PERENCANAAN PRODUKSI DENGAN METODE DYNAMIC
PROGRAMMING PADA PT. BINTANG PERSADA SATELIT
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
JULIANA
NIM. 070403038
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Kuasa, yang telah menganugerahkan kasih dan karunia-Nya, sehingga penulis dapat mengerjakan dan menyelesaikan laporan Tugas Sarjana ini.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi untuk menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Penulis melakukan penelitian di PT. Bintang Persada Satelit, dengan judul penelitian ”Perencanaan Produksi dengan Metode Dynamic Programming”.
Besar harapan penulis, penyusunan laporan penelitian ini dapat menambah pengetahuan bagi pembaca. Penulis menyadari masih banyak kekurangan dalam penulisan laporan ini, karena pengetahuan dan pengalaman penulis yang masih terbatas. Kritik dan saran yang bersifat membangun penulis harapkan demi kesempurnaan laporan ini.
Akhir kata, penulis mengharapkan agar laporan Tugas Sarjana ini dapat memberikan manfaat baik bagi kita semua.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS.
UCAPAN TERIMAKASIH
Puji dan syukur penulis panjatkan kepada Tuhan yang telah memberikan kasih dan karunia-Nya sehingga penulis mendapatkan kesempatan untuk mengikuti pendidikan di Departemen Teknik Industri USU serta telah menyertai penulis selama proses perkuliahan dan penulisan laporan Tugas Sarjana ini.
Dalam proses penulisan Tugas Akhir ini, penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, dan informasi. Oleh karena itu, penulis mengucapkan terima kasih kepada:
1. Kedua orang tua penulis dan saudari penulis yang selalu mendukung penulis dalam doa, dana dan semangat.
2. Bapak Ir. Poerwanto, M.Sc, selaku Dosen Pembimbing I yang telah memberikan waktu, bimbingan, pengarahan, dan masukan dalam penyelesaian Tugas Sarjana ini.
3. Ibu Ir. Dini Wahyuni, MT, selaku Dosen Pembimbing II yang telah memberikan waktu, bimbingan, pengarahan, dan masukan dalam penyelesaian Tugas Sarjana ini.
4. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini dan dukungan serta perhatian yang diberikan kepada penulis.
6. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng selaku Koordinator Bidang Rekayasa Manufaktur.
7. Bapak Ucok sebagai Kepala Bagian Produksi PT. Bintang Persada Satelit yang telah membantu penulis dalam pengumpulan data.
8. Ibu Dewi sebagai manager HRD (Human Research Development) yang telah membantu dalam pengumpulan data dan memberikan kemudahan dalam birokrasi serta urusan surat-menyurat dengan PT. Bintang Persada Satelit. 9. Rekan seperjuangan pada saat penelitian, Lany Diana.
10.Sahabat penulis, Anton, Lany Diana, Irwan Budiman, Lisabella, Eveleen, Liske, Yessi, Reny, Fensi, dan lain-lain.
11.Teman-teman stambuk 07 yang terkasih yang selalu memberikan dukungan kepada penulis untuk tetap semangat.
12.Bang Mijo, Kak Dina, Kak Ani, Bang Ridho, Bang Nurmansyah, Bang Arman dan Kak Rahma atas bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian Tugas Sarjana ini.
ABSTRAK
PT. Bintang Persada Satelit adalah salah satu perusahaan manufaktur yang bergerak dalam bidang produksi parabola yang bermerek BP Sat. Parabola yang diproduksi memiliki spesifikasi yang bervariasi dari ukuran 6 inch hingga 10 inch.
Pada umumnya semua jenis produk tersebut memiliki proses produksi yang sama di setiap work center. Pihak perusahaan sering kali tidak dapat memperkirakan jumlah produksi yang tepat dalam memenuhi permintaan pasar. Perusahaan mengharapkan tidak terjadi kekurangan produk (shortage) yang berakibat akan kehilangan kesempatan untuk menjual produk (lost sales) namun juga tidak berharap terjadi kelebihan produk yang berakibat biaya inventory akan meningkat.
Oleh karena itu, perlu dilakukan suatu perencanaan volume produksi dengan metode dynamic programming untuk mendapatkan volume produksi yang optimal dengan biaya yang paling rendah.
Dari hasil pengolahan yang dilakukan, diperoleh bahwa total biaya produksi dengan kondisi aktual yang ada sekarang adalah Rp. 41.848.760.715,-, sedangkan total biaya produksi dengan penerapan metode dynamic programming
adalah Rp. 35.510.610.000,-. Hal tersebut menunjukkan bahwa dengan penerapan metode dynamic programming dalam perencanaan volume produksi dapat dilakukan penghematan biaya sebesar 10%.
DAFTAR ISI
BAB HALAMAN
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
ABSTRAK ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
I . PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I-1 1.2. Rumusan Masalah ... I-3 1.3. Tujuan dan Manfaat Penelitian ... I-3 1.4. Asumsi dan Batasan Penelitian ... I-3 1.5. Sistematika Penulisan Tugas Sarjana ... I-4
II. GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.7.1. Standar Mutu Bahan/ Produk ... II-7 2.7.2. Bahan yang digunakan ... II-7 2.7.2.1. Bahan Baku ... II-7 2.7.2.2. Bahan Penolong ... II-8 2.7.2.3. Bahan Tambahan... II-8 2.7.3. Uraian Proses Produksi ... II-9 2.7.3.1. Proses Pembuatan Dish ... II-9 2.7.3.2. Proses Pembuatan Mounting ... II-12 2.8. Mesin dan Peralatan ... II-14
III. LANDASAN TEORI ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.4.4. Metode Dynamic Programming dalam Perencanaan Produksi III-25
IV. METODOLOGI PENELITIAN ... IV-1
4.1. Lokasi dan Waktu Penelitian ... IV-1 4.2. Objek Penelitian ... IV-1 4.3. Jenis Penelitian ... IV-1 4.4. Kerangka Konseptual ... IV-2 4.5. Variabel Penelitian ... IV-2 4.6. Blok Diagram Prosedur Penelitian ... IV-4 4.7. Instrumen Penelitian ... IV-6 4.8. Metode Pengumpulan Data ... IV-6 4.9. Metode Pengolahan Data ... IV-7 4.10. Metode Analisis Pemecahan Masalah ... IV-9 4.11. Kesimpulan dan Saran... IV-10
V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2. Pengolahan Data ... V-12 5.2.1. Peramalan Jumlah Permintaan Produk... V-12 5.2.2. Perhitungan Waktu Baku ... V-15 5.2.2.1. Uji Keseragaman Data ... V-15 5.2.2.2. Uji Kecukupan Data... V-23 5.2.2.3. Waktu Normal dan Baku ... V-29 5.2.3. Perencanaan Produksi ... V-34 5.2.3.1. Kapasitas Produksi ... V-34 5.2.3.2. Kemampuan Produksi ... V-51 5.2.3.3. Perhitungan Biaya Produksi dan Biaya Simpan ... V-54 5.2.3.4. Perencanaan Produksi dengan Dynamic
Programming ... V-58
VI. ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Kondisi Aktual ... VI-1 6.2. Analisis Perencanaan Volume Produksi dengan Dynamic
Programming ... VI-4
VII. KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan... VII-1 7.2. Saran ... VII-1
DAFTAR TABEL
TABEL HALAMAN
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.28. Uji Kecukupan Data Waktu Proses Produk 10 BP ... V-28 5.29. Perhitungan Waktu Normal dan Waktu Baku Produk 6 BP ... V-30 5.30. Perhitungan Waktu Normal dan Waktu Baku Produk 7 BP ... V-31 5.31. Perhitungan Waktu Normal dan Waktu Baku Produk 8 BP ... V-32 5.32. Perhitungan Waktu Normal dan Waktu Baku Produk 9 BP ... V-33 5.33. Perhitungan Waktu Normal dan Waktu Baku Produk 10 BP ... V-34 5.34. Perhitungan Waktu Operasi Tiap Work Center ... V-35 5.35. Kebutuhan Kapasitas dan Kapasitas Tersedia Bulan Januari
2012 ... V-37 5.36. Kebutuhan Kapasitas dan Kapasitas Tersedia Bulan Febuari
2012 ... V-38 5.37. Kebutuhan Kapasitas dan Kapasitas Tersedia Bulan Maret 2012. V-39 5.38. Kebutuhan Kapasitas dan Kapasitas Tersedia Bulan April 2012 .. V-40 5.39. Kebutuhan Kapasitas dan Kapasitas Tersedia Bulan Mei 2012 .... V-42 5.40. Kebutuhan Kapasitas dan Kapasitas Tersedia Bulan Juni 2012.... V-43 5.41. Kebutuhan Kapasitas dan Kapasitas Tersedia Bulan Juli 2012 .... V-44 5.42. Kebutuhan Kapasitas dan Kapasitas Tersedia Bulan Agustus
2012 ... V-45 5.43. Kebutuhan Kapasitas dan Kapasitas Tersedia Bulan September
2012 ... V-47 5.44. Kebutuhan Kapasitas dan Kapasitas Tersedia Bulan Oktober
2012 ... V-48 5.45. Kebutuhan Kapasitas dan Kapasitas Tersedia Bulan November
2012 ... V-49 5.46. Kebutuhan Kapasitas dan Kapasitas Tersedia Bulan November
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.50. Total Biaya Produksi Data Historis... V-57 5.51. Tahap Dekomposisi... V-58 5.52. Hasil Peramalan Jumlah Permintaan Produk Tahun 2012 ... V-59 5.53. Kemampuan Produksi Tiap Bulan Tahun Peramalan ... V-59 5.54. Penentuan Jumlah Produksi Berdasarkan Kemampuan Produksi
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Bintang Persada Satelit ... II-4 2.2. Blok Diagram Pembuatan Parabola di PT. Bintang
Persada Satelit ... II-14 3.1. Taksonomi Peramalan ... III-3 3.2. Langkah-langkah Peramalan Secara Kuantitatif ... III-4 4.1. Kerangka Konseptual Penelitian ... IV-2 4.2. Blok Diagram Prosedur Penelitian... IV-5 4.3. Diagram Alir Peramalan dengan Time Series ... IV-7
4.4. Diagram Alir Pengukuran Waktu dengan Stopwatch Time Study IV-8 4.5. Diagram Alir Perencanaan dengan Dynamic Programming ... IV-9
DAFTAR LAMPIRAN
LAMPIRANL.1. Pembagian Tugas dan Tanggung Jawab L.2. Mesin dan Peralatan
L.3. Tabel Rating FactorWestinghouse
ABSTRAK
PT. Bintang Persada Satelit adalah salah satu perusahaan manufaktur yang bergerak dalam bidang produksi parabola yang bermerek BP Sat. Parabola yang diproduksi memiliki spesifikasi yang bervariasi dari ukuran 6 inch hingga 10 inch.
