ANALISIS
LOSS
DAN OPTIMASI PROSES
REWORK
MARGARIN
DI PT UNILEVER INDONESIA Tbk., CIKARANG
ADITYA ARGA KUSUMA
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA*
Dengan ini saya menyatakan bahwa skripsi berjudul Analisis Loss dan Optimasi Proses Rework Margarin di PT Unilever Indonesia Tbk., Cikarang adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, April 2014
Aditya Arga Kusuma
ABSTRAK
ADITYA ARGA KUSUMA. Analisis Loss dan Optimasi Proses Rework
Margarin di PT Unilever Indonesia Tbk., Cikarang. Dibimbing oleh NURHENI SRI PALUPI danWULAN EKAPUTRI.
Margarin merupakan sebuah emulsi dengan tipe emulsi water in oil (W/O) yaitu fase air berada dalam fase minyak atau lemak. Syarat umum suatu margarin antara lain mengandung tidak kurang 80% lemak, air, bahan pengemulsi, garam, bahan pengawet, pewarna, pewangi (dalam batas yang aman) serta vitamin. Selama ini terjadi loss dari MPU baik loss in process maupun give away. Selain itu, setelah produksi setiap dua minggu atau apabila ada akumulasi produk pada jalur produksi dilakukan proses clean in place (CIP). Air bilasan CIP tersebut dapat digunakan untuk rework sebagai bahan baku margarin batch selanjutnya. Tujuan penelitian ini adalah mengidentifikasi loss pada masing-masing mesin
filling, menghitung jumlah air yang ditambahkan berdasarkan kesetimbangan
massa yang akan digunakan untuk uji coba, mengevaluasi mutu produk setelah uji coba berdasarkan kadar air produk sesuai dengan ketentuan SNI, dan menetapkan jumlah air yang ditambahkan berdasarkan evaluasi setelah uji coba. Total loss
terbanyak terjadi pada MPU 4 dan air bilasan setelah CIP yang dapat digunakan untuk formulasi adalah 280 kg untuk menghasilkan produk margarin yang sesuai dengan ketentuan SNI.
Kata kunci: clean in place,loss, margarin, rework.
ABSTRACT
ADITYA ARGA KUSUMA.Loss Analysis and Rework Process Optimization of Margarine at PT Unilever Indonesia Tbk., Cikarang. Supervised by NURHENI SRI PALUPI and WULAN EKAPUTRI.
Margarine is an emulsion with water in oil (W/O) emulsion type. General provisions of margarine are containing not less than 80% of fat, water, emulsifiers, salt, preservatives, dyes, fragrances (within safe limits) as well as vitamins. During this time, loss of both MPU loss in process or give away were occurred. Moreover, after the production once every two weeks or if there is accumulation of products on production line, clean in place (CIP) process would conducted. Rinse water after CIP can be used rework as raw material of margarine for the next batch. The aims of this research is to identify the loss on each filling machine, to calculate the amount of water added based on the mass balance that will be used to test, evaluate the quality of the product after the trial based on the product moisture content in accordance with the provisions of SNI, and to set the amount of water added by evaluation after the trial. The highest total loss occurred in MPU 4 and the rinse water after CIP that can be used for the formulation is 280 kg to produce the margarine products corresponding with the provisions of SNI.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian
pada
Departemen Ilmu dan Teknologi Pangan
ANALISIS
LOSS
DAN OPTIMASI PROSES
REWORK
MARGARIN
DI PT UNILEVER INDONESIA Tbk., CIKARANG
ADITYA ARGA KUSUMA
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR BOGOR
Judul Skripsi : Analisis Loss dan Optimasi Proses Rework Margarin di PT Unilever Indonesia Tbk., Cikarang
Nama : Aditya Arga Kusuma NIM : F24090003
Disetujui oleh
Dr Ir Nurheni Sri Palupi, MSi Wulan Ekaputri, STP
Pembimbing I Pembimbing II
Diketahui oleh
Dr Ir Feri Kusnandar, MSc Ketua Departemen
PRAKATA
Puji dan syukur senantiasa penulis panjatkan kehadirat Allah SWT yang telah memberikan rahmat dan hidayah-Nya sehingga penulis dapat menyelesaikan penyusunan skripsi yang berjudul “Analisis Loss dan Optimasi Proses Rework
Margarin di PT Unilever Indonesia Tbk., Cikarang”. Penelitian ini bertujuan mengidentifikasi loss pada masing-masing mesin filling, menghitung jumlah air yang ditambahkan berdasarkan kesetimbangan massa yang akan digunakan untuk uji coba, mengevaluasi mutu produk setelah uji coba berdasarkan kadar air produk sesuai dengan ketentuan SNI, dan menetapkan jumlah air yang ditambahkan berdasarkan evaluasi setelah uji coba. Penelitian ini dilaksanakan pada bulan Maret sampai Juni 2013 di Pabrik Margarin PT Unilever Indonesia Tbk., Cikarang.
Penulis mengucapkan banyak terima kasih kepada Dr. Ir. Nurheni Sri Palupi, M.Si selaku dosen pembimbing akademik dan skripsi yang selama ini memberikan waktu, bimbingan, kritik, saran, semangat, dan nasehat kepada penulis dalam menyelesaikan kuliah. Selain itu, ucapan terima kasih juga disampaikan kepada Wulan Ekaputri, S. TP. selaku dosen pembimbing skripsi yang telah memberikan waktu, bimbingan, kritik, dan sarannya selama penelitian ini.
Rasa hormat dan terima kasih penulis ucapkan kepada Ibu tercinta Eko Sri Lestari dan Bapak Kusnadi yang telah mendidik, membimbing, memberikan doa, semangat, dukungan moril, dan material dengan tulus selama ini. Kepada adik tercinta Ariel Dwi Putra Kusuma atas semangat dan dukungannya.
Ucapan terima kasih penulis sampaikan kepada semua pihak yang membantu selama penelitian, Kak Henni, Bu Heddy, Mas Johan Eka, Mas Johan Wahono, Mas Kiel, Mas Saomin, Mas Dedi, Mas Yusman, Mas Edi, seluruh staff Quality Control, dan staff produksi Blue Band. Penulis juga berterima kasih kepada teman-teman satu tim sebimbingan skripsi, Nur Maimunita, Grace, dan Kak Michael atas kerjasamanya. Kepada Lutfhan, Ahmad Fahmi, Yonas, Raki, Jian, Sobich, dan teman-teman ITP 46 atas persahabatan, sharing ilmu dan semangatnya. Terima kasih buat sahabatku Iddea, Putri, Eldysa, Rio, Kak Tito Tegar, Kak Ical, Kak Harum atas semangat, bantuan, dan rasa kekeluargaannya. Semoga skripsi ini bermanfaat.
Bogor, April 2014
DAFTAR ISI
DAFTAR GAMBAR vii
DAFTAR TABEL vii
DAFTAR LAMPIRAN vii
PENDAHULUAN 1
Latar Belakang 1
Tujuan Penelitian 1
Manfaat Penelitian 2
TINJAUAN PUSTAKA 3
Margarin 3
Pengawasan Mutu Margarin 6
Penyelesaian Masalah 9
Keadaan Umum PT Unilever Indonesia Tbk 9
METODE 10
Bahan 10
Alat 10
Lokasi dan Waktu 10
Produksi Margarin 10
Analisis Loss Margarine Processing Unit (MPU) 12
Optimasi Proses Rework Margarin 13
Analisis Kesetimbangan Massa 13
Uji Coba Penambahan Air 13
A. Analisis pH Air Bilasan 14
B. Analisis Kadar Air Produk 14
C. Analisis Kadar Garam (NaCl) Produk 15
Evaluasi Hasil Uji Coba 15
Pengolahan Data 16
HASIL DAN PEMBAHASAN 17
Penetapan Terjadinya Loss pada Masing-Masing Mesin Filling 17 Penetapan Jumlah Air yang Ditambahkan Berdasarkan Kesetimbangan Massa 26
Evaluasi Mutu Produk Berdasarkan Ketentuan SNI 26
Penetapan Jumlah Air yang Ditambahkan Berdasarkan Evaluasi Penambahan
Air 28
SIMPULAN DAN SARAN 29
Simpulan 29
Saran 29
DAFTAR PUSTAKA 30
DAFTAR GAMBAR
1 Proses produksi margarin 11
2 Diagram Ishikawa penyebab overweight 17
3 Urutan mesin filling yang berkontribusi pada permasalahan kelebihan berat
(n=40) 19
4 Control chart mesin kaleng 1 kilogram sesuai spesifikasi perusahaan 21 5 Control chart mesin kaleng 1 kilogram sesuai BDKT 21
6 Capability process mesin kaleng 1 kilogram 21
7 Control chart mesin sachet kecil 1 sesuai spesifikasi perusahaan 22 8 Control chart mesin sachet kecil 1 sesuai BDKT 22
9 Capability process mesin sachet kecil 1 22
10 Loss in process MPU 1 (n=15) 24
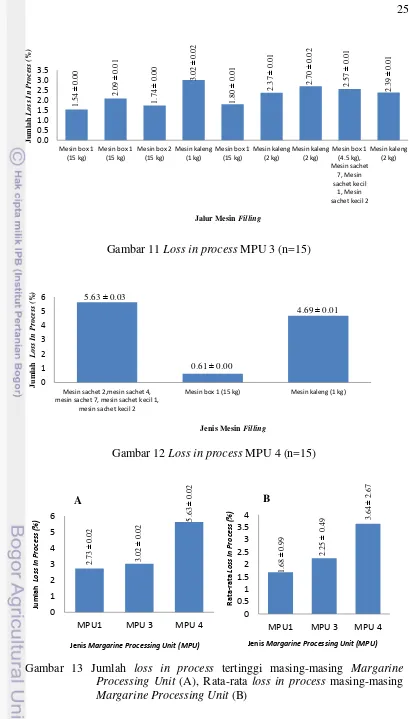
11 Loss in process MPU 3 (n=15) 25
12 Loss in process MPU 4 (n=15) 25
13 Jumlah loss in process tertinggi masing-masing Margarine Processing Unit
(A), Rata-rata loss in process masing-masing Margarine Processing Unit (B) 25
DAFTAR TABEL
1 Ketentuan berat dalam keadaan terbungkus 6
2 Standar kualitas margarin (SNI-01-3541-2002) 7
3 Syarat mutu air mineral alami (SNI-01-6242-2000) 8
4 Mesin dan produk yang dihasilkan 12
5 Toleransi berat margarin dalam kemasan 13
6 Perbandingan mutu berdasarkan cara pembersihan metode CIP 1, CIP 2, dan
CIP 3 27
DAFTAR LAMPIRAN
PENDAHULUAN
Latar Belakang
Margarin merupakan produk pangan berbentuk emulsi dengan tipe emulsi
water in oil (W/O) yaitu fase air berada dalam fase minyak atau lemak. Syarat
umum suatu margarin antara lain mengandung tidak kurang 80% lemak, air, bahan pengemulsi, garam, bahan pengawet, pewarna, pewangi (dalam batas yang aman) serta vitamin. Margarin berbeda dengan shortening karena shortening tidak mengandung air. Komponen minyak nabati sebagai bahan baku margarin terdiri dari tiga jenis minyak, yaitu minyak kelapa sawit (palm oil/ PO), minyak kelapa sawit terhidrogenasi (palm oil solid fraction/ POs), dan minyak kelapa (coconut oil/ CN). Secara garis besar, proses pembuatan margarin sampai dengan produk dalam kemasan dilakukan melalui lima tahapan yaitu pencampuran di premix tank, pendinginan dan kristalisasi di Margarine Processing Unit (MPU), filling di mesin filling, proses penuaan (aging), dan pengemasan (packaging). Selama ini terjadi loss pada MPU baik loss in process maupun give away. Loss in process
adalah kehilangan yang terjadi selama proses, sedangkan give away adalah kehilangan yang terjadi setelah produk keluar dari mesin filling. Loss tersebut diindikasikan oleh jumlah output yang lebih sedikit daripada input. Identifikasi
loss pada masing-masing MPU perlu dilakukan sehingga dapat diketahui penyebab terjadi loss.
