penyelesaian produk yang disebabkan karena proses produksi tidak dilakukan secara teratur. Melalui masalah yang diuraikan, peneliti mengharapkan pemecahan masalah dengan menggunakan metode Quality Function Deployment (QFD) sebagai alat untuk mengidentifikasi kebutuhan konsumen serta menghubungkannya dengan karakteristik teknis produk serta metode Design Structure Matrix (DSM) yang digunakan untuk memprioritaskan proses-proses produksi. Hasil penelitian menunjukkan bahwa proses produksi dapat dikelompokkan menjadi 3 kluster dengan kluster ke 3 yang memiliki tingkat kepentingan paling tinggi yaitu sebesar 638. Hal ini menunjukkan bahwa proses pada kluster ke 3 harus diutamakan terlebih dahulu sebelum proses-proses produksi lainnya dikerjakan.
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
NICKXON TANDY
0 9 0 4 0 3 0 2 7
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “PRIORITISASI TUGAS PADA PROSES PERANCANGAN PRODUK DENGAN MENGGUNAKAN METODE QUALITY FUNCTION DEPLOYMENT DAN DESIGN STRUCTURE MATRIX”.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis mengharapkan saran dan masukan yang bersifat membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Januari 2014 Penulis,
Allah SWT yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah membimbing penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Kedua orangtua yang tiada hentinya mendukung penulis baik secara moril, doa, maupun materil sehingga tugas sarjana ini dapat diselesaikan.
2. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
3. Bapak Dr. Ir. A. Jabbar M. Rambe, M.Eng. selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
6. Staff pegawai Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina, Bang Nurmansyah, Kak Rahma, Bang Kumis, dan Ibu Ani, terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini. 7. Rekan-rekan angkatan 2009 Teknik Industri FT USU seperti: Laulia, Poppy,
Ina, Lady, Febi, Hady, Uci, Sadikin, Niko, Rizky, Suryadi, Raysha, Silvia, Regina, Hasianna, Christy, William, Erni, Lusi, Michella, Wildan, Musthofa, Andry, Jolim, Oi, Maysarah, Hafiz, Ozi, Ridho, Arsyad, dan Alfin.
8. Seluruh pihak yang telah banyak memberi bantuan kepada penulis dalam penyelesaian tugas sarjana ini yang tidak dapat disebutkan satu per satu.
Medan, Januari 2014
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH... v
DAFTAR ISI ... vii
DAFTAR TABEL... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xviii
ABSTRAK ... xix
I PENDAHULUAN
1.1. Latar Belakang ... I-1 1.2. Perumusan Permasalahan ... I-2 1.3. Tujuan Penelitian ... I-3 1.4. Manfaat Penelitian ... I-3 1.5. Batasan dan Asumsi ... I-4 1.6. Sistematika Penulisan Tugas Akhir ... I-4
II GAMBARAN UMUM PERUSAHAAN
2.3. Struktur Organisasi dan Uraian Tugas dan Tanggung Jawab... II-2 2.3.1. Struktur Organisasi ... II-3 2.3.2. Uraian Tugas dan Tanggung Jawab ... II-3 2.4. Jumlah Tenaga Kerja dan Jam Kerja ... II-10 2.4.1. Tenaga Kerja ... II-10 2.4.2. Jam Kerja ... II-10 2.5. Sistem pengupahan dan Fasilitas Lainnya ... II-11 2.5.1. Sistem pengupahan ... II-11 2.5.2. Insentif dan Fasilitas Tenaga Kerja ... II-12 2.6. Proses Produksi ... II-13 2.6.1. Bahan-bahan yang Digunakan ... II-14 2.6.1.1. Bahan Baku... II-14 2.6.1.2. Bahan Penolong ... II-15 2.6.1.3. Bahan Tambahan ... II-16 2.6.2. Uraian Proses ... II-16 2.6.2.1. Proses Pencampuran Bahan Baku ... II-17 2.6.2.2.Proses Penyaringan dan Pemasakan Campuran
2.6.2.6. Proses Pengecatan... II-22 2.6.2.7. Proses Pembakaran ... II-23 2.6.2.8. Proses Pengepakan ... II-24 2.6.3. Mesin dan Peralatan ... II-25 2.6.3.1. Mesin Produksi ... II-25 2.6.3.2. Peralatan (Equipment) ... II-30
III LANDASAN TEORI
3.5.3. Hubungan Antar Elemen ... III-19
IV METODOLOGI PENELITIAN
4.11. Kesimpulan dan Saran ... IV-13
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Pembuatan dan Penyebaran Kuesioner ... V-1 5.1.2. Rekapitulasi Kuesioner Terbuka ... V-1 5.1.3. Rekapitulasi Kuesioner Tertutup ... V-6 5.2. Pengolahan Data... V-8 5.2.1. Uji Validitas dan Reliabilitas ... V-8 5.2.1.1. Pengujian Validitas ... V-8 5.2.1.2 Pengujian Reliabilitas ... V-14 5.3. Membangun Matriks House of Quality (HOQ) ... V-16 5.3.1. Identifikasi Kebutuhan Konsumen ... V-16 5.3.2. Menetapkan Tingkat Kepentingan Variabel ... V-17 5.3.3. Menyusun Matriks Perencanaan ... V-17 5.3.4. Menetapkan Karakteristik Teknik terhadap Kebutuhan
Konsumen ... V-23 5.3.5. Menetapkan Hubungan Antara Karakteristik Teknis ... V-25 5.3.6. Menetapkan Tingkat Hubungan Antara Karakteristik
5.4. Design Structure Matrix ... V-31
VI ANALISIS DAN PEMBAHASAN HASIL
6.1. Analisis Hasil Kuesioner ... VI-1 6.2. Analisis Matriks House of Quality ... VI-2 6.2.1. Analisis Rasio Perbaikan ... VI-1 6.2.2. Analisis Sales Point ... VI-2 6.2.3. Analisis Ukuran Kinerja QFD ... VI-2 6.3. Analisis Design Structure Matrix ... VI-3
VIII KESIMPULAN DAN SARAN
7.1 Kesimpulan ... VII-1 7.2 Saran ... VII-2
DAFTAR PUSTAKA
5.7. Tampilan matrix dengan Menggunakan Software DSM Matrix
penyelesaian produk yang disebabkan karena proses produksi tidak dilakukan secara teratur. Melalui masalah yang diuraikan, peneliti mengharapkan pemecahan masalah dengan menggunakan metode Quality Function Deployment (QFD) sebagai alat untuk mengidentifikasi kebutuhan konsumen serta menghubungkannya dengan karakteristik teknis produk serta metode Design Structure Matrix (DSM) yang digunakan untuk memprioritaskan proses-proses produksi. Hasil penelitian menunjukkan bahwa proses produksi dapat dikelompokkan menjadi 3 kluster dengan kluster ke 3 yang memiliki tingkat kepentingan paling tinggi yaitu sebesar 638. Hal ini menunjukkan bahwa proses pada kluster ke 3 harus diutamakan terlebih dahulu sebelum proses-proses produksi lainnya dikerjakan.
1.1. Latar Belakang
Pasar yang kompetitif serta siklus hidup produk yang semakin pendek telah menjadi suatu ancaman bagi perusahaan saat ini. Agar perusahaan dapat bertahan, maka perlu adanya jaminan terhadap kualitas produk, pengurangan terhadap cost, serta penurunan ketidaksesuaian jadwal produksi agar produk dapat dihasilkan tepat waktu. Agar tujuan tersebut dapat tercapai, maka diperlukan pendekatan yang sistematis.
perusahaan, tidak dijelaskan pekerjaan mana yang terlebih dahulu harus dikerjakan apabila terdapat 2 pekerjaan atau lebih pada waktu yang bersamaan.
Berdasarkan permasalahan, pendekatan yang dapat digunakan untuk menyelesaikan masalah tersebut adalah dengan Quality Function Deployment
(QFD) dan Design Structure Matrix (DSM) 1. Pada tahap awal, produk akan di evaluasi spesifikasi dan persyaratan teknisnya dengan menggunakan Quality Function Deployment (QFD). Kemudian dengan menggunakan metode Design Structure Matrix (DSM) akan dikembangkan dan diurutkan proses perancangan produk berdasarkan tingkat kepentingan dari kriteria tekniknya sehingga proses produksi dapat dipercepat atau disederhanakan2.
1.2. Perumusan Masalah
Berdasarkan latar belakang, masalah yang terjadi pada perusahaan adalah terjadinya ketidakteraturan proses produksi sehingga dengan perlu dilakukan prioritasi tugas di lantai produksi.
