PENGARUH TEMPERATUR DAN WAKTU (H-FAKTOR)
TERHADAP KEMATANGAN CHIP DI UNIT DIGESTER
TOBA PULP LESTARI. PORSEA
KARYA ILMIAH
JULIA WANSISKA
072409051
PROGRAM STUDI D-3 KIMIA INDUSTRI
DEPARTEMEN KIMIA
FAKULTAS MATEMTIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PENGARUH TEMPERATUR DAN WAKTU (H-FAKTOR) TERHADAP KEMATANGAN CHIP DI UNIT DIGESTER TOBA PULP LESTARI. PORSEA
TUGAS AKHIR
Diajukan untuk melengkapi tugas dan memenuhi syarat memperoleh Gelar Ahli Madya
JULIA WANSISKA 072409051
PROGRAM STUDI DIPLOMA - III KIMIA INDUSTRI DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : PENGARUH TEMPERATUR DAN WAKTU (H- FAKTOR) TERHADAP KEMATANGAN CHIP DI UNIT DIGESTER TOBA PULP LESTARI. PORSEA Kategori : KARYA ILMIAH
Nama : JULIA WANSISKA
Nomor Induk Mahasiswa : 072409051
Program Studi : DIPLOMA-III KIMIA INDUSTRI Departemen : KIMIA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
Medan, Juli 2010
Diketahui/Disetujui oleh
Departemen Kimia FMIPA USU
Ketua, Dosen Pembimbing,
PERNYATAAN
PENGARUH TEMPERATUR DAN WAKTU (H- FAKTOR) TERHADAP
KEMATANGAN CHIP DI UNIT DIGESTER TOBA PULP LESTARI.
PORSEA
TUGAS AKHIR
Saya mengakui bahwa tugas akhir ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, Juli 2010
JULIA WANSISKA
PENGHARGAAN
Puji dan syukur penulis panjatkan kepada Allah Swt. Karena berkat rahmat dan hidayah-Nya sehingga penulis dapat menyelesaikan tugas akhir yang berjudul ” PENGARUH TEMPERATUR DAN WAKTU (H- FAKTOR) TERHADAP
KEMATANGAN CHIP DI UNIT DIGESTER TOBA PULP LESTERI. PORSEA” dalam waktu yang telah ditetapkan. Tidak lupa penulis panjatkan shalawat
beriring salam kepada Junjungan kita Nabi Muhammad SAW, yang telah membimbing kita menuju hidayah Allah Swt. serta menjadi tauladan dalam kehidupan.
Selesainya tugas akhir ini juga tidak lepas dari bimbingan dan bantuan dari berbagai pihak. Oleh karena itu, dengan segala kerendahan hati, penulis mengucapkan terima kasih sebesar-besarnya kepada :
1. Teristimewa buat kedua orang tua tercinta ayahanda Rudi Subur dan ibunda Sumaryanti yang telah mendukung penulis baik dalam doa, materi dan semangat yang tiada henti hingga penulis dapat menyelesaikan pendidikan di Kimia Industri.
2. Bapak DR. Thamrin, M.Sc selaku dosen pembimbing yang telah banyak membantu dan memberi bimbingan dalam menyelesaikan karya ilmiah ini. 3. Ibu DR. Rumondang Bulan, MS selaku ketua Departemen Kimia yang
telah membantu selesainya karya ilmiah ini.
4. Kepada seluruh dosen, staff dan karyawan Fakultas Matematika dan Ilmu Pengetahuan Alam khususnya Departemen Kimia.
5. Bapak Suhunan Sirait, Bapak Sujadi Mulyanto serta seluruh staff di bagian fiber line PT. Toba Pulp Lestari, Tbk yang telah memberi arahan selama penulis melakukan praktek kerja lapangan.
6. Buat mas Eko Rusadi dan adikku Budi Praditrio, terima kasih buat doa dan dukungan kalian.
7. Buat sahabat-sahabatku teristimewa, Ratri Karmilaningtyas, Indah Lestari Rahman, dan Sari Wulan. Terima kasih atas bantuan dan dukungan doanya. Semoga kita semua mendapatkan kesuksesan yang kita harapkan. 8. Teman-teman seperjuangan KIN ’07 yang sama-sama berjuang
menyelesaikan pendidikan di Kimia Industri. Terima kasih atas kerjasamanya selama masa perkuliahan.
Akhir kata penulis mengucapkan terimakasih kepada semua pihak yang telah membantu demi terselesaikannya tugas akhir ini. Semoga Allah Swt. membalas kebaikannya. Harapan penulis semoga Tugas Akhir ini dapat bermanfaat bagi kita semua.
Medan, Juli 2010 Penulis
ABSTRAK
Pada pembuatan pulp dengan proses kraft digunakan cairan pemasak NaOH dan Na2S
INFLUENCE OF TEMPERATURE AND TIME (H-FACTOR) TO CHIP RIPENESS IN THE DIGESTER UNIT TOBA PULP LESTARI. PORSEA
ABSTRACT
In making pulp with craft process NaOH and Na2S called as white liquor are used.