Setelah produksi, setiap dua minggu atau apabila ada akumulasi produk pada jalur produksi dilakukan proses clean in place (CIP). Akumulasi produk diindikasikan dengan meningkatnya tekanan pada jalur produksi tersebut. Proses CIP membersihkan sisa-sisa produk yang terdapat pada jalur produksi dengan menggunakan air panas, larutan deterjen, dan air dingin. Akibat proses CIP tersebut, akan tersisa air di jalur produksi. Air di jalur produksi tersebut dapat dioptimasi untuk rework sebagai bahan baku produksi margarin batch pertama di awal shift setelah CIP. Selama ini operator MPU mengasumsikan air yang tertinggal pada jalur produksi ±150 kilogram. Asumsi tersebut didasarkan pada hasil produksi akhir yang berlebih dengan kadar air yang lebih tinggi dari ketentuan SNI yaitu 18%. Pada proses normal, air untuk mixing adalah 430 kilogram, namun setelah CIP dengan penambahan air 430 kilogram menghasilkan produk batch pertama ±4163 kilogram dengan kadar air lebih besar dari 18%. Hal tersebut sebagai indikasi adanya air yang tertinggal pada jalur produksi. Jumlah penambahan air batch pertama setelah CIP yang belum diketahui menjadi salah satu masalah dalam produksi margarin di PT Unilever Indonesia Tbk.
Tujuan Penelitian
2
Manfaat Penelitian
Manfaat dari penelitian ini adalah mendapatkan informasi tentang sumber
loss pada masing-masing mesin filling dan optimasi proses rework setelah clean
in place (CIP). Informasi ilmiah ini dapat dijadikan referensi untuk mengurangi
3
TINJAUAN PUSTAKA
Margarin
Margarin adalah produk pangan berbentuk emulsi dengan tipe emulsi water
in oil atau air dalam minyak. Menurut SNI 01-3541-2002 (BSN 2002), margarin
adalah produk makanan berbentuk emulsi padat atau semi padat yang dibuat dari lemak nabati dan air, dengan atau tanpa penambahan bahan lain yang diizinkan. Standar tersebut juga menyebutkan bahwa margarin harus memiliki kandungan lemak minimal 80% dan kandungan air maksimal 18%. Ditinjau dari segi mikrostruktur, margarin adalah emulsi air di dalam minyak yang mengandung droplet air terdispersi berdiameter 5-10 μm. Jumlah lemak terkristalisasi dalam fase kontinu campuran minyak dan lemak sangat menentukan kekuatan/kekerasan produk (Podmore 1994). Saat ini, karakteristik margarin telah disesuaikan dengan kebutuhan pasar, seperti spreadability setelah dikeluarkan dari lemari pendingin, kandungan asam lemak polyunsaturated, dan efek yang optimal dalam pembuatan produk panggang. Ciri-ciri margarin yang menonjol adalah bersifat plastis, padat pada suhu ruang, agak keras pada suhu rendah, teksturnya mudah dioleskan, serta segera dapat mencair di dalam mulut (Astawan 2004).
Karakteristik fisik margarin sebagian besar dikendalikan oleh kandungan padatan lemak, misalnya karakteristik titik cair dan spreadability. Jumlah padatan yang diperlukan bergantung pada efek yang diharapkan pada adonan dan prosedur persiapan adonan (Young et al. 1994). Beberapa fungsi dari lemak dalam aplikasi
bakery antara lain sebagai pelicin dan pelembut, menciptakan sistem aerasi pada
adonan dan lapisan yang tidak mudah ditembus, serta memberikan sifat emulsifier
dan flavor (Podmore 1994).
Karakteristik fisik yang penting dari margarin adalah tekstur, kekuatan, dan daya gunanya. Karakteristik tersebut terutama dipengaruhi oleh perbandingan solid-liquid, titik cair kristal, geometri kristal (ukuran, bentuk, alignment), tingkat pembentukan campuran kristal, dan kemampuan kristal untuk saling menyatu membentuk sebuah jaringan. Menurut Bumbalough (2000), karakteristik fisik margarin, terutama tekstur, spreadability, warna, penampakan, dan melting point, merupakan fungsi dari struktur lemak dan kondisi proses yang digunakan dalam proses produksi. Pada umumnya, semakin besar jumlah trigliserida padat dalam campuran, kekakuan jaringan akan semakin meningkat karena terjadi peningkatan jumlah kristal dan kekuatan saling menyatu di antara kristal-kristal tersebut. Perubahan suhu secara nyata akan mengubah kekuatan dan plastisitas produk dengan perubahan pada jumlah kristal yang ada, kekerasan, dan viskositas dari trigliserida cair. Kristalisasi lemak diawali dengan pembentukan inti kristal
(nucleation) dalam sistem supercooled. Laju pendinginan, agitasi, dan tingkat
pendinginan akan menentukan kecepatan pertumbuhan kristal, ukuran kristal, dan aglomerasi kristal, yang selanjutnya akan berpengaruh pada tekstur dan karakteristik pencairan dari produk (Podmore 1994).
4
(beta). Kristal alfa adalah bentuk yang paling tidak stabil dan memiliki titik cair
terendah, sedangkan kristal beta memiliki kestabilan dan titik cair paling tinggi. Ketiga bentuk kristal tersebut dapat berada dalam bermacam-macam kombinasi, sehingga setiap trigliserida akan memiliki perilaku polimorfisme dan pencairan masing-masing (Timms 1994). Ukuran kristal lemak biasanya berkisar antara 1-10
μm. Kristal alfa berbentuk datar, transparan, dengan ukuran sekitar 5 μm. Kristal
beta-prime berbentuk seperti jarum dengan panjang sekitar 1 μm. Kristal beta
berbentuk besar, kasar, dan berukuran 25-50 μm. Jika suatu lemak didinginkan dengan cepat, maka akan cenderung membentuk kristal alfa yang kecil. Namun bentuk tersebut tidak berlangsung lama dan dengan cepat berubah menjadi bentuk
beta-prime yang memiliki kecenderungan tinggi untuk mengeras. Kristal
beta-prime dapat berubah menjadi kristal beta yang paling stabil, bergantung pada
trigliserida penyusun dan suhunya. Dua tipe polimorfisme kristal lemak yaitu enantiotropisme (reversibel) dan monotropisme (irreversibel). Hampir semua polimorfisme trigliserida bersifat monotropik, kristal bertitik cair rendah hanya dapat bertransformasi menjadi bentuk kristal dengan titik cair yang lebih tinggi. Proses kristalisasi berlangsung sangat cepat pada bentuk kristal bertitik cair rendah. Kemudian kristal tersebut dapat bertransformasi menjadi kristal dengan titik cair yang lebih tinggi dan kecepatan transformasinya merupakan fungsi dari temperatur. Apabila kristal dicairkan dan lemak cair tersebut didinginkan kembali dapat dihasilkan kembali kristal dengan titik cair rendah.
Bahan baku yang digunakan dalam pembuatan margarin adalah minyak nabati, garam, air, monodigliserida, BHA/BHT, asam sitrat, dan trinatrium sitrat, vitamin B2, ß-karoten, EDTA, dan flavor. Setiap komponen memiliki peran dan
fungsi masing-masing baik dalam produk itu sendiri maupun dalam penggunaannya sebagai bahan baku pembuatan kue.
