KARYA AKHIR
STUDI PEMELIHARAAN
DENGAN SISTEM PREVENTIVE MAINTENANCE
DI PDAM TIRTANADI DELITUA – MEDAN
DISUSUN OLEH :
TODO TUA TAMBUNAN
NIM: 015202056
PROG STUDI TEKNOLOGI MEKANIK INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan pada Tuhan Yang Maha Esa, karena
berkat rahmat dan karunia - NYA sehingga penulis dapat menyelesaikan Laporan
karya akhir ini dengan judul Sistem Pemeliharaan Pabrik PDAM Tirtanadi Delitua
Medan Dengan Sistem Preventive Maintenance.
Penyusunan laporan Karya Akhir ini dilakukan guna untuk menyelesikan
Study di Jurusan Teknologi Mekanik Industri Universitas Sumatera Utara, sebagai
salah satu syarat untuk memperoleh gelar Sarjana Sains Terapan.
Dalam kegiatan penulis untuk menyelesaikan Karya Akhir ini, penulis
telah banyak mendapat bantuan berupa bimbingan, arahan dan saran dari
berbasgai pihak. Untuk itu maka dalam kesempatan ini penulis ingin
mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Bapak Ir. Alfian Hamsi, Msc sebagai Dosen Pembimbing penulis
2. Bapak Ir. Tugiman, MT, selaku Ketua Jurusan Teknik Mekanik Industri
sekaligus juga sebagai Dosen Wali penulis.
3. Bapak Ir. Tekad Sitepu, selaku Koordinator Program Studi Teknologi
Mekanik Industri.
4. Bapak Wagito selaku Ka.Bag Mechanical&Electrical PDAM Tirtanadi
IPA Deli Tua, yang telah membantu penulis dalam melengkapi data yang
penulis butuhkan pada penyusunan laporan ini.
5. Ntu dan Mama’ tercinta yang senantiasa memberikan dukungan semangat
6. Buat K’Rin dan Dipo, kakak dan adik penulis yang juga turut memberikan
semangat kepada penulis.
7. Buat Luthfiani Skg “FKG”, teman sekaligus motivator buat penulis.
8. Teman-teman TMI anak 99,00 dan 01 khususnya Andi, Boy, Fajar, wak
Rud, Randy.
9. Buat teman-teman satu Genk Maknur Brotherhood, always keep in touch
bro.
Penulis menyadari bahwa laporan ini masih belum sempurna adanya,
karena masih banyak kekurangan baik dari segi ilmu maupun susunan bahasanya.
Oleh karena itu penulis sangat mengharapkan kritik dan saran demi
menyempurnakan laporan ini.
Akhir kata bantuan dan budi baik yang telah penulis dapatkan,
menghaturkanterima kasih dan hanya Tuhan Yang MAha Esa yang dapat
memberikan limpahan pahala yang setimpal. Semoga laporan ini dapat
bermanfaat bagi kita semua dan bagi penulis sendiri tentunya.
Medan, Februari 2008 Penulis
TODO TUA TAMBUNAN
DAFTAR ISI
Halaman Lembar Pengesahan
Kata Pengantar……… iii
Daftar Isi………... v
Daftar Tabel………. vii
Daftar Grafik………... viii
BAB I PENDAHULUAN……… 1
1.1. Latar Belakang……… ... 1
1.2. Tujuan Penulisan……… 2
1.3. Batasan Masalah………. 2
1.4. Metode Pembahasan………... 2
1.5. Sistematika Penulisan………. 3
BAB II TINJAUAN PUSTAKA……….. 5
2.1. Organisasi Maintenance……….. ... 5
2.2. Prosedur Dalam Organisasi Maintenance……….. 8
2.2.1. Planning……… 8
2.2.2. Beban Kerja………. 14
2.2.3. Data Pembiayaan………. 20
2.2.4. Material Kontrol dan Pembelian……….. 21
2.2.5. Hubungan Antar Bagian Engineering……….. 22
2.2.6. Man Power……… 29
2.2.7. Man Hour………... 31
2.2.8. Equipment, Tool, Material dan Consumable…….... 33
BAB III SISTEM MAINTENANCE………. 35
3.1. Bak Pengendap Air Baku……… 35
3.2. Bangunan Rumah Pompa Air Baku……… 37
3.5. Bangunan Reservoir dan Rumah Pompa Air Bersih……. 54
3.6. Bangunan Kimia……… 71
BAB IV ANALISA SISTEM PREVENTIVE MAINTENANCE…. 72 4.1. Hubungan Biaya dengan Man Power……… 72
4.2. Hubungan Biaya dengan Man Hour………. 73
4.3. Hubungan Biaya dengan Man Tool……….. 74
4.4. Hubungan Biaya dengan Man Equipment……… 75
4.5. Hubungan Biaya dengan Man Material……… 76
4.6. Hubungan Biaya dengan Man Consomable………. 77
4.7. Analisa PM Pada Bangunan Rumah Pompa Air Baku…. 78 4.8. Analisa PM Pada Bangunan Filter……… 83
4.9. Analisa PM Pada Bangunan Pompa Air Bersih………… 87
BAB V KESIMPULAN DAN SARAN……….. 92
5.1. Kesimpulan……… 92
5.2. Saran……….. 94
DAFTAR TABEL
Tabel 3.1. Penyimpangan – Penyimpangan Pada Pompa Air Baku……… 39
Tabel 3.2. Data Perawatan Pompa Air Baku/RWP………. 44
Tabel 3.3. Preventive Maintenance Pada Pompa Air Baku/RWP………... 45
Tabel 3.4. Data Perawatan Filter……….. 52
Tabel 3.5. Preventive Maintenance Pada Filter………... 53
Tabel 3.6. Daftar Kesalahan Dan Kemungkinan Penyebabnya………... 56
Tabel 3.7. Penyimpangan – Penyimpangan Pada Reservoir Dan Pompa Air Bersih……….. 64
Tabel 3.8. Data Perawatan Pompa Air Bersih/FWP……… 69
Tabel 3.9. Preventive Maintenance Pada Pompa Air Bersih………... 70
Tabel 4.1. Man Power Tiap Unit Perawatan………... 72
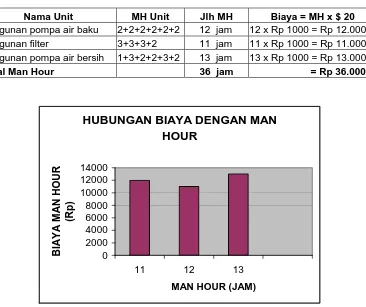
Tabel 4.2. Man Hour Tiap Unit Perawatan……….. 73
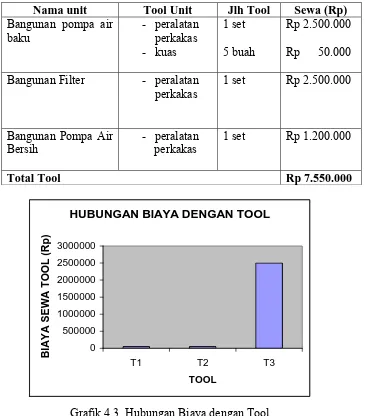
Tabel 4.3. Tool Tiap Unit Perawatan………... 74
Tabel 4.4. Equipment Tiap Unit Perawatan………. 75
Tabel 4.5. Material Tiap Unit Perawatan………. 76
Tabel 4.6. Consumable Tiap Unit Perawatan……….. 77
Tabel 4.7. Probability Mesin Dalam Bulan Agustus 2005………... 79
Tabel 4.8. Harga Bj, Jumlah Breakdown Diantara PM Interval……….. 81
Tabel 4.9. Biaya Alternatif (PM)………. 82
Tabel 4.10 Probability Mesin Dalam Bulan Agustus 2005……….. 83
Tabel 4.11 Harga Bj, Jumlah Breakdown Diantara PM Interval………. 85
Tabel 4.12 Biaya Alternatif (PM)………. 86
Tabel 4.13 Probability Mesin Dalam Bulan Juli 2005………. 87
Tabel 4.14 Harga Bj, Jumlah Breakdown Diantara PM Interval………. 89
DAFTAR GRAFIK
Grafik 4.1 Hubungan Biaya Dengan Man Power……… 72
Grafik 4.2 Hubungan Biaya Dengan Man Hour……….. 73
Grafik 4.3 Hubungan Biaya Dengan Tool………... 74
Grafik 4.4 Hubungan Biaya Dengan Equipment………. 75
Grafik 4.5 Hubungan Biaya Dengan Material………. 76
Grafik 4.6 Hubungan Biaya Dengan Consumable……….. 78
Grafik 4.7 Hubungan Antara i Dan Pi x i……… 79
Grafik 4.8 Hubungan Antara i Dan Bj………. 81
Grafik 4.9 Hubungan Antara i Dan Pi x i……… 84
Grafik 4.10 Hubungan Antara i Dan Bj……….... 85
Grafik 4.11 Hubungan Antara i Dan Pi x i………... 88
BAB I PENDAHULUAN
1.1 Latar belakang
Seiring dengan perkembangan zaman dan ilmu Pengetahuan maka saat ini
metode untuk menemukan agar losses atau kerugian suatu proses semakin kecil
terus diupayakan. Dalam dunia industri hal ini juga dipakai dalam berbagai
bidang. Untuk memperoleh hasil produksi yang baik dan berkualitas, maka
pabrik-pabrik diperkenalkan pada metode-metode yang sifatnya penting dan
sering dikesampingkan. Metode ini diharapkan dapat meminimalkan seringnya
pembongkaran mesin di pabrik dan ini dipelajari dengan pendekatan ilmiah untuk
meningkatkan effisiensi pabrik dan mencegah dampak lingkungan yang
disebabkan oleh kerusakan pabrik tersebut. Konsep dasarnya adalah menjaga atau
memperbaiki mesin atau pabrik hingga kalau boleh kembali ke keadaan aslinya
dengan waktu yang singkat dan biaya yang murah.
