S I L A B U S
Nama Matakuliah : TI 35453 PERENCANAAN & PENGENDALIAN PRODUKSI I
Kredit : 3 sks
Semester : V
Prasyarat : Statistika Industri dan Penelitian Operasional I
Tujuan: mahasiswa mampu menerapkan model matematik, heuristic dan teknik statistic untuk menganalisis dan merancang suatu system perencanaan dan pengendalian produksi.
Isi Matakuliah:
- Pengantar Sistem Produksi
- Peramalan dan pengelolaan demand
- Penyusunan rencana agregat dan jadwal induk produksi - Perencanaan dan Pengendalian Persediaan
- Teknik Perencanaan Kebutuhan Material
Daftar Pustaka:
1. Bedworth and Bailey, Integrated Production Control System, John Wiley and Sons, Inc.,
New York, 1991.
2. Fogarty, D.W., Blackstone, J.H. dan Hoffman, T.R., Production and Inventory Management
, South-Western Publishing Co., Cincinnati, 1991.
3. Biegel, Production Planning and Control, Prentice Hall, 1990.
Tata Tertib Perkuliahan:
- Maksimal keterlambatan 15 menit
- Ketidakhadiran (absent) tanpa pemberitahuan maksimal 3 kali pertemuan
- Mahasiswa yang tidak memenuhi Absensi 80% tidak diperbolehkan mengikuti UAS
Sistem Penilaian:
- Tugas 20% - Quiz 10% - UTS 30% - UAS 40%
Definisi PIM (PPC)
Suatu aktivitas yang meliputi design, operation dan control suatu sistem manufaktur sampai dengan distribusi produk jadi.
Ruang Lingkup PIM
Supervision
Production Planning Material Planning Scheduling
Purchasing Inventory Control
Kebijakan PIM
Strategy Product Positioning
- Adalah kebijakan yang dipilih suatu industri dalam membuat produk. - Faktor penentu strategy product positioning adalah lead time.
- Jika kesediaan waktu menunggu konsumen lebih kecil dari lead time maka organisasi tersebut harus memelihara persediaan produk jadi.
- Ada 4 tipe industri dilihat dari product positioning, yaitu: Make to Stock (MTS)
Make to Order (MTO) Assemble to Order (ATO) Engineer to Order (ETO)
MAKE TO STOCK
Adalah tipe industri yang membuat produk akhir untuk disimpan. Kebutuhan konsumen diambil dari persediaan di gudang.
Ciri-ciri MTS: - Harga wajar
- Barang sifatnya umum (standar) dan permintaan banyak - Terus menerus dibuat, lalu disimpan
- Pengiriman dapat segera dilakukan - Konsumen tidak mau menunggu
- Perlu adanya safety stock untuk mengatasi fluktuasi
MAKE TO ORDER
Adalah tipe industri yang membuat produk hanya untuk memenuhi pesanan. Untuk tipe ini dibutuhkan kemampuan teknis untuk memproduksi produk khusus. Ciri-ciri MTO:
- Harga cukup mahal
- Lead time ditentukan oleh konsumen atau pesaing - Penyimpanan dilakukan hanya untuk komponen - Biasanya untuk supply item dengan banyak jenis - Inputnya bahan baku
Adalah tipe industri yang membuat produk hanya untuk memenuhi pesanan.
Pada tipe ini persediaan komponen ada dalam jumlah kecil, pabrik dapat melakukan perakitan dengan kofigurasi yang diinginkan konsumen.
Ciri-ciri ATO:
- Harga cukup mahal
- Lead time ditentukan oleh konsumen
- Biasanya untuk supply item dengan banyak jenis - Inputnya komponen
ENGINEER TO ORDER
Adalah tipe industri yang membuat produk untuk memenuhi pesanan khusus dimulai dari perancangan produksi sampai pengiriman produk.
Ciri-ciri ETO: - Harga mahal - Lead time panjang - Produk sangat spesifik
Strategy Process Positioning
- Adalah strategi yang dipilih untuk suatu industri untuk menentukan jenis proses yang akan digunakan untuk menghasilkan produk.
- Tipe industri ditinjau dari strategi proses produksi adalah:
1. Flow shop
Continuous Flow Dedicated Repetitive Batch Flow
Mixed Model Repetitive Flow
2. Job shop
3. Fixed site / project
FLOW SHOP
1. Continuous Flow
Biasanya terjadai pada industri yang mengelola bahan cair, serbuk atau bahan kimia lainnya. Karakteristik:
- Mesin-mesin dan alat penanganan material didesain khusus untuk menangani satu tipe produk.
- Proses produksi dirancang untuk meminimasi material handling.
- Hanya perubahan kecil yang dapat dilakukan terhadap lintas produksi jika terjadi perubahan produk atau perbaikan proses. Perubahan drastik memerlukan biaya yang tinggi.
- Lintas produksi dijalankan untuk waktu yang relatif panjang.
- Perencanaan dan pengandalian persediaan ditentukan oleh kecepatan llintas produksi. - Kecepatan aliran produksi tidak dapat diubah secara signifikan tanpa ada modifikasi
peralatan atau penambahan tenaga kerja.
- Terdapat kecenderungan untuk menyeimbangkan kapasitas setiap stasiun kerja yang ada.
- Harga produk bisa murah.
- Fixed cost tinggi, variable cost rendah, break event point tinggi.
2. Dedicated Repetitive
Bagian produksi hanya memproduksi satu tipe produk tetapi memiliki variasi produk (misal: warna) yang beragam. Lintas perakitan dedicated akan ditentukan oleh jenis produk yang diinginkan oleh konsumen.
Karakteristik sama dengan continuous flow.
3. Batch Flow
Secara fungsional batch flow sama seperti continuous atau repetitive kecuali dua atau lebih produk diproduksi menggunakan fasilitas produksi yang sama. Karena waktu setup dalam batch flow besar, maka siklus produksi untuk produk tertentu akan lebih lama.
Karakteristik:
- Peralatan yang dipakai memiliki fungsi umum (tidak spesifik) sehingga kurang efisien dibandingkan dengan continuous atau dedicated repetitive.
- Peralatan dan tenaga kerja harus dijadwalkan.
- Peralatan harus disesuaikan dengan setiap item yang akan dikerjakan. 4. Mixed Model Repetitive Flow
Mixed model flow digunakan untuk memproduksi dua atau lebih model (produk). Waktu perubahan tiap model minimum dan dilakukan pada lintas produksi yang sama.
Karakteristik:
beberapa model.
- Tenaga kerja memiliki keahlian multifungsi. - Waktu setup sangat pendek.
- Kecepatan produksi dapat disesuaikan dengan permintaan dengan mengatur jumlah pekerja.
JOB SHOP
Proses job shop dicirikan oleh peralatan yang diorganisir menurut fungsinya. Aliran produksi dimungkinkan berbeda untuk setiap produk.Tata letak pabrik disusun untuk mendukung beragam aliran produksi (layout by process).
Karakteristik:
- Peralatan produksi dan material handling dapat disesuaikan atau dimodifikasi untuk menangani produk yang beragam.
- Produk-produk diproses dalam lot atau batch.
- Memerlukan perencanaan dan pengendalian produksi yang rinci.
- Informasi yang rinci diperlukan untuk melakukan pengendalian seperti informasi berupa: urutan proses, prioritas produksi, waktu operasi, kapasitas stasiun kerja.
- Beban kerja setiap stasiun kerja berbeda.
- Ketersediaan sumber berupa bahan baku, tenaga kerja dan peralatan harus dikoordinasikan.
- Jumlah produk setengah jadi cenderung banyak.
- Waktu terbesar yang terjadi adalah waktu menunggu material untuk diproses pada mesin tertentu.
- Tenaga kerjanya memiliki keahlian yang tinggi.
FIXED SITE
Pada tipe industri ini peralatan dan tenaga kerja dibawa ketempat dimana produk akan diproses. Tipe ini biasa dijumpai di industri pesawat terbang, konstruksi jalan, dok kapal dan lain-lain. Karakteristik:
- Tenaga kerja berkeahlian tinggi dan independen.
- Jumlah pesanan kecil dan memiliki sejumlah rancangan khusus.
Permasalahan Perencanaan & Pengendalian Produksi
Aktivitas yang dilakukan dalam merencanakan produksi antara lain adalah:
Sedangkan aktivitas yang dilakukan dalam pengendalian produksi adalah:
Adapun tujuan utama dari perencanaan dan pengendalian produksi adalah:
Memaksimumkan pelayanan pada konsumen
Meminimumkan investasi pada persediaan (Bahan, WIP, Part dan produk)
Memaksimumkan efisiensi penggunaan sumber-sumber
Fungsi-fungsi yang terlibat dalam masalah peencanaan dan pengendalian produksi adalah: Perencanaan produksi
Perencanaan persediaan Perencanaan kapasitas
Pengesahan produksi dan pengadaan
Definisi
Analisa kebutuhan adalah suatu usaha untuk melihat atau memperkirakan prospek ekonomi atau kegiatan usaha sejauh mana pengaruh lingkungan terhadap kelangsungan kegiatan
usaha tersebut.