1.3. Tujuan Penelitian
Tujuan umum yang akan dicapai dalam penelitian ini adalah untuk merancang usulan proses produksi sesuai dengan prioritas tugas pada proses perancangan produk dengan menggunakan metode QFD dan DSM.
Tujuan khusus yang akan dicapai dalam penelitian tugas akhir ini adalah: 1. Penentuan tingkat kepentingan kegiatan pada proses produksi dengan metode
QFD.
2. Pengoptimalan proses produksi dengan menggunakan metode DSM.
1.4. Manfaat Penelitian
Manfaat yang hendak dicapai dalam penelitian tugas akhir ini adalah: 1. Manfaat bagi Mahasiswa
Mahasiswa dapat mengaplikasikan teori yang diperoleh selama kuliah di lapangan kerja dan menambah pengalaman terhadap dunia kerja serta menambah ketrampilan dalam menganalisis dan memecahkan permasalahan nyata yang ada dilapangan.
2. Manfaat bagi Perusahaan
Perusahaan dapat memperoleh masukkan untuk perbaikan dan pengembangan perusahaan dalam berbagai aspek, terutama dibidang pengurutan kerja.
3. Manfaat bagi Departemen Teknik Industri USU
1.5. Batasan dan Asumsi
Batasan yang digunakan dalam penelitian ini adalah:
1. Produk yang dijadikan fokus adalah kloset jongkok tipe E yang diproduksi oleh PT Prima Indah Saniton.
2. Pengurutan kerja hanya dilakukan untuk produk kloset jongkok tipe E yang diproduksi oleh PT Prima Indah Saniton
3. Metode yang digunakan adalah QFD untuk menentukan tingkat kepentingan komponen.
4. Pengurutan kerja pada proses produksi dilakukan dengan menggunakan metode DSM (Design Structure Matrix).
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Fasilitas yang digunakan untuk proses produksi bekerja secara baik tanpa adanya gangguan.
2. Kegiatan produksi berjalan sesuai dengan standar operasional yang telah ditetapkan perusahaan.
3. Hubungan antar karakteristik yang diamati memiliki hubungan korelasi yang positif.
1.6. Sistematika Penulisan Tugas Akhir
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan, rumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian, dan sistematika penulisan tugas sarjana.
Bab II Gambaran umum perusahaan, menguraikan tentang sejarah perusahaan, ruang lingkup bidang usaha, stuktur organisasi perusahaan, sistem pengupahan dan fasilitas yang digunakan, proses produksi produk saklar, serta mesin dan peralatan yang digunakan dalam proses produksi.
Bab III Landasan Teori, berisi teori mengenai perancangan produk, konsep dasar quality function deployment (QFD), design structure matrix (DSM), , uji keseragaman dan kecukupan data, validitas data, dan reliabilitas data.
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, jenis penelitian, objek penelitian, kerangka konseptual, defenisi operasional, identifikasi variabel penelitian, instrumen pengumpulan, populasi, teknik
sampling, sumber data, metode pengolahan data, blok diagram prosedur penelitian, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan saran.
Bab VI Analisis Pemecahan Masalah, meliputi analisis pengolahan kuesioner, analisis pembuatan QFD (quality function deployment), analisis design structure matrix (DSM).
2.1. Sejarah Perusahaan
PT. Prima Indah Saniton merupakan perusahaan swasta yang bergerak di bidang Sanitary Ware. PT. Prima Indah Saniton didirikan pada tahun 1992 oleh Eddy Hartono pada tahun 1992. Masa percobaan proyek dilaksanakan selama setahun sehingga yaitu dari tahun 1992 hingga 1993 dan setelah itu, perusahaan ini mulai beroperasi secara normal dengan mesin dan peralatan yang lengkap. Perusahaan memproduksi produk-produk sanitasi yaitu kloset, soap holder, dan wastafel dan diberi merk Champion. Produk kloset merupakan produk utama perusahaan dan diproduksi dalam jumlah yang besar.
2.2. Ruang Lingkup Bidang Usaha
PT. Prima Indah Saniton bergerak di bidang produksi Sanitary Ware
dimana produk yang dihasilkan berupa Sanitary Ware yang diperlukan pada fasilitas toilet di rumah, sekolah, pusat perbelanjaan, hotel dan lain-lain. Jenis-jenis produk yang dihasilkan oleh PT. Prima Indah Saniton adalah:
1. Kloset Jongkok Model E 2. Kloset Jongkok Model C 3. Soap Holder
4. Kloset Duduk 5. Wastafel
PT. Prima Indah Saniton melakukan produksi dengan sistem produksi jenis make to stock dimana perusahaan memproduksi produknya tidak berdasarkan pesanan melainkan dengan melakukan peramalan terhadap penjualan produk. Produk akhir dikirimkan jika ada permintaan dari konsumen, untuk itu perusahaan harus mempunyai stok barang untuk mengantisipasi jika ada permintaan yang mendadak.
2.3. Struktur Organisasi dan Uraian Tugas dan Tanggung Jawab
2.3.1. Struktur Organisasi
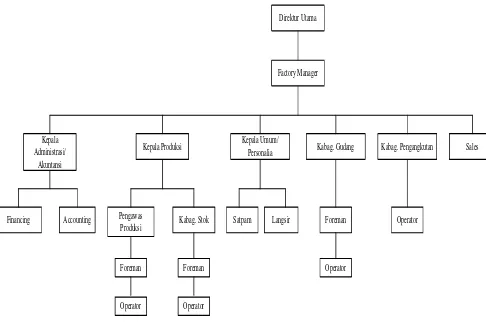
Struktur organisasi perusahaan di PT Prima Indah Saniton memiliki hubungan garis dan dapat dilihat pada Gambar 2.1.
Direktur Utama
Factory Manager
Kepala Umum/ Personalia Kepala Produksi
Kepala Administrasi/
Akuntansi
Financing Accounting Pengawas
Produksi Kabag. Stok Satpam Langsir
Sales
Foreman
Operator
Foreman
Operator
Kabag. Gudang
Foreman
Operator
Kabag. Pengangkutan
Operator
Sumber: PT Prima Indah Saniton
Gambar 2.1. Struktur Organisasi PT Prima Indah Saniton
2.3.2. Uraian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab dari masing-masing jabatan pada PT. Prima Indah Saniton adalah sebagai berikut:
1. Direktur Utama
a. Mengelola perusahaan secara keseluruhan b. Menentukan kebijakan tertinggi perusahaan
c. Mengkoordinir seluruh departemen yang ada di perusahaan
d. Mengkoordinir serta mengontrol keahlian teknis, usulan proyek, penjualan dan e. pembelanjaan.
f. Bertanggung jawab terhadap keuntungan dan kerugian PT
g. Bertanggung jawab dalam memimpin dan membina PT secara efektif dan efisien
2. FactoryManager ( Manajer Pabrik )
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Mengawasi dan mengontrol seluruh kegiatan produksi di pabrik
b. Menyusun dan melaksanakan kebijakan umum PT sesuai dengan instruksi dari direktur utama.
c. Memberikan petunjuk-petunjuk teknis pada karyawan d. Membina dan meningkatkan kesejahteraan sosial karyawan
e. Dalam melaksanakan tugasnya bertanggung jawab terhadap direktur utama
3. Kepala Personalia
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Membantu pimpinan dalam penentuan tugas-tugas karyawan b. Melakukan penilaian prestasi kerja karyawan
d. Merencanakan dan mengorganisasi kebutuhan tenaga kerja di masing-masing bagian
e. Mengkoordinir pekerjaan para karyawan
4. Kepala Administrasi/Akuntansi
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Mengeluarkan surat-surat keluar perusahaan
b. Mengesahkan dan menandatangani permintaan barang untuk keperluan produksi
c. Bertanggung jawab atas penyimpanan uang dan surat-surat berharga d. Bertanggung jawab terhadap pengeluaran kas perusahaan
5. Kepala Produksi
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Menyusun rencana dan jadwal produksi
b. Membuat laporan harian dan berkala mengenai kegiatan di bagiannya sesuai dengan sistem pelaporan yang berlaku.
c. Mengkoordinir dan mengawasi serta memberikan pengarahan kerja kepada foreman untuk menjamin terlaksananya kesinambungan dalam proses produksi. d. Bertanggung jawab atas pengendalian bahan baku dan efisiensi penggunaan
tenaga kerja, mesin, dan peralatan.
