PEMECAHAN MASALAH INKONSISTENSI PROSES
PENAKARAN PADA MESIN PENGEMAS BUMBU PELEZAT
SERBAGUNA DI PT UNILEVER INDONESIA TBK.,
CIKARANG
ERICK
F24060969
2010
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
PEMECAHAN MASALAH INKONSISTENSI PROSES
PENAKARAN PADA MESIN PENGEMAS BUMBU PELEZAT
SERBAGUNA DI PT UNILEVER INDONESIA TBK.,
CIKARANG
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA TEKNOLOGI PERTANIAN
pada Departemen Ilmu dan Teknologi Pangan Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh ERICK
F24060969
2010
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
INSTITUT PERTANIAN BOGOR
FAKULTAS TEKNOLOGI PERTANIAN
PEMECAHAN MASALAH INKONSISTENSI PROSES PENAKARAN
PADA MESIN PENGEMAS BUMBU PELEZAT SERBAGUNA
DI PT UNILEVER INDONESIA TBK., CIKARANG
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Ilmu dan Teknologi Pangan Fakultas Teknologi Pertanian,
Institut Pertanian Bogor
Oleh ERICK
F24060969
Dilahirkan pada tanggal 30 Oktober 1988 di Jakarta
Tanggal lulus : 2010
Menyetujui,
Bogor, 2010
Dr. Ir. Joko Hermanianto Ir. Noer Iman
Dosen Pembimbing Pembimbing Lapang
Mengetahui,
Dr. Ir. Dahrul Syah, MSc
Erick. F24060969. Pemecahan Masalah Inkonsistensi Proses Penakaran pada Mesin Pengemas Bumbu Pelezat Serbaguna di PT Unilever Indonesia Tbk., Cikarang. Di bawah bimbingan Dr. Ir. Joko Hermanianto dan Ir. Noer Iman. 2010.
RINGKASAN
Sistem penakaran pada mesin pengemas diharapkan mampu menangani proses penakaran bumbu pada kisaran spesifikasi yang diinginkan (kapabel) dan juga dapat diandalkan (reliabel). Berdasarkan catatan perusahaan tahun 2009, jika sebuah sachet produk bernilai Rp 300,00 maka waktu breakdown akibat tindakan penyesuaian membuat perusahaan kehilangan waktu produktif yang bernilai setara dengan Rp 5.910.537.000,00 tanpa memperhitungkan kerugian bumbu akibat
overweight, biaya pengerjaan ulang (rework) akibat underweight, dan biaya lembur untuk mengejar target produksi. Tujuan dari kegiatan magang ini di PT Unilever Indonesia, Cikarangadalah mengidentifikasi permasalahan inkonsistensi proses penakaran yang merupakan sumber penyebab tingginya angka breakdown
mesin pengemas akibat kegiatan stel timbangan. Langkah kerja yang dilakukan adalah observasi langsung di dalam kegiatan produksi, mengidentifikasi akar masalah berdasarkan fakta di lapangan, dan analisis langkah perbaikan untuk mengeliminasi akar masalah.
Penelusuran masalah dimulai dari memahami masalah inkonsistensi proses penakaran dan prinsip kerja sistem penakaran pada mesin pengemas. Output
penakaran relatif konsisten jika mesin bekerja dengan parameter tetap dan tidak ada perubahan pada bumbu. Berdasarkan analisis kapabilitas proses penakaran pada mesin percontohan terbaik (mesin U9), diketahui hanya 25% batch yang mampu mencapai indeks kapabilitas proses di atas 1,00. Faktor bumbu yang kohesif dan berfluktuasi tingkat kelengketannya lebih berpengaruh sebagai penyebab masalah daripada faktor mesin. Bumbu yang kohesif menyebabkan gangguan aliran bumbu pada sistem penakaran sehingga terjadi fluktuasi output. Kondisi tersebut diperburuk dengan peluang terbentuknya caking akibat paparan gaya tekan dari mekanisme prefit dan gangguan aliran pada hopper feeder.
Persebaran lemak nabati dan pencapaian kristalisasi lemak di dalam campuran bumbu belum tertangani dengan baik dan konsisten pada proses mixing
dan aging yang belum terkendali dan belum optimal. Keberadaan lemak nabati yang masih dalam fase cair menimbulkan karakteristik kohesif dan tidak mudah mengalir. Flowability bumbu masih dalam kategori “Very Poor”, walaupun
dengan perlakuan aging selama 120 menit yang jauh lebih lama dari standar waktu proses aging perusahaan. Karakteristik bumbu yang tidak mudah mengalir tersebut dipastikan bukan akibat buruknya karakteristik flowability garam dan gula yang merupakan dua komponen terbesar penyusun komposisi bumbu.
i
RIWAYAT
HIDUP
Penulis dilahirkan di Jakarta pada tanggal 30 Oktober 1988 sebagai anak pertama dari tiga bersaudara pasangan Kristianto Tjiptadji dan Neneng Murnengsih. Penulis menyelesaikan pendidikan dasar pada tahun 2000 di SD KEMURNIAN II, Sekolah Menengah Pertama pada tahun 2003 di SLTP KEMURNIAN II, dan Sekolah Menegah Umum jurusan IPA (Ilmu Pengetahuan Alam) pada tahun 2006 di SMU KEMURNIAN II. Penulis melanjutkan pendidikan tinggi di Institut Pertanian Bogor (IPB) melalui jalur SPMB masuk pada tahun 2006. Penulis berhasil mendapatkan Mayor Ilmu dan Teknologi Pangan di Fakultas Teknologi Pertanian, setelah setahun menjalani Tingkat Persiapan Bersama (TPB)
Selama menempuh pendidikan di IPB, penulis aktif di dalam kegiatan organisasi Himpunan Mahasiswa Ilmu dan Teknologi Pangan sebagai Public Relation. Penulis juga aktif dalam Tim Pendamping Mahasiswa Katolik IPB, suatu komunitas nonkelembagaan yang berperan sebagai asisten MKDU Pendidikan
Agama Katolik di IPB. Kegiatan kepanitiaan yang pernah dijalani penulis diantaranya adalah Studium Generale Alumni dan Mahasiswa Ilmu dan Teknologi Pangan, Pelatihan Sistem Manajemen Halal (PLASMA), dan Orientasi Mahasiswa Baru Ilmu dan Teknologi Pangan (BAUR). Penulis juga berprestasi pada beberapa kompetisi di bidang fotografi seperti Journalistic Fair tingkat Jabodetabek, G-art Competition tingkat IPB, dan The Bogor Expo tingkat pelajar Bogor. Selama kuliah penulis pernah bekerja sebagai guru les privat, melakukan formulasi dan desain proses produksi di CV Siska Wati Citereup, dan kegiatan survei Quick Count Pemilu 2009 di bawah CIRUS Surveyors Group. Sebagai tugas akhir penulis memilih penelitian dalam kegiatan magang di PT Unilever
Indonesia Tbk. dengan judul “Pemecahan Masalah Inkonsistensi Proses Penakaran pada Mesin Pengemas Bumbu Pelezat Serbaguna di PT Unilever
ii
KATA
PENGANTAR
Puji dan syukur kepada Tuhan Yang Maha Esa atas segala rahmat, karunia, dan kasih-Nya sehingga penulis berkesempatan untuk berkarya dan menjalani pendidikan tinggi di Intitut Pertanian Bogor pada Departemen Ilmu dan Teknologi Pangan–Fakultas Teknologi Pertanian. Selama empat tahun penulis berproses dan belajar banyak hal mengenai kehidupan yang menjadi sebuah sejarah sekaligus pelajaran berharga yang tidak akan pernah terulang. Atas petunjuk, penyertaan, dan tuntunan-Nya melalui sesama manusia, penulis dapat menyelesaikan perkuliahan dan tugas akhir yang indah pada waktunya.
Selama kegiatan magang, penulisan, dan penyusunan skripsi ini tidak terlepas dari bantuan banyak pihak. Oleh karena itu, penulis ingin menyampaikan terima kasih kepada:
1. Papi, Mami, Oma, Mpe, Michael, Cynthia, dan Tante, atas doa, kesabaran, pengertian, kasih sayang, dan motivasi yang tidak pernah berhenti dicurahkan kepada penulis.
2. Bapak Dr. Ir. Joko Hermanianto, selaku dosen pembimbing akademik atas bimbingan, nasihat, motivasi, dan pelajaran yang sangat berarti selama perkuliahan dan pelaksanaan tugas akhir.
3. Bapak Ir. Noer Iman, selaku pembimbing lapang atas bimbingan, nasihat, motivasi, dan pelajaran selama kegiatan magang di pabrik Unilever Cikarang. 4. Bapak Tjahja Muhandri, STP, MT, selaku dosen penguji yang memberikan
waktu dan pikiran kepada penulis dalam penyelesaian tugas akhir.
5. Ibu Elvira Syamsir, STP, MSi selaku dosen penguji yang memberikan waktu dan pikiran kepada penulis dalam penyelesaian tugas akhir.
6. Ibu Prof. Dr. Ir. Tien R. Muchtadi, MS dan Bapak Ir. Maulana W. Jumantara yang telah membuka jalan bagi penulis untuk melakukan kegiatan magang di PT Unilever Indonsia Tbk., Cikarang dan atas waktu serta masukan kepada penulis.
iii 8. Para staf SCC&C, teman-teman ruang TPM, seluruh tim produksi,
seman-teman “sepermainan” tim engineering, seluruh operator mesin pengemas, khususnya Mas Buhron, Mas Pamungkas, dan Mas Dede, teman-teman
nongkrong “kursi batu panjang”, Bapak Joko dari Cipta Bersama, teman -teman magang yang silih berganti, Stephani Angga, Bunga Anggraini, Feronika, Venita, Gina, Aya, Sarah, dan Sari atas dukungan, waktu, dan motivasi kepada penulis. Senang mengenal kalian dan dapat melewati waktu bersama kalian walaupun pertemuan kita singkat.