Pada umumnya semua jenis produk tersebut memiliki proses produksi yang sama di setiap work center. Pihak perusahaan sering kali tidak dapat memperkirakan jumlah produksi yang tepat dalam memenuhi permintaan pasar. Perusahaan mengharapkan tidak terjadi kekurangan produk (shortage) yang berakibat akan kehilangan kesempatan untuk menjual produk (lost sales) namun juga tidak berharap terjadi kelebihan produk yang berakibat biaya inventory akan meningkat.
Oleh karena itu, perlu dilakukan suatu perencanaan volume produksi dengan metode dynamic programming untuk mendapatkan volume produksi yang optimal dengan biaya yang paling rendah.
Dari hasil pengolahan yang dilakukan, diperoleh bahwa total biaya produksi dengan kondisi aktual yang ada sekarang adalah Rp. 41.848.760.715,-, sedangkan total biaya produksi dengan penerapan metode dynamic programming
adalah Rp. 35.510.610.000,-. Hal tersebut menunjukkan bahwa dengan penerapan metode dynamic programming dalam perencanaan volume produksi dapat dilakukan penghematan biaya sebesar 10%.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
PT. Bintang Persada Satelit adalah salah satu perusahaan manufaktur yang bergerak dalam bidang produksi parabola. PT. Bintang Persada Satelit memiliki pangsa pasar yang cukup luas, mulai dari segmen di berbagai daerah di Pulau Sumatera dan sekarang meluas hingga ke wilayah Pulau Jawa dan Indonesia Bagian Timur.
Dalam perkembangannya, perusahaan tersebut menghadapi persaingan bisnis yang ketat. Agar mampu mempertahankan kelangsungan hidupnya, perusahaan tersebut harus meningkatkan daya saing terhadap perusahaan lain. Peningkatan daya saing perusahaan salah satunya dapat dicapai melalui perencanaan produksi. Perencanaan produksi merupakan hal yang sangat penting untuk memberikan keputusan berdasarkan sumber daya yang dimiliki perusahaan dalam memenuhi permintaan produk. Penentuan jumlah optimal produk yang akan diproduksi menjadi kunci bagi perencanaan produksi yang tepat.
berakibat akan kehilangan kesempatan untuk menjual produk (lost sales) namun juga tidak berharap terjadi kelebihan produk yang berakibat biaya inventory akan meningkat.
PT. Bintang Persada Satelit menghasilkan produk parabola dengan dua jenis merek yaitu BP SAT dan QQ. Masing-masing merek memiliki ukuran yang bervariasi yaitu parabola berukuran 6 inch, 7 inch, 8 inch, 9 inch dan 10 inch. Pada umumnya semua jenis produk tersebut melewati proses produksi yang sama di setiap work center lantai produksi.
1.2. Rumusan Masalah
Dari pengamatan yang telah dilakukan ditemukan bahwa permasalahan yang terjadi pada perusahaan tersebut adalah kurang optimalnya pengaturan jumlah produk yang akan diproduksi yang berakibat pada biaya produksi yang tidak optimal. Oleh karena itu, pada penelitian ini akan diterapkan metode
dynamic programming sebagai metode usulan untuk perencanaan volume produksi yang optimal untuk meminimisasi biaya produksi.
1.3. Tujuan dan Manfaat Penelitian
Tujuan umum dari penelitian ini adalah mendapatkan model rencana produksi berdasarkan metode dynamic programming untuk meminimisasi biaya pada PT. Bintang Persada Satelit. Tujuan khusus penelitian ini adalah mendapatkan jumlah produksi dan persediaan optimal untuk periode satu tahun mendatang.
Sementara manfaat dari penelitian ini, yaitu:
1. Sebagai masukan untuk perbaikan efisiensi perusahaan dengan usulan perencanaan produksi menggunakan metode dynamic programming.
2. Mengaplikasikan teori yang diperoleh selama kuliah di lapangan kerja.
1.4. Asumsi dan Batasan Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah: 1. Penelitian dilakukan pada bagian produksi.
2. Penelitian dilakukan hanya pada produk parabola yang bermerek BP SAT. 3. Data yang digunakan dalam penelitian dibatasi pada data 2 tahun terakhir
yaitu tahun 2010 dan 2011.
4. Jangka waktu perencanaan produksi hanya dibatasi dalam 12 periode (bulan). 5. Variabel biaya yang mempengaruhi pengambilan keputusan dalam penelitian
ini adalah biaya penyimpanan produk, biaya listrik, biaya bahan, dan gaji karyawan.
1.5. Sistematika Penulisan Tugas Sarjana
Penulisan tugas sarjana ini dibagi ke dalam beberapa bab yang dapat dilihat sebagai berikut:
Bab I Pendahuluan, menguraikan latar belakang masalah yang mendasari peneliti melakukan perancangan usulan perencanaan produksi, rumusan masalah, tujuan dan manfaat penelitian, batasan masalah dan asumsi penelitian, serta sistematika penulisan tugas sarjana.
Bab III Landasan Teori, memaparkan teori-teori yang digunakan dalam penelitian yaitu Studi Waktu, Teknik Peramalan, Pendekatan Dynamic Programming, serta Perencanaan Produksi. Sumber teori atau literatur yang digunakan diambil dari referensi buku dan jurnal penelitian yang berhubungan dengan topik penelitian yang dapat dilihat pada Daftar Pustaka.
Bab IV Metodologi Penelitian, memuat tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, objek penelitian, jenis penelitian, kerangka konseptual, variabel penelitian, dan instrumen pengumpulan data serta langkah-langkah penelitian meliputi pengumpulan data, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan saran.
Bab V Pengumpulan dan Pengolahan Data, mengidentifikasi data yang diperlukan baik berupa data primer seperti pengukuran waktu siklus produksi, faktor efisiensi dan utilitas, varian produk dan proporsi permintaan, jumlah pekerja tiap work center, waktu kerja, kemampuan pekerja dan kondisi lingkungan maupun data sekunder seperti jumlah permintaan, gaji tenaga kerja, biaya bahan, biaya listrik, dan biaya simpan. Selain itu, juga terdapat tahap pengolahan dengan metode dynamic programming terdiri dari tahap pengukuran waktu baku, peramalan permintaan, perhitungan kapasitas kebutuhan produksi dan tersedia, perhitungan variabel biaya, dan perencanaan volume produksi.
Bab VI Analisis Pemecahan Masalah, memuat analisis kondisi aktual perusahaan serta membandingkan dengan hasil metode dynamic programming
sehingga dapat dilihat seberapa besar perbaikan yang diberikan dengan diterapkannya metode dynamic programming.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Bintang Persada Satelit merupakan perusahaan manufaktur yang memproduksi parabola dengan merek BP Sat dan merek QQ. PT. Bintang Persada Satelit didirikan pada tahun 2001. Sebelum perusahaan ini didirikan, pemilik perusahaan ini, Bapak Susanto Lim hanya menerima perbaikan parabola di rumahnya. Beberapa tahun kemudian, ia bekerja sebagai agen televisi berlangganan. Karena jaringan bisnis tersebut mulai meluas dan permintaan yang meningkat pesat, ia mulai berpikir untuk mendirikan pabrik sendiri dari modal yang telah dikumpulkan.
Pada tahun 2001, Director dari PT. Bintang Persada Satelit mulai mendirikan pabrik di Jl. Ladang, Titi Kuning. Di pabrik itulah para pekerja merakit parabola dan perangkatnya. Setelah beberapa tahun perusahaan tersebut beroperasi dan mengalami peningkatan pendapatan, pemilik perusahaan memperluas bisnisnya dengan memproduksi kereta sorong dengan merek Kiu Kiu.
Orientasi pasar PT. Bintang Persada Satelit adalah berbagai daerah di Pulau Sumatera dan sekarang telah meluas hingga ke luar Pulau Sumatera yaitu Pulau Jawa dan wilayah Indonesia Bagian Timur.