Pada pabrik pengolahan air baku menjadi air bersih dan air minum di
PDAM Tirtanadi, yang menggunakan peralatan-peralatan dan bahan campuran
yang sesuai dengan kualitas dan tingkat kejernihan yang sudah teruji. Sistem
pengolahan air baku ini dilakukan secara bertahap, dengan perkataan lain suatu
Dalam laporan ini penulis megambil judul karya ilmiah tentang SISTEM
PEMELIHARAAN PABRIK PDAM TIRTANADI DELITUA – MEDAN
DENGAN SISTEM PREVENTIVE MAINTENANCE.
1.2 Tujuan Penulisan
Tujuan penulisan Karya Akhir ini adalah untuk mengetahui bagaimana
sistem Pemeliharaan dengan sistem Preventive Maintenance pada pabrik
pengolahan air baku menjadi air bersih di PDAM Tirtanadi diterapkan untuk
mendapatkan Produktivitas produksi yang tinggi dengan menggunakan
metode-metode kerja yang ada.
1.3 Batasan Masalah
Adapun batasan masalah yang dibahas penulis adalah mengenai perawatan
dan perbaikan mesin dengan sistem preventive maintenance pada pabrik
pengolahan air baku. Pada laporan ini penulis tidak membahas sepenuhnya
tentang maintenance secara umum, tetapi hanya membahas preventive
maintenance yang ada pada PDAM Tirtanadi Delitua. Pembatasan ini
dimaksudkan untuk membatasi permasalahan yang akan dibahas sehingga lebih
sistematis. Hal yang dibahas dalam karya akhir ini antara lain pada bangunan
1.4 Metode Pembahasan
Metode pembahasan yang dilakukan penulis dalam penulisan laporan ini
adalah :
1. Metode wawancara
Penulis melakukan tanya jawab langsung dengan pembimbing di pabrik
untuk mendapatkan informasi tentang topik yang dibahas
2. Metode Observasi
Penulis mengadakan peninjauan langsung ke Pabrik dan meninjau setiap
proses yang ada pada pabrik.
3 Metode Kepustakaan
Penulis mempelajari buku-buku petunjuk mengenai topik yang dibahas
dan buku-buku referensi baik dari perusahaan atau dari perpustakaan
kampus.
1.5 Sistematika Penulisan
Untuk mempermudah mengetahui isi laporan ini maka uraian dari tiap
Bab, dapat diringkas secara garis besar sebagai berikut :
Bab. I Merupakan Pendahuluan yang berisi latar belakang, Tujuan pembahasan,
batasan masalah, Metode pembahasan dan Sistematika penulisan.
Bab.II Merupakan Tinjauan Kepustakaan yang berisi tentang pengertian
perawatan dan perbaikan mesin (maitenance) mesin-mesin dan peralatan
Bab.III Merupakan sistem Pemeliharaan Rutin (preventive maintenance) yang
berlaku secara umum di Pabrik diantaranya sistem pemeliharaan pada
Bak pengendapan Air baku, Perawatan rumah pompa air baku,
Bangunan Clarifier, Bangunan filter, Bangunan Reservoir dan pompa air
bersih dan Bangunan Kimia.
Bab.IV Merupakan pembahasan tentang Analisa sistem preventive maintenance
yang berlaku pada PDAM Tirtanadi Delitua.
Bab.V Merupakan kesimpulan dan saran tentang sistem preventive maintenance
BAB II
TINJAUAN KEPUSTAKAAN
2.1. Organisasi Maintenance
Defenisi, maksud, lingkup dan hasil-hasil yang dari organisasi pasti ada.
Di dalam pendirian suatu organisasi perawatan, maka beberapa hal yang utama
ialah :
1. Menurunkan ongkos produksi dan meningkatkan produktivitas pabrik.
2. Bahwa pengambilan personal pengawas adalah didasarkan atas tanggung
jawab dan beban.
3. Berikanlah keahlian personal yang akan dilibatkan didalam aktivitas produksi.
4. Dan bahwa pendekatan secara otomatis dalam keahlian sedini menunjukkan
kebutuhan yang lebih besar dari seni teknik modern dan keahlian.
Berikut diberikan pentabelan tentang sebutan, definisi, lingkup serta
hasil-hasil yang diharapkan dari suatu organisasi.
Sebutan : Organisasi
Difinisi : Menengahkan kewenangan, pertanggung jawaban dan
hubungan untuk mengektifkan tujuan dari organisasi
Tujuan Pendirian : - Susunan administrasi
- Beban dan tanggung jawab dari pengawas-pengawas
setiap tingkatan.
Lingkup : Organisasi yang dipakai di pabrik, bagian, policy pabrik,
dan kelompok staff tenaga administrasi.
Pada tiap-tiap tingkatan dari pengawas harus dibagi atas
dasar beban dan tanggung jawab supaya seseorang staff
bisa berperan secara penuh dengan tanpa dikacaukan oleh
duplikasi pekerjaan-pekerjaan.
Dalam banyak hal bahwa suatu organisasi harus luwes
didalam meniti tujuan.
Hasil : - Organisasi dimaksud untuk mencapai Target
- Memudahkan serta menyederhanan prosedur didalam hal
praktis operasionalnya.
- Menghilangkan fungsi duplikasi dan over lapping
- Secara praktis dan bisnis adalah untuk lebih
meminimkan biaya produksi dan harga jual.
- Meningkatkan kemampuan pabrik bila semuanya
mungkin.
Mengorganisasi dan mengawasi semua bahgian-bahgian dan kegiatannya
baik berupa kegiatan langsung ataupun tak langsung bekerja sama dengan bagian
pemeliharaan pabrik. Untuk tujuan ini perlu dibuat suatu metode yang efisien
diantara sesama bagian-bagian lain yang terkait.
Bagaimana mengorganisasi bagian pemeliharaan yang tercakup dalam
a. Tugas kepala bagian, insinyur, supervisor (penyelia), teknisi dan para pekerja
yang harus disiapkan pada saat memulai pekerjaan.
Siapkan semua tata cara (prosedur)
Diskusikan dan siapkan semua detail untuk pelaksanaan kerja dan awasi
urutan kerjanya.
Minta tenaga kerja lain bila perlu, dan tugaskan pekerjaan pada
pekerjaannya masing-masing.
Sangat diajurkan untuk melakukan latihan pendahuluan sebelum pabrik
benar-benart beroperasi, dengan melatih para pekerja pabrik sebaik mungkin akan
menghindarkan pekerjaan yang bertumpuk-tumpuk pada saat pabrik
beroperasi.
b. Jaga dan evaluasi semua kegiatan-kegiatan pemeliharaan pabrik. Manajer
pabrik berhak untuk menilai kondisi para pekerja minimal sekali dalam
setahun. Para pekerja ini bertugas untuk menjaga dan meningkatkan efisiensi
pabrik dan menghilangkan aturan kerja yang berbelit-belit. Struktur organisasi
pada suatu pabrik.
General manager (GM) Superintenden (SI)
Supervisor (SPV)
Foreman (Kepala Regu)
2.2. Prosedur Dalam Organisasi Maintenance
Dua kekuatan pokok yang ada di dalam organisasi perawatan yaitu :
1. Susunan umum organisasi perawatan.
2. Siapa-siapa yang terlibat didalam organisasi tersebut.
2.2.1. Planning (Perencanaan)
2..2.1. Definisi Pekerjaan Perencanaan
Kemajuan suatu organisasi tidak dapat diharapkan tanpa adanya
perencanaan. Memang sebenarnya keberhasilan perusahaan, langsung
berhubungan dengan kuantitas dan kualitas perencanannya.
Perencanaan adalah suatu proses memperkirakan apa yang akan terjadi di
masa yang akan datang dan mempersiapkan sesuatu untuk masa mendatang itu.
Ini berarti setidak-tidaknya harus ada sepercik seni dan segenggam ilmu dalam
perencanaan. Yang harus jelas dalam perencanaan adalah sejumlah sasaran yang
pasti, sekalipun hanya berupa inti sari dari harapan dan keinginan. Seseorang
perencanaan harus mempunyai cukup daya khayal untuk membayangkan apa yang
akan terjadi, dan dapat mengubah gagasan kedalam bentuk yang lebih praktis,
sehingga dapat diterjemahkan dalam bentuk tindakan.
Semua pekerjaan-pekerjaan yang dilaksanakan oleh orang-orang
pemeliharaan sudah dikaji melalui beberapa perencanaan. Pekerjaan perlu
direncanakan bila :
a. Pekerjaan sudah diselidiki, jelas, dan langkah-langkah kerja juga sudah ada
b. Bahan yang diperlukan sudah dibeli dan sesuai dengan rencana spesifikasi
kerja tersebut.
c. Bila equipmen-equipmen khusus seperti truk besar dan kren diperlukan maka
equipmen ini harus berada ditempat atau tersedia pada suatu tempat.
d. Perkakas-perkakas khusus yang diperlukan untuk melakukan pekerjaan juga
harus ada dilapangan.
e. Gambara-gambaran atau skets dari barang yang mau dikerjakan harus ada
lengkap dengan uraiannya.
f. Diperlukan untuk meng-estimate jumlah tenaga kerja dan waktu yang
diperlukan untuk melakukan pekerjaan tersebut.
Jika suatu pekerjaan memenuhi kriteria diatas, maka pekerjaan tersebut
dapat diklasifikasikan sebagai pekerjaan perencanaan. Perencanaan pemeliharaan
akan dapat dilaksanakan dengan baik dengan mengikuti prosedur-prosedur dasar
berikut ini : pastkan langkah-langkah pekerjaan dan prosedur yang detail (rinci),
tentukan tingkat kekhususannya dan estimasi apa-apa yang diperlukan pada setiap
jenis pekerjaan pemeliharaan, karena setiap jenis pekerjaan berbeda dari satu
pabrik dengan pabrik lainnya.