9. Seluruh staf dan teknisi departemen ITP, SEAFAST, dan PAU yang menjadi sahabat penulis. Terima kasih atas dukungan, motivasi, dan nasihat yang banyak dibagikan kepada penulis. Tidak terlupakan staf UPT yang selalu siap membantu penulis menyelesaikan administrasi selama perkuliahan dan dalam tugas akhir.
10.Sahabat-sahabat karib penulis, Abdi Tunggal Cahyo, Arius Wiratama, Riza Kamal Shadiq, Wonojatun, Sendy Arkida, Bobby, The Maksiaters, Keluarga Pondok Joglo, dan Anita Kumala Sari yang menjadi tempat diskusi dan
“tempat sampah” penulis selama penyelesaian tugas akhir.
Semoga skripsi ini bermanfaat dan dapat digunakan sebagaimana layaknya. Salam sejahtera.
Bogor, Oktober 2010
iv
DAFTAR ISI
HALAMAN
KATA PENGANTAR……….. ii
DAFTAR ISI………. iv
DAFTAR TABEL………. vi
DAFTAR GAMBAR……...………. vii
DAFTAR LAMPIRAN……….….……….. ix
I. PENDAHULUAN ... 1
A. LatarBelakang ... 1
B. Tujuan ... 2
II. TINJAUAN UMUM PERUSAHAAN ... 3
A. Sejarah dan Perkembangan PT Unilever Indonesia ... 3
B. Visi dan Misi ... 5
C. Logo ... 6
D. Organisasi dan Pengelolaan ... 6
E. Ketenagakerjaan ... 8
III. TINJAUAN PUSTAKA ... 10
A. Bubuk (Powder) ... 10
B. Karakteristik Fisik Bubuk ... 11
C. Kemudahan Mengalir Bubuk (Flowability) ... 13
D. Pencampuran Kering (Dry Mixing) ... 16
E. Mesin Pencampur (Mixer) ... 18
F. Klasifikasi Campuran ... 21
G. Kristalisasi Lemak ... 23
H. Desain Peralatan ... 26
IV. METODOLOGI ... 31
A. Langkah Kerja ... 31
1. Observasi ... 31
2. Identifikasi Faktor Penyebab Masalah ... 31
3. Analisis Langkah Perbaikan ... 31
B. Metode Analisis ... 32
v
2. Analisis Kapabilitas Proses ... 32
3. Analisis Kemudahan Mengalir Bubuk ... 33
V. HASIL DAN PEMBAHASAN ... 36
A. Produksi Bumbu Pelezat Serbaguna ... 36
1. Bahan Baku ... 36
2. Mesin Produksi ... 37
3. Aliran Proses Produksi ... 40
B. Identifikasi Masalah ... 43
1. Inkonsistensi Proses Penakaran ... 43
2. Mekanisme Sistem Penakaran ... 46
3. Kapabilitas Proses Penakaran ... 50
4. Tren Output Proses Penakaran ... 58
5. Pengamatan Proses Produksi ... 63
6. Kemudahan Mengalir Bumbu ... 77
7. Kemudahan Mengalir Bahan Baku ... 79
C. Analisis Langkah Perbaikan ... 81
1. Kontrol Parameter Waktu Mixing ... 83
2. Optimasi Proses Mixing ... 83
3. Optimasi Proses Aging ... 85
4. Modifikasi Desain Hopper Feeder ... 86
5. Modifikasi Filling Unit Mesin Pengemas ... 88
6. Standarisasi Posisi Prefit dan Parameter Pulse ... 88
VI. KESIMPULAN DAN SARAN ... 90
A. Kesimpulan ... 90
B. Saran ... 90
DAFTAR PUSTAKA………...... 92
vi
DAFTAR TABEL
HALAMAN
Tabel 1. Kategori Kemudahan Mengalir Bubuk………... 35
Tabel 2. Kapabilitas Proses Penakaran Mesin U9………... 52
Tabel 3. Rata-rata Output Setiap Corong Mesin U9………... 53
Tabel 4. Nilai R2 Regresi Linier Setiap Corong Mesin U9………. 59
Tabel 5. Pengukuran Suhu Aging……… 72
Tabel 6. Kemudahan Mengalir Bumbu Tanpa Perlakuan Aging……… 78
Tabel 7. Kemudahan Mengalir Bumbu Setelah Aging 120 Menit……….. 78
Tabel 8. Kemudahan Mengalir Bahan Baku Garam……….. 80
vii
DAFTAR GAMBAR
HALAMAN
Gambar 1. Logo Produk-produk PT Unilever Indonesia………. 4
Gambar 2. Logo Unilever………. 6
Gambar 3. Struktur Organisasi Pabrik Divisi SCC & C………... 8
Gambar 4. Keadaan Struktur Internal Bubuk Sebelum dan Setelah Pemampatan………... 10
Gambar 5. Faktor yang Mempengaruhi Densitas Kamba Bubuk………….... 12
Gambar 6. Faktor yang Mempengaruhi Tingkat Kohesif Bubuk…………... 13
Gambar 7. Agitator Plow Mixer dan Arah Aliran Bahan……… 19
Gambar 8. Forberg Mixer……… 20
Gambar 9. Skema Distribusi Campuran Partikel………. 21
Gambar 10. Skema Beberapa Tipe Campuran Partikel………. 22
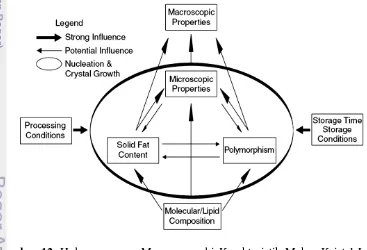
Gambar 11. Perubahan Polymorphic Kristalisasi dan Rekristalisasi Lemak…. 24 Gambar 12. Hubungan Faktor yang Mempengaruhi Karakteristik Makro Kristal Lemak………. 25
Gambar 13. Bekas Pemukulan Mengindikasikan Masalah Aliran Bahan…… 26
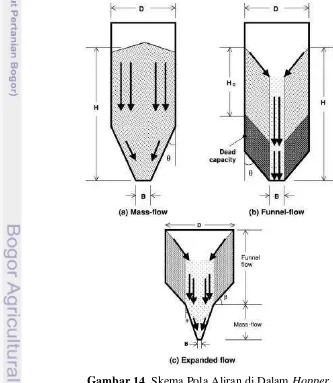
Gambar 14. Skema Pola Aliran di Dalam Hopper……… 27
Gambar 15. Grafik Acuan Desain Bentuk Hopper……….... 29
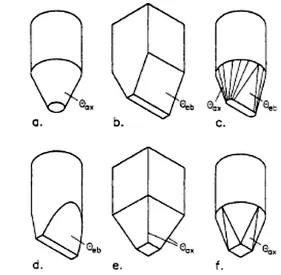
Gambar 16. Beberapa Desain Bentuk Hopper……….. 29
Gambar 17. Skema Pegukuran Loose Density dan Tapped Density………….. 34
Gambar 18. Plow Mixer……….… 38
Gambar 19. Skema Hopper Feeder………... 39
Gambar 20. Skema Filling Unit Mesin Pengemas……….…………... 40
Gambar 21. Skema Sistem Auger……….. 47
viii
Gambar 23. Ilustrasi Mekanisme Sistem Penakaran……….……… 49
Gambar 24. Diagram Batang Statistik Dasar Populasi Output………. 60
Gambar 25. Waktu Mixing Hari ke-1……… 65
Gambar 26. Waktu Mixing Hari ke-2……….………... 66
Gambar 27. Skema Pemasukan Lemak Nabati Cair………. 69
Gambar 28. Skema Pola Aliran Bumbu Aktual di Dalam Hopper Feeder……75
Gambar 29. Pengaruh ScrewFeeder Terhadap Arus Aliran………... 76
Gambar 30. Hubungan Masalah Penyebab Inkonsistensi Proses Penakaran... 82
ix
DAFTAR LAMPIRAN
HALAMAN
Lampiran 1. Kapabilitas Proses Mesin U9 Hari ke-1………. 95
Lampiran 2. Kapabilitas Proses Mesin U9 Hari ke-2………. 96
Lampiran 3. Kapabilitas Proses Mesin U9 Hari ke-3………. 97
Lampiran 4. Kapabilitas Proses Mesin U9 Hari ke-4………. 98
Lampiran 5. Kapabilitas Proses Mesin U9 Hari ke-5………. 99
Lampiran 6. Kapabilitas Proses Mesin U9 Selama 7 Hari………. 100
Lampiran 7. Kapabilitas Proses Mesin U9 Batch Ke-1……….. 101
Lampiran 8. Kapabilitas Proses Mesin U9 Batch Ke-2……….. 102
Lampiran 9. Kapabilitas Proses Mesin U9 Batch Ke-3……….. 103
Lampiran 10. Kapabilitas Proses Mesin U9 Batch Ke-4……….. 104
Lampiran 11. Kapabilitas Proses Mesin U9 Batch Ke-5……….. 105
Lampiran 12. Kapabilitas Proses Mesin U9 Batch Ke-6……….. 106
Lampiran 13. Kapabilitas Proses Mesin U9 Batch Ke-10……… 107
Lampiran 14. Kapabilitas Proses Mesin U9 Batch Ke-11……… 108
Lampiran 15. Kapabilitas Proses Mesin U9 Batch Ke-12……… 109
Lampiran 16. Kapabilitas Proses Mesin U9 Batch Ke-13……… 110
Lampiran 17. Kapabilitas Proses Mesin U9 Batch Ke-14……… 111
Lampiran 18. Kapabilitas Proses Mesin U9 Batch Ke-15……… 112
Lampiran 19. Kapabilitas Proses Mesin U9 Batch Ke-16……… 113
Lampiran 20. Contoh Regresi Linier Output Mesin U9 Batch Ke-1………… 114
Lampiran 21. Data Output Mesin U9 Hari Ke-1……….. 115
Lampiran 22. Data Output Mesin U9 Hari Ke-2……….. 116
x Lampiran 24. Data Output Mesin U9 Hari Ke-4……….. 118
Lampiran 25. Data Output Mesin U9 Hari Ke-5……….. 119
Lampiran 26. Data Sistem SPC Mesin U9 Milik Perusahaan Selama 7 Hari.. 120
Lampiran 27. Diagram Alir Produksi Bumbu Pelezat Serbaguna…...……… 122
Lampiran 28. Karakterisasi Aliran Bumbu Metode Hausner dan Carr……… 123
Lampiran 29. Karakterisasi Aliran Garam Metode Hausner dan Carr……… 124
Lampiran 30. Karakterisasi Aliran Gula Metode Hausner dan Carr………... 124
Lampiran 31. Pareto Kejadian Breakdown Mesin Pengemas Tahun 2009….. 125
1
I.