2.2. Ruang Lingkup Bidang Usaha
PT. Bintang Persada Satelit adalah suatu perusahaan manufaktur swasta yang bergerak di bidang pembuatan parabola. Perusahaan tersebut memproduksi parabola yang terdiri atas dua merek, yaitu merek BP Sat dan QQ. Masing-masing merek memiliki spesifikasi yang berbeda-beda.
Selain memproduksi parabola, PT. Bintang Persada Satelit Medan juga melayani produksi berupa kereta sorong Kiu-Kiu, tetapi yang menjadi prioritas utama produksi perusahaan ini adalah parabola.
2.3. Lokasi Perusahaan
PT. Bintang Persada Satelit terletak di Jalan Raya Medan-Delitua yaitu Jalan Brigjend Zein Hamid / Jalan Ladang, Gang Perdamaian No. 34, Medan. PT. Bintang Persada Satelit menempati areal seluas ± 1,5 Hektar.
2.4. Daerah Pemasaran
Perusahaan ini memiliki kantor pemasaran di beberapa kota, seperti Jakarta, Padang dan sebagainya. Untuk daerah Medan, produk parabola ini memiliki kantor pemasaran di Jl. Sutomo Ujung, Medan.
2.5 Struktur Organisasi
Struktur organisasi adalah suatu susunan dan hubungan antara tiap bagian serta posisi yang ada pada suatu organisasi atau perusahaan dalam menjalankan kegiatan operasional untuk mencapai tujuan yang telah ditetapkan. Struktur organisasi menggambarkan dengan jelas pemisahan kegiatan pekerjaan antara anggota organisasi yang satu dengan yang lain dan bagaimana hubungan aktivitas dan fungsi dibatasi. Struktur organisasi merupakan bagian yang penting dalam pendirian suatu perusahaan untuk memperlancar jalannya perusahaan, sehingga pendistribusian tugas, dan tanggung jawab serta hubungan antara satu anggota dengan yang lain menjadi jelas.
Dengan adanya struktur organisasi dan uraian tugas yang telah ditetapkan akan menciptakan suasana kerja yang baik karena perintah yang akan diterima oleh seorang bawahan dari atasannya tidak akan tumpang tindih dengan perintah atasan yang lain kepada bawahan tersebut.
Direktur
General Manager
Financial andAccounting Manager
Auditor Wakil Direktur
Marketing Manager Operational
Manager
HRD Manager
Accounting ADM Financial andAccounting
Tax Kabag
Produksi
Kabag Logistik Kabag
T.Engineering
Supervisor Mounting
Supervisor K. Sorong Supervisor
Dish Electrical Technical
Machinery Supervisor
Gudang
ADM Logistik Karyawan Cleaning
Service
Security Driver
Kabag General Administration Purchasing
Sumber: PT. Bintang Persada Satelit
2.5.1. Pembagian Tugas dan Tanggung jawab
Pembagian tugas dan tanggung jawab dari masing-masing jabatan dalam PT. Bintang Persada Satelit dapat dilihat pada lampiran 1.
2.6. Jumlah Tenaga Kerja dan Jam Kerja
2.6.1. Jumlah Tenaga Kerja
Salah satu faktor yang mempunyai peranan penting di dalam menjalankan dan mengendalikan kegiatan guna mencapai tujuan perusahaan ialah tenaga kerja. Tenaga kerja yang dibutuhkan perusahaan dapat diperoleh melalui proses
recruitment (fungsi penarikan tenaga kerja). Kegiatan utama proses recruitment
adalah program penerimaan tenaga kerja, diharapkan dapat memperoleh tenaga kerja yang dibutuhkan, baik dari segi kualitas maupun kuantitas.
[image:30.595.160.465.522.746.2]PT. Bintang Persada Satelit memperkerjakan tenaga kerja sebanyak 166 orang dengan perincian ditunjukkan pada Tabel 2.1. berikut:
Tabel 2.1. Tenaga Kerja dan Jumlah Tenaga Kerja
No. Jabatan Jumlah
1. Direktur 1
2. Wakil Direktur 1
3. General Manager 1
4. Auditor 1
5. Financial and Accounting Manager 1 6. Operational Manager 1 7. Marketing Manager 1
8. HRD Manager 1
9. Purchase 2
10. Tax 1
11. Accounting 3
12. ADM Financial and Accounting 4
13. Kabag T. Engineering 1
Tabel 2.1. Tenaga Kerja dan Jumlah Tenaga Kerja (Lanjutan)
No. Jabatan Jumlah
15. Kabag Logistik 1
16. Kabag General Administration 1
17. Machinery 2
18. Electrical 2
19. Technical 2
20. Supervisor Dish 1 21. Supervisor Mounting 1 22. Supervisor Kereta Sorong 1
23. ADM Logistik 2
24. Supervisor Gudang 1
25. Security 4
26. Karyawan 120
27. Cleaning Service 2
28. Driver 5
TOTAL 166
Sumber: PT. Bintang Persada Satelit
2.6.2. Jam Kerja
PT. Bintang Persada Satelit menetapkan jam kerja efektif adalah 7 jam per hari. Apabila target produksi tidak tercapai, maka akan diadakan lembur selama 4 jam per hari dan akan diberikan upah lembur oleh perusahaan.
2.7.Proses Produksi
Proses produksi dapat diartikan sebagai cara, metode dan teknik untuk
menciptakan atau menambah nilai guna suatu barang atau jasa dengan menggunakan
2.7.1. Standar Mutu Bahan/Produk
Setiap produk yang dihasilkan harus memenuhi kriteria tertentu. Demikian juga
dengan produk parabola yang dihasilkan PT. Bintang Persada Satelit harus memenuhi
beberapa kriteria dan spesifikasi tertentu, seperti :
Tabel 2.2. Jenis Produk Parabola PT. Bintang Persada Satelit
Type Rangka Bibir Tinggi Diameter Kecekungan Mesh (cm) Plat Strip
6 BP 96 148 77 188 31,5 55 x 120 85
7 QQ 110 167 85 212 36,5 70 x 120 103
7 BP 102 155 80 107 33,5 70 x 120 103
8 QQ 123,5 186 97 237,5 43,2 60 x 120 116
8 BP 117 177 93 225 38,5 60 x 120 116
9 QQ 142 212 106,5 270 50 165 x 120 135
9 BP 142 212 106,5 270 50 165 x 120 135
10 QQ 152 226 106,5 288 55 175 x 120 145
10 BP 147 220 106,5 278 53,5 175 x 120 145
Sumber: PT. Bintang Persada Satelit
2.7.2. Bahan yang Digunakan
Bahan yang digunakan dalam proses produksi parabola terdiri dari bahan baku, bahan penolong dan bahan tambahan.
2.7.2.1.Bahan Baku
Berbagai jenis bahan baku yang digunakan untuk produksi parabola antara lain adalah aluminium coil, plat besi, pipa besi, plat strip dan aluminium hollow. Aluminium coil digunakan untuk membuat komponen dish yang terdiri dari jaring
mesh. Plat strip dan aluminium hollow digunakan untuk membuat komponen rangka dan bibir dish. Plat besi dan pipa besi digunakan untuk komponen
2.7.2.2.Bahan Penolong
Bahan penolong adalah bahan yang secara tidak langsung mempengaruhi kualitas dan fungsi produk, baik itu dikenakan secara langsung maupun tidak langsung terhadap bahan baku dalam suatu proses produksi. Bahan penolong dalam proses pembuatan parabola adalah:
1. Dimension A
Dimension A digunakan sebagai pengilat pada komponen mounting. 2. Dimension B
Dimension B digunakan untuk menghilangkan noda dan kotoran pada komponen mounting.
3. Batang kawat las
Batang ini digunakan untuk menyatukan masing-masing komponen baik komponen mounting dan komponen dish.
4. Zink
Zink digunakan untuk melapisi komponen-komponen dari parabola agar tidak berkarat.
5. HCl (Asam klorida)
HCl (Asam klorida) digunakan untuk menghilangkan karat-karat pada komponen parabola.
2.7.2.3.Bahan Tambahan
citra produk dan nilai tambah dimata konsumen. Adapun bahan tambahan yang digunakan selama proses produksi berlangsung yaitu:
1. Baut
Baut digunakan untuk melekatkan setiap komponen penyusun parabola. 2. Cat
Cat digunakan untuk menulis atau mencetak merek produk pada parabola. 3. Paku tembak
Paku tembak digunakan untuk menyatukan antara mesh yang satu dan mesh
lainnya.