Jika estimasi dan perencanaan dibuat secara teliti dan akurat maka
perencanaan akan berhasil dengan baik. Para perencanan harus tetap memikirkan
bahwa pelaksanaan berhasil dengan baik. Para perencanaan harus tetap
memikirkan bahwa pelaksanaan melewati batas waktu yang ditentukan atau
bahan-bahan tidak cukup atau habis, dan harus kelebihan dan ini tidak akan
seharusnya bila dikerjakan 2 orang hanya perlu waktu 8 jam tetapi kenyataannya
waktu tersebut lebih dari 8. Jadi bila perencanaannya buruk maka hasilnya akan
lebih buruk.
2.2.1.2. Fungsi Dari Perencanaan
Tugas-tugas dari perencana sebaiknya dipegang oleh orang yang
merencanakan sendiri pekerjaan itu, atau kedua pekerjaan diatas dapat juga
dilakukan oleh dua orang yang berbeda. Perencanaan menyiapkan
pekerjan-pekerjaan bulanan, mingguan, dan harian berdasarkan prioritas. Tujuan dari
perencanaan ini adalah untuk mendistribusikan pekerjaan-pekerjaan berdasarkan
jam kerja yang tersedia.
2.2.1.3. Pengaturan
Staff perencanaan membuat pengaturan untuk mendapatkan bahan,
perkakas, dan equipmen yang khusus dan dikirimkan kelapangan tempat
pekerjaan dilakukan. Jadwal pekerjaan untuk hari esok, tembusan permintaan
kerja, tembusan permintaan barang, gambar dan cetakan dikirim kebahagian
enginering atau kepada penyelia. Penyelia mempelajari kembali
pekerjaan-pekerjaan tersebut dan membuat koreksi-koreksi untuk pekerjaan-pekerjaan selanjutnya.
Jadwal kerja harian dan mingguan harus disiapkan lebih awal. Jadwal ini
2.2.1.4. Estimate Waktu
Hal yang perlu diperhatikan perencanaan adalah tidak semua
pekerjaan-pekerjaan sejenis dapat dikerjakan pada waktu dan hari yang sama. Jadwal
pekerjaan harian merupakan pegangan bagi penyelia untuk mengalokasikan
tenaga kerja pada pekerjaan-pekerjaan yang khusus berdasarkan estimasi
pekerjaan tersebut. Jadwal harian ini juga berguna untuk melaporkan status
pekerjaan dan jumlah jam kerja yang sebenarnya, agar dapat diperkirakan
biayanya. Salinan jadwal kerja berguna mengkoordinasikan pengiriman barang.
Kegunaan lainnya, jadwal kerja harian ini merupakan sumber informasi
untuk mengawasi pekerjaan pemeliharaan. Jadi jadwal ini harus ditandatangani
atau disyahkan secara teliti oleh penyelia pemeliharaan pabrik atai insinyur yang
bertanggung jawab sebelum dikembalikan kebahagiaan perencanaan keesokan
harinya. Pada rapat harian bahagian pemeliharaan antara manajer pemeliharaan,
kepala bahagian dan penyelia membicarakan beban pekerjaan yang akan muncul
untuk minggu selanjutnya. Disini semua pekerjaan-pekerjaan yang sifatnya besar
didiskusikan dan rencana harian yang telah terjadwal disyahkan. Pada rapat harian
ini orang-orang bahagian operasi merupakan orang-orang penting yang
memberikan infomasi untuk keberhasilan penjadwalan pekerjaan tersebut.
Siapkan perencanaannya dengan membuat diagram batang dan
didiskusikan pada rapat mingguan, untuk menentukan apakah pemakaian tenaga
kerja yang dipakai sudah sesuai dengan yang diinginkan. Komunikasi antar
bahagian pemeliharaan dan bahagian produksi sangat penting. Rapat harian dan
memberikan semangat dan kerjasama yang baik antara semua group pemeliharaan
yang ada.
Penjadwalan berguna untuk memastikan semua pekerjaan harian telah ada
tenaga kerjanya berdasarkan estimasi permintaan kerja yang sudah dibuat.
Walaupun demikian hak penuh untuk mengalokasikan pekerjaan ada pada
penyelia (supervisor) pemeliharaan pabrik. Khusus untuk pekerjaa darurat,
penyelia harus melengkapi jadwal pekerjaan harian, untuk menentukan siapa yang
harus mengerjakan suatu pekerjan tertentu.
2.2.1.5. Rencana Yang Luwes
Tidak akan ada rencana jangka panjang yang bermanfaat, jika tidak
dinyatakan secara tertulis. Ini berarti mempersiapkan perencanaan sedemikian,
sehingga dapat dilakukan tanpa hadirnya seorang perencana ulung. Kalau program
ini ditulis, maka dapat dilakukan oleh siapapun yang akan melakukannya.
Suatu rencana akan berhasil dengan baik, apabila sasaran dinyatakan
dengan jelas, dan dilakukan pengendalian atas rencana itu. Paling baik kalau
rencana itu dinyatakan dengan sederetan jadwal yang menunjukkan urutan waktu,
maupun persyaratan lainnya secara kuantitatif.
2.2.1.6. Langkah-langkah Perencanaan
Semua perencanaan harus didasari oleh kesadaran bahwa ia ditulis untuk
orang, dilaksanakan oleh orang, dan bisa gagal karena orang. Berhubungn dengan
1. Tentukan dengan jelas apa yang harus dilakukan dan oleh siapa.
2. Menjamin adanya kemampuan dan sumber daya
3. Memerinci sasaran
4. Kaitkan sasaran dengan organsiasi yang sudah ada
5. Mengerahkan pekerjaan
6. Cobakan rencana itu
7. Sisihkan perubahan yang perlu
8. Awasi terus kemajuannya
9. Bahaslah kemajuan dengan semua pihak yang bersangkutan
10.Rumuskan prosedur pengendalian dan lakukan pengecekan apakah kemajuan
itu sejalan dengan kendali.
2.2.1.7. Kualifikasi Staff Perencanaan
Satu hal yang harus diperhatikan pada saat group perencanaan akan
dibentuk adalah kualifikasi kemampuan para calon perencana tersebut, dan hal-hal
yang perlu dipertimbangkan adalah sebagai berikut :
1. Mempunyai latar belakang praktek lapangan.
2. Mampu menganalisa masalah-masalah yang ada, hingga dapat mengambil
tindakan lebih dahulu sebelum kerusakan benar-benar terjadi pengalaman
minimum 2 atau 3 tahun sebagai supervisor atau pendidikan diploma teknik 3
tahun dengan pengalaman lapangan 3 tahun untuk calon supervisor yang
terbaik. Perekrutan dari diploma teknik dengan pengalaman lapangan
dianjurkan, karena calon ini dapat mengembangkan dan mengantisipasi
2.2.1.8. Inspeksi dan Fungsinya
Bebarapa organsiasi perawatan mesin yang besar memisahkan antara
inspeksi pada perawatan pencegahan dan fungsi pengawasan (dalam arti perkiraan
pembiayaan) dar problema keteknikan dan keahlian pengawasan sendiri.
Pemisahan ini bila diharapkan tercapainya efisiensi kerja yang optimal
dalam organsaisi perawatan mesin tersebut. Bila semuanya mungkin, maka
sebaiknya untuk pengawasan supaya ditempatkan dalam kaitan dengan upaya
peningkatan prestasi sumber daya manusianya.
2.2.2. Beban Kerja
2.2.2.1. Permintaan Kerja
Permintaan kerja berisikan informasi-informasi yang sangat penting, tetapi
dasarnya adalah bagian yang penting yang harus diketahui oleh perencanaan dan
staffnya agar dapat meramalkan pekerjaan-pekerjaan tersebut.
Pertama adalah nomor item equipmen yang menunjukkan jenis equipmen
dalam pabrik tersebut yang akan diperbaiki. Lebih baik lagi jika dibuat buku kode
pemeliharaan. Hingga dari buku ini dapat diperoleh nomor item dan dituliskan
permintaan kerja pada saat permintaan kerja itu diminta.
Dengan adanya nomor item ini memungkinkan kita mencatatnya pada
kartu histori pemeliharaan dan ini akan dipakai untuk meramalkan pemeliharaan
pada masa depan. Kode-kode lain yang dipakai pada permintaan kerja adalah
kode biaya, kode elemen biaya, kode bahan, kode klassifikasi pekerjaan, dan kode
2.2.2.2. Prioritas Pekerjaan
Orang yang meminta pekerjaan pemeliharaan punya hak penuh untuk
mengusulkannya tetapi tidak berhak untuk prioritasnya. Koordinator operasi dan
pemeliharaan yang mengusulkan prioritas pekerjaan dan mensyahkan permintaan
kerja tersebut dan menyelidiki terlebih dahulu.
Insinyur atau kepala bagian operasi atau pemeliharaan yang mempunyai
wewenang memutuskan prioritas pekerjaan bergantung pada skope pekerjaan
pemeliharaan tersebut.
Prioritas 1. Pekerjan ini bersifat pekerjaan darurat, yang harus segera dilakukan
yang artinya harus mengganggu pekerjaan lain yang telah terjadwal.
Pekerjaan darurat tidak memerlukan pengesahan bahagian-bahagian
yang terkait.
Prioritas 2. Pekerjaan-pekerjaan yang dapat dimulai pelaksanaan 30 jam lagi,
dan pekerjaan jenis ini dapat dikerjakan pada jadwal pekerjaan
keesokan harinya.
Prioritas 3. Pekerjaan ini adalah pekerjaan pemeliharaanya yang rutin, pekerjaan
ini bersifat alamiah dan terus menerus dan terjadwal dalam periode
satu minggu.
Prioritas 4. Pekerjaan ini adalah pekerjaan pembangkaran mesin tahunan,
pekerjaan ini memerlukan penyimpanan data-data yang banyak
sekali. Pada pekerjaan ini pembelian bahan-bahan harus
Prioritas yang paling tinggi adalah priorits yang pertama, selanjutnya adalah
prioritas kedua, ketiga. Prioritas ke – 4 merupakan pekerjaan yang bisa dilakukan.
