ABSTRACT
PREDISEGN OF DIAMMONIUM PHOSPHATE FROM AMMONIA AND PHOSPHORIC ACID WITH CAPACITY 40.000 TONS/YEAR
(Design ofGranulator Tower(GT-201))
By
RICKY FAHLEVI SINULINGGA
The development of the fertilizer industry today is growing due to increasing fertilizers demand. One of which types of fertilizer is diammonium phosphate. Making DAP conducted by reacting ammonia with phosphoric acid at a temperature of 185oC and a pressure of 3 atm at the reactor pipe. Provision of utility requirements in the form of plant treatment systems and water supply, steam supply systems, cooling water and power systems as well as waste management system
Capaity of the plant is 40.000 tons/year with 330 working days in a year. The location of plant is planned in Gresik, East Java. Labor needed in this plant is 172 people with a business entity form Limited and Liability Company (PT) with line and staff organization structure.
From the economic analysis is obtained:
Fixed Capital Investment (FCI) = Rp 145.580.845.238 Working Capital Investment (WCI) = Rp 25.690.737.395 Total Capital Investment (TCI) = Rp 171.271.582.633 Break Even Point (BEP) = 52,897%
Shut Down Point (SDP) = 29,785% Pay Out Time before taxes (POT)b = 1,88 years
Pay Out Time after taxes (POT)a = 2,38 years
Return onInvestment before taxes (ROI)b = 42,436 %
Return onInvestment after taxes (ROI)a = 33,948%
Discounted cash flow (DCF) = 50,790%
ABSTRAK
PRARANCANGAN PABRIK DIAMONIUM FOSFAT DARI AMONIA DAN ASAM FOSFAT DENGAN KAPASITAS PRODUKSI
40.000 TON/TAHUN
(PerancanganGranulator Tower(GT-201))
Oleh
RICKY FAHLEVI SINULINGGA
Perkembangan industri pupuk saat ini sangatlah berkembang, dikarenakan kebuthan pupuk yang semakin meningkat. Salah satu jenus pupuk adalah diamonium posfat. Pembuatan DAP dilakukan dengan mereaksikan amonia dengan asam posfat pada suhu 185oC dan tekanan 3 atm pada reaktor pipa. Penyediaan kebutuhan utilitas pabrik berupa sistem pengolahan dan penyediaan air, sistem penyediaan steam,cooling water, dan sistem pembangkit tenaga listrik serta sistem pengelolaan limbah.
Kapasitas produksi pabrik DAP direncanakan 40.000 ton/tahun dengan 330 hari kerja dalam 1 tahun. Lokasi pabrik direncanakan didirikan di daerah Gresik, Jawa Timur. Tenaga kerja yang dibutuhkan sebanyak 172 orang dengan bentuk badan usaha Perseroan Terbatas (PT) dengan struktur organisasiline and staff.
Dari analisis ekonomi diperoleh:
Fixed Capital Investment (FCI) = Rp 145.580.845.238 Working Capital Investment (WCI) = Rp 25.690.737.395 Total Capital Investment (TCI) = Rp 171.271.582.633 Break Even Point (BEP) = 52,897%
Shut Down Point (SDP) = 29,785% Pay Out Time before taxes (POT)b = 1,88 tahun
Pay Out Time after taxes (POT)a = 2,38 tahun
Return onInvestment before taxes (ROI)b = 42,436 %
Return onInvestment after taxes (ROI)a = 33,948%
Discounted cash flow (DCF) = 50,790%
PRARANCANGAN PABRIK DIAMMONIUM FOSFAT
DARI AMONIA DAN ASAM FOSFAT DENGAN KAPASITAS
PRODUKSI 40.000 TON/TAHUN
(PerancanganGranulator Tower (GT-201))(Skripsi)
Oleh
RICKY FAHLEVI SINULINGGA
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
ABSTRACT
PREDISEGN OF DIAMMONIUM PHOSPHATE FROM AMMONIA AND PHOSPHORIC ACID WITH CAPACITY 40.000 TONS/YEAR
(Design ofGranulator Tower(GT-201))
By
RICKY FAHLEVI SINULINGGA
The development of the fertilizer industry today is growing due to increasing fertilizers demand. One of which types of fertilizer is diammonium phosphate. Making DAP conducted by reacting ammonia with phosphoric acid at a temperature of 185oC and a pressure of 3 atm at the reactor pipe. Provision of utility requirements in the form of plant treatment systems and water supply, steam supply systems, cooling water and power systems as well as waste management system
Capaity of the plant is 40.000 tons/year with 330 working days in a year. The location of plant is planned in Gresik, East Java. Labor needed in this plant is 172 people with a business entity form Limited and Liability Company (PT) with line and staff organization structure.
From the economic analysis is obtained:
Fixed Capital Investment (FCI) = Rp 145.580.845.238 Working Capital Investment (WCI) = Rp 25.690.737.395 Total Capital Investment (TCI) = Rp 171.271.582.633 Break Even Point (BEP) = 52,897%
Shut Down Point (SDP) = 29,785% Pay Out Time before taxes (POT)b = 1,88 years
Pay Out Time after taxes (POT)a = 2,38 years
Return onInvestment before taxes (ROI)b = 42,436 %
Return onInvestment after taxes (ROI)a = 33,948%
Discounted cash flow (DCF) = 50,790%
ABSTRAK
PRARANCANGAN PABRIK DIAMONIUM FOSFAT DARI AMONIA DAN ASAM FOSFAT DENGAN KAPASITAS PRODUKSI
40.000 TON/TAHUN
(PerancanganGranulator Tower(GT-201))
Oleh
RICKY FAHLEVI SINULINGGA
Perkembangan industri pupuk saat ini sangatlah berkembang, dikarenakan kebuthan pupuk yang semakin meningkat. Salah satu jenus pupuk adalah diamonium posfat. Pembuatan DAP dilakukan dengan mereaksikan amonia dengan asam posfat pada suhu 185oC dan tekanan 3 atm pada reaktor pipa. Penyediaan kebutuhan utilitas pabrik berupa sistem pengolahan dan penyediaan air, sistem penyediaan steam,cooling water, dan sistem pembangkit tenaga listrik serta sistem pengelolaan limbah.