Analisa kebutuhan untuk masa yang akan datang biasa disebut sebagai ✧ ✁✂ ✄☎ ✄✆ ✄ ✝ ✧. Suatu
kebijakan usaha memang tidak akan terlepas dari usaha untuk meningkatkan performasi dan keberhasilan perusahaan, agar tujuan-tujuan tersebut dapat tercapai maka segala sesuatu yang akan terjadi di masa yang akan datang harus diantisipasi sedini mungkin agar segala sesuatunya berjalan dengan lancar. Usaha-usaha untuk mengantisipasi apa yang akan terjadi di masa yang akan datang tidak akan terlepas dari kegiatan peramalan atau ✧✞✟✂✁✠✄✡ ☛☞✝✌✧.
Forecasting atau peramalan disadur dari buku ✧✞✟✂✁✠✄✡ ☛☞✝✌ Method and ✥ ✍ ✍✆☞ ✠✄☛ ☞✟✝ ✧ karangan
Makridalis Wheel Wright dapat diartikan sebagai ✉ ✎ ✏ ✑ ✏ untuk memperkirakan apa ✑ ✏ ✒ ✓ akan terjadi dimasa✑ ✏ ✒ ✓ akan datang.
manufakturing ada yang dinamakan dengan Lead✔ ✕ ✖ ✗ atau pembagian waktu dalam membuat
suatu rencana produksi. Oleh sebab itu pembahasan peramalan dalam suatu manufakturing banyak berkisar dalam konteks peramalan kebutuhan, peramalan penjualan dan✘ ✙✚ ✛✜ ✘ ✙✚ ✛.
Dalam suatu manufakturing peramalan merupakan langkah awal dalam penyusunan Production Inventory Management, ✢✣ ✤ ✦★ ✣ ✩✪ ✦✫ ✕✤ ✬ and Planning Control, dan ✢✣ ✤ ✦★✣ ✩✪✦✫✕✤ ✬ Resource
Planning, dimana objek yang diramalkan adalah kebutuhan. Pada industri yang menganut sistem
✢✣▼✗ to ✭✪✮✩▼ peramalan merupakan input utama, sedangkan pada industri yang menganut ✢✣▼✗ to✯✫ ✰✗✫ peramalan hanya merupakan bahan pertimbangan dalam menentukan kebutuhan
mesin. Selain itu ada beberapa informasi yang penting yang bisa didapat dari peramalan yaitu
informasi penjadwalan produksi, tranportasi, personal, maupun informasi tentang rencana
perluasan usaha baik jumlah atau sumber✱✙✲ ✙.
Tujuan
1. Menentukan kebutuhan sumber daya yang diperlukan 2. Penambahan sumber daya
3. Penjadwalan sumber daya yang ada
Karakteristik Peramalan
Karakteristik dari peramalan yang baik harus memenuhi beberapa kriteria yaitu terdiri dari hal-hal sebagai berikut ini:
Ketelitian
Ramalan harus mempunyai tingkat ketelitian yang cukup, karena apabila terlalu besar akan menyebabkan inventory yang tinggi sedangkan apabila terlalu kecil akan menyebabkan perusahaan kehilangan profit.
Ongkos
Usaha-usaha untuk melakukan peramalan jangan sampai menimbulkan ongkos yang terlalu besar ataupun terlalu kecil.
Ramalan harus stabil dan tidak terpengaruh oleh fluktuasi demand. Simple
Teknik peramalan harus sederhana untuk menghindarkan salah interpretasi.
Ada banyak kemungkinan antara peramalan yang satu dengan yang lain mengalami perbedaan. Hal ini disebabkan oleh karena:
Time Horizon atau rentang waktu
Pola data (konstan, linier, siklik dan lain-lain) Faktor penentu outcome.
Selain itu perlu juga diperhatikan beberapa prinsip peramalan yang baik, yaitu :
1. Ramalan akan selalu mengandung error atau kesalahan. 2. Kesalahan harus dapat diukur.
3. Ramalan satu famili produk akan lebih teliti daripada ramalan end item. 4. Ramalan jangka pendek lebih teliti daripada ramalan jangka panjang.
❏✳ ✴✵✶✷ ✸✳ ✴✵✶ Peramalan
Pada umumnya peramalan dapat dibagi kedalam beberapa segi tergantung dari beberapa kriteria berikut ini:
Dari sifat✹ ✳✴✺ ✻ ✶✻✴✼✴✴✺ ✼
Peramalan yang subyektif yaitu peramalan yang didasarkan pada intuisi dari orang yang menyusunnya.
Peramalan yang obyektif yaitu peramalan yang didasarkan pada data masa lalu, dengan menggunakan teknik-teknik tertentu dalam menganalisanya.
Dari rentang waktu
Peramalan jangka pendek adalah peramalan yang dilakukan untuk penyusunan hasil-hasil ramalan yang jangka waktunya kurang dari setahun atau tiga semester.
Dari sifat ramalan✽ ✾ ✿❀ telah disusun
Peramalan kuantitatif yaitu peramalan yang didasarkan atas data kuantitatif masa lalu. Peramalan kualitatif yaitu peramalan yang didasarkan atas kualitatif masa lalu.
Berdasarkan sifat ramalan yang telah disusun tersebut yang terdiri atas kuantitatif dan kualitatif, maka masmg-masing terbagi lagi menjadi beberapa metoda yang diuraikan sebagai berikut:
❛ ❁ Metode Kuantitatif, terdiri dari:
Metode Time Series (Deret waktu)
Metoda ini digunakan untuk kondisi dimana kita tidak dapat menjelaskan faktor apa yang akan dapat menyebabkan terjadinya event yang diramalkan (Black Box), sehingga waktu yang dianggap sebagai variabel terjadinya event tersebut.
Yang termasuk kedalam metode ini adalah sebagai berikut: Metoda Averaging
Dipakai untuk kondisi dimana setiap data pada waktu yang berbeda mempunyai bobot yang sama sehingga fluktuasi random data dapat diredam dengan rata-ratanya, biasanya dipakai untuk peramalan jangka pendek.
Metoda Smoothing
Dipakai pada kondisi dimana bobot data pada periode yang satu berbeda dengan data pada periode sebelumnya dengan membentuk fungsi eksponensial yang biasa disebut sebagai eksponensial smoothing.
Metoda Dekomposisi
Metoda ini merupakan perbaikan dari metoda sebelumnya, karena pada metoda averaging maupun smoothing, perilaku pola datanya tidak diamati secara tersendiri hanya menghaluskan randomness data dan bukan polanya.
Metoda Simple Regresi
Pada dasamya metoda ini berusaha mencari fungsi hubungan antara sebab (dalam hal ini waktu) dengan akibat. Metoda ini dapat dipakai untuk jangka panjang.
Metoda Advanced Time Series
Metoda Box Jenkin.
1. Metoda Rata-rata
Data yang digunakan untuk peramalan dapat berupa :
Data permintaan
Data penjualan
Data produksi
dimana :
dt = permintaan/ penjualan masa lalu dt’ = perkiraan permintaan periode t
n = jumlah periode untuk meramalkan
Contoh : Terdapat data masa lalu
1 2 3 4 5
1100 800 900 1200 ?
4 d d d d
d 1 2 3 4
5
2. Metoda Rata-Rata Bergerak (Moving Average)
dimana :
m = perioda terakhir
k = jumlah periode pergerakannya
Contoh : a three period moving average
Period Demand Average
1. 90
-2. 106
-3. 152
-4. 244 116
5. 302 167,3
6. 274 232,7
7. 162 273,3
8. 194 246,0
9. 312 210,0
10. 359 222,7
❍❂❃ ❄❅❆❇ ❈❇❈❉ ❄❊❂ ❈❅ ❄❂❉ ❄❊❋❇ ●■ ❅■ ❇ ❈❑❇ ❃❂❆❂ ▲❂ ❈◆ , yang merupakan bobot peramalan. ◆
0.1 ➊ 0.9
dt’= dt – 1 + (1–) dt’–1 / dt’ = dt’-1 + (dt-1 – dt’-1)
Contoh : = 0,2
T 1 2 3 4 5
Dt 8 6 10 8 7
t dt . dt (1-) dt’-1 dt’
1 8 - - 8
2 6 1.2 6.4 7.6
3 10 2.0 6.1 8.1
4 8 1.6 6.5 8.1
5 7 1.4 6.5 7.9
4. Metode Regresi
Terdapat 3 kondisi yang dibutuhkan untuk dapat mempergunakan metoda regresi yaitu :
♠ Adanya informasi tentang keadaan masa lalu
♠ Informasi tersebut dapat dikuantifikasikan dalam bentuk data
♠ Dapat diasumsikan bahwa pola hubungan yang ada dari data masa lalu akan berlanjut di
masa yang akan datang.
METODE REGRESI terbagi :
❖P Pola data konstan
dt’ = demand forecast pada periode t
a = konstan
dt = demand masa lalu pada periode t
n = jumlah periode
dimana :
a,b ❘ ❙ ❚❯ ❱❲ ❳ ❲❯ ❨❩❯ ❬❳ ❭❪❭❭❨
t ❘ ❩❯❬ ❲ ❚❫❯❙❯❴ t
n ❘ ❵❜❪❝❭❞❫ ❭❡❭❢❵❜❪❝❭❞❩❯❬ ❲ ❚❫❯
❣❤ Pola data siklis (musiman)
✐❤ ModelKuadratis
dt . t n dt t t n t n t n t n t n t n t
n t n t n t n t n t n t n t n t t n t t n t t dt . t n dt t θ ❥❦ Model Exponential
Bentuk terakhir dapat ditransformasikan ke dalam bentuk model linier, sehingga dapat diselesaikan dengan penyelesaian pola tersebut sebagai berikut:
ln dt➆ ❧ ln a ♠ ln e
bt
❧ ln a ♠ b t
2 2
♥ ♦ ♥ ♥♦ ♣q ♦ ♣q t t r t st st t r ✈ ✇ ① ② ③ ① ④
⑤ ⑥ ⑤ ⑥Contoh :
t dt ln dt t. ln dt t2
1 2.50 0.92 0.92 1
2 4.12 1.42 2.84 4
3 6.80 1.92 5.76 9
4 11.2
0
2.42 9.68 16
5 18.4
7
2.92 14.60 25
Metoda Causal
Metoda ini dipakai untuk kondisi dimana variabel penyebab terjadinya item yang akan diramalkan sudah diketahui. Dengan adanya hubungan tersebut, output dapat diketahui jika input diketahui.