Minyak nabati merupakan komponen terbesar dalam pembuatan margarin. Ada tiga jenis minyak nabati yang digunakan, yaitu minyak kelapa sawit (palm oil/PO), minyak kelapa (coconut oil/CN), dan minyak kelapa sawit terhidrogenasi
(palm oil solid fraction/POs50). Masing-masing minyak berperan dalam
membentuk karakteristik margarin yang dihasilkan. Palm oil merupakan minyak nabati yang diekstrak dari daging buah kelapa sawit. Beberapa kelebihan dari minyak tersebut antara lain adalah dapat memberikan kandungan lemak padat
(solid fat content) yang dibutuhkan dengan sedikit atau tanpa hidrogenasi,
mendukung pembentukan kristal β` untuk menghasilkan struktur yang baik, dan mudah didapatkan dengan harga yang kompetitif (Padley et al. 1994). Coconut oil
merupakan komponen minyak terbesar kedua setelah palm oil. Coconut oil
berkontribusi pada tekstur kelembutan margarin yang dihasilkan dan berpengaruh terhadap melting point dan solid fat content dari campuran minyak (Padley et al. 1994). Komponen minyak yang memiliki presentase paling kecil dalam margarin adalah palm oil solid fraction (POs50) atau minyak kelapa sawit terhidrogenasi. Proses hidrogenasi yaitu penambahan hidrogen pada ikatan tidak jenuh dari trigliserida. Proses tersebut menyebabkan minyak kelapa sawit yang sebelumnya berwujud cair berubah menjadi padat. Lawson (1995) menyatakan bahwa minyak kelapa sawit terhidrogenasi merupakan salah satu minyak yang memiliki kecenderungan kuat dalam pembentukan kristal β`.
5 margarin terperangkap atau terdispersi dalam kristal dan cairan minyak sebagai fase kontinu. Menurut SNI 01-3541-2002 (BSN 2002), kadar air margarin adalah maksimal 18%. Margarin merupakan emulsi air yang terdispersi dalam globula-globula minyak. Emulsifier yang digunakan pada produk margarin adalah campuran mono- dan di-gliserida yang dihasilkan secara sintetis melalui reaksi esterifikasi asam lemak dan gliserol. Menurut Winarno (1997), mono- dan di-gliserida mengandung gugus karboksil yang bersifat lipofilik dan gugus hidroksil yang bersifat hidrofilik yang dapat bertindak sebagai emulsifier.
Bahan baku lain yang penting dalam pembuatan margarin adalah garam. Penambahan garam bertujuan untuk menambah rasa, menghambat pertumbuhan mikroorganisme pada makanan, serta sebagai pengawet karena adanya tekanan osmotik dimana larutan menjadi hipertonik sehingga air dalam sel akan keluar akibatnya sel bakteri akan kekeringan serta menurunkan kemampuannya untuk mengikat air bebas (Padley et al. 1994). Margarin yang dihasilkan memiliki kadar garam sekitar 2.4-2.5%. Untuk melindungi dari proses oksidasi digunakan antioksidan dalam pembuatan margarin. Antioksidan yang digunakan adalah antioksidan primer dan antioksidan sekunder. Antioksidan primer yang digunakan dalam pembuatan margarin adalah Butylated Hidroxyanisole (BHA) dan
Butylated Hydroxytoluene (BHT). Sedangkan antioksidan sekunder yang
digunakan adalah asam sitrat dan trinatrium sitrat.
Penentuan mutu bahan pangan pada umumnya melibatkan faktor cita rasa, warna, tekstur, dan nilai gizi. Faktor warna seringkali menjadi bahan pertimbangan awal secara visual yang sangat menentukan. Oleh karena itu, produk margarin menggunakan pewarna tambahan ß-karoten untuk memperbaiki warna sekaligus memperkuat warna asli margarin. ß-karoten tergolong ke dalam kelompok pigmen karotenoid yang memberikan warna kuning sampai merah jingga. Pigmen tersebut larut dalam lipida (minyak) sehingga dalam proses produksi margarin dilarutkan dalam media coconut oil bersama dengan bumbu-bumbu lainnya.
Ethylene Diamine Tetraacetic Acid (EDTA) adalah suatu sekuestran yang
dapat mengkelat logam. Menurut Winarno (1997), zat pengikat logam atau sekuestran merupakan bahan penstabil yang digunakan dalam berbagai pengolahan bahan makanan. Sekuestran dapat mengikat logam dalam bentuk ikatan kompleks sehingga dapat mengalahkan sifat dan pengaruh jelek logam tersebut dalam bahan. Penambahan senyawa sintetik sebagai flavor juga sering dilakukan dalam pembuatan margarin. Beberapa senyawa yang penting dalam menciptakan flavor antara lain golongan diasetil, asam-asam lemak, dan keton (Young et al. 1994). Komponen yang sering digunakan untuk memberikan flavor
khas mentega antara lain asam butirat, asam lemak rantai pendek, dan senyawa lactones (Weiss 1983). Bahan baku lain yang penting yang ditambahkan adalah Vitamin B2 atau juga dikenal sebagai riboflavin. Riboflavin merupakan salah satu
6
Pengawasan Mutu Margarin
Berat dalam keadaan terbungkus (BDKT) adalah suatu ketentuan berat yang disyaratkan bagi suatu produk dalam keadaan terbungkus. Batas toleransi maksimal dan minimal produk diatur dalam ketentuan ini. Tabel 1 adalah toleransi berat dalam keadaan terbungkus berdasarkan Peraturan Menteri Perdagangan RI No. 31/M-DAG/PER/10/2011. Berat dalam keadaan terbungkus tersebut menjadi acuan perusahaan untuk menentukan toleransi berat produk dalam keadaan terbungkus. Biasanya perusahaan menetapkan toleransi berat yang lebih ketat daripada ketentuan BDKT.
Tabel 1 Ketentuan berat dalam keadaan terbungkus berdasarkan Peraturan Menteri Perdagangan RI No.31/M-DAG/PER/10/2011 [Kemendag 2011]
Margarin memiliki beberapa persyaratan yang harus di kontrol sehingga didapatkan produk yang sesuai dengan keinginan yang disebut dengan quality
control. Quality control margarin di Indonesia dibuat oleh Badan Standar
Indonesia (BSN) yang dituangkan dalam suatu peraturan yang disebut dengan Standar Nasional Indonesia (SNI) yaitu dalam SNI-01-3541-2002. Standar kualitas margarin tersebut dapat dilihat dalam Tabel 2. Standar kualitas margarin tersebut ditentukan berdasarkan penampakan fisik, kimia, mikrobiologis, cemaran logam, dan bahan tambahan pangan yang tekandung dalam margarin.
Margarin yang dapat didistribusikan ke pasaran adalah margarin yang memenuhi standar sesuai dengan ketentuan SNI. Kualitas margarin selalu dipantau setiap kali produksi. Kadar air produk dan kadar garam dicek setiap
batch produksi dengan mengambil sampel setiap batch, sedangkan karakteristik
yang lain seperti titik leleh, titik beku, kandungan mikroba, evaluasi sensori dilakukan disetiap awal shift dan akhir shift.
7 Tabel 2 Standar kualitas margarin berdasarkan SNI-01-3541-2002 [BSN 2002]
No Jenis Uji Satuan Persyaratan
1 Keadaan
10 Bahan Makanan Tambahan Sesuai SNI 01-0222-1987
11 Cemaran Logam
13.4 Staphylococcus aureus kol/g maks 102 maks 102
13.5 Salmonella kol/25g negatif negatif
13.6 Enterococci kol/g maks 102 maks 102
Keterangan: IU = International unit, APM = Angka paling mungkin
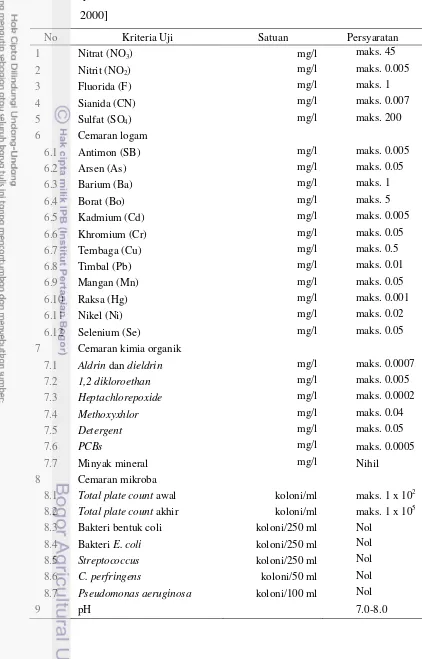
Mutu produk akhir ditentukan oleh mutu bahan baku. Air adalah salah satu bahan baku yang penting dalam pembuatan margarin. Menurut SNI 01-6242-2000 (BSN 2000), air yang digunakan sebagai bahan baku pangan harus memiliki persyaratan seperti air mineral alami. Air mineral alami memiliki rentang pH 7 sampai 8. Definisi air mineral alami menurut SNI 01-6242-2000 (BSN 2000) adalah air yang diperoleh langsung dan sumber alami atau bor dari sumur dalam dengan proses terkendali untuk menghindari pencemar atau pengaruh luar terhadap sifat kimia, fisik air mineral alami. Ciri-ciri air mineral alami adalah (1) kandungan garam mineral tertentu dengan proporsi yang relatif dan adanya trace
element atau zat-zat lainnya, (2) komponennya konstan serta debit dan suhunya
8
Tabel 3 Syarat mutu air mineral alami berdasarkan SNI-01-6242-2000 [BSN 2000]
No Kriteria Uji Satuan Persyaratan
1 Nitrat (NO3) mg/l maks. 45
2 Nitrit (NO2) mg/l maks. 0.005
3 Fluorida (F) mg/l maks. 1
4 Sianida (CN) mg/l maks. 0.007
5 Sulfat (SO4) mg/l maks. 200
6 Cemaran logam
6.1 Antimon (SB) mg/l maks. 0.005
6.2 Arsen (As) mg/l maks. 0.05
6.3 Barium (Ba) mg/l maks. 1
6.4 Borat (Bo) mg/l maks. 5
6.5 Kadmium (Cd) mg/l maks. 0.005
6.6 Khromium (Cr) mg/l maks. 0.05
6.7 Tembaga (Cu) mg/l maks. 0.5
6.8 Timbal (Pb) mg/l maks. 0.01
6.9 Mangan (Mn) mg/l maks. 0.05
6.10 Raksa (Hg) mg/l maks. 0.001
6.11 Nikel (Ni) mg/l maks. 0.02
6.12 Selenium (Se) mg/l maks. 0.05
7 Cemaran kimia organik
7.1 Aldrin dan dieldrin mg/l maks. 0.0007
7.2 1,2 dikloroethan mg/l maks. 0.005
7.3 Heptachlorepoxide mg/l maks. 0.0002
7.4 Methoxyxhlor mg/l maks. 0.04
7.5 Detergent mg/l maks. 0.05
7.6 PCBs mg/l maks. 0.0005
7.7 Minyak mineral mg/l Nihil
8 Cemaran mikroba
8.1 Total plate count awal koloni/ml maks. 1 x 102
8.2 Total plate count akhir koloni/ml maks. 1 x 105
8.3 Bakteri bentuk coli koloni/250 ml Nol
8.4 Bakteri E. coli koloni/250 ml Nol
8.5 Streptococcus koloni/250 ml Nol
8.6 C. perfringens koloni/50 ml Nol
8.7 Pseudomonas aeruginosa koloni/100 ml Nol
9
Penyelesaian Masalah
Program pengendalian mutu dan penyelesaian masalah di perusahaan dapat dilaksanakan dengan baik jika didasarkan pada data kondisi kinerja nyata perusahaan tersebut. Masalah dalam perusahaan dapat diselesaikan dengan menggunakan alat bantu. Perusahaan harus memilih dan menetapkan jenis alat bantu yang sesuai dengan kondisi perbaikan mutu dan permasalahan yang akan dipecahkan. Diagram sebab akibat dan diagram Pareto dapat digunakan sebagai alat bantu penyelesaian masalah.
