PRA RANCANGAN PABRI PEMBUATAN SELULOSA
DIASETAT DARI PULP DAN ASETAT ANHIDRAT DENGAN
KAPASITAS PRODUKSI 3.500 TON/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Teknik Kimia
OLEH :
JUNEIDI.M.MANURUNG NIM : 050405035
D E P A R T E M E N T E K N I K K I M I A
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji syukur Penulis panjatkan kepada Tuhan yang selalu memberikan kesehatan dan menunjukkan jalan dan pengharapan sehingga Penulis dapat menyelesaikan tugas akhir dengan judul Pembuatan Selulosa Diasetat dari Pulp
dan Asetat Anhidrat dengan Pelarut Asam Asetat dengan Kapasitas Produksi 3.500 ton/tahun.
Pra–rancangan pabrik ini disusun untuk melengkapi salah satu syarat dalam menyelesaikan perkuliahan pada Program Studi Strata Satu (S1) Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara. Dalam menyelesaikan Tugas Akhir ini, Penulis banyak menerima bantuan, bimbingan dan fasilitas dari berbagai pihak. Pada kesempatan ini Penulis mengucapkan terima kasih kepada :
1. Tuhan Yang Maha Esa yang telah memberikan berkat dan kesehatan selama ini sehingga penulis dapat menyelesaikan Tugas Akhir ini.
2. Ayahanda M. Manurung dan Ibunda P. Dolok Saribu yang selalu memotivasi dan tidak henti berdoa agar penulis dapat menyelesaikan Tugas Akhir ini.
3. Ibu Dr.Halimatuddahliana, ST. MSc, dosen pembimbing I yang telah banyak memberikan masukan, motivasi dan bimbingan serta pengertian kepada Penulis selama penulisan Tugas Akhir ini.
4. Ibu Ir. Netti Herlina, MT, dosen pembimbing II yang telah banyak memberikan masukan dan bimbingan kepada Penulis selama penulisan Tugas Akhir ini. 5. Bapak Dr. Eng. Ir. Irvan, MSi, Ketua Departemen Teknik Kimia, Fakultas
Teknik, Universitas Sumatera Utara.
6. Ibu Dr. Ir. Fatimah MS, Sekretaris Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara.
7. Ibu Ir. Renita Manurung, MT, Koordinator Tugas Akhir Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara.
8. Bapak dan Ibu dosen staf pengajar Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara
10.Sahabatku Wilson, Edu, Septin, Bobby dan kawan – kawan di Angkatan ’05 yang telah banyak memberikan masukan, doa dan motivasinya kepada Penulis. 11.Spesial thanks buat Apriando Sitompul TK’06 & Sanjaya Hutapea TK’06 serta
adik – adik di Teknik Kimia USU yang tidak tersebutkan namanya yang telah banyak memberikan bantuan, masukan, doa dan motivasinya kepada Penulis. 12.Abang dan Kakak Alumni yang tidak tersebutkan namanya yang telah banyak
memberikan masukan, doa dan motivasinya kepada Penulis.
Dalam penyusunan Tugas Akhir ini, Penulis menyadari masih banyak terdapat kekurangan baik isi ataupun kesalahan penulisan tugas akhir ini. Oleh karena itu Penulis mengharapkan saran dan kritik yang membangun dari pembaca sehingga tulisan ini dapat bermanfaat bagi kita semua.
Medan, Desember 2011
INTISARI
Selulosa diasetat merupakan bahan baku utama dalam pembuatan tekstil, filter, plastik dan yang lainnya yang dapat diproduksi dari serat yang mengandung selulosa dengan kadar tinggi. Kebutuhan akan selulosa diasetat yang meningkat yang selama ini selalu diimpor tentu membuat biaya produksi industri lanjutannya semakin tinggi padahal bahan baku utama dalam pembuatan selulosa diasetat adalah pulp hasil produksi dalam negeri yang selama ini selalu diekspor.
Selulosa diasetat yang akan diproduksi 3.500 ton/tahun dengan 330 hari kerja dengan bahan baku utama pulp dan asetat anhidrat dengan proses utama yaitu asetilasi pada suhu 700C dan hidrolisis pada suhu 1200C.
Lokasi pabrik pembuatan selulosa diasetat ini direncanakan didirikan di daerah Air Genting, Kabupaten Asahan, Provinsi Sumatera Utara dengan luas areal 21.500 m2.Tenaga kerja yang dibutuhkan 156 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang direktur utama dengan struktur organisasi sistem garis.
Hasil analisa ekonomi pabrik selulosa diasetat adalah sebagai berikut: Total Modal Investasi : Rp 141.963.395.321,-
Biaya Produksi : Rp 127.687.815.891,-
Hasil Penjualan : Rp 190.631.784.238,-
Laba Bersih : Rp 43.870.473.953,-
Profit Margin : 32,85 %
Break Even Point : 47,78%
Return on Investment : 30,09 %
Pay Out Time : 3 tahun
Return on Network : 51,50 %
Internal Rate of Return : 43,046 %
DAFTAR ISI
Kata Penghantar ... i
Intisari ... iii
Daftar Isi ... iv
Daftar Tabel ... ix
Daftar Gambar ... xii BAB I PENDAHULUAN ... I-1 1.1 Latar Belakang ... I-1 1.2 Perumusan Masalah ... I-2 1.3 Tujuan Perancangan ... I-2 1.4 Manfaat Perancangan ... I-2 BAB II TINJAUAN PUSTAKA ... II-1
2.1 Pulp ... II-1 2.2 Serat ... II-1 2.3 Selulosa Diasetat ... II-3 2.4 Pembuatan Selulosa Diasetat ... II-3 2.4.1 Persiapan Bahan Baku ... II-4 2.4.2 Proses Asetilasi dan Hidrolisis ... II-5 2.4.3 Pemurnian Produk ... II-6 2.4.4 Recovery Pelarut Asam Asetat ... II-7 2.5 Sifat Bahan Baku dan Produk ... II-7 2.5.1 Sifat Fisis dan Kimia Bahan Baku ... II-7 2.5.2 Sifat Fisis dan Kimia Bahan Penunjang ... II-8 2.5.3 Sifat Fisis dan Kimia Produk ... II-10 BAB III NERACA MASSA ... III-1
3.6 Tangki Pencuci (WT-101) ... III-4 3.7 Centrifuge 2 (SF-102) ... III-4 3.8 Rotary Dryer (RD-101) ... III-5 3.9 Dekanter (D-101) ... III-5 3.10 Tangki Pencampur (M-101)... III-5 BAB IV NERACA PANAS ... IV-1 4.1 Tangki Pencampur ... IV-1 4.2 Reaktor Asetilasi (R-101 A/B) ... IV-2 4.3 Reaktor Hidrolisa (R-102 A/B)... IV-2 4.4 Cooler (E-101) ... IV-2 4.5 Tangki Netralisasi (T-101)... IV-3 4.6 Rotary Dryer (RD-101) ... IV-3 BAB V SPESIFIKASI PERALATAN ... V-1 BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1
6.1 Instrumentasi ... VI-1 6.2 Keselamatan Kerja ... VI-4 6.3 Pencegahan Bahaya Pada Pabrik Pembuatan Selulosa Asetat ... VI-5 6.3.1 Pencegahan terhadap Kebakaran dan Peledakan ... VI-6 6.3.2 Peralatan Perlindungan Diri ... VI-7 6.3.3 Keselamatan Kerja terhadap Listrik ... VI-7 6.3.4 Pencegahan terhadap Gangguan Kesehatan ... VI-8 6.3.5 Pencegahan terhadap Bahaya Mekanis ... VI-8 6.3.6 Pencegahan dan Pertolongan Pertama Jika Terkena Bahan KimiaVI-9 BAB VII UTILITAS ... VII-1
7.4 Kebutuhan Bahan Bakar ... VII-11 7.5 Unit Pengolahan Limbah ... VII-12 7.5.1 Kolam Penampungan (POND)... VII-14 7.5.2 Bak Pengendapan Awal ... VII-14 7.5.3 Bak Netralisasi ... VII-15 7.5.4 Pengolahan Limbah dengan Sistem Activated Sludge (Lumpur Aktif) ... VII-16 7.5.5 Tangki Sedimentasi ... VII-18 7.6 Spesifikasi Peralatan Utilitas ... VII-19 7.6.1 Screening (SC) ... VII-19 7.6.2 Bak Sedimentasi (BS) ... VII-19 7.6.3 Klarifier (CL) ... VII-20 7.6.4 Sand Filter (SF) ... VII-20 7.6.5 Tangki Penampungan-01 (TU-01) ... VII-21 7.6.6 Tangki Penampungan-02 (TU-02) ... VII-21 7.6.7 Tangki Penampungan-03 (TU-03) ... VII-21 7.6.8 Penukar Kation/Cation Exchanger (CE)... VII-22 7.6.9 Penukar Anion/Anion Exchanger (AE)... VII-22 7.6.10 Tangki Pelarutan Alum [Al2(SO4)3] (TP-01 ... VII-22
7.6.11 Tangki Peralutan Soda Abu [Na2CO3] (TP-02) ... VII-23
7.6.12 Tangki Peralutan NaCl (TP-04) ... VII-23 7.6.13 Tangki Peralutan Natrium Hidroksida [NaOH] (TP-03) ... VII-24 7.6.14 Tangki Peralutan Kaporit (TP-05) ... VII-24 7.6.15 Deaerator (DE) ... VII-25 7.6.16 Ketel Uap (KU) ... VII-25 7.6.17 Cooling Tower (CT) ... VII-25 7.6.18 Tangki Bahan Bakar-03 (TU-03) ... VII-26 7.6.19 Pompa Screening (PU-01) ... VII-26 BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