Pola Data
Suatu dimensi tambahan untuk mengklasifikasikan metode peramalan kuantitatif adalah dengan memperhatikan model yang mendasarinya.
Pada model time series (deret berkala) pendugaan masa depan dilakukan berdasarkan nilai masa lalu dari suatu variable dan ⑦⑧⑨⑧ ⑩ kesalahan masa lalu. Tujuan metode ini adalah menemukan
pola dalam deret data historis dan mengekstrapolasikan pola dalam deret data histories dan mengekstrapolasikan pola tersebut ke masa depan.
Langkah penting dalam memilih suatu metode time series (deret berkala) adalah dengan memperimbangkan Jenis pola data. Adapun pola data dapat dibedakan menjadi empat jenis, yaitu:
1. Pola Horisontal
Nilai data berfluktuasi disekitar nilai rata-rata yang konstan Contoh: Proses produksi kontinu.
2. Pola Musiman
Nilai data dipengaruhi oleh factor musiman (misal dipengauhi kuartal tahun tertentu, bulan, harian musim dsb)
Contoh: Pada musim panas permintaan es krim meningkat dan pada musim dingin permintaan es krim menurun.
3. Pola Siklis
siklus bisnis)
Contoh:Penjualan produk deperti mobil , baja dll.
4. Pola Trend
Nilai data mengalami kenaikan atau penurunan untuk jangka panjang
❶❷❸ ❹❺ ❻ Kesalahan Peramalan
Ukuran kesalahan (error) adalah besarnya penyimpangan antar actual demand dengan hasil ramalan (et).
Apabila dirumuskan:
Ada 2 macam ukuran kesalahan yaitu ukuran statistik dan ukuran relatif. Dalam menentukan ukuran kesalahan secara statistik ada 4 cara, yaitu :
Mean Error(ME)
❾ ❿ ➀➁ ➂ ➃ ➃ 1
Mean Absolute Error (MAE)
❾ ❿ ➀➄ ➁ ➂ ➃ ➃ 1
Sum➅➇➈➉➋ ➌ Error (SSE) ➍ ➎ ➎ ➏ ➐➐➑ 1 2
Mean➅➇➈➉➋ ➌ Error (MSE)
❾ ❿ ➀➒➁ ➂ ➃ ➃ 1
2
Standard Deviation Error (SDE)
1 1 2 ➓ ➔ →➣↔ ↕ ➙ ➙
Sedangkan dalam menentukan kesalahan secara relatif ada 3 macam cara, yaitu:
Percentage Error
Mean Percentage Error
Metoda Perataan (Average)
Metode ini terbagi dalam 3 metode, yaitu:
➛ Simple Average
➛ Single Moving Average ➛ Double Moving Average
Simple Average
Metode ini cocok jika datanya:
➛ Tidak memiliki trend ➛ Tidak ada factor musiman
Single Moving Average
Apabila diperoleh data yang stasioner , metode ini cukup baik untuk meramalkan keadaan. Rumus yang digunakan adalah:
➜ ➝ ➞ ➟ ➝ ➠ ➠ ➝ ➟ ➡ ➢ ➢ ➤ 1 Contoh:
Bulan Periode Data Rata-rata bergerak Rata-rata bergerak Error Error 3 bulanan 5 bulanan 3 bulanan 5 bulanan
Jan 1 200 - - -
-Feb 2 135 - - -
-Mar 3 195 - - -
-Apr 4 ➥ ➦ ➧ ➥➧➨ ➩ ➧ - 20,3
-Mei 5 310 ➥➧➫ ➩ ➧ - 134,3
-Jun ➨ ➥➧➫ 234,0 ➭ ➯➧➩➲ -59,0 -32,4
Jul ➧ 155 ➭ ➭➧➩➳ 202,4 ➵➧➭➩➳ ➵ ➲➧➩➲
Agust 8 130 213,3 206,4 -83,3 -76,4
Sep 9 220 153,3 193,4 66,7 26,6 Okt 10 277 168,3 198,0 108,7 79
➸➺➻ 11 235 209,0 191,4 26,0 43,6
Des 12 244,0 203,4
MSE 6380,67 2997,17
Double Moving Average
➼➽ ➾➚➪➚➶➚➶➽ ➪➚ ➾➹➶ ➚ ➹➽ ➘➴➷ ➬➹➷➬➶➚➮➷ ➴➱➚ ➴➪✃ ➴➱❐ ➘❒ ➚trend, maka dilakukan moving average terhadap
❮ ❰ ÏÏ ÏÏ Ï ❰ ❰ ❰ Ð Ñ Ò Ò Ò Ò Ó Ò 1 2
1
❮ Ô Ð ÏÏ ÏÏ Ï Ô Ð Ô Ð Ô Ð Ð Ñ Ò Ò Ò Ò " Ò 1 2
1
" Õ Ö Õ Õ × × Ø 2
"
Ò " Ò Ò Ð Ð ❮ Ù 1 2 Ú Û Ü Ý Þ Þ ß Þ Contoh
Rata-rata bergerakan 4 bulanan
Bulan Periode Data Sàt áât
Nilai a
Nilai
b F
Jan 1 140 -
-Feb 2 159 -
-Mar 3 ã ä å -
-Apr 4 ã æ ç 148,00
-Mei 5 173 156,25
-èéê 6 131 149,25
-èéë 7 177 159,50 153,25 165,75 4,17
Agust 8 188 167,25 158,06 176,44 6,13 169,92 Sep 9 154 162,50 159,63 165,38 1,92 182,56 Okt 10 179 174,50 165,94 183,06 5,71 167,29
ìíî 11 180 175,25 169,88 180,63 3,58 188,77
Des 12 184,21
Berapakah ramalan permintaan untuk periode 13 sampai 20?
Metoda Pemulusan (Smoothing)
Dipakai pada kondisi dimana bobot data setiap perioda berbeda dan membentuk fungsi
exponensial
Metode ini terbagi dalam 3 metode, yaitu:
ï Single Exponential Smoothing
ï Double Exponential Smoothing
ï Triple Exponential Smoothing
Single Exponential Smoothing
Apabila diperoleh data yang stasioner , metode ini cukup baik untuk meramalkan keadaan.
Rumus yang digunakan adalah:
Contoh:
ðñ òó ðñ òô
ðñ òõ
ðñòó ðñ òô ðñ òõ
Jan 1 200,0
Feb 2 135,0 200,0 200 200 ö÷ ô øñ
Mar 3 195,0 193,5 ó÷ ù øô 141,5 1,5
Apr 4 óõùøô óõúøù 181,3 189,7 3,8
Mei 5 310,0 194,0 189,4 196,7 116,0
û üý 6 175,0 205,6 249,7 298,7 -30,6 ûüþ 7 155,0 202,6 212,3 187,4 -47,6
Agust 8 130,0 197,8 183,7 158,2 -67,8 Sep 9 220,0 191,0 156,8 132,8 29,0 Okt 10 277,5 193,9 188,4 211,3 83,6
ÿ◆ 11 235,0 202,3 233,0 270,9 32,7 Des 12 205,6 234,0 238,6
❍ ✁ ✂✄☎✆✝✞ ✟✠✡☛ ✁☎✆ ☞ ✠✡☛ ✁☎✆✌✍ ✎ ✡✠✡✏ ✡☎✑✒✍ ✎ ✡✌✡✓ ✡✔☎ ✁✏ ✡✁ yang terbaik untuk kasus ini.
VERIFIKASI❍ ✥✞ ✕✖✗ ✟✘✥✝✥✖✥ ✙
Bertujuan untuk melihat apakah fungsi peramalan yang dibuat dapat digunakan untuk
meramalkan permintaan yang akan datang.
Salah satu metoda untuk melakukan verifikasi terhadap suatu metoda peramalan yang sedang
digunakan adalah Moving✚ ✛ ✜ ✢ ✣✤✦ ✛✧★✩ ✪✚ ✤ ✫. Moving Range (MR) didefinisikan sebagai :
Rata-rata MR, , dihitung sebagai berikut :
Batas kontrol atas (upper control limit, UCL), batas kontrol bawah (❧✬ ✭✣✧ control limit, LCL) dan
garis tengah (center line, CL) untuk MRC didefinisikan sebagai berikut :
Kondisi dikatakan out of control apabila :
1.
2. Jika ada 3 titik berturut-turut, 2 atau lebih jatuh pada salah satu sisi daerah A 3. Jika ada 5 titik berturut-turut, 4 atau lebih jatuh pada salah satu sisi daerah B 4. Jika ada 8 buah titik berturut-turut, terletak pada salah satu sisi daerah C
Bila kondisi out of control terjadi, tindakan yang bisa diambil :
Membuat fungsi peramalan baru dengan fungsi-fungsi baru dengan menggunakan data
selama base periode (periode dasar)
Membuat fungsi peramalan baru dengan menghilangkan data yang menyebabkan kondisi out of control, jadi mengolah data dengan jumlah data yang telah dikurangi.
disini boleh menggunakan pola fungsi peramalan yang pernah dibuat.