DAFTAR ISI
DAFTAR TABEL viii
DAFTAR GAMBAR ix
2.1.1 Pengertian Kayu 5
2.1.2 Sifat-Sifat Kayu 6
2.1.2.1 Sifat Fisik Kayu 6 2.1.2.2 Sifat Mekanik Kayu 8 2.1.2.3 Sifat Kimia Kayu 9
2.1.3 Komponen Kimia Kayu 10
2.2 Metode Pembuatan Pulp 16
2.2.1 Pembuatan Pulp Secara Mekanik 16 2.2.2 Pembuatan Pulp Secara Semi Kimia 16 2.2.3 Pembuatan Pulp Secara Kimia 17
2.2.3.1 Proses Soda 17
2.2.3.2 Proses Sulfit 18
2.2.3.3 Proses Sulfat (Kraft) 18 2.3 Pengawasan Pada Saat Pemasakan 19
2.3.1 Waktu dan Temperatur 19
2.3.2 Jumlah Alkali yang Dimasukkan 20 2.3.3 Perbandingan Liquor dengan Kayu 21 2.4 Proses Pemasakan di Unit Digester 21
2.4.1 Chip Filing 21
2.4.2 Liquor Filing 21
BAB 3 METODOLOGI 25
3.1 Alat dan Bahan 25
3.1.1 Alat 25
3.1.2 bahan 25
3.2 Prosedur 26
BAB 4 HASIL DAN PEMBAHASAN 28
4.1Data 28
4.2 Perhitungan 29
4.3 Pembahasan 33
BAB 5 KESIMPULAN DAN SARAN 36
5.1 Kesimpulan 36
5.2 Saran 36
DAFTAR TABEL
Halaman
Tabel 1 Komposisis Unsur Kayu 10
DAFTAR GAMBAR
Halaman
DAFTAR GRAFIK
Halaman
ABSTRAK
Pada pembuatan pulp dengan proses kraft digunakan cairan pemasak NaOH dan Na2S
INFLUENCE OF TEMPERATURE AND TIME (H-FACTOR) TO CHIP RIPENESS IN THE DIGESTER UNIT TOBA PULP LESTARI. PORSEA
ABSTRACT
In making pulp with craft process NaOH and Na2S called as white liquor are used.
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Indonesia memiliki sumber potensi hutan yang tidak sedikit, sekitar 4000 jenis kayu (Dumanauw, 1993). Hutan memiliki manfaat yang sangat besar, seperti halnya dalam industri pulp, kertas, dan bahan-bahan lain yang terbuat dari kayu.
Pulp adalah produk utama kayu, terutama digunakan untuk pembuatan kertas, tetapi ia juga diproses menjadi berbagai turunan selulosa, seperti sutera, rayon dan selofan. Tujuan utama pembuatan pulp kayu adalah untuk melepaskan serat-serat yang dapat dikerjakan secara kimia atau secara mekanik atau dengan kombinasi dua tipe perlakuan tersebut. (Sjostrom.F, 1995)
Permintaan akan kebutuhan kertas yang semakin meningkat, sehingga perlu didirikan suatu perusahaan atau pabrik yang bergerak dibidang produksi pulp. Dengan melihat sumber daya alam Indonesia yang kaya akan bahan baku pulp dan kertas mendorong didirikannya suatu pabrik pulp yang bernama PT. Toba Pulp Lestari, tbk, yang terletak di desa Sosor Ladang Porsea, Kabupaten Toba Samosir, Sumatera Utara. Perusahaan ini berlokasi di Porsea ± 220 km dari kota Medan.
masa depan perusahaan. Pada awalnya sumber serat berasal dari kayu pinus merkusi dan kayu alam tropis, namun seiring berjalannya waktu, dan semakin menipisnya persediaan jenis kayu tersebut, maka pada saat sekarang ini menggunakan mix hard wood (campuran beberapa jenis kayu).
Proses pembuatan pulp dilakukan dengan proses kimia (kraft). Suatu cara yang digunakan untuk mencapai pemisahan serat, yang pada waktu yang sama menghilangkan lignin yang menyusahkan, melibatkan penggunaan bahan kimia dan energi panas. Kayu ditempatkan di dalam suatu larutan kimia (yang disebut cairan pemasak) dan dipanaskan didalam tangki tekan (disebut tangki pemasak). Pemisahan serat terjadi saat lignin pengikat sel ke sel terlarut. Proses tersebut berdasar atas penggunaaan cairan pemasak yang dibuat terutama dari natrium hidroksida (NaOH) dan natrium sulfida (Na2S) yang disebut White liquor. (Haygreen.J.G, 1996)
1.2 Permasalahan
Pada dasarnya H-faktor dijaga untuk mencapai kematangan chip (serpihan kayu) yang bagus yang ditandai dengan tercapainya bilangan kappa serta viskositas yang diinginkan yang telah ditargetkan oleh perusahaan untuk menjaga kualitas serta harga jual yang tinggi. Bilangan kappa menentukan kadar lignin yang masih tersisa pada pulp sedangkan viskositas untuk menentukan kekuatan pada pulp pada hasil akhirnya. Oleh karena itu H-faktor yang terlalu tinggi dapat menyebabkan chip yang terlalu masak, kadar lignin banyak yang hilang namun serat selulosa juga banyak yang hilang termasak bersama dengan lignin. Selain itu juga viskositas dari pulp menurun hingga menghasilkan pulp yang mudah sobek. Sedangkan H-faktor yang terlalu rendah dapat menyebabkan chip yang tidak masak, kadar lignin yang tinggi hingga banyak mata kayu yang harus diolah ulang dan menghabiskan waktu yang terlalu banyak.
Untuk memperoleh pulp dengan kualitas yang bagus, maka dalam hal ini sangat diperhatikan temperatur dan waktu yang disebut H-faktor, yang menentukan kematangan pada chip di unit digester, serta hubungannya terhadap kekuatan pulp dan kadar lignin yang tersisa yang diperoleh dari bilangan kappa serta viskositas yang diinginkan.
Oleh karena itu, penulis memilih judul karya ilmiah yaitu, PENGARUH
TEMPERATUR DAN WAKTU (H-FAKTOR) TERHADAP KEMATANGAN
1.3 Tujuan
1) Untuk mengetahui hubungan antara H-faktor terhadap viskositas (kekuatan pulp) dan bilangan kappa (kadar lignin yang masih tersisa pada pulp). 2)Untuk mengetahui H-faktor standart yang dipakai di unit digester PT.Toba
Pulp Lestari, Tbk.
3) Untuk mengetahui bagaimana H-faktor dijaga agar tercapai kematangan chip yang diinginkan
1.4 Manfaat
1)Sebagai sumbang pemikiran bagi ilmu pengetahuan dan teknologi pada pengolahan pulp.