PENDAHULUAN
A. LATAR BELAKANG
Salah satu produk yang diproduksi oleh PT Unilever Indonesia adalah bumbu pelezat serbaguna dalam bentuk bubuk siap pakai. Produk tersedia dalam berbagai ukuran kemasan yaitu kemasan sachet, 50g, 100g, 200g, dan 1000g. Produk kemasan sachet dikemas menggunakan mesin pengemas jenis VFFS (Vertical Form Fill Seal). Tipe mesin ini cocok untuk produk berbentuk bubuk dan granular (Fellows, 2000). Mesin pengemas membentuk kemasan dari lembaran bahan baku kemasan, menakar dan mengisi sejumlah bumbu, kemudian sekaligus menyegel kemasan yang telah berisi bumbu. Sistem penakaran pada mesin pengemas diharapkan bukan hanya sekedar mampu menangani proses penakaran bumbu pada kisaran spesifikasi yang diinginkan (kapabel) saja melainkan juga dapat diandalkan (reliabel).
Kegiatan produksi diharapkan memiliki perfoma yang tinggi dari segi efisiensi, pencapaian target produksi, kecepatan produksi, dan mutu produk yang sesuai dengan spesifikasi. Terhentinya mesin produksi (breakdown) akibat perawatan, perbaikan, atau kegiatan penyesuaian diharapkan tidak memakan banyak waktu serta dapat diprediksi. Jadwal produksi dan pencapaian target produksi dapat terganggu jika mesin produksi sering dihentikan karena bermasalah, apalagi jika tidak dapat diprediksi.
Mutu sangat penting dijaga oleh perusahaan untuk menjaga kepuasan konsumen dan kelangsungan bisnis. Menurut Fellows (2000), tingkat akurasi proses pengisian penting untuk memastikan pemenuhan peraturan isi bersih
2 Inkonsistensi proses penakaran pada mesin pengemas menyebabkan pergeseran massa produk dari rentang spesifikasi yang telah ditentukan. Jika operator sampai harus menghentikan mesin untuk tindakan penyesuaian, maka waktu breakdown tersebut dikategorikan sebagai tindakan stel timbangan. Berdasarkan catatan perusahaan, diketahui bahwa kegiatan stel timbangan paling besar kontribusinya baik dari segi jumlah kejadian maupun waktu breakdown mesin pengemas pada tahun 2009. Tercatat sebanyak 3.836 kali kejadian penyesuaian timbangan yang setara dengan 25,78% dari total kejadian breakdown mesin pengemas. Stel timbangan juga tercatat sebagai penyebab terbesar waktu breakdown sebesar 901,12 satuan waktu setara dengan 16,89% dari total waktu breakdown mesin pengemas. Jika nilai sebuah sachet produk adalah Rp 300,00 maka kehilangan waktu produktif akibat breakdown tersebut bernilai setara dengan Rp 5.910.537.000,00 tanpa memperhitungkan kerugian bumbu akibat overweight, biaya pengerjaan ulang (rework) akibat underweight, dan biaya lembur untuk mengejar target produksi.
B. TUJUAN
3
II.
TINJAUAN UMUM PERUSAHAAN
A. SEJARAH DAN PERKEMBANGAN PT UNILEVER INDONESIA
Dua bersaudara William Hasketh Lever dan James Darcy Lever mendirikan perusahaan yang bernama Lever Brothers pada tahun 1885 di Inggris. Perusahaan Lever Brothers memproduksi sabun cuci dengan merek Sunlight. Perusahaan terus berkembang didukung oleh teknik pemasaran yang sangat baik dan mulai memproduksi sabun mandi dengan merek Lux dan Lifebuoy.
Sejak tahun 1868 perusahaan milik keluarga Anton Jurgens memproduksi margarin. Pada tahun 1927 perusahaan ini bergabung dengan perusahaan margarin milik keluarga Van den Berg dan menamakan perusahaan mereka Margarine Unie di Belanda dan Margarine Union untuk cabang perusahaan di Inggris. Pada tahun 1929 Perusahaan Lever Brothers dan Margarin Union bergabung dan mengganti nama mereka menjadi Unilever. Sejak awal berdiri, Unilever mengadopsi strategi ganda yang melibatkan pusat komando di London (Unilever PLC) dan di Rotterdam (Unilever NV). Unilever terus berkembang berkembang sebagai perusahaan yang bertaraf internasional dengan produk kebutuhan sehari-hari sperti sabun, detergen, shampo, pasta gigi, kosmetik, makanan, minuman, es krim dan jasa distribusi serta jasa penelitian pasar.
PT Unilever Indonesia Tbk. didirikan pada 5 Desember 1933 sebagai Zeepfabrieken N.V. Lever dengan akta No.33 yang dibuat oleh Tn. A.H. van Ophuijsen, notaris di Batavia. Akta ini disetujui oleh Gubernur Jenderal van Raad van Justitie di Batavia dengan No.302 pada tanggal 22 Desember 1933 dan diumumkan dalam Javasche Courant pada tanggal 9 Januari 1934.
4 Gambar 1. Logo Produk-produk PT Unilever Indonesia
Sumber: http://unilever.com
Kantor pusat PT Unilever Indonesia Tbk. berlokasi di gedung Graha Unilever, Jl. Jendral Gatot Subroto Kav. 15, Jakarta 12930. Lokasi pabrik yang beralamatkan di Kawasan Industri Cikarang Jl. Jababeka Raya Blok O terdiri dari tiga pabrik Foods, yaitu pabrik Spread Cooking Category and Culinary (SCC&C), Tea Based Beverage (TBB), dan Ice Cream (IC). Sementara untuk produk Non Soap Detergent and Liquid berada di Kawasan Industri Cikarang Jl. Jababeka IX Kav. D1-29, serta di Rungkut, Surabaya dan di Subang untuk pabrik Kecap BANGO.
PT Unilever Indonesia Tbk. berhasil mendapat pengakuan di tingkat nasional dan internasional dengan menerima 66 penghargaan di tahun 2008, diantaranya yaitu:
1. The Asian Most Admired Knowledge Enterprise (MAKE) 2008, sebagai perusahaan Indonesia yang paling diminati di Asia dan memenangkan keseluruhan kategori.
5
Globe Award. Pada program ini Unilever mendapat kehormatan sebagai pemenang nasional untuk Indonesia.
3. The Indonesia Best Brand Award 2008, yaitu sebelas produk Unilever Indonesia menerima IBBA seperti Sunlight, Pepsodent, Lux, Lifebuoy,
Sunsilk, Pond’s, Rinso, Citra, dan Molto.
4. Zero Accident Award, Unilever Indonesia menerima penghargaan dari Departemen Tenaga Kerja dan Transmigrasi untuk Nilai Kecelakaan dan Sistem Manajemen Keselamatan dan Kesehatan Kerja.
5. Indonesia Best Packaging Award 2008 yang dinilai berdasarkan hasil survei oleh Marketing Extra Magazine.
B. VISI DAN MISI
Visi Unilever Indonesia adalah “Menjadi pilihan utama bagi konsumen, pelanggan dan masyarakat”. Untuk mencapai visi tersebut,
Unilever memiliki misi, yaitu menambah vitalitas dalam kehidupan, serta memenuhi kebutuhan nutrisi, kebersihan, dan perawatan pribadi sehari-hari dengan produk-produk yang membantu para konsumen agar merasa nyaman, berpenampilan baik, dan lebih menikmati hidup.
Unilever memiliki akar yang kokoh dalam budaya dan pasar lokal di dunia sehingga memiliki hubungan yang erat dengan konsumen dan merupakan landasan pertumbuhan Unilever di masa depan. Unilever juga menyertakan kekayaan pengetahuan dan keahlian internasional dalam melayani konsumen lokal, menjadikan Unilever sebagai perusahaan multi-nasional yang multi-lokal.
6
C. LOGO
Pada tahun 2005, Unilever mengganti logo perusahaannya menjadi sebuah logo yang menggambarkan visi dan misi Unilever terhadap peningkatan vitalitas kehidupan melalui berbagai produknya. Logo baru terdiri atas 22 icon berbeda dimana setiap icon tersebut melambangkan
produk Unilever dan tersusun dalam huruf “U”. Setiap 22 icon tersebut memiliki makna tersendiri.