Kapasitas produksi pabrik DAP direncanakan 40.000 ton/tahun dengan 330 hari kerja dalam 1 tahun. Lokasi pabrik direncanakan didirikan di daerah Gresik, Jawa Timur. Tenaga kerja yang dibutuhkan sebanyak 172 orang dengan bentuk badan usaha Perseroan Terbatas (PT) dengan struktur organisasiline and staff.
Dari analisis ekonomi diperoleh:
Fixed Capital Investment (FCI) = Rp 145.580.845.238 Working Capital Investment (WCI) = Rp 25.690.737.395 Total Capital Investment (TCI) = Rp 171.271.582.633 Break Even Point (BEP) = 52,897%
Shut Down Point (SDP) = 29,785% Pay Out Time before taxes (POT)b = 1,88 tahun
Pay Out Time after taxes (POT)a = 2,38 tahun
Return onInvestment before taxes (ROI)b = 42,436 %
Return onInvestment after taxes (ROI)a = 33,948%
Discounted cash flow (DCF) = 50,790%
PRARANCANGAN PABRIK DIAMMONIUM FOSFAT DARI
AMONIA DAN ASAM FOSFAT DENGAN KAPASITAS
PRODUKSI 40.000 TON/TAHUN
(Tugas Khusus Perancangan Granulator Tower (GT- 201))
Oleh
RICKY FAHLEVI SINULINGGA
1115041041
(Skripsi)
Sebagai salah satu syarat untuk mencapai gelar Sarjana Teknik
Pada
Jurusan Teknik Kimia
Fakultas Teknik Universitas Lampung
JURUSAN TEKNIK KIMIA
FAKULTAS TEKNIKUNIVERSITAS LAMPUNG
BANDAR LAMPUNG
RIWAYAT HIDUP
Penulis dilahirkan di Kabanjahe, pada tanggal 3 September 1993,sebagai anak ke dua dari tiga bersaudara, dari pasangan Bapak Alm. Pt. Ir. Jakona Karo – karo Sinulingga dan Ibu Agus Nartha Br Sembiring Depari. Penulis menyelesaikan pendidikan taman kanak-kanak di TK Cahaya Dharma Wanita Kabanjahe pada tahun 2001, menyelesaikan pendidikan Sekolah Dasar di SDN 040448 Kabanjahe pada tahun 2002, Sekolah Menengah Pertama di SMP Negeri 1 Kabanjahe pada tahun 2008, dan Sekolah Menengah Atas di SMA Negeri 1 Kabanjahe pada tahun 2011. Pada tahun 2011, Penulis terdaftar sebagai Mahasiswa Jurusan Teknik Kimia Fakultas Teknik Universitas Lampung melalui Seleksi Nasional Mahasiswa Perguruan Tinggi Negeri (SNMPTN).
Mahasiswa FKMK FT tahun 2014-2015, Koordinator Biro Musik dan Pujian PERMATA GBKP Bandar Lampung tahun 2012-2014, Dewan Penasehat Ikatan Mahasiswa Karo Rudang Mayang Lampung tahun 2014-2015, Ketua Kebaktian Anak dan Remaja GBKP Bandar Lampung tahun 2013- 2019, Anggota Organis dan Songleader GBKP Bandar Lampung, dan aktif di kepengurusan dan kepanitian organisasi lainnya.
Dalam kegiatan kuliah Penulis melakukan Kuliah Kerja Nyata (KKN) di Desa Sinar Palembang , Kecamatan Candi Puro, Kabupaten Lampung Selatan, Provinsi Lampung pada bulan Agustus-September 2014. Pada bulan Oktober –November tahun 2014.
Penulis melakukan Kerja Praktek di PT. Pupuk Sriwdidjaja,Tbk., Palembang, Sumatera Selatan Plant IV dengan tugas khusus “Evaluasi Kinerja Methanator RE-106”.
Penulis juga melakukan penelitian pada tahun 2015-2016 dengan judul dari
MOTTO
Giving My Best
Apa pun juga yang kamu perbuat,
perbuatlah dengan segenap hatimu
seperti untuk Tuhan dan bukan
untuk manusia (Kolose 3:23)
Rumus Hidup : KUE TaPaNi
Know Understand Enjoy
Tahu Paham Nikmati
Hidup hanya sekali harus
berdampak bagi sekitar
Pemenang atau Pecundang ? Pilih
salah satunya, bukan keduanya.
Persembahan
Sebuah Karya Hasil Perjuanganku
.
Kupersembahkan dengan penuh bangga kepada Tuhanku
Yesus Kristus dengan pertolonganNya yang luar biasa,
Juga kepada Almarhum Papa dan Mama yang selalu
memberi kasih saying kepada kami anak
anaknya.
Juga buat abangku Yudha Sinulingga dan adekku Yola
Sinulingga yang selalu memberi semangat
Juga buat kekasih hatiku, Enda Ngapulisa si nande biring
yang selalu mendukungku
Juga untuk keluarga, seluruh dosen Teknik Kimia
Universitas Lampung, teman
teman seangkatan (Chemeng
2011), kakak dan adik tingkat Teknik Kimia Unila,
Keluarga Besar GBKP Bandar Lampung, KAKR GBKP
Bandar Lampung, Permata GBKP Bandar Lampung,
Forum Komunikasi Mahasiswa Kristiani Fakultas Teknik,
Ikatan Mahasiswa Karo Rudang Mayang Lampung yang
telah membantu
Dan tak lupa kupersembahakan kepada Almamaterku
terinta, Universitas Lampung.
Terimakasih atas dukungan, kebersamaan dan doa nya
selama ini untuk keberhasilanku.
x
KATA PENGANTAR
Puji dan syukur saya panjatkan kepada Tuhan Yesus Kristus, karena atas berkat dan kasih karunia-Nya saya dapat menyelesaikan tugas akhir dengan judul
“Prarancangan Pabrik Diammonium Fosfat dari Amonia dan Asam Fosfat
dengan Kapasitas Produksi 40.000 ton/tahun” dengan tugas khusus
“PerancanganGranulator TowerGT-201”dapat diselesaikan dengan baik.