6. Kepala Bagian Pengangkutan
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Mengatur pengangkutan hasil produksi dan bahan baku
b. Bertanggung jawab atas segala tugas-tugas terhadap factorymanager
7. Kepala Bagian Gudang
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Mengontrol serta memonitor persediaan barang setiap hari
b. Memberikan informasi kepada pihak yang berkepentingan atas persediaan barang
c. Bertanggung jawab atas kelancaran keluar masuknya barang d. Bertanggung jawab atas penerima barang dari pusat
8. Sales
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Merencanakan dan membuat sistem penjualan yang baik
b. Berusaha mencari pelanggan baru dan bertanggung jawab penuh atas hasil penjualan kepada manajer pabrik
c. Membuat catatan penjualan
9. Langsir
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Mengangkat dan mengangkut bahan baku antar departemen
b. Bertanggung jawab atas kelancaran aliran bahan di lingkungan pabrik c. Merencanakan sistem aliran bahan yang efisien
d. Bertanggung jawab kepada kepala bagian masing-masing
10.Satpam
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Merencanakan dan melaksanakan program keamanan b. Bertanggung jawab atas keamanan pabrik
c. Bertanggung jawab melaksanakan dan mengawasi ketertiban umum di lingkungan pabrik
11.Accounting
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Mengajukan anggaran penerimaan dan pengeluaran secara periodik.
b. Melakukan penelitian, penilaian, dan pengendalian pengadaan dana secara utuh, tepat pada waktunya.
c. Bertanggung jawab atas penggajian karyawan.
12.Financing
a. Melaksanakan pengecekan dan verifikasi seluruh dokumen pengeluaran dan laporan keuangan dari aktifitas rutin.
b. Membuat evaluasi progres keuangan dan pencapaian kinerja seluruh aktifitas proses produksi.
c. Menjamin bahwa seluruh laporan pengeluaran dan keuangan sesuai dengan sistem dan prosedur sistem accounting dan manajemen keuangan yang telah dibuat.
d. Bertanggung jawab kepada manajer pabrik.
13.Pengawas Produksi
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Mengawasi langsung kegiatan proses produksi sesuai dengan bidangnya masing-masing
b. Membuat hasil laporan produksi kepada sub bagian produksi c. Bertanggung jawab atas kualitas produk yang dihasilkan
d. Bertanggung jawab kepada kepala produksi atas tugas-tugasnya
14.Kepala Bagian Stok
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Mencatat segala barang yang masuk dan keluar gudang
b. Mengatur penempatan barang-barang supaya memudahkan kegiatan bongkar muat barang di gudang
d. Bertanggung jawab atas keberadaan barang-barang di gudang
15.Foreman (Mandor)
a. Memberikan arahan kepada operator pada bagian masing-masing
b. Bertanggung jawab kepada kepala produksi dalam pengontrolan proses produksi dan hasil produksi
c. Bertanggung jawab kepada semua peralatan yang diperlukan oleh operator pabrik
d. Mengurus keperluan karyawan di bidangnya masing-masing
16.Operator
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Melaksanakan kegiatan sesuai dengan bidangnya masing-masing dalam proses produksi
b. Bertanggung jawab terhadap foreman
2.4. Jumlah Tenaga Kerja dan Jam Kerja
2.4.1. Tenaga Kerja
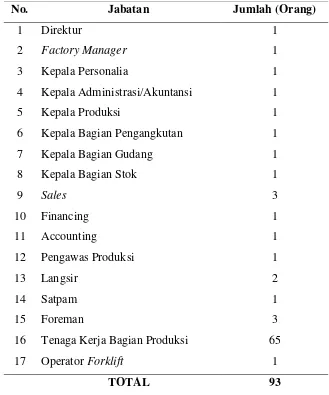
Tabel 2.1. Sebaran Penggunaan Tenaga Kerja pada PT. Prima Indah
Saniton
No. Jabatan Jumlah (Orang)
1 Direktur 1
2 Factory Manager 1
3 Kepala Personalia 1
4 Kepala Administrasi/Akuntansi 1
5 Kepala Produksi 1
6 Kepala Bagian Pengangkutan 1
7 Kepala Bagian Gudang 1
8 Kepala Bagian Stok 1
9 Sales 3
10 Financing 1
11 Accounting 1
12 Pengawas Produksi 1
13 Langsir 2
14 Satpam 1
15 Foreman 3
16 Tenaga Kerja Bagian Produksi 65
17 Operator Forklift 1
TOTAL 93
Sumber : Data Tenaga Kerja pada PT. Prima Indah Saniton
2.4.2. Jam Kerja
Waktu kerja yang diatur dengan baik sangat diperlukan, agar perusahaan dapat berjalan dengan baik dalam melaksanakan tugas guna mencapai tujuan.
1. Hari Senin - Jumat terdiri dari 7 jam kerja dan 1 jam istirahat setiap hari. 2. Hari Sabtu terdiri dari 6 jam kerja dan 1 jam istirahat.
Pengaturan jam kerja karyawan setiap harinya adalah sebagai berikut: 1. Karyawan kantor
Karyawan mulai bekerja di kantor pukul 08.00 WIB s/d 17.00 WIB dengan waktu istirahat selama 1 jam dimulai dari pukul 12.00 WIB s/d 13.00 WIB. Pada hari Minggu maupun hari Libur Nasional, karyawan kantor tidak bekerja.
2. Karyawan produksi
Karyawan produksi mulai bekerja di lantai produksi pukul 08.00 WIB s/d 16.00 WIB pada hari Senin-Jumat sedangkan pada hari Sabtu, karyawan produksi mengakhiri pekerjaan mereka pada pukul 15.00 WIB. Karyawan produksi tidak bekerja pada hari Minggu maupun hari Libur Nasional namun jika permintaan konsumen akan produk yang terlalu banyak yang menyebabkan perusahaan dihadapkan pada waktu kerja yang begitu ketat maka karyawan produksi tetap bekerja pada hari Minggu walaupun mereka hanya bekerja maksimal selama 4 jam dimulai dari pukul 08.00 WIB s/d 12.00 WIB.
2.5. Sistem Pengupahan dan Fasilitas Lainnya
2.5.1. Sistem Pengupahan
Sistem pengupahan di perusahaan ini adalah sebagai berikut : 1. Karyawan Harian
Perusahaan ini hanya menggunakan karyawan tetap yang berarti perusahaan tidak pernah menggunakan karyawan tidak tetap walaupun pada saat terjadi peningkatan permintaan. Pembayaran gaji pokok untuk karyawan harian diberikan dua kali dalam sebulan yaitu pada awal bulan dan pertengahan bulan dengan besar upah Rp 35.000,00/hari. Untuk karyawan yang bekerja pada hari Minggu pada saat terjadi peningkatan permintaan produk, karyawan tersebut juga akan diberikan upah sebesar Rp 37.000,00 dengan hari biasanya walaupun waktu kerja mereka maksimal hanya selama 3 jam.
2. Karyawan Bulanan
Pembayaran gaji pokok untuk karyawan bulanan diberikan setiap bulan dengan jumlah yang berbeda-beda sesuai dengan posisi masing-masing pekerja di perusahaan.
2.5.2. Insentif dan Fasilitas Tenaga Kerja
Insentif dan fasilitas yang diberikan kepada pekerja PT. Prima Indah Saniton adalah :
1. Tunjangan Hari Raya (THR)
2. Tunjangan selama sakit
Tunjangan selama sakit diberikan apabila karyawan dalam perawatan karena sakit dan tidak dapat bekerja yang dapat dinyatakan dengan surat keterangan dokter. Namun tunjangan ini diperuntukkan bagi karyawan harian yang telah bekerja lebih dari 2 (dua) tahun.
3. Tunjangan insentif
Tunjangan insentif diberikan kepada karyawan apabila mempunyai prestasi yang memuaskan dalam melakukan pekerjaannya. Tunjangan ini diberikan dengan cara menambahkannya ke dalam upahnya.
2.6. Proses Produksi
Proses produksi merupakan bagian yang sangat penting di dalam suatu perusahaan. Proses produksi bertujuan untuk menghasilkan produk yang diinginkan dengan menggunakan teknik-teknik serta bahan baku yang diperlukan untuk memproduksi produk tersebut.