BAB 2
TINJAUAN PUSTAKA
2.1 Kayu
2.1.1 Pengertian Kayu
Selama periode prasejarah dan sesudahnya kayu tidak hanya digunakan untuk bahan bangunan tetapi juga semakin penting sebagai bahan mentah kimia untuk pembuatan arang (digunakan dalam peleburan besi), ter dan getah (digunakan untuk mengawetkan dan melapisi lambung kapal), dan kalium (digunakan dalam pembuatan gelas dan sebagai bahan pemucat kain dan tekstil kapas).
Kimia kayu dan komponen-komponennya tidak dapat dipisahkan dari strukturnya. Kayu tidak hanya merupakan senyawa kimia, atau jaringan anatomi, atau bahan tetapi merupakan gabungan dari ketiganya. Kesemuanya ini merupakan hasil hubungan yang erat dari komponen-komponen kimia yang membentuk unsur-unsur ultra struktur, yang kemudian bergabung menjadi suatu sistem yang berderajat tinggi yang membentuk dinding sel yang akhirnya membentuk jaringan kayu. (Fengel.D, 1995)
Kayu adalah suatu karbohidrat yang tersusun terutama atas karbon, hidrogen dan oksigen dan juga mengandung senyawa anorganik yang tetap tinggal setelah terjadi pembakaran pada suhu tinggi pada kondisi oksigen yang melimpah, residu ini dikenal sebagai abu. (Haygreen.J.G, 1996)
Kayu dibentuk oleh berbagai macam tumbuhan, yang didefinisikan sebagai tanaman berkayu yang mempunyai tinggi 15-20 kaki (4,5-6m). karena ukuran ini, maka kayu berguna untuk menghasilkan produk-produk yang beraneka ragam. (Mulyani.S, 2006)
2.1.2 Sifat-Sifat Kayu
Pemilihan dan penggunaan kayu untuk sesuatu tujuan pemakaian, memerlukan pengetahuan sifat-sifat kayu yang bersangkutan. Sifat-sifat ini penting sekali untuk diketahui, sebab dari pengetahuan sifat-sifat tersebut dapat diketahui jenis kayu yang tepat untuk dipilih dalam penggunaannya.
2.1.2.1 Sifat Fisik Kayu
a. Berat jenis
berat suatu volume kayu dalam keadaan kering udara dengan volume air yang sama pada suhu standar.
b. Keawetan alami kayu
Keawetan alami kayu ialah ketahanan kayu terhadap serangan dari unsur-unsur perusak kayu, dan juga ketahanannya terhadap serangan serangga. Keawetan kayu disebabkan oleh adanya suatu zat didalam kayu (zat ekstraktif) yang merupakan sebagian unsur racun bagi perusak-perusak kayu.
c. Warna kayu
Warna sesuatu jenis kayu dapat dipengaruhi oleh faktor-faktor berikut: tempat didalam batang, umur pohon, kelembaban udara. Kayu pohon yang lebih tua dapat lebih gelap daripada kayu pohon yang lebih muda dari jenis yang sama. Kayu yang kering berbeda pula warnanya dari kayu yang basah. Pada umumnya warna sesuatu jenis kayu bukanlah warna yang murni, tetapi warna campuran beberapa jenis warna.
d. Higroskopik
e. Tekstur
Tekstur ialah ukuran relatif sel-sel kayu (serat-serat kayu). Berdasarkan teksturnya, jenis kayu digolongkan atas: kayu bertekstur halus, kayu bertekstur sedang dan kayu bertekstur kasar.
f. Berat kayu
Berat suatu jenis kayu tergantung dari jumlah zat kayu yang tersusun, rongga-rongga sel atau jumlah pori-pori, kadar air yang dikandung dan zat-zat ekstraktif didalamya.
2.1.2.2Sifat Mekanik Kayu
Sifat-sifat mekanik ialah kemampuan kayu untuk menahan muatan dari luar, yaitu gaya-gaya di luar benda yang mempunyai kecenderungan untuk mengubah bentuk dan besarnya benda.
a. Keteguhan tarik
Merupakan kekuatan kayu untuk menahan gaya-gaya yang berusaha menarik kayu itu.
b. Keteguhan tekan/ kompresi
c. Keteguhan geser
Merupakan ukuran kekuatan kayu dalam hal kemampuannya menahan gaya-gaya, yang membuat suatu bagian kayu tersebut bergeser dari bagian lain didekatnya.
d. Keteguhan lengkung (lentur)
Merupakan kekuatan untuk menahan gaya-gaya yang berusaha melengkungkan kayu atau untuk menahan beban-beban mati maupun hidup. Dalam hal ini dibedakan keteguhan lengkung statistik dan keteguhan lengkung pukul. Keteguhan lengkung statistik menunjukkan kekuatan kayu menahan gaya yang mengenainya secara perlahan-lahan, sedangkan keteguhan pukul adalah kekuatan kayu untuk menahan gaya yang mengenainya secara mendadak seperti pukulan.