Diagram sebab akibat ditemukan pertama kali oleh orang Jepang yang bernama Kaoru Ishikawa sehingga sering disebut dengan Diagram Ishikawa. Selain itu, diagram tersebut juga disebut sebagai diagram tulang ikan (fish bone
diagram). Menurut Muhandri dan Kadarisman (2012), diagram sebab akibat
berguna untuk mengetahui faktor-faktor yang mungkin menjadi penyebab munculnya masalah. Secara umum faktor-faktor yang menjadi penyebab masalah adalah manusia, mesin, metode, dan bahan (raw material). Penyusunan diagram Ishikawa dilakukan dengan teknik sumbang saran (brainstorming).
Diagram Pareto pertama kali diperkenalkan oleh seorang ahli ekonomi dari Italia bernama Vilvedro Pareto pada tahun 1897, kemudian digunakan oleh Dr. M. Juran dalam bidang pengendalian mutu. Menurut Setiawan (2007), pada suatu diagram Pareto akan dapat diketahui suatu faktor merupakan faktor yang paling prioritas dibandingkan faktor-faktor lainnya, karena faktor tersebut berada pada urutan terdepan, terbanyak atau tertinggi pada deretan sejumlah faktor yang dianalisis. Diagram Pareto merupakan diagram yang terdiri atas grafik balok dan grafik garis yang menggambarkan perbandingan masing-masing jenis data terhadap keseluruhan. Menurut Muhandri dan Kadarisman (2012) diagram Pareto menunjukkan 20% kondisi dapat menjadi penyebab bagi 80% akibat. Diagram Pareto digunakan untuk tujuan menemukan satu atau dua masalah yang mempunyai efek besar.
Keadaan Umum Perusahaan
Unilever merupakan salah satu perusahaan terbesar di dunia yang beroperasi
di sekitar 75 negara. Perusahaan berlogo “U” tersebut bergerak di bidang kebutuhan dasar dengan pasaran utama adalah deterjen, pangan, dan barang kosmetik. Unilever secara resmi berdiri pada tanggal 1 Januari 1930 dengan kantor pusat di London (Inggris) dan Rotterdam (Belanda). Unilever berawal dari peleburan dua perusahaan, yaitu Margarine Union dari Belanda dan Lever Brothers dari Inggris (Setiawan 2007).
PT Unilever Indonesia Tbk. memiliki kantor pusat di Gedung Graha Unilever, Jalan Gatot Subroto Kav. 15 Jakarta. Pabrik Foods Unilever berada di Cikarang-Bekasi. Pabrik tersebut berlokasi di Jalan Jababeka IX Blok D No. 1-29, Desa Wangun Harja, Kecamatan Cikarang, Kabupaten Bekasi, Jawa Barat 17520. Pabrik foods dibagi menjadi dua pabrik, yaitu Spread Cooking Category and
Culinary (SCC&C), dan Tea Based Beverage (TBB). Pabrik foods Cikarang
10
METODE
Bahan
Bahan-bahan yang digunakan terdiri dari bahan produksi margarin dan bahan analisis. Bahan baku produksi margarin yang digunakan meliputi minyak nabati, larutan garam, air panas, larutan emulsifier, bumbu larut minyak (asam butirat, flavor, dan pewarna β-karoten) dan bumbu larut air (asam sitrat, trinatrium sitrat, vitamin B2, dan EDTA). Bahan kimia yang diperlukan untuk
analisis margarin adalah akuades, NaCl, AgNO3, dan K2CrO4.
Alat
Peralatan yang digunakan terdiri dari alat produksi margarin dan alat analisis. Alat untuk produksi margarin adalah premix tank, Margarine Processing
Unit (MPU) dan mesin filling. Sedangkan alat untuk keperluan analisis adalah pH
meter (Mettler Toledo 1140-X), neraca analitik (Mettler Toledo), hotplate, oven, cawan alumunium, sudip, sendok, labu takar, gelas piala, dan perlengkapan analisis berupa alat-alat gelas.
Lokasi dan Waktu
Penelitian dilaksanakan selama empat bulan mulai dari bulan Maret sampai bulan Juni 2013 di PT. Unilever Indonesia Tbk yang berlokasi di Foods Factory
Jalan Jababeka IX Blok D 1-29, Kawasan Industri Jababeka, Cikarang-Bekasi, Jawa Barat.
Produksi Margarin
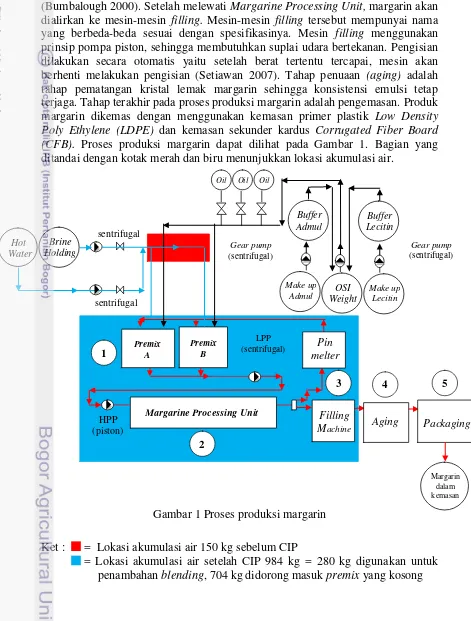
Produksi margarin dilakukan melalui beberapa tahapan seperti yang ditunjukkan oleh Gambar 1 yaitu (1) pencampuran (mixing), (2) pendinginan dan kristalisasi, (3) pengisian (filling), (4) penuaan (aging), dan (5) pengemasan. Tahap pencampuran dilakukan di premix tank secara semi otomatis. Pemasukan minyak nabati, larutan garam, air panas, dan larutan emulsifier ke dalam premix
tank dilakukan secara otomatis dengan mekanisme pembukaan dan penutupan
katup pompa sentrifugal. Sedangkan pemasukan bumbu larut minyak dan bumbu larut air ke dalam premix tank dilakukan secara manual oleh operator. Setelah semua bahan bercampur menjadi satu, selanjutnya bahan mengalami tahapan pendinginan dan kristalisasi. Tahapan pendinginan dan kristalisasi terjadi di
Margarine Processing Unit (MPU)yang terdiri dari 3 A-unit dan 2 C-unit. Proses
pendinginan terjadi pada A-unit, sedangkan proses kristalisasi terjadi pada C-unit.
Tahap pendinginan pada A-unit merupakan pendinginan kejut (shock cooling) dan pemadatan dengan cepat. Proses pendinginan akan menentukan sifat margarin, yaitu konsistensi, tekstur dan plastisitas. Tujuan dari pendinginan tidak hanya untuk mengeluarkan panas sehingga terjadi pemadatan, tetapi juga pendinginan keseluruhan emulsi sehingga diperoleh bentuk dan ukuran kristal yang diharapkan (Walstra 2003). C-unit berbentuk sebuah silinder yang dilengkapi dengan pins
pada dinding dalam dan rotor yang tersusun spiral untuk memberikan pergerakan
11 tercukupinya waktu tinggal (residence time) yang panjang (beberapa menit) untuk menciptakan kondisi kesetimbangan dalam kristalisasi dan menjaga konsistensi emulsi agar tetap dapat dipompa untuk proses selanjutnya. Tahap kristalisasi tidak disertai pendinginan dan hanya berfungsi mempertahankan lemak dalam keadaan pengadukan (agitasi) yang seragam ketika proses kristalisasi berlangsung (Bumbalough 2000). Setelah melewati Margarine Processing Unit, margarin akan dialirkan ke mesin-mesin filling. Mesin-mesin filling tersebut mempunyai nama yang berbeda-beda sesuai dengan spesifikasinya. Mesin filling menggunakan prinsip pompa piston, sehingga membutuhkan suplai udara bertekanan. Pengisian dilakukan secara otomatis yaitu setelah berat tertentu tercapai, mesin akan berhenti melakukan pengisian (Setiawan 2007). Tahap penuaan (aging) adalah tahap pematangan kristal lemak margarin sehingga konsistensi emulsi tetap terjaga. Tahap terakhir pada proses produksi margarin adalah pengemasan. Produk margarin dikemas dengan menggunakan kemasan primer plastik Low Density
Poly Ethylene (LDPE) dan kemasan sekunder kardus Corrugated Fiber Board
(CFB). Proses produksi margarin dapat dilihat pada Gambar 1. Bagian yang
ditandai dengan kotak merah dan biru menunjukkan lokasi akumulasi air.