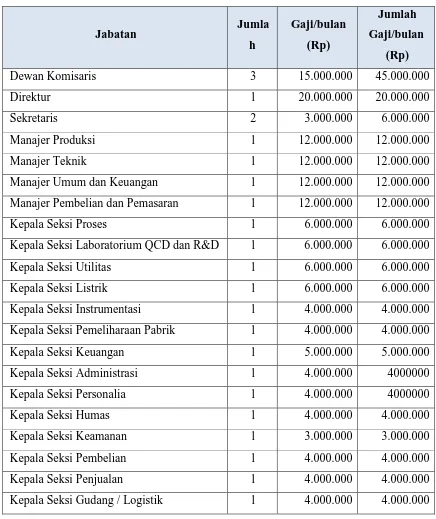
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ... IX-1 9.1 Organisasi Perusahaan ... IX-1 9.1.1 Bentuk Organisasi Garis ... IX-2 9.1.2 Bentuk Organisasi Fungsionil ... IX-2 9.1.3 Bentuk Organisasi Garis dan Staf ... IX-3 9.1.4 Bentuk Organisasi Fungsionil dan Staf ... IX-4 9.2 Manajemen Perusahaan ... IX-4 9.3 Bentuk Hukum Badan Usaha ... IX-5 9.4 Uraian Tugas, Wewenang dan Tanggung Jawab ... IX-6 9.4.1 Rapat Umum Pemegang Saham (RUPS) ... IX-6 9.4.2 Dewan Komisaris ... IX-6 9.4.3 Direktur ... IX-7 9.4.4 Sekretaris ... IX-7 9.4.5 Manajer Produksi ... IX-7 9.4.6 Manajer Teknik ... IX-7 9.4.7 Manajer Umum dan Keuangan ... IX-8 9.4.8 Manajer Pembelian dan Pemasaran ... IX-8 9.5 Sistem Kerja ... IX-8 9.6 Jumlah Karyawan dan Tingkat Pendidikan ... IX-10 9.7 Sistem Penggajian ... IX-12 9.8 Tata Tertib... IX-13 9.9 JAMSOSTEK dan Fasilitas Tenaga Kerja... IX-14 BAB X ANALISA EKONOMI ... X-1
10.6 Analisa Aspek Ekonomi ... X-5 10.6.1 Profir Margin (PM) ... X-5 10.6.2 Break Event Point (BEP) ... X-5 10.6.3 Return on Invesment (ROI) ... X-6 10.6.4 Pay Out Time (POT) ... X-6 10.6.5 Return on Network (RON) ... X-6 BAB XI KESIMPULAN ... XI-1 DAFTAR PUSTAKA ... xii LAMPIRAN A PERHITUNGAN NERACA MASSA ... LA-1 LAMPIRAN B PERHITUNGAN NERACA PANAS ... LB-1 LAMPIRAN C PERHITUNGAN SPESISIFIKASI PERALATAN ... LC-1 LAMPIRAN D PERHITUNGAN SPESIFIKASI PERALATAN UTILITAS
DAFTAR TABEL
Tabel 1.1 Data Statistika Impor Selulosa Asetat ... I-2
Tabel 2.1 Karakteristik Beberapa Jenis Pulp ... II-1
Tabel 3.1 Neraca Massa pada Tangki Pencampur... III-1
Tabel 3.2 Neraca Massa pada Reaktor Asetilasi ... III-2
Tabel 3.3 Neraca Massa pada Reaktor Hidrolisa ... III-2
Tabel 3.4 Neraca Massa pada Tanki Netralisasi ... III-3
Tabel 3.5 Neraca Massa pada Centrifuge ... III-3
Tabel 3.6 Neraca Massa pada Tangki Pencuci ... III-4
Tabel 3.7 Neraca Massa pada Centrifuge 2 ... III-4
Tabel 3.8 Neraca Massa pada Rotary Dryer ... III-5
Tabel 3.9 Neraca Massa pada Dekanter ... III-5
Tabel 3.10 Neraca Massa pada Tangki Pencampur 2... III-5
Tabel 4.1 Neraca Energi pada Tangki Pencampur ... IV-1
Tabel 4.2 Neraca Energi pada Reaktor Asetilasi ... IV-2
Tabel 4.3 Neraca Energi pada Reaktor Hidrolisa ... IV-2
Tabel 4.4 Neraca Energi pada Cooler ... IV-2
Tabel 4.5 Neraca Energi pada Tangki Netralisasi ... IV-3
Tabel 4.6 Neraca Energi pada Rotary Dryer ... IV-3
Tabel 5.1 Spesifikasi Pompa-pompa ... V-9
Tabel 5.2 Spesifikasi Conveyer ... V-10
Tabel 6.1 Daftar Instrumentasi Pada Pra Rancangan Pabrik Pembuatan Selulosa
Asetat ... VI-4
Tabel 6.2 Metode Pencegahan dan Pertolongan Pertama Jika Terkena Bahan
Kimia... VI-9
Tabel 7.1 Kebutuhan Uap (Steam) ... VII-1
Tabel 7.2 Kebutuhan Air Proses pada Alat ... VII-2
Tabel 7.3 Kebutuhan Air Panas 90 OC pada Alat ... VII-2
Tabel 7.4 Pemakaian Alat untuk Berbagai Kebutuhan ... VII-4
Tabel 7.6 Kebutuhan Listrik pada Alat Utilitas ... VII-11
Tabel 7.7 Spesifikasi Pompa-pompa Utilitas ... VII-27
Tabel 8.1 Perincian Luas Tanah ... VIII-4
Tabel 9.1 Susunan Jadwal Shift Karyawan ... IX-9
Tabel 9.2 Jumlah Karyawan adan Kualifikasinya ... IX-10
Tabel 9.3 Perincian Gaji Karyawan ... IX-12
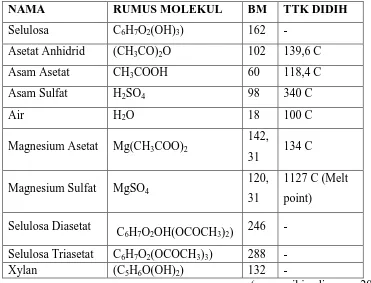
Tabel LA.1 Rumus Molekul, Berat Molekul dan Titik didih Komponen Proses
... LA-1
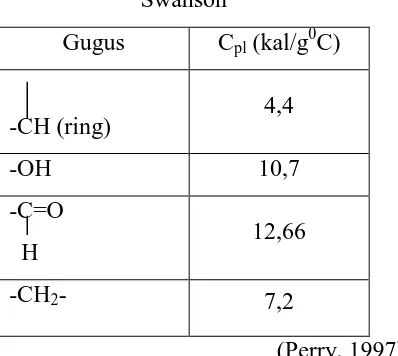
Tabel LB.1 Kontribusi Nilai Kapasitas Panas Liquid (Cpl) Metode Chuch dan
Swanson ... LB-1
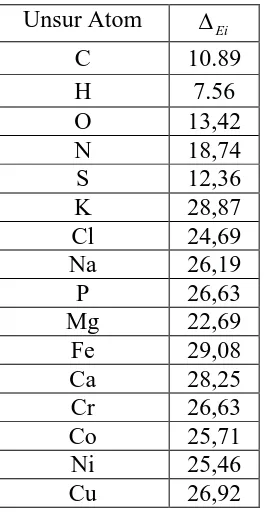
Tabel LB.2 Kontribusi UnsurAtom dengan Metode Hurst dan Harrison ... LB-2
Tabel LB.3 Kontribusi Gugus Nilai Panas Pembentukan (∆Hfo) ... LB-3
Tabel LB.4 Nilai Kapasitas Panas Masing-masing Komponen ... LB-5
Tabel LB.5 Nilai Panas Pembentukan dan Panas Penguapan ... LB-7
Tabel LB.6 Perhitungan Panas Masuk pada Tangki Pencampur (M-101) ... LB-8
Tabel LB.7 Perhitungan Panas Keluar Tangki Pencampur (M-101) ... LB-9
Tabel LB.8 Neraca Energi Tangki Pencampur (M-101) ... LB-9
Tabel LB.9 Perhitungan Panas Masuk Reaktor (R-101 A/B) ... LB-11
Tabel LB.10 Perhitungan Panas Keluar Reaktor (R-101 A/B) ... LB-11
Tabel LB.11 Neraca Energi Reaktor (R-101 A/B) ... LB-12
Tabel LB.12 Perhitungan Panas Masuk Tangki Hidrolisa (R-102 A/B) ... LB-13
Tabel LB.13 Perhitungan Panas Keluar Tangki Hidrolisa (R-102 A/B) ... LB-14
Tabel LB.14 Neraca Energi Tangki Hidrolisa (R-102 A/B) ... LB-15
Tabel LB.15 Perhitungan Panas Keluar Cooler (E-101) ... LB-16
Tabel LB.16 Neraca Energi Cooler (E-101) ... LB-17
Tabel LB.17 Perhitungan Panas Masuk Tangki Netralisasi (T-101) ... LB-18
Tabel LB.18 Perhitungan Panas Keluar Tangki Netralisasi (T-101) ... LB-19
Tabel LB.19 Neraca Energi Tangki Netralisasi (T-101) ... LB-20
Tabel LB.20 Perhitungan Panas Masuk Rotary Dryer (RD-101) ... LB-21
Tabel LB.21 Perhitungan Panas Keluar Rotary Dryer (RD-101) ... LB-22
Tabel LC.1 Komposisi Bahan Masuk ke Gudang Penyimpanan Pulp (V-101)
... LC-1
Tabel LC.2 Komposisi Bahan Masuk ke Gudang Penyimpanan Selulosa Diasetat
... LC-12
Tabel LC.3 Komposisi Bahan Masuk ke Tangki Pencampur ... LC-13
Tabel LC.4 Komposisi Bahan Masuk ke Tangki Pencampur 2 ... LC-16
Tabel LC.5 Komposisi Bahan Masuk ke Tangki Pencuci (V-105) ... LC-18
Tabel LC.6 Komposisi Bahan Masuk ke Reaktor Asetilasi ... LC-22
Tabel LC.7 Komposisi Bahan Masuk ke Reaktor Hidrolisa ... LC-27
Tabel LC.8 Komposisi Bahan Masuk ke Tangki Netralisasi ... LC-32
Tabel LC.9 Hasil Perhitungan untuk Semua Pompa Proses ... LC-39
Tabel LC.10 Hasil Perhitungan untuk Semua Conveyer ... LC-41
Tabel LC.11 Komposisi Bahan Masuk ke Sentrifuge ... LC-42
Tabel LC.12 Komposisi Bahan Masuk ke Sentrifuge 2 ... LC-44
Tabel LC.13 Komposisi Bahan yang Masuk ke Dekanter ... LC-45
Tabel LD.1 Spesifikasi untuk Pompa-pompa Utilitas ... LD-34
Tabel LE.1 Perincian Harga Bangunan dan Sarana Lainnya ... LE-1
Tabel LE.2 Harga Indeks Marshall dan Swift ... LE-3
Tabel LE.3 Estimasi Harga Peralatan Proses ... LE-6
Tabel LE.4 Estimasi Harga Peralatan Utilitas ... LE-7
Tabel LE.5 Biaya Sarana Transportasi ... LE-10
Tabel LE.6 Perincian Gaji Pegawai ... LE-13
Tabel LE.7 Perincian Biaya Kas ... LE-15
Tabel LE.8 Perincian Modal Kerja ... LE-16
Tabel LE.9 Aturan Depresiasi Sesuai UU Republik Indonesia No.17 Tahun 2000
... LE-17
Tabel LE.10 Perhitungan Biaya Depresiasi Sesuai UU RI No.17 Tahun 2000
... LE-18
Tabel LE.11 Data Perhitungan BEP ... LE-26
DAFTAR GAMBAR
Gambar 8.1 Tata Letak Pra Rancangan Pabrik Selulosa Diasetat ... VIII-6 Gambar 9.1 Struktur Organisasi Pabrik Pembuatan Selulosa Diasetat ... IX-14 Gambar LE.1 Harga Peralatan untuk Tangki Penyimpanan ... LE-5 Gambar LE.2 Kurva Break Event Point Pabrik Pembuatan Selulosa Diasetat
INTISARI
Selulosa diasetat merupakan bahan baku utama dalam pembuatan tekstil, filter, plastik dan yang lainnya yang dapat diproduksi dari serat yang mengandung selulosa dengan kadar tinggi. Kebutuhan akan selulosa diasetat yang meningkat yang selama ini selalu diimpor tentu membuat biaya produksi industri lanjutannya semakin tinggi padahal bahan baku utama dalam pembuatan selulosa diasetat adalah pulp hasil produksi dalam negeri yang selama ini selalu diekspor.