2.6.1. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi pada PT Prima Indah Saniton dapat dikelompokkan menjadi 3 jenis, yaitu:
2.6.1.1. Bahan Baku
Bahan baku merupakan bahan utama dalam pembuatan produk dan memiliki persentase yang paling besar dibandingkan bahan lainnya. Bahan baku yang digunakan dalam proses pembuatan kloset adalah tanah kalimantan, sodium feldspar, tanah thailand, pasir kuarsa, tanah kaulin, batu kasar, dan air. Bahan baku tanah kalimantan dan sodium feldspar dapat dilihat pada Gambar 2.2 dan 2.3
Sumber: PT Prima Indah Saniton
Sumber: PT Prima Indah Saniton
Gambar 2.3. Sodium Feldspar
2.6.1.2..Bahan Penolong
Bahan penolong adalah bahan yang digunakan untuk memperlancar kegiatan produksi serta tidak mengurangi nilai tambah dari produk yang dihasilkan dan pada akhir produksi tidak dapat dibedakan secara jelas dari produk jadi. Bahan penolong merupakan bahan yang secara tidak langsung mempengaruhi kualitas dan fungsi produk. Bahan penolong yang digunakan pada proses produksi yaitu:
1. Bahan pembuat cetakan atas dan cetakan bawah, digunakan sebagai pemberi bentuk pada kloset.
2. Kayu, digunakan bersamaan dengan paku untuk membuat rak kloset.
2.6.1.3.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan bercampur dengan bahan baku untuk membentuk produk jadi yang siap untuk dipasarkan, dapat berupa kemasan ataupun aksesoris. Bahan tambahan yang digunakan pada proses produksi yaitu:
1. Label, digunakan untuk memberikan merek pada hasil produk/kloset. 2. Cat, digunakan untuk memberikan warna pada kloset.
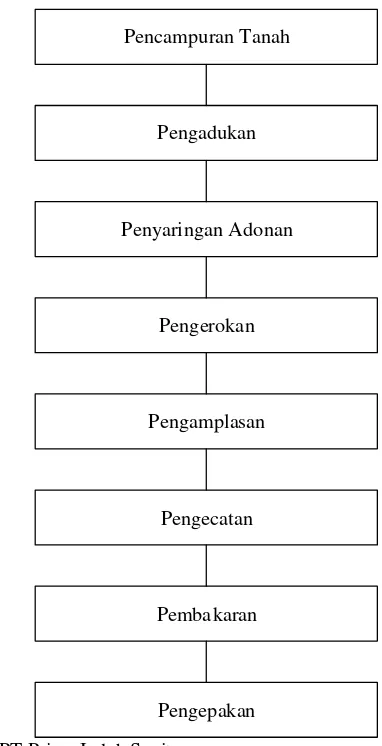
2.6.2. Uraian Proses
Pencampuran Tanah
Pengadukan
Penyaringan Adonan
Pengerokan
Pengamplasan
Pengecatan
Pembakaran
Pengepakan
Sumber: PT Prima Indah Saniton
Gambar 2.4. Blok Diagram Pembuatan Kloset Jongkok
2.6.2.1.Proses Pencampuran Bahan Baku
tersebut supaya tercampur dengan rata dan siap untuk digunakan sebagai bahan yang siap untuk dicetak menjadi kloset. Proses pengadukan bahan baku ini memerlukan waktu selama 12 jam untuk menghasilkan kualitas adonan yang bagus.
2.6.2.2.Proses Penyaringan dan Pemasakan Campuran Bahan Baku
Bahan baku yang telah diaduk dengan mesin molen selama 12 jam kemudian disalurkan ke dalam sebuah mesin penyaring melalui pipa yang menghubungkan mesin molen dengan mesin saring getar. Mesin saring getar berfungsi agar material yang tidak tercampur dengan baik seperti gumpalan-gumpalan tanah tidak ikut digunakan sebagai campuran bahan baku untuk proses pencetakan. Campuran bahan baku yang telah disaring akan disalurkan ke dalam sumur penampungan melalui pipa. Kemudian, campuran tersebut dimasak selama 2 malam di dalam sumur penampungan sehingga bahan baku tersebut siap digunakan dalam proses pencetakan selanjutnya.
2.6.2.3.Proses Pencetakan
Proses percetakan dapat dikerjakan setelah hal-hal berikut telah diselesaikan :
1. Mempersiapkan cetakan yang akan digunakan, dalam hal ini cetakan terdiri dari 2 bagian yaitu cetakan atas dan cetakan bawah.
3. Cetakan yang telah menjadi satu dikunci agar cetakan tersebut tidak bergeser pada saat pencetakan.
4. Memasangkan corong pada cetakan pada tempat yang telah tersedia dalam cetakan supaya mempermudah proses penuangan campuran bahan baku ke dalam cetakan.
5. Penutupan lubang bagian belakang cetakan dengan menggunakan kayu penyumbat sehingga pada waktu penuangan, bahan baku tersebut tidak mengalir keluar.
Sumber: PT Prima Indah Saniton
Gambar 2.5. Bagian Pembuatan Mal
Campuran bahan baku yang telah siap dipakai dipompa ke dalam tower
dengan menggunakan mesin pompa atau wilden pump yang kemudian disalurkan dari tower ke tempat pencetakan melalui pipa yang telah dibuat sebelumnya. Proses pencetakan dapat dikerjakan dengan penyaluran bahan baku ke dalam cetakan yang dituang melalui corong.
Penyumbat kayu yang tadinya dipasang di bagian belakang cetakan kemudian harus dibuka untuk mengeluarkan bahan baku cetakan yang berlebih (kadang-kadang operator menuangkan bahan baku cetakan yang terlalu banyak). Setelah itu cetakan harus didiamkan lagi selama 2 jam agar cetakan tersebut benar-benar kering/keras.
Cetakan bagian atas dipisah/dibuka dari cetakan bawah dan dibalik untuk dapat mengeluarkan produk hasil cetakan dimana hasil cetakan didiamkan kembali selama 2 jam.
Sumber: PT Prima Indah Saniton
Gambar 2.6. Proses Pencetakan
2.6.2.4.Proses Pengerokan
Tahapan ini terdiri dari beberapa proses yang dapat diuraikan sebagai berikut :
3. Cetakan yang tidak begitu bagus akan dikerok dengan menggunakan scraper
tujuan untuk lebih rapi dan sesuai dengan standar yang ditetapkan perusahaan.
Sumber: PT Prima Indah Saniton
Gambar 2.7. Proses Pengerokan
2.6.2.5.Proses Pengamplasan
Cetakan yang telah selesai dikerok akan diangkut ke bagian pengamplasan dimana mengalami beberapa tahapan proses yaitu :
1. Penggunaan kertas pasir dalam pengamplasan bertujuan untuk memperhalus permukaan cetakan.
Sumber: PT Prima Indah Saniton
Gambar 2.8. Proses Pengamplasan
2.6.2.6.Proses Pengecatan
Tahapan ini terdiri dari beberapa proses yang dapat diuraikan sebagai berikut :
1. Hasil cetakan yang kering diangkut ke bagian pengecatan.
2. Pada bagian pencetakan terdapat sebuah meja yang telah didesain sedemikian rupa sehingga cocok untuk peletakan hasil cetakan. Hasil cetakan diangkat ke meja tersebut.
3. Penempelan label produk perusahaan “Champion” pada bagian ujung kloset. 4. Proses pengecatan dikerjakan dengan menggunakan mesin kompresor sesuai
dengan warna yang diinginkan.
Tabel 2.2 Daftar Komposisi Cat
Warna Bahan
BCS TRS CMC Air Bahan 1 Jumlah Bahan 2 Jumlah Bahan 3 Jumlah
Putih 3 kg 25g 2 gelas
Biru Muda 2,1 kg 0,9 kg 2 gelas 14N144 60 g Pink 2,1 kg 0,9 kg 25 gr 2 gelas 14M200 250 g
Maron 0,5 kg 2,5 g 25 g 2 gelas GC-17 0,3 kg 14E44 3 g
Biru tua 0,5 kg 2,5 kg 25 g 2 gelas 14N144 0,135 kg 14LL79 0,3 kg 14E44 3 g Abu-abu 2,7 kg 0,3 kg 25 g 2 gelas 14T158 4,5 g 14T192 69 g 14E44 2 g Beige 2,7 kg 0,3 kg 25 g 2 gelas 14M200 0,12 kg 14H674 32 g 14 T192 12 g Hijau 2,1 kg 0,9 kg 24 g 2 gelas 14H674 385 g 14 T158 210g
Sumber: PT Prima Indah Saniton
Sumber: PT Prima Indah Saniton
Gambar 2.9. Bagian Pengecatan
2.6.2.7.Proses Pembakaran
Proses pembakaran hasil cetakan yang telah diberi warna dimasukkan ke dalam mesin kiln untuk dibakar. Untuk proses pembakaran, mesin kiln
memerlukan empat buah tabung gas. Tahapan pembakaran terdiri dari beberapa proses yang berkelanjutan yang dapat diuraikan sebagai berikut :
2. Produk dibakar dengan suhu 300-600oC selama 2 jam. 3. Produk dibakar dengan suhu 600-1000oC selama 2 jam. 4. Produk dibakar dengan suhu 1000-1100oC selama 1 jam.