Gambar 1 Proses produksi margarin Ket : = Lokasi akumulasi air 150 kg sebelum CIP
= Lokasi akumulasi air setelah CIP 984 kg = 280 kg digunakan untuk penambahan blending, 704 kg didorong masuk premix yang kosong
12
Analisis LossMargarine Processing Unit(MPU)
Analisis loss dilakukan dengan pengukuran overweight yang dilakukan selama enam minggu pada masing-masing mesin filling MPU 1, MPU 3, dan MPU 4. Pengukuran overweight dilakukan dengan menimbang sampel margarin dalam kemasan tertutup dari masing-masing mesin filling serta mengamati produksi setiap batch selama satu shift. Sampel yang diambil adalah sepuluh sampel dari setiap mesin filling kemudian ditimbang dengan menggunakan neraca analitik (Mettler Toledo). Mesin filling tersebut adalah mesin tube untuk kemasan
tube 250 gram, mesin sachet 1 sampai dengan mesin sachet 7 untuk kemasan
sachet 200 gram atau sachet 55 gram, mesin sachet kecil 1 dan mesin sachet kecil
2 untuk kemasan sachet 17 gram, mesin box dengan kemasan bag-in-box 4.5 kilogram atau 15 kilogram, serta mesin kaleng untuk kemasan kaleng 1 kilogram atau 2 kilogram.
Tabel 4 Mesin dan produk yang dihasilkan
Nama Produk yang dihasilkan
Mesin box 1 Bag-in-box 4.5 kilogramatau bag-in-box 15 kilogram Mesin box 2 Bag-in-box 4.5 kilogramatau bag-in-box 15 kilogram Mesin kaleng Kaleng 1 kilogram atau kaleng 2 kilogram Produk akhir margarin yang dihasilkan memiliki toleransi berat ±2 gram untuk kemasan sachet dan tube, ±5 gram untuk kemasan kaleng 1 kilogram, ±10 gram untuk kaleng 2 kilogram, ±25 gram untuk kemasan bag-in-box 4.5 kilogram, dan ±50 gram untuk kemasan bag-in-box 15 kilogram. Selama proses produksi dilakukan penimbangan produk secara berkala sehingga diperoleh berat rata-rata produk. Keterbatasan mesin filling menyebabkan terjadinya overweight
maupun underweight. Pada analisis overweight digunakan dua macam software
yaitu Minitab 14 dan Microsoft Excel. Software Minitab 14 digunakan untuk menghasilkan capability process, sedangkan software Microsoft Excel digunakan untuk menghasilkan control chart. Pengolahan data dengan menggunakan
software Minitab 14 dan Microsoft Excel dilakukan dengan cara memasukkan
nama sampel dan berat sampel ke dalam kedua software tersebut. Hasil pengolahan data pada control chart berupa grafik dengan batas pengendali atas
(Upper Control Limit/UCL), garis tengah (nilai rata-rata), dan batas pengendali
bawah (Lower Control Limit/LCL). Sedangkan hasil pengolahan data pada
capability process berupa grafik dengan batas spesifik atas (Upper Spesific
13 batas spesifikasi yang ditentukan oleh perusahaan. Grafik pada control chart dan
capability process tersebut akan menunjukkan seberapa banyak data overweight
dan underweight tidak memenuhi spesifikasi perusahaan.
Tabel 5 Toleransi berat produk margarin
Produk Unit
Optimasi Proses Rework Margarin
Optimasi proses rework margarin dilakukan dengan analisis kesetimbangan massa untuk menentukan jumlah air yang ditambahkan untuk mendapatkan margarin dengan kadar air antara 17.0-17.9% serta kadar garam 2.3-2.5%. Kemudian dilakukan uji coba penambahan air dan selanjutnya dilakukan evaluasi hasil uji coba penambahan air.
Analisis Kesetimbangan Massa
Analisis kesetimbangan massa dilakukan dengan menggunakan prinsip kesetimbangan massa yaitu total berat yang masuk (input) ke dalam suatu tahap proses keseluruhan akan sama dengan total berat dari outputnya (Kusnandar et al.
2002). Suatu proses biasanya terdapat akumulasi produk yang menyebabkan jumlah bahan yang masuk proses tidak sama dengan jumlah bahan yang keluar proses.
assa akumulasi assa output
Proses pengolahan yang tidak mengalami akumulasi disebut steady state
process, sedangkan proses pengolahan yang mengalami akumulasi disebut
unsteady state process (Singh and Heldman 2001). Pada unsteady state process
jumlah bahan yang masuk proses (input) sama dengan akumulasi ditambah dengan jumlah bahan yang keluar proses (output) (Widyanti 2011). Air bilasan setelah clean in place yang dapat digunakan adalah sebanyak 280 kilogram sedangkan air yang harus didorong pada jalur premix tank-MPU-mesin filling
sebanyak 984 kilogram - 280 kilogram = 704 kilogram.
Uji Coba Penambahan Air
Uji coba dilakukan dengan penambahan air di awal batch setelah clean in
place (CIP) sesuai data dari log book terdapat 150 kilogram air tertinggal di dalam
pipa. Jumlah penambahan air didasarkan pada perhitungan kesetimbangan massa
unsteady state process sehingga didapat 280 kilogram air yang harus ditambahkan
14
A. Analisis pHAir Bilasan
Analisis pH air bilasan CIP dilakukan dengan pH meter (Mettler Toledo 1140-X). Analisis tersebut dilakukan untuk memastikan bahwa air bilasan CIP bebas dari deterjen sehingga aman untuk digunakan sebagai bahan baku produksi margarin pada batch berikutnya. Menurut SNI 01-6242-2000 (BSN 200), air yang digunakan sebagai bahan baku pangan harus memiliki persyaratan seperti air mineral alami. Air mineral alami memiliki rentang pH 7 sampai 8. Rentang pH tersebut juga mengindikasikan bahwa air bebas deterjen. Air bilasan CIP harus memiliki rentang pH sama dengan air mineral alami yaitu pada rentang pH 7 sampai 8 sebagai indikasi bahwa air bilasan CIP tersebut bebas dari deterjen sehingga aman digunakan sebagai bahan baku produksi. Selain itu pH air bilasan juga dibandingkan dengan pH air Perusahaan Daerah Air Minum (PDAM) yang digunakan sebagai sumber CIP.
B. Analisis Kadar Air Margarin [AOAC 2012]
Analisis kadar air margarin mengacu pada AOAC (2012) yaitu dengan menggunakan metode oven (gravimetri). Pada metode oven, sampel dipanaskan dalam kondisi spesifik dan kehilangan berat digunakan untuk menghitung kadar air sampel. Menurut Apriandi (2011), metode oven didasarkan pada prinsip penghitungan bobot sampel sebelum dan sesudah pengeringan. Selisih bobot tersebut merupakan air yang teruapkan dan dihitung sebagai kadar air sampel. Penentuan kadar air dengan metode oven dilakukan dengan cara mengeluarkan air dari bahan dengan proses pengeringan dalam oven. Faktor yang dapat mempengaruhi analisis air dengan metode oven diantaranya adalah penimbangan contoh, kondisi oven, pengeringan contoh, dan perlakuan setelah pengeringan (Faridah et al. 2012). Metode oven mempunyai ketelitian yang tinggi, tetapi pada umumnya memerlukan pengerjaan yang relatif lama (Agung 2009). Kekurangan metode oven tersebut menyebabkan dilakukan modifikasi metode dengan menggunakan metode hotplate yaitu dengan mendidihkan margarin dengan garam dapur yang sudah dikeringkan di atas hotplate. Hilangnya gelembung-gelembung air menjadi indikasi bahwa margarin dan garam dapur telah mendidih. Pengukuran kadar air dilakukan dengan mengukur kadar air produk setelah CIP hasil uji coba penambahan air. Kadar air yang diinginkan adalah pada rentang 17.0-17.9%. Analisis kadar air produk dengan metode hotplate tersebut lebih mudah dan membutuhkan waktu yang lebih singkat. Pertama-tama cawan alumunium ditimbang dengan neraca analitik (Mettler Toledo), kemudian di dalam cawan alumunium tersebut dimasukkan garam dapur yang telah dikeringkan 3 gram dan margarin 10 gram selanjutnya ditimbang dan didapat berat awal (A). Setelah didapat berat awal (A) kemudian cawan alumunium, garam dapur, dan sampel margarin dipanaskan di atas hotplate sampai mendidih selanjutnya diangkat dan didinginkan. Cawan alumunium, garam dapur, dan sampel margarin yang telah dingin ditimbang kembali dan didapat berat akhir (B).
15
C. Analisis Kadar Garam (NaCl) Margarin [AOAC 2012]
Analisis kadar garam margarin mengacu pada AOAC (2012) yaitu dengan titrasi argentometri metode Mohr. Metode Mohr didasarkan pada pembentukan warna jingga padatan perak kromat (AgCr), setelah perak dari perak nitrat (AgNO3) membentuk kompleks dengan semua klorida yang mungkin. Kandungan
garam di dalam makanan ditentukan berdasarkan titrasi ion klorida dengan perak. Titik akhir berwarna jingga pada reaksi ini terjadi ketika semua ion khlorida menjadi kompleks, menghasilkan kelebihan perak dalam bentuk perak kromat (AOAC 2012). Titrasi argentometri merupakan titrasi dengan menggunakan AgNO3 untuk mementukan kadar halogen (Antara 2008). Menurut Agung (2009),
titrasi argentometri merupakan salah satu analisis kadar khlorida dengan menggunakan AgNO3 0.0136 N dan indikator K2CrO4 5%. Titrasi argentometri
merupakan salah satu cara untuk menentukan kadar zat dalam suatu larutan yang dilakukan dengan titrasi berdasar pembentukan endapan dengan ion Ag+. Pada titrasi argentometri, zat pemeriksaan yang telah dibubuhi indikator dicampur dengan larutan standar garam perak nitrat (AgNO3). Dengan mengukur volume
larutan standar yang digunakan sehingga seluruh ion Ag+ dapat tepat diendapkan, kadar garam dalam larutan pemeriksaan dapat ditentukan (Day dan Underwood 1992). Titrasi argentometri metode Mohr adalah metode yang paling sering digunakan. Kalium Kromat (K2CrO4) digunakan sebagai indikator pada titrasi
argentometri dengan metode Mohr tersebut (Harizul 1995). Analisis kadar garam margarin dilakukan dengan mengukur kadar garam margarin setelah CIP hasil uji coba. Kadar garam yang diinginkan adalah pada rentang 2.3-2.5%. Pengukuran kadar garam margarin dilakukan dengan menimbang 1.5 gram margarin ke dalam erlenmeyer 100 ml. Kemudian ditambahkan air 50 ml dan dipanaskan di atas
hotplate sampai semua margarin larut dalam air. Margarin yang telah larut dalam
air didinginkan kemudian dititrasi dengan larutan standar AgNO3. Kalium Kromat
(K2CrO4) ditambahkan sebanyak 3 tetes sebagai indikator.