Selulosa diasetat yang akan diproduksi 3.500 ton/tahun dengan 330 hari kerja dengan bahan baku utama pulp dan asetat anhidrat dengan proses utama yaitu asetilasi pada suhu 700C dan hidrolisis pada suhu 1200C.
Lokasi pabrik pembuatan selulosa diasetat ini direncanakan didirikan di daerah Air Genting, Kabupaten Asahan, Provinsi Sumatera Utara dengan luas areal 21.500 m2.Tenaga kerja yang dibutuhkan 156 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang direktur utama dengan struktur organisasi sistem garis.
Hasil analisa ekonomi pabrik selulosa diasetat adalah sebagai berikut: Total Modal Investasi : Rp 141.963.395.321,-
Biaya Produksi : Rp 127.687.815.891,-
Hasil Penjualan : Rp 190.631.784.238,-
Laba Bersih : Rp 43.870.473.953,-
Profit Margin : 32,85 %
Break Even Point : 47,78%
Return on Investment : 30,09 %
Pay Out Time : 3 tahun
Return on Network : 51,50 %
Internal Rate of Return : 43,046 %
BAB I
PENDAHULUAN
1.1Latar Belakang
Selulosa diasetat pertama kali dikenalkan oleh Schutzanberger pada 1865. Pada 1879, Franchimont melaporkan penggunaan asam sulfat sebagai katalis untuk asetilasi, dimana katalis ini masih sangat biasa digunakan untuk produksi selulosa diasetat secara komersial. Proses pembuatan selulosa diasetat selanjutnya disempurnakan oleh Miles (1903) dan Von Bayer (1906), selanjutnya dibawah pengawasan Camille dan Henri Dreyfus untuk pertama kalinya direalisasikan proses produksi selulosa diasetat dengan skala besar di Inggris. Selulosa diasetat banyak digunakan untuk berbagai macam hal, yaitu sebagai bahan untuk pembuatan benang tenunan dalam industri tekstil, sebagai filter pada rokok, bahan untuk lembaran-lembaran plastik, film dan juga cat. Oleh karena itu selulosa diasetat merupakan bahan industri yang cukup penting peranannya (Anonim e ).
Berdasarkan data dari Biro Pusat Statistik, diperoleh data bahwa kebutuhan selulosa diasetat di Indonesia masih dipenuhi dengan mengimpor dari luar negeri misalnya negara Jepang, Amerika dan beberapa negara Eropa. Indonesia merupakan salah satu penghasil tekstil terbesar di dunia, ketergantungan akan selulosa diasetat menjadikan APBN Indonesia untuk impor bahan baku ini cukup tinggi, sehingga membebani ongkos produksi tekstil dalam negeri (Anonim e).
Dengan demikian, maka sangatlah tepat untuk mendirikan suatu industri yang memproduksi selulosa diasetat di Indonesia. Adapun beberapa hal yang menjadi pertimbangan untuk mendirikan pabrik selulosa diasetat di Indonesia di antaranya : 1. Kebutuhan akan selulosa diasetat yang semakin meningkat dari tahun ke tahun. 2. Banyaknya tenaga kerja yang memerlukan penyaluran sehingga dengan
pendirian pabrik ini diharapkan dapat menyerap tenaga kerja sehingga akan mengurangi angka pengangguran.
Walau ada beberapa tahun impor menurun, akan tetapi tidak terlalu kecil sehingga tidak perlu terlalu di khawatirkan, seperti yang diperlihatkan pada tabel di bawah ini.
Tabel 1.1 Data Statistika Impor Selulosa Asetat
Tahun Ton
2005 2.840,353
2006 2.699,461
2007 2.941,931
2008 3.180,449
2009 3.037,247
(Sumber : Data BPS Medan, 2009)
1.2Perumusan Masalah
Sehubungan dengan semakin diperlukannya tekstil yang aman dan ramah terhadap lingkungan, serta terdapatnya potensi tekstil yang cukup besar di Indonesia, maka suatu prospek yang bagus untuk membuat suatu perancangan pabrik pembuatan selulosa diasetat sebagai bahan baku pembuatan tekstil dengan menggunakan bahan baku utama pulp dan asetat anhidrat dengan bantuan katalis asam sulfat sangat memungkinkan.
1.3Tujuan Perancangan
Tujuan perancangan pabrik pembuatan selulosa diasetat ini adalah untuk menerapkan disiplin ilmu Teknik Kimia, khususnya dibidang rancang, proses dan operasi teknik kimia, sehingga memberikan gambar kelayakan pra perancangan ini.
1.4Manfaat Perancangan
BAB II
TINJAUAN PUSTAKA
2.1 Pulp
Pulp merupakan material berserat yang dihasilkan dari beberapa tahapan proses melalui perlakuan kimia dan mekanis, tergantung jenis bahan baku. Sekarang, sekitar 90 % produksi pulp dunia berbahan baku dari kayu. Adapun beberapa kandungan yang terdapat dalam kayu adalah α-selulosa (R-10) dan xylen. Kandungan dari bahan baku pulp yang mempengaruhi pembuatan selulosa asetat adalah α -selulosa (R-10, dengan batas kandungan minimal α-selulosa (R-10) dalam pulp 96 % (Lewin, 2006). Berikut kadar α-selulosa (R-10) dalam pulp pada beberapa proses dan bahan baku.
Tabel 2.1 Karakteristik Beberapa Jenis Pulp
Prefered Appication
Viscose Ether (HV) Viscose Acetate Acetate
Raw Material Hardwood Softwood Hardwood Hardwood Cotton
Cooking Process Sulfite Sulfite PHK PHK Litters
Brightness % ISO 92,2 90,2 90,7 92,2 87,9
R28 Content % 93,4 95,2 97,9 98,2 99,0
R20 Content % 87,4 93,8 93,3 97,7 97,4
Xylan % 3,6 3,1 1,5 0,9 0,2
Carbonyl µ mol g- 18,8 6,0 4,3 4,4 3,7
Carboxyl µ mol g- 35,6 59,8 32,0 15,0 12,4
DPw 1790 4750 1400 2100 1250
DPn 277 450 460 650 700
PDI 6,5 10,6 3,0 3,2 1,8
DP < 100 wt % 9,0 0,5 2,5 2,0 0,3
DP > 2000 wt % 26,8 61,0 19,9 35,0 15,5
2.2 Serat
Serat atau fiber adalah suatu jenis bahan berupa potongan-potongan komponen yang membentuk jaringan memanjang yang utuh. Contoh serat yang paling sering dijumpai adalah serat pada kain. Manusia menggunakan serat dalam banyak hal: untuk membuat tali, kain, atau kertas. Serat dapat digolongkan menjadi dua jenis yaitu serat alami dan serat sintetis (serat buatan manusia). Serat sintetis dapat diproduksi secara murah dalam jumlah yang besar. Namun demikian, serat alami memiliki berbagai kelebihan khususnya dalam hal kenyamanan.
Serat alami meliputi serat yang diproduksi oleh tumbuh-tumbuhan, hewan, dan proses geologis. Serat jenis ini bersifat dapat mengalami pelapukan. Serat alami dapat digolongkan ke dalam (Anonim e) :
• Serat tumbuhan/serat pangan; biasanya tersusun atas selulosa, hemiselulosa, dan kadang-kadang mengandung pula lignin. Contoh dari serat jenis ini yaitu katun dan kain ramie. Serat tumbuhan digunakan sebagai bahan pembuat kertas dan tekstil. Serat tumbuhan juga penting bagi nutrisi manusia.
• Serat kayu, berasal dari tumbuhan berkayu.
• Serat hewan, umumnya tersusun atas protein tertentu. Contoh dari serat hewan yang dimanfaatkan oleh manusia adalah serat laba-laba (sutra) dan bulu domba (wol).
• Serat mineral, umumnya dibuat dari asbestos. Saat ini asbestos adalah satu-satunya mineral yang secara alami terdapat dalam bentuk serat panjang. Adapun serat buatan/sintetis yang dikenal pada saat ini di kelompokkan menjadi dua, yaitu (Anonim e):
1.Serat mineral : serat yang terbuat dari bahan baku berupa mineral Contoh :
• Kaca serat/Fiberglass, dibuat dari kuarsa
• Serat logam dapat dibuat dari logam yang duktil seperti emas, atau perak.
• Serat karbon
2. Serat polimer : bagian dari serat sintetis, serat jenis ini dibuat melalui proses kimia Contoh :
• polyamida nilon
• fenol-formaldehid (PF)
• serat polivinyl alkohol (PVOH)
• serat polivinyl khlorida (PVC)
• poliolefin (PP dan PE)
• polyethylene (PE)
• Elastomer, digunakan untuk membuat spandex
• poliuretan.