5. Produk dibakar dengan suhu 1100-1180oC selama 1 jam.
Produk yang telah selesai dibakar tidak akan langsung dikeluarkan karena panasnya produk tersebut. Produk akan tetap di dalam mesin pembakaran selama 7 jam dengan kondisi bahwa mesin kiln telah dinonaktifkan. Produk yang telah didinginkan 7 jam di dalam mesin namun produk tersebut tetap saja sangat panas sehingga dibawa ke tempat penampungan untuk didinginkan lagi secara alami.
Sumber: PT Prima Indah Saniton
Gambar 2.10. Kloset yang akan Dimasukkan ke dalam Mesin
2.6.2.8.Proses Pengepakan
1 kotak. Setelah itu, produk diangkut ke tempat penampungan. Jika telah terdapat pemesanan, maka produk tersebut akan diantar keluar melalui mobil pickup.
Sumber: PT Prima Indah Saniton
Gambar 2.11. Pengepakan
2.6.3. Mesin dan Peralatan
2.6.3.1.Mesin Produksi
Mesin produksi yang digunakan untuk mendukung pelaksanaan produksi paku pada PT. Prima Indah Saniton adalah sebagai berikut :
1. Mesin BallMill atau dikenal sebagai Mesin Molen
Merek : Hico
Model : BM-2000
Serial No. : 932811 Negara pembuatan : Korea Jumlah : 2 buah
Sumber: PT Prima Indah Saniton
Gambar 2.12. Mesin Ball Mill
2. Mesin Pemasak Bahan
Mesin pemasak bahan digunakan untuk memasak dan mengendapkan bahan baku yang dialirkan melalui mesin saring getar. Spesifikasi mesin pemasak bahan dapat dilihat sebagai berikut :
Merek : Sumitomo (Clay GC4) Model : Cyclo Drive (14M5-87) Putaran : 1500 rpm
Input : 69 KW
Sumber: PT Prima Indah Saniton
Gambar 2.13. Mesin Pemasak bahan
3. Mesin Saring Getar
Mesin saring getar digunakan untuk menyaring kotoran lumpur yang disalurkan oleh mesin kiln. Spesifikasi mesin saring getar dapat dilihat sebagai berikut :
Tipe : DC 135 A
Frekuensi : 50 Hz Diameter : 50 cm Negara pembuatan : China Jumlah : 1 buah
Sumber: PT Prima Indah Saniton
4. Mesin WildenPump
Mesin wilden pump digunakan untuk memompa bahan baku yang telah siap dimasak dan diendapkan ke dalam tower-tower di dalam maupun di luar. Spesifikasi mesin pemasak bahan dapat dilihat sebagai berikut :
Merek : Puma
Tipe : CP24.401 / M8
Negara pembuatan : Singapura Jumlah : 1 buah
Sumber: PT Prima Indah Saniton
Gambar 2.15. Mesin Wilden Pump
5. Mesin Kiln/Oven
Mesin Kiln/Oven merupakan mesin yang digunakan untuk proses pembakaran atau pemanasan (heating) sehingga kloset, wastafel maupun soap holder
menjadi keras dengan permukaan yang mengkilap dengan suhu dan tinggi api yang dapat diatur pada panel mesin yang telah tersedia. Spesifikasi mesin kiln
Tipe : KAT. 1500 Serial No. : 302050 Tahun Pembuatan : 1998 Negara pembuatan : Australia Jumlah : 5 buah
Sumber: PT Prima Indah Saniton
Gambar 2.16. Mesin Kiln
6. Mesin Kompressor
Mesin kompressor digunakan pada saat pemberian warna atau pengecatan pada produk kloset. Spesifikasi mesin kompressor dapat dilihat sebagai berikut :
Merek : Puma
Model : NK 150300
Sumber: www.google.com
Gambar 2.17. Mesin Kompresor
2.6.3.2.Peralatan (Equipment)
Peralatan yang digunakan untuk mendukung pelaksanaan produksi kloset pada PT. Prima Indah Saniton adalah sebagai berikut :
1. Lori atau Kereta Sorong
Dipergunakan untuk mengangkut kloset-kloset dari bagian pencetakan ke bagian pengerokan, bagian pengerokan ke bagian pengamplasan, bagian pengamplasan ke bagian pengecatan, bagian pengecatan ke bagian pembakaran. Jumlah lori/kereta sorong yang ada di pabrik adalah sebanyak 15 unit. Adapun gambar kereta sorong yang digunakan dapat dilihat sebagai berikut :
Sumber: PT Prima Indah Saniton
2. Meja Pengerokan
Meja pengerokan yang dapat berputar-putar dipergunakan sebagai tempat diletakkannya kloset sehingga operator mudah dalam melakukan pekerjaan pengerokan.
Sumber: PT Prima Indah Saniton
Gambar 2.19. Meja Pengerokan
3. Alat Pengerok/Scraper
Digunakan untuk mengerok kloset dengan tujuan untuk lebih rapi dan sesuai dengan standar yang ditetapkan perusahaan.
Sumber: PT Prima Indah Saniton
4. Forklift
Fork Lift berfungsi untuk mengangkut bahan-bahan yang mempunyai volume besar dan berat seperti bahan baku yaitu tanah thailand, pasir kuarsa, tanah kalimantan dan lain sebagainya ke atas mesin molen.
Sumber: PT Prima Indah Saniton
Gambar 2.21. Penggunaan Forklift
5. Meja Pengecatan
Meja pengecatan yang dapat berputar ini digunakan sebagai tempat diletakkannya kloset sehingga operator dapat dengan mudah menyemprot atau memberikan warna pada kloset.
Sumber: PT Prima Indah Saniton
6. Meja Pengamplasan
Meja pengamplasan yang dapat berputar ini digunakan sebagai tempat diletakkannya kloset sehingga operator dapat dengan mudah mengamplas dengan kertas pasir dan membersihkannya.
Sumber: PT Prima Indah Saniton
Gambar 2.23. Meja Pengamplasan
7. Kertas Pasir
Kertas pasir dalam pengamplasan bertujuan untuk memperhalus permukaan cetakan.
Sumber: PT Prima Indah Saniton
Gambar 2.24. Kertas Pasir
8. Busa
Sumber: PT Prima Indah Saniton
Gambar 2.25. Busa
9. Tabung Gas Elpiji
Tabung gas elpiji berfungsi sebagai bahan bakar dalam proses pembakaran mesin kiln.
Sumber: PT Prima Indah Saniton
Gambar 2.26. Tabung Gas Elpiji
10.Paku
Paku berfungsi sebagai penggabung antara kayu yang satu dengan kayu yang lain.
11.Kayu
Kayu digunakan sebagai tempat penampung kloset jongkok, kloset duduk dan wastafel sedangkan soapholder dimasukkan ke dalam kardus.
12.Palu
3.1. Persaingan Produk1
Persaingan pasar merupakan salah satu faktor yang sangat dipertimbangkan pada dunia usaha saat ini. Baik produk maupun jasa yang dihasilkan harus dapat memenuhi ekspektasi yang diinginkan oleh pelanggan. Salah satu tantangan dalam dunia usaha adalah bagaimana cara untuk mencapai produk dan sistem dengan memperhatikan faktor biaya.
Engineering2 merupakan salah satu bidang ilmu yang mengaplikasikan
ilmu pengetahuan untuk meningkatkan kesejahteraan manusia. Tujuan dari perekayasaan sistem adalah untuk menentukan faktor-faktor apa saja yang dapat dihilangkan untuk dapat meminimisasi biaya, dalam hal unit cost, service cost,
dan social cost. Beberapa cara untuk mencapai tujuan tersebut adalah:
1. Meningkatkan metode kerja untuk pembuatan produk terutama yang menyangkut needs dari konsumen.
2. Mempertimbangkan keseluruhan sistem yang terdapat dalam siklus produksi. 3. Mempertimbangkan keseluruhan hierarki dan interaksi yang terdapat dalam
berbagai level sistem.
4. Mengorganisir dan mengintegrasikan kriteria teknik dan ilmu-ilmu yang bersangkutan dengan masalah tersebut.
1 Blanchard, Benjamin, System Engineering And Analysis (Cet III; New York, 1998). P. 17-18
2
5. Membuat suatu pendekatan yang dapat digunakan untuk menganalisis, mengevaluasi dan memberi feedback pada sistem.
3.2. QFD (Quality Function Deployment) 3
QFD merupakan suatu cara untuk meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan karakteristik teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap pembuatan barang atau jasa yang dihasilkan. QFD digunakan untuk membantu proses perancangan agar lebih memperhatikan keinginan pelanggan.