(ml titrasi berat sampel 1000 g 3 g 3) 100
Keterangan : N AgNO3 = Molaritas AgNO3 BM AgNO3 = Berat Molekul AgNO3
Evaluasi Hasil Penambahan Air
Evaluasi hasil uji coba dilakukan dengan membandingkan kadar air produk
batch pertama (setelah penambahan air) dengan batch sebelumnya (sebelum
16
Pengolaha Data
Data diolah berdasarkan tiga kali ulangan pada masing-masing mesin filling
dan Margarine Processing Unit (MPU). Pengolahan data dilakukan dengan
menggunakan Software Minitab 14 dan Microsoft Excel untuk mendapatkan
capability process dan control chart.
Capability process atau kapabilitas proses adalah ukuran statistik dari
variasi inheren pada suatu peristiwa tertentu dalam proses yang stabil (Nadiah 2011). Menurut Gasperz (1998), kapabilitas proses adalah kemampuan dari proses dalam menghasilkan produk yang memenuhi spesifikasi. Jika proses memiliki kapabilitas yang baik, proses itu akan menghasilkan produk yang berada dalam batas-batas spesifikasi. Capability process didefinisikan sebagai lebarnya proses (variasi normal) yang dibagi dengan enam sigma dan diukur dengan menggunakan indeks kapabilitas (Cp), dengan kata lain Cp diartikan sebagai kesanggupan proses tersebut untuk mencapai hasil tertentu.
Control chart atau bagan kendali merupakan grafik garis yang
17
HASIL DAN PEMBAHASAN
Penetapan Terjadinya Loss pada Masing-Masing Mesin Filling
Secara umum, proses produksi margarin dapat dibagi menjadi beberapa tahapan, yaitu persiapan bahan baku, pencampuran, pendinginan dan kristalisasi, pengisian (filling), dan pengemasan. Selama proses produksi margarin pasti terjadi
loss (kehilangan). Kehilangan dapat berupa kehilangan di awal proses (bahan
baku), di tengah proses (loss in process), dan kehilangan di akhir proses setelah keluar dari mesin filling (give away). Loss in process terjadi selama proses pengolahan dalam mesin sebelum keluar dari mesin filling, sedangkan give away
terjadi setelah produk keluar dari mesin filling. Give away tersebut berupa
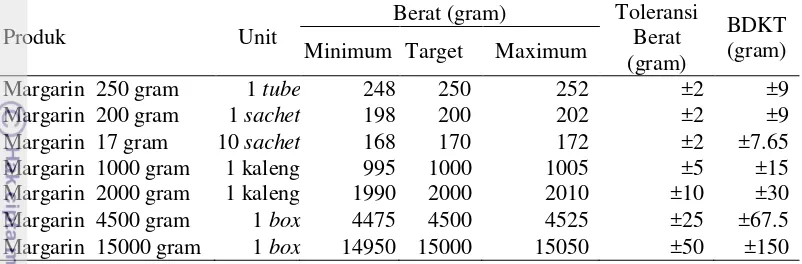
overweight produk dalam kemasan tertutup. Overweight disebabkan oleh beberapa
faktor yaitu manusia, mesin, metode, dan bahan (raw material). Gambar 2 adalah diagram Ishikawa yang menunjukkan faktor-faktor penyebab terjadinya
overweight.
Gambar 2 Diagram Ishikawa penyebab overweight
Margarine Processing Unit (MPU) dan mesin filling sering mengalami
kerusakan. Suku cadang mesin yang tidak tersedia menjadi faktor terjadinya kerusakan yang berulang-ulang. Kerusakan tersebut menyebabkan operator harus melakukan setting ulang terhadap mesin filling agar tidak terjadi overweight
produk. Umur mesin yang telah tua menyebabkan kinerja mesin menurun sehingga actual filling tidak sesuai dengan setting point. Penetesan produk
(tailing) dari mesin filling juga menyebabkan terjadinya overweight produk.
Pemeliharaan mesin (maintenance) perlu ditinjau ulang untuk meningkatkan efektivitas dan efisiensi mesin.
Overweight
Manusia
Mesin Bahan
Metode
Sikap
Pengetahuan
Ketrampilan Semangat kerja
MPU dan mesin filling
Mesin sering rusak (breakdown)
Kinerja mesin menurun
Umur mesin tua Setting point
18
Faktor manusia juga menjadi salah satu penyebab terjadinya overweight
produk. Ketrampilan operator dalam mengoperasikan Margarine Processing Unit
(MPU) dan melakukan setting point menjadi faktor yang penting untuk menghindari terjadinya kesalahan proses. Operator yang tidak terampil menyebabkan kesalahan dalam setting point sehingga overweight produk akan terjadi. Ketrampilan tersebut diperlukan dalam mengambil tindakan yang cepat dan tepat apabila terjadi kesalahan proses. Pengetahuan mengenai proses produksi secara keseluruhan menjadi hal penting yang perlu dimiliki oleh setiap operator. Setiap operator harus mengetahui parameter yang menjadi check point dari setiap proses. Pengetahuan yang terbatas dari operator tentang batas maksimal dan minimal spesifikasi produk yang ditentukan oleh perusahaan menjadi penyebab terjadinya overweight produk. Pengetahuan yang terbatas tersebut disebabkan karena seringnya rotasi operator dari satu produk ke produk lainnya misalnya dari produk margarin ke produk bumbu. Perlu dilakukan sosialisasi terhadap operator tentang batas maksimal dan minimal spesifikasi produk yang ditentukan oleh perusahaan. Selain itu perlu dilakukan training yang dapat memberikan bekal kepada setiap operator untuk meningkatkan pengetahuan mereka mengenai proses. Training dilakukan secara rutin kepada setiap operator baru. Training juga dapat diberikan sewaktu-waktu apabila terdapat perubahan dalam metode maupun parameter proses baru yang harus dikomunikasikan kepada operator. Faktor semangat kerja dan sikap dari operator juga sangat penting untuk menghindari terjadinya overweight produk. Sikap operator yang menganggap bahwa loss
adalah hal yang tidak penting menyebabkan tingginya overweight produk yang terjadi. Operator harus menanamkan pada dirinya sendiri bahwa loss adalah hal yang penting karena dapat menyebabkan kerugian bagi perusahaan.
Metode setting point dan sampling menjadi sumber yang potensial terhadap tingginya overweight produk pada mesin filling. Beberapa setting mesin filling
dilakukan secara manual dan belum terdapat standardisasi setting, misalnya pada parameter tekanan pompa piston. Metode setting point yang berbeda-beda dari setiap operator menyebabkan tingginya kemungkinan terjadinya overweight
produk dari mesin filling. Untuk itu diperlukan standardisasi metode setting point
sehingga mengurangi kemungkinan terjadinya overweight produk.
Bahan adalah salah satu faktor yang menjadi penyebab suatu masalah dalam proses produksi. Namun dalam penelitian ini, bahan tidak menjadi penyebab dalam terjadinya overweight produk karena bahan telah dicek mutunya sebelum memasuki proses mixing. Bahan yang tidak sesuai dengan standar perusahaan langsung di-reject oleh perusahaan.
19
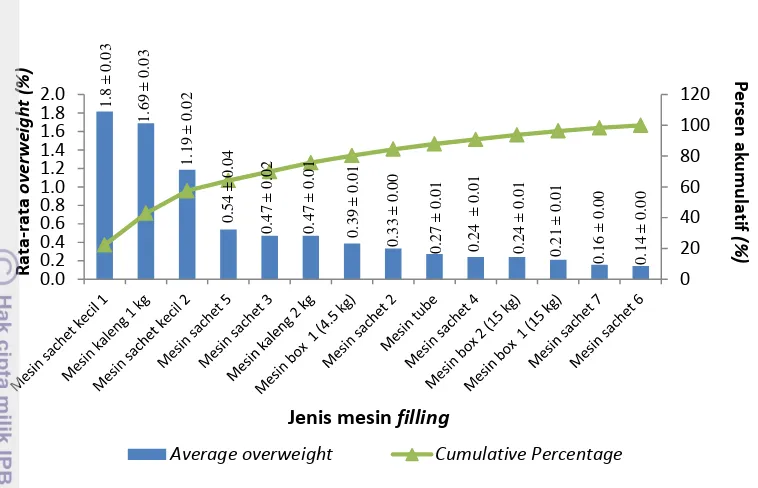
Gambar 3 Urutan mesin filling yang berkontribusi pada permasalahan kelebihan berat(n=40)
Diagram pareto merupakan diagram yang terdiri atas grafik balok dan grafik garis yang menggambarkan perbandingan masing-masing jenis data terhadap keseluruhan. Menurut Muhandri dan Kadarisman (2012), diagram Pareto menunjukkan 20% kondisi dapat menjadi penyebab bagi 80% akibat. Gambar 3 menunjukkan urutan mesin filling yang berkontribusi pada permasalahan kelebihan berat. Selain itu, gambar 3 juga merupakan salah satu bentuk diagram Pareto. Hasil penelitian menunjukkan bahwa sesuai dengan teorema Pareto apabila masalah overweight pada mesin sachet kecil 1, mesin kaleng 1 kilogram, mesin sachet kecil 2, mesin sachet 5, mesin sachet 3, dan mesin kaleng 2 kilogram dapat diatasi, maka masalah overweight pada mesin filling yang lain dapat diatasi juga. Namun dalam penelitian ini hanya dua mesin filling yang menghasilkan overweight produk tertinggi yang dibahas. Kedua mesin filling
tersebut adalah mesin sachet kecil 1 dan mesin kaleng 1 kilogram. Capability
process (Cp) yang dihasilkan oleh kedua mesin tersebut juga kecil yaitu kurang
dari 1.33. Hal tersebut menunjukkan kemampuan proses mesin sachet kecil 1 dan mesin kaleng 1 kilogram untuk menghasilkan produk yang sesuai dengan spesifikasi perusahaan juga kecil. Terdapat dua alternatif dalam memperbaiki kapabilitas proses yaitu dengan mengubah standard spesifikasi atau memperbaiki keadaan di lapangan. Capability process (kapabilitas proses) tersebut didapat dari pengolahan data menggunakan Software Minitab 14. Control chart (bagan kendali) menunjukkan hasil analisis produk berada di atas spesifikasi perusahaan
(overweight) atau berada di bawah spesifikasi perusahaan (underweight). Bagan
kendali tersebut juga dapat digunakan untuk mengetahui perbandingan antara spesifikasi perusahaan dengan ketentuan Berat Dalam Kemasan Tertutup (BDKT) berdasarkan Peraturan Menteri Perdagangan RI Nomor 31/M-DAG/PER/10/2011 BDKT. Perusahaan menentukan spesifikasi produk yang lebih ketat dari pada ketentuan BDKT.