2.1.2.3 Sifat Kimia Kayu
Komponen kimia dalam kayu mempunyai arti yang penting. Susunan kimia kayu digunakan sebagai pengenal ketahanan kayu terhadap serangan makhluk perusak kayu. (Dumanauw.J.F, 1993)
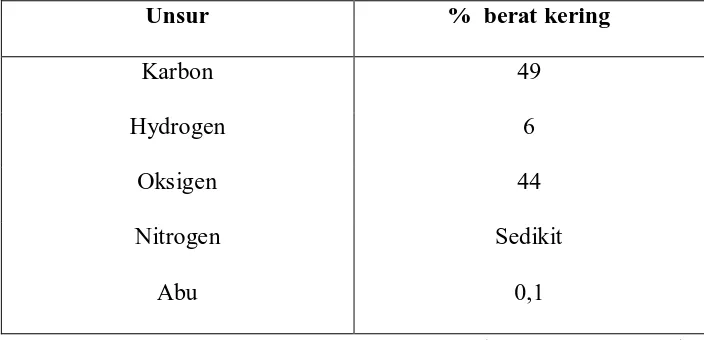
Tabel 1. Komposisi Unsur Kayu
Unsur % berat kering
Karbon 49
Hydrogen 6
Oksigen 44
Nitrogen Sedikit
Abu 0,1
(Haygreen.J.G, 1996)
2.1.3 Komponen Kimia Kayu
Sepanjang menyangkut komponen kimia kayu, maka perlu dibedakan antara komponen-komponen makromolekul utama dinding sel selulosa, poliosa (hemisellulosa) dan lignin, yang terdapat pada semua kayu, dan komponen-komponen minor dengan berat molekul kecil (ekstraktif dan zat-zat mineral), yang biasanya lebih berkaitan dengan jenis kayu tertentu dalam jenis dan jumlahnya. Perbandingan dan komposisis kimia lignin dan hemiselulosa berbeda pada kayu lunak dan kayu keras, sedangkan selulosa merupakan komponen yang seragam pada semua kayu. (Fengel.D, 1995)
d) Eksraktif
Komposisi dan sifat-sifat kimia dari komponen-komponen ini sangat berperan dalam proses pembuatan pulp. Pada setiap pemasakan kita ingin mengambil sebanyak mungkin selulosa dan hemiselulosanya, di sisi lain lignin dan ekstraktif tidak dibutuhkan/ dipisahkan dari serat kayunya. Komposisi kimia kayu bervariasi untuk setiap spesies.
Kayu dapat digolongkan menjadi dua jenis, yaitu :
1. Kayu Lunak (soft wood), merupakan kayu dari tumbuhan konifer, contohnya pohon pinus. Kayu lunak memiliki panjang dan kekerasan lebih besar yang digunakan untuk memberi kekuatan pada kertas.
2. Kayu keras (hard wood), merupakan kayu yang berasal dari tumbuhan yang menggugurkan daunnya setiap tahun. Kayu keras lebih halus dan kompak sehingga menghasilkan permukaan kertas yang halus. Selain itu kayu keras lebih mudah diputihkan hingga warnanya lebih terang karena memiliki sedikit lignin.
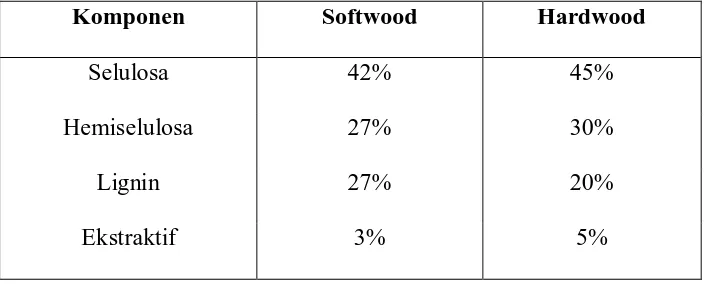
Tabel 2. Komposisi kimia antara hardwoods dan softwoods
Komponen Softwood Hardwood
Selulosa 42% 45%
Hemiselulosa 27% 30%
Lignin 27% 20%
Secara umum, harwood (kayu keras) mengandung lebih banyak selulosa, hemiselulosa dan ekstraktif dibanding dengan softwood (kayu lunak), tetapi kandungan ligninnya lebih sedikit. (Anonim, 2003)
a) Selulosa
Selulosa merupakan senyawa organik yang paling melimpah di bumi. Daun kering mengandung 10-20% selulosa, kayu 50% dan kapas 90%. Selulosa membentuk komponen serat dari dinding sel tumbuhan. Molekul selulosa merupakan rantai-rantai atau mikrofibril yang terikat satu sama lain oleh ikatan hidrogen. (Fessenden, 1982)
Selulosa merupakan salah satu unsur penyusun dinding sel primer dan dinding sel sekunder, terdiri dari 9-25% pada dinding sel primer dan 41-45% pada dinding sel sekunder, (Salisbury.F.B, 1995) dan juga merupakan konstituen utama kayu. Merupakan polimerisasi yang sangat kompleks dari gugus karbohidrat yang mempunyai persen komposisi yang mirip dengan “starch” yaitu glukosa yang terhidrolisa oleh asam. (Anonim, 2003)
Bahan dasar selulosa ialah glukosa, dengan rumus C6H12O6. Molekul glukosa
Hemiselulosa merupakan jaringan molekul yang berisi air, didalam dinding sel primer terkandung 25-50%, dan didalam dinding sel sekunder terkandung sebanyak 30% hemiselulosa. (Salisbury.F.B, 1995)
Hemiselulosa juga merupakan polimer-polimer gula. Berbeda dengan glukosa yang terdiri hanya dari polimer glukosa, hemiselulosa merupakan polimer dari lima bentuk gula yang berlainan yaitu: glukosa, mannosa, galaktosa, xylosa, dan arabinosa.