✰✷✱✻✻ ▼ ✮
✰✷✴✸✳✷✱ ✻✻ ▼ ✮
✰✶✴✸✳✷✱ ✻✻ ▼ ✮
-✶✴✸✳✷✱✻ ✻ ▼ ✮
-✷✴✸✳✷✱✻ ✻ ▼ ✮
-✷ ✱✻ ✻ ▼ ✮
}
}
❞✯-❞✯✲
❞✯-❞✯✲
❇✵✴UCL
CL
BB / LCL
A B C
A B C
0
Contoh :
Terdapat data penjualan sebagai berikut :
Bulan 1 2 3 4 5 6 7 8 9 10 11 12
dt 60 65 60 70 75 75 80 85 80 90 94 90
Bagaimana peramalan untuk 12 bulan periode mendatang ?
Tugas !
Sebagai bahan pelatihan, anda diminta untuk memilih model peramalan yang tepat berdasarkan
data permintaan aktual komputer laptop (laptop computer) selama periode 1999. Apabila model peramalan yang dipilih itu telah dianggap tepat, lakukan peramalan permintaan. Komputer
laptop selama periode 1999 diberikan dalam tabel berikut :
Bulan Periode Permintaan aktual
Bulan Periode Permintaan aktual
✹✺✼ 1 570 ✹✽ ✾✿ 7 800
Maret 3 ❀❁❁ Sept 9 900
April 4 ❂❃❁ Okt 10 840
Mei 5 750 ❄❅❆ 11 910
● ■❑▲❖▲ P▲
Penentuan◗❘ ❙❚ ❯❱◗❲❯❳ ❨❳ ❩❱◗ ❱❙ produksi pabrik yang dinyatakan secara aggregat
Merupakan bagian dari rencana strategis perusahaan dan dibuat secara harmonis dengan rencana bisnis dan rencana pemasaran
Aggregat: Perencanaan dibuat untuk seluruh produk yang menggunakan sumber yang sama, tanpa dirinci kedalam masing-masing produk yang berbeda (end item)
❬ ❭ ❪ ❭❫❖
1. Mengatur strategi produksi
Memproduksi sesuai demand Memproduksi pada tingkat konstan
2. Menentukan kebutuhan sumber daya yang meliputi:
Tenaga kerja Material Fasilitas Peralatan Dana
3. Menjadi langkah awal bagi seluruh kegiatan produksi
❴ ❵ ❛ ❜❝ ❡ ❢ ❣ ❤✐ ❥❝
Tidak standar, tergantung pada tipe bisnis (MTO atau MTS)
❦ ♠ ♥
Rencana Produksi♦ Pesanan konsumen♣Backlog awal ➊Backlog akhir yang dikehendaki
MTS
Rencana produksi♦ Ramalan♣ Persediaan akhir yang dikehendaki ➊ Persediaan awal
Strategi Menghadapi
Demand
q rs t✉ ✈✇r ①Tetap
Untuk menghadapi demand yang tidak tetap atau berpola musiman dapat digunakan beberapa strategi yaitu:
1.
② ❤❣ ③ ❜④ ⑤⑥ pada❝ ⑥ ❵ ⑦ ④ ❥❝ ④❣ ❵⑤❝❥❵ (tenaga④ ⑧ ❤⑨ ❥ tetap)
Produksi pada tingkat konstan artinya dengan tenaga kerja tetap. Kemungkinan yang terjadi adalah dengan menumpuk atau menggunakan persediaan , atau menambah dan mengurangi backlog atau dengan menambah atau mengurangi subkontrak. Dalam
⑩❶ ❷❸ ❹ ❺❻❼❽ ❾❼❿ ❺❷❾ ❺❶❽ ❹❹❼❹➀❹❾❿ ❾❼ ➁❾➂ ❹❿ ❶ ➀❻ ❺❿ ❶ ➀❾❽ ❾ ❹❾ ➃ ❺❶ ❷❼❾ ❺ ❹➄➅➆❿ ❺ ❷❾❺❶ ❽ ❹➅➇
2.
② ❤❣ ③ ❜④ ⑤⑥ sesuai demand (tenaga④ ⑧ ❤⑨ ❥ berubah sesuai demand)
Produksi mengikuti demand artinya bahwa kapasitas yang akan diproduksi tergantung dari permintaan. Kemungkinan yang terjadi dengan menambah atau mengurangi tenaga kerja, atau merubah jumlah Shift. Dalam perhitungan strategi ini biasanya disebut sebagai
❾ ➃ ❺❶ ❷❼❾ ❺ ❹➄➈ ➆❿ ❺❷❾ ❺❶❽ ❹➈ ➇
3. Gabungan
♥❵ ⑦ ④❣⑤➉❣ ❵ ⑦ ④❣⑤ dalam Perencanaan Aggregat
1. Ongkos penambahan tenaga kerja 2. Ongkos pengurangan tenaga kerja
Metoda dalam Perencanaan Aggregat
1. Metoda Trial and Error 2. Metoda Heuristik
Menggunakan aturan-aturan tertentu untuk memperoleh solusi yang baik tidak ada jaminan bahwa solusi itu optimum.
Yang termasuk ke dalam metoda ini adalah:
o Model Koefisien Manajemen o Model Parameterik
o Search➍ ➎➏➐ ➑ ➐ ➒ ➓ Rules 3. Metoda Matematis
o Model Programa Linier o Model Transportasi
o Model Programa Integer Campuran o
➔➐ ➓ ➐ ➎→➍ ➎➏➐ ➑ ➐ ➒ ➓ Rule 4. Metoda Simulasi
Perencanaan
➣ ↔↕ ➙ ➛ ➜➝ ➞dengan Metoda
➟ ➠ ➛↔➞ ➝➡➞➜➢ ➤ ➥➦➤ ➧➨ ➩➫ ➭➤ ➧➯➦ ➨➦ ➲ ➧ ➥➳➦➤ ➧➤➦ ➵
Langkah-langkah
1. Tentukan ➥➸ ➺ ➻ ➼➺➼➵➽ ➾ ➚➪ ➶ ➹➘untuk periode waktu tertentu
2. Tentukan ➲➸➴➪➷➪➬➼➺➳➼➮ ➱➾➽ ➼➺✃ untuk periode waktu tertentu
4. Lakukan Perencanaan untuk periode waktu tertentu (lakukan perhitungan secara rinci
untuk tiap❒❮❰ Ï ÐÑ❮ ÒÓÔÕ Ö×Ø
Ù Hitung ÚÛ ÜÝ Þß unit yang dapat diproduksi pada àá â Û Ý Þã Time
îïðäç äñëå jamèéê ëå ìíäåæç
îïê ò ëó
(Jam x
îï ê òëó ô õari
x
îïê òëó öïåëìë
( t t t
Ù Hitung ÚÛ ÜÝ Þß unit yang dapat diproduksi pada ÷ø á ã Time (jika diperlukan)
Hari kerjat x Maks Outputù❮ úÓÔ❰ ÒûÖ❰ Ï
Ù Hitung ÚÛ ÜÝ Þß unit yang dapat diproduksi pada Subüý þ ÿã Þü(jika diperlukan)
Ù Hitung ■þø áþ ÿ ýã ✥üßã pada tiap❒❮❰ Ï ÐÑÖÒÓÔÕ Ö×
InventoriAkhir✁ Inventori ❆✂✄☎
✆ Produksit - Demandt
Contoh Soal 1
Diketahui:
Jumlah tenaga kerja awal 1250 Orang
Inventori awal 2000 unit
Kebutuhan jam.orang (man hour) untuk membuat 1 produk 20 jam.orang Ongkos per unit produk pada jam kerja regular ✩ 200
Ongkos per unit produk pada jam kerja over time ✩ 240
Ongkos per unit produk yang disubkontrakan ✩ ✕✖ ✗
Ongkos per jam under time ✩ 8
Ongkos penerimaan tenaga kerja $ 1200
Ongkos pemberhentian tenaga kerja $ 500
Ongkos inventori per unit per bulan $ 5
Jam regular per hari 8 jam
Output maksimum per hari untuk jam kerja regular 500 unit
Output maksimum per hari untuk jam kerja over time 150 unit Output maksimum per hari untuk sub kontrak 400 unit
Informasi ❉✘✙ ✚ ✛ ✜dan Safety Stock:
Bulan ❍ ✢✣ ✤✦✧✣ ★ ✢
❘ ✢✪ ✢✫ ✢✬
Demand
❑✧✭ ✮✯✮✰✢ ✬✱ ✢✲✧ ✯ ✳ ✱✯✴ ✵✦
Januari 21 5.000 2.000
Februari 20 5.000 2.000
Maret 23 5.000 2.000
April 21 7.000 2.000
Mei 22 7.000 2.000
Juni 22 7.000 2.000
Juli 20 10.000 2.000
Agustus 23 10.000 3.000
September 22 12.000 3.000
Oktober 21 20.000 3.000
November 22 20.000 3.000
Desember 21 20.000 3.000
Total 258 128.000
Strategi 1: Tenaga❑✧✣ ★ ✢ Tetap
Hitung Rencana Produksi untuk 1 tahun
✶ 129.000 unit
Kebutuhan Jam.orang untuk 1 tahun
✶ Rencana produksi x✷✸✹✻✼✽ ✸✾✿ ❀❁✾❂ ❃ ✶ 129.000 unit x 20✷ ✸✹✻✼✽ ✸✾✿ ❀❁✾❂ ❃ ✶ 2.580.000 jam.orang
Kebutuhan Tenaga Kerja untuk 1 tahun
= Kebutuhan jam orang/( hari kerja 1 tahun x jam kerja/hari)
= 2.580.000 jam.orang/(258 hari x 8 jam/hari)
= 1.250 orang
Perencanaan untuk 1 tahun
❏ ❄❅ ❇ ❄❈❊
Jumlah produksi pada jam kerja regular (UPRT)
= ❱❲❳ ✉▲ ✉❨◗❋ jam▼ ◆P◗❋ ❚❯✉❋●▲
❱ ❲ P❩◗❬
(Jam x
❦❲ P❩ ◗❬ ❭ ❪ari
x
❱❲ P❩◗❬ ❫❲❋◗ ❚◗
( t t t
= 20jam▼ ◆P◗❋ ❚❯✉❋●▲
jam/hari
❴