Control chart atau bagan kendali merupakan grafik garis yang
20
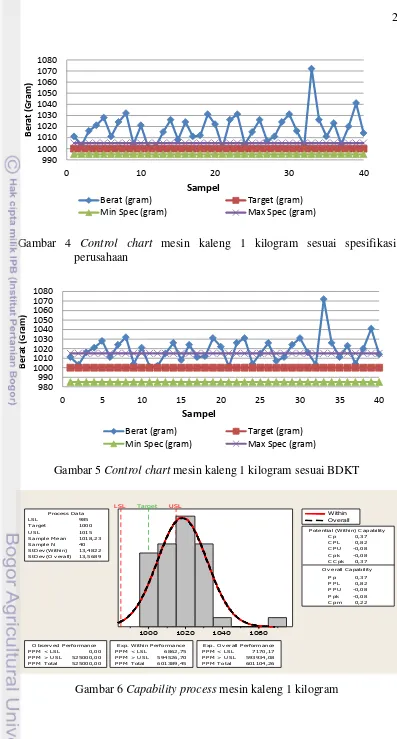
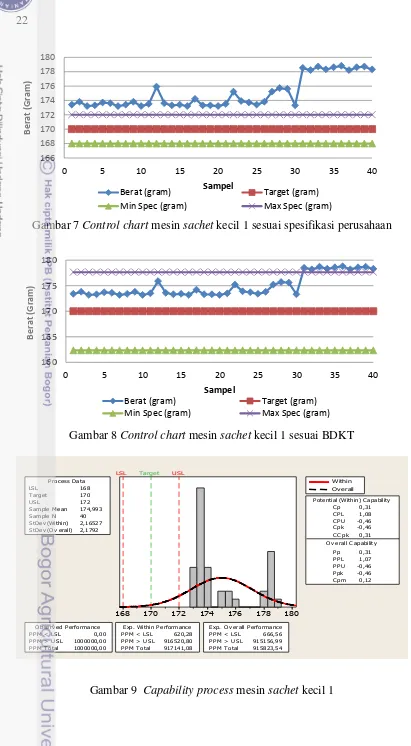
batas pengendalian (Muhandri dan Kadarisman 2012). Spesifikasi yang ditetapkan oleh perusahaan lebih ketat daripada ketentuan berat dalam keadaan terbungkus (BDKT). Toleransi berat yang ditentukan oleh perusahaan untuk mesin kaleng 1 kilogram adalah ±5 gram (Gambar 4), sedangkan berdasarkan ketentuan BDKT toleransi berat untuk mesin tersebut adalah ±15 gram (Gambar 5). Toleransi berat produk yang ditentukan oleh perusahaan untuk mesin sachet kecil 1 adalah ±2 gram (Gambar 7) sedangkan berdasarkan ketentuan BDKT toleransi berat untuk mesin sachet kecil 1 adalah ±7.65 gram (Gambar 8).
Produk yang dihasilkan oleh mesin kaleng 1 kilogram masih banyak yang belum memenuhi target bahkan berada di atas batas maksimal spesifikasi perusahaan yang disebut dengan overweight. Gambar 4 menunjukkan hampir seluruh sampel margarin yang diambil dari mesin kaleng 1 kilogram menghasilkan kelebihan berat produk. Gambar 5 menunjukkan bahwa dengan menggunakan ketentuan BDKT lebih banyak sampel margarin yang berada di dalam batas maksimal. Semua sampel margarin yang diambil dari mesin sachet
kecil 1 mengalami kelebihan berat sehingga berada di atas batas maksimal yang ditentukan oleh perusahaan (Gambar 7). Gambar 8 menunjukkan bahwa dengan menggunakan ketentuan BDKT, sampel margarin yang diambil dari mesin sachet
kecil 1 lebih banyak berada di dalam batas maksimal. Pola titik-titik yang ditunjukkan oleh Gambar 8 mengindikasikan terjadinya penyimpangan yang bernama pelajuan (run), yaitu terdapat tujuh titik atau lebih berada di satu sisi antara target (Control Limited) dan batas maksimal (Upper Control Limited).
Titik-titik yang berada di luar batas kendali pada control chart memberikan gambaran adanya penyimpangan proses (kinerja mesin). Terdapat dua cara untuk mendapatkan produk yang sesuai, yaitu dengan cara memperbaiki kinerja mesin atau dengan memperluas range spesifikasi perusahaan namun tetap berada dalam ketentuan BDKT.
Capability process merupakan kemampuan suatu proses dalam
meng-hasilkan produk yang diinginkan. Indeks kapabilitas (Cp) digunakan untuk mengukur capability process. Nilai Cp minimal berdasarkan ISO 9001:2008 adalah 1.33. Mesin kaleng 1 kilogram memiliki Cp 0.37 lebih kecil dari 1.33 (Gambar 6). Hal tersebut mengindikasikan terdapat kesalahan proses yang menyebabkan kerugian bagi perusahaan. Menurut Nadiah (2011), jika nilai Cp kurang dari 1.33, artinya proses tersebut masih memiliki variabilitas yang tinggi dan kapabilitas proses yang rendah. Gambar 6 juga menunjukkan masih banyak produk yang belum sesuai target dan berada di Upper Specific Limited (USL) atau yang biasa disebut dengan batas spesifikasi atas. Batas spesifikasi atas adalah batas atas yang ditentukan oleh perusahaan untuk menghasilkan produk yang sesuai dengan spesifikasi perusahaan. Selain mesin kaleng 1 kilogram, mesin
sachet kecil 1 juga memiliki Cp yang kecil yaitu 0.31 lebih kecil dari 1.33 yang
21
Gambar 5 Control chart mesin kaleng 1 kilogram sesuai BDKT
1060
E xp. O v erall P erformance P P M < LS L 7170,17 P P M > U S L 593934,08 P P M T otal 601104,26
W ithin O v erall
22
Gambar 7 Control chart mesin sachet kecil 1 sesuai spesifikasi perusahaan
160
Gambar 8 Control chart mesin sachet kecil 1 sesuai BDKT
180
23 Selain analisis overweight dilakukan juga loss tree analysis untuk men-dapatkan total loss dari masing-masing MPU dengan konfigurasi mesin filling
yang berbeda-beda. Loss tree analysis adalah suatu teknik dimana kondisi dan faktor-faktor dapat berkontribusi secara spesifik terhadap kejadian yang tidak diinginkan yang diidentifikasi dan ditentukan secara logis (Lacey 2011). Loss tree
analysis ini berupa bagan seperti pohon dengan bagian paling atas disebut top dan
bagian paling bawah disebut down sehingga sering disebut top down analysis. Bagian paling atas bagan (top) biasanya berupa peristiwa yang khas seperti total kerugian produksi, sistem keamanan tidak tersedia, ledakan, dan emisi beracun. Sedangkan bagian paling bawah bagan (down) adalah kesalahan yang umumnya berupa kesalahan komponen dan kesalahan manusia, seperti rusaknya pompa dan operator yang tidak merespon (Vesely 2002). Loss tree analysis juga menunjukkan loss in process dari masing-masing MPU. Total loss (kehilangan total) adalah jumlah dari give away yang didapat dari overweight ditambah dengan
loss in process. Kehilangan total ditentukan terlebih dahulu yaitu dengan
pengamatan input blending (berat awal proses) dikurangi output blending (berat akhir proses). Give away ditentukan dengan mengukur rata-rata overweight
(kelebihan berat produk). Kelebihan produk ini ditentukan bersamaan dengan penentuan kehilangan total yaitu dengan cara menimbang sebanyak 15 sampel dari masing-masing mesin filling dan dibandingkan dengan standar. Selisih antara berat produk aktual dengan standar inilah yang disebut dengan kelebihan berat produk. Loss in process pada masing-masing MPU ditentukan berdasarkan persamaan sebagai berikut :
Keterangan :
LP = Loss In Process
TL = Total Loss yang dihitung berdasarkan berat awal proses dikurangi dengan berat akhir proses
GA = Give Away = Overweight yang dihitung berdasarkan selisih antara beratproduk aktual dalam kemasan setelah keluar dari mesin filling dengan berat standar berdasarkan ketentuan BDKT
Penentuan loss in process tersebut berada di paling akhir proses karena loss
in process tidak dapat diamati secara langsung. Total loss dapat diamati secara
langsung dengan melihat displayinput dan output yang ada pada komputer MPU. Pada display komputer MPU tersebut ditampilkan jumlah bahan baku yang masuk ke dalam premix tank dan produk yang keluar dari mesin filling. Give away atau
overweight dapat diamati secara langsung dengan menimbang berat aktual produk
dalam kemasan setelah keluar dari mesin filling kemudian dikurangi dengan berat standar produk dalam kemasan sesuai dengan ketentuan BDKT. Selisih antara
total loss dengan give away disebut dengan loss in process (kehilangan selama
24
Masing-masing Margarine Processing Unit (MPU) memiliki jalur mesin
filling yang berbeda-beda misalnya Margarine Processing Unit 1 mempunyai
jalur mesin filling berupa mesin tube, mesin sachet 2, mesin sachet 3, mesin
sachet 5, dan mesin sachet 6. Masing-masing Margarine Processing Unit juga
dapat berganti-ganti jalur mesin filling misalnya Margarine Processing Unit 4 mempunyai jalur mesin filling pertama berupa mesin sachet 2, mesin sachet 4, mesin sachet 7, mesin sachet kecil 1, mesin sachet kecil 2 dan jalur mesin filling
kedua berupa mesin box 1 (15 kilogram). Pada penelitian ini hanya Margarine
Processing Unit 1 saja yang meiliki jalur mesin filling yang tetap. Sampel
maragrin yang ditimbang dari masing-masing mesin filling sebanyak 15 sampel (n=15).