Rantai hemiselulosa lebih pendek dibandingkan dengan rantai selulosa, karena hemiselulosa mempunyai derajat polimerisasi yang lebih rendah. Berbeda dengan selulosa, polimer hemiselulosa berbentuk tidak lurus, tapi merupakan polimer-polimer bercabang yang berarti hemiselulosa tidak akan dapat membentuk struktur kristal dan serat mikro seperti halnya selulosa. Pada proses pembuatan pulp hemiselulosa bereaksi lebih cepat dibandingkan dengan selulosa. (Anonim, 2003)
Hemiselulosa dapat tersusun oleh gula yang bermartabat lima dengan rumus C5H10O5 disebut pentosan atau gula bermartabat enam dengan rumus C6H12O6
disebut hexosan. Zat-zat ini terdapat sebagai bahan bangunan dinding-dinding sel dan juga sebagai bahan zat cadangan. (Dumanauw.J.F, 1993) Dalam pulp kertas, hemiselulosa berperan sebagai perekat alam dan memperkuat ikatan antar serat ke serat. Hemiselulosa yang diisolasi, jika ditambahkan pada pulp dan kertas, akan meningkatkan kekuatannya.
c) Lignin
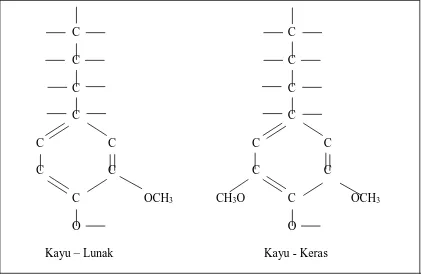
Lignin jauh lebih tegar daripada selulosa, terkandung sekitar 22-28% pada dinding sel sekunder (Salisbury.F.B, 1995). Lignin adalah suatu polimer yang kompleks dengan berat molekul tinggi, tersusun atas unit-unit fenilpropan. Meskipun tersusun atas karbon, hydrogen dan oksigen, lignin bukanlah suatu karbohidrat dan bahkan tidak ada hubungannya dengan golongan senyawa tersebut. Sebaliknya, lignin pada dasarnya adalah suatu fenol. Lignin sangat stabil dan sangat sukar dipisahkan dan mempunyai bentuk yang bermacam-macam karenanya susunan lignin yang pasti didalam kayu tetap tidak menentu.
Gambar 1 . Bentuk umum lignin
C C
C C
C C
C C
C C C C
C C C C
C OCH3 CH3O C OCH3
O O
Kayu – Lunak Kayu - Keras
Kayu keras normal mengandung 20-25% lignin, meskipun kayu keras tropika dapat mempunyai kandungan lignin lebih dari 30%. Kayu lunak hanya mengandung 20-25% lignin. Konsentrasi lignin tinggi dalam lamela tengah dan rendah dalam dinding sekunder. (Sjostrom.F, 1995)
Dalam kebanyakan penggunaan kayu lignin digunakan sebagai bagian integral kayu. Hanya dalam hal pembuatan pulp dan pengelantangan lignin dilepaskan dari kayu dalam bentuk terdegradasi dan berubah, dan merupakan sumber karbon lebih dari 35 juta ton tiap tahun di seluruh dunia yang sangat potensial untuk keperluan kimia dan energy. (Fengel.D, 1995)
d)Ekstraktif
Kayu biasanya mengandung berbagai zat-zat dalam jumlah yang tidak banyak yang disebut dengan istilah “ekstraktif”. Zat-zat ini dapat diambil/ dipisahkan dari kayu dengan memakai pelarut air maupun pelarut organik seperti eter atau alkohol. Asam-asam lemak, Asam-asam-Asam-asam resin, lilin, terpentin, dan gugus penol adalah merupakan beberapa grup yang juga merupakan ekstraktif. Kebanyakan dari ekstraktif itu terpisahkan dalam proses pembuatan pulp dengan cara kraft pulping.
Lemak-lemak, asam-asam lemak akan membentuk sabun (soap) pada proses “kraft” dan terlarut dalam larutan pemasak. Soap ini selanjutnya akan dipisahkan dari black liquor dan daur ulang sebagai “tall oil”. sebagian kecil dari ekstraktif yang terlarut akan menyebabkan timbulnya getah “pitch” dalam pembuatan pulp secara kraft dan pada pembuatan kertas. Bentuk ini merupakan gumpalan yang mengotori
Kandungan ekstraktif biasanya kurang dari 10%, tetapi ia dapat bervariasi hingga sampai 40% berat kayu kering. Estraktif merupakan bahan dasar yang berharga untuk pembuatan bahan-bahan kimia organik dan mereka memainkan peranan penting dalam proses pembuatan pulp dan kertas. (Sjostrom.F, 1995)
2.2Metode Pembuatan Pulp
2.2.1Pembuatan Pulp Secara Mekanik
Salah satu faktor yang paling penting dalam pembuatan pulp secara mekanik adalah kebutuhan energi. Dalam prosesnya, pemisahan serat dilakukan dengan cara menggunakan tenaga mekanik. Proses ini dilakukan dengan menggerinda kayunya menjadi serat pulp dan menghasilkan rendemen sebesar 90-95%, tetapi menyebabkan kerusakan pada serat. Penggunaan pulp yang dihasilkan pada proses mekanik ini nilainya kecil sekali, juga pulp itu masih mengandung banyak lignin, dan serat-seratnya tidak murni sebagai serat. (Anonim, 2003)
2.2.2 Pembuatan Pulp Secara Semi Kimia
Proses semikimia yang paling penting adalah NSSC (Proses Semikimia Sulfit Netral). Keuntungan-keuntungan dari proses ini adalah persyaratan yang rendah mengenai kualitas dan spesies kayu, rendemen tinggi, pemakaian bahan kimia yang relatif rendah pada kandungan sisa lignin tertentu, investasi modal yang rendah dan unit-unit produksi kecil yang menguntungkan bila dibandingkan dengan pembuatan pulp secara kimia penuh. Biasanya bahan kimia yang digunakan pada proses ini adalah sodium sulphite. (Fengel.D, 1995)
2.2.2 Pembuatan Pulp Secara Kimia
Pembuatan pulp secara kimia adalah proses di mana lignin dihilangkan sama sekali hingga serat-serat kayu mudah dilepaskan pada pembongkaran dari bejana pemasak (digester). Hampir semua produksi pulp kimia di dunia saat ini masih didasarkan pada proses-proses sulfit dan sulfat (kraft), akan tetapi proses kraft lah yang paling banyak dipakai. (Sjostrom., 1995)
Pada proses ini, bahan-bahan yang terdapat ditengah lapisan kayu akan dilarutkan agar serat dapat terlepas dari zat-zat yang mengikatnya. Hal yang merugikan pada proses ini adalah rendemen yang rendah yaitu 45-55%.
