SKRIPSI
MEMPELAJARI PENGARUH TINGKAT SUBSTITUSI BERBAGAI JENIS
TEPUNG TERHADAP KARAKTERISTIK
SNACK
PRODUK EKSTRUSI
Oleh :
WAISAK PURNOMO HARYANTO
F24052859
2011
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Waisak Purnomo Haryanto. F24052859. Studying the Effect of Substitution Level of
Different Types of Flour on the
Snack
Extrusion Product Characteristics. Under the
Guidance Subarna and Wati (2011).
ABSTRACT
One application of extrusion technology in the field of food processing is the
manufacture of snack food
(snacks).
The raw material is a very role in the quality of
extrusion products. Various types of materials substitution in the form of flour was used
in this research to study the interaction with the main raw material in the form of particles
of corn and its influence on the characteristics of the extruded
snack
products.
The research conducted consisted of two parts, the preliminary research and primary
research. Preliminary study aimed to explore the appropriate extrusion process
conditions. The determined process conditions is
a feed screw speed, extruder screw
speed, barrel
temperature (T 1, T 2, T 3), and
feed moisture content.
The primary research
is the manufacture of extruded products with substitution treatment consisting of two
degree of concentration of three types of flour substitution (5%, 10%). The conducted
analysis of the product is water content (before and after drying), texture (hardness), the
degree of gelatinization,
water absorption index
(WAI),
water solubility index
(WSI), the
degree of expansion,
bulk density,
and organoleptic test (hedonic).
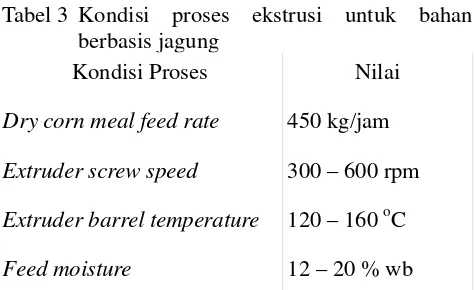
The optimal conditions of extrusion process was the
feed screw speed
= 20 kg / hr,
extruder screw speed
= 642 rpm,
barrel
temperature (T
1=
42-56
oC, T
2= 98 – 101
oC,
T
3= 129 – 137
oC),
feed moisture content
= 13 %. The analysis result of water content
of extruded products before drying was 4.48% - 6.11% (wb) and moisture content after
drying was 0.77% - 1.72% (wb). The result of texture analysis using
Stable Micro
Systems Texture Analyzer TA.XT
demonstrate the value of hardness was 0.73 kgf – 1.25
kgf. The result analysis of the degree of vertical expansion was 308.57% - 334.53%. The
result analysis of the degree of horizontal expansion was 501.80% - 566.80%. The result
analysis of
water absorption index
(WAI) was 4.43 ml/g - 5.96 ml/g, and
water solubility
index
(WSI) was 0.038 g/2ml – 0.043 g/2ml. Value of the degree of gelatinization was
69.51% - 93.91%, and
bulk density
was 0077 g / ml - 0085 g / ml. Based on organoleptic
tests, the level of acceptance of products that meet the standards of the company was
using the substitution of wheat flour 10%, 10% potato starch, wheat flour and 5%.
expansion did not change the extrudates with the substitution of wheat flour and potatoes,
but increased in extrudates with the substitution of rice flour.
Waisak Purnomo Haryanto. F24052859. Mempelajari Pengaruh Tingkat Substitusi
Berbagai Jenis Tepung terhadap Karakteristik
Snack
Produk Ekstrusi. Di bawah
Bimbingan Subarna dan Wati (2011).
ABSTRAK
Salah satu penerapan teknologi ekstrusi dalam bidang pengolahan pangan
adalah pembuatan makanan ringan (
snacks
). Bahan baku merupakan bagian yang
sangat berperan dalam mutu produk ekstrusi. Berbagai jenis bahan subsitusi berupa
tepung digunakan dalam penelitian ini untuk mempelajari interaksi dengan bahan
baku utama berupa partikel jagung dan pengaruhnya terhadap karakteristik produk
snack
hasil ekstrusi.
Penelitian yang dilakukan terdiri dari dua bagian, yaitu penelitian
pendahuluan dan penelitian utama. Penelitian pendahuluan bertujuan untuk mencari
kondisi proses ekstrusi yang sesuai. Kondisi proses yang ditentukan adalah
feed
screw speed
,
extruder screw speed
, suhu
barrel
(T1, T2, T3), dan
feed moisture
content
. Penelitian utama berupa pembuatan produk ekstrusi dengan perlakuan
substitusi yang terdiri dari dua taraf konsentrasi tiga jenis tepung substitusi (5 %,
10%). Analisis yang dilakukan terhadap produk adalah kadar air (sebelum dan setelah
pengeringan), tekstur (kekerasan), derajat gelatinisasi,
water absorption index
(WAI),
water solubility index
(WSI), derajat pengembangan,
bulk density
, dan uji
organoleptik (hedonik).