x hari 21 x
◆P◗❋ ❚
1.250
= 10.500 unit
Perhitungan Kapasitas:
Regular time:
= Output maksimum RT per hari x hari kerja
= 500 x 21
= 10.500 unit
Over Time:
= Output maksimum OT per hari x hari kerja
= 150 x 21
= 3.150 unit
Sub Kontrak:
= Output maksimum SK per hari x hari kerja
= 400 x 21
= 8.400 unit
❵ InventoriAwal❛ Produksit - Demandt ❵ 2.000 unit❛ 10.500 unit ➊ 5.000 unit ❵❜ ❝❞ ❡ ❡ unit
Dari perhitungan diatas maka diperoleh tabel sebagai berikut:
Strategi 3: Mix Strategy
Perhitungan pada strategi ini menggunakan gabungan antara strategi 1 dan strategi 2, dimana pada kasus ini: ( untuk contoh soal no.1)
❢ ❣ periode pertama menggunakan strategi 1 ❢ ❣❤✐❥ ❧♠♥ ✐♦ ✐ ❥♣qr ❧❥s✐t✈ ✈ ✇t ♣q ♣t①♦ ❥ ♣♦ ✐✈ ❧②
③ ④ ⑤ ④⑥ ⑦ ⑧⑥⑧⑧⑥③ ⑤⑨ ⑩ ❶❷ ❸❹⑩ ④⑥ ❺ ⑧⑥❻ ④ ❼⑨⑩ ⑧❻ ⑧❼ ④ ❽ ⑧ ❼❹ ❸
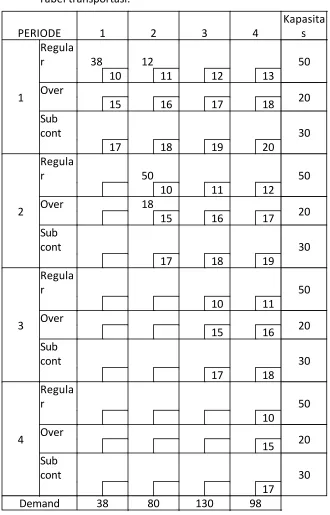
Transportasi
Untuk pengerjaan dengan metoda transportasi digunakan metoda ❾❿➀ ➁ ➂ ➃➄ ➁➂ Method (metoda
ongkos terkecil), dimana demand harus terpenuhi, sebaliknya kapasitas tidak mesti terpenuhi. Prioritas pertama yang harus dipenuhi adalah Regular Time, jika ada sisa dilihat ongkos yang paling kecil lalu simpan kelebihan tersebut tetapi harus disesuaikan dengan kapasitas perioda yang akan dipilih.
Contoh Soal 2
Diketahui:
Ongkos per unit produk pada jam kerja regular ➅ 10
Ongkos per unit produk pada jam kerja over time ➅ 15
Ongkos per unit produk yang disubkontrakan ➅ ➆ ➇
Ongkos inventori per unit ➅ 1
Data demand dan kapasitas dapat dilihat di table berikut: Periode Demand Kapasitas
RT
Kapasitas OT
Kapasitas SK
1 38 50 20 30
2 80 50 20 30
3 130 50 20 30
4 98 50 20 30
Total 200 80 120
Perhitungan dengan menggunakan metoda transportasi dapat dilihat pada tabel berikut:
Tabel transportasi:
PERIODE 1 2 3 4
Kapasita s
1
Regula
r 38 12 50
10 11 12 13
Over
20
15 16 17 18
Sub
cont 30
17 18 19 20
2
Regula
r 50 50
10 11 12
Over 18
20
15 16 17
Sub
cont 30
17 18 19
3 Regula r 50 10 11 Over 20 15 16 Sub cont 30 17 18 4 Regula r 50 10 Over 20 15 Sub cont 30 17
[image:37.595.58.388.255.770.2]Ongkos-ongkos yang terjadi:
Periode Produksi RT
Produksi OT
Produksi SK
Total
Supply Demand
Invento ri akhir 1
➈ ➉➋➌ ➍➌ ➎➌
➏ ➐➑➒ ➐➓ ➔ →➣ ↔ ➒ dari bahan atau komponen yang dibutuhkan untuk dirakit atau dicampur untuk
membuat produk akhir
↕ ➉➍ ➙ ➙➛➍➜ ➜➍
1. Dept. Enginnering
➝ Digunakan untuk merancang proses produksi
➝ Digunakan untuk menentukan item-item mana yang harus dibuat sendiri atau
dibeli
2. Dept. PPC
➝ Digunakan untuk menentukan item-item dalam daftar pembeliat dan order
produksi (digunakan untuk menenukan kebutuhan➞➐➓ ➐➟➠➔➡➐➒➢➓➣ ➐→➤
3. Dept. Accounting
➝ Digunakan dalam menghitung biaya produk dan harga jual
➥ ➉➍ ➌ ➎ ➦ ➥ ➉➍ ➌ ➎➧ ➨➩
1. PHANTOM BILL
Contoh:
Pensil dengan logo yang berbeda, bentuk dan materialnya sama hanya berbeda label. Yang masuk dalam phantom bill adalah labelnya
2. MODULAR BILL
Digunakan jika suatu produk akan dijual dengan sejumlah option yang berbeda Contoh:
Pulpen dengan tinta warna biru Pulpen dengan tinta warna hitam
Dalam hal ini bentuk pulpen sama hanya warna tinta yang berbeda. Pada kondisi normal harus dibuat BOM untuk setiap warna tinta.
Dengan modular bill dibuat satu bill untuk pulen dengan persentase masing-masing tinta
3. PSEUDO BILL
Digunakan untuk item-item yang sebenarnya tidak dibangun tetapi dikelompokan bersama untuk membangun perencanaan fasilitas dan penjadwalan
Contoh
Setiap komponen harus memiliki identifikasi khusus yang hanya mengidentifikasi satu komponen yang disebut dengan Part Number atau ➚ ➪ ➶➹ Number
Penentuan Part Number dilakukan dengan 3 cara:
1. RANDOM
Nomor yang digunakan hanya sebagai pengenal (identifier) dan bukan sebagai penjelas Contoh: 37156 (angka random) untuk upper barrel
2.
➘➴ ➷➬➴➮➴ ➱✃➬❐
➬❒❮❒❰ yang dapat menjelaskan informasi khusus mengenai item/komponen tertentu,
seprti sumber material. Bahan, bentuk dan deskripsi
Contoh:
37-1-3-16-432
ÏÐ ÑÒ Ó item : 37 = ink cartridge
Tipe : 1 = screw in type
Tipe ujung : 3 = fine line
ÔÕ❰ ÑÕ : 16 = blue
Panjang : 432 = 4.5 inches
3. SEMI
➘➴➷➬➴ ➮➴ ➱✃➬❐
Beberapa digit pertama menjelaskan mengenai komponen tersebut, sementara digit
berikutnya berupa angka random.
Contoh:
Part➬ Ö❮×Ð❰Ø 37 – 7213
ÏÐ ÑÒ Ó item : 37 = ink cartridge
Empat digit :7213 = angka random
Ù Ú Û Ü Ý Þ➚ÛßàÙÙ Ú á ÞÚ ÛÝÛ
Komponen adalah bagian yang dirakit secara bersama-sama untuk membentuk Induk (parent)
Suatu komponen akan menjadi induk (parent) bagi objek yang menjadi pembentuknya.
Data-data yang dibutuhkan untuk pembuatab hubungan induk-komponen adalah:
1. Part number induk
2. Part number komponen
4. Scrap factor (menentukan jumlah yang harus dipesan)
âãäå æç æåè
Untuk menentukan level BOM harus dilihat dari struktur produknya
STRUKTUR PRODUK:
Jaringan yang menggambarkan hubungan antara induk dan komponen untuk membentuk produk akhir
1. Single level BOM
Menggambarkan hubungan sebuah induk dengan satu level komponen-komponen pembentuknya
2. Multi level BOM
Menggambarkan struktur produk yang lengkap dari level 0 sampai level paling bawah (lebih dari satu level)
Komponen yang sama dapat digunakan pada level yang berbeda
æé êå ã è ëã ì DANëä êå ã è ëãì
íîïð ñò óñ ô
Adalah BOM dengan urutan dimulai dari induk sampai komponen pada level paling bawah
IMPLOSION
õ ö÷ øù úû úüýû þù ÿûù þõþ ✥ ùÿ DANø✥÷
1. Bagian dari stuktur produk
A✁ No urut
B✁ Kuantiti yang digunakan
C✁ Deskripsi komponen
D✁ Harga komponen
2. Format BOM
NO LEVEL DESKRIPSI KODE QTY BOM UOM
QUIZ 1
Sebuah perusahaan yang memproduksi CPU, mempunyai prospek yang sangat cerah dalam pemasarannya. Dengan menggunakan metode Regresi Linier diperoleh data ramalan demand selama 6 bulan.
