Informasi Dokumen
- Sekolah: universitas
- Mata Pelajaran: teknik industri
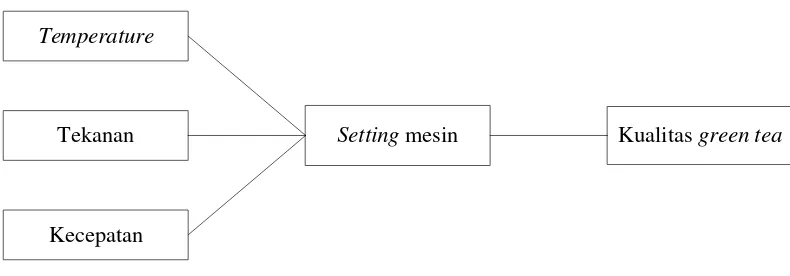
- Topik: studi penerapan perubahan temperature, tekanan, dan kecepatan pada mesin pengolahan green tea berdasarkan hasil response surface methodology
- Tipe: tesis
Ringkasan Dokumen
I. Landasan Teori
Bagian ini membahas pentingnya pengendalian kualitas dalam proses produksi, terutama dalam konteks industri teh hijau. Pengendalian kualitas tidak hanya melibatkan inspeksi produk akhir, tetapi juga mencakup semua tahap dari proses input hingga output. Aspek-aspek seperti pangsa pasar dan profitabilitas menjadi indikator keberhasilan perusahaan, yang bergantung pada mutu produk dan biaya operasional. Dengan demikian, perbaikan mutu harus menjadi fokus utama, dan salah satu metode yang dapat diterapkan adalah melalui desain eksperimental yang baik.
1.1. Kualitas
Dalam konteks pengendalian kualitas, penting untuk memahami bahwa kualitas bukan hanya tentang produk akhir, tetapi juga mencakup seluruh proses produksi. Pengendalian kualitas yang efektif melibatkan perencanaan yang matang, penggunaan peralatan yang tepat, dan inspeksi berkelanjutan. Perbaikan kualitas yang berkelanjutan menjadi kunci bagi perusahaan untuk tetap kompetitif di pasar global.
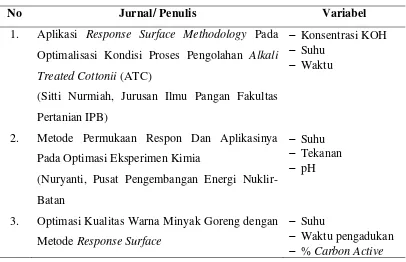
1.2. Response Surface Methodology (RSM)
RSM adalah teknik statistik yang digunakan untuk membangun model empiris dan mengeksplorasi hubungan antara variabel bebas dan variabel respon. Metode ini memungkinkan peneliti untuk mengidentifikasi pengaturan variabel yang optimal, yang sangat relevan dalam penelitian ini untuk menentukan kondisi terbaik dalam pengolahan teh hijau.
II. Model Orde Pertama
Pada bagian ini, model orde pertama dijelaskan sebagai persamaan polinomial yang digunakan untuk mendekati respon dari variabel bebas. Model ini penting untuk menentukan daerah optimal dalam eksperimen. Dengan menggunakan desain eksperimen yang tepat, peneliti dapat mengumpulkan data yang diperlukan untuk membangun model ini. Pemahaman tentang model orde pertama sangat penting dalam konteks pendidikan, karena memberikan dasar untuk analisis data yang lebih kompleks di masa depan.
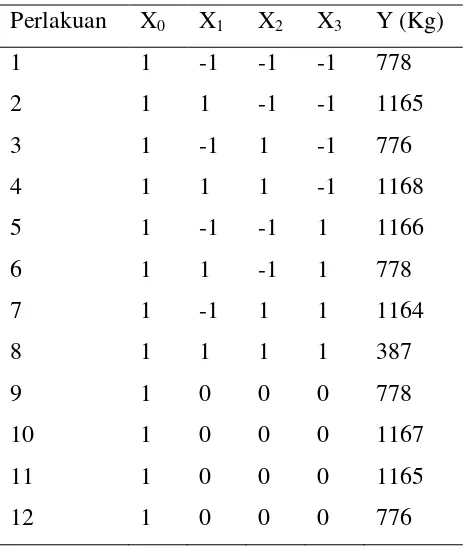
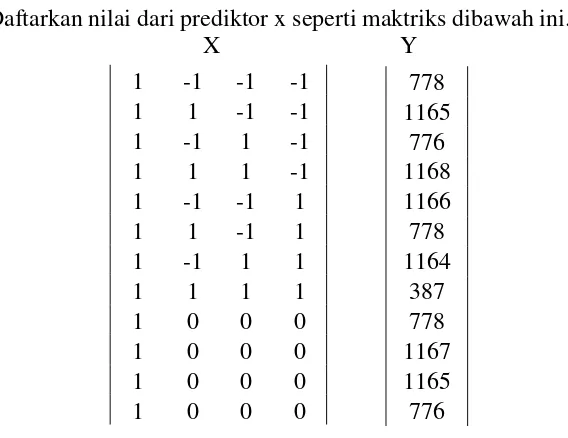
2.1. Persamaan Model
Model orde pertama diekspresikan dalam bentuk Y = b0 + b1x1 + b2x2 + b3x3, di mana Y adalah respon yang diharapkan. Pemahaman tentang bagaimana membangun model ini sangat penting bagi mahasiswa di bidang teknik industri dan statistik, karena memberikan keterampilan dasar dalam analisis data.
