pengecekan bulanan.
4.2 Tempat Dan Waktu Pengujian
Pengujian dilakukan ditempat pembuatan alat yaitu dibengkel las Jl. Mangaan 8
Link. 17 mabar-Medan.
4.3 Pengujian Alat
Dalam uji fungsi, bagian utama yang akan diuji yaitu sistem transmisi yang telah
dibuat. Cara pengujian adalah :
1. Memastikan baut pengikat puli dalam sistem transmisi terpasang dengan baik.
2. Memastikan puli dan sabuk terpasang dengan baik untuk menghindari slip.
3. Menghidupkan motor listrik .
4. Mengamati kerja listrik, poros, puli, bantalan, sabuk V, dan melihat apakah semua
komponen tersebut bekerja dengan baik.
6. Menghitung kapasitas singkong yang dihasilkan mesin permenit, perjam dan
seterusnya.
7. Bila semua komponen bekerja dengan baik dan sistem transmisi bisa bekerja
sehingga dapat mereduksi kecepatan dengan baik.
4.4 Uji Spesifikasi
Uji spesifikasi dilakukan untuk mengetahui dimensi alat, komponen yang dipakai,
bahan yang dipakai, kekuatan bahan dan hasil yang dicapai oleh sistem pembuatan
tepung tapioka tersebut. Cara pengujian, yaitu :
1. Mengukur dan mencatat seluruh bagian alat dan dicocokkan dengan gambar
kerjanya.
2. Mencatat semua komponen yang dipakai, baik yang dibuat sendiri maupun
komponen jadi yang dibeli beserta bahan komponen tersebut.
3. Mencatat proses perancangan, proses pembuatan dan proses perakitan komponen
menjadi mesin pembuat tepung tapioka.
4. Membuat kesimpulan pengujian spesifikasi sebagai bahan informasi bagi pihak
yang membutuhkan.
4.5. Analisa Daya Untuk Pengolahan Gaplek Menjadi Tepung Tapioka
Dari data-data pengukuran (ditimbang & dihitung), 1 kg gaplek = 1000 gram. Dari data percobaan 1 jam = menghasilkan tepung 7 kg
Dari data elektro motor = daya 373 Watt
Maka volume gaplek adalah
Vubi = .d .tDari hasil pengujian penggilingan 1 kg gaplek menjadi tepung dibutuhkan waktu selama 9 menit.
Maka dalam 1 detik:
=
Diketahui putaran mesin sebagai berikut :
N = 1400rpm
Untuk putaran mesin dalam 1 detik adalah :
= 1400rpm . second 60
1
= 23,33 rps
Untuk perhitungan daya mesin, maka diperoleh data sebagai berikut :
P = daya x effisiensi mesin
P = 373 Watt x 95
= 354Watt
Maka daya yang dipakai dalam menghancurkan gaplek menjadi tepung adalah :
= 93
Watt 354