Periode Hari Kerja Demand
1 22 4129
2 19 4146
3 22 4163
4 20 4180
5 19 4196
6 21 4213
Inventori awal = 500 unit Safety stock = 100 unit / bulan Tenaga kerja awal = 4 orang Maksimum tenaga kerja = 8 orang Jam kerja = 8 jam / hari
Kebutuhan jam orang untuk membuat 1 unit produk = 0,2 jam-orang / unit Maksimum over time = 25 % regular time
Maksimum subkontrak = 10.000 unit
Ongkos produksi regular time = Rp 65,- / unit Ongkos produksi over time = Rp 85,- / unit Ongkos produksi subkontrak = Rp 1000,- / unit Ongkos hiring = Rp 180.000,- / orang
Ongkos lay off = Rp 540.000,- / orang Ongkos simpan = Rp 15,- / unit / bulan
Buatlah Rencana Produksi Agregat dengan menggunakan :
1. strategi 1 (tenaga kerja tetap)
2. strategi 2 (tenaga kerja berubah sesuai demand)
3. stratgi 3 : mix strategi (6 periode awal strategi tenaga kerja tetap, 6 periode berikutnya
strategi sesuai demand)
4. strategi 4 : metode transportasi.
Catatan :
❉ ✂✄☎✆☎ ✝☎
Proses Disaggregasi adalah proses penyamaan (generalisasi) dari satuan aggregat kedalam satuan end item berdasarkan faktor konversi, hasil disaggregasi ini berupa jadwal induk✞✟ ✠✡☛☞✌ ✍✎ ✏✑✒ ✓
❚ ✔ ✕ ✔✖✆
Untuk menyusun jadwal induk produksi (MPS) setelah diketahui jadwal produksi agregatnya (Pt)
Metoda
Terdapat banyak cara, baik yang bersifat analitis atau heuritis, antara lain:
✲ Pendekatan Hax✗ Meal ✲ Pendekatan Britan
✗ Hax
✲ Rencana yang lebih tinggi menjadi pembatas atau kendala bagi rencana tingkat rendah ✲ Agregat taktis (operasional)
Metoda Britan✘✙✖✚
Langkah-langkah pengerjaan:
✶✛ Pilih family yang akan diproduksi pada perioda yang bersangkutan.
✲ Suatu family akan diproduksi bila salah satu item dari suatu family tersebut memenuhi
syarat berikut:
Dimana: I✐ ✜✢✣✤✦
❂✧★ ✩✪ ✫ ✬✭✮✯✰ ✱ ✯✳★ ✬✬✩ ✮✬✳ ✬✬✫✴★ ✰✮✯✰ ★ ✵✳ ✬✭✷ 1 dari itemjfamily✸
D✐ ✜✢ ✣
❂✹✯✰ ✺★ ✩ ✭✬✬✩itemjfamilyi pada perioda t
Sij ❂✻✬✳✬✩✪ ✬✩✮✯✩ ✪ ✬ ✺✬✩itemj dalam familyi
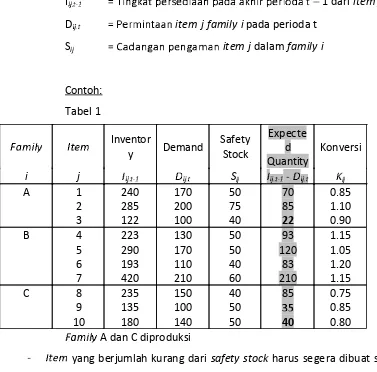
Contoh: Tabel 1
❋✼ ✽ ✾ ✿ ❀ ✸❁ ❃✽ Inventor y Demand Safety Stock Expecte d Quantity Konversi
i j ✸
✐ ✜✢ ✣✤✦
❄
✐ ✜✢✣ Sij ✸ ✐ ✜✢ ✣✤✦ ❅❄ ✐ ✜✢ ✣ ❑ij A 1 2 3 240 285 122 170 200 100 50 75 40 70 85 22 0.85 1.10 0.90 B 4 5 6 7 223 290 193 420 130 170 110 210 50 50 40 60 93 120 83 210 1.15 1.05 1.20 1.15 C 8 9 10 235 135 180 150 100 140 40 50 50 85 ❆❇ 40 0.75 0.85 0.80
❋✼ ✽ ✾ ✿ ❀ A dan C diproduksi
❈ ✸❁❃✽ yang berjumlah kurang dari safety stock harus segera dibuat supaya tidak terjadi
kekurangan.
❊● Tentukan jumlah yang akan diproduksi dari family yang terpilih dengan menggunakan
model ❦❍✼ ❏ ▲✼ ▼❦ ◆
Min: Z =
Subject to:
xi LBi
xi UBi
Dimana:
hi = Holding cost untuk item dalam family i
xi = Jumlah unit family i yang diproduksi
[image:48.595.61.438.84.456.2]kij ❖P◗❘❙❯❱❘❯ ❲❳❨❱ ❩ ❬❭ ❲❙❭ ❘❭ ❲❬ ❙item j dalam famili i terhadap unit produk agregat
Dij ❖❪❨❱ ❫❬ ❲❙◗◗ ❲❭ ❲❙❭ ❘item j dalam family i selama masa produksi t
x❴
❖❵❭❫ ❛◗❜❝❱ ❯❞❭ ❘❩ ❬❫ ❨❲❭❱ ❭❙❝❨❱ ❨ ❲❡◗ ❲◗◗ ❲◗ ❢❱ ❨ ❢◗❙
LBi ❖❣◗❙◗❩❤◗❥◗❜❭ ❲❙ ❭ ❘❫❨❫ ❝❱❯❞❭ ❘❩❬family i
UBi ❖❣◗❙ ◗❩◗❙◗❩❭❲❙❭ ❘❫ ❨❫❝❱❯❞ ❭ ❘❩ ❬family i
z ❖❩ ❨❙❞◗❱ ❬family yang akan diproduksi
Batas bawah:
LBi ❖
❧ ♠ ❧♠ t ♥ ❧♠ t ♥ ❧♠ ❧ ♠ ♦♦ ♣ q r s✉✈✇ ① 1
Batas bawah bila dikehendaki ada safety stock
Batas atas:
UBi ❖
② ③ ②③ ④ ⑤ ② ③ ⑥ ⑦ ⑦ ④ ⑤ ②③ ②③ ⑧⑧ ⑨ ⑩ ❶ 1 1 ❷Batas atas bila tidak diinginkan akumulasi inventory terlalu banyak
Batas atas dan batas bawah bisa diabaikan bila tidak dikehendaki atau tidak sesuai dengan rencana produksi.
Bila dikehendaki ada batas, dan: , maka dapat dilakukan algoritma disagregasi family dan algoritma disagregasi item.
❸❹ ❺❻❼❽ ❾ ❿❸➀❽➁❸❺❼ ➂❺❸ ➁❽FAMILY
Langkah 1:
Hitung untuk semua i z➆:
Langkah 2:
Jika LBi yi
UB
i, maka buat yi➃➄➅i
Untuk family lain lain, teruskan ke langkah 3.