2.2.3.1 Proses Soda
2.2.3.2 Proses Sulfit
Pada proses sulfit, larutan pemasak yang dipakai adalah campuran asam sulfit dan ammonium, magnesium, kalsium, atau natrium bisulfit. Proses sulfit ternyata menghasilkan tipe pulp berkualitas tinggi yang diinginkan untuk kertas tulis halus, namun terdapat beberapa masalah yang berhubungan dengan penggunaan proses dengan dasar kalsium bisulfit. Yang paling berat ialah pemulihan cairan pemasak dan proses panasnya secara teknis sukar dan secara ekonomis tidak menguntungkan. (anonim, 2003)
2.2.3.3 Proses Sulfat (kraft)
Proses yang digunakan pada pembuatan pulp di PT. Toba Pulp Lestari. Tbk adalah proses sulfat (proses kraft).
Proses tersebut berdasar atas penggunaan cairan pemasak yang dibuat terutama dari natrium hidroksida dan natrium sulfide dan memperoleh namanya dari penggunaan natrium sulfat sebagai bahan kimia pembantu dalam proses pemulihan cairan pemasak yang telah digunakan. Dapat dipulihkannya cairan pemasak berarti bahwa proses sulfat secara perbandingan bebas dari masalah pembuangan residu. (Haygreen.J.G, 1996)
kayu secara kimia dan melarutkan sebanyak mungkin lignin yang terdapat pada dinding-dinding serat, serta tercapainya viskositas yang diinginkan di unit digester.
Tujuan dalam prose kraft ini adalah pemasakan chip hingga tercapainya target bilangan kappa serta viskositas yang ditentukan. Adapun target dari bilangan kappa adalah 12-13, dan target dari viskositas adalah 11-12 Cp. Dimana proses yang dipakai adalah proses BKP (Bleach Kraft Pulp). (Anonim, 2003)
2.3 Pengawasan Pada Saat Pemasakan
2.3.1 Waktu dan Temperatur
Reaksi penghilangan lignin sangat tergantung pada temperatur. Penambahan temperatur sedikit saja sudah berakibat besar terhadap reaksi penghilangan lignin, contoh pada penambahan temperatur 100C dari 1600C menjadi 1700C akan mengakibatkan kecepatan reaksinya menjadi dua kali lipat. Sampai kira-kira 1750C, temperatur tidak lagi berpengaruh terhadap penghilangan lignin, tetapi diatas 1750C reaksinya menjadi kurang berpengaruh terhadap penghilangan lignin namun lebih berpengaruh terhadap pemutusan rantai selulosa, yang mengakibatkan rendahnya rendemen dan kekuatan pulp.
2.3.2 Jumlah Alkali Yang Dimasukkan
Secara normal, jumlah alkali aktif yang dimasukkan dalam digester berkisar antara 10-18% (sebagai Na2O terhadap kayu kering) tergantung dari jenis kayunya, kondisi
pemasakan dan seberapa jauh tingkat penghilangan lignin yang akan dicapai.
Untuk menyelesaikan suatu proses pemasakan pada waktu yang reltif singkat, biasanya ditambahkan larutan pemasak/ alkali yang jumlahnya sedikit berlebih. Kelebihan alkali ini juga bermanfaat untuk menjaga pH dalam digester agar tidak turun dibawah yang diizinkan dimana lignin yang terlarut akan meresap/ menggumpal kembali masuk kedalam serat.
Kalau jumlah alkali yang dimasukkan lebih banyak maka akan mempercepat kecepatan reaksinya. Dengan menambah alkali, kita dapat memasak dengan H-faktor yang lebih rendah untuk mencapai bilangan kappa yanga sama. Dengan bertambahnya jumlah alkali yang dimasukkan maka akan mengurangi rendemen pulp karena jumlah hemiselulosa yang terlarut bertambah.
2.3.3 Perbandingan Liquor dengan Kayu
2.4 Proses Pemasakan di Unit Digester
2.4.1 Chip Filing
Chip diangkut ke digester dari tempat penyimpanan dengan menggunakan conveyor.
Jumlah chip dalam digester harus betul-betul sesuai sehingga ada cukup ruang untuk tempat liquor dan edarannya. Agar dapat dicapai keseragaman pada setiap pemasakan, maka harus diketahui berapa berat serpihan kayu yang dimasukkan kedalam digester, kandungan air pada chip dan berat jenis keseluruhan kayu.
2.4.2Liquor Filing
Pengisian liquor dilakukan segera setelah pengisian chip. Larutan pemasak panas yang dimasukkan kedalam digester didapat dari relief heat recovery system dengan temperatur 1200C harus dengan perbandingan yang sesuai sebagaimana dibutuhkan untuk pemasakan dan black liquor penambah sebagai pengencer juga harus dengan perbandingan yang sesuai.
Active Alkali (AA) yang dimasukkan dalam digester adalah untuk melarutkan
komponen/ kotoran bukan selulosa yang ada dalam kayu. Untuk menjaga keberlangsungan peredaran liquor dalam digester dan blowing yang bersih, perlu diperhitungkan jumlah perbandingan antar liquor dan kayu yang sering disebut “bath ratio”. Rationya berkisar 3,9 : 1. Jumlah liquor itu terdiri dari white liquor, air
2.4.3Kraft Ramping
Proses penghidupan pompa bersamaan dengan dialirkannya steam sehingga terjadi sirkulasi cairan pemasak ke liquor heater dan masuk kembali ke digester secara berulang-ulang sampai chip menjadi bubur. Fungsi dari proses ini adalah untuk menaikkan temperatur di unit digester.