Gambar 2. Logo Unilever Sumber: http://unilever.com
D. ORGANISASI DAN PENGELOLAAN
7 atas operasi usaha. Tugas dan tanggung jawab dari masing-masing bagian struktur tersebut adalah sebagai berikut:
1. Supply Chain Director mengkoordinasikan aktivitas teknik dari kegiatan perusahaan dan bertanggung jawab memastikan efektivitas dan efisiensi pelaksanaan dari seluruh sistem manajemen mutu perusahaan. 2. Technical Manager Foods bertanggung jawab atas efektivitas dan
efisiensi manajemen dari seluruh segi operasi, memastikan persediaan produk dengan mutu yang baik, biaya rendah, dan tepat waktu.
3. Production Manager bertanggung jawab mengelola mutu produk sesuai dengan spesifikasi kondisi proses, memastikan bahan mentah, materi pengemas, dan produk akhir disimpan dalam kondisi yang sesuai, mudah digunakan, dan mudah dipindahkan.
4. Assistant Production Manager bertanggung jawab untuk membantu
Production Manager dalam semua proses manufaktur yang berhubungan dengan produksi.
5. Warehouse Supervisor bertugas melakukan supervisi terhadap aktivitas operasional dan administrasi di gudang berdasarkan prosedur.
6. TPM Facilitator bertugas untuk memfasilitasi implementasi metodologi TPM perusahaan dan memaksimumkan produktivitas peralatan dan mesin.
Perusahaan menerapkan Total Productive Maintenance (TPM), yaitu suatu sistem yang bertujuan untuk meningkatkan produktivitas, didasarkan atas perbaikan peralatan dan sikap kerja karyawan yang melibatkan top manager hingga packer, untuk mencapai target zero failure, zero defect, dan
8 Gambar 3. Struktur Organisasi Pabrik Divisi SCC & C
E. KETENAGAKERJAAN
PT Unilever Indonesia Tbk. memiliki dua jenis tenaga kerja, yaitu staf dan nonstaf. Staf terdiri dari Technical Manager hingga Assistant Manager, sedangkan non staf dibagi menjadi tiga golongan berdasarkan pada tanggung jawab (job class), yaitu:
1. Golongan A terdiri dari operator, packer, dan gluer. 2. Golongan B teridiri dari operator, sopir, dan mandor.
3. Golongan C terdiri dari supervisor, sekretaris, karyawan administrasi, dan analis.
PT Unilever Indonesia Tbk. juga menggunakan tenaga kerja kontrak yang berasal dari berbagai perusahaan tenaga kerja. Hingga bulan Maret 2010, jumlah karyawan PT Unilever Indonesia Tbk. yaitu 669 orang yang
Supply Chain Director
Technical Manager Foods
Production Manager
Warehouse Supervisor
Raw Material Supervisor
Finished Product Supervisor
Ass. Production Manager
Production Supervisor
Team Leader
Operator Operator Operator
Adm. Production Substore Handle
9 terdiri atas karyawan kontrak sebanyak 395 orang dan karyawan permanen sebanyak 274 orang.
Tenaga kerja bagian staf dan administrasi (dinas normal) mempunyai jam kerja yang dimulai pukul 07.30 sampai 15.00 untuk hari Senin sampai Jumat dan pukul 07.30 sampai 13.00 untuk hari Sabtu dengan waktu istirahat dari pukul 11.30 sampai 12.30. Tenaga kerja dinas shift (regu) bekerja selama 8 jam kerja dari hari Senin sampai Sabtu dengan waktu istirahat selama 30 menit. Pembagian shift per hari yang diterapkan adalah sebagai berikut:
1. Shift pagi bekerja dari pukul 06.00 sampai 14.00 dengan waktu istirahat dari pukul 09.30 sampai 10.00.
2. Shift siang bekerja dari pukul 14.00 sampai 22.00 dengan waktu istirahat dari pukul 17.30 sampai 18.00.
3. Shift malam bekerja dari pukul 22.00 sampai 06.00 dengan waktu istirahat dari pukul 02.00 sampai 02.30.
10
III.
TINJAUAN PUSTAKA
A. BUBUK (POWDER)
Bubuk curah (bulk powder) terdiri dari kumpulan individu partikel yang sangat beragam karakteristiknya (ukuran, bentuk, dan konsistensi) yang sangat sulit untuk diukur secara akurat pada setiap partikel yang ada (Schulze, 2008). Bubuk tidak dapat dianggap sama dengan cairan walaupun bubuk memiliki sifat mengalir. Padatan dapat membentuk gundukan sementara cairan tidak mampu (Marinelli, 2005). Menurut Barbosa-Cánovas et al.
(2005), bubuk diperhitungkan sebagai sistem dispersi dua fase terdiri dari fase terdispersi partikel padat yang berbeda-beda ukurannya dan gas sebagai fase kontinu. Susunan partikel-partikel bubuk dalam suatu ruang dapat membentuk formasi yang tidak menentu dan dapat berubah. Beberapa kondisi formasi struktur internal partikel-partikel bubuk dapat dilihat pada Gambar 4.
Gambar 4. Keadaan Struktur Internal Bubuk Sebelum dan Setelah Pemampatan Sumber : Peleg (1983)
11 partikel-partikel yang terbentuk. Formasi susunan partikel dan rongga dapat berubah susunannya dan berbeda-beda bergantung pada ada atau tidaknya perlakuan yang memampatkan (penggetaran, pengadukan, dan penekanan) dan tentunya pengaruh dari karakteristik fisik partikel itu sendiri.
B. KARAKTERISTIK FISIK BUBUK
Barbosa-Cánovas dan Juliano (2005) menyatakan bahwa karakteristik fisik dari bubuk secara umum saling bergantung antara satu dengan yang lainnya. Perubahan distribusi ukuran partikel atau kadar air dapat menghasilkan perubahan simultan terhadap densitas kamba, flowability, dan penampakan visual. Perubahan apapun dari karakteristik bubuk dapat menghasilkan perubahan yang signifikan terhadap densitas kamba bubuk (Peleg, 1983). Hubungan faktor-faktor yang berpengaruh terhadap densitas kamba dapat dilihat pada Gambar 5. Tingkat kelengketan bubuk sendiri dipengaruhi beberapa fakor yang dijelaskan hubungannya oleh Gambar 6.
12 Gambar 5. Faktor yang Mempengaruhi Densitas Kamba Bubuk Sumber : Peleg (1983)
13 Gambar 6. Faktor yang Mempengaruhi Tingkat Kohesif Bubuk Sumber : Peleg (1983)
C. KEMUDAHAN MENGALIR BUBUK (FLOWABILITY)
14 kohesif. Bubuk kohesif biasanya menunjukkan masalah aliran. Prakteknya, material kohesif dapat gagal untuk mengalir keluar dari wadah dengan bukaan sekitar ribuan kali lebih besar dari diameter partikel tersebut. Masalah aliran mucul pada bubuk kohesif manapun, tetapi lebih serius pada bubuk pangan karena mereka umumnya mengandung substansi lengket (seperti lemak) atau akibat sifat higroskopis, suhu, dan lama waktu konsolidasi (Barbosa-Cánovas et al., 2005).
Untuk menjamin aliran yang tetap dan dapat diandalkan (reliabel), sangat penting untuk mengkarakterisasi kelakuan aliran bubuk dengan akurat. Gaya-gaya yang terkait di dalam aliran bubuk adalah gravitasi, gesekan, kohesi (tarik-menarik antara partikel), dan adhesi (tarik-menarik partikel dengan dinding peralatan). Lebih lanjut sifat permukaan partikel, bentuk, ukuran, dan distribusi ukuran partikel, dan geometri dari sistem adalah faktor yang mempengaruhi kemudahan mengalir (flowability) dari bubuk tersebut. Fitzpatrick (2005) menyatakan bahwa terdapat beberapa faktor yang mempengaruhi kemudahan mengalir (flowability) bubuk yaitu:
1. Bentuk dan ukuran partikel. Ukuran partikel merupakan pengaruh utama bagi flowability. Semakin kecil ukuran partikel, flowability
semakin buruk akibat peningkatan gaya interaksi antara partikel. Distribusi ukuran partikel biasanya disajikan dalam distribusi fraksi massa atau volume. Jika sebagian besar partikel berada dalam ukuran yang lebih kecil maka flowability menjadi jauh lebih buruk dari yang diharapkan. Bentuk partikel mempengaruhi permukaan kontak partikel namun tidak banyak bukti bahwa bentuk partikel mempengaruhi
flowability.
15 cair, memberi kontribusi yang besar terhadap kohesi. Cairan pada permukaan partikel akan meningkatkan luas kontak antar-partikel. Pada cairan tertentu, jembatan cairan (liquid bridge) akan terbentuk diantara partikel yang bersentuhan dan membentuk gaya kapiler sebagai hasil dari tegangan permukaan. Gaya interaksi van der Waals antara partikel akan sangat banyak berkurang karena keberadaan cairan, namun gaya kapiler biasanya jauh lebih kuat daripada gaya van der Waals.
3. Kadar air. Sebagian besar bubuk pangan biasanya memiliki kesetimbangan kelembaban relatif (equilibrium relative humidity) di bawah 25% pada suhu 20oC. Kelembaban relatif yang lebih tinggi dari 25% menjadi tenaga pendorong (driving force) penyerapan uap air ke dalam bahan. Walaupun demikian tingkat difusi uap air ke dalam bubuk curah sangat kecil sehingga hanya bubuk pada bagian yang terpapar saja yang akan menyerap uap air dan memerlukan periode waktu yang sangat panjang untuk uap air menyerap ke dalam gundukan bubuk. Peningkatan kadar air bubuk biasanya memiliki pengaruh yang besar terhadap flowability bubuk yang menjadi lebih buruk akibat terbentuk jembatan cairan dan gaya kapiler antara partikel.