2.3 Selulosa Diasetat
Selulosa diasetat merupakan serat yang sangat mudah dihasilkan dengan biaya yang rendah dan kualitas produk yang baik. Selulosa diasetat digunakan dalam berbagai industri seperti pembuatan tekstil, plastik, fiber, dan filter rokok. Adapun sifat selulosa diasetat yang membedakan dengan serat sintetis lainnya adalah (Anonim e):
• Termoplastik
• Selektif absorpsi dan dapat membuang beberapa bahan organik dengan kadar rendah
• Mudah digabungkan dengan plasticizers, panas, dan tekanan
• Selulosa diasetat larut pada kebanyakan pelarut (terutama aseton dan pelarut organik) dan dapat dimodifikasi agar dapat dilarutkan dengan pelarut alternatif, termasuk air
• Hidrofilik, membuat selulosa diasetat gampang basah, dengan pengantar cairan yang baik dan absorpsi yang bagus
• Area permukaan luas
• Terbuat dari sumber yang dapat diperbaharui : pulp kayu
• resistan untuk mold dan mildew
• Mudah hancur dengan larutan alkali kuat dan agen oksidasi kuat
2.4 Pembuatan Selulosa diasetat
Selulosa diasetat merupakan hasil reaksi dari selulosa dan asetat anhidrid, yang merupakan produk senyawa dari gugus hidroksil dan asam. Ada 3 proses utama yang biasa digunakan untuk memproduksi selulosa diasetat, yaitu :
1. Solvent process (proses dengan pelarut)
Merupakan proses yang paling umum dan biasa digunakan. Pada proses asetilasi digunakan asetat anhidrid sebagai reaktan utama dan berlangsung dengan kehadiran asam asetat glasial sebagai pelarut serta asam sulfat sebagai katalis. 2. Solution process (proses larutan)
Methylene chloride menggantikan semua atau sebagian asam asetat dan aksinya
sebagai solven bagi selulosa diasetat yang terbentuk. 3. Heterogenous process (proses heterogen)
Cairan organik inert, seperti benzene ligroin digunakan sebagai non-solvent untuk menjaga selulosa terasetilasi yang telah terbentuk dalam larutan.
Proses yang digunakan pada perancangan proses ini yaitu proses dengan pelarut asam asetat dengan reaktan utama asetat anhidrat dan katalis asam sulfat karena memiliki keuntungan pada proses asetilasi yang menghasilkan derajat asetilasi yang tinggi yaitu 2,50 – 2,95 (Lewin, 2006).
Secara umum, produksi selulosa diasetat melalui proses dengan pelarut meliputi 4 tahapan, yaitu :
1. Persiapan Bahan Baku (Pretreatment) 2. Proses Asetilasi dan Hidrolisis
3. Pemurnian Produk
4. Recovery pelarut asam asetat
Tahapan pembuatan selulosa diasetat melalui proses dengan pelarut adalah sebagai berikut :
2.4.1 Persiapan Bahan Baku (Petreatment)
kondisi operasi 500C ke tangki M-101 dan diagitasi selama 30 menit.untuk proses aktivasi pulp dalam penyeragaman selulosa (pretreatment). Fasa pada proses
pretreatment adalah bubur (slurry).
2.4.2 Proses Asetilasi dan Hidrolisis - Asetilasi
Pulp yang telah diaktivasi dimasukkan ke dalam reaktor R-101A/B yang dilengkapi dengan agitator dan jaket pendingin. Proses asetilasi yang berlangsung pada reaktor R-101A/B adalah batch sehingga dibuat paralel untuk menjadikan proses kontiniu. Ke dalam reaktor dipompakan reaktan asetat anhidrat sebanyak 280% dari tangki 104, pelarut asam asetat (70%) sebanyak 450% dari tangki V-106 dan katalis asam sulfat dari tangki V-103 sebanyak 3% dari berat selulosa yang telah diaktivasi dengan kondisi operasi 70oC dan waktu reaksi 1 jam (50 menit pencapaian suhu 700C akibat adanya panas reaksi dan 10 menit untuk memperoleh efek asetilasi).
Berikut mekanisme proses asetilasi yang terjadi pada reaktor R-101A/B :
Asetat anhidrat Karbokation
Karbokation Selulosa monoasetat Asam asetat
kedudukan OH- pada atom C menentukan kereaktifan atom pada reaksi esterifikasi. Halangan sterik yang dimiliki gugus hidroksil pada C6 lebih kecil dibandingkan pada
atom C2 dan atom C3. Dengan alasan yang sama kemungkinan tahap reaksi
selanjutnya terjadi pada atom C3 dan terakhir pada C2. Dengan demikian reaksi
esterifikasi triasetat pada selulosa berlangsung secara bertahap ( Suyati, 2008). Berikut reaksi umum asetilasi selulosa dengan asetat anhidrat pada reaktor
R-101A/B
(
α
-selulosa (R-10)) (Asetat anhidrat) (Selulosa triasetat) (Asam asetat)- Hidrolisis
Setelah proses asetilasi, produk R-101A/B selanjutnya dihidrolisis dalam tangki R-102A/B dengan penambahan air sebanyak 70% dari berat selulosa (U.S.
Patent :4,590,266 Yamashita, 1986). Tangki hidrolisis berbentuk vertikal dan
dilengkapi dengan agitator. Suhu operasi yang berlangsung pada proses hidrolisis adalah 1200C yang diperoleh dari steam selama 2 jam (U.S. Patent : 4,306,060
Ikemoto, 1981).
CTA + 0,55 H2O CDA + 0,55CH3COOH
Pada proses hidrolisis ini seluruh asetat anhidrat sisa juga terhidrolisis menjadi asam asetat.
2.4.3 Pemurnian Produk
memisahkan air dan padatan selulosa diasetat. Selanjutnya selulosa diasetat dibawa ke rotary dryer (RD-101) untuk dikeringkan hingga kelembaban 2-5% pada suhu 100 OC yang kemudian dibawa dengan menggunakan conveyor (SC-103) ke tangki pembentukan produk / hammer mills (HM-102) untuk menyeragamkan produk dalam bentuk flake. Kemudian diteruskan ke gudang penyimpanan produk selulosa diasetat (V-107) dengan menggunakan conveyer (SC-104).
2.4.4 Recovery Pelarut Asam Asetat
Larutan dari tangki pengendapan SF-101 dialirkan ke tangki dekanter D-101 untuk memisahkan magnesium sulfat dari asam asetat dan air. Fasa berat dialirkan ke unit pengolahan limbah sedangkan larutan sisa dialirkan ke tangki pencampuran asam asetat dengan menambahkan sejumlah air sehingga komposisi asam asetat pada tangki penyimpanan sebesar 70%.
2.5 Sifat Bahan Baku dan Produk 2.5.1 Sifat Fisis dan Kimia Bahan Baku a. Pulp
Sifat Fisis :
Wujud : padat
Sg : 1,6 g/cm3
Rumus molekul : (C6H7O2(OH)3)x
Kapasitas panas : 0,32 Cal/g.oC
(Perry, 1997) Sifat Kimia :
Reaksi esterifikasi selulose dengan asam asetat anhidrid : OSO2OH
Rcell(OH)3 + H2SO4 + 3 (CH3CO)2O Rcell + 4 CH3COOH
(OCOCH3)2
b. Asetat Anhidrid
Sifat Fisis :
Wujud : cair
Rumus molekul : (CH3CO)2O
BM : 102,09 g/mol
Titik didih : 139,6oC pada tekanan 1 atm.
Sg : 1,082 g/cm3
Kapasitas panas : 0,456 cal/g.oC Temperatur kritis : 326oC
Viscositas : 0,91 Cp
Panas penguapan : 93 cal/g (pada titik didih normal)
(Perry, 1997) Sifat Kimia :
Asetat anhidrid bisa berasetilasi dengan berbagai macam campuran, mulai dari kelompok selulosa sampai ammonia dengan menggunakan katalis asam atau basa. Pada beberapa garam inorganik dipakai juga aksi katalis, tetapi sukar untuk menggeneralisasi aksi dari garam metalik dan ion.
Pada umumnya reaksi katalisasi asam dari asetat anhidrid lebih cepat dibandingkan dengan reaksi katalis dengan basa. Hidrolisa dari asetat anhidrid berjalan pada suhu yang rendah dengan adanya katalis akan mencapai tingkat (laju) yang lebih baik.
2.5.2 Sifat Fisis dan Kimia Bahan Penunjang a. Asam Asetat
Sifat Fisis :
Wujud : cair
Kenampakan : jernih (tidak berwarna)
Rumus molekul : CH3COOH
BM : 60,05 g/mol
Titik didih : 118, 4oC pada tekanan 1 atm Kapasitas panas : 0,522 cal/g.oC
Sg : 1,049 g/cm3
Temperatur kritis : 594,45oK
Viscositas : 1,22 Cp
Panas pembakaran : 46,6 cal/g
(Perry, 1997)
Sifat Kimia:
Dalam sintesa cellulose dan rayon, asam asetat anhidrat terbentuk dari asam asetat dengan kondisi 700 0C dan 150 mmHg
Reaksi:
HOAc H2O + CH2 = CO
Dengan katalis trietil pospat, diikuti reaksi pendinginan dalam fase cair HOAc + CH2 = CO Ac2O
b. Asam Sulfat
Sifat Fisis :
Wujud : cair
Kenampakan : jernih (tidak berwarna) Rumus molekul : H2SO4
BM : 98 g/mol
Titik didih : 340oC pada tekanan 1 atm Kapasitas panas : 0,3404 cal/g.oC
Sg : 1,8361 g/cm3
(Perry, 1997)
Sifat Kimia :
Asam sulfat larut dalam semua proporsi air dan menghasilkan sejumlah panas. Setiap 1 lb asam sulfat 100% ditambah air sampai konsentrasi asam 90% akan melepaskan panas 80 BTU dan bila ditambah air hingga konsentrasi 20% maka akan melepas panas sebesar 300 BTU. Asam sulfat dapat melarutkan sejumlah besar SO3 dan
memproduksi bermacam-macam tingkatan oleum.
c. Magnesium Asetat
Sifat fisis :
Kenampakan : jernih (tidak berwarna) Rumus molekul : Mg(CH3COO)2
BM : 142,39 g/mol
Titik didih : 134oC pada tekanan 1 atm Kapasitas panas : 0,2340 cal/g.oC
Sg : 1,035 g/cm3
(Perry, 1997)
Sifat Kimia :
Pada kasus asetilasi dengan katalis yang tinggi (pekat), asam sulfat dinetralisir dengan menambahkan sodium asetat atau magnesium asetat untuk mengurangi kandungan asam sulfat bebas dan mencegah depolimerisasi yang berlebihan (Kirk & Othmer, 1977).