Penulis mengucapkan terima kasih kepada pihak yang telah banyak membantu selama mengerjakan tugas akhir ini. Melalui kesempatan ini penulis mengucapkan terima kasih kepada :
1. Bapak Ir. Azhar, M.T. selaku Ketua Jurusan Teknik Kimia Universitas Lampung dan Dosen Penguji I, yang telah memberikan kritik dan saran dan ilmu yang bermanfaat untuk tugas akhir ini.
2. Ibu Dr. Elida Purba,S.T.,M.Sc selaku Dosen Pembimbing I, yang telah banyak memberikan pengetahuan, saran, motivasi dan bimbingan dalam penyusunan tugas akhir ini.
xi
4. Ibu Panca Nugrahini F,S.T.,M.T. selaku Dosen Penguji II dan Dosen Pembimbing Akademik, yang telah banyak memberikan masukan, kritikan dan bimbingan sejak semester awal hingga penyusunan tugas akhir ini.
5. Ibu Simparmin Br Ginting,S.T.,M.T. yang telah memberikan bimbingan dan pengetahuan terkhusus pada saat pengerjaan perhitungan tugas khusus.
6. Seluruh Dosen Teknik Kimia Fakultas Teknik Universitas Lampung yang telah memberikan ilmu, bimbingan, pengetahuan dan pengalaman yang sangat bermanfaat untuk masa depan penulis.
7. Orang tua tercinta, Alm. Pt. Ir. J Sinulingga dan A. Br Sembiring Depari yang senantiasa mendukung, memberikan kasih sayang, mendoakan dan selalu memotivasi saya untuk selalu bangkit menjadi yang terbaik.
8. Saudara kandungku, Bang Uwa, Yudha Pranata Sinulingga,S.P. yang selalu mengasihi kami adik – adiknya dan Adikku Agripina Yolanda Br Sinulingga yang selalu memberi semangat kepada abang–abangnya.
9. Kekelengenku, Enda Ngapulisa Sembiring yang selalu memberikan semangat, motivasi dan doanya dalam tugas akhir ini. Thank you biring.
10. Pak Tengah dan Bik Tengah, Bapak Dr Tuntun Sinaga M.Hum. dan Ibu Dr. Zipora Br Sembiring Depari,S.Si,M.S. yang telah memberikan semangat, bimbingan dan kebersamaan saat pengerjaan tugas akhir dan selama penulis berada di kota Bandar Lampung.
xii
12. Raynal Rahman,S.T. dan Merry Christine Pakapahan,S.T. dan Nilam Sari Sitorus sebagai teman seperjuangan dan memberikan kebersamaan luar biasa. 13. Teman – teman Chemical Engineer’s UNILA angkatan 2011 yang selalu
memberikan canda tawa. Semangat Process Engineer.. Kita pasti bisa.
14. Keluarga besar KAKR GBKP Bandar Lampung, PERMATA GBKP Bandar Lampung, Ikatan Mahasiswa Karo Rudang Mayang Lampung, Forum Komunikasi Mahasiswa Kristiani Fakultas Teknik Universitas Lampung yang selalu memberikan semangat dan dukungan.
15. Keluarga Bp. Astarin Tarigan, Kila Bp Bram Sembiring dan Mama Bp Marco Sembiring yang telah memberi kepercayaan kepada penulis untuk dapat menjadi guru private anak–anak .
16. Semua pihak yang telah membantu sehingga pelaksanaan penelitian dapat berjalan dengan lancar dan laporan penelitian ini dapat terselesaikan.
Penulis menyadari laporan penelitian ini masih jauh dari sempurna. Oleh karena itu penulis mengharapkan saran dan kritik yang membangun demi kesempurnaan laporan ini. Penulis berharap laporan penelitian ini dapat bermanfaat bagi semua pihak yang membutuhkan.
Bandar Lampung, Desember 2016 Penulis
DAFTAR ISI
Halaman
HALAMAN JUDUL ... i
ABSTRAK ... ii
ABSTRACT ... iii
LEMBAR PENGESAHAN ... iv
RIWAYAT HIDUP ... vi
MOTTO DAN PERSEMBAHAN ... viii
SANWACANA ... x
DAFTAR ISI ... xiii
DAFTAR TABEL ... xix
DAFTAR GAMBAR ... xxv
BAB I PENDAHULUAN 1.1Latar Belakang ... 1
1.2Kegunaan Produk ... 3
1.3Ketersediaan Bahan Baku ... 3
1.4Analisis Pasar ... 4
1.5Kapasitas Rancangan ... 4
1.6Lokasi Pabrik ... 13
xiv
2.2 Pemilihan Proses ... 18
2.3 Uraian Proses Diammonium Poshphate ... 32
1. Persiapan Bahan Baku ... 32
2. Pembentukan Produk ... 32
3. Penyelesaian ... 33
2.4 Diagram Alir Proses ... 34
BAB III SPESIFIKASI BAHAN BAKU DAN PRODUK 3.1 Spesifikasi Bahan Baku ... 34
3.2 Spesifikasi Produk ... 35
BAB IV NERACA MASSA DAN NERACA PANAS 4.1Neraca Massa ... 37
4.2Neraca Panas ... 44
BAB V SPESIFIKASI PERALATAN PROSES DAN UTILITAS 5.1 Peralatan Proses ... 54
5.2 Peralatan Utilitas ... 71
BAB VI UTILITAS DAN PENGOLAHAN LIMBAH 6.1Unit Pendukung Proses ... 118
A. Kebutuhan Air ... 119
B. Unit Penyedian Steam ... 137
C. Unit penyedia Udara instrumen ... 140
D. Unit Pembangkit Tenaga Listrik ... 140
E. Unit Pengadaan Bahan Bakar ... 141
F. Laboratorium ... 141
xv
H. Pengolahan Limbah ... 151
BAB VII TATA LETAK DAN LOKASI PABRIK 7.1Lokasi Pabrik ... 155
1. Bahan Baku ... 156
2. Fasilitas Transportasi ... 156
3. Utilitas ... 156
4. Lahan ... 157
5. Tenaga kerja ... 157