QFD memiliki beberapa manfaat antara lain:
a. Memusatkan rancangan produk dan jasa baru pada kebutuhan pelanggan. Memastikan bahwa kebutuhan pelanggan dipahami dan proses desain didorong oleh kebutuhan pelanggan yang objektif dari teknologi.
b. Mengutamakan kegiatan-kegiatan desain. Hal ini memastikan bahwa proses desain dipusatkan pada kebutuhan pelanggan yang paling berarti.
c. Menganalisis kinerja produk perusahaan yang utama untuk memenuhi kebutuhan para pelanggan utama.
d. Berfokus pada upaya rancangan, hal tersebut akan mengurangi lamanya waktu yang diperlukan untuk daur rancangan secara keseluruhan sehingga dapat mengurangi waktu untuk memasarkan produk-produk baru. Perkiraan-perkiraan terbaru memperlihatkan adanya penghematan antara sepertiga sampai setengah dibandingkan sebelum dilakukan QFD.
e. Mengurangi banyaknya perubahan desain setelah dikeluarkan dengan memastikan upaya yang difokuskan pada tahap perencanaan. Hal penting ini mengurangi biaya mengenalkan desain baru.
f. Mendorong terselenggaranya tim kerja dan melewati rintangan antar bagian dengan melibatkan pemasaran, rekayasa teknik, dan pabrikasi sejak awal proyek. Setiap anggota tim kerja sama pentingnya dan memiliki sesuatu untuk disumbangkan kepada proses.
g. Menyediakan suatu cara untuk membuat dokumentasi proses dan menyediakan suatu dasar yang kukuh untuk mengambil keputusan rancangan. Tahap ini sangat membantu untuk menjaga proyek tehadap perubahan-perubahan personalia yang tidak dapat diperkirakan lebih dulu.
Konsep dasar dari QFD4 adalah menerjemahkan keinginan konstumen (Consumer Requirement) kedalam karakteristik teknik (Engineering Characteristics (ECs)). Karakteristik tersebut kemudian akan diterjemahkan ke dalam proses perencanaan dan proses fabrikasi dalam sistem manufaktur. House of Quality (HOQ) merupakan suatu tabel yang terbuat berisi informasi tentang: 1. “what to do in relation toCRs”
2. “how CRs are related to ECs” dan 3. hubungan antara CR dan EC.
HOQ berisi informasi-informasi penting lainnya seperti tingkat prioritas karakteristik, atribut-atribut data, serta standar minimal dari data. Langkah-langkah untuk membuat HOQ adalah sebagai berikut:
4
1. Mengidentifikasi keinginan konsumen ke dalam atribut-atribut produk. 2. Menentukan tingkat kepentingan relatif atribut (keinginan konsumen). 3. Membandingkan atribut dengan produk pesaing.
4. Membuat matriks karakteristik teknik.
5. Mengidentifikasi hubungan antara karakteristik teknik dan atribut produk. 6. Mengidentifikasi hubungan antar karakteristik teknik.
7. Menghitung tingkat tingkat kepentingan karakteristik teknik.
Sumber: Couhen, Lou. Quality Function Deployment
Gambar 3.1. Struktur House of Quality (HOQ)
Pada Gambar 3.1 dapat dilihat struktur dari House of Quality (HOQ) yang terdiri atas 6 bagian yaitu5:
1. Bagian A (Customer Needs and Benefit)
Bagian ini berisi daftar keinginan dan kebutuhan konsumen yang berasal dari penelitian kualitatif. Langkah-langkah untuk membuat daftar kebutuhan konsumen adalah:
5
a. Mengumpulkan pendapat dari para konsumen melalui wawancara dan komplain yang diajukan oleh konsumen.
b. Menyusun hasil yang didapat menjadi beberapa kategori. c. Mengelompokkan kebutuhan dalam sebuah diagram afinitas. d. Menyusun kebutuhan dalam bagian customer needs.
2. Bagian B (Planning Matrix)
Bagian ini terdiri atas 3 informasi, yaitu:
a. Quantitative Market Data : menandakan hubungan yang penting dari keinginan dan kebutuhan konsumen serta tingkat kepuasan konsumen dengan organisasi dan tingkat kompetisinya
b. Strategic Goal Setting : untuk produk baru atau dalam bentuk pelayanan c. Perhitungan peringkat berdasarkan keinginan dan kebutuhan konsumen
3. Bagian C (Technical Response) :
Bagian ini berrisi tentang produk atau jasa yang dikembangkan, yang diutarakan dalam bahasa teknis perusahaan. Biasanya deskriptif teknis tersebut dikembangkan dari keinginan dan kebutuhan konsumen pada bagian A.
Technical Response disebut juga dengan Substitute Quality Characteristic
(SQC) menunjukkan rencana-rencana atau rancangan usaha-usaha teknis perusahaan dalam mewujudkan kebutuhan konsumen yg terdapat dalam
a. Spesifikasi teknis yang dapat diukur, b. Product Function,
c. Product Subsystem,
d. Process Steps.
4. Bagian D (Relationship) :
Bagian ini berisi tentang penilaian dari tim pengembang terhadap kekuatan hubungan antara tiap elemen yang terdapat pada Technical Response
dengan tiap keinginan dan kebutuhan konsumen, yang didasarkan dari nilai Impact, Relationship, dan Priority.
5. Bagian E (Technical Correlation) :
Bagian ini mengandung perkembangan taksiran tim dr hubungan antara
implementasi antara elemen-elemen yang ada dengan Technical Response.6
6. Bagian F (Technical Importance) :
Bagian ini mengandung 3 jenis informasi, yaitu :
a. Peringkat yang telah dihitung dari Technical Response, berdasarkan
peringkat keinginan dan kebutuhan konsumen dari Bagian B dan
hubungan dengan bagian D.
b. Informasi perbandingan Technical Performance.
c. Target dari Technical Response.
3.3. Kuesioner7
Kuesioner merupakan sejumlah pertanyaan tertulis yang digunakan untuk memperoleh informasi dari responden dalam arti laporan tentang pribadinya, atau hal-hal yang diketahui. Tujuan pokok pembuatan kuesioner adalah untuk memperoleh informasi yang relevan dengan tujuan penelitian. Syarat utama pengisian kuesioner adalah pertanyaan yang jelas dan mengarah ke tujuan.
Empat komponen inti dari sebuah kuesioner, yaitu:
1. Subjek, yaitu individu atau lembaga yang melaksanakan penelitian.
2. Ajakan, yaitu permohonan dari peneliti untuk turut serta mengisi secara aktif dan objektif pertayaan maupun pernyataan yang tersedia.
3. Petunjuk pengisian kuiioner, dimana petunjuk yang tersedia harus mudah dimengerti.
4. Pertanyaan maupun pernyataan beserta tempat pengisian jawaban, baik secara tertutup, semi tertutup, maupun terbuka.
Perancangan kuesioner yang baik perlu dipahami prinsip-prinsip yang terkait dengan cara penulisan pertanyaan (wording of questions), cara pengukuran yaitu mengkategorikan, membuat skala dan mengkodekan (catagorized, scaled and coded) jawaban dari responden dan kerapian (general appearance) kuesioner tersebut8.
7 Ginting, Rosnani, op. cit., h. 67-72
8
3.4. Keabsahan Data9
Keabsahan data (goodness of data) sebuah penelitian merupakan fondasi dari mutu hasil penelitian tersebut. Walaupun metode analisis tidak kalah penting peranannya dalam meyakinkan pihak-pihak terkait untuk dapat menerima hasil suatu penelitian dan menggunakannya daam pengambilan keputusan sesuai dengan keperluannya, keabsahan data selalu menjadi focus perhatian pertama pihak eksternal untuk menerima atau menolak hasil penelitian tersebut.
Pengujian keabsahan data mempunyai dua dimensi yaitu pengujian kesahihan atau validitas data (data validity testing) dan engujian kehandalam atau reliabilias data (data reliability testing). Suatu penelitian yang bermutu haruslah didukung oleh kedua pengujian tersebut. Penelitian yang hanya didukung oleh pengujian validitas data saja atau pengujian reliabilitas data saja tidak mempunyai arti banyak dalam meyakinkan pihak eksternal .
3.4.1. Validitas Data
Validitas data adalah suatu ukuran yang mengacu kepada derajat kesesuaian antara data yang dikumpulkan dan data sebenarnya dalam sumber data. Data yang valid akan diperoleh apabila instrument pengumpulan data juga valid. Oleh karena itu, untuk menguji validitas data maka pengujian dilakukan terhadap instrument pengumpulan data.
9
3.4.1.1.Ragam Validitas Data
Validitas instrument terbagi atas dua tipe yaitu validitas internal (internal validity) dan validitas eksternal (external validity). Validitas internasl berkenaan dengan derajat akurasi rancangan penelitian. Rancangan penelitian yang baik termasuk rancangan pengumpulan data akan dapat mengidentifikasi sumber data yang tepat dan alat/instrument pengumpulan data yang juga tepat. Validitas eksternal berkenaan dengan derajat akurasi hasil penelitian jika dilakukan generalisasi dan diterapkan pada populasi dari mana data penelitian diambil.