2.5.3 Sifat Fisis dan Kimia Produk a. Selulosa Diasetat (produk utama)
Sifat fisis :
Wujud : padat
Kenampakan : flake (butiran)
Rumus molekul : (C6H7O2(OCOCH3)3)x
Titik lebur : 260oC Kapasitas panas : 0,42 cal/g.oC
Sg : 1,32 g/cm3
Derajat polimerisasi : 200 Derajat subtitusi : 3
(Perry, 1997) Sifat kimia :
BAB III
NERACA MASSA
Pembuatan selulosa diasetat dari pulp dengan katalis asam sulfat dan pelarut asam asetat didasarkan pada :
Kapasitas produksi : 3.500 ton/tahun Waktu kerja : 330 hari/tahun
Satuan operasi : kg/jam
Kemurnian produk : 97%
Peralatan – peralatan yang mengalami peneracaan massa yaitu :
- Tangki Pencampur 1 (M-101)
- Reaktor Asetilasi (R-101 A/B)
- Reaktor Hidrolisa (R-102 A/B)
- Tangki Netralisasi (T-101)
- Sentrifuge 1 (SF-101) - Tangki Pencuci (WT-101)
- Sentrifuge 2 (SF-102) - Rotary dryer (RD-101) - Dekanter (D-101)
- Tangki Pencampur 2 (M-102)
1. Tangki Pencampur 1 (M-101)
Tabel 3.1 Neraca massa pada Tangki Pencampur 1 (M-101)
Komponen Masuk Keluar
F2(kg/jam) F3(kg/jam) F4kg/jam)
α-selulosa 258,783 - 258,783
Xylan 2,383 - 2,383
Asam asetat - 63,401 63,401
Air 3,708 1,293 5,002
TOTAL
264,875 64,695
2. Reaktor Asetilasi (R-101 A/B)
Tabel 3.2 Neraca massa pada Reaktor Asetilasi (R-101 A/B)
Komponen Masuk Keluar
F4(kg/jam) F5(kg/jamm) F6(kg/jam) F7(kg/jm) F8(kg/jam)
Selulosa triasetat - - - - 464,371
α-selulosa 258,783 - - - -
Xylan 2,383 - - - 2,383
Asam asetat 63,401 - 14,492 815,166 1.180,60
Asetat anhidrat - - 710,101 - 216,975
Asam sulfat - 7,608 - - 7,608
Air 5,002 0,155 - 349,357 354,514
TOTAL
329,570 7,763 724,592 1.164,50
2.226,450 2.226,40
3. Reaktor Hidrolisa (R-102 A/B)
Tabel 3.3 Neraca massa pada Reaktor Hidrolisa
Komponen Masuk Keluar
F8(kg/jam) F9(kg/jam) F10(kg/jam)
Selulosa diasetat - - 429,331
Selulosa triasetat 464,371 - -
Xylan 2,383 - 2,383
Asam asetat 11118800,,55997 7 - 11448811,,22883 3
Asetat anhidrat 216,975 - 4,339
Asam sulfat 7,608 - 7,608
Air 354,514 183,736 485,240
TOTAL
2.226,45 183,736
4. Tangki Netralisasi (T-101)
Tabel 3.4 Neraca massa pada Tangki Netralisasi (T-101)
Komponen Masuk Keluar
F11(kg/jam) F12(kg/jam) F13(kg/jam)
Selulosa diasetat 429,331 - 429,331
Xylan 2,383 - 2,383
Asam asetat 1481,283 - 1481,283
Asetat anhidrat 4,339 - 4,339
Asam sulfat 7,608 - 0,076
Air 485,240 49,686 534,926
Magnesium asetat - 12,421 1,507
Magnesium sulfat - - 9,223
TOTAL
2410,186 62,107
2472,290 2472,290
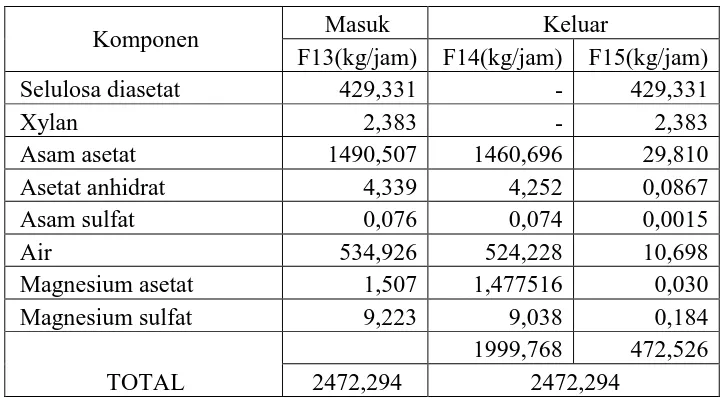
5. Sentrifuge 1 (SF-101)
Tabel 3.5 Neraca massa pada Sentrifuge 1 (SF-101)
Komponen Masuk Keluar
F13(kg/jam) F14(kg/jam) F15(kg/jam)
Selulosa diasetat 429,331 - 429,331
Xylan 2,383 - 2,383
Asam asetat 1490,507 1460,696 29,810
Asetat anhidrat 4,339 4,252 0,0867
Asam sulfat 0,076 0,074 0,0015
Air 534,926 524,228 10,698
Magnesium asetat 1,507 1,477516 0,030
Magnesium sulfat 9,223 9,038 0,184
TOTAL
1999,768 472,526
6. Tangki Pencuci (WT-101)
Tabel 3.6 Neraca massa pada Tangki Pencuci (WT-101)
Komponen Masuk Keluar
F15(kg/jam) F16(kg/jam) F17(kg/jam)
Selulosa diasetat 429,331 - 429,331
Xylan 2,383 - 2,383
Asam asetat 29,810 - 29,810
Asetat anhidrat 0,0867 - 0,0867
Asam sulfat 0,0015 - 0,0015
Air 10,698 1181,315 1192,014
Magnesium asetat 0,030 - 0,030
Magnesium sulfat 0,184 - 0,184
TOTAL
472,526 1181,315
1653,841 1653,841
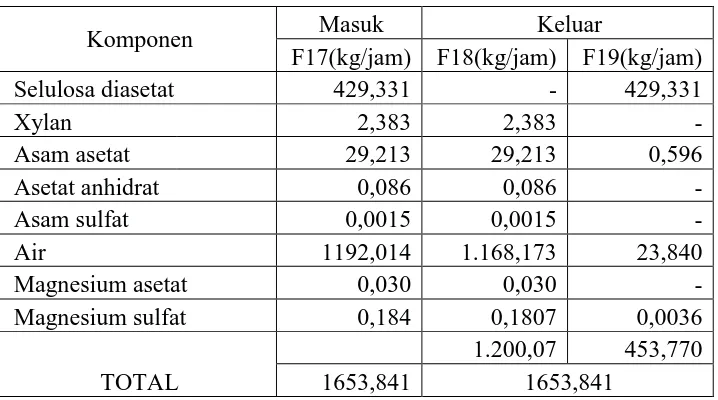
7. Sentrifuge 2 (SF-102)
Tabel 3.7 Neraca massa pada Sentrifuge 2 (SF-102)
Komponen Masuk Keluar
F17(kg/jam) F18(kg/jam) F19(kg/jam)
Selulosa diasetat 429,331 - 429,331
Xylan 2,383 2,383 -
Asam asetat 29,213 29,213 0,596
Asetat anhidrat 0,086 0,086 -
Asam sulfat 0,0015 0,0015 -
Air 1192,014 1.168,173 23,840
Magnesium asetat 0,030 0,030 -
Magnesium sulfat 0,184 0,1807 0,0036
TOTAL
1.200,07 453,770
8. Rotary Dryer (RD-101)
Tabel 3.8 Neraca massa pada Rotary Dryer (RD-101)
Komponen Masuk Keluar
F19(kg/jam) F20 (kg/jam) F21 (kg/jam)
Selulosa diasetat 429,331 - 429,331
Asam asetat 0,596 0,166 0,429
Air 23,840 11,681 12,158
Magnesium sulfat 0,0036 - 0,0036
TOTAL
11,848 441,922
453,771 453,771
9. Dekanter (D-101)
Tabel 3.9 Neraca massa pada Dekanter (D-101)
Komponen Masuk Keluar
F14(kg/jam) F24(kg/jam) F23(kg/jam)
Asam asetat 1460,696 1460,696 -
Asetat anhidrat 4,252 - 4,252
Asam sulfat 0,074 - 0,074
Air 524,228 502,075 22,153
Magnesium asetat 1,477 - 1,477
Magnesium sulfat 9,038 - 9,038
TOTAL
1962,77 36,996
10. Tangki Pencampur (M-102)
Tabel 3.10 Neraca massa pada Tangki Pencampur 2 (M-102)
Komponen Masuk Keluar
F24(kg/jam) F25(kg/jam) F26(kg/jam) F7(kg/jam)
Asam asetat 1.460,696 - 645,529 815,166
Air 502,074 123,938 276,655 349,357
TOTAL
1.962,771 123,938 992,185 1.164,520
2.464,846 2.464,846
BAB IV
NERACA PANAS
Kapasitas produksi : 3.500 ton/tahun
Basis Perhitungan : 1 jam operasi
Satuan Operasi : kJ/jam
Waktu kerja per tahun : 330 hari
Suhu referensi : 25 0C (298 0K)
Peralatan – peralatan yang mengalami peneracaan energi yaitu : - Tangki Pencampur 1 (M-101)
- Reaktor Asetilasi (R-101 A/B) - Reaktor Hidrolisa (R-102 A/B) - Cooler (E-101)
- Tangki Netralisasi (T-101) - Rotary dryer (RD-101)
1. TANGKI PENCAMPUR 1 (M-101)
Tabel 4.1 Neraca energi pada Tangki Pencampur (M-101)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 2.430,630 -
Produk - 12.153,154
Air Panas 9.722,523 -
Total 12.153,154 12.153,154
2. REAKTOR ASETILASI (R-101 A/B)
Tabel 4.2 Neraca energi pada Reaktor Asetilasi (R-101 A/B)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan -66.836,724 -
Produk - 220.492,400
Panas Reaksi - -3.356,240
Air Panas 283.979,884 -
Total 217.137,160 217.137,160
3. REAKTOR HIDROLISA (R-102 A/B)
Tabel 4.3 Neraca energi pada Reaktor Hidrolisa (R-102 A/B)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 224.340,675 -
Produk - 505.741,325
Panas Reaksi - -10.776,602
Steam 270.624,048 -
Total 494.964,722 494.964,722
4. COOLER (E-101)
Tabel 4.4 Neraca energi pada Cooler (E-101)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 505.741,325 -
Produk - 251.561,513
Air Pendingin -254.179,881 -
Total 251.561,513 251.561,513
5. TANGKI NETRALISASI (T-101)
Tabel 4.5 Neraca energi pada Tangki Netralisasi (T-101)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 252.672,418 -
Produk - 261.666,426
Panas Reaksi - 100,502
Air Panas 9.094,510 -
Total 261.766,928 261.766,928
6. ROTARY DRYER (RD-101)
Tabel 4.6 Neraca energi pada Rotary Dryer (RD-101)
Komponen Masuk (kJ/jam) Keluar (kJ/jam)
Umpan 3.008,102 -
Produk - 45.175,378
Steam 45.175,378 -
BAB V
SPESIFIKASI PERALATAN
5.1 Gudang Penyimpanan Pulp (V-101)
Fungsi : Tempat penyimpanan pulp selama 15 hari
Bentuk : Segi empat beraturan
Bahan konstruksi : Beton
Jumlah : 1 unit
Kapasitas : 101,301 m3 Kondisi penyimpanan
Temperatur : 300C Tekanan : 1 atm Kondisi fisik
Panjang : 6,042 m
Lebar : 6,042 m
Tinggi : 3,021 m
5.2 Tangki Penyimpanan Asam Asetat Glasial (V-102)