2.4.4 Kraft Cooking
Digester yang berisi chip dan larutan pemasak dipanaskan hingga temperatur 1700C dan tekanan mencapai 7 Kg/cm2 gauge. Untuk menaikkan temperatur kita menggunakan steam. Steam yang digunakan adalah MPS (Medium Pressure Steam) dari temperatur 1250C ke 1700C.
reaksi penghilangan lignin dalam suatu proses pemasakan, maka untuk memperbaiki proses pembuatan pulp secara kimia dan agar selalu ada pedoman untuk mengatur waktu dengan bervariasinya temperatur dan atau sebaliknya maka faktor-faktor itu dikombinasikan menjadi satu faktor perhitungan yang disebut “H-faktor”.
Pada satu putaran/ siklus pemasakan dengan H-faktor yang sama diharapkan menghasilkan pulp dengan rendemen dan bilangan kappa yang sama pula, walaupun dengan waktu pemasakan dan temperatur yang berbeda. H-faktor yang tinggi dapat menurunkan viskositas dan bilangan kappanya pada proses ini. Jika pada saat pemasakan viskositas dan bilangan kappa yang diperoleh lebih rendah dari target pemasakan maka H-faktor harus diturunkan dan sebaliknya apabila viskositas dan bilangan kappa tinggi maka H-faktor juga akan dinaikkan .
Viskositas pada proses ini sangat berpengaruh pada mutu pulp atau kekuatan pulp sedangkan bilangan kappa sangat berpengaruh terhadap kadar lignin yang tersisa pada pulp, selain itu viskositas dan bilangan kappa sangat berpengaruh terhadap proses pengolahan pulp ke produk yang lain.
2.4.5 Kraft Relief
pemasakan yang seragam. Gas-gas itu dikeluarkan dari digester melalui jalur yang terdapat dibagian atas digester.
2.4.6 Blowing
Tujuan pengoperasian blowing adalah untuk mengeluarkan semua isi digester kedalam blow tank. Di pabrik ini, terdapat dua blow tank dengan masing-masing kapasitas 600 m3. Dan tiga jalur blow utama yang akan mengalirkan pulp kedalam blow tank. Cara yang dilakukan untuk memblow suatu digester ke blow tank yang
dikehendaki dengan mengopersikan katup-katup yang akan dibuka, sedang yang lainnya dalam posisi tertutup. Hanya satu digester yang dapat diblow ke satu blow tank pada satu waktu tertentu, hal yang penting untuk diperhatikan agar dipastikan
ada cukup ruang dalam blow tank untuk menampung pulp yang akan di blow. Apabila blow tank dalam keadaan kosong, isi dahulu blow tank dengan black liquor agar tidak terjadi hentakan beban agitator karena masuknya pulp kedalam blow tank.
Setelah bubur kertas melewati blowing, air evacuation scrubber akan menyerap sisa panas dari digester. Hasil panas dari blowing akan diproses kembali di akumulator tank dengan memanaskan air yang hangat yang akhirnya panas air
BAB 3
METODOLOGI
3.1 Alat dan Bahan
3.1.1 Alat
− Digester
− Conveyor
− Pompa sirkulasi
− Liquor heater
− Blow tank
− Akumulator tank
− Relief heat recovery system
− Air evacuation scrubber
− Heating up white liquor
− Black liquor system
3.1.2 Bahan
− Serpihan kayu (chip)
− White liquor (terdiri dari NaOH dan Na2S)
− Black liquor (sisa hasil pencucian yang telah dievaporasi)
− Steam (uap panas)
3.2 Prosedur
a. Chip Filing
Chip diangkut ke tungku pemasak (digester) dari tempat penyimpanan dengan
menggunakan conveyor. Proses ini berlangsung sekitar 30 menit. b. Liquor Filing
Pengisian liquor dilakukan segera setelah pengisian chip. Larutan pemasak panas yang dimasukkan kedalam digester didapat dari relief heat recovery system dengan temperatur 1200C harus dengan perbandingan yang sesuai sebagaimana dibutuhkan untuk pemasakan dan black liquor penambah sebagai pengencer juga harus dengan perbandingan yang sesuai.
White liquor dan black liquor dimasukkan kedalam digester yang mengalir
melalui pipa-pipa liquor heater yang diletakkan berdampingan dengan digester. Proses ini berlangsung sekitar 30 menit.
c. Kraft Ramping
Proses penghidupan pompa sirkulasi bersamaan dengan dialirkannya steam sehingga terjadi sirkulasi cairan pemasak dari dalam digester kebagian tengah, atas dan bawah digester ke liquor heater dan masuk kembali ke digester secara berulang-ulang sampai chip menjadi bubur. Fungsi dari proses ini adalah untuk menaikkan temperatur di unit
digester. Proses ini berlangsung sekitar 70 sampai 90 menit.
d. Kraft Cooking
Untuk menaikkan temperatur kita menggunakan steam. Steam yang digunakan adalah MPS (Medium Pressure Steam) yang masuk di luar pipa sehingga menjadi panas yang tidak langsung (indirect steam). Proses ini berlangsung sekitar 100 menit. e. Kraft Relief
Proses pembukaan kran pembuangan gas-gas agar tekanan stabil (tekanan yang diharapkan adalah 7 bar). Proses ini berlangsung hanya 2 menit.
f. Blowing
Tujuan utama pada pengoperasian blowing adalah untuk mengeluarkan atau blow semua isi digester kedalam blow tank. Setelah bubur kertas melewati blowing, air evacuation scrubber akan menyerap sisa panas dari digester. Hasil panas dari
blowing akan diproses kembali di akumulator tank dengan memanaskan air yang
BAB 4
HASIL DAN PEMBAHASAN
4.1 Data
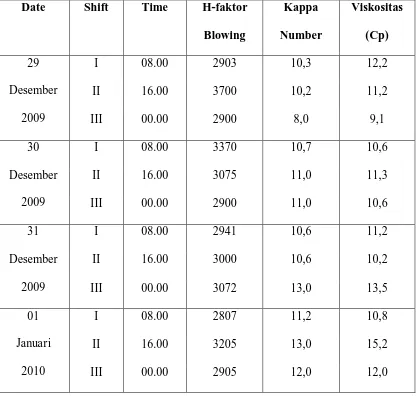
Tabel 3: Hubungan H-faktor terhadap kappa number dan viskositas
Date Shift Time H-faktor
4.2 Perhitungan
Untuk mengetahui nilai rata-rata H-faktor, kappa number dan viskositas berdasarkan pengamatan.