Validitas internal terbagi atas tiga bagian yaitu: 1. Validitas isi (content validity)
Validitas isi merupakan validitas yang diestimasi lewat pengujian terhadpa isi tes dengan analisis rasional atau lewat professional judgement. Pertanyaan ang dicari jawabannya dalam validasi ini adalah sejauh mana item-item dalam tes mencakup keseluruhan kawasan isi objek yang hendak diukur atau sejauh mana isi tes mencerminkan ciri atribut yang hendak diukur. Validitas ini terbagi atas dua tipe yaitu:
a) Validitas muka (face validity)
Validitas muka adalah tipe validitas yang paling rendah signifikansinya karena hanya didasarkan pada penilaian (appearance) tes. Apabila penampilan tes telah meyakinkan dan memberikan kesan mampu mengungkap apa yang hendak diukur maka dapat dikatakan bahwa validitas muka telah dipenuhi
Validitas logik disebut juga sebagai validitas sampling (sampling validity). Validitas tipe ini menunjuk pada sejauh mana isi tes merupakan representasi dari ciri-ciri atribut yang hendak diukur.
2. Validitas kriteria (criterion-relatedvalidity)
Prosedur pendekatan validitas berdasar kriteria menghendaki tersedianya kriteria eksternal yang dapat dijadikan dasar pengujian skor tes. Suatu kriteria adalah variabel perilaku yang akan diprediksikan oleh sor tes atau berupa suatu ukura lain yang relevan. Prosedur validasi berdasarkan kriteria menghasilkan dua macam validitas, yaitu validitas prediktif dan validitas konkuren.
3. Validitas kontruksi (construct validity)
3.4.1.1.1.Pengujian Validitas
Cara-cara yang umum digunakan untuk menguji validitas instrument ialah melalui:
1. Analisis korelasi 2. Analisis faktor 3. Multitrait
Analisis korelasi sangat sesuai digunakan untuk menguji validitas serempak dan prediktif (concurrent validity dan predictive validity) ataupun vaiditas konvergen dan diskriminan (convergent dan discriminant validity). Analisis korelasi dilakukan dengan menggunakan rumus korelasi product moment
yang dikembangkan oleh pearson yaitu:
Dimana, rxy=koefisien korelasi antara Y dan X
Xi = skor variabel independen X Yi = skor variabel dependen Y
Rumus koefisien korelasi di atas dapat juga ditulis dengan menggunakan angka yang diperhalus sebagai berikut”
Dimana, rxy=koefisien korelasi antara Y dan X
Xi = Xi - X
Xi = skor variabel independen X Yi = skor variabel dependen Y
3.4.2. Reliabilitas
Reliabilitas sebuah alat ukur berkenaan dengan derajat konsistensi dan stabilitas data yang dihasilkan dari proses pengumpulan data dengan menggunakan instrument tersebut.
3.4.2.1.Ragam Reliabilitas
Terdapat dua ukuran yang umum digunakan untuk mengetahui derajat reliabilitas atau kehandalan instrument pengumpulan data yaitu stabilitas instrumen dan konsistensi internal instrument.
Stabilitas instrumen adalah suatu ukuran yang menunjukkan derajat kestabilan instrument terhadap data yang diperoleh dengan menggunakan instrument tersebut. Konsistensi internal instrumen memberikan indikasi homogenitas item dalam pengukuran dalam arti seberapa jauh instrumen tersebut menjadikan item-item yang diukur secara bersama-sama menjadi sebuah set dan secara independen menjadi bagian yang berarti terhadap keseluruhan.
3.4.2.1.1.Pengujian Reliabilitas Instrumen
menggunakan instrumen tersebut kepada subjek yang sama secara berulang-ulang tetapi pada waktu yang berbeda. Parallel-form reliability sering juga disebut
equivalent reliability adalah metode pengujian kestabilan instrumen dengan cara menggunakan dua instrumen yang parallel kepada subjek yang sama dan pada waktu yang sama.
3.4.2.1.2.Pengujian Konsistensi Internal Instrumen
Pengukuran konsistensi internal instrumen pengumpulan data dapat dilakukan dengan dua cara yaitu interitem consistency reliability dan split-half reliability. Interitem consistency reliability adalah sebuah tes konsistensi terhadap jawaban responden mengenai semua item yang ditanyakan kepadanya. Tes ini mencoba menguji seberapa jauh responden memberikan jawaban yang independen terhadap masing-masing item yang ditanyakan.
Alat tes yang cukup popular untuk pengujian ini antara lain adalah reliabilitas spearman-brown, Flanagan, rulon, hoyt, dan formula K-R. Selain itu juga terdapat teknik pengujian lain yang sering dipakai yaitu koefisien alpha cronbach. Koefisien Alpha Cronbach digunakan untuk multi point scale items,
makin dekat nilai koefisien Alpha Cronbach kepada angka 1 makin kuat konsistensi internal reliabilitas.
1. Formula Spearman Brown
hh
belahan satu dengan skor belahan yang lain 2. Formula Rulon
Formula Rulon juga menggunakan analisis butir dalam menguji reliabilitas instrument. Formula ini, selain variabel varians total juga varians perbedaan skor belahan pertama dan belahan kedua digunakan untuk menghitung reliabilitas instrument yaitu sebagai berikut:
2
r11 = Koefisien reliabilitas
Sd2 = Varians perbedaan skor belahan St2 = Varians skor total
1 = Bilangan konstan 3. Koefisien Alpha Cronbach
Berdasarkan ukuran reliabilitas, dimana instrumen menggunakan skor 0 dan 1 untuk setiap butir pertanyaan, koefisien Alpha Cronbach digunakan untuk mengukur reliabilitas instrument yang pertanyaan-pertanyaannya menggunakan skor dalam rentangan tertentu misalnya antara 1 dan 5 atau antara 1 dan 10 dan sebagainya. Rumus yang digunakan dalam menghitung
3.5. Design Structure Matrix (DSM)10
Design structure matrix merupakan suatu tool untuk network modelling
yang biasanya digunakan untuk merepresentasikan elemen-elemen yang terdapat didalam sebuah sistem beserta dengan interaksi yang terjadi antar elemen tersebut. DSM biasanya digunakan dalam proses pengembangan sistem yang kompleks.
DSM direpresentasikan sebagai suatu matrix persegi berukuran N x N, dan memetakan interaksi-interaksi yang terjadi pada N elemen yang terdapat pada suatu sistem. DSM dapat digunakan untuk mempresentasikan arsitektur produk, yaitu elemen-elemen yang akan menjadi komponen dari suatu produk.
DSM merupakan metode yang dapat mempresentasikan keadaan dalam bentuk sebuah matriks. Matriks yang dihasilkan mudah dibaca dan mudah diskalakan sehingga membantu dalam proses perencanaan.
10
Sumber: Epingger, Steven. DesignStructure Matrix and Applications
Gambar 3.2. Hubungan Elemen Dalam Bentuk Matriks Dan Diagram
DSM yang terdapat pada Gambar 2.2 merupakan contoh dari binary DSM
dengan bentuk diagonal yang merepresentasikan hubungan yang terjadi antar elemen. Representasi dari binary DSM dapat digunakan dengan elemen-elemen alin seperti untuk atribut interaksi,jumlah interaksi, derajat kepentingan, kekuatan, dan lain-lain.
Sumber: Epingger, Steven. Design Structure Matrix and Applications Gambar 3.3. Partitioned DSM
DSM11 merupakan salah satu metode yang digunakan untuk tahap dekomposisi. Dekomposisi bertujuan untuk menyederhanakan proses perancangan serta dapat digunakan untuk menemukan proses/aktivitas mana yang dapat dilakukan secara bersama-sama. Setiap elemen dari sebuah sistem dievaluasi dengan menggunakan matrix sesuai dengan tingkat ketergantungan
11
masing elemen. DSM digunakan untuk memperbaiki proses pengerjaan proyek, menyederhanakan informasi serta untuk mengoptimisasi proses pengerjaan suatu proyek.
3.5.1. Matrix-Based Tools
Istilah DSM berasal dari fungsi DSM itu sendiri, yaitu dengan menggunakan sebuah matriks untuk memodelkan desain dan struktur dari sebuah sistem. Selama bertahun-tahun, istilah-istilah lain yang sering digunakan selain
design structure matrix adalah dependency structure matrix, dependency system model, deliverable source map dan lain-lain.