Fungsi : Penyimpanan bahan baku asam asetat glasial
Bentuk : Silinder tegak dengan alas dan tutup datar Bahan konstruksi : Carbon steel SA-285 grade C
Jumlah : 1 unit
Kapasitas : 26,643 m3 Kondisi Penyimpanan
Temperatur : 300C Tekanan : 1 atm Kondisi fisik
Diameter : 2,569 m
Tinggi : 5,139 m
5.3 Tangki Penyimpanan Asam Sulfat (V-103)
Fungsi : Penyimpanan bahan baku asam sulfat
Bentuk : Silinder tegak dengan alas dan tutup datar Bahan konstruksi : Carbon steel SA-285 grade C
Jumlah : 1 unit
Kapasitas : 3,645 m3 Kondisi Penyimpanan
Temperatur : 300C Tekanan : 1 atm Kondisi fisik
Diameter : 1,324 m
Tinggi : 2,648 m
Tebal : ¼ in
5.4 Tangki Penyimpanan Asetat Anhidrat (V-104)
Fungsi : Penyimpanan bahan baku asetat anhidrat
Bentuk : Silinder tegak dengan alas dan tutup datar Bahan konstruksi : Carbon steel SA-285 grade C
Jumlah : 1 unit
Kapasitas : 135,257 m3 Kondisi Penyimpanan
Temperatur : 300C Tekanan : 1 atm Kondisi fisik
Diameter : 4,861 m
Tinggi : 7,296 m
Tebal : ½ in
5.5 Tangki Penyimpanan Magnesium Asetat (V-105)
Fungsi : Penyimpanan bahan baku magnesium asetat
Jumlah : 1 unit Kapasitas : 25,036 m3 Kondisi Penyimpanan
Temperatur : 300C Tekanan : 1 atm Kondisi fisik
Diameter : 2,523 m
Tinggi : 5,048 m
Tebal : ¼ in
5.6 Tangki Penampungan Asam Asetat Sisa (V-106)
Fungsi : Penampungan asam asetat sisa
Bentuk : Silinder tegak dengan alas dan tutup datar Bahan konstruksi : Carbon steel SA-285 grade C
Jumlah : 1 unit
Kapasitas : 179,8337 m3 Kondisi Penyimpanan
Temperatur : 300C Tekanan : 1 atm Kondisi fisik
Diameter : 5,345 m
Tinggi : 8,0179 m
Tebal : ½ in
5.7 Gudang Penyimpanan Selulosa Diasetat (V-107)
Fungsi : Tempat penyimpanan Selulosa Diasetat selama 15 hari
Bentuk : Prisma segi empat beraturan
Bahan konstruksi : Beton Jumlah : 1 unit
Kapasitas : 187,9039 m3 Kondisi Penyimpanan
Tekanan : 1 atm
Kondisi fisik
Panjang : 7,2164 m
Lebar : 7,2164 m
Tinggi : 3,6082 m
5.8 Tangki Pencampur 1 (M-101)
Fungsi : Tempat mencampur pulp dengan asam asetat glasial
Bentuk : Silinder tegak dengan alas datar dan tutup elipsoidal Bahan Konstruksi : Carbon Steel SA-285 grade C
Jumlah : 1 unit Kapasitas : 0,1596 m3 Kondisi Operasi Temperatur : 30°C
Tekanan : 1 atm
Kondisi fisik Silinder
Diameter : 0,4544 m
Tinggi : 0,9088 m
Tebal : ¼ in
Tutup
Diameter : 0,4544 m Tinggi total : 1,0224 m
Tebal : ¼ in
Jaket Pemanas
Diameter : 0,5885 m
Tinggi : 1,0224 m
5.9 Tangki Pencampur 2 (M-102)
Fungsi : Tempat mencampur asam asetat dan air hingga komposisi
asam asetat 70%
Bentuk : Silinder tegak dengan alas dan tutup datar Bahan Konstruksi : Carbon Steel SA-285 grade C
Jumlah : 1 unit
Kapasitas : 2,4221 m3 Kondisi Penyimpanan
Temperatur : 300C Tekanan : 1 atm Kondisi fisik
Diameter : 1,155 m Tinggi : 2,3109 m Tebal : ¼ in
5.10 Tangki Pencuci (WT-101)
Fungsi : Tempat untuk pencucian selulosa asetat
Jenis : Continuous Stirred Tank
Bentuk : Silinder tegak dengan alas datar dan tutup ellipsoidal Bahan Konstruksi : Carbon Steel SA-285 grade C
Jumlah : 1 unit Kapasitas : 1,8721 m3 Kondisi Operasi Temperatur : 30°C
Tekanan : 1 atm
Kondisi fisik Silinder
Diameter : 1,1268 m Tinggi : 1,69031 m
Tutup
Diameter : 1,1268 m Tinggi : 0,2817 m
Tebal : ¼ in
Pengaduk
Jenis : High efficiency impeller Jumlah baffle : 4 buah
Diameter : 0,5 m
Daya motor : ½ hp
5.11 Reaktor Asetilasi (R-101 A/B)
Fungsi : Tempat terjadinya reaksi pemutusan ikatan –OH pada pulp Jenis : Batch Stirred Tank Reactor
Bentuk : Silinder tegak dengan alas datar dan tutup ellipsoidal Bahan Konstruksi : Carbon Steel SA-285 grade A
Jumlah : 2 unit Kapasitas : 4,8983 m3 Kondisi Operasi Temperatur : 30°C
Tekanan : 1 atm Kondisi fisik
Silinder
Diameter : 1,6726 m
Tinggi : 2,509 m
Tebal : ¼ in
Tutup
Diameter : 1,6726 m Tinggi : 0,4181 m
Tebal : ¼ in
Pengaduk
Diameter : 0,5018 m Daya motor : 3,25 hp Jaket pemanas
Diameter : 1,9362 m
Tinggi : 2,50902 m
Tebal : ¼ in
5.12 Reaktor Hidrolisa (R-102 A/B)
Fungsi : Tempat terjadinya reaksi hidrolisis selulosa triasetat dan asetat anhidrat
Jenis : Batch Stirred Tank Reactor
Bentuk : Silinder tegak dengan alas datar dan tutup ellipsoidal Bahan Konstruksi : Carbon Steel SA-285 grade A
Jumlah : 2 unit
Kapasitas tiap unit : 10,7761 m3 Kondisi Operasi
Temperatur : 30°C
Tekanan : 1 atm Kondisi fisik
Silinder
Diameter : 2,0195 m Tinggi : 3,0292 m
Tebal : ¼ in
Tutup
Diameter : 2,0195 m Tinggi : 0,50488 m
Tebal : ¼ in
Pengaduk
Jenis : two blade paddle,four baffles Jumlah baffle : 4 buah
Diameter : 0,606 m
Jaket pemanas
Diameter : 2,283 m
Tinggi : 3,02928 m
Tebal : ¼ in
5.13 Tangki Netralisasi (T-101)
Fungsi : Tempat terjadinya reaksi netralisasi asam sulfat Bentuk : Silinder tegak dengan alas datar dan tutup elipsoidal Bahan Konstruksi : Carbon Steel SA-285 grade C
Jumlah : 1 unit
Kapasitas : 2,701 m3 Kondisi Operasi Temperatur : 30°C
Tekanan : 1 atm Kondisi fisik
Silinder
Diameter : 1,283 m
Tinggi : 1,924 m
Tebal : ¼ in
Tutup
Diameter : 1,2833 m Tinggi : 0,3208 m
Tebal : ¼ in
Jaket Pemanas
Diameter : 1,5459 m
Tinggi : 1,9249 m
Tebal : ¼ in
5.14 Pompa Bahan Asetat Anhidrat (P-104)
Fungsi : memompa Asetat anhidrat ke reaktor (R-101 A/B) Jenis : Pompa sentrifugal
Laju pompa : 0,4436 lbm/s
Daya motor : 1/2 hp
5.15. Pompa Bahan Asam Asetat Glasial (P-102)
Fungsi : memompa asam asetat glasial ke tangki pencampur (M-101) Jenis : Pompa sentrifugal
Bahan Konstruksi : commercial steel Jumlah : 1 unit
Laju pompa : 0,039 lbm/s
Daya motor : ½ hp
Tabel 5.1 Spesifikasi pompa - pompa Nama
Pompa
Laju alir (lbm/s)
Diameter
pipa (in) NRe ∆f (ft.lbf/lbm) Daya (hp)
P-102 0,039 ¼ 1.935 0,3168 1/8
P-103 0,721 1/8 147 0,075 1/8
P-104 0,3802 ¾ 12.321 0,7379 1/2
P-105 0,0326 ¼ 2404 0,366 1/8
P-106 A/B 1.1684 1 ¼ 22.619 0,5687 1
P-107 A/B 1,2648 1 ¼ 24.486 0,6827 1
P-108 1,2974 1 ¼ 25.117 0,7174 1
P-109 1,030 1 ¼ 19.940 0,496 ¾
P-110 0.484 ¾ 15.681 1,2618 ½
P-111 0.6111 1 15.588 0,6492 ½
5.16 Conveyer Pulp (SC-101)
Fungsi : mengangkut lembaran pulp ke hammer mill (HM-101) Jenis : Screw conveyor
Bahan Konstruksi : carbon steel
Jumlah : 1 unit
Tabel 5.2 Spesifikasi conveyer Nama
conveyer
Laju conveyer (lbm/h
r)
ω (rpm) Daya (hp)
SC-101 872,730 0,5987 0,941
SC-102 872,730 0,5987 0,941
SC-103 1029,180 0,6147 1,162
SC-104 974,469 0,6987 1,098
SC-105 974,469 0,6987 1,098
5.17 Sentrifuge 1 (CF-101)
Fungsi : memisahkan produk selulosa diasetat dengan campuran larutan
Jenis : Helical conveyer centrifuge
Bahan konstruksi : Carbon Steel SA-285 grade C Jumlah : 1 unit
Kapasitas : 2,303 m3/jam
Kecepatan : 4000 rpm
Daya motor : 2 hp
5.18 Sentrifuge 2 (CF-102)
Fungsi : memisahkan produk selulosa diasetat dengan campuran
larutan
Jenis : Helical conveyer centrifuge Bahan konstruksi : Carbon Steel SA-285 grade C Jumlah : 1 unit
Kapasitas : 1,560 m3/jam
Kecepatan : 4000 rpm
Daya motor : ¾ hp
5.19 Dekanter (D-101)
Fungsi : memisahkan larutan asam asetat dengan larutan lainnya.