2.7.3. Uraian Proses Produksi
PT. Bintang Persada Satelit Medan menghasilkan produk yang sangat beragam tetapi mempunyai proses produksi yang sama di mana perbedaanya terletak pada perlakuan terhadap proses dalam work center tertentu. Proses pembuatan parabola di perusahaan ini terdiri dari beberapa tahapan yang dikelompokkan ke dalam dua bagian, yaitu:
1. Proses pembuatan dish
2. Proses pembuatan Mounting
2.7.3.1.Proses Pembuatan Dish
Dish merupakan komponen utama dari parabola. Proses pembuatan dish
pembuatan mesh yang kemudian diikuti proses perakitan. Adapun proses-proses dalam membuat dish adalah sebagai berikut:
1. Proses pembuatan rangka dish dan bibir dish.
Proses pembuatan rangka dish dan bibir dish terdiri dari beberapa urutan, yaitu:
a. Pembuatan rangka dish
Bahan baku pembuat rangka dish yaitu aluminium hollow dipotong sesuai ukuran mulai dari 6 sampai dengan 10 inch. Kemudian hasil potongan aluminium hollow yang masih lurus tersebut kemudian di roll rangka sampai bengkok, agar bisa dibentuk mengikuti kecekungan parabola. b. Pembuatan bibir dish
Bahan baku pembuat bibir dish yaitu aluminium hollow dipotong sesuai ukuran mulai dari 6 sampai dengan 10 inch. Kemudian hasil potongan aluminium hollow yang masih lurus tersebut kemudian di roll rangka sampai bengkok, agar bisa dibentuk mengikuti kecekungan parabola. c. Pengeboran
Setelah rangka dish diroll kemudian rangka tersebut dibor. Bor terdiri dari bor satu lubang (bor 1) dan bor tiga lubang (bor 3). Proses pengeboran bor 1 digunakan untuk menyatukan mounting, sedangkan pengeboran bor 3 digunakan untuk menyatukan rangka tiap parabola dengan mesh.
d. Pengelasan
menyatukan empat keping rangka yang akan membentuk dish. Pengelasan dilakukan pada 5 titik, yaitu 4 titik untuk menyatukan tiap rangka dan bibir serta satu titik persekutuan keempat rangka.
2. Proses pembuatan mesh
Bahan baku pembuat mesh yaitu aluminium coil dibentuk menggunakan mesin pembuat mesh. Lempengan aluminium coil dimasukkan ke mesin sehingga menghasilkan lembaran jaring-jaring mesh. Ukuran mesh disesuaikan dengan spesifikasi yang dibutuhkan yang akan diatur melalui waktu yang ada pada mesin mesh. Setelah menjadi jaring-jaring mesh kemudian dimasukkan ke dalam mesin roll agar menjadi lurus. Kemudian mesh tersebut dimasukkan ke dalam mesin potong dan dipotong menjadi dua bagian yang akan berbentuk menjadi mesh segitiga. Setelah dihasilkan mesh segitiga, maka dapat dilakukan pemberian merek sesuai dengan keinginan pelanggan.
3. Proses pembuatan plat strip
Plat strip dibuat menggunakan mesin pemotong plat strip. Bahan baku berupa lembaran aluminium dipotong dengan spesifikasi tertentu. Plat strip merupakan lembaran dari aluminium yang digunakan untuk menyatukan dish
dengan mesh. Lembaran ini digunakan sebagai alas sebelum diberikan paku tembak untuk menyatukan dish dan mesh tersebut.
4. Proses perakitan komponen
mesh. Mesh disusun di atas empat keping bagian dish dan dipasang plat strip untuk menyatukan antara mesh yang satu dengan mesh yang lain. Setelah itu ditembak menggunakan paku tembak ke lubang-lubang dan kemudian dibor untuk menyatukan mesh, plat stripdengan rangka dan bibir dish.
2.7.3.2.Proses Pembuatan Mounting
Mounting adalah bagian bawah parabola yang berfungsi untuk menyangga
dish, dan tempat tiang fokus. Adapun tahapan-tahapan dalam membuat mounting
adalah sebagai berikut :
1. Pembuatan badan mounting
Badan mounting dibuat dari bahan baku plat 2 mm ukuran 120 x 240 cm. Badan mounting terdiri dari botol siku, plat U siku, kuping siku, mounting
siku, pipa mounting, kran hidrolik, dan tiang hidrolik. 2. Pembuatan tiang fokus
Tiang fokus dibuat sesuai ukuran spesifikasi parabola yang akan dibuat. Bahan baku pembuat tiang fokus adalah pipa besi ukuran 1 inchi x 5,7 m. 3. Cetak dan pon
4. Pengelasan dan pembautan
Komponen yang telah selesai dicetak dan pon kemudian dilas dan dibaut untuk menyatukan beberapa komponen menjadi komponen-komponen utama penyusun mounting.
5. Galvanis
Pada proses ini komponen-komponen utama pembentuk mounting dilakukan galvanis. Galvanis merupakan proses pembersihan komponen pembentuk
mounting dari karat dan oli/minyak yang melekat pada komponen pembentuk
mounting. Proses galvanis dilakukan dengan memasukkan komponen pembentuk mounting ke dalam larutan Hcl untuk menghilangkan karat yang melekat pada komponen pembentuk mounting. Setelah komponen pembentuk
mounting bersih kemudian dimasukkan ke dalam larutan dimension agar komponen pembentuk mounting menjadi kilat.
6. Penghalusan
Komponen mounting yang telah melalui proses galvanis kemudian dihaluskan permukaannya dengan menggunakan gerinda. Proses gerinda dilakukan untuk meratakan bagian yang merupakan bekas hasil potongan. 7. Perakitan
Setelah komponen pembentuk mounting kilat maka proses selanjutnya adalah proses perakitan. Pada proses ini komponen utama pembentuk mounting
disatukan dan dirakit menjadi mounting.
Pembuatan Rangka dan
Bibir Dish
Pembuatan Mesh
Pembuatan Plat Strip
Penyatuan Komponen Dish
(Rangka Dish, Bibir Dish,
Mesh dan Plat Strip)
Pembuatan Badan Mounting
Pembuatan Tiang Fokus
Cetak dan Pon Komponen
Pembentuk Mounting dan
Tiang Fokus
Pengelasan dan Pembautan Menjadi
Komponen Utama Mounting
Galvanis Komponen
Pembentuk Mounting
Perakitan Komponen
Mounting
Parabola
[image:39.595.111.458.102.498.2]Penghalusan Permukaan
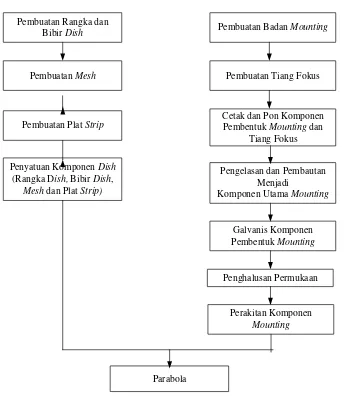
Gambar 2.2. Blok Diagram Pembuatan Parabola di PT. Bintang Persada
Satelit
2.8. Mesin dan Peralatan
BAB III
LANDASAN TEORI
3.1. Peramalan
3.1.1. Prinsip-prinsip Peramalan1
Ada lima prinsip peramalan yang sangat perlu diperhatikan untuk mendapatkan hasil peramalan yang baik yaitu:
1. Peramalan selalu mengandung error. Hampir tidak pernah ditemui bahwa hasil peramalan persis seperti kenyataan di lapangan. Peramalan mengurangi faktor ketidakpastian tetapi tidak pernah mampu untuk menghilangkannya. Para pengguna atau pelaksana peramalan harus benar-benar memahami situasi ini.
2. Peramalan harus mencakup ukuran dari error. Karena peramalan selalu mengandung error maka para pengguna perlu mengetahui besarnya error
yang terkandung. Besarnya error dapat dijelaskan dalam bentuk kisaran sekitar hasil peramalan baik dalam unit atau persentase dan probabilitas tentang permintaan sesungguhnya akan berada dalam kisaran tersebut.
3. Peramalan item yang dikelompokkan dalam famili selalu lebih akurat dibandingkan dengan peramalan dalam item per item. Jika famili dari produk sebagai sebuah kesatuan (unit) diramalkan maka persentase error akan
1
semakin kecil, tetapi apabila diramalkan masing-masing sebagai individual product maka persentase error akan semakin tinggi.
4. Peramalan untuk jangka pendek selalu lebih akurat dibandingkan dengan peramalan untuk jangka panjang. Dalam jangka pendek, kondisi yang mempengaruhi kecenderungan permintaan hampir sama atau kalau pun berubah hanya sedikit dan berjalan sangat lambat. Apabila rentang waktu peramalan bertambah panjang maka kecenderungan permintaan semakin dipengaruhi oleh berbagai faktor sehingga error semakin besar.
5. Apabila dimungkinkan, perkiraan besarnya permintaan lebih disukai berdasarkan perhitungan dari pada hasil peramalan. Misalnya dalam perencanaan produksi dalam lingkungan make-to-stock, apabila besarnya permintaan terhadap produk akhir telah diperkirakan berdasarkan hasil peramalan maka besarnya jumlah part, komponen, sub-assembly dan bahan baku untuk produk tersebut lebih baik dihitung berdasarkan principle of dependent demand daripada masing-masing ditetapkan berdasarkan hasil peramalan.
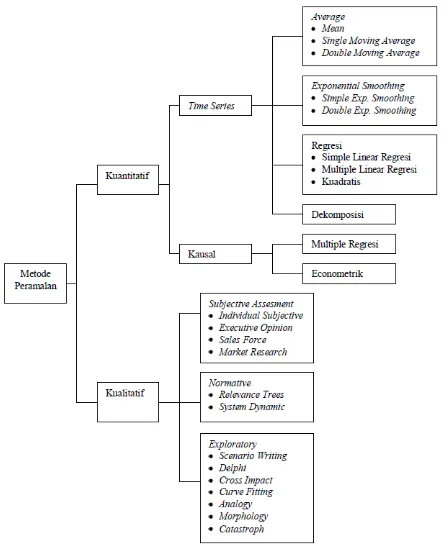
3.1.2. Klasifikasi Teknik Peramalan2
Dalam sistem peramalan, penggunaan berbagai model peramalan yang berbeda akan memberikan hasil ramalan yang berbeda dan derajat error
peramalan yang juga berbeda. Salah satu seni dalam peramalan adalah memilih metode peramalan. Metode peramalan yang ada secara umum dibagi atas dua
2
model yaitu model kualitatif dan model kuantitatif. Secara lengkap berbagai metode peramalan dilihat pada Gambar 3.1 berikut ini.