2.2.2.3. Beban Kerja Perawatan
Tujuan utama dari prosedur perawata menyangkut semua tentang
pengawasan, reparasi, over houl dan mengkonstruksi untuk menciptakan kondisi
”siap operasi” dari suatu mesin.
Pekerjaan-pekerjaan terdiri dari fungsi perencanaan perawatan dan
perancangan bagian-bagian mesin yang pelu dipengaruhi atau diganti dan
lain-lain. Lebih dari semua aktivitas ini dilaporkan kepada manajemen yang lebih
tinggi. Mekanisme kerja seperti tersebut prosedur teknik pabriksi.
Teknik pabrik menyangkut semua pelaporan pada atasan supaya organisasi
pabrik bisa berjalan seperti yang diharapkan. Tanggung jawab utama dari teknik
pabrik dapat dibagi dalam dua fungsi dasar yaitu :
- fasilitas teknik
- perawatan
Perawatan berarti pula menciptakan “siap operasi” dari mesin-mesin dan
ini pasti melibatkan pembiayaan, perencanaan, serta fungsi desain untuk bisa
mencitakan berfungsinya fasilitas dan peralatan.
2.2.2.4 Fungsi dasar kerja Perawatan
Untuk bisa dicapai “Siap Operasi” dari mesin-mesin, maka fungsi
2. Check up
3. Perawatan pencegahan
4. Reparasi
5. Overhoul
6. Konstruksi
7. Pengamanan.
Dalam keadaan kerja semua normal, maka aktivitas dari perawatan mesin
dibagi atas satu dari enam kelompok kerja. Dan fungsi yang ketujuh ialah
mengadministrasikan dari fungsi-fungsi sub-sub kerja tadi.
d. Kontrol maintenance
Peranan utama dari kontrol perawatan atau check-up termasuk
1. Kontrol berkala dari peralatan agar mesin tetap berdaya guna
2. Menciptakan mesin selalu siap operasi
3. Penjagaan bagian-bagian mesin yang kiranya perlu diganti atau overhoul
4. Kontrol dari bagian-bagian mesin hasil perawatan dari penjual (jasa
perawatan)
5. Kontrol mutu dari hasil kerja kelompok perawatan.
Fungsi pengontrolan dalam hal ini tidak berbeda dari upaya untuk aktifitas
produksi. Dari kontrol ini pula diharapkan adanya suatu masukan pada
manajemen yang lebih tinggi tentang “kapan” kiranya masing-masing dari bagian
mesin harus diganti. Dengan demikian jadwal, serta pembiayaan bisa dirancang
untuk itu.
e. Perawatan pencegahan
Sepatutnya didefenisikan bahwa pekerjaan maintenance meliputi
pencegahan, pengaturan, penggantian rutin, pelumasan, pembetulan mana-mana
dari bagian-bagian mesin sehingga siap untuk dioperasikan. Pekerjaan perawatan
semacam ini adalah bisa memperkirakan perencanaan dan jadwal waktu, serta
dapat dipakai sebagai standart waktu untuk memperkirakan biaya perwaktunya.
Dengan perawatan pencegahan maka diharapkan tidak terjadinya
kefatalan atau kerewelan. Memang diakui, bahwa perawatan pencegahan berarti
meningkatkan profit. Waktu yang hilang, lamanya waktu yang dipakai untuk
hal-hal yang produktif menjadi sedikit, dan ini merupakan faktor utama yang bisa
meningkatkan keuntungan secara total dari perusahaan. Tersebab pada saat
peralatan tiba-tiba saja menjadi patah, maka bukan hanya ongkos yang
diperhitungkan terhadap hilangnya produksi, akan tetapi ongkos total menjadi
lebih besar dari pada nilai bagian mesin yang patah tadi karenanya maka jadwal
produksi menjadi lebih penting, macetnya perputaran modal dan lain-lain.
f. Repair
Repair korektif adalah untuk memperingan kondisi yang tidak diinginkan
yang diperoleh selama kontrol perawatan pencegahan agar mesin siap operasi.
Repair yang dimaksudkan adalah dari sekedar pekerjaan yang “tidak
terjadwal” karena seringkali terjadi trouble yang justru karena hal-hal yang kecil
sebagai contoh karena endapan air di dalam tangki bensin. Bisa juga hal itu terjadi
g. Overhaul
Overhaul atau turun mesin atau disebut pula perawatan total atau
perawatan besar adalah menyangkut : perencanaan waktu, jadwal pekerjaan dari
penggantian atau pembauran atau rekondisi dari tiap-tiap bagian dari mesin.
Pekerjaan ini akan selamanya terdiri dari satu atau lebih bagian-bagian atau titik
patah, pengujan, penggantian, pembauran, pemasangan kembali serta pengetesan
hasilnya.
Disamping relatif tetap untuk mesin-mesin dan mesin-mesin transportnya,
untuk itu juga bisa dipakai fasilitas serta alat yang tetap lokasinya seperti instalsi
pemanas atau ventilasi. Ini benar-benar berbeda dengan perawatan pencegahan,
dimana keutamaan dari keterlibatan dan test dari berbagai bagian mesin adalah di
dalam kaitan agar mesin benar-benar semuanya serba baru atau siap untuk operasi
kondisi seperti halnya pada saat awal mesin itu dioperasikan.
Semua perencanaan turun mesin harus bisa dihitung berapa total habisnya
material dan onderdil-onderdil secara lengkap.
h. Konstruksi
Pada beberapa pabrik, strategi dasar dari perawatan juga dimungkinkan
pula dengan pekerjaan-pekerjaan membangun atau mengkonstruksikan seperti
misalnya mengkonstruksi bagian-bagian dari engine yang terbuat dari kayu, baja,
plastik, concrete, benda tuang, instalasi listrik, instalasi kontroler elektronik dan
lain-lain.
Dalam beberapa keadaan pekerjaan-pekerjaan terakhir ini bisa
Betapapun juga di dalam menganalisa perancangan organisasi perawatan
perlu memperhatikan banyak sekali kendala secara aktual. Terdapat dua tipe dasar
untuk operasi perawatan menetap dan perawatan sambil berjalan. Perawatan
menetap termasuk mengkonstruksi, pelurusan, pemasangan instalasi
listri/hidrolik, perawatan dan repair untuk mendapatkan kondisi yang lebih baik
sedangkan yang termasuk perawatan jalan yaitu perawatan dimana pada bagian
perawatan yang besar dikarenakan dalam keadaan jalan urutan kerjanya. Inspeksi,
repair dan bahkan overhaul terkadang justru terjadi dengan proses pengerjaan dari
suatu proses ke proses lain.
1.2.1 Data Pembiayaan
Seorang kepada perawatan mesin yang dibantu dengan crew-crew
pengawas dan tenaga-tenaga administrasi baru pelaporan tiap-tiap bulannya akan
tahu secara persis berapa besar pembiayaan tiap-tiap item dari onderdil, pelumas,
dan spareparts lain. Data kebutuhan dari bulan ke bulan, tahun ke tahun disusun
dengan bantuan staff atau (assistance of equipment engineer) secara sistematik
yang dari padanya dapat ditarik suatu trend table tentang kebutuhan tiap-tiap item
tadi. Dengan bantuan statistika terapan dapat diuji kebenaran table-table statistik.
Dengan demikian maka kepala perawatan akan tahu persis kira-kira berapa
kebutuhan item A atau item B. Dan untuk bulan-bulan dan bahkan tahun-tahun
mendatang.
Berdasarkan forecast dari kepala perawatan, maka bagian gudang atau
penyediaan suku cadang, dan kebutuhan bahan-bahan lainnya dapat
di gudang. Periode belanja barang, kalkulasi biaya untuk penyediaan barang dan
bahkan hingga kebutuhan ruangan gudang, rak-rak penyimpanan dan
rencana-rencana perluasan gudangnya sendiri, tentu efektifitas kerja mereka juga
tergantung kemampuannya di dalam penguasaan manajemen pergudangan.
1.2.2 Material Kontrol Dan Pembelian 2.2.4.1 Material Kontrol
Jumlah orang untuk setiap pengawas atau beban pengawas, secara umum
dapat dipakai sebagai bahan untuk menetapkan berapa besarnya jumlah pengawas
yang dibutuhkan untuk memegang tenaga-tenaga perawatan mesin. Walaupun
kesepakatan pengawas di dalam membawahi buruh adalah 8 dan bahkan
terkadang hingga 25, akan tetapi yang normal berkisar antara 12 hingga 14 orang
saja.
Dengan melatih lebih dulu calon-calon pengawas, nantinya diharapkan
kontak personal yang lebih baik sehingga bisa memanage yang diawasi. Untuk
Pengambilan pengawas ahli Agar dihindari pemakaian pengawas yang bukan
ahlinya, sebab betapapun juga pengawas perlu bisa terjun untuk memberikan
contoh dan petunjuk-petunjuk teknis operasional. Jangan sampai ahli teknis
bangunan diterjunkan untuk mengawasi pada bidang mesin atau sebaliknya. Ini
hasilnya kurang memuaskan.
1.2.1.1 Pembelian
Seorang kepala perawatan mesin yang dibantu dengan crew-crew
bulannya akan tahu secara persis berapa kebutuhan tiap-tiap item dari onderdil,
pelumas dan spareparts yang lain sebelum dilakukan pembelian bahan-bahan
tersebut. Data kebutuhan dari bulan ke bulan, tahun ke tahun disusun dengan
bantuan staff atau asisstance of equipment engineer) secara sistematik yang dari
padanya dapat ditarik suatu trend curve tentang kebutuhan tiap-tiap item tadi.
Dengan bantuan statistika terapan dapat diuji kebenaran kurva-kurva trend
kebutuhan yang diperkirakan perihal significant atau tidaknya berdasarkan
tabel-tabel statistik.
Dengan demikian maka kepala perawatan akan tahu persis kira-kira berapa
kebutuhan item A, item B, dsa untuk bulan-bulan dan bahkan tahun-tahun
mendatang.