Langkah 3:
Bagi family lain dibagi ke dalam dua kelompok
➇
➇ ➈➉ ➋ ➌ ➍ ➎ ➍ set dari semua family dimana : ➇ ➇ ➈➉ ➋
➇
➇ ➏➉ ➋ ➌ ➍ ➎ ➍ set dari semua family dimana : ➇ ➇ ➏➉ ➋ ➐➑ ➒➓➔→ ➣
↔ ↕ ↕ ↕ ➙➛ ➜
↔ ↕ ↕ ↕ ➜ ➝➛ Langkah 4:
Bila:
D➞/D
-, buat yi➃➄➟➠i untuk semua i ➡ D➞ ➢ D
-, buat yi➃➄➤➠i untuk semua i
➡
Buat = ➥➦
➧
➞➨ ➄➧
➩➫ ➭ ➯➲➓ ➳family yang yi➃➒➯➵ ➳➸➺➑ ➻ ➯➼ ➽➵ ➯➸ ➾
P➞➨
= P - yi➃➚➓➔ ➒➓ ➪➭ ➯➲➓ ➳➑➅➳➔→➺➑ ➶ ➳➺➹ ➳➵ ➪➳➔ ➺➳➵ ➳➲➑ ➒ ➯ ➼ ➳➭➑)
Bila ➧
➞➨
= 0, maka stop
Bila 0, maka kembali ke langkah 1 (iterasi 2)
➘➴➷ ➬➴➮
Lihat tabel 1
Diketahui:
➱ Pt = 450 unit (rencana agregat)
➱ Ongkos setup untuk family A dan C masing-masing adalah Rp. 2.000 dan Rp. 1.000 ➱ Batas atas ditentukan 3 kali ramalan demand dikurangi inventori perioda sebelumnya
❒ ❮ ❰ Ï❰ Ð Ñ ❰Ï ❰ Ï ❰ ❰ Ï Ð Ñ ❰ Ï ❰Ï ❰ ❒ ❰ Ò Ó Ô Ó Õ Ó Ö Ô Ó Õ Ó Ö ×
Ø Ù Ú ÛÚ Ü Ý ÚÛ Ú Û Þ Ú Û Ü Ý Ú Û Ú Û Þ ß Þ à á â á ã á ä â á ã á ä å
æ çè é ê ë i ì íîè j Inventory Iijt-1 Demand Dij Konversi kijKij.Dij
A 1 2 3 240 285 122 170 200 100 0.85 1.10 0.90 144.5 220 90
ó ñò ðïðñï ôõ ôõ C 8 9 10 235 135 180 150 100 140 0.75 0.85 0.80 112.5 85 112
ö ÷ ø ù õ ù õ ò ñ ó
❦ ✳❉
þÿ ÿ ÿ①ý û ý✳û úû ü✳41 ❙ ❆ ❥ t ❆❥ ❆❥ ❆
dibulatkan 953
dibulatkan 556
x* = Pt = 450
Cek batas atas dan batas bawah
Batas Bawah:
LBi =
æ çè é ê ë A:
j = 1 Max [0 , 0.85(170 – 240 + 50)]
✁✂✄ ▼☎ ✆✝ ✞✟✠ ✡✠ ✞☛✄ ✞✞➊ 285 + 75)]
Max [0 , -11] = 0
j = 3 Max [0 , 0.90(100 – 122 + 40)]
Max [0 , 16.2] = 16.2
✵✱✵ ✵ ✶☞✌2
✶☞✌2 ✍❛✎ ✏ ✑
maka LB
A = 16.2
❋ ✒ ✓✔ ✕ ✖ C:
j = 8 Max [0 , 0.75(150 – 235 + 40)]
Max [0 , -33.75] = 0
j = 9 Max [0 , 0.85(100 – 135 + 50)]
Max [0 , 12.75] = 12.75
j = 10 Max [0 , 0.80(140 – 180 + 50)]
Max [0 , 8] = 8
✵✱✵ 12✌✼✗ ✽
✷✵✌✼✗ ✍❛✎ ✏ ✑
maka LB
C = 20.75
Batas Atas (tiga kali ramalan demand - Iij.t-1)
❋ ✒ ✓✔ ✕ ✖ A:
UBA =
✏ ✑ ✘ ✙ ✐✑ ✐ ✑ ✐✑ ■ ✚✛ 3 1
= (0.85(3 x 170) - 240) + (1.1(3 x 200) – 285) + (0.9(3 x 100) – 122)
= 736.2
❋ ✒ ✓✔ ✕ ✖ C:
UBC =
= (0.75(3 x 150) - 235) + (0.85(3 x 100) – 135) + (0.8(3 x 140) – 180)
LBA = 16.2 LBC = 20.75
UBA = 736 UBC = 493
✜ ②1
= 284
❈ ✢1
= 166
✣✤ ✥✦✧★ ✩ ✪✣✫★✬✣✥✧ ✭✥✣ ✬★✮ ✯✰ ✲
Langkah 1
Untuk setiap family i yang diproduksi, tentukan perioda N, dimana:
✴ ✸ ✴ ✸ ✹ ✺ ✴ ✸ ◆ ♥ ♥ ✺ ✴ ✸ ✴ ✸ ✻ ✴ ✾✾ ✿ ❀ ❁ ❂ 1 1 Langkah 2Hitung error, dengan rumus:
Ei❃
✻ ✴ ✴ ✸ ✴ ✸ ✹ ✺ ✴ ✸ ◆ ♥ ♥ ✺ ✴✸ ✴ ✸ ❂ ✾✾ ✿ ❀ ❁
1 1 Langkah 3
Untuk semua item di dalam family i, hitung jumlah produksi dengan rumus:
Bila yij❄❅❇❊ ●❍❊❏❑▲ ❍❖ P◗item, misalnya: j = g, maka buat yig❄❃❇❘ ❚❖❯P ●❱❏P ●itemg dari family dan persamaan di atas.
Ulangi langkah 3.
❲ ❳ ❨❩ ❳❚
Dari hasil perhitungan agregasi family diperoleh : yA* = 284 dan yC* = 166
Family A
Cari perioda N:
❬❭❪
yA❫ = 284 < (0.85 x (170+50-240)) + (1.1 x (200+75-285)) +
(0.90 x (100+40-122))
= 284 < - 11.8 (tidak valid)
N = 2 (demand periode berikutnya dianggap sama)
yA* = 284 < (0.85 x (170+170+50-240)) + (1.1 x (200+200+75-285)) +
(0.90 x (100+100+40-122))
= 284 < 442.7
Langkah 2
E = 442.7 – 285 = 158.7
Langkah 3
y*A1 = (170 + 170 + 50 - 240) - ❵ ❴ ❵❴ ❜❝ ❞ ❝ ❜❴ ❡
❢ ❣ ❢
= 90.6 ~ 91 unit
y*A2 = (200 + 200 + 75 - 285) - ❵ ❴ ❵❴ ❤❞ ❞ ❝ ❜ ❴ ❡
❢ ❣ ❢
= 120.2 ~ 120 unit
y*A3 = (100 + 100 + 40 - 120) -
= 83.1 ~ 83 unit
Family C
Langkah 1
Cari perioda N:
N = 1
yC* = 166 < (0.75 x (150+40-235)) + (0.85 x (100+50-135)) +
(0.80 x (140+50-180))
= 284 < - 13 (tidak valid)
N = 2 (demand periode berikutnya dianggap sama)
yC* = 166 < (0.75 x (150+150+40-235)) + (0.85 x (100+100+50-135)) +
(0.80 x (140+140+50-180))
Langkah 2
E = 296.25 – 166 = 130.25
Langkah 3
y*C8 = (150 + 150 + 40 - 235) - ❧ ♠ ♦ ♣ q♠ rq ♣❧ ♠✉ s
= 41.77 ~ 42 unit
y*C9 = (100 + 100 + 50 - 135) - ❧ ♠ ♦ ♣♠ ♠ rq ♣❧ ♠✉ s
= 72.85 ~ 73 unit
y*C10 = (100 + 100 + 40 - 120) - ❧ ♠ ♦ ♣ ✈♠ rq ♣❧ ♠✉ s
= 90.98 ~ 91 unit
✇ ③ ④ ⑤⑥ ③ ⑦ Soal
1. Diketahui:
⑧⑨ ⑩ ❶ ❷ ❸ ❹ ❺❻⑩ Inventory Demand
Safety
Stock Konversi
i j ❹
❼❽❾❿➀➁
➂
❼❽❾❿ Sij
➃ij
A
1 20 12 10 3
2 46 16 15 2
3 32 20 6 4
B 4 28 18 12 7
5 19 6 10 6
C 6 35 20 10 5
7 16 2 8 1
Dimana diperoleh rencana agregat sebesar 600 unit, Ongkos set up untuk family A sebesar $ 500, family B sebesar $ 200 dan family C sebesar $ 150 batas atas dan batas bawah diabaikan.
family tersebut.
2. Suatu lintasan produksi membuat 3 family produk yaitu
➄➅ Y dan➆ ➇ Rencana produksi untuk
yang akan datang telah ditetapkan sebanyak 1250 satuan unit produksi agregat.
➈➉ ➋ ➌ ➍ ➎ ➏➐ ➑➋
Inventor
y Demand
Safety
Stock Konversi
Set up cost
i ➒ ➏➓➔→➣↔↕ ➙
➓➔ →➣ Sij
➛ij ➄ 1 2 30 59 25 40 10 15 5 3 350 Y 3 4 5 45 ➜ ➝ 30 32 25 20 10 10 8 3 6 8 500 Z 6 7 55 24 40 20 15 8 6 4 450
➞➟➠➡➟➢➤➥➠➦ ➧➨ ➩➫ ➠➦ ➧➭ ➤
(
MASTER PRODUCTION SCHEDULE
)
o Jadwal Induk Produksi :
- Pernyataan tentang end time apa saja yang akan diproduksi dalam bentuk jumlah dan waktu - Suatu pernyataan tentang produk akhir (termasuk part pengganti dan suku cadang) dari
suatu perusahaan industri manufaktur yg merencanakan produksi output berkaitan dengan kuantitas dan periode waktu.
- Merupakan disagregasi dan implementasi perencanaan produksi agregat
o Fungsi jadwal induk produksi :
- Menjadwalkan produksi dan pembelian material untuk produk (item) - Menjadi masukan data sistem perencanaan kebutuhan material - Sebagai dasar penentuan kebutuhan sumber daya
- Sebagai dasar untuk menentukan janji pengiriman produk kepada konsumen
- menyediakan atau memberikan input utama kepada sistem MRP menjadwalkan pesanan-pesanan produksi dan pembelian memberikan landasan untuk penentuan kebutuhan sumber daya dan kapasitas memberi landasan untuk pembuatan janji penyerahan produk ( delivery promise) aktivitas MPS
o Aktivitas MPS
- data permintaan total: berkaitan dengan salesforecast & orders
- initial inventory : informasi inventori on➯hand, alokasi stok (purchase orders) untuk
memenuhi orders
- data perencanaan : aturan pemesanan (➲➳ ➵➸ ➺➻ ➺➼ ➽), safety stock, waktu tunggu (lead time)
- RCCP : kebutuhan kapasitas, validasi MPS o Format MPS
Master Production Schedule (MPS) Lot Size :
Safety stock:
Demand Time Fence: Planning Time Fence:
Lead Time: Time Periods (weeks)
On-Hand: 1 2 3 4 5 ➾
Sales Plan (sales forecast) Actual Order
Projected Available Balance (PAB) Available To Promise (ATP)
Cumulative ATP MPS
Projected Available Balance (PAB) merupakan proyeksi on ➚ hand inventory dari waktu ke waktu
selama horizon perencanaan MPS, yang menunjukkan status inventori yang diproyeksikan pada akhir dari setiap periode waktu dalam horizon perencanaan MPS.