6. Karakterisasi Lokasi ... 157
7. Perizinan ... 157
7.2 Tata Letak Pabrik ... 158
1. Area Proses ... 159
2. Area Penyimpanan ... 159
3. Area pemeliharan dan Perbaikan ... 159
4. Area Utilitas ... 159
5. Area Perkantoran ... 160
6. Area Fasilitas Umum ... 160
7. Area Perluasan ... 160
8. Pos Keamanan ... 160
7.3 Prakiraan Area Lingkungan ... 163
7.4 Tata Letak Peralatan Proses ... 164
BAB VIII MANAGEMEN DAN ORGANISASI 8.1 Bentuk Perusahaan ... 167
xvi
2. Perusahaan Firma ... 166
3. Perusahaan Komanditer ... 168
4. Perseroan Terbatas (PT) ... 168
8.2 Struktur Organisasi Perusahaan ... 170
A. Tugas dan Wewenang ... 173
1. Pemegang Saham ... 173
2. Dewan Komisaris ... 174
3. Dewan Direktur ... 174
4. Kepala Bagian ... 176
5. Kepala Seksi ... 180
B. Status Karyawan dan Sistem Penggajian ... 181
1. Status Karyawan ... 181
C. Pembagian Jam Kerja Karyawan ... 181
1. Karyawan Reguler ... 182
2. Karyawan Shift ... 182
D. Penggolongan Jabatan dan Jumlah Karyawan ... 185
1. Penggolongan Jabatan ... 185
2. Perincian Jumlah Karyawan ... 186
E. Kesejahteraan Karyawan ... 190
1. Gaji Pokok ... 190
2. Tunjangan ... 190
3. Kesehatan dan Keselamatan Kerja ... 191
xvii
1. Fixed Capital Investment ... 193
2. Working CapitaL Investment (Modal Kerja) ... 194
3. Total Production Cost (TPC) ... 195
9.2Evaluasi Ekonomi ... 199
1. Return On Investment (ROI) ... 199
2. Pay Out Time (POT) ... 200
3. Break Evan Point (BEP) ... 200
4. Shut Down Point (SDP) ... 201
9.3Angsuran Pinjaman ... 202
9.4Discounted Cash Flow (DCF) ... 202
BAB X SIMPULAN DAN SARAN A. Simpulan ... 203
B. Saran ... 203
xxv
DAFTAR GAMBAR
DAFTAR TABEL
xx
Tabel 4.8 Kapasitas Panas Gas ... 45 Tabel 4.9 Kapasitas Panas Padatan ... 46 Tabel 4.10 Data Konstanta Kapasitas Panas ... 47 Tabel 4.11 DataEnthalpypada Kondisi Standardpada Suhu 298K... 48 Tabel 4.12 Neraca PanasHeat Exchanger(HE-101)) ... 49 Tabel 4.13 Neraca PanasHeat Exchanger(HE-102) ... 49 Tabel 4.14 Neraca Panas Reaktor (RE-201) ... 50 Tabel 4.15 Neraca Panas Separator ... 51 Tabel 4.16. Neraca Panas Flash Drum ... 52 Tabel 4.17 Neraca Panas Granulator Tower .. ... 53 Tabel 5.1. SpesifikasiStorage Tank(ST-101) ... 54 Tabel. 5.2. Spesifikasi Tangki Amoniak (ST–102) ... 55
xxi
Tabel. 5.15. SfesifikasiScrew Conveyor(SC-101) ... 68 Tabel. 5.16. Sfesifikasi BIN (SS-101) ... 69 Tabel 5.17. SpesifikasiBelt Conveyor(BC–301) ... 70
Tabel 5.18 SpesifikasiWare House( WH–401) ... 70
Tabel 5.19.Spesifikasi Bak Sedimentasi (BS–101) ... 71
Tabel 5.20. Tabel 5.16. Spesifikasi Tangki Alum (ST–401) ... 72
Tabel 5.21.Spesifikasi Tangki Kaporit (ST–402) ... 73
Tabel 5.22.Spesifikasi Tangki Soda Kaustik (ST–403) ... 74
Tabel 5.23.Spesifikasi Klarifier (CF–401) ... 75
Tabel 5.24. SpesifikasiSand Filter(SF–401) ... 76
Tabel 5.25 Spesifikasi Tangki Air Filter (FWT–401)) ... 77
Tabel 5.26 SpesifikasiHot Basin(HB–401) ... 78
Tabel 5.27.Spesifikasi Tangki Asam Sulfat (ST–405) ... 79
Tabel 5.28.Spesifikasi Tangki Dispersan (ST–406) ... 80
Tabel 5.29. Spesifikasi Tangki Inhibitor (ST–407) ... 81
Tabel 5.30.SpesifikasiCooling Tower(CT–401) ... 82
Tabel 5.31.SpesifikasiCold Basin(CB–401) ... 83
Tabel 5.32. Spesifikasi Tangki Air Kondensat (ST–409) ... 84
Tabel 5.33 .SpesifikasiCation Exchanger(CE–401) ... 85
Tabel 5.34 SpesifikasiAnion Exchanger(AE–401) ... 86
Tabel 5.35.SpesifikasiDemin Water Tank(DWT–401) ... 87
Tabel 5.36. SpesifikasiDeaerator(DE–401) ... 88
Tabel 5.37 Spesifikasi Tangki Hidrazin (ST–407) ... 89
xxii
Tabel 5.39 Spesifikasi Tangki Bahan Bakar(ST–408) ... 91
Tabel 5.40 Spesifikasi Blower Steam (BS–401) ... 92
Tabel 5.41 SpesifikasiAir Dryer(AD–401) ... 92
Tabel 5.42 Spesifikasi Air Compressor (AC-401) ... 93 Tabel 5.43 SpesifikasiBlower Udara 2(BU–404) ... 94
Tabel 5.44 Spesifikasi Blower Udara 3 (BU–405) ... 94
Tabel 5.45 Spesifikasi Generator Listrik (GS-401) ... 95 Tabel 5.46 Spesifikasi Pompa (PU–401) ... 96
Tabel 5.47. Spesifikasi Pompa (PU–402) ... 97
Tabel 5.48. Spesifikasi Pompa (PU–403) ... 98
Tabel 5.49. Spesifikasi Pompa (PU–404) ... 99
Tabel 5.50. Spesifikasi Pompa (PU–405) ... 100
Tabel 5.51. Spesifikasi Pompa (PU–406) ... 101
Tabel 5.52. Spesifikasi Pompa (PU–407) ... 102
Tabel 5.53. Spesifikasi Pompa (PU–408) ... 103
Tabel 5.54. Spesifikasi Pompa (PU–409) ... 104
Tabel 5.55. Spesifikasi Pompa (PU–410) ... 105
Tabel 5.56. Spesifikasi Pompa (PU–411) ... 106
Tabel 5.57 Spesifikasi Pompa (PU–412) ... 107