1.2.1.2 Persediaan
Berdasarkan fore cast dari kepala perawatan, maka bagian gudang atau
penyediaan suku cadang, dan kebutuhan bahan-bahan lainnya dapat
memperkirakan besar dan masing-masing item dari barang yang harus disediakan
di gudang, periode belanja barang, kalkulasi biaya untuk penyediaan barang dan
bahkan hingga kebutuhan ruangan gudang, rak-rak penyimpanan dan
rencana-rencana perluasan gudangnya sendiri, tentu efektivitas kerja mereka juga
tergantung.
1.2.3 Hubungan Antar Bagian Engeneering
Setiap bahagian-bahagian engineering pada suatu perusahaan selalu
hubungan ini dapat digambarkan sebagai suatu keluarga. Suatu tim engineering
terdiri dari sejumlah orang yang merasa mereka adalah bahagian tim engineering
yang lain.
1.2.3.1 Basis keahlian teknik engineer
Ada dua hal yang mendasari kehalian teknik dari tenaga perawatan mesin
1. Peningkatan kemampuan keahlian teknik melalui latihan khusus dan
pengalaman.
2. Orang berlatar belakang pendidikan teknik mesin yang dipadukan dengan
pengalamannya untuk membawahi kelompok kerja.
1.2.3.2 Tujuan Kehalian
1. Untuk mendapatkan keahlian teknik yang memadai
2. Peningkatan karier dengan dasar keahlian di dalam persoalan-persoalan
perawatan mesin
3. Untuk mendapatkan hasil guna dari pekerjaan mereka supaya lebih
memuaskan
4. Lebih tahu dan lebih baik di dalam menghadapi pekerjaan serta pekerjaan
perawatan mesin
5. Kesempatan untuk mengembangkan keahlian non-teknik guna promosi
1.2.3.3 Fungsi Hubungan atau Engineer
Pada bagian lain beberapa keperluan dari gabungan keahlian teknik
(engineer) dan pengawasan adalah dimaksudkan untuk antara lain :
1. Lebih cepat untuk menyesuaikan diri terhadap tantangan-tantangan baru
khususnya yang berkaitan dengan persoalan-persoalan personal yang
tergabung dalam kelompok-kelompok kerja.
2. Lebih bisa untuk memberikan contoh dalam rangka peningkatan prestasi
kerja para buruh, khususnya kepada mereka yang dibawahinya.
Pendekatan edukatif, persuasif dan kemampuan komunikasi, menjadi
bagian yang harus dikuasainya.
Di dalam hubungan ini, bahwa penyusunan organisasi perawatan mesin
diharapkan nantinya agar staff atau buruh bisa mengkomunikasikan
kepada pengawas-pengawasnya masing-masing dan sebagainya, di dalam
rangka mencapai hasil kerja yang optimal.
3. Dengan pembaharuan sistem tentunya harus bisa diproyeksikan
pengurangan atau penambahan pengawas di dalam struktur organisasi
yang ada, untuk mengoptimalkan hasil guna bila dibanding dengan ongkos
yang dikeluarkan.
4. Agar sedini mungkin diberikan latihan khusus, terutama kepada para
pengawas-pengawas yang baru supaya mereka lebih cepat untuk dilibatkan
dalam pengawasan produksi.
5. Lebih memudahkan dalam melakukan kontak-kontak kerja di dalam
Kombinasi dari beberapa poin di atas dimaksudkan dalam rangka
meningkatkan keuntungan perusahaan.
1.2.3.4 Tenaga ahli
Pemakaian dan jumlah tenaga staff ahli, misal : ahli teknik listrik, teknik
instrumentasi, logam, ahli korosi dan ahli-ahli, tergantung pada:
1. Kelayakan dari komposisi tenaga ahli yang perlu ada di dalam organisasi
2. Banyaknya skala-skala prioritas haruslah ditempatkan di dalam daftar
pertanyaan (dalam rencana) yang berbeda pula.
3. Suatu kesetimbangan ekonomi dari biaya pelayanan konsultan di dalam
organisasi perawatan mesin harus bisa menggantikan nilai tenaga ahli
profesional. Tidak terlampau biasa untuk memiliki tenaga spesialis
profesional di dalam organisasi perawatan mesin, akan tetapi disini
diberikan contoh pada instansi-instansi besar atau perusahaan yang
mengkhususkan pada perawatan mesin-mesin.
1.2.3.5 Bahagian-bahagian yang berhubungan
Bahagian-bahagian yang punya hubungan dalam pemeliharaan adalah :
1. Produksi
2. Teknikal
3. Keselamatan kerja
4. Gudang
5. Pembelian
a. Produksi
Mengawasi kondisi operasi pabrik, menentukan dan meminta pekerjaan
pemeliharaan dengan berkonsultasi pada bahagian-bahagian yang terkait.
Mensyahkan permintaan-permintaan pekerjaan-pekerjaan pemeliharaan dan
pekerjaan pengawasan.
Memastikan semua persiapan untuk kerja pemeliharaan semua baik dan
memberi ijin masuk pabrik, ijin masuk ke daerah berbahaya, dan
keselamatan kerja untuk kerja-kerja pemeliharaan.
Melaksanakan semua persiapan yang diperlukan untuk merawat seperti
mengisolasi, mencuci equipmen dan pipa-pipa, dan juga melakukan analisa
keselamatan kerja.
Memintakan pada bagian keselamatan kerja orang yang ahli pada
menyiapkan pekerjaan-pekerjaan pemeliharaan yang diperlukan.
Teliti dan bantu para pekerja saat mereka melakukan pekerjaan lapangan.
Terima laporan pekerjaan yang sudah selesai dan lakukan pengetesan ulang
Tanda tangani dan syahkan laporan pekerjaan yang sudah selesai tersebut.
b. Teknikal
Menerima informasi-informasi secara periodik, pekerjaan modifikasi, dan
biaya-biaya pemeliharaan dari bahagian perencanaan pemeliharaan.
Pelajari hal-hal yang dapat meningkatkan efisiensi operasi pabrik dan dapat
Pelajari dan siapkan modifikasi pabrik melalui penyelidikan seperti yang
disebutkan pada item (b) dan dengan mengadakan diskusi-diskusi diantara
bagian-bagian yang terkait.
Simpan data-data teknik dari semua mesin-mesin pabrik dengan baik
Selidik dan jaga informasi-informasi terakhir dari teknologi produksi dan
pemeliharaan.
c. Keselamatan kerja
Jaga keselamatan kerja pada saat berada di pabrik khususnya pada
daerah-daerah yang berbahaya dan mudah terbaka, dan patuhi larangan-larangan
yang ada dan pastikan bekerja secara aman.
Siapkan dan beri peringatan-peringatan keselamatan pada masing-masing
equipmen termasuk untuk kerja pemeriksaan, sebelum pekerjaan dimulai.
d. Gudang
Melihat Karakteristik barang tersebut (apakah padat, cair, gas, lunak, padat
dll) sehingga penanganan terhadap barang tersebut berbeda.
Sumber barang yang diterima harus jelas. Merek, tahun pembuatan, jenis,
dan lain-lain.
Penempatan barang harus sesuai dengan karakteristik barang yang akan
digudangkan.
Tujuan terakhir atas suatu barang yang keluar dari gudang, siapa yang
e. Pembelian
Menerima semua permintaan bahan dan kontak untuk pembelian.
Menyiapkan dan mensyahkan dokumen-dokumen tender.
Menerima dan mengevaluasi penawaran dari luar dengan berkonsultasi pada
bagian-bagian yang terkait.
Memilih suplier dan menentukan biaya pembelian dengan melibatkan
bagian-bagian lain yang terkait.
Mensyahkan permintaan pembelian.
Memeriksa lama waktu pengiriman barang.
Mensyahkan laporan pembelian pada bagian-bagian yang terkait termasuk
bagian keuangan.
Mensyahkan tagihan pembayaran ke bagian keuangan.
Menyelidiki dan mencari informasi-informasi pasar yang terbaru mengenai
harga-harga equipmen, bahan dan pelaksanaan kerja (kontraktor).
f. Keuangan
Menerima semua permintaan-permintaan bahan dari pekerjaan-pekerjaan
pemeliharaan.
Menerima laporan jumlah jam kerja pemeliharaan dalam sebulan. Catat dan klasifikasikan item di atas untuk masing-masing equipmen.
Menerima, mencatat dan membagikan biaya-biaya pemeliharaan kepada
bagian-bagian lain yang terkait.
Menerima permintaan pembelian dan melaporkan bukti pembayaran kepada
bagian kuangan dan bagian lain yang berurusan dengan pembayaran
1.2.4 Man Power
1.2.4.1 Pengertian Man Power
Man power atau tenaga kerja manusia dalam suatu perusahaan perawatan,
ada banyak faktor yang harus diperhatikan. Masing-masing pabrik akan
mempunyai persoalan sendiri-sendiri dan berbeda satu sama lain.
Hubungan antara banyaknya orang dengan jumlah waktu operasi personal,
kaitan antara pegawai-pegawai perawatan yang bisa diperoleh, merupakan kajian
yang sangat penting bagi direksi.
Sedikit jumlah tenaga kerja dengan kapasitas dan kualitas hasil kerja yang
memuaskan adalah tujuan manajemen.
Tiap-tiap tenaga kerja untuk bisa menyelesaikan satu objek pekerjaan
tidaklah sama kecekatan serta kualitas hasil pekerjaannya. Bila
perbedaan-perbedaan itu dikaji sehingga diperoleh gambaran tentang waktu persatuan unit
kerja perawatan mesin untuk personal yang berbeda-beda, maka dari tabel
diperoeh rata-rata waktu bagi buruh setempat (dengan kualifikasi pendidikan dan
pengalaman sama) diperoleh untuk tiap-tiap satuan hasil kerja.