3.1.3. Metode Peramalan Kuantitatif
3
1. Tersedia informasi tentang masa lalu.
Peramalan kuantitatif dapat diterapkan bila terdapat tiga kondisi berikut:
2. Informasi tersebut dapat dikuantifikasikan dalam bentuk data numerik.
3. Dapat diasumsikan bahwa beberapa aspek pola masa lalu akan terus berlanjut di masa mendatang.
Kondisi yang terakhir ini dikenal dengan asumsi berkesinambungan (assumption of continuity), asumsi ini merupakan premis yang mendasari semua metode peramalan kuantitatif dan banyak metode peramalan teknologis.
4
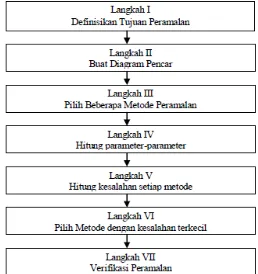
[image:43.595.181.439.418.692.2]Prosedur umum yang digunakan dalam peramalan secara kuantitatif dapat dilihat pada Gambar 3.2 berikut ini.
Gambar 3.2. Langkah-langkah Peramalan Secara Kuantitatif
3
Makridakis, dkk, Metode dan Aplikasi Peramalan (Jakarta: Erlangga, 1993), h. 8 – 9.
4
3.1.4. Metode Time Series
5
1. Pola horizontal terjadi bilamana nilai data berfluktuasi di sekitar nilai rata-rata yang konstan (deret seperti itu adalah stasioner terhadap nilai rata-ratanya). Suatu produk yang penjualannya tidak meningkat dan menurun selama waktu tertentu termasuk jenis ini.
Metode time series adalah metode yang digunakan untuk menganalisis serangkaian data yang merupakan fungsi dari waktu. Langkah penting dalam memilih suatu metode time series yang tepat adalah dengan mempertimbangkan jenis pola data, sehingga metode yang paling tepat dengan pola tersebut dapat diuji. Pola data dapat dibedakan menjadi empat jenis, yaitu:
2. Pola musiman terjadi bilamana suatu deret dipengaruhi oleh faktor musiman (misalnya kuartal tahun tertentu, bulanan, atau hari-hari pada minggu tertentu). Penjualan dari produk seperti minuman ringan, es krim, dan bahan bakar pemanas ruang menunjukkan jenis pola ini.
3. Pola siklis terjadi bilamana datanya dipengaruhi oleh fluktuasi ekonomi jangka panjang seperti yang berhubungan dengan siklus bisnis. Penjualan produk seperti mobil, baja menunjukkan jenis pola ini.
4. Pola trend terjadi bilamana terdapat kenaikan atau penurunan sekuler jangka panjang dalam data. Penjualan banyak perusahaan, produk bruto nasional (GDP), dan berbagai indikator bisnis atau ekonomi mengikuti suatu pola trend
selama perubahannya sepanjang waktu.
5
6
a. Trend linier
Ada beberapa trend yang digunakan di dalam penyelesaian masalah ini, yaitu:
Bentuk persamaan umum: Yt = a + bt
∑
∑
∑
∑ ∑
− −
= 2 2
) ( t t n Y t tY n
b t t
n t b Y a=
∑
t−∑
b. Trend Eksponensial Bentuk persamaan umum: Yt = aebt
∑
∑
∑
∑ ∑
− −
= 2 2
) ( ln ln t t n Y t Y t n
b t t
n t b Y a =
∑
ln t −∑
ln
c. Trend Logaritma
Bentuk persamaan umum: Yt = a + b log t
∑
∑
∑
∑ ∑
− −
= 2 2
) log ( log log log t t n Y t tY n
b t t
n t b
Y
a=
∑
t−∑
log
6
d. Trend Geometrik
Bentuk persamaan umum: Yt = atb
∑
∑
∑
∑ ∑
− − = 2 2 ( log )log log log log . log t t n Y t Y t n
b t t
n t b
Y
a =
∑
t −∑
loglog
e. Trend Hyperbola
Bentuk persamaan umum:
Yt = t
b a
∑
∑
∑
∑ ∑
− −= 2 2
) ( log log . log t n t Y t Y t n
b t t
n
t b Y
a=
∑
log t−log∑
log
7
7
Sinulingga, Sukaria, Perencanaan dan Pengendalian Produksi (Yogyakarta: Graha Ilmu, 2009), h. 117 -126.
Analisis time series menemukan bagaimana indikator produk tertentu bervariasi terhadap waktu. Time series adalah serangkaian observasi terhadap suatu variabel tertentu yang dilakukan secara diskrit. Misalnya observasi terhadap permintaan bulanan suatu produk selama 12 bulan. Analisis Time series
diidentifikasikan. Pemahaman terhadap komponen tersebut kemudian digunakan untuk membentuk model matematika yang disebut model peramalan.
1. Regresi Garis Lurus (Linear Regression)
Y = a + bX (1)
Dimana,
Y = perkiraan jumlah penjualan berdasarkan peramalan X = urutan tahun
a,b = konstanta
Untuk mendapatkan nilai konstanta a dan b maka persamaan (1) dapat dikembangkan lebih lanjut menjadi dua persamaan sebagai berikut:
Y1 = a + bX1
Y2 = a + bX2
. . Yn = a + bXn
(2) Dikembangkan sebagai berikut:
Y1X1 = aX1 + bX12
Y2X2 = aX2 + bX22
. .
2. Metode Rata-Rata Bergerak (Moving Range)
Peramalan berdasarkan metode rata-rata bergerak adalah peramalan dengan menggunakan data-data permintaan dalam beberapa periode lalu secara berurutan, biasanya mencakup satu tahun. Data permintaan ini dihaluskan dengan cara membagi jumlah permintaan selama beberapa periode dengan jumlah periode sehingga diperoleh jumlah permintaan rata-rata per periode. Dalam hal ini, periode dapat berupa bulanan atau kuartalan. Istilah rata-rata bergerak dimunculkan karena harga rata-rata dihitung secara berkelanjutan dengan membuang data permintaan satu periode lama dan menggantinya dengan data periode baru.
3. Metode Pengahalusan Eksponensial (Exponential Smoothing)
Model matematik peramalan pengahalusan eksponensial adalah sebagai berikut:
Fn+1 = αYn + (1-α)Fn
Dimana,
Fn+1 = hasil peramalan pada periode n + 1
Fn = hasil peramalan untuk periode sebelumnya
α = konstanta penghalusan di mana 0 ≤ α ≤ 1
Yn = nilai sebenarnya untuk periode sebelumnya
Periode 1: F1 = αY0 + (1-α)F0
Periode 2: F2 = αY1 + (1-α)F1
= αY1 + (1-α) [αY0 + (1-α)F0]
Periode 3: F3 = αY2 + (1-α)F2
= αY2 + (1-α)Y1 + (1-α)2[αY0 + (1-α)F0]
3.2. Studi Waktu8
Studi waktu adalah suatu aktivitas untuk menentukan waktu yang dibutuhkan oleh seorang operator (yang memiliki skill rata-rata dan terlatih baik) dalam melaksanakan sebuah kegiatan kerja dalam kondisi dan tempo kerja yang normal. Tujuan pokok dari aktivitas ini dengan sendirinya akan berkaitan erat dengan usaha menetapkan waktu baku. Waktu baku secara definitif dinyatakan sebagai waktu yang dibutuhkan oleh seorang pekerja yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan suatu pekerjaan. Waktu baku tersebut
8
sudah mencakup kelonggaran waktu (allowance time) yang diberikan dengan memperhatikan situasi dan kondisi pekerjaan yang harus diselesaikan.
Ada berbagai macam cara untuk mengukur dan menetapkan waktu baku. Dalam beberapa kasus seringkali industri hanya sekedar membuat estimasi waktu dengan berdasarkan pengalaman historis. Umumnya penetapan waktu baku dilaksanakan dengan cara pengukuran kerja seperti:
1. Stopwatch Time Study
2. Work Sampling
3. Standard Data
4. Predetermined Motion Time System
Stopwatch time study adalah cara pengukuran kerja secara langsung.
3.2.1. Pengukuran Waktu Kerja dengan Stopwatch Time Study
9
1. Definisikan pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati dan supervisor yang ada.
Cara pengukuran kerja dengan Stopwatch Time Study, yaitu:
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang digunakan.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetil-detilnya tapi masih dalam batas-batas kemudahan untuk pengukuran waktunya.
9
4. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk menyelesaikan elemen-elemen kerja tersebut.
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah jumlah siklus yang dilaksanakan ini sudah memenuhi syarat atau tidak, tes pula keseragaman data yang diperoleh.
6. Tetapkan rating factor operator. Rating factor ini ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk performansioperator. Untuk elemen kerja yang sepenuhnya dilakukan oleh mesin maka performansi dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performansi kerja yang ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal. 8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas.