Tabel 5.58. Spesifikasi Pompa (PU–413) ... 108
Tabel 5.59. Spesifikasi Pompa (PU–414) ... 109
Tabel 5.60. Spesifikasi Pompa (PU–415) ... 110
Tabel 5.61. Spesifikasi Pompa (PU–416) ... 111
xxiii
Tabel 5.63 Spesifikasi Pompa Utilitas (PP-418) ... 113 Tabel 5.64 Spesifikasi Pompa Utilitas (PP-419) ... 114 Tabel 5.65 Spesifikasi Pompa Utilitas (PP-420) ... 115 Tabel 5.66 Spesifikasi Pompa Utilitas (PP-421) ... 116 Tabel 5.67 Spesifikasi Pompa Utilitas (PP-422) ... 117 Tabel 6.1. Standar Air Kebutuhan Domestik ... 120 Tabel 6.2. Kebutuhan air Pendingin ... 124 Tabel.6.3. Kebutuhan Air Umpan Boiler ... 128 Tabel 6.4.Tingkatan Kebutuhan Informasi dan Sistem Pengendalian ... 147 Tabel 6.5. Tingkat Kebutuhan Informasi dan Sistem Pengendalian ... 147 Tabel 6.7 Syarat-Syarat Kualitas (Mutu) Air Limbah ... 153 Tabel 7.1 Perincian Luas Area Pabrik ……... 163
I. PENDAHULUAN
1.1 Latar Belakang
Perkembangan industri di Indonesia semakin mengalami peningkatan. Pemerintah telah melaksanakan pembangunan di segala bidang, baik fisik dan non-fisik. Salah satu wujud pembangunan itu adalah pembangunan industri di Indonesia. Peningkatan pembangunan pada sektor ini diharapkan dapat memberikan devisa bagi negara, menambah lapangan pekerjaan dan mengurangi ketergantungan terhadap produk negara lain.
Industri kimia belakangan ini terus berkembang secara terintegrasi. Perkembangan industri hilir dan juga industri bahan setengah jadi yang pesat selama ini, merupakan pendorong dibangunnya industri-industri hulu. Dengan kata lain, kebutuhan bahan baku atau penyedia bahan baku dalam sektor industri saling terkait. Oleh karena itu, pembangunan industri kimia haruslah seimbang antara industri hulu yang merupakan penyedia bahan baku, dengan industri hilir yang akan memproses bahan baku tersebut menjadi produk.
2
dengan peningkatan kualitas dan kuantitas hasil pertanian. Salah satu pupuk yang dapat digunakan adalah diamonium fosfat (DAP).
Diamonium fosfat (DAP) adalah salah satu jenis garam yang larut di dalam air, yang dapat diproduksi dengan mereaksikan amonia dengan asam fosfat. DAP digunakan sebagai pupuk dan sebagai pencegah kebakaran. DAP untuk pupuk dapat digunakan untuk meningkatkan pH tanah selain itu DAP mengandung Nitrogen (N) dan Fosfor (F) yang sangat dibutuhkan oleh tanaman. Selain itu DAP dapat digunakan sebagai ragi pada pembuatan bir dan sebagai bahan tambahan dalam pembuatan rokok.
Kebutuhan diamonium fosfat di Indonesia sampai saat ini dipenuhi dengan import dari negara lain seperti Cina, Thailand, Taiwan, Jerman dan Amerika Serikat. Oleh karena itu, diharapkan didirikannya pabrik diamonium fosfat di dalam negeri karena selain dapat mengurangi ketergantungan terhadap luar negeri, diharapkan pula dapat membantu menyerap tenaga kerja dan menambah devisa negara.
Pendirian pabrik diamonium fosfat (DAP) ini dianggap perlu dengan alasan-alasan sebagai berikut:
1. Memenuhi kebutuhan pupuk diamonium fosfat di dalam negeri
3
3. Dengan meningkatnya pertumbuhan industri pupuk diharapkan Indonesia menjadi salah satu penghasil diamonium fosfat sekaligus menambah devisa negara.
1.2 Kegunaan Produk
Diamonium Fosfat (DAP) adalah pupuk yang berbentuk butiran yang telah banyak diaplikasikan di dalam dunia pertanian.
Banyak sektor yang telah memanfaatkan DAP, diantaranya adalah :
1. Sektor pertanian yang menggunakan DAP sebagai pupuk karena mengandung Nitrogen (N) dan Fosfor (F) yang sangat dibutuhkan oleh tanaman.
2. Industri rokok menggunakan DAP sebagai bahan tambahan dalam campuran rokok yaitu untuk menambah kenikmatan rokok.
3. Dalam industri makanan, DAP digunakan sebagai bahan tambahan pembuatan ragi roti.
4. Dalam industri minuman, DAP digunakan sebagai bahan tambahan dalam pembuatan anggur dan bir.
1.3 Ketersediaan Bahan Baku
4
diamonium fosfat (DAP), amonia dan asam fosfat dari PT. Petrokimia Gresik, Jawa Timur.
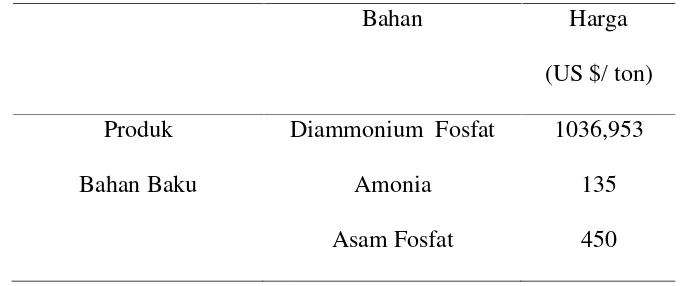
1.4 Analisa Pasar
[image:31.595.130.472.249.392.2]Harga bahan baku dan produk dapat dilihat pada Tabel 1.1. Tabel 1.1 Harga Bahan Baku dan Produk
Bahan Harga
(US $/ ton) Produk Diammonium Fosfat 1036,953 Bahan Baku Amonia
Asam Fosfat
135 450 Sumber : Alibaba.com,2016
1.5 Kapasitas Rancangan
Dalam menentukan kapasitas pabrik diamonium fosfat perlu diperhatikan beberapa pertimbangan yaitu proyeksi kebutuhan akan diammonium fosfat dan kapasitas pabrik yang sudah ada.