Rata-rata dari waktu tadi merupakan bahan yang penting untuk
memperhitungkan total waktu guna menyelesaikan objek pekerjaan. Buruh yang
bisa menyelesaikan suatu objek pekerjaan dengan waktu rata-rata di atas adalah
sebagai dasar untuk memperhitungkan standart ongkos harian buruh. Mereka yang
rata-rata gaji hariannya diperhitungkan mengikuti kofaktor dari gaji standar harian
rata-rata, jadi tergantung dari prestasinya.
Jadi tergantung dari prestasinya. Pembayaran gaji harus sudah termasuk
penyisihan sebesar (30 s/d 50) untuk biaya over head (manager dan staff
manajemen).
Demikian juga tentunya karena invest yang dipakai terkena inflation rate,
dan harusnya untuk negara yang sedang berkembang sebesar kurang lebih 18%
per tahun, maka itu dalam pembayaran gaji prosentase sebesar itu juga harus
disisihkan.
1.2.4.2 Jumlah Man Power Dalam Kaitan Dengan Keahlian
Sulit untuk dipresentasikan sebagai dasar penentuan dari masing-masing
keahlian yang beada di pabrik. Secara praktis dalam hubungan-hubungan seperti
ini, maka pengkajian secara terus menerus menjadi sangat penting untuk
mendapatkan kondisi yang optimal, apakah perlu adanya penambahan pada
bagian yang satu atau pengurangan pada bagian yang lain guna mencapai alokasi
tenaga yang seimbang dalam kaitannya dengan beban pekerjaan.
Pencatatan setiap saat dari suatu bagian dan keahlian merupakan alat
perencanaan yang efektif. Suatu keadaan yang baik adalah bila beban kerja
diimbangi dengan tenaga yang cukup. Dalam kondisi seperti ibi, dimana beban
terlampau besar dan terbatasnya tenaga, maka sebaiknya bisa dipakai pemborong
1.2.4.3 Staff Juru Tulis
Kegunaan juru tulis dalam perawatan
1. Pekerjaan-pekerjaaan penulisan laporan secara konsisten lebih bisa
dihemat dengan operasi dan pengawasan yang lebih akurat. Staff juru tulis
bisa merencanakan kemungkinan-kemungkinan tambah atau tidaknya
jumlah pengawas secara tersusun, baik hitam di atas putih secara terus
menerus.
2. Lebih baik lagi bila dari sana juga dapat dirakam perhitungan-perhitungan
pembiayaan serta neraca serta arus kekeluar masuknya uang. Dan
demikian juga informasi dari manajemen yang lebih tinggi pula
cetakan-cetakan utama untuk meningkatkan efisiensi administrasi dari bagian
perawatan mesin.
3. Staff-staff yang terlibat disini diharapkan disini untuk bisa menyimpan dan
mencatat informasi keluar maupun masuk guna mendukung pengawasan
unit-unit personal dan biaya untuk meningkatkan profit perusahaan.
4. Kebutuhan tenaga administrasi atau juru tulis ini berfariasi. Kelompok
administrasi ini secara praktis melaporkan hasil kerjanya kepada atasan
langsung.
1.2.5 Man Hour
Man hour dalam pemeliharaan adalah waktu yang dibutuhkan untuk
mengerjakan suatu pekerjaan dan ini biasanya dihitung dalam jam. Untuk
mengestimasi waktu yang diperlukan untuk suatu pekerjaan sangat bergantung
memerlukan waktu yang lama sekali maka ada dua metode standart yang bisa
dipakai.
0. Waktu untuk pekerjaan-pekerjaan yang khusus
0. Memakai data standart yang berasal dari perusahaan-perusahaan konsultan
atau jurnal-jurnal ilmiah
Indikator yang biasa ditemukan adalah persentase jam kerja yang
terjadwal. Tenaga kerja pemeliharaan biasanya tersedia untuk pekerjaan-pekerjaan
yang sudah terjadwal selama seminggu. Perbedaan antara jam-jam rutin yang
tersedia dan jam kerja yang terskedul disebut sebagai persentase jam-jam rutin
yang ada. Seorang perencana harus mengetahui jumlah man hour yang hadir dan
siapa-siapa pekerja yang absen. Perencana harus mengantisipasi pekerja yang
tidak hadir, seperti : liburan dan waktu permintaan cuti.
Indicator pengawasan adalah jam kerja yang sebenarnya yang dilaporkan
oleng bengkel dan supervisor perbaikan dan jam kerja yang dibayar untuk pekerja
tersebut. Ini adalah informasi yang sangat penting sebab semua laporan-laporan
pengawasan berdasarkan jam-jam kerja yang dilaporkan.
Supervisor harus mencatat setiap jam kerja para pekerja termasuk
overtime. Jam kerja yang hilang adalah perbedaan jam kerja yang dilaporkan
dengan jam kerja yang dibayar. Indicator pengawasannya adalah jam-jam kerja
yang hilang sebagai persentase dari total jam kerja yang dibayar.
Rencana-rencana adalah didasari suatu asumsi bahwa pengawas-pengawas
yang melaporkan kepada atasannya selalu terbatas jumlahnya dalam arti
tergantung luas dan kompleksnya lingkup pekerjaan. Akan tetapi betapapun,
dibatasi; sebab bila terlampau banyak, maka kepala pengawas tifak efisien
kerjanya.
Dengan semakin besarnya lingkup pekerjaan maka jumlah kepala-kepala
pengawas pun perlu ditambah sehingga mereka dapat mengoptimalkan dan
meningkatkan daya guna kerjanya.
Organisasi garis secara lebih efektif dijumpai antara pemimpin dengan
yang dipimpin yaitu, antara komandan dengan prajurit dalam susunan organisasi
militer. Kompleksitas kebudayaan dan teknologi manusia dalam beberapa hal,
misalnya dipabrik-pabrik sawit, maka dipadukan keberadaan dari staf-staf ahli
yang membantu top manager agar organisasi bisa berjalan sebagaimana layaknya.
Kondisi seperti ini disebut organisasi garis dari staff. Sengaja tidak
didiskripsikan kriteria staff yang bagaimana yang dipakai; namun secara garis
besar bahwa pemakaian staff serta jumlahnya hendaknya disesuaikan dengan
besarnya beban serta urgensinya akan keahlian yang “langka” dimiliki oleh staff
dalam kaitannya dengan pekerjaan.
1.2.6 Equipment, Tool, Material Dan Consumable
Equipment : Merupakan peralatan-peralatan yang besar seperti crane, mobil
derek, dll
Tool : Merupakan peralatan kerja seperti obeng, tang, martil, pisau, dll.
Material : Merupakan bahan-bahan yang tidak habis dipakai seperti packing,
bantalan dan lain-lain.
Consumable : Merupakan bahan habis dipakai seperti minyak gemuk, oli, sabun
Setiap point di atas besarnya ditempatkan pada tempat-tempat yang
strategis agar supaya ketika diperlukan secara cepat dapat dengan langsung
digunakan. Setiap pemakaian dari point di atas harus memiliki laporan baik secara
lisan maupun tulisan supaya penggunaannya jangan sembarangan, yang dapat
BAB III
SISTEM MAINTENANCE
3.1 Bak Pengendap Air Baku
Peralatan yang terpasang pada Bak Pengendap Air Baku adalah :
1. SLUICE GATE 1.000 x 1.000 mm
Manufacturer : PT. Barata Indonesia
Tahun Pembuatan : 1992
Material : Ductile Cast Iron
Bolt & Nut : Stainless steel
Shaft : Stainless steel
Seal : Bronze & Rubber
Operator : Manual dengan handwheel
Pelumasan : Grease / gemuk Retinax A / equivalent
Finishing : Cat AMMERCOAT 330
a. Fungsi Peralatan :
. Berfungsi untuk menutup ataupun memperbesar aliran air yang
akan dimasukkan kedalam Bak Pengendap Chanel 1 dan 2,
untuk masing-masing chanel yang mempunyai 1 buah pintu.
. Untuk membantu jika akan ada pembersihan dari Bak
Pengendap maka sluice gate untuk chanel yang akan
b. Cara Pengoperasian :
Untuk membuka dan menutup pintu dengan memutar Handwheel
atau roda pemutar yang berada diatas dudukannya.
c. Sistem Kerja :
Jika kita memutar handwheel atau roda pemutar maka gerakan ini
dilanjutkan ke roda gigi kerucut/pinion dan diteruskan lagi sampai
ke Worm Gear pada bantalan dimana worm gear tersebut lalu
mengangkat atau menurunkan shaft dan pintu dari Sluice Gate
tersebut.
d. Cara Perawatan :
Karena Sluice Gate ini dapat dikatakan tidak memerlukan
perawatan yang sulit dimana yang harus kita perhatikan hanya
pemberian pelumas yang cukup dan harus dijaga jangan sampai
pelumas tersebut habis yang dapat menyebabkan keausan dari roda
gigi dan shaft dari sluice gate tersebut. Dan hal yang cukup penting
juga untuk diperhatikan adalah pengecatan ulang dari permukaan
sluice gate tersebut adalah pengecatan ulang dari permukaan sluice
gate tersebut dengan cat yang telah ditentukan oleh pabrik pembuat
yaitu : AMERCOAT 330, secara berkala untuk melindungi
material dari aus karena korosi/berkarat.
3.2 Bangunan Rumah Pompa Air Baku
Manufacturer : K S B ex west Germany
Type : S N W 400 – 450
Jumlah : 5 buah
Tahun Pembuatan : 1991
Kapasitas : 375 liter/detik
Total Head Pompa : 15 meter
Putaran : 985 rpm
Type Impeller : Mixed Flow
Power Required : 69 kW
Motor : Seamen
Type : ILAG – 3564 A 8742
Daya : 90 kW
Putaran : 990 rpm
Tahun Pembuatan : 1991
Berat Pompa Lengkap : 2.000 kg
Berat Motor : 800 kg
Berat Air Didalamnya : 1.200 kg
. Fungsi Peralatan :
Untuk memompakan air dari Rumah Pompa Air Baku ke
Bangunan Splitter Box untuk selanjutnya secara grafitasi dialirkan
a. Cara Pemasangan/Pengoperasian :
1. Umum
Jangan mengoperasikan pompa dengan kapasitas, putaran,
tekanan dan temperatur limit diluar data yang terdapat pada
Nameplate dari pompa atau batas maksimum/minimum dari
yang ditentukan. Gunakan sumber daya listrik yang sesuai
dengan yang ada pada Nameplate motor yang terpasang.