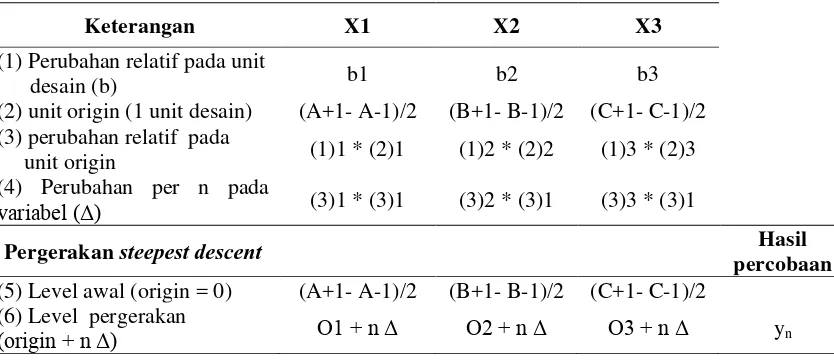
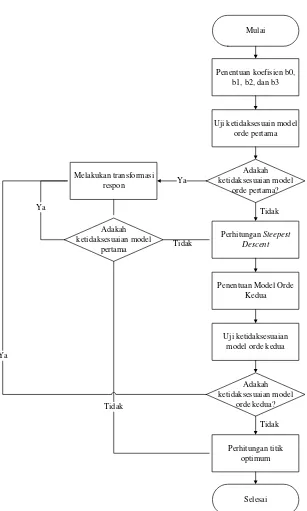
III. Metode Steepest Descent
Metode steepest descent digunakan untuk menemukan titik optimum dengan meminimalkan fungsi yang ditentukan. Proses ini melibatkan pergerakan dari titik awal berdasarkan arah kemiringan negatif dari fungsi yang diminimalkan. Pemahaman tentang metode ini sangat relevan dalam pendidikan teknik dan statistik, karena mengajarkan siswa tentang optimasi dan analisis data yang lebih dalam.
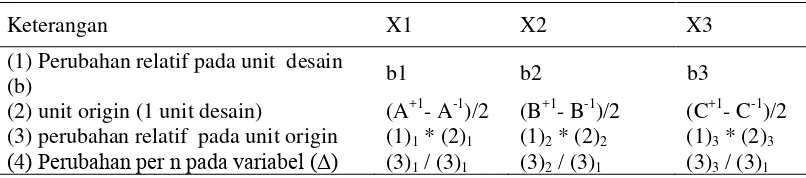
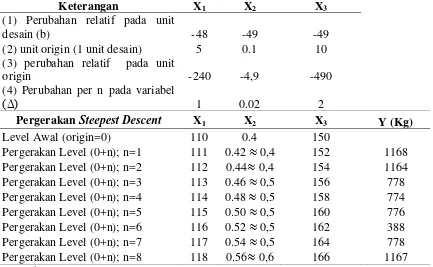
3.1. Prosedur Perhitungan
Prosedur perhitungan dalam metode steepest descent meliputi penentuan perubahan relatif pada unit desain dan pergerakan level berdasarkan hasil eksperimen sebelumnya. Hal ini memberikan wawasan praktis kepada mahasiswa tentang bagaimana menerapkan teori dalam situasi nyata.
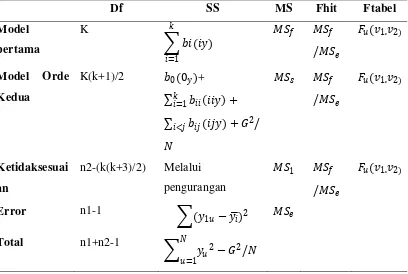
IV. Model Orde Kedua
Model orde kedua adalah langkah selanjutnya setelah model orde pertama, yang memungkinkan analisis yang lebih kompleks dengan mempertimbangkan interaksi antara variabel. Dalam konteks pendidikan, pemahaman tentang model orde kedua sangat penting untuk membekali mahasiswa dengan keterampilan analitis yang diperlukan untuk penelitian lanjutan dan aplikasi industri.
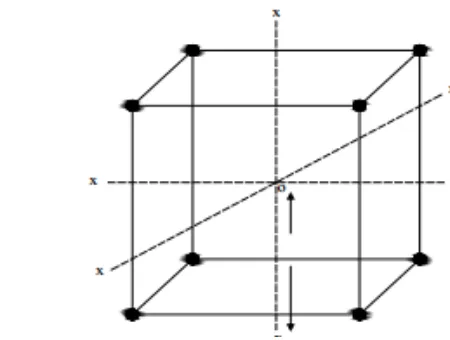
4.1. Central Composite Design
Central Composite Design (CCD) adalah metode yang digunakan untuk membangun model orde kedua. Dengan menggunakan CCD, peneliti dapat mengeksplorasi efek kuadratik dan interaksi antara variabel, yang merupakan keterampilan penting dalam desain eksperimen.
V. Metodologi Penelitian
Metodologi penelitian yang digunakan dalam studi ini mencakup berbagai teknik pengumpulan data dan analisis. Penelitian eksperimen dilakukan untuk mengidentifikasi hubungan sebab-akibat antara variabel. Pemahaman tentang metodologi penelitian ini sangat penting bagi mahasiswa, karena memberikan dasar yang kuat untuk melakukan penelitian yang valid dan dapat diandalkan.
5.1. Jenis Penelitian
Penelitian eksperimen bertujuan untuk menyelidiki hubungan sebab-akibat dengan menerapkan perlakuan pada kelompok eksperimen. Hal ini memberikan pengalaman praktis kepada mahasiswa dalam merancang dan melaksanakan eksperimen.