Bentuk : horizontal silinder
Bahan : Carbon steel, SA – 283, Gr.C
Diameter : 0,405 m Waktu tinggal : 0,629 jam
5.20 Cooler (E-101)
Fungsi : Untuk mendinginkan hasil keluaran tangki hidrolisa untuk proses netralisasi.
Bentuk : Horizontal condensor
Jenis : 2-4 shell and tube exchanger
Jenis tube : 16 BWG
Diameter luar (OD) : 1 in Panjang tube : 2.5 ft
Pitch (Pt) : 1 ¼ in triangular pitch
Jumlah : 1 unit
Fluida panas
Temperatur awal (T1) = 120 °C = 248°F
Temperatur akhir (T2)= 70°C = 158°F
Fluida dingin
Temperatur awal (t1) = 25°C = 77°F
Temperatur akhir (t2) = 45°C = 113°F
5.21 Hammer mill 1 (HM-101)
Fungsi : menghaluskan ukuran pulp
Jenis : Roll crusher
Bahan Konstruksi : Carbon steel Jumlah : 1 unit
Kapasitas : 264,875 kg/jam = 0,264 ton/jam
Daya : ¾ hp
5.22 Hammer mill 2 (HM-102)
Fungsi : membentuk partikel-partikel serbuk selulosa diasetat
Jenis : Roll crusher
Kapasitas : 441,922 kg/jam = 0,441 ton/jam
Daya : 10,412 hp
5.23 Rotary Dryer (RD-101)
Fungsi : Menguapkan H2O yang masih terikut pada produk selulosa
diasetat yang keluar dari conveyor yang merupakan produk akhir
Jenis : Co-Current with Rotary Atomizer (FSD-4) Waktu tinggal (θ) : 4,655 menit
Jumlah : 1 unit Kondisi operasi
Temperatur superheated steam = 120 0C = 266 0F Temperatur umpan masuk rotary dryer = 30 0C = 86 0F Temperatur umpan keluar rotary dryer = 100 0C = 212 0F Kondisi fisik
Diameter : 0,648 ft Panjang : 3,244 ft
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Pengoperasian suatu pabrik kimia harus memenuhi beberapa persyaratan yang ditetapkan dalam perancangannya. Persyaratan tersebut meliputi keselamatan, spesifikasi produk, peraturan mengenai lingkungan hidup, kendala operasional, dan faktor ekonomi. Pemenuhan persyaratan tersebut berhadapan dengan keadaan lingkungan yang berubah-ubah, yang dapat mempengaruhi jalannya proses atau yang disebut disturbance (gangguan) (Stephanopoulus, 1984). Adanya gangguan tersebut menuntut pemantauan secara terus-menerus maupun pengendalian terhadap jalannya operasi suatu pabrik kimia untuk menjamin tercapainya tujuan operasional pabrik. Pengendalian atau pemantauan tersebut dilaksanakan melalui penggunaan peralatan dan engineer (sebagai operator terhadap peralatan tersebut) sehingga kedua unsur ini membentuk satu sistem kendali terhadap pabrik.
Instrumentasi adalah peralatan yang dipakai di dalam suatu proses kontrol untuk mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang diharapkan. Fungsi instrumentasi adalah sebagai pengontrol, penunjuk, pencatat, dan pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan apakah alat-alat tersebut dipasang diatas papan instrumen dekat peralatan proses (kontrol manual) atau disatukan dalam suatu ruang kontrol yang dihubungkan dengan bangsal peralatan (kontrol otomatis) (Peters, et.al., 2004).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen adalah (Considine,1985):
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas, pH, humiditas, titik embun, komposisi kimia, kandungan kelembaban, dan variabel lainnya.
Pada dasarnya sistem pengendalian terdiri dari (Considine,1985): 1. Sensing Elemen / Elemen Perasa (Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variable yang diukur.
2. Elemen pengukur (measuring element)
Elemen pengukur adalah suatu elemen yang sensitif terhadap adanya perubahan temperatur, tekanan, laju aliran, maupun tinggi fluida. Perubahan ini merupakan sinyal dari proses dan disampaikan oleh elemen pengukur ke elemen pengontrol.
3. Elemen pengontrol (controlling element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur perubahan-perubahan proses tersebut sama dengan nilai set point (nilai yang diinginkan). Dengan demikian elemen ini dapat segera memperkecil ataupun
meniadakan penyimpangan yang terjadi.
4. Elemen pengontrol akhir (final control element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar dari elemen pengontrol ke dalam proses sehingga variabel yang diukur tetap berada dalam batas yang diinginkan dan merupakan hasil yang dikehendaki.
Hal-hal yang diharapkan dari pemakaian alat-alat instrumentasi adalah:
• Kualitas produk dapat diperoleh sesuai dengan yang diinginkan
• Pengoperasian sistem peralatan lebih mudah
• Sistem kerja lebih efisien
• Penyimpangan yang mungkin terjadi dapat diketahui dengan cepat Instrumentasi yang umum digunakan dalam pabrik adalah : 1. Untuk variabel temperatur:
•Temperature Controller (TC) adalah instrumentasi yang digunakan untuk
mengamati temperature suatu alat dan bila terjadi perubahan dapat melakukan pengendalian
•Temperature Indicator Controller (TI) adalah instrumentasi yang digunakan untuk mengamati temperatur dari suatu alat
2. Untuk variabel tinggi permukaan cairan
•Level Controller (LC) adalah instumentasi yang digunakan untuk
mengamati ketinggian cairan dalam suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
•Level Indicator Contoller (LI) adalah instrumentasi yang digunakan
untuk mengamati ketinggian cairan dalam suatu alat. 3. Untuk variabel tekanan
•Pressure Controller (PC) adalah instrumentasi yang digunakan untuk
mengamati tekanan operasi suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
•Pressure Indicator Controller (PI) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi suatu alat.
4. Untuk variabel aliran cairan
•Flow Controller (FC) adalah instrumentasi yang digunakan untuk
mengamati laju alir larutan atau cairan yang melalui suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
•Flow Indicator Controller (FI) adalah instrumentasi yang digunakan untuk
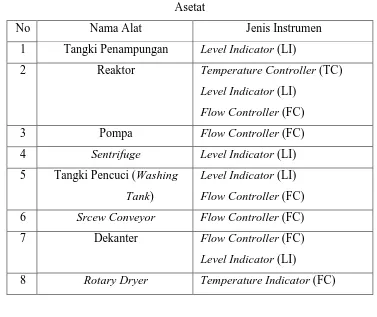
Tabel 6.1 Daftar Instrumentasi Pada Pra Rancangan Pabrik Pembuatan Selulosa Asetat
No Nama Alat Jenis Instrumen
1 Tangki Penampungan Level Indicator (LI)
2 Reaktor Temperature Controller (TC)
Level Indicator (LI) Flow Controller (FC)
3 Pompa Flow Controller (FC)
4 Sentrifuge Level Indicator (LI)
5 Tangki Pencuci (Washing
Tank)
Level Indicator (LI) Flow Controller (FC)
6 Srcew Conveyor Flow Controller (FC)
7 Dekanter Flow Controller (FC)
Level Indicator (LI)
8 Rotary Dryer Temperature Indicator (FC)
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan pabrik pada saat perancangan dan saat pabrik beroperasi. Salah satu faktor yang penting sebagai usaha menjamin keselamatan kerja adalah dengan menumbuhkan dan meningkatkan kesadaran karyawan akan pentingnya usaha untuk menjamin keselamatan kerja. Usaha-usaha yang dapat dilakukan antara lain (Peters et.al., 2004):
1. Meningkatkan spesialisasi ketrampilan karyawan dalam menggunakan peralatan secara benar sesuai tugas dan wewenangnya serta mengetahui cara-cara mengatasi kecelakaan kerja.
Pelatihan untuk menciptakan kualitas Sumber Daya Manusia (SDM) yang tinggi
dan bertanggung-jawab, misalnya melalui pelatihan kepemimpinan dan pelatihan pembinaan kepribadian.
Studi banding (workshop) antar bidang kerja, sehingga karyawan diharapkan
memiliki rasa kepedulian terhadap sesama karyawan.
3. Membuat peraturan tata cara dengan pengawasan yang baik dan memberi sanksi bagi karyawan yang tidak disiplin
Sebagai pedoman pokok dalam usaha penanggulangan masalah kerja, Pemerintah Republik Indonesia telah mengeluarkan Undang-Undang Keselamatan Kerja pada tanggal 12 Januari 1970 (Anonim s, 2011). Semakin tinggi tingkat keselamatan kerja dari suatu pabrik maka makin meningkat pula aktivitas kerja para karyawan. Hal ini disebabkan oleh keselamatan kerja yang sudah terjamin dan suasana kerja yang menyenangkan. Hal-hal yang perlu dipertimbangkan dalam perancangan pabrik untuk menjamin adanya keselamatan kerja adalah sebagai berikut (Peters et.al., 2004):
1.Penanganan dan pengangkutan bahan menggunakan manusia harus seminimal mungkin.