4. Penggumpalan (caking). Caking terjadi ketika partikel bubuk menempel menjadi satu dan mengeras permukaannya pada permukaan gundukan bubuk yang terpapar, atau gumpalan keras (lump) di dalam bubuk curah, atau kemungkinan terburuknya adalah pengerasan di seluruh gundukan bubuk. Penyebab caking secara luas disebabkan oleh kohesi yang sangat kuat dan pembentukan jembatan padatan (solid bridge) di antara partikel. Gaya kohesi yang sangat besar dapat terbentuk melalui pemadatan, gaya van der Waals berinteraksi lebih kuat akibat jarak antar-partikel yang dekat sehingga dapat membentuk gumpalan. Partikel yang plastis juga dapat meningkatkan gaya kohesi dengan besar. Pemanasan bubuk pangan sampai suhunya lebih besar dari sticky point temperature juga meningkatkan gaya kohesi. Bubuk higroskopis yang telah menyerap uap air dapat berubah menjadi bongkahan padat.
16
bridge) dapat terbentuk melalui beberapa mekanisme. Pelelehan dan pembekuan lemak juga dapat menyebabkan jembatan padatan (solid bridge) dimana peningkatan suhu menyebabkan lemak padat meleleh menghasilkan cairan yang dapat terdistribusi dengan sendirinya di antara partikel. Jika kemudian suhu berkurang, lemak cair tersebut akan mengeras dan membentuk jembatan padatan (solid bridge) diantara partikel. Penyerapan uap air oleh bubuk yang larut air dapat menyebabkan komponen pada permukaan terlarutkan dan membentuk larutan di antara partikel. Perubahan kondisi udara yang menimbulkan efek pengeringan membentuk jembatan padatan (solid bridge) antar-partikel sehingga terbentuk gumpalan keras.
5. Kondisi penyimpanan. Kondisi penyimpanan yang dapat memberi pengaruh adalah suhu penyimpanan, paparan terhadap kelembaban relatif udara, lama waktu penyimpanan, dan peleburan. Secara umum, variasi suhu penyimpanan di atas 30 atau 40 oC biasanya bukanlah pengaruh utama terhadap flowability bubuk jika tidak terjadi pelelehan komponen atau tidak ada komponen yang melewati suhu transisi gelas (glass transition temperature) atau sticky point temperature. Pada bubuk pangan yang mengandung lemak padat, peningkatan suhu dapat menyebabkan pelelehan lemak menimbulkan jembatan cairan (liquid bridge) lengket sehingga terjadi peningkatan kohesi.
D. PENCAMPURAN KERING (DRY MIXING)
Di dalam bidang pertanian dan pengolahan pangan, operasi mixing
sering digunakan untuk mencampur berbagai bahan. Unit operasi pencampuran (mixing) di mana dua atau lebih material saling terdispersi dalam ruang adalah unit operasi tertua dan paling sedikit dimengerti sampai saat ini di dalam bidang process engineering (Barbosa-Cánovas et al., 2005).
17 tekstur, warna, atau rasa. Pencapaian tingkat keseragaman yang dibutuhkan dapat beragam, namun sebagian besar penting untuk mencapai campuran yang seimbang dalam hal nutrisi dan sensori yang dapat diterima. Pergerakan setiap bahan secara menyeluruh dibutuhkan agar terjadi proses pencampuran sekaligus tercapai tingkat kehomogenan atau keseragaman distribusi yang diharapkan. Menurut Manjunath et al. (2004), beberapa tujuan mixing yang umum dilakukan industri adalah:
1. Pencampuran produk untuk homogenisasi mutu atau mengurangi variasi
2. Pencampuran bahan aktif dengan material carrier
3. Pencampuran campuran multikomponen sebagai suatu formulasi 4. Pelapisan (coating) partikel carrier dengan komponen kohesif
5. Pencampuran beberapa bubuk berukuran kecil untuk menciptakan campuran homogen pada tingkat partikulat (premix)
6. Pelapisan (coating) cairan aditif pada bahan baku utama
Pencampuran bubuk dan partikulat lebih sulit didefinisikan dan dievaluasi dibandingkan pencampuran fluida. Pangan dalam bentuk bubuk adalah sistem yang rumit dan sifatnya berbeda-beda selama proses mixing. Pencampuran bubuk terutama dipengaruhi oleh waktu mixing, desain mixer
(ukuran, bentuk, geometri pedal, dan kecepatan putaran), dan jenis bubuk yang dicampurkan. Karakteristik bahan seperti tingkat kohesi memiliki pengaruh sehingga proses mixing bubuk pangan adalah sebuah proses yang rumit. Pencampuran bubuk (powder mixing) adalah proses pencampuran dua atau lebih material bubuk untuk menghasilkan suatu campuran bubuk yang homogen, jika diperlukan sejumlah cairan dapat ditambahkan (Miyanami, 2006). Aglomerasi partikel dapat terjadi dengan keberadaan cairan (Stanley-Wood, 2008)
Selama proses mixing terjadi tiga macam mekanisme pergerakan partikel secara simultan yang menyebabkan terjadinya pencampuran yaitu
convective mixing, diffusion mixing, dan shear mixing. Convective mixing
18 campuran. Pada shear mixing, sekelompok partikel tercampur akibat perubahan momentum partikel-partikel bubuk yang memiliki perbedaan kecepatan.
Pencapaian tingkat ketercampuran (degree of mixedness) merupakan fungsi waktu dari operasi proses mixing. Menurut Barbosa-Cánovas et al.
(2005), convective mixing dominan terjadi pada awal proses mixing. Kemudian convective dan shear mixing pada tahap pertengahan terjadi cukup stabil. Pada tahap terakhir mekanisme diffusion mixing mulai terjadi dan tercapai kesetimbangan antara proses pencampuran dan pemisahan (segregasi). Tingkat ketercampuran (M∞) pada tahap akhir tersebut adalah nilai tertinggi yang dapat diperoleh. Kondisi operasi dan karakteristik bubuk mempengaruh nilai (M∞) secara signifikan. Walaupun demikian mekanisme pencampuran sebenarnya jauh lebih kompleks dari yang telah dijelaskan.
Menurut Manjunath et al. (2004), pencampuran fase solid-solid adalah unit operasi yang selalu terdapat di dalam proses-proses partikulat dimana konsistensi dan homogenitas dari produk adalah kebutuhan utama. Kualitas dari proses pencampuran sering menjadi kunci dari mutu produk. Mixing juga dapat dilakukan bersama dengan kombinasi unit operasi lainnya seperti aglomerasi, reduksi ukuran, pelapisan partikel, dan reaksi kimiawi. Seringkali pemilihan unit operasi yang tepat dapat mengurangi biaya dari proses dengan penggabungan dua unit operasi. Pemilihan mixer yang tepat dimulai dengan pemahaman kebutuhan proses (seperti kapasitas, tingkat ketercampuran yang diharapkan, kebutuhan integritas batch) dan karakteristik material (seperti distribusi ukuran partikel, kelengketan, ukuran partikel, abrasiveness)
E. MESIN PENCAMPUR (MIXER)
Manjunath et al. (2004) mengklasifikasikan sebagian besar mixer
industri secara umum dalam kategori sebagai berikut: 1. Tumbling mixers (V-cone, Double cone, dll.) 2. Agitated mixers
a. Paddle mixers dan plow mixers
b. Ribbon mixers (vertikal dan horizontal)
19 d. Sigma-blade dan Z-blade mixer
e. Forberg mixer
3. Gravitysiloblenders
4. Pneumaticblenders
5. Highintensity mixers
a. Henschel mixer
b. Paddle mixer
6. High-intimacy atau high-shear mixer
a. Muller mixer
b. Compaction rollers
Jenis agitating mixer umumnya terdiri dari tabung yang tidak bergerak (horizontal atau vertikal) dengan shaft tunggal atau ganda yang terdapat perangkat pengaduk (paddles, plows, atau ribbon). Selama pencampuran partikel terhempas secara acak dan mengalami shearing atau terfluidisasi secara mekanis, bergantung pada kecepatan putaran paddles atau plows dan karakteristik bubuk yang ditangani. Di dalam agitating mixer, mixing
sebagian besar disebabkan oleh pergerakan partikel secara acak dari satu titik ke titik yang lain. Terdapat kombinasi shear mixing dan convective mixing
yang terjadi di dalam mixer. Mixer jenis ini dapat menangani bahan dengan kisaran karakteristik yang luas mulai dari free-flowing, kohesif, atau bahkan pasta. Bergantung dari kebutuhan, saat mixing berlangsung dapat dilakukan injeksi cairan untuk proses aglomerasi lebih lanjut atau aplikasi kerja
choppers atau delumpers untuk memecahkan aglomerat yang terbentuk.
20
Plows membantu untuk mengangkat padatan menciptakan chaotic motion sehingga terjadi pencampuran. Pada kecepatan relatif rendah yang disebut cascading, bubuk tercampur seperti mekanisme yang terjadi di dalam
tumbling mixers. Pada kecepatan menengah yang disebut cataracting, bubuk terangkat oleh plows dan jatuh dengan cara sliding, rolling, atau cascading. Pada kecepatan yang lebih tinggi yang disebut equilibrium regime, bubuk sebagian besar terangkat oleh plows dan akhirnya terhempaskan. Oleh karena itu, waktu yang sesuai untuk pengoperasian plow mixers bergantung pada karakteristik fisik produk dan kecepatan rotasi dari mixer.