1.5.1 Proyeksi Impor Produk Diammonium Fosfat
5
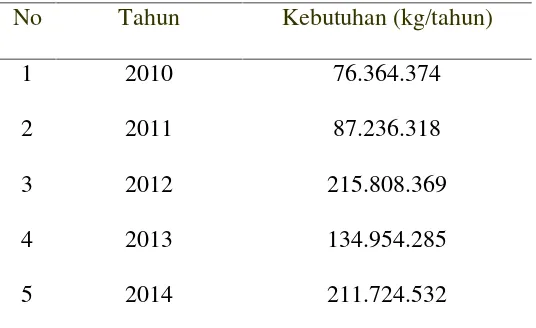
[image:32.595.179.447.332.496.2]Sampai saat ini, Indonesia belum mampu mengekspor diammonium fosfat ke pasar dunia karena produksi diammonium fosfat belum bisa mengimbangi akan kebutuhan diammoniuim fosfat dalam negri yang begitu besar menuntut Indonesia untuk melakukan impor. Berikut adalah data impor diammonium fosfat dari tahun 2010– 2015 dapat dilihat pada Tabel 1.2.
Tabel 1.2 Data Impor Diamonium Fosfat (DAP)
No Tahun Kebutuhan (kg/tahun)
1 2010 76.364.374
2 2011 87.236.318
3 2012 215.808.369
4 2013 134.954.285
5 2014 211.724.532
Sumber : Badan Pusat Statistik, Indonesia 2015
6
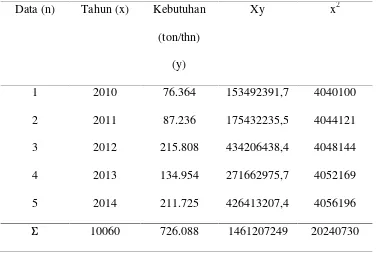
Tabel 1.3 Data Perhitungan Dengan Metode Regresi Linear. Data (n) Tahun (x) Kebutuhan
(ton/thn) (y)
Xy x2
1 2010 76.364 153492391,7 4040100 2 2011 87.236 175432235,5 4044121 3 2012 215.808 434206438,4 4048144 4 2013 134.954 271662975,7 4052169 5 2014 211.725 426413207,4 4056196
Σ 10060 726.088 1461207249 20240730
Digunakan regresi linear dengan persamaan (1.1) sebagai berikut : ... (1.1) (Bird,John. Higher Engineering Mathematic, 2010)
dimana
didapatkan
a = 145217,576
b 31843,8283
20240720 20240730
1460888811 1461207249
7 2012 5 1100600
y = 14521,576 + 31843,8283 (2021-2012) y = 431.812 ton/ tahun
Jadi prediksi impor diammonium fosfat pada tahun 2021 sebesar 431.812 ton/tahun.
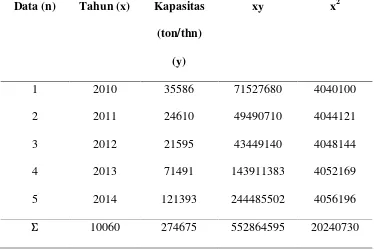
1.5.2 Kapasitas pabrik yang sudah ada
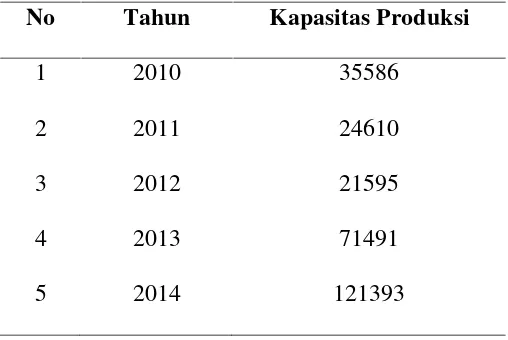
[image:34.595.207.461.526.696.2]Di Indonesia sudah berdiri pabrik diammonim fosfat yaitu PT.Petrokimia Gresik yang berlokasi di Gresik, Kabupaten Gresik, Jawa Timur. Hanya pabrik ini yang menghasilkan diammonium fosfat di Indonesia dengan kapasitas ditampilkan pada tabel 1.4.
Tabel 1.4 Kapasitas DAP PT. Petrokimia Gresik
No Tahun Kapasitas Produksi
8
[image:35.595.143.517.225.475.2]Untuk memprediksikan kapasitas produksi diammonium fosfat di PT Petrokimia Gresik pada tahun prarancangan yaitu 2021, dapat digunakan metode regresi linear. Data perhitungan ditampilkan pada Tabel 1.5.
Tabel 1.5 Data perhitungan dengan metode regresi linear.
Data (n) Tahun (x) Kapasitas (ton/thn)
(y)
xy x2
1 2010 35586 71527680 4040100 2 2011 24610 49490710 4044121 3 2012 21595 43449140 4048144 4 2013 71491 143911383 4052169 5 2014 121393 244485502 4056196
Σ 10060 274675 552864595 20240730
Digunakan regresi linear dengan persamaan (1.1) sebagai berikut : ... (1.1)
9
didapatkan
a = 54935
b 21849,5
20240720 20240730 552646100 552864595 2012 5 1100600
y = 54935 + 21894,5 (2021-2012) y = 251580 ton/ tahun
Jadi prediksi kapasitas produksi diammonium fosfat PT. Petrokimia Gresik pada tahun 2021 sebesar 251.580 ton/tahun.