Mengoperasikan diluar data-data limit tersebut diatas akan
menyebabkan overload dan kerusakan dari pompa dan juga
dapat membahayakan operator/personal injury.
2. Instalasi
Sebelum memasang pompa periksa komponen/material dari
pompa.
. Pasang/install pompa dengan bantuan monorail yang
dipasang pada bangunannya.
. Sebelum memasang pompa buku INSTRUCTION
MANUAL dari pompa ini harus selalu ada dan menjadi
pedoman dari penyetelannya.
. Gunakan peralatan-peralatan yang khusus untuk pompa
antara lain:
1. Wrench 45 untuk membuka/mengencangkan baut
kopling yang terpasang pada pompa.
2. Extractor untuk menyambung/melepas shaft dari
3. Cross bar 660 untuk mengangkat/menurunkan casing
dari pompa.
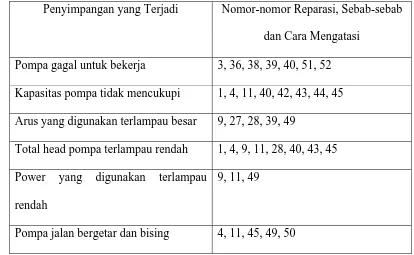
b. Penyimpangan yang Terjadi dan Cara Mengatasinya Tabel 3.1 Penyimpangan-penyimpangan pada Pompa Air Baku
Penyimpangan Yang Terjadi Nomor-nomor Refernsi, Sebab-sebab
dan Cara Mengatasinya
Setelah dihidupkan pompa gagal untuk
memompa
1, 2, 3, 4, 6, 8, 9, 12, 13, 21
Setelah dihidupkan pompa tiba-tiba
berhenti memompa
1, 2, 3, 4, 5, 6, 9, 12, 13, 21
Kapasitas pompa tidak mencukupi 1, 2, 3, 4, 5, 6, 8, 9, 12, 13, 21
Kapasitas pompa terlampau besar 7, 10
Tekanan pompa terlampau rendah 1, 2, 6, 8, 10, 11, 14
Arus yang digunakan terlampau besar 5, 7, 9, 11, 12, 18
Pompa jalan bergetar dan bising 1, 2, 3, 4, 5, 7, 9, 10, 12, 13, 15, 16,
17, 18, 19, 20, 21, 22
Pengeluaran air pada stuffing box
terlampau besar
15, 16, 20, 23, 24, 25
Temperatur dari stuffing box terlalu 24, 26
Usia pemakaian paking stuffing box
terlampau pendek
Sebab-sebab dan Cara Mengatasinya :
1. Tinggi muka air telampau rendah atau NPSH pompa terlampau
besar atau NPSH plant terlampau kecil.
Periksa muka air pada sump/sumuran dan sesuaikan kembali
dengan NPSH pompa dan NPSH plantnya.
2. Jumlah udara/gas yang terdapat pada cairan yang dipompakan
terlalu besar.
Usahakan agar air yang masuk kedalam sump pit jangan terjadi
turbulen dalam arti harus laminer.
3. Masuknya udara kedalam pompa akibat dari terjadinya vortex
Perhatikan minimum Water Level yang dapat menyebabkan
vortex yaitu 1,100 mm dari mulut suction pompa.
4. Tinggi muka air pada bak pompa terlampau rendah
Usahakan muka air minimum pada bak adalah 1,100 mm dari
mulut suction pompa.
5. Arah aliran masuk kedalam inlet pompa sangat jelek
Usahakan arah aliran air masuk kedalam inlet pompa dengan
baik. Antara lain dengan mengatur pembukaan dari sluice gate.
6. Kecepatan putar pompa terlampau rendah
Periksa frequency dari arus listrik sesuai dengan yang
ditentukan yaitu 50 Hz.
7. Kecepatan putar pompa terlampau tinggi
Periksa frequency dari arus listrik sesuai dengan yang
8. Arah putaran pompa terbalik
a. Periksa frequency tegangan listrik dengan sequent meter.
b. Ganti penyambungan dari salah satu kabel R dengan S atau
yang lainnya.
9. Total Head dari Plant lebih tinggi dibandingkan dengan Total
Head dari pompa yang diminta/disupply.
Sehingga sebuah pompa beroperasi pada kapasitas terlampau
rendah karena terlampau besarnya kerugian-kerugian pada
Plant atau tidak diperkenankannya operasi pompa secara
paralel.
Periksa kembali kerugian-kerugian yang terjadi baik secara
operasi secara single maupun secara paralel sesuai rencana.
10.Total Head dari plant lebih rendah dibandingkan dengan total
head dari pompa yang diminta dan disupply.
Sehingga kapasitas dari pompa lebih besar dibandingkan
kapasitas nominal ( kerugian-kerugian pada plant lebih rendah
dibandingkan dengan yang direncanakan atau tidak
diperbolehkan beroperasi single ).
Periksa kembali kerugian-kerugian yang terjadi baik operasi
secara single ataupun secara paralel.
11.Specific Gravity (berat jenis) dari cairan yang dipompakan
berbeda dengan data yang direncanakan. (specific gravity
12.Adanya benda asing pada impeller.
Periksa impeller dan bersihkan impeller dari benda asingnya.
13.Impeller rusak atau pecah/retak
Periksa kerusakannya dan ganti dengan yang baru jika
diperlukan.
14.Jarak antara impeller venes terhadap inlet nozzle
Periksa kembali jarak tersebut.
15.Ketidak lurusan dari penyambungan shaft
Harus diadakan kelurusan yang telah ditentukan oleh pabrik.
16.Poros berputar dengan salah arah
Lihat item No. 8
17.Tidak tenangnya shaft pada saat berputar akibat tidak balance
Shaft harus dibalance lagi.
18.Bagian yang berputar mengikis bagian yang diam
Periksa dan perbaiki dan stell kembali gap yang telah
ditentukan.
19.Pondasi pompa tidak cukup kaku
Harus diadakan perbaikan pada pondasi pompa tersebut.
20.Tidak centrenya putarannya dari shaft akibat bearing yang
sudah aus atau shaft tidak align
Periksa dan ganti bearing yang telah aus dengan yang baru.
21.Poros atau bagian dari kopling ada yang pecah/rusak
22.Kopling atau karet sudah aus/rusak
Periksa dan ganti bagian yang rusak.
23.Ausnya paking-paking
Ganti paking yang telah aus.
24.Penyetelan stuffing box dengan yang tidak tepat
Setel kembali stuffing box dengan tepat sesuai dengan
ketentuan pabrik.
25.Kerusakan dari shaft protecting sleeve pada bagian stuffing box
paking dan sekitarnya.
Periksa dan ganti dengan yang baru.
26.Terlalu kencangnya penyetelan dari stuffing box gland
sehingga tidak ada pelumasan dari gland packingnya.
Periksa kerusakan yang terjadi dan ganti part yang diharuskan
dengan yang baru dan diadakan penyetelan ulang sesuai dengan
ketentuan dari pabrik.
c. Pengaman yang terpasang :
0. Temperatur switch ( Bimetal Switch ) 2 bh terpasang pada
motor. Berfungsi jika motor terlampau panas melebihi yang
ditentukan (150C) sebagai akibat dari antara lain macetnya
pompa sehingga motor tidak dapat berputar maupun karena
trjadinya kelalaian didalam motor itu sendiri yang
menyebabkan temperatur dari motor itu naik melebihi yang
0. Thermis Relays (Bimetal) yang terpasang permanen pada
MCC yang menjaga agar tidak terjadi arus lebih didalam
operasi.
0. Minimum Water Level Control yang dipasang permanen di
Ruang sump Pit dari bangunan rumah Pompa Air Baku,
yang berfungsi untuk menjaga agar pompa tidak
dapatbekerja melewati batas minimum air yangboleh
dipompakan.
Tabel 3.2 Data Perawatan Pompa Air Baku/RWP
NO TANGGAL ITEM
Pompa RWP 201, servis elektromotor, gland packing + greease.
Pompa RWP 202, servis elektromotor, pemberian greease.
Pompa RWP 205, servis pompa dan elektromotor (Ganti ; Hour Counter).
Pompa RWP 202, pemberian greease dan ganti gland packing.
Pompa RWP 203 ; cleaning + greease.
3.3 Bangunan Clarifier
Peralatan yang terpasang pada bangunan clarifier adalah :
1. FLOCULATOR
Mixer : Buatan lokal
Material Steel Plate dengan finishing Epoxy Paint (UPOX
Danapaint)
Variable Speed Helical Geared Motor :
Manufacturer : Flender ex West Germany
Type : DF 161Z 80 – VA 26 G 132 M 4
Output speed : 1450 rpm
9000 Nm pada 1,8 rpm
5396 Nm pada 11 rpm
Daya motor : 7,5 kW
Tegangan : 380 V/3 ph/50hz
. Fungsi Peralatan :
Untuk membantu pengadukan/meratakan pencampuran air baku
dengan bahan kimia dan juga untuk membantu menaikkan
permukaan air pada Secondary Fluculation Area.
. Cara Pengoperasian :
1. Sebelum menjalankan/ menghidupkan mixer terlebih dahulu
2. Yakinkan dengan betul bahwa semua peralatan sudah dalam
keadaan siap untuk dioperasikan/jangan sampai ada material
atau orang yang ada disekitar mixer dll.
3. Mixer dapat dijalankan dengan dua cara yaitu :
- Dengan menekan tombol start pada Panel MCC 3 jikalau posisi
switch diletakkan pada posisi II.