Waktu longgar yang diberikan ini guna menghadapi kondisi-kondisi seperti kebutuhan yang bersifat personal, kelelahan, dan keterlambatan material. 9. Tetapkan waktu kerja baku (standard time) yaitu jumlah total antara waktu
normal dan waktu longgar. 10
Pengujian keseragaman data dilakukan untuk mengetahui apakah data yang diperoleh menyebar seragam atau tidak. Rumus untuk menghitung keseragaman data yaitu:
10
Keterangan:
: waktu rata-rata
: simpangan baku
: Batas Kontrol Atas
: Batas Kontrol Bawah
: Tingkat ketelitian
Setelah mengetahui keseragaman data maka harus diuji kecukupan datanya. Dengan menggunakan teori statistik tentang sampling data diperoleh formulasi untuk mengetahui berapa jumlah pengamatan/pengukuran yang sebaiknya digunakan. Adapun formulasinya sebagai berikut:
( )
22 2
. / '
−
=
∑
∑
∑
t
t t
N s z N
Keterangan:
t = waktu pengamatan dari setiap elemen kerja untuk masing-masing siklus yang diukur
1. 90% confidence level : z = 1,65 2. 95% confidence level : z = 2,00 3. 99,7% confidence level : z = 3,00
s = derajat dari data t yang dikehendaki, yang menunjukkan maksimum prosentasi penyimpangan yang bisa diterima dari nilai yang sebenarnya. Nilai k/s dikenal sebagai Confidence-Precision Ratio dari time study yang dilaksanakan.
N = jumlah pengamatan/pengukuran awal yang telah dilakukan untuk elemen kegiatan tertentu yang dipilih.
N’= Jumlah siklus pengamatan/pengukuran yang seharusnya dilaksanakan agar dapat diperoleh presentase kesalahan (error) minimum dalam mengestimasi t yaitu sebesar S.
Apabila N’ > N maka diperlukan pengukuran tambahan hingga memenuhi jumlah yang diperlukan. Apabila N’ < N maka data pengukuran pendahuluan sudah mencukupi.
Setelah uji keseragaman data dan uji kecukupan data dipenuhi maka dilakukan perhitungan waktu siklus, waktu normal dan waktu standar. Waktu siklus diperoleh dari harga rata-rata data yang telah seragam dan cukup. Waktu normal diperoleh dengan mempertimbangkan rating factor operator. Rumus:
Waktu standar diperoleh dengan mempertimbangkan allowance operator.
) %
100 (
% 100 WN
WS
Allowance
− ×
Keterangan:
Rf = Rating Factor
All = Allowance
Wt = Waktu Siklus WN = Waktu Normal
WS = Waktu Baku
3.2.2. Rating Factor11
Rating factor adalah perbandingan performansi seorang pekerja dengan konsep normalnya. Cara menentukan rating factor (Rf) ini antara lain sebagai berikut:
1. Cara Persentase
Besarnya rating factor sepenuhnya ditentukan oleh pengukur melalui pengamatannya selama melakukan pengukuran.
2. Cara Shumard
Cara yang memberikan patokan-patokan penilaian melalui kelas-kelas
performance kerja di mana setiap kelas mempunyai nilai sendiri-sendiri. 3. Cara Objektif
Cara yang memperhatikan 2 faktor yaitu kecepatan kerja dan tingkat kesulitan pekerjaan.
4. Cara Westinghouse
11
Cara penilaian di mana performansi kerja operator dipengaruhi oleh 4 hal, yaitu keterampilan (skill), usaha (effort), kondisi kerja, dan konsistensi pekerja yang disebut dengan westinghouse factor. Formulasi yang digunakan dalam menghitung rating factor ditunjukkan sebagai berikut:
Rf = 1 + westinghouse factor
Adapun penjelasan dari westinghouse factor, yaitu: a. Keterampilan (Skill)
Keterampilan didefinisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan. Latihan dapat meningkatkan keterampilan, tetapi hanya sampai tingkat tertentu saja, tingkat mana merupakan kemampuan maksimal yang dapat diberikan oleh pekerja yang bersangkutan. Secara psikologis keterampilan merupakan aptitude untuk pekerjaan yang bersangkutan. b. Usaha (Effort)
Yang dimaksud dengan usaha disini adalah kesungguhan yang ditunjukkan atau diberikan operator ketika melakukan pekerjaannya. Usaha mempunyai korelasi yang kuat dengan keterampilan.
c. Kondisi Kerja (Condition)
faktor kondisi sering disebut sebagai faktor manajemen karena pihak inilah yang dapat dan berwenang merubah atau memperbaikinya.
d. Konsistensi (Consistency)
Faktor ini merupakan konsistensi pekerja dalam menyelesaikan pekerjaannya dari suatu kerja ke kerja yang lain tanpa mengalami banyak perubahan yang berarti.
3.2.3. Allowance12
Kelonggaran (Allowance) diberikan berkenaan dengan adanya sejumlah kebutuhan di luar kerja, yang terjadi selama pekerjaan berlangsung.
Kelonggaran diberikan untuk tiga hal, yaitu: 1. Kelonggaran untuk kebutuhan pribadi (personal)
Kelonggaran yang termasuk di dalam kebutuhan pribadi adalah hal-hal sepeti minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekedarnya untuk menghilangkan ketegangan ataupun kejenuhan dalam sewaktu bekerja
2. Kelonggaran untuk menghilangkan rasa fatique
Fatique merupakan hal yang akan terjadi pada diri seseorang sebagai akibat dari melakukan suatu pekerjaan.
3. Kelonggaran untuk hambatan-hambatan tidak terhindarkan (delay)
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar kekuasaan/kendali pekerja, seperti mesin macet, listrik padam, dan lain-lain.
12
3.3. DynamicProgramming
3.3.1. Deskripsi Dynamic Programming13
Dynamic programming merupakan prosedur matematis yang dirancang untuk memperbaiki efisiensi perhitungan masalah pemrograman matematis tertentu dengan menguraikannya menjadi bagian-bagian masalah yang lebih kecil dan lebih sederhana. Pemrograman dinamis pada umumnya menjawab masalah dalam tahap-tahap, dengan setiap tahap meliputi tepat satu variabel optimasi. Perhitungan di tahap yang berbeda-beda dihubungkan melalui perhitungan rekursif dengan cara menghasilkan pemecahan optimal bagi seluruh masalah. Nama pemrograman dinamis mungkin berkembang karena penggunaan metode ini yang melibatkan pengambilan keputusan yang berkaitan dengan waktu. Tetapi, situasi lain dimana waktu bukan merupakan faktor juga dipecahkan oleh program dinamis. Maka dari itu program dinamis lebih tepat disebut pemrograman multitahap karena pemecahaannya dilakukan secara bertahap.
Teori utama dalam pemrograman dinamis adalah prinsip optimalisasi. Prinsip tersebut pada dasarnya menentukan bagaimana suatu masalah yang diuraikan dengan benar dapat dijawab dalam tahap-tahap melalui pemakaian perhitungan rekursif. Konsep yang tidak jelas yang digunakan dalam program dinamis bersamaan dengan notasi matematis yang tidak dikenal seringkali
13
merupakan sumber kebingungan. Tetapi, seringnya seseorang menggunakan perumusan dan pemecahan program dinamis maka orang tersebut akan menganggap program dinamis menjadi lebih mudah dan jelas (Taha, 1996).
14
1. Terdapat sejumlah berhingga pilihan yang mungkin.
Pada penyelesaian dengan metode dynamic programming ada beberapa hal yang harus diperhatikan, yaitu:
2. Solusi pada setiap tahap dibangun dari hasil solusi tahap sebelumnya. 3. Persyaratan optimisasi dan kendala digunakan untuk membatasi sejumlah
pilihan yang harus dipertimbangkan pada suatu tahap.
Pada dynamic programming, rangkaian keputusan yang optimal dibuat dengan menggunakan prinsip optimalitas. Prinsip ini berbunyi : ”Jika solusi total optimal, maka bagian solusi sampai ke tahap ke-k juga optimal.” Prinsip optimalitas berarti bahwa jika bekerja dari tahap k ke tahap ke k+1, dapat menggunakan hasil optimal dari tahap ke k tanpa harus kembali ke tahap awal. Jika pada setiap tahap dihitung ongkos (cost) maka dapat dirumuskan secara umum:
Ongkos tahap k+1 = (ongkos yang dihasilkan pada tahap k) + (ongkos dari tahap k
ke k+1)
Dengan prinsip optimalitas, dijamin bahwa pengambilan keputusan pada suatu tahap, adalah keputusan yang benar untuk tahap-tahap selanjutnya.
3.3.2. Karakteristik Permasalahan Dynamic Programming15
14
Setiap metode pengambilan keputusan memiliki karakteristik persoalan yang berbeda, hal tersebut sesuai dengan kondisi ataupun kasus yang terjadi. Berikut ini adalah karakteristik persoalan yang dapat diselesaikan dengan metode
dynamic programming:
1. Persoalan dapat dibagi menjadi beberapa tahap (stage) yang pada setiap tahap hanya diambil satu keputusan.
2. Masing-masing tahap terdiri dari sejumlah status (state) yang berhubungan dengan tahap tersebut. Secara umum, status merupakan bermacam kemungkinan masukan yang ada pada tahap tersebut.
3. Hasil dari keputusan yang diambil pada setiap tahap ditransformasikan dari status yang bersangkutan ke status berikutnya pada tahap berikutnya.