2. Adanya penerangan yang cukup dan sistem pertukaran udara yang baik. 3. Jarak antar mesin-mesin dan peralatan lain cukup luas.
4. Setiap ruang gerak harus aman, bersih dan tidak licin .
5. Setiap mesin dan peralatan lainnya harus dilengkapi alat pencegah kebakaran. 6. Tanda-tanda pengaman harus dipasang pada setiap tempat yang berbahaya. 7. Penyediaan fasilitas pengungsian bila terjadi kebakaran.
6.3 Pencegahan Bahaya Pada Pabrik Pembuatan Selulosa Asetat
6.3.1 Pencegahan terhadap Kebakaran dan Peledakan
Untuk melakukan pencegahan terhadap kebakaran, hal-hal yang diperhatikan diantaranya :
1. Untuk mengetahui adanya bahaya kebakaran maka sistem alarm dipasang pada tempat yang strategis dan penting seperti laboratorium dan ruang proses.
2. Pada peralatan pabrik yang berupa tangki dibuat man hole dan hand hole yang cukup untuk pemeriksaan.
3. Sistem perlengkapan energi seperti pipa bahan bakar, saluran udara, saluran
steam, dan air dibedakan warnanya dan letaknya tidak mengganggu gerakan
karyawan.
4. Mobil pemadam kebakaran yang ditempatkan di fire station setiap saat dalam keadaan siaga.
5. Penyediaan racun api yang selalu siap dengan pompa hydran untuk jarak tertentu.
6. Bahan-bahan yang mudah terbakar dan meledak harus disimpan dalam tempat yang aman dan dikontrol secara teratur.
Sesuai dengan peraturan yang tertulis dalam Peraturan Tenaga Kerja No. Per/02/Men/1983 tentang instalasi alarm kebakaran otomatis (Anonim s, 2011), yaitu:
1. Detektor Kebakaran, merupakan alat yang berfungsi untuk mendeteksi secara dini adanya suatu kebakaran awal. Alat ini terbagi atas:
a. Smoke detector adalah detector yang bekerja berdasarkan terjadinya akumulasi asap dalam jumlah tertentu.
b. Gas detector adalah detector yang bekerja berdasarkan kenaikan konsentrasi gas yang timbul akibat kebakaran ataupun gas-gas lain yang mudah terbakar.
c. Alarm kebakaran, merupakan komponen dari sistem deteksi dan alarm kebakaran yang memberikan isyarat adanya suatu kebakaran. Alarm ini berupa:
• Alarm kebakaran yang memberi tanda atau isyarat berupa bunyi khusus (audible alarm).
2. Panel Indikator Kebakaran
Panel indikator kebakaran adalah suatu komponen dari sistem deteksi dan alarm kebakaran yang berfungsi mengendalikan kerja sistem dan terletak di ruang operator.
6.3.2 Peralatan Perlindungan Diri
Upaya peningkatan keselamatan kerja bagi karyawan pada pabrik ini adalah dengan menyediakan fasilitas sesuai bidang kerjanya. Fasilitas yang diberikan adalah melengkapi karyawan dengan peralatan perlindungan diri sebagai berikut :
1. Helm
2. Pakaian dan perlengkapan pelindung. 3. Pelindung mata.
4. Masker udara. 5. Sarung tangan. 6. Sepatu pengaman.
6.3.3 Keselamatan Kerja terhadap Listrik
Upaya peningkatan keselamatan kerja terhadap listrik adalah sebagai berikut : 1. Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian
sekring atau pemutus arus listrik otomatis lainnya.
2. Sistem perkabelan listrik harus dirancang secara terpadu dengan tata letak pabrik untuk menjaga keselamatan dan kemudahan jika harus dilakukan perbaikan.
3. Penempatan dan pemasangan motor-motor listrik tidak boleh mengganggu lalu lintas pekerja.
4. Memasang papan tanda larangan yang jelas pada daerah sumber tegangan tinggi.
5. Isolasi kawat hantaran listrik harus disesuaikan dengan keperluan.
6. Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat penangkal petir yang dibumikan.
6.3.4 Pencegahan terhadap Gangguan Kesehatan
Upaya peningkatan kesehatan karyawan dalam lapangan kerja adalah :
1. Setiap karyawan diwajibkan untuk memakai pakaian kerja selama berada di dalam lokasi pabrik.
2. Dalam menangani bahan-bahan kimia yang berbahaya, karyawan diharuskan memakai sarung tangan karet serta penutup hidung dan mulut.
3. Bahan-bahan kimia yang selama pembuatan, pengolahan, pengangkutan, penyimpanan, dan penggunaannya dapat menimbulkan ledakan, kebakaran, korosi, maupun gangguan terhadap kesehatan harus ditangani secara cermat. 4. Poliklinik yang memadai disediakan di lokasi pabrik.
6.3.5 Pencegahan terhadap Bahaya Mekanis
Upaya pencegahan kecelakaan terhadap bahaya mekanis adalah :
1. Alat-alat dipasang dengan penahan yang cukup berat untuk mencegah kemungkinan terguling atau terjatuh.
2. Sistem ruang gerak karyawan dibuat cukup lebar dan tidak menghambat kegiatan karyawan.
3. Jalur perpipaan sebaiknya berada di atas permukaan tanah atau diletakkan pada atap lantai pertama kalau di dalam gedung atau setinggi 4,5 meter bila diluar gedung agar tidak menghalangi kendaraan yang lewat.
4. Letak alat diatur sedemikian rupa sehingga para operator dapat bekerja dengan tenang dan tidak akan menyulitkan apabila ada perbaikan atau pembongkaran. 5. Pada alat-alat yang bergerak atau berputar harus diberikan tutup pelindung
untuk menghindari terjadinya kecelakaan kerja.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilainilai disiplin bagi para karyawan yaitu (Peters et.al., 2004):
1. Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan.
2. Setiap peraturan dan ketentuan yang ada harus dipatuhi.
4. Setiap kecelakaan/kejadian yang merugikan harus segera dilaporkan pada atasan.
5. Karyawan harus saling mengingatkan perbuatan yang dapat menimbulkan bahaya.
6. Kontrol secara priodik terhadap alat instalasi pabrik oleh petugas maintenance.
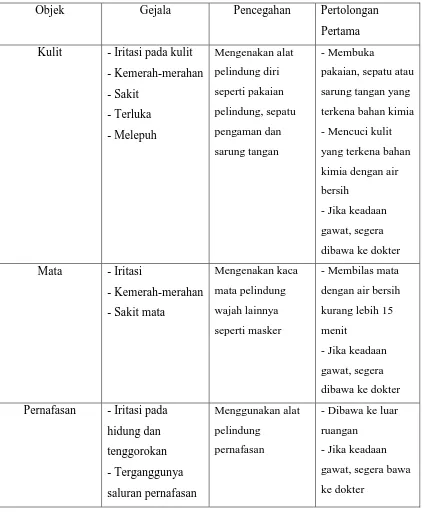
[image:56.595.110.532.247.760.2]6.3.6 Pencegahan dan Pertolongan Pertama Jika Terkena Bahan Kimia Tabel 6.2 Metode Pencegahan dan Pertolongan Pertama Jika Terkena Bahan Kimia
Objek Gejala Pencegahan Pertolongan
Pertama Kulit - Iritasi pada kulit
- Kemerah-merahan - Sakit
- Terluka - Melepuh
Mengenakan alat
pelindung diri
seperti pakaian
pelindung, sepatu
pengaman dan
sarung tangan
- Membuka
pakaian, sepatu atau
sarung tangan yang
terkena bahan kimia
- Mencuci kulit
yang terkena bahan
kimia dengan air
bersih
- Jika keadaan
gawat, segera
dibawa ke dokter
Mata - Iritasi
- Kemerah-merahan - Sakit mata
Mengenakan kaca
mata pelindung
wajah lainnya
seperti masker
- Membilas mata
dengan air bersih
kurang lebih 15
menit
- Jika keadaan
gawat, segera
dibawa ke dokter
Pernafasan - Iritasi pada hidung dan tenggorokan - Terganggunya saluran pernafasan
Menggunakan alat
pelindung
pernafasan
- Dibawa ke luar
ruangan
- Jika keadaan
gawat, segera bawa
Pencernaan - Irittasi pada mulut dan tenggorokan - Gangguan pada perut dan alat penceranaan
Jangan merokok,
makan dan minum
ketika menangani
senyawa kimia
- Mencuci mulut
dengan air bersih
- Diusahakan agar
terjadi pemuntahan
- Jika keadaan
gawat, segera bawa
BAB VII
UTILITAS
Limbah dari suatu pabrik harus diolah sebelum dibuang ke badan air atau atmosfer, karena limbah tersebut mengandung berbagai macam zat yang dapat membahayakan alam sekitar maupun manusia itu sendiri. Demi kelestarian lingkungan hidup, maka setiap pabrik harus mempunyai unit pengolahan limbah. Sumber – sumber limbah cair pabrik pembuatan Selulosa Diasetat ini meliputi: 1. Limbah cair hasil pencucian peralatan pabrik.
Limbah ini diperkirakan mengandung kerak dan kotoran-kotoran yang melekat pada peralatan pabrik.
2. Limbah domestik.
Limbah ini mengandung bahan organik sisa pencernaan yang berasal dari kamar mandi di lokasi pabrik, serta limbah dari kantin berupa limbah padat dan limbah cair.
3. Limbah laboratorium.
Limbah yang berasal dari laboratorium ini mengandung bahan – bahan kimia yang digunakan untuk menganalisa mutu bahan baku yang dipergunakan dan mutu produk yang dihasilkan, serta yang dipergunakan untuk penelitian dan pengembangan proses.
Pengolahan limbah cair pabrik ini dilakukan dengan menggunakan activated
sludge (sistem lumpur aktif), mengingat cara ini dapat menghasilkan effluent dengan
BOD yang lebih rendah (20 – 30 mg/l) (Perry, 1997). Perhitungan untuk Sistem Pengolahan Limbah Diperkirakan jumlah air buangan pabrik:
1. Proses dan Pen