Gambar 8.Forberg Mixer Sumber : Manjunath et al. (2004)
Waktu mixing bergantung pada tingkat kohesi bubuk yang ditangani. Semakin tinggi kohesi, durasi waktu mixing yang dibutuhkan semakin meningkat. Walaupun demikian, peluang terjadinya segregasi setelah bahan dikeluarkan dari mixer menjadi berkurang akibat gaya kohesi bahan. Menurut Manjunath et al. (2004), paddle mixers lebih efisien dibandingkan
plow mixer dalam hal kualitas pencampuran dan durasi waktu mixing. Jenis
Forberg mixer pada prinsipnya adalah paddle mixer dengan shaft ganda.
21
F. KLASIFIKASI CAMPURAN
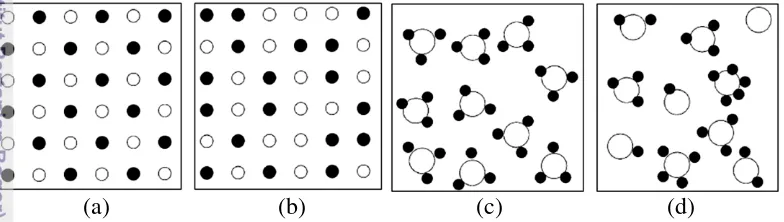
Muzzio et al. (2004) berpendapat bahwa di dalam seluruh kurikulum bidang engineering, proses yang bergantung pada pencampuran (seperti reaksi kimia, kristalisasi, dan pengisian) mengasumsikan bahwa campuran tersebut homogen. Khususnya untuk partikel yang ukurannya relatif kecil cenderung untuk terlihat lebih seragam jika dilihat dengan mata telanjang dibandingkan kondisi sebenarnya. Hal ini juga umumnya sering terjadi di dalam perilaku terhadap menandang tingkat kehomogenan campuran bubuk. Sayangnya di dalam kenyataan, campuran cenderung menunjukkan paling tidak sedikit tingkat keheterogenan membentuk tipe campuran yang berbeda yang dipengaruhi oleh salah satu dari tiga penyebab utama yaitu incomplete mixing, agglomeration, dan segregation.
[image:35.595.119.511.344.455.2](a) (b) (c) (d)
Gambar 9. Skema Distribusi Campuran Partikel. (a) perfect mixture
(b) random mixture (c) perfect ordered mixture (d) random ordered mixture Sumber : Muzzio et al. (2004)
22 kehomogenan, distribusi partikel gabungan dapat membentuk susunan ideal secara sempurna seragam seperti yang ditunjukkan oleh Gambar 9c atau secara acak dengan sedikit kurang homogen seperti yang ditunjukkan oleh Gambar 9d. Menurut Manjunath et al. (2004), ketika dua atau lebih komponen interaktif dicampur, sebuah struktur atau susunan dapat terbentuk sebagai hasil dari aglomerasi atau kohesi dari komponen yang satu dengan komponen yang lain. Ordered mixture yang sempurna dapat diperoleh dengan cara:
1. Aplikasi energi yang cukup untuk memecahkan gumpalan dan mendistribusikannya pada permukaan kosong partikel carrier.
2. Memastikan tercapainya pergerakan acak partikel carrier.
[image:36.595.182.436.488.721.2]Bentuk campuran interactive dan noninteractive dapat menjadi dasar dari variasi tipe campuran yang lain. Jelas terdapat beberapa kombinasi yang memungkinkan, bergantung pada jumlah komponen dan bentuk interaksi mereka seperti yang ditunjukkan pada Gambar 10. Dapat dikatakan bahwa densitas dan sifat mekanis dari berbagai campuran akan bergantung pada ukuran dan sifat permukaan dari partikel agregat yang harus diperlakukan seolah mereka adalah spesies partikel yang baru (Peleg, 2005).
23 Menurut Peleg (2005), campuran dapat dibagi menjadi dua tipe utama dengan titik berat perbedaan struktur yaitu:
1. Noninteractive atau random mixtures. Umumnya bubuk atau material granular dengan ukuran partikel yang kurang lebih seragam. Partikel-partikel dapat bergerak dengan bebas dengan sedikit interupsi karena tidak ada gaya interaksi antar-partikel yang cukup signifikan. Akibatnya setiap partikel memiliki peluang yang sama untuk ditemukan di manapun di dalam curah. Selain itu, partikel dari setiap spesies yang ada lebih cenderung terdistribusi secara merata dan acak di sekitar partikel lainnya di dalam campuran. Jika perbedaan diantara komponen-komponen tersebut kecil atau tidak ada, campuran tersebut pada dasarnya stabil dan tidak akan terjadi segregasi.
2. Interactive atau ordered mixtures. Campuran tersebut biasanya
terbentuk ketika terdapat “carrier” (partikel yang relatif lebih besar ukurannya) dengan permukaan yang dapat berinteraksi dengan partikel yang lebih kecil ukurannya dan cenderung untuk menempel pada
carrier. Campuran semacam ini terbentuk seperti saat penambahan anti kempal ke dalam bubuk utama atau ketika pewarna pangan ditambahkan ke dalam campuran gula atau asam untuk membentuk bubuk kering minuman rasa buah. Dapat juga terjadi secara spontan seperti di dalam kasus penambahan partikel yang berukuran lebih kecil pada permukaan yang baru terbentuk selama atau sesaat setelah proses penggilingan. Prinsip dasarnya partikel yang lebih kecil ukurannya melekat pada permukaan carrier yang ukurannya lebih besar dan tidak bebas untuk bergerak. Partikel tersebut tetap terikat pada carrier dan tidak dapat bergerak acak secara individu di dalam curah.
G. KRISTALISASI LEMAK
24 terbentuklah inti kristal stabil pada ukuran kritis yang spesifik. Molekul-molekul lemak harus membentuk konformasi yang spesifik untuk membentuk inti kristal yang stabil. Pengaruh kotoran (impurities) pada proses kristalisasi dapat meningkatkan pembentukan inti kristal atau menghambat karena terjadi gangguan pembentukan formasi yang stabil. Struktur kristal lemak memiliki pengaruh yang sangat besar pada sifat fisik lemak.
Gambar 11. Perubahan Polymorphic Kristalisasi dan Rekristalisasi Lemak Sumber: Wesdorp et al. (2005)
Kemampuan molekul-molekul lemak (trigliserida) untuk mengkristal dalam berbagai bentuk susunan kristal yang dipengaruhi oleh kondisi proses (laju pendinginan, suhu terjadinya kristalisai, laju pengadukan, dan komposisi lemak itu sendiri) disebut dengan polymorphism (Metin dan Hartel, 2005). Humphrey dan Narine (2005) juga menyatakan bahwa lemak fase padat dapat terbentuk dalam beberapa bentuk polymorph yang berbeda dan setiap jenis
polymorph dapat membentuk beberapa keadaan mikrostruktur yang berbeda. Adatiga bentuk polymorphic utama yang telah teridentifikasi di dalam lemak
dan minyak yaitu bentuk α, β’, dan β. Bentuk α adalah metastabil dan terus bertransformasi menjadi bentuk yang lebih stabil. Bentuk kristalin β lebih stabil daripada β’. Transformasi bentuk polymorphic dapat terjadi baik melalui atau tanpa melalui proses pelelehan (Marangoni, 2005). Transformasi tanpa melalui pelelehan hanya searah menuju formasi yang lebih stabil dan bersifat eksotermal (Rye et al., 2005).
25
lemak (pembekuan dengan penurunan suhu), bentuk α lebih cepat terbentuk
dibandingkan bentuk kristal β’dan β.
Menurut Wesdorp et al. (2005), pada setiap triacylglycerol (TAG) hanya terdapat tiga bentuk polymorphicyang berbeda yaitu bentuk α, β’, dan
[image:39.595.119.486.405.655.2]β yang dapat dibentuk secara langsung dari lelehan dengan mengatur besarnya perbedaan suhu di bawah titik leleh. Menurut Sato dan Ueno (2001), sifat polymorphic lemak itu sendiri juga mempengaruhi laju kristalisasi selain kondisi perbedaan suhu di bawah titik leleh. Bentuk β’ adalah bentuk yang stabil untuk TAG berantai genap dan beberapa pada TAG berantai ganjil. Pada beberapa TAG lainnya berubah menjadi bentuk β dalam beberapa menit atau sampai beberapa jam. Dalam TAG campuran, perubahan ini sering tertunda sampai beberapa bulan atau tahun. Dengan demikian bentuk β’ adalah bentuk yang paling sering dijumpai dalam produk lemak umumnya. Bentuk β yang stabil lebih mudah terbentuk pada produk lemak yang memiliki komposisi TAG yang seragam.
Gambar 12. Hubungan yang Mempengaruhi Karakteristik Makro Kristal Lemak Sumber: Rye et al. (2005)
26 makro lemak padat dapat dilihat pada Gambar 12. Sifat fisik dari fase padat komponen berantai panjang dipengaruhi oleh struktur kristal, oleh karena itu teknologi untuk membuat fase padat yang sesuai dengan yang diharapkan memiliki peranan yang penting di dalam industri (Kaneko, 2001). Parameter yang mempengaruhi kristalisasi lemak diantaranya adalah komposisi kimia, perbedaan suhu di bawah titik leleh, laju penurunan suhu, pengadukan, kemurnian, dan skala operasi (Metin dan Hartel, 2005).