4. Ongkos (cost) pada suatu tahap meningkat secara teratur (steadily) dengan bertambahnya jumlah tahapan.
5. Ongkos pada suatu tahap bergantung pada ongkos tahap-tahap yang sudah berjalan dan ongkos pada tahap tersebut.
6. Keputusan terbaik pada suatu tahap bersifat independen terhadap keputusan yang dilakukan pada tahap sebelumnya.
7. Adanya hubungan rekursif yang mengidentifikasikan keputusan terbaik untuk setiap status pada tahap k memberikan keputusan terbaik untuk setiap status pada tahap k + 1.
8. Prinsip optimalitas berlaku pada persoalan tersebut (Rinaldi Munir, 2004).
15
3.3.3. Konsep Dasar dalam Dynamic Programming16
Konsep-konsep dasar dalam dynamic programming, yaitu: 1. Dekomposisi
Persoalan dynamic programming dapat dipecah-pecah menjadi sub-persoalan atau tahapan yang lebih kecil dan berurutan. Setiap tahap disebut juga sebagai titik keputusan. Setiap keputusan yang dibuat pada suatu tahap akan mepengaruhi keputusan-keputusan pada tahap berikutnya.
2. Status
Status adalah kondisi awal (Sn) dan kondisi akhir (Sn-1) pada setiap tahap, di mana pada tahap tersebut keputusan dibuat (Dn). Status akhir pada sebuah tahap tergantung keadaan status awal dan keputusan yang dibuat pada tahap tersebut. Status akhir pada suatu tahap merupakan input bagi tahap berikutnya. 3. Variabel Keputusan dan Hasil
Keputusan yang dibuat pada setiap tahap (Dn) merupakan keputusan yang berorientasi kepada return yang diakibatkannya (Rn|Dn).
4. Fungsi Rekursif
Fungsi rekursif biasanya digunakan pada berbagai program komputer, di mana nilai sebuah variabel pada fungsi itu merupakan nilai kumulatif dari nilai variabel tersebut pada tahap sebelumnya. Pada dynamic programming, fungsi umum dituliskan sebagai:
16
fn(Sn, Dn) = Rn + fn-1*(Sn-1,Dn-1)
3.4. Perencanaan Produksi
3.4.1. Fungsi dan Tujuan Perencanaan Produksi17
The American Production and Inventory Control Society mendefinisikan perencanaan produksi sebagai suatu kegiatan yang berkenaan dengan penentuan apa yang harus diproduksi, berapa banyak diproduksi, kapan diproduksi, dan apa sumber daya yang dibutuhkan untuk mendapatkan produk yang telah ditetapkan. Perencanaan produksi ini merupakan alat komunikasi antara manajemen teras (top management) dan manajemen produksi. Beberapa fungsi perencanaan produksi, yaitu:
1. Menjamin rencana penjualan dan rencana produksi konsisten terhadap rencana strategis perusahaan.
2. Sebagai alat ukur performansi proses perencanaan produksi.
3. Menjamin kemampuan produksi konsisten terhadap rencana produksi.
4. Memonitor hasil produksi aktual terhadap rencana produksi dan membuat penyesuaian.
5. Mengatur persediaan produk jadi untuk mencapai target produksi dan rencana strategis.
6. Mengarahkan penyusunan dan pelaksanaan Jadwal Induk Produksi. Sementara tujuan perencanaan produksi, yaitu:
17
1. Sebagai langkah awal untuk menentukan aktivitas produksi yaitu sebagai referensi perencanaan lebih rinci dari rencana agregrat menjadi item dalam jadwal induk produksi.
2. Sebagai masukan sumber daya sehingga perencanaan sumber daya dapat dikembangkan untuk mendukung perencanaan produksi.
3. Meredam (stabilisasi) produksi dan tenaga kerja terhadap fluktuasi permintaan.
Perencanaan produksi akan mudah dibuat bila tingkat permintaan bersifat konstan atau bila waktu produksi tidak menjadi kendala. Tetapi kedua kondisi tersebut jarang terjadi dalam keadaan sebenarnya, dimana secara nyata tingkat permintaan akan berfluktuasi dan perusahaan selalu dibatasi oleh tanggal waktu penyerahan. Perencanaan yang tidak tepat dapat mengakibatkan tinggi/rendahnya tingkat persediaan, sehingga mengakibatkan peningkatan ongkos simpan/ongkos kehabisan persediaan. Dan yang lebih fatal, hal tersebut dapat mengurangi pelayanan kepada konsumen karena keterlambatan penyerahan produk.
3.4.2. Karakteristik Perencanaan Produksi18
Agar manajemen teras dapat memfokuskan seluruh tingkat produksinya tanpa harus rinci, maka perencanaan produksi dinyatakan dalam kelompok produk atau famili (agregate). Satuan unit yang dipakai dalam perencanaan produksi bervariasi dari satu pabrik ke pabrik yang lain. Hal ini bergantung dari jenis produk seperti : ton, liter, kubik, jam mesin, atau jam orang. Jika satuan unit sudah
18
ditetapkan maka faktor konversi dapat ditetapkan sebagai alat komunikasi dengan departemen lainya seperti bagian pemasaran dan akuntansi. Satuan unit di atas harus dikonversikan dalam bentuk satuan rupiah. Disamping itu juga faktor konversi diperlukan untuk menerjemahkan perencanaan produksi ke jadwal induk produksi.
Proses peramalan telah memberikan informasi mengenai besarnya permintaan akan produk yang direncanakan. Langkah selanjutnya adalah membuat rencana produksi itu sendiri. Dalam hal ini tidak semua permintaan dari hasil peramalan mungkin bisa diproduksi karena kapasitas produksi yang dimiliki tidak mencukupi. Pada dasarnya perencanaan produksi adalah upaya untuk menjabarkan hasil peramalan menjadi rencana produksi yang layak dilakukan dalam bentuk jadwal induk produksi. Banyak metode yang dapat dilakukan untuk hal tersebut, salah satunya adalah perencanaan agregat.
3.4.3. Kapasitas Produksi, Faktor Utilisasi dan Efisiensi19
Kapasitas suatu sumber daya diukur atau dinyatakan dengan level kapasitas yaitu jumlah waktu maksimum tersedia bagi sumber daya tersebut untuk dimanfaatkan per satuan waktu. Data kapasitas stasiun kerja adalah data-data mengenai kemampuan masing-masing stasiun kerja melakukan operasi manufaktur dengan memperhatikan faktor-faktor efisiensi dan utilisasi. Kapasitas dapat dibagi 2 yaitu kapasitas yang dibutuhkan dan kapasitas yang tersedia.
19
Rumus yang digunakan untuk mencari kapasitas tersebut dapat dilihat sebagai berikut:
Kebutuhan kapasitas = waktu operasi/unit × jumlah permintaan Kapasitas tersedia = waktu tersedia × efisiensi × utilisasi
Faktor efisiensi menjelaskan keadaan seberapa jauh stasiun kerja tertentu mampu menggunakan kapasitas yang tersedia secara efisien. Sementara faktor utilisasi adalah ukuran kemampuan stasiun kerja dalam memanfaatkan kapasitas yang tersedia secara efektif. Faktor efisiensi dan utilisasi pada umumnya tidak ada yang 100% tetapi berkisar 80 – 95%. Oleh karena itu, kapasitas tersedia yang didapatkan dari waktu kerja tersedia lebih baik jika memperhitungkan kedua faktor tersebut sebab tidak ada waktu kerja yang dapat digunakan sepenuhnya.
Apabila pada salah satu periode tertentu ditemui keadaan bahwa kebutuhan kapasitas lebih besar dari kapasitas yang tersedia maka beberapa alternatif keputusan perlu dianalisis sebagai berikut:
1. Rencana produksi agregat pada periode tersebut dikoreksi yaitu diturunkan sampai jumlah yang realistic ditinjau dari kapasitas yang tersedia.
2. Melakukan penyesuaian jumlah unit grup produk tertentu antar time bucket
misalnya sebagian dipindahkan ke periode awal atau periode di belakangnya. 3. Melakukan penambahan kapasitas stasiun kerja dimana defisit kapasitas
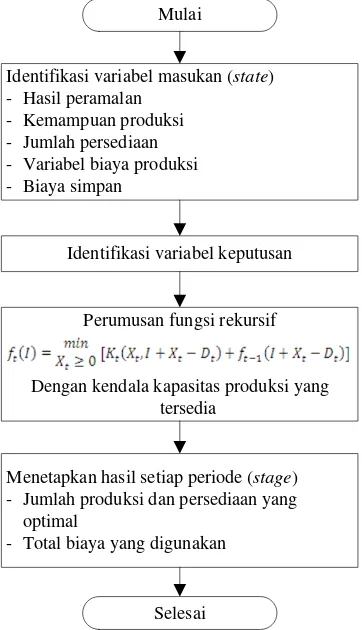
3.4.4. Metode Dynamic Programming dalam Perencanaan Produksi20
Model formulasi dynamic programming yang digunakan dalam perencanaan produksi dapat dilihat sebagai berikut:
Fungsi tujuan : ft(I) = ∑ Kt (Xt, It) Pembatas : Xt≤ Pt
Xt≤ It + Dt
Xt≥ 0
It≥ 0 Secara lengkap :
Keterangan:
Xn = produksi terjadwal untuk periode n (n = 1, 2, …, N)
Dn = perkiraan permintaan untuk periode n
In = persediaan untuk akhir periode n
Kn(Xn) = biaya untuk produksi Xn
H = biaya simpan
F*n-1 = biaya minimum untuk 1 periode sebelumnya
20
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian dilakukan selama 4 bulan di PT. Bintang Persada Satelit yang bergerak dalam bidang manufaktur pembuatan produk parabola. Pabrik ini beralamat di Jl. Brigjend Zein Hamid / Jl. Ladang, Gang Perdamaian No. 34, Medan-Sumatera Utara.