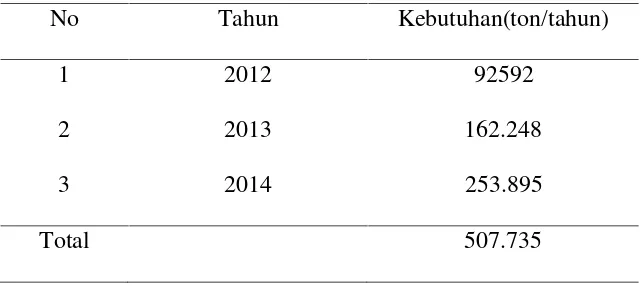
1.5.3 Kebutuhan DAP di Indonesia
[image:36.595.144.465.561.704.2]Dari data Badan Pusat Statistik 2015 diperoleh data kebutuhan Diammonium fosfat di Indonesia ditampilkan pada Tabel 1.6
Tabel 1.6 Kebutuhan DAP di Indonesia No Tahun Kebutuhan(ton/tahun)
10
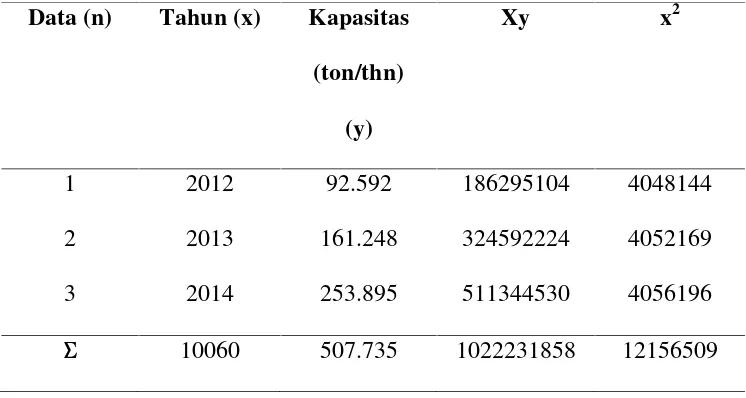
[image:37.595.143.516.222.421.2]Untuk memprediksikan kebutuhan Diammonium fosfat di Indonesia pada tahun prarancangan yaitu 2021, dapat digunakan metode regresi linear. Data perhitungan ditampilkan pada Tabel 1.7
Tabel 1.7 Data perhitungan dengan metode regresi linear.
Data (n) Tahun (x) Kapasitas (ton/thn)
(y)
Xy x2
1 2012 92.592 186295104 4048144 2 2013 161.248 324592224 4052169 3 2014 253.895 511344530 4056196
Σ 10060 507.735 1022231858 12156509
Digunakan regresi linear dengan persamaan (1.1) sebagai berikut : ... (1.1)
11
didapatkan a = 169.245 b = 80.651
2013 5
6039
y = 169.245 + 80.651 (2021-2012) y = 814.457 ton/ tahun
Jadi prediksi kapasitas produksi diammonium fosfat PT. Petrokimia Gresik pada tahun 2021 sebesar 814.457 ton/tahun.
Kapasitas produksi suatu pabrik ditentukan berdasarkan kebutuhan konsumsi produk dalam negeri, data impor, data ekspor, serta data produksi yang telah ada, sebagaimana dapat dilihat dari berbagai sumber, misalnya dari Biro Pusat Statistik, dari biro ini dapat diketahui kebutuhan akan suatu produk untuk memenuhi kebutuhan dalam negeri dari data industri yang telah ada. Berdasarkan data- data ini, kemudian ditentukan besarnya kapasitas produksi.Maka peluang kapasitas pendirian pabrik fenol di tahun 2020 dapat dihitung dengan persamaan sebagai berikut.
PKPP = JK + EKS–IMP–PDN
Keterangan:
12
EKS = Jumlah Ekspor DAP Tahun 2021 (Ton) IMP = Jumlah Impor DAP Tahun 2021 (Ton) PDN = Jumlah Produksi DAP Dalam Negeri (Ton)
PKPP = JK + EKS–IMP–PDN
PKPP = 814.457 ton + 0 ton– 431.812 ton–251.580 ton PKPP = 131.065 ton
Berdasarkan peluang pendirian pabrik yang telah dihitung, direncanakan pada tahap awal tahun 2021 kapasitas produksi diammonium fosfat sebesar 40.000 ton/tahun (30% dari kapasitas produksi maksimum), dengan pertimbangan besar reaktor dan bahan baku yang tersedia di Indonesia serta sebagai awal pabrik mulai beroperasi dan secara bertahap dapat memenuhi kebutuhan dalam negeri.
Berdasarkan pertimbangan di atas dengan kapasitas produksi diammonium fosfat sebesar 40.000 ton/tahun diharapkan :
1. Dapat memenuhi kebutuhan diammonium fosfat di Indonesia sehingga mengurangi impor dari luar negeri
13
1.6 Lokasi Pabrik
Pemilihan lokasi merupakan hal yang penting dalam perancangan suatu pabrik karena berhubungan langsung dnegan nilai ekonomis dari pabrik yang akan didirikan. Pabrik di-ammonium phosfat ini direncanakan didirikan di daerah kawasan industri Gresik, Jawa Timur. Pertimbangan pemilihan lokasi ini pada umumnya adalah sebagai berikut :
1. Bahan baku
Lokasi ketersedian bahan baku menentukan lokasi pabrik yang akan didirikan. Lokasi sumber bahan baku yang lebih dekat dengan lokasi pabrik akan meminimalisir biaya transfortasi atau pengangkutan bahan. Untuk bahan baku berupa amonia dan asam sulfat di dapat dari PT. Petrokimia Gresik, Jawa Timur yang mana lokasinya berdekatan dengan lokasi pabrik didirikan.
2. Kebutuhan air
14
3. Transportasi
Transportasi sangat dibutuhkan sebagai penunjang utama untuk penyediaan bahan baku dan pemasaran produk. Gresik, Jawa Timur memiliki sarana transportasi darat yang cukup baik. Selain itu, adanya jalur laut juga mempermudah sarana transportasi sehingga dapat memperlancar distribusi hasil produksi dan diharapkan hubungan antar daerah tidak mengalami hambatan.
4. Sumber bahan bakar
Listrik untuk kebutuhan pabrik dapat diperoleh dari generator pembangkit tenaga listrik. Bahan bakar solar untuk generator diperoleh dari Pertamina.