Ciri khas dari DSM adalah sebuah matriks persegi, dengan baris dan kolom yang memiliki label yang sama, serta diagonal yang menunjukkan hubungan atau relasi yang terjadi antar tiap elemen.
Sistem merupakan suatu kombinasi atau kumpulan elemen-elemen yang teroraganisasi dengan baik serta memiliki tujuan yang sama. Arsitektur sistem merupakan struktur dari sebuah sistem, termasuk didalamnya elemen-elemen, hubungan yang terjadi antar elemen serta prinsip yang terkandung dala sistem tersebut.
yang berasal dari interaksi antar elemen, seperti aliran bahan, aliran informasi, yang terjadi pada level yang sama.
Keuntungan menggunakan DSM adalah sebagai berikut: 1. Sederhana
Elemen-elemen dan interaksi yang terdapat didalam sebuah sistem dapat dipresentasikan dengan menggunakan suatu susunan yang ringkas dan sederhana sehingga lebih mudah dimengerti.
2. Mudah dibaca
DSM menghasilkan suatu matriks yang mudah dibaca dan berisi informasi tentang keseluruhan dari suatu sistem, sehingga pengambilan keputusan dapat dilakukan dengan mudah.
3. Mudah dimengerti 4. Mudah dianalisis 5. Fleksibel
Penambahan elemen atau informasi dapat dilakukan dengan mudah dan cepat jika dibandingkan dengan metode lainnya.
3.5.2. Tahapan DSM
Penyusunan DSM terbagi atas 5 tahapan penting yaitu sebagai berikut: 1. Dekomposisi
2. Identifikasi
Mengidentifikasi hubungan-hubungan yang terjadi antar elemen-elemen sistem.
3. Analisis
Menyusun kembali elemen-elemen dan hubungan dalam matriks sehingga didapatkan pemahaman yang lebih baik dari sistem tersebut.
4. Display
Membuat suatu representasi dari model DSM, yang bertujuan untuk menunjukkan hubungan yang penting dalam suatu sistem.
5. Improve
Melakukan improvisasi dan perbaikan terhadap hasil dari perbaikan sistem tersebut sehingga terjadi continuous improvement.
Sumber: Epingger, Steven. Design Structure Matrix and Applications Gambar 3.4. Tahap-tahap DSM
3.5.3. Hubungan Antar Elemen
4 jenis hubungan yang dapat terjadi antar tiap elemen sistem yaitu: 1. Hubungan sekuensial
Sumber: Epingger, Steven. Design Structure Matrix and Applications Gambar 3.5. Skema Hubungan Dalam DSM
2. Hubungan parallel
Hubungan parallel merupakan hubungan yang bersifat independen satu dan yang lainnya dan tidak terdapat hubungan baik dari input maupun dari output
kedua elemen.
3. Hubungan berpasangan
Hubungan berpasangan merupakan hubungan yang bersifat saling tergantung satu sama lainnya, dimana elemen pertama memerlukan output dari elemen kedua dan sebaliknya. Hubungan berpasangan biasanya terjadi pada aktivitas yang saling memiliki ketergantungan terutama dalam proses analisis, verifikasi, validasi, serta tahap pengujian.
4. Hubungan kondisional
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT Prima Indah Saniton yang bergerak di bidang manufaktur produk sanitasi. Perusahaan ini berlokasi di Jl. Kebun Lada, Gang Purwodadi, Binjai.
4.2. Jenis Penelitian
Penelitian yang dilakukan adalah penelitian deskriptif yaitu suatu jenis penelitian yang bertujuan untuk mendeskripsikan secara sistematik, faktual dan akurat tentang fakta-fakta dan sifat suatu objek atau populasi tertentu. Penelitian ini juga termasuk jenis action research yaitu merupakan penelitian dengan tujuan untuk mendapatkan suatu solusi yang akan diaplikasikan pada perusahaan sebagai bentuk perbaikan dari sistem semula.
4.3. Rancangan Penelitian
Penelitian dilaksanakan dengan mengikuti langkah-langkah sebagai berikut:
1. Studi pendahuluan untuk mengetahui kondisi perusahaan seperti proses produksi, produk dihasilkan serta informasi pendukung yang diperlukan untuk membantu penelitian.
a. Data primer. b. Data sekunder.
3. Pengolahan data primer dan sekunder yang telah dikumpulkan. 4. Analisis terhadap hasil pengolahan data.
5. Kesimpulan dan diberikan saran untuk penelitian
Studi Pendahuluan
1. Kondisi Pabrik 2. Proses Produksi 3. Informasi pendukung 4. Masalah-masalah
Studi Literatur
1. Teori Buku
2. Referensi Jurnal Penelitian 3. Langkah-langkah
penyelesaian
Identifikasi Masalah Awal
Proses produksi tidak direncanakan dengan benar sehingga proses yang seharusnya dapat dilakukan secara bersama-sama dilakukan secara terpisah
Pengumpulan Data
1. Data primer
Hasil kuesioner terbuka dan tertutup mengenai informasi atribut produk sesuai kebutuhan konsumen untuk QFD
2. Data sekunder
- Data urutan proses produksi - Data informasi perusahaan
Pengolahan Data
- Melakukan uji validitas dan reliabilitas data kuesioner - Penyusunan Matriks House of Quality untuk QFD - Penyusunan Matriks Design Structure Matrix - Penentuan Urutan produksi berdasarkan prioritas
Analisis Pemecahan Masalah
Analisis dan evaluasi usulan pengurutan proses pengerjaan produk berdasarkan tingkat prioritas komponen
Kesimpulan dan Saran
SELESAI
Sumber: Hasil Pengolahan Data
Objek penelitian yang diamati adalah produk kloset jongkok tipe E merk
Champion yang diproduksi oleh PT Prima Indah Saniton. Peninjauan dilakukan terhadap spesifikasi produk dan proses pembuatan produk dari awal hingga selesai.
4.5. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah: 1. Variabel Independen
a. Material yaitu atribut yang berkenaan dengan bahan baku yang digunakan dan memiliki pengaruh terhadap produk kloset .
b. Proses yaitu atribut yang berkenaan dengan proses pengerjaan produk yang memiliki pengaruh terhadap produk kloset.
2. Variabel Dependen
a. Karakteristik produk yaitu keseluruhan atribut yang menggambarkan produk kloset.
b. Karakterisitik teknis yaitu karakteristik-karakteristik yang memenuhi persyaratan produk.
c. Prioritas karakteristik teknis yaitu tingkat kepentingan karakteristik berdasarkan hubungan karakteristik produk dan uraian proses
Kerangka konseptual merupakan suatu kerangka yang digunakan untuk membantu proses berpikir, sehingga penelitian dapat berjalan dengan lebih sistematis. Adapun kerangka konseptual penelitian dapat dilihat pada Gambar 4.2.
Karakteristik
Gambar 4.2. Kerangka Konseptual Penelitian
4.7. Definisi Operasional
Variabel operasional yang digunakan dalam penelitian dapat dilihat pada Tabel 4.1.
Tabel 4.1. Definisi Variabel Operasional
No Variabel Defenisi Alat Ukur
1 Karakteristik produk
Karakteristik produk didefinisikan sebagai atribut-atribut dari produk yang berhubungan dengan produk
a. Observasi b. Kuesioner c. Wawancara d. Studi Literatur
2 Karakteristik Teknis
Karakteristik teknis produk
didefinisikan sebagai respon teknis yang harus dilakukan oleh
perusahaan berdasarkan atribut-atribut dari produk
Wawancara dengan perusahaan
3 Material
Material didefinisikan sebagai atribut produk yang berkenaan dengan bahan baku yang digunakan
a. Observasi b. Wawancara
dengan perusahaan c. Studi literatur
4 Proses
Prosesdidefinisikan sebagai atribut produk yang berkenaan proses pembuatan produk
a. Observasi b. Wawancara
4.8.1. Sumber Data
Data yang dikumpulkan dapat diuraikan sebagai berikut : a. Data primer
Data primer dikumpulkan dengan cara pengamatan atau pengukuran langsung, yaitu:
1. Karakteristik produk. 2. Urutan proses produksi 3. Data kuesioner terbuka 4. Data kuesioner tertutup b. Data sekunder
Data sekunder diperoleh dengan cara wawancara dengan bagian produksi dan data dokumentasi perusahaan, antara lain:
1. Urutan proses produksi untuk produk kloset jongkok tipe E merk
Champion.
2. Gambaran perusahaan meliputi struktur organisasi, pembagian kerja setiap karyawan, ruang lingkup bidang usaha, lokasi perusahaan, dan data lainnya.
3. Data jenis permintaan dan produksi.
4.8.2. Metode Pengumpulan Data