4.2. Objek Penelitian
Dalam penelitian ini, objek yang diteliti adalah jumlah produksi optimal produk parabola pada PT. Bintang Persada Satelit.
4.3. Jenis Penelitian
teori dalam perkembangan ilmu dan teknologi. Penelitian ini bertujuan untuk merancang usulan perencanaan produksi yang optimal sehingga dapat meningkatkan efisiensi perusahaan dari segi waktu dan biaya produksi.
4.4. Kerangka Konseptual
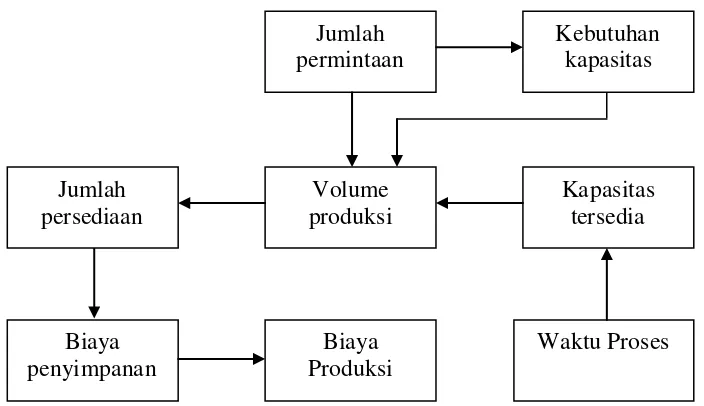
[image:67.595.132.484.403.606.2]Kerangka konseptual menunjukkan kerangka berpikir dalam melaksanakan penelitian. Kerangka konseptual dalam penelitian dapat dilihat pada Gambar 4.1.
Gambar 4.1. Kerangka konseptual Penelitian
4.5. Variabel Penelitian
Variabel penelitian yang digunakan dalam penelitian ini, yaitu: 1. Variabel Dependen
Volume produksi Jumlah permintaan
Jumlah persediaan
Biaya Produksi
Waktu Proses Biaya
penyimpanan
Kapasitas tersedia Kebutuhan
Variabel yang termasuk dalam kategori ini, yaitu: a. Kapasitas Tersedia
Variabel ini menunjukkan jumlah waktu maksimum yang tersedia di perusahaan bagi sumber daya untuk dimanfaatkan dimana ukurannya dilihat dari satuan waktu.
b. Kebutuhan Kapasitas
Variabel ini menunjukkan jumlah waktu maksimum yang dibutuhkan sumber daya untuk memenuhi permintaan konsumen dimana ukurannya dilihat dari satuan waktu.
c. Volume Produksi
Variabel ini menunjukkan banyaknya jumlah produk yang akan dihasilkan perusahaan berdasarkan kapasitas dimana ukurannya dilihat dari satuan unit.
d. Jumlah Persediaan
Variabel ini menunjukkan banyaknya jumlah unit persediaan yang akan dihasilkan berdasarkan sisa volume produksi setelah dikurangi jumlah permintaan dimana ukurannya dilihat dari satuan unit.
e. Biaya Produksi
2. Variabel Independen a. Waktu Proses
Variabel ini menunjukkan jumlah waktu yang tersedia bagi pihak perusahaan dalam melakukan produksi dimana ukurannya dilihat dari satuan waktu.
b. Jumlah Permintaan
Variabel ini menunjukkan banyaknya unit produk yang diminta oleh konsumen per periode dimana ukurannya dilihat dari satuan unit.
c. Biaya Penyimpanan
Variabel ini menunjukkan besarnya biaya yang dikeluarkan oleh pihak perusahaan dalam mengadakan persediaan dimana ukurannya dilihat dari satuan rupiah.
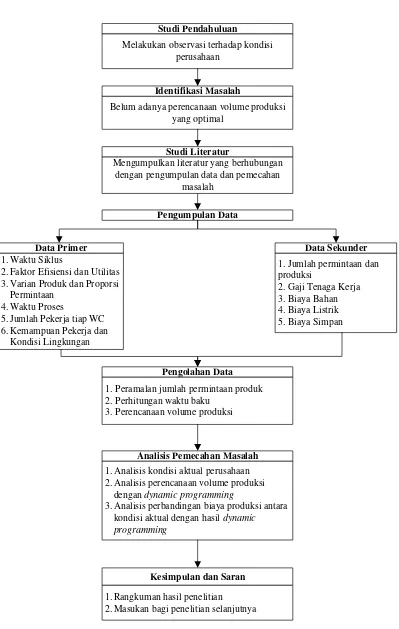
4.6. Blok Diagram Prosedur Penelitian
Data Primer
1. Waktu Siklus
2. Faktor Efisiensi dan Utilitas 3. Varian Produk dan Proporsi
Permintaan 4. Waktu Proses
5. Jumlah Pekerja tiap WC 6. Kemampuan Pekerja dan
Kondisi Lingkungan
Pengumpulan Data
Data Sekunder
1. Jumlah permintaan dan produksi
2. Gaji Tenaga Kerja 3. Biaya Bahan 4. Biaya Listrik 5. Biaya Simpan
Pengolahan Data
1. Peramalan jumlah permintaan produk 2. Perhitungan waktu baku
3. Perencanaan volume produksi
Analisis Pemecahan Masalah
1. Analisis kondisi aktual perusahaan 2. Analisis perencanaan volume produksi
dengan dynamic programming
3. Analisis perbandingan biaya produksi antara
kondisi aktual dengan hasil dynamic
programming
Kesimpulan dan Saran
1. Rangkuman hasil penelitian
2. Masukan bagi penelitian selanjutnya
Studi Pendahuluan
Melakukan observasi terhadap kondisi perusahaan
Identifikasi Masalah
Belum adanya perencanaan volume produksi yang optimal
Studi Literatur
Mengumpulkan literatur yang berhubungan dengan pengumpulan data dan pemecahan
[image:70.595.110.509.92.721.2]masalah
4.7. Instrumen Penelitian
Adapun instrumen yang digunakan dalam penelitian ini, yaitu:
1. Stopwatch digital yang digunakan untuk pengukuran waktu proses produksi parabola.
2. Pedoman lembar kerja dan wawancara yang digunakan untuk mengisi data-data yang diperlukan.
4.8. Metode Pengumpulan Data
Data dan metode yang diperlukan dalam penelitian ini, yaitu: 1. Data Primer
a. Waktu siklus work center, diperoleh melalui pengukuran waktu. b. Faktor efisiensi dan utilitas, diperoleh melalui wawancara.
c. Varian produk dan proporsi permintaan, diperoleh melalui wawancara. d. Waktu kerja tersedia, diperoleh melalui wawancara.
e. Jumlah pekerja tiap work center, diperoleh melalui observasi.
f. Kemampuan pekerja dan kondisi lingkungan, diperoleh melalui observasi. 2. Data Sekunder
a. Jumlah permintaan dan produksi produk, diperoleh melalui dokumentasi. b. Gaji tenaga kerja, diperoleh melalui dokumentasi.
4.9. Metode Pengolahan Data
Metode yang dipakai dalam pengolahan data yaitu dynamic programming
untuk perancangan usulan perencanaan volume produksi. Langkah-langkah secara umum dalam melakukan pengolahan dapat dilihat sebagai berikut:
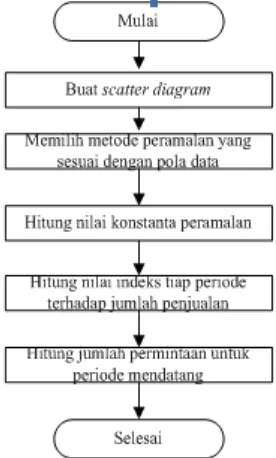
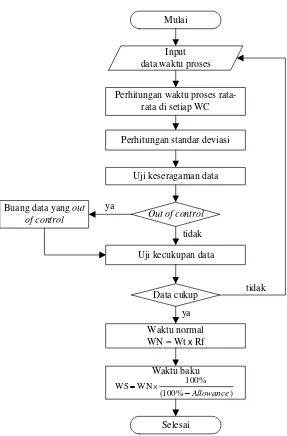
[image:72.595.243.381.334.563.2]1. Peramalan jumlah permintaan untuk periode setahun mendatang yang digunakan untuk menghitung jumlah volume produksi yang direncanakan dengan metode time series. Tahapan pengolahan peramalan dapat dilihat pada diagram alir dalam Gambar 4.3.
Gambar 4.3. Diagram Alir Peramalan dengan Time Series
2. Penentuan waktu baku dengan mempertimbangkan rating factor dan
Mulai
Input data waktu proses
Perhitungan waktu proses rata-rata di setiap WC
Perhitungan standar deviasi
Uji keseragaman data
Out of control
Uji kecukupan data
Data cukup
Buang data yang out
of control
ya
tidak
Waktu normal
WN = Wt x Rf
Waktu baku
Selesai ya
tidak
) %
100 (
% 100 WN
WS
Allowance
[image:73.595