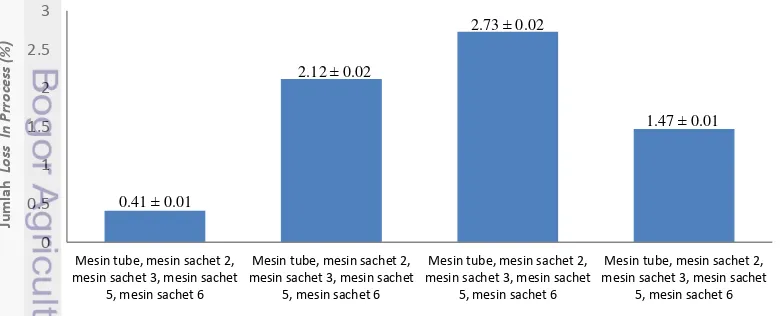
Hasil penelitian menunjukkan jumlah loss in process pada Margarine
Processing Unit 1 tertinggi adalah 2.73±0.02%. Loss in process tersebut terjadi
pada jalur mesin tube, mesin sachet 2, mesin sachet 3, mesin sachet 5, dan mesin
sachet 6 (Gambar 10). Jumlah loss in process tertinggi pada Margarine
Processing Unit 3 adalah 3.02±0.03%. Loss in process tersebut terjadi pada pada
jalur mesin filling Mesin kaleng 1 kilogram (Gambar 11). Sedangkan pada
Margarine Processing Unit 4 jumlah loss in process tertinggi adalah
5.63±0.03%. Loss in process tersebut terjadi pada jalur mesin sachet 2, mesin
sachet 4, mesin sachet 7, mesin sachet kecil 1, dan mesin sachet kecil 2 (Gambar
12). Jumlah loss in process tertinggi dihasilkan oleh Margarine Processing Unit 4 yaitu sebanyak 5.63±0.03% (Gambar 13 (A)). Rata-rata loss in process tertinggi juga dihasilkan oleh Margarine Processing Unit 4 yaitu sebanyak 3.64±2.67% (Gambar 13 (B)). Rata-rata loss Margarine Processing Unit 4 melebihi maksimal
loss yang ditetapkan oleh perusahaan yaitu sebesar 3%. Rata-rata loss in process
yang masih tinggi pada Margarine Processing Unit 4 disebabkan oleh berbagai faktor seperti kinerja mesin yang telah menurun, umur mesin yang sudah tua, dan sering terjadinya breakdown. Selain itu, jalur mesin filling yang banyak juga menyebabkan tingginya loss in process tersebut. Semakin banyak jumlah mesin
filling yang digunakan untuk proses produksi, maka semakin tinggi pula
kemungkinan loss in process dihasilkan oleh Margarine Processing Unit.
25
Gambar 11 Loss in process MPU 3 (n=15)
Gambar 12 Loss in process MPU 4 (n=15)
Gambar 13 Jumlah loss in process tertinggi masing-masing Margarine
Processing Unit (A), Rata-rata loss in process masing-masing
Margarine Processing Unit (B) mesin sachet 7, mesin sachet kecil 1,
mesin sachet kecil 2
Mesin box 1 (15 kg) Mesin kaleng (1 kg)
26
Penetapan Jumlah Air yang Ditambahkan Berdasarkan Kesetimbangan Massa
Optimasi proses rework margarin dilakukan dengan analisis kesetimbangan massa. Hasil analisis menunjukkan bahwa air bilasan setelah CIP yang dapat ditambahkan adalah 280 kilogram. Pada jalur premix-MPU 1-mesin filling
terdapat 984 kilogram air setelah CIP yang tertinggal. Konfigurasi yang berbeda memiliki air bilasan CIP yang tertinggal dengan jumlah berbeda pula. Konfigurasi dari mesin filling yang diambil adalah yang paling panjang yaitu dengan konfigurasi mesin tube, semua mesin sachet, dan semua mesin sachet kecil karena jalur tersebut adalah jalur yang paling rumit. Larutan garam yang dibutuhkan ketika proses blending adalah 350 kilogram. Namun, karena jalur air panas dan
brine holding menuju ke premix tank hanya satu jalur dan bergantian, hanya 200
kilogram larutan garam yang dapat masuk ke premix tank. Hal tersebut menyebabkan pada waktu proses blending diperlukan air sebanyak 150 kilogram untuk mendorong larutan garam yang tertinggal pada jalur tersebut. Air sebanyak 150 kilogram yang digunakan untuk mendorong larutan garam didapat dengan menekan tombol hold pada komputer MPU. Penekanan tombol hold secara manual tersebut menyebabkan hasil yang didapat tidak tepat 150 kilogram. Kekurangan air 280 kilogram sesuai kesetimbangan massa diambil dari air yang tertinggal setelah CIP pada jalur premix-MPU-mesin filling dengan cara mendorong air sebanyak 704 kilogram ke premix tank yang kosong. Dengan demikian, 280 kilogram air masuk ke premix tank yang berisi blending. Namun sebelum air hasil bilasan tersebut digunakan, harus dilakukan analisis pH air bilasan dengan menggunakan pH meter untuk menjamin air tersebut bebas dari deterjen. Air bilasan tersebut harus mempunyai pH 7 sampai 8. Air bilasan yang dianalisis adalah air bilasan pada semua mesin filling dan pada pinmelter. Setelah mendapat kisaran pH yang aman selanjutnya premix tank yang berisi blending
disirkulasi sehingga homogen, sedangkan premix tank yang lain diblok dengan kondisi 704 kilogram air berada pada premix tank tersebut. Setelah diperoleh
blending yang homogen selanjutnya dilakukan analisis kadar air dan kadar garam.
Evaluasi Mutu Produk Berdasarkan Ketentuan SNI
27 Tabel 6 Perbandingan mutu berdasarkan cara pembersihan metode CIP 1, CIP 2,
dan CIP 3
Hasil Analisis Standar SNI CIP 1 CIP 2 CIP 3
Total air Pre-CIP yang
digunakan (kilogram) 1600 1400 1200
Total waktu proses CIP
(menit) 143 120 117
pH air PDAM untuk CIP 7.4 7.3 7.0
pH air bilasan terbesar 8.01
(Pinmelter)
7.99 (Mesin sachet kecil 1)
7.78 (Mesin sachet 4)
pH air bilasan terkecil 7.72
(Mesin sachet 2)
7.80 (Mesin sachet 2)
7.48 (Mesin sachet 2) Jumlah blending awal pada
display MPU (kilogram) 3005 3041 3049 menghasilkan total air Pre-CIP yang paling sedikit, total waktu proses CIP yang paling singkat, dan pH pada rentang 7 sampai 8. Cara pembersihan dengan metode CIP 3 menghasilkan total air Pre-CIP sebanyak 1200 kilogram, total waktu proses CIP selama 117 menit, pH air PDAM yang digunakan untuk CIP adalah 7.0, pH air bilasan terbesar 7.78 yaitu pada mesin sachet 4, dan pH air bilasan terkecil 7.48 yaitu pada mesin sachet 2. Hal tersebut menunjukkan bahwa metode CIP 3 merupakan metode yang paling efisien untuk menghasilkan air bilasan yang aman untuk ditambahkan sebagai bahan baku produksi margarin setelah CIP.
Tabel 6 juga menunjukkan hasil evaluasi produk akhir. Berdasarkan SNI, kadar air margarin adalah 17.0-17.9% sedangkan kadar garam margarin adalah 2.3-2.5%. Pada CIP 1 tanggal 12 Mei 2013 terjadi dua kali perbaikan karena adanya air bilasan CIP ±50 kilogram yang tumpah di metal detektor. Peristiwa tersebut menyebabkan kadar air margarin yang dihasilkan rendah yaitu 16.4%. Perbaikan dilakukan dengan penambahan air sebanyak 38 kilogram. Produk margarin yang dihasilkan setelah perbaikan memiliki kadar air 17% dan kadar garam 2.52%. Kadar garam yang masih tinggi menyebabkan dilakukan perbaikan lagi. Proses perbaikan dilakukan dengan penambahan air 20 kilogram dan minyak sawit sebanyak 20 kilogram. Produk akhir margarin yang dihasilkan setelah perbaikan kedua memiliki kadar air 17.56% dan kadar garam 2.46%.
Pada CIP 2 tanggal 21 Mei dengan metode yang sama didapat kadar air 17.7% dan kadar garam 2.46%. Sedangkan pada CIP 3 didapat kadar air 17.6% dan kadar garam 2.46%. Kadar air dan kadar garam tersebut telah memenuhi standar SNI yaitu pada rentang kadar air 17.0 – 17.9% serta kadar garam 2.3– 2.5%. Hal tersebut menunjukkan bahwa dengan penambahan air sebanyak 150 kilogram dari tangki hot water dan penggunaan air bilasan setelah CIP sebanyak 280 kilogram didapat produk margarin yang sesuai dengan ketentuan SNI.
![Tabel 2 Standar kualitas margarin berdasarkan SNI-01-3541-2002 [BSN 2002]](https://thumb-ap.123doks.com/thumbv2/123dok/375838.416794/18.595.111.514.103.506/tabel-standar-kualitas-margarin-berdasarkan-sni-bsn.webp)