a. Nilai rata-rata H-faktor
1) 29 Desember 2009
n
2) 30 Desember 2009
n
3) 31 Desember 2009
4) 01 Januari 2010
b. Nilai rata-rata Kappa Number
1) 29 Desember 2009
n xkappanumber = ∑kappanumber
5
2) 30 Desember 2009
n xkappanumber = ∑kappanumber
4) 01 Januari 2010
n xkappanumber = ∑kappanumber
067
c. Nilai rata-rata Viskositas
1) 29 Desember 2009
n
2) 30 Desember 2009
n
3)31 Desember 2009
4)01 Januari 2010
Grafik 2. Hubungan H-Faktor terhadap Kappa Number
4.3 Pembahasan
Dalam penentuan kualitas pulp, proses pemasakan merupakan salah satu proses yang sangat menentukan, karena pada proses pemasakan ini terjadi penguraian dan pemisahan lignin dan zat-zat ektraktif yang tidak dibutuhkan dari serat-serat yang terkandung di dalam kayu. Hal yang paling utama yang harus diperhatikan pada proses pemasakan ini adalah H-faktor. Yang merupakan hubungan antara waktu dan temperatur pemasakan.
Kematangan chip di unit digester sangat dipengaruhi oleh dua hal, yaitu Waktu dan temperatur selama pemasakan, yang sangat berpengaruh pada kualitas pulp, jika chip dimasak dalam jangka waktu yang terlalu lama, maka akan dihasilkan pulp
dengan kualitas rendah, dan dengan rendemen yang rendah pula. Temperatur yang optimum yang digunakan di PT. Toba Pulp Lestari, Tbk untuk reaksi pemasakan
adalah 1680C dan temperatur ini harus dikontrol secara seksama. Temperatur dibawah 1680C tidak berpengaruh apa-apa terhadap kualitas dan rendemennya, tetapi diatas 1800C akan mulai terjadi pemutusan rantai dari serat-serat selulosa, dan pada temperatur 2000C akan sangat jelas pengaruhnya, jadi temperatur yang diinginkan pada pemasakan adalah 1680C, dan tidak boleh diatas angka tersebut, karena dapat merusak kandungan selulosa yang diinginkan pada pulp.
Adapun tujuan H-faktor adalah untuk mencapai angka viskositas yang sesuai dengan target perusahaan yaitu 11-12 Cp dan untuk mencapai bilangan kappa target dengan range 12-13. Apabila target yang diinginkan tidak tercapai, seperti viskositas yang terlalu tinggi, maka akan menghasilkan pulp yang mudah sobek. Dan juga, bilangan kappa yang terlalu tinggi dapat menyebabkan bercak kuning pada pulp yang dihasilkan, sedangkan bilangan kappa yang terlalu rendah mengakibatkan ikut termasaknya serat-serat selulosa yang ada pada kayu. Dimana bilangan kappa merupakan pengujian terhadap kadar lignin yang tersisa dalam pulp yang dihasilkan, sedangkan viskositas merupakan parameter untuk menentukan pulp yang berkekuatan tinggi. Jadi, pada proses pemasakan sangat penting dilakukan pengontrolan terhadap H-faktor untuk mendapatkan kematangan chip yang diinginkan.
BAB 5
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari hasil pengamatan dan pembahasan data, dapat diambil kesimpulan sebagai berikut :
1. Hubungan antara H-faktor adalah berbanding terbalik dengan viskositas dan bilangan kappa.
2. H- faktor standart yang digunakan di unit digester PT. Toba Pulp Lestari, Tbk adalah 2900
3. H-faktor harus selalu dijaga agar dihasilkan kematangan chip yang bagus. Apabila H-faktor tinggi, maka viskositas dan bilangan kappa yang dihasilkan akan rendah. Sehingga menyebabkan rendahnya kualitas daripada pulp. Untuk menghindari hal demikian, apabila H-faktor pada saat proses pemasakan tinggi, maka diperlukan waktu pemasakan yang lebih lama dari biasanya pada saat proses pemasakan di digester, dengan temperatur yang tetap. Dan sebaliknya, apabila H-faktor rendah, maka temperatur yang harus ditingkatkan.
5.2 Saran
DAFTAR PUSTAKA
Anggota IKAPI. 1995. Mengenal Sifat-Sifat Kayu Indonesia dan Penggunaannya. Yogyakarta: Kanisius.
Anonim. 2003. Digester Plant. PT. Toba Pulp Lestari. Porsea. Sumatera Utara. Dumanauw, J. F. 1993. Mengenal Kayu. Yogyakarta: Kanisius.
Fengel, D. 1995. Kayu: Kimia, Ultrastruktur, Reaksi – reaksi. Yogyakarta: Universitas Gajah Mada Press.
Fessenden, R. J. dan Fessenden, J. S. 1982. Kimia Organik. Jilid 2. Edisi Ketiga. Jakarta: Erlangga.
Haygreen, J. G. 1996. Hasil Hutan dan Ilmu Kayu: Suatu Pengantar. Yogyakarta: Universitas Gajah Mada Press.
Hohnholz, J. H. 1988. Menuju Kelestarian Hutan. Jakarta: Yayasan Obor Indonesia. Mulyani, S. 2006. Anatomi Tumbuhan. Yogyakarta: Kanisius.
Salisbury, F. B. dan Ross, C. W. 1995. Fisiologi Tumbuhan. Jilid 1. Edisi Keempat. Bandung: Penerbit ITB.