- Dengan menekan tombol pada lokal push botton dekat motor
pada bangunan clarifier jika switch pada panel MCC 3
diletakkan pada posisi I.
6. Jangan melakukan penyetelan kecepatan dalam keadaan stop.
Hal ini dapat merusak daripada belt yang dipasang.
7. Setelah motor hidup dan jalan normal barulah diadakan
penyetelan putaran sesuai dengan yang dikehendaki.
. Pengaman yang Terpasang :
1. Thermis relays yang dipasang pada panel MCC-3 yang
menjaga agar tidak terjadi arus lebih didalam operasi akibat
dari terjadinya kemacetan dari floculator maupun kerusakan
didalam elektromotor itu sendiri.
2. Local push button with key yang terpasang dibangunan
Clarifier dekat denngan peralatannya. Alat ini sangat berguna
dan berfungsi ganda.
a. Sebagai alat untuk menghidupkan/mematikan Floculator
b. Sebagai alat pengaman jika operator sedang memperbaiki
atau memeriksa peralatan yang harus dalam keadaan
berhenti maka operator dapat mematikan peralatan tersebut
secara lokal dan menguncinya dengan menekan tombol
merah pada Lokal push button tersebut dan mencabut
kuncinya, segera motor akan berhenti dan oprator dapat
bekerja dengan aman karena operator lain tidak dapat
menghidupkan floculator tersebut dari panel MCC-3 yang
terletak di bangunan kimia maupun dari tempatnya bekerja.
. Cara Perawatan :
Secara umumnya perawatan sehari-hari yang dapat dilakukan
adalah dengan memriksa temperatur dari Gear dan motor jangan
terlampau tinggi (rekomendasikan sampai dengan 80C) untuk
mudanya jika permukaan dari peralatan tersebut masih bisa
dipegang oleh tangan kita langsung maka peralatan masih dalam
temperaturyangdirekomendasikan/normal.
Pemeriksaan/penggantian pelumas dilakukan setiap 5000 jam kerja
atau 12 bulan.
2. FIBRE REINFORCED PLASTIC WEIR PLATE
Manufacturer : Lokal
. Fungsi Peralatan :
Fungsi peralatan ini hanya sebagai weir dari setiap Lounder yang
ada sehingga muka air mengalir dengan jumlah yang sama besar
untuk setiap Lounder tersebut, dan dapat dilakukan penyetelan
dengan menurunkan/menaikkan dengan melepas baut pengikatnya.
. Cara Perawatan :
Hal yang perlu dilakukan hanyalah membersihkan permukaan dari
weir plate tersebut dari kotoran yang melekat seperti flog, lumut
dll. Jangan menggunakan peralatan yang dapat menyebabkan
tergoresnya permukaan weir tersebut seperti sikat dari kawat, kayu.
Tetapi gunakan peralatan seperti sikat ijuk, kain lap dan peralatan
yang tidak merusak.
3.4 Bangunan Filter
Peralatan yang terpasang pada bangunan filter adalah :
1. SLUICE GATE 600 x 1200 mm
Manufacturer : PT. Barata Indonesia
Tahun Pembuatan : 1992
Jumlah : 24 buah
Material : Frame dan gate : SS 41
Shaft : SUS
Gear : ST 60
Operator : Manual, menggunakan handwheel
Pelumasan : Grease/gemuk Retinax A/equivalen
Finishing : Cat type AMMERCOAT 330
. Fungsi Peralatan :
0. Untuk mengalirkan air yang sudah disaring kekanal air bersih
dibangunan filter untuk selanjutnya dialirkan secara grafitasi ke
reservoir.
3. Sesuai dengan fungsi utamanya sluce gate ini hanya
dioperasikan pada saat akan diadakan perbaikan bak filter antara
lain pada saat akan diadakan penggantian pasir atau perbaikan
dari pipa surface wash, maka sluice gate ini akan tutup sehingga
tidak ada air yang masuk dari panel air bersih ke dalam bak
filter.
b. Cara Mengoperasikan :
Untuk memebuka atau menutup pintu dengan memutar handwheel
atau roda pemutarnya yang telah dihubungkan ke square nut yang
ada merupakan ujung dari shaft dari sluice gate
c. Cara Perawatan :
Karena sluice gate ini dapat dikatakan tidak memerlukan
perawatan yang sulit dimana yang harus kita perhatikan adalah
pemberian pelumas yang cukup dan ini harus dijaga jangan sampai
pelumas tersebut habis yang dapat menyebabkan keausan dari
sekali diperhatikan adalah pengecetan ulang dari permukaan sluice
gate tersebut dengan cat yang telah ditentukan oleh pabrik
pembuatnya yaitu : AMMERCOAT 330 secara berkala untuk
melindungi material dari keausan karena proses korosi/berkarat
2. Sluice Gate 500 x 500 mm
Manufacturer : PT. Barata Indonesia
Tahun Pembuatan : 1992
Jumlah : 18 buah
Material : Ductile Cast Iron
Bolt & Nut : Stainless steel
Shaft : Stainless steel
Seal : Bronze & Ruber
Operator : Manual dan Motorized
Finishing : Cat type AMMERCOAT 330
. Fungsi Peralatan :
1. Untuk menyalurkan air yang masuk ke bangunan filter ke bak
filter untuk selanjutnya disaring didalam bak filter dan
dialirkan secara gravitasi ke reservoir.
2. Sesuai dengan fungsinya adalah untuk membantu proses back
wash/perbaikan untuk satu bak filter dilakukan maka sluice
gate yang berhubungan dengan bak trsebut ditutup agar air
. Cara Pengoperasian :
1. Untuk membuka atau menutup pintu dengan memutar
handwheel atau roda pemutarnya (secara manual) atau dengan
menekan tombol open pada panel MVFCP dan secara otomatis
jika telah terbuka penuh atau jika kita matikan pada panel
tersebut.
2. Untuk membuka/menutup setengah bagian (tidak penuh) tekan
tombol stop pada posisi yang diinginkan.
3. Untuk merubah pengoperasian dari membuka ke menutup atau
sebaliknya, harus menekan tombol stop dahulu
(OPEN-STOP-CLOSE) (CLOSE-STOP-OPEN), dengan pengertian sebuah
elektromotor mau berubah putaran harus berhenti dahulu.
. Cara Perawatan :
Sama dengan Sluice Gate 600 x 1200 mm
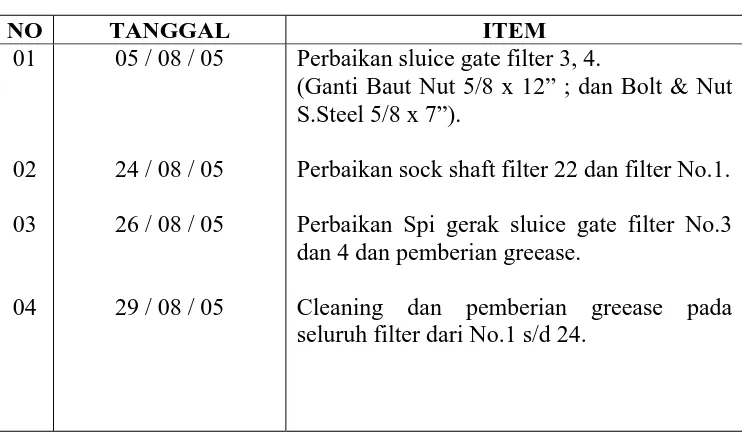
Tabel 3.4 Data Perawatan Filter
NO TANGGAL ITEM
Perbaikan sluice gate filter 3, 4.
(Ganti Baut Nut 5/8 x 12” ; dan Bolt & Nut S.Steel 5/8 x 7”).
Perbaikan sock shaft filter 22 dan filter No.1.
Perbaikan Spi gerak sluice gate filter No.3 dan 4 dan pemberian greease.
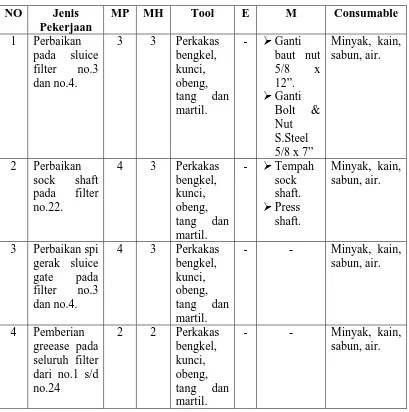
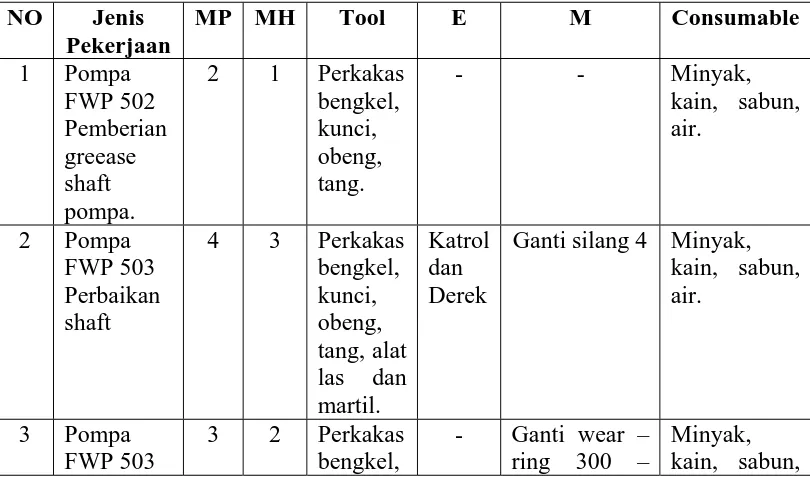
Tabel 3.5 Preventive Maintenance Pada Filter
3.5 Bangunan Reservoir dan Rumah Pompa Air Bersih
1. POMPA AIR BERSIH
Manufacture : KSB ex West Germany
Type : RDLV 300 – 400 A
Jumlah : 3 buah
Kapasitas : 350 liter/detik
Total Head : 55 meter