5. Tenaga Kerja
Tenaga kerja di Indonesia cukup banyak sehingga penyediaan tenaga kerja tidak terlalu sulit diperoleh. Tenaga kerja yang berpendidikan menengah dan kejuruan dapat siambil dari daerah pabrik. Sedangkan untuk tenaga kerja ahli dapat didatangkan dari kota lain. Di samping itu, lokasi pabrik mudah dijangkau oleh transportasi angkutan yang beroperasi secara permanen pada daerah lokasi pabrik.
6. Perijinan
X. SIMPULAN DAN SARAN
A. Simpulan
Berdasarkan hasil analisis ekonomi yang telah dilakukan terhadap Prarancangan Pabrik Diammonium Posfat dari Asam Posfat dan Amonia dengan kapasitas 40.000 ton/tahun dapat ditarik simpulan sebagai berikut :
1. Percent Return on Investment(ROI) sesudah pajak adalah 33,948 %. 2. Pay Out Time(POT) sesudah pajak adalah 2,4 tahun
3. Break Even Point(BEP) sebesar 52,897 % dimana syarat umum pabrik di Indonesia adalah 30–60 % kapasitas produksi.Shut Down Point(SDP) sebesar 29,785 %, yakni batasan kapasitas produksi sehingga pabrik harus berhenti berproduksi karena merugi.
4. Discounted Cash Flow Rate of Return(DCF) sebesar 50,790%, lebih besar dari suku bunga bank sekarang sehingga investor akan lebih memilih untuk berinvestasi ke pabrik ini dari pada ke bank.
B. SARAN
DAFTAR PUSTAKA
Anonim, 2015. Peta Provinsi Gresik.
https://www.google.co.id/maps,2016.Diakses pada 20 Februari 2016.
Bachus, L and Custodio, A. 2003. Know and Understand CentrifugaI Pumps. Bachus Company, Inc. Oxford: UK.
Badan Pusat Statistik, 2015, Statistic Indonesia, www.bps.go.id, Indonesia. Diakses10 Februari 2016.
Banchero, Julius T., and Walter L. Badger. 1988. Introduction to Chemical Engineering.McGraw Hill : New York.
Bank Indonesia. 2015.NilaiKurs. www.bi.go.id. Diakses 23 Agustus 2016
Bird,John.2010. Higher Engineering Mathematics. Elsevier Ltd: Burlinton, United States of America
Brown.G.George., 1950,Unit Operation 6ed, Wiley&Sons, USA.
Coulson.J.M. and Ricardson.J.F., 1983, Chemical Engineering vol 6, Pergamon Press Inc, New York.
Coulson J.M., and J. F. Richardson. 2005. Chemical Engineering 4th edition. Butterworth-Heinemann : Washington.
Duh, Y.S., Hsu, C.C., Kao, C.S. and Yu, S.W., 1996, Applications ofreaction calorimetry in reaction kinetics and assessment of thermalhazards, Thermochim Acta, 285: 67±79.
Fogler, H. Scott. 2006. Elements of Chemical Reaction Envgineering4thedition. Prentice Hall International Inc. : United States of America.
Geankoplis.Christie.J., 1993, Transport Processes and unit Operation 3th ed, Allyn & Bacon Inc, New Jersey.
Himmeblau.David., 1996, Basic Principles and Calculation in Chemical Engineering, Prentice Hall Inc, New Jersey.
Kern, Donald Q. 1965.Process Heat Transfer. Mcgraw-Hill Co.: New York.
Kirk, R.E and Othmer, D.F., 2006, “Encyclopedia of Chemical Technologi”, 4nd
ed., vol. 17., John Wiley and Sons Inc., New York.
Levenspiel.O., 1972,Chemical Reaction Engineering 2nd edition, John Wiley and Sons Inc, New York.
Megyesy.E.F., 1983, Pressure Vessel Handbook, Pressure Vessel Handbook Publishing Inc, USA.
Metcalf and Eddy, 1991, Wastewater Engineering Treatment, Disposal, Reuse, Mc Graw-Hill Book Company, New York.
MSDS Diammoium Posfat Lab.com, Diakses pada21 Februari 2016, 09:01 WIB
MSDS Ammonia.Science Lab.com, Diakses pada21 Februari 2016, 09:12 WIB
MSDS Asam Posfat.Science Lab.com, Diaksespada21 Februari 2016, 09:48 WIB
Perry.R.H. and Green.D., 1997, Perry’s Chemical Engineer Handbook 7th ed, McGraw-Hill Book Company, New York.
Perry, Robert H., and Don W. Green. 1999. Perry’s Chemical Engineers’
Handbook7th edition.McGraw Hill : New York.
Perry, Robert H., and Don W. Green. 2008. Perry’s Chemical Engineers’
Handbook8th edition.McGraw Hill : New York.
Peter.M.S. and Timmerhause.K.D., 1991, Plant Design an Economic for Chemical Engineering 3ed, McGraww-Hill Book Company, New York.
Powell, S.T., 1954, “Water Conditioning for Industry”, McGraw Hill Book
Company, New York.
Smith.J.M. and Van Ness.H.C., 1975, Introduction to Chemical Engineering Thermodynamics 3ed, McGraww-Hill Inc, New York.
Smith, J.M., H.C. Van Ness, and M.M. Abbott. 2001. Chemical Engineering Thermodynamics 6thedition.McGraw Hill : New York.
Timmerhaus, Klaus D., Max S. Peters, and Ronald E. West. 1991. Plant Design an Economic for Chemical Engineering 3thedition. McGraww-Hill Book Company: New York.
Timmerhaus, Klaus D., Max S. Peters, and Ronald E. West. 2002. Plant Design and Economics for Chemical Engineers 5th edition. McGraw-Hill : New York.
Treyball.R.E., 1983,Mass Transfer Operation 3ed, McGraw-Hill Book Company, New York.
Ulrich.G.D., 1984, A Guide to Chemical Engineering Process Design and Economics. John Wiley & Sons Inc, New York.
Wallas, Stanley M. 1990.Chemical Process Equipment.Butterworth-Heinemann : Washington.
Wallas. S.M., 1988, Chemical Process Equipment, Butterworth Publishers, Stoneham USA.
Wilson, E. T.2005.Clarifier Design. Mc Graw Hill Book Company : London