H. DESAIN PERALATAN
[image:40.595.228.394.422.639.2]Desain peralatan seperti silo, hopper dan bin biasanya bukanlah tujuan utama dalam melakukan desain pabrik karena mereka tidak banyak berkontribusi dalam proses yang bernilai tambah (Schulze, 2008). Walaupun demikian desain yang tidak sesuai dapat menyebabkan masalah aliran bahan yang berdampak terhadap kualitas produk dan gangguan proses produksi. Indikasi umum terjadinya masalah aliran bahan adalah teramatinya bekas pemukulan pada dinding hopper seperti yang terlihat pada Gambar 13.
Gambar 13. Bekas Pemukulan Mengindikasikan Masalah Aliran Bahan Sumber: Schulze (2008)
Desain hopper dan feeder yang kurang baik menyebabkan pengeluaran bubuk yang tidak seragam seperti yang terjadi pada pola aliran
27 terhadap peralatan dan kelengketan) dari material (Schulze, 2008). Pertama-tama perlu diketahui karakteristik material untuk melakukan kegiatan desain silo, hopper, dan bin. Industri yang menangani material bubuk curah secara rutin mengalami downtime yang tidak terjadwal, sebagian besar disebabkan oleh kegagalan proses akibat kondisi mampet (hang-up) dan terhentinya aliran (stagnant flow) karena oleh sifat aliran kohesif dan desain peralatan yang tidak sesuai (Johanson, 2005).
Menurut Barbosa-Cánovas et al. (2005), berdasarkan sudut pandang pola aliran terdapat tiga macam bentuk dasar yang dapat terjadi di dalam
hopper yang simetris ukurannya yaitu mass flow, funnel flow, dan expanded flow. Masing-masing pola aliran dapat dilihat pada Gambar 14. Pola aliran yang terbentuk dalam hopper dipengaruhi oleh faktor desain hopper dan
[image:41.595.104.437.357.740.2]feeder yang menjadi sebuah kesatuan.
28 Pada pola aliran mass flow, hopper cukup curam dan halus untuk menyebabkan terjadi aliran dari semua partikel tanpa daerah stagnan atau stabil selama pengeluaran bahan. Semua partikel pada semua titik bergerak di dalam hopper saat terjadi pengeluaran material dari outlet. Pola mass flow
dapat menjamin terjadinya pengeluaran seluruh isi bin dengan laju aliran
yang seragam, pola urutan “first-in, first-out” (FIFO), dan meminimalkan terjadinya segregasi. Pola mass flow secara umum dianjurkan untuk bahan yang kohesif, berubah seiring waktu, bubuk berukuran partikel kecil, dan bubuk yang tidak boleh mengalami segregasi.
Pola aliran funnel flow terjadi ketika hopper tidak cukup curam atau halus untuk menyebabkan bumbu mengalir di sepanjang dinding hopper. Pola ini juga terjadi jika outlet tidak cukup efektif mengeluarkan bahan dari dalam
hopper. Pada funnel flow bahan mengalir hanya pada daerah tertentu dan sebagian daerah lainnya tidak bergerak. Pola aliran ini cocok untuk material dengan ukuran partikel yang besar dan bersifat mudah mengalir. Pola urutan pengeluaran material yaitu “first-in last-out” tidak cocok untuk material yang
berukuran partikel kecil dan mengalami perubahan seiring waktu. Peluang masalah aliran seperti mampet dan terjadi segregasi terhadap material yang dikeluarkan lebih besar pada pola aliran funnel flow dibandingkan mass flow.
Pola aliran expanded flow terjadi akibat penggabungan bagian hopper mass flow dan funnel flow. Pada bagian atas hopper terjadi pola funnel flow
sementara pada bagian bawah terjadi pola mass flow. Pola aliran ini dianjurkan untuk penyimpanan material yang tidak berdegradasi dalam jumlah yang besar (beberapa ton). Pola aliran seperti ini dilakukan untuk mempertimbangkan ketinggian hopper sehingga kekuatan dinding hopper
cukup kuat menahan beban yang besar.
29 pada Gambar 15. Semakin kohesif material dan semakin besar gaya gesek yang terjadi antara material dan dinding hopper maka nilai φw semakin besar. Nilai φw hanya dapat ditentukan melalui shear test dan tidak ada cara lain yang dapat menyajikan informasi tersebut (Carson, 2008). Beberapa macam bentuk hopper dapat dilihat pada Gambar 16. Bentuk pyramidal (e) sering ditemukan di industri tidak direkomendasikan karena material harus melewati himpitan dinding hopper sehingga gesekan terjadi pada kedua sisi (Schwedes, 2001).
Gambar 15. Grafik Acuan Desain Bentuk Hopper Sumber: Carson(2008)
Gambar 16. Beberapa Desain Bentuk Hopper. (a) conical (b) wedge
30 Desain juga feeder perlu menunjang terjadinya pola aliran pola aliran
mass flow walaupun hopper telah didesain dengan baik. Jika feeder tidak mendukung maka pola aliran akan tetap dalam pola funnel flow. Menurut Schulze (2008), terdapat dua aturan utama mengenai feeder agar hopper dapat menghasilkan mass flow yaitu:
1. Segala macam lempengan yang kurang curam sehingga dapat menyebabkan timbul daerah stagnan harus dihindari.
2. Feeder harus mampu mengeluarkan material dari seluruh bagian bukaan
31
IV.
METODOLOGI
A. LANGKAH KERJA
1. Observasi
Pengamatan langsung di area produksi dan wawancara kepada karyawan dilakukan untuk mendapatkan gambaran secara menyeluruh proses produksi dan metode kerja dalam kegiatan produksi bumbu pelezat serbaguna. Pengamatan intensif dilakukan pada mesin pengemas, kegiatan produksi bumbu secara menyeluruh, karakteristik bumbu sebelum masuk ke dalam mesin pengemas, bahan baku, dan metode kerja. Pengamatan dan penelusuran masalah dilakukan terhadap varian Ayam saja dengan pertimbangan kestabilan dan besarnya volume produksi varian tersebut dibandingkan varian yang lain.
2. Identifikasi Faktor Penyebab Masalah
Identifikasi faktor penyebab masalah ditentukan berdasarkan fakta yang ditemukan di lapangan. Pengkondisian khusus pada proses produksi tidak memungkinkan dilakukan. Hal ini disebabkan oleh kegiatan produksi yang cukup tinggi dan kompleksitas proses produksi yang tidak dapat dikendalikan. Standar perusahaan, literatur, dan hubungan sebab akibat menjadi acuan untuk mengidentifikasi penyebab masalah. Uji laboratorium tidak dapat dilakukan karena keterbatasan alat dan tidak mampu menggambarkan kondisi sebenarnya yang terjadi pada proses produksi.
3. Analisis Langkah Perbaikan
32
B. METODE ANALISIS
1. Alat dan Bahan
Bahan yang digunakan untuk melakukan penelitian praktik kerja magang ini berupa bahan baku dan bumbu di dalam proses produksi perusahaan. Peralatan yang digunakan adalah seluruh peralatan produksi yang digunakan dalam kegiatan produksi. Alat khusus yang digunakan untuk pengukuran dan analisis yang diperlukan adalah stopwatch, digital thermometer, infrared thermometer, neraca analitik, gelas ukur plastik 250ml, penggaris 100cm, dan busur derajat.
2. Analisis Kapabilitas Proses
Kinerja penakaran pada mesin pengemas ditentukan dengan mengukur indeks kapabilitas proses dengan bantuan program pengolahan statistik Minitab15. Output dari masing-masing corong mesin pengemas ditimbang setiap 15 menit. Data hasil penimbangan kemudian diolah sehingga dapat menunjukkan nilai Cp dan Cpk sebagai acuan kinerja penakaran mesin pengemas. Data hasil penimbangan juga dapat diolah lebih lanjut dengan bantuan program Excel untuk melihat kecenderungan (tren) output penakaran.
33 proses terhadap tingkat kepercayaan output menurut Oakland (2003) adalah sebagai berikut:
Cpk < 1 : proses tidak kapabel dan akan terjadi ketidaksesuaian
output
Cpk = 1 : proses tidak terlalu kapabel dan ketidaksesuaian output
akibat perubahan kecil di dalam proses tidak akan terdeteksi
Cpk = 1,33 : masih jauh dari situasi yang dapat diterima karena terjadi
ketidaksesuaian output yang belum dapat terdeteksi oleh bagan kendali proses
Cpk = 1,5 : belum memuaskan karena ketidaksesuaian terjadi output terjadi dan peluang untuk pendeteksian masih belum cukup baik
Cpk = 1,67 : menjanjikan, ketidaksesuaian output akan terjadi namun
cukup besar peluang untuk terdeteksi
Cpk = 2 : tingkat kepercayaan tinggi, ditunjang dengan bagan
kendali yang menunjukkan keadaan normal.