PAB juga disebut projected on-hand balance. PAB dinyatakan melewati PTF sebagai informasi saja, sementara MPS dan ATP tidak direncanakan melewati PTF (planning time fence).
Available To Promise (ATP) merupakan informasi yang sangat berguna bagi departemen pemasaran, dimana nilai ATP memberikan informasi tentang berapa banyak item atau produk tertentu yang dijadwalkan pada periode waktu itu tersedia untuk pesanan pelanggan, sehingga bagian pemasaran dapat membuat janji yang tepat kepada pelanggan.
➪ ➶➹ ➘➴➺➷ ➶ : waktu yang dibutuhkan untuk memproduksi atau membeli suatu item.
➬➼➮hand : posisi inventori awal yang secara fisik tersedia dalam stock.
Safety Stock : stock tambahan dari item yang direncanakan untuk berada dalam inventory sebagai stock pengaman guna mengatasi fluktuasi permintaan.
➱➶➷➹➼➘➴➺➷ ➶✃➶➼ ❐➶ : periode mendatang dari MPS, dimana dalam periode ini
perubahan-perubahan terhadap MPS tidak diijinkan.
perubahan-perubahan terhadap MPS dievaluasi.
Parameter
- PAB (prior to DTF) : prior-period PAB or on❮handbalance❰ÏÐÑÒactual orders
- ÐÓÔÕ Ö×ØÙ ÚÛÜÝ Þßà Úáâ ÚãàÙÚáâ äÐÓÔ❰ÏÐ ÑÒgreater value of sales forecast or actual orders
- ATP : (on-hand balanceåonly first period❰ÏÐ ÑÒsafety stock) Òsum of actual orders before
next MPS.
æ ç èé ê ë ì ë íî ïð
- penjadwalan pada dua level yang berbeda dari struktur produk. - Pada level akhir menggunakan production forecast
- ñòó ô õö ÷øó ùúó òûö üý ÷þÿP ñ ✁ üö ÷õ ü✂ó òôû òý ✄ó ú☎ òó ô õö ÷✆ òó õ ☎✝ó ☎ ÷øóù☎û òöûù ÷ü✆ û
- ñ✞✟þ☎ ò øó ò ✁☎û ò øó ôñ✞✟ó òó ù ✁✠üù ô✡ü✂ üùö û☛Pñ – (production forecast + actual orders)
- ✞❆ñþÿó ù ✁✠üù ô✡ü✂ üù öû☞ó ù ✂✌ú øòý ÷☎û òøó ô☛Pñ – safety stock) – sum of actual orders before
PENGENDALIAN PERSEDIAAN
Persediaan adalah✥✍✎✍✏✑✥✍ ✒✍✏✓ yang disimpan yang akan digunakan untuk memenuhi tujuan
tertentu.
Contoh : untuk digunakan dalam proses✔✒✕✖✗✘✙✚✑✔✛✒✍✘✚ ✜✍✏
untuk dijual kembali
untuk suku cadang dari suatu✔✛✒✍✢✍✜✍✏ ✑ ✣✛✙✚✏
Macam persediaan :
1 . Bahan Baku
2. Produk setengah jadi (In Process ) Buffer Stock
3. Produk jadi
Fungsi Persediaan : 1) Transaction Motive:
Menjamin proses pemenuhan permintaan sehari dengan kebutuhan pemakai. 2) Speculation Motive
Melakukan spekulasi untuk mendapatkan keuntungan yang lebih besar di masa yang akan datang.
3) Precaution Motive
Meredam fluktuasi yang tidak beraturan.
Jenis persoalan persediaan (lingkup)
Kuantitatif : penentuan jumlah stock, safety stock, dll
Kualitatif : operating system persediaan - administrasi
- prosedur
- sistem informasi
Persoalan persediaan
Demand item dependen
Demand item independen
MRP
deterministik probabilistik uncertainty
❑ ✤✦ ✧ ★✤✦ ✩✪ ★✤✫✬ ✤✭✩ ✮ ✯✦ Sistem Persediaan
Untuk menunjukkan apakah sistem persediaan yang dijalankan baik atau tidak, bisa dilihat dari dua kriteria :
1. Biaya ( c )
2. Tingkat Pelayanan ( ) 3. Investasi
Dua ukuran ini bersifat kontradiktif (1 ➊ 2)
opt C
0 % opt 100 %
1. Biaya persediaan :
Ongkos pembelian barang ( Ob ) - spesifikasi barang
- jumlah - harga
Ongkos pembelian barang ( Ok )
- keuntungan yang hilang (✰ ✱✲ unit )
- kerugian yang diderita
Ongkos pembelian barang ( Osii )
Biaya yang dikeluarkan untuk membangun sistem persediaan
Ongkos pembelian barang ( Op )
Semua biaya yang dikeluarkan untuk mengadakan persediaan (barang) - biaya pesan
- biaya set ➊ up
biaya-biaya yang dikeluarkan untuk menyimpan barang : - ongkos memiliki persediaan
- depresiasi - ongkos kerusakan dan penyesuaian - ongkos kadaluarsa
- asuransi
- ongkos administrasi - dll
2. Pelayanan
Ketersediaan barang : kemampuan untuk memenuhi permintaan setiap diperlukan tanpa back order
Pelayanan : waktu pemenuhan
inventory of
value
sales value
ITR
Semakin tinggi semakin baik
3. Keputusan Persediaan
❲✳✴ ✵ to order variety decision ❲ ✳✶✷ to order timing decision ❍✸ ✹ much to order q ✺✴ ✷ ✵✻✵✼ decision
4. Model Persediaan✽ ✾✿✾❀❁ ❂❃ ❂❄✿❂❅ (Model Wilson ❇ EOQ)
Asumsi :
Demand bersifat deterministik dan kontinyu ( tetap 2❈ 0 )
Setiap kali melakukan pesanan dalam jumlah yang sama (❉0 ) dan tidak ada batasan pada
kapasitas penyimpanan.
Barang diterima serentak pada saat pemesanan dilakukan
Harga barang tetap baik terhadap waktu maupun jumlah
Ongkos pesan untuk setiap kali pemesanan dan ongkos simpan sebanding dengan jumlah dan waktu penyimpanan.
pemesanan q0
waktu pesanan
Asumsi model memberi availability 100❊ dan tingkat pelayanan 100❊ Minimasi pada biaya
Min { Ob+ Op+ Os+ Ok+ Osis}
konstan Tidak ada konstan
❏❋ ●■ A = biaya pesan/ pemesanan
▲ = biaya simpan/ unit/ waktu
Op :
Dari model terlihat rata-rata persediaan tersimpan
Fungsi biaya :
TC = ongkos Total
Os= ongkos simpan
Supaya biaya minimum : 2 0 2 0 0 2 0 2 1 0 ▼ ◆ ❖◗ ◆ ▼ ❖◗ ▼ ❘
Keputusan yang terformulasi :
♠Jumlah pesanan : ❙
❚ ❯ ❱
2
* 0
♠Timing (r❳ reorder point) : r❳ 0
♠Total cost :
❝ ❨ ❩ ❬ ❬ ❭❨ ❪ ❫ 2 * 0 *
0 c
❳ harga barang
5. Model❴ ❵ ❛❜❞ ❡ dengan kedatangan pesanan yang tidak serentak dengan pemesanan (Production
Based Lot Size Formula)
Asumsi model❢ ❣ ❤ ✐ Wilson yang tidak realistik.
pesan ❥ langsung datang
Lead Time ❳ 0
Misalkan kedatangan pesanan bertahap dengan laju konstan. t1❳ kedatangan pesanan
t2❳ pemakaian
bisa dijumpai pada proses manufaktur laju produksi❦ laju penggunaan
Production rate❳❧ ✐ th
Laju penggunaan❳♠✐ th
Dengan demikian laju akumulasi persediaan❳ ( P ❥♠ ♥✐ th
produksi terus dilakukan sampai mencapai jumlah♦
♣ rst s✉✈ s✇①②③
④ ⑤ ⑥ ④ ⑥ ⑤ ④ ⑦ ⑤ ④ ⑧ ⑨ 1 ) ( ) (
Rata-rata persediaan :
④ ⑤ ⑥ ⑧ 1 2 2
Ongkos simpan :
④ ⑤ ⑥ ⑩ 1 2
Total cycle time :
) ( ) ( ❷ ❶ ❷❶ ❸ ❷ ❸ ❶ ❹ ❺ ❺ ❻ ❺ ❻ ❼ ❼ ❼ ❶ ❸ ❷❶ ❸❶ ❸❷ ❸❶
Dengan demikian jumlah❽ ❾❿ ➀➁ ➀➁➂ th : ➃ ➄
Ongkos pesan : ➃
➅➄
Total cost :
④ ⑤ ⑩ ⑥ ⑤ ➆ ➇ ⑤ ➈ ➉ 1 2 1
6. ➌➍ ➎ ➏ ➐ ➑ ➐ ➒ Discount
<