3. Analisis Kemudahan Mengalir Bubuk
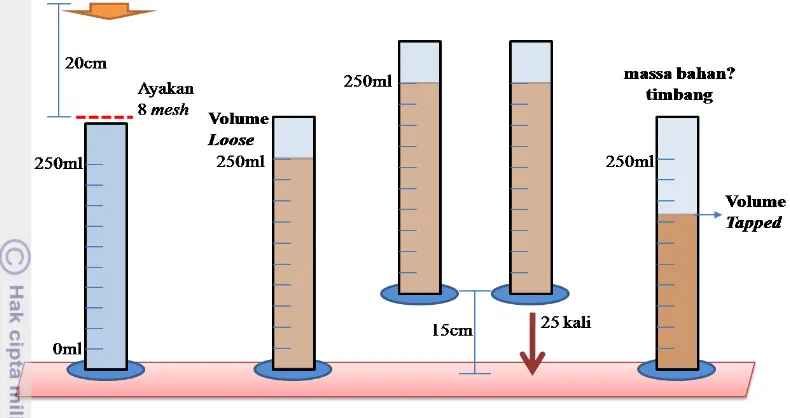
Karakteristik fisik bumbu yang diukur adalah densitas dan kemudahan mengalir (flowability). Densitas yang diukur adalah loose density dan tapped density. Loose density menunjukkan densitas bumbu yang tidak termampatkan sedangkan tapped density menunjukkan densitas bumbu yang termampatkan. Sejumlah sampel bumbu dihamburkan memasuki gelas ukur plastik dari ketinggian 20cm melalui ayakan 8 mesh
hingga mencapai volume 250ml. Selanjutnya dilakukan 25 kali pengetukan vertikal secara konsisten dengan menjatuhkan gelas ukur berisi bahan dari ketinggian 15cm. Ketinggian bumbu yang telah termampatkan tersebut dicatat sebagai volume bumbu yang termampatkan (tapped). Penimbangan dilakukan untuk memperoleh massa bumbu. Hasil pengukuran tersebut dapat digunakan untuk menghitung loose density dan
34 Gambar 17. Skema Pegukuran Loose Density dan Tapped Density
Metode Hausnerdan Carr adalah tes empiris yang dapat digunakan untuk pengendalian mutu, perubahan dalam pengukuran mengindikasikan perubahan di dalam perilaku aliran pada material (Fitzpatrick, 2005).
Flowability bumbu ditentukan dengan acuan indeks Carr dan Hausner
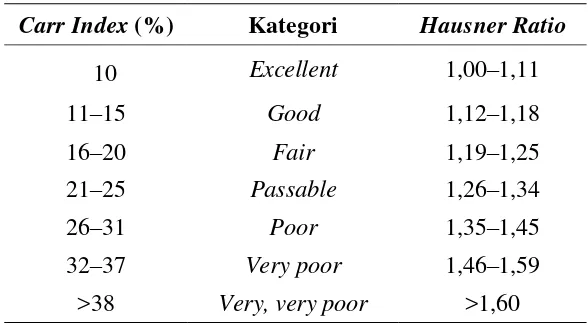
ratio yang diperoleh dari perhitungan rumus menggunakan data loose density dan tapped density. Hasil perhitungan dibandingkan dengan nilai pada Tabel 1 untuk menentukan tingkat kategori kemudahan mengalir dari bubuk. Rumus perhitungan indeks Carr dan Hausner ratio menurut Sheehan (2008) dan Schulze (2008) adalah sebagai berikut:
Carr index =
(
ρ
tapped-
ρ
loose)
ρ
loose.
100%
Hausner ratio =
ρ
ρ
tappedloose
Keterangan:
ρloose : densitas bubuk tanpa pemampatan (massa/volume loose)
35 Tabel 1. Kategori Kemudahan Mengalir Bubuk
Carr Index (%) Kategori Hausner Ratio
10 Excellent 1,00–1,11
11–15 Good 1,12–1,18
16–20 Fair 1,19–1,25
21–25 Passable 1,26–1,34
26–31 Poor 1,35–1,45
32–37 Very poor 1,46–1,59
>38 Very, very poor >1,60
36
V.
HASIL DAN PEMBAHASAN
A. PRODUKSI BUMBU PELEZAT SERBAGUNA
Pada bagian ini akan membahas gambaran umum kegiatan produksi bumbu pelezat serbaguna yang mencakup bahan baku, mesin produksi, dan aliran proses produksi. Area produksi terdiri dari 3 lantai. Seluruh kegiatan persiapan bahan baku dan kendali proses mixing terdapat pada lantai 3. Pada lantai 2 terdapat mixer dan hopper feeder yang masing-masing terhubung dengan mesin pengemas pada lantai 1. Kegiatan unloading bumbu dari mixer
dan proses aging dilakukan pada lantai 2. Lantai 1 merupakan area penakaran dan pengemasan dimana terdapat mesin-mesin pengemas dan kegiatan pengemasan untaian produk ke dalam kemasan sekunder. Produksi bumbu menggunakan sistem batch yang jumlah produksinya disesuaikan dengan target produksi selama satu minggu yang telah direncanakan sebelumnya oleh Supervisor produksi. Varian rasa Ebi, Ayam, dan Sapi memiliki komposisi bahan baku yang berbeda baik paket racikan maupun komposisi bahan baku utama. Diagram alir proses produksi bumbu pelezat serbaguna secara garis besar dapat dilihat pada Lampiran 27.
1. Bahan Baku
Bahan baku yang digunakan dalam proses produksi bumbu pelezat serbaguna sebagian besar adalah garam, gula rafinasi, dan Mono Sodium Glutamat (MSG). Sebagian kecil bahan baku berupa Bahan Tambahan Pangan (BTP), flavor, bahan pengisi, anti kempal, dan lemak nabati. Seluruh bahan baku yang digunakan untuk produksi harus sudah memiliki status release dari tim Quality Control yang telah memeriksa mutu bahan baku tersebut saat penerimaan dari pemasok.
Bahan baku dapat digolongkan menjadi dua golongan. Golongan pertama adalah bahan baku utama yaitu garam, gula, dan MSG. Tanpa melalui proses penimbangan, sejumlah kemasan bahan baku utama yang dibutuhkan langsung dibuka dengan penyobekan menggunakan pisau
37 baku BTP diracik sesuai dengan varian rasa bumbu yang akan diproduksi sesaat sebelum produksi oleh seorang juru racik. Jumlah bahan racikan jauh lebih sedikit dibandingkan bahan baku utama. Terkait dengan kebutuhannya dalam jumlah yang sedikit, bahan racikan melalui proses penimbangan menggunakan neraca digital. Racikan dijadikan paket dalam kantong plastik yang siap untuk digunakan.
Seluruh bahan baku yang digunakan berupa bubuk kering dengan karakterisik fisik yang beragam antara jenis bahan baku yang satu dengan yang lainnya. Variasi ukuran partikel mulai dari relatif besar dan kasar (garam dan gula) sampai relatif kecil dan halus (flavor dan anti kempal). Hanya terdapat satu bahan baku yang berwujud cair saat digunakan yaitu lemak nabati. Lemak nabati yang digunakan adalah fraksi stearin minyak sawit yang memiliki titik leleh 50°C. Lemak nabati dari tangki penampungan utama dialirkan ke dalam ruang produksi dan ditampung dalam drum berpemanas listrik. Suhu lemak nabati dalam drum dipertahankan 80-90°C. Jumlah lemak nabati panas fase cair ini ditakar menggunakan kaleng yang telah ditandai batas ketinggiannya.
Zat anti kempal SiO2 digunakan untuk produksi bumbu varian Sapi sesuai dengan formulasi. Zat anti kempal juga digunakan sesuai dengan formulasi untuk semua varian bumbu yang dikemas dalam kemasan JAR. Kategori kemasan JAR adalah produk bumbu pelezat serbaguna dengan kemasan 50, 100, 200, dan 1000 gram. Kemasan kategori JAR ini tidak dikemas menggunakan mesin pengemas namun dikemas secara manual.
2. Mesin Produksi
a. Mixer
38 memasukkan lemak nabati cair ke dalam mixer karena pertimbangan lemak nabati yang mudah membeku. Sesuai menurut Manjunath et al.
[image:52.595.159.467.205.426.2](2004), jenis plow mixer cocok digunakan untuk unit operasi khusus yaitu spray nozzle untuk aglomerasi dan highspeed choppers untuk menghancurkan gumpalan bahan baku atau campuran.
Gambar 18.Plow Mixer Sumber: Manjunath et al. (2004)
b. HopperFeeder
Hopper feeder berguna untuk menampung bumbu yang siap dikemas menggunakan mesin pengemas. Masing-masing hopper feeder
dilengkapi ayakan 8 Mesh dan scraper untuk pengayakan bumbu. Setiap hopper feeder terhubung dengan filling unit mesin pengemas pada lantai 1.
Hopper feeder dapat dibedakan menjadi dua bagian yaitu bagian hopper dan bagian feeder. Desain bentuk hopper adalah
pyramidal dengan sudut 18-20o dari sisi vertikal. Desain screw adalah desain konvensional dengan jarak dan diameter pitch seragam. Gerakan
39 Gambar 19. Skema Hopper Feeder
c. Mesin Pengemas
Produk kemasan sachet dikemas menggunakan mesin pengemas jenis VFFS (Vertical Form Fill Seal). Mesin pengemas membentuk kemasan dari lembaran bahan baku kemasan, menakar dan mengisi sejumlah bumbu, kemudian sekaligus menyegel kemasan yang telah berisi bumbu.
Filling unit adalah bagian dari mesin pengemas yang berfungsi untuk mendorong keluar sejumlah bumbu memasuki sachet yang sudah dibentuk sebelumnya oleh bagian pembentuk sachet. Terdapat dua sistem mekanis di dalam filling unit mesin pengemas yang bekerja secara terpisah yaitu sistem agitasi dan sistem penakaran. Bagian-bagian filling unit dapat dilihat pada Gambar 20. Agitasi terjadi karena mekanisme agitator dengan impeller berbentuk cangkul yang terus berotasi. Mekanis penakaran berupa sistem auger yang terdiri dari
auger dan prefit. Filling unit selalu terisi sejumlah bumbu pada tingkat ketinggian tertentu. Ketinggian bumbu tersebut diatur oleh sebuah
Ayakan 8 mesh
Hopper Scraper
Feeder