Kondisi proses ekstrusi yang optimal adalah
feed screw speed
= 20 kg/jam,
ekstruder screw speed
= 642 rpm, suhu
barrel
(T1
=
42 – 56
oC , T2
= 98 – 101
oC, T3=
129 – 137
oC),
feed moisture content
= 13 %. Hasil analisis terhadap kadar air produk
ekstrusi sebelum pengeringan adalah 4.48 % - 6.11 % (wb) dan kadar air setelah
pengeringan adalah 0.77 % - 1.72 % (wb). Hasil analisis tekstur menggunakan
Stable
Micro System TA.XT
Texture Analyzer
menunjukkan nilai kekerasan (
hardness
) yaitu
0.73 kgf – 1.25 kgf. Hasil analisis derajat pengembangan vertikal yaitu 308.57 % -
334.53 %. Hasil analisis derajat pengembangan horisontal yaitu 501.80 % - 566.80
%. Hasil analisis
water absorption index
(WAI) yaitu 4.43 ml/g – 5.96 ml/g, dan
water solubility index
(WSI) yaitu 0.038 g/2ml – 0.043 g/2ml. Nilai derajat
gelatinisasi yaitu 69.51 % - 93.91% , dan
bulk density
yaitu 0.077 g/ml – 0.085 g/ml.
Berdasarkan uji organoleptik, tingkat penerimaan produk yang memenuhi standar
perusahaan adalah substitusi menggunakan tepung terigu 10 %, tepung kentang 10%,
dan tepung terigu 5%.
Kadar air sebelum pengeringan, WAI, WSI, dan densitas ekstrudat tidak
beras dan tepung kentang. Nilai kekerasan tidak berubah pada ekstrudat dengan
substitusi tepung terigu, sedangkan menyebabkan penurunan tekstur produk pada
substitusi tepung kentang. Derajat pengembangan horisontal tidak berubah pada
ekstrudat dengan substitusi tepung terigu dan kentang, namun meningkat pada
ekstrudat dengan substitusi tepung beras.
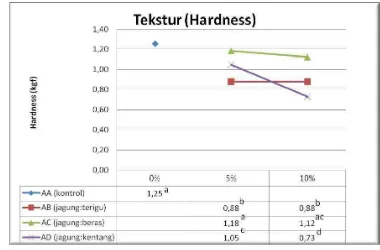
Hasil penelitian menunjukkan bahwa tepung kentang 10 % dapat
menghasilkan produk yang paling renyah, yaitu dengan nilai kekerasan 0.73 kgf.
Derajat pengembangan vertikal produk dengan berbagai perlakuan substitusi tidak
berbeda nyata. Derajat pengembangan horisontal terbesar diperoleh dari substitusi
tepung gandum sebesar 566.80 % pada tingkat substitusi 5 % dan 546.80 % pada
tingkat substitusi 10 %, sedangkan jenis substitusi tepung beras, tepung kentang, dan
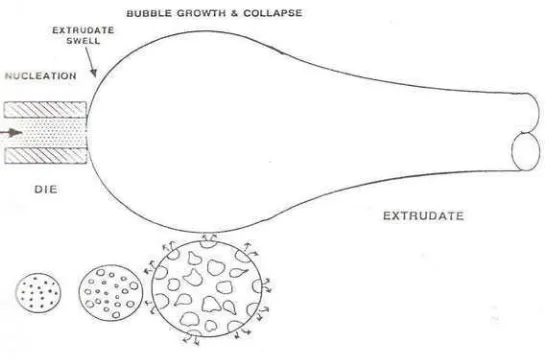
kontrol memberikan nilai yang tidak berbeda. Nilai derajat gelatinisasi tertinggi
dihasilkan dari perlakuan substitusi tepung terigu yaitu sebesar 85.47 % dan 93.91 %,
namun tetap lebih rendah dari kontrol sebesar 93.67 %, sedangkan derajat gelatinisasi
terendah terdapat pada sampel dengan menggunakan substitusi tepung beras, yaitu
sebesar 72.24 % dan 69.51 %.
Substitusi dengan tepung kentang, baik pada tingkat 5
% maupun 10 % menghasilkan ekstrudat dengan densitas paling tinggi, yaitu 0.084
g/ml. Nilai terendah terdapat pada sampel substitusi menggunakan tepung terigu 10
% sebesar 0.080 g/ml , yaitu. Namun demikian, semua jenis tepung substitusi yang
digunakan menghasilkan produk dengan nilai densitas yang lebih besar dari kontrol
(0.077 g/ml).
INSTITUT PERTANIAN BOGOR
FAKULTAS TEKNOLOGI PERTANIAN
MEMPELAJARI PENGARUH TINGKAT SUBSTITUSI BERBAGAI JENIS
TEPUNG TERHADAP KARAKTERISTIK
SNACK
PRODUK EKSTRUSI
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Ilmu dan Teknologi Pangan
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh :
WAISAK PURNOMO HARYANTO
F24052859
Dilahirkan pada tanggal 13 Mei 1987
Di Tegal, Jawa Tengah
Menyetujui,
Bogor, Januari 2011
Ir. Subarna, MSi
Wati, STP
NIP: 19600629.198803.1.001
Dosen Pembimbing
Pembimbing Lapang
Mengetahui,
Dr. Ir. Dahrul Syah
NIP: 19650814.199002.1.001
RIWAYAT HIDUP
Penulis adalah anak kedua dari lima bersaudara dari pasangan Edy Haryanto dan Kristin Sugiarti. Pendidikan dari TK hingga SMP ditempuh oleh penulis di Yayasan Katolik PIUS Tegal. Pendidikan SMA ditempuh di SMA Negeri 2 Yogyakarta. Penulis diterima di Institut Pertanian Bogor melalui Seleksi Penerimaan Mahasiswa Baru (SPMB) pada tahun 2005. Selama kuliah, penulis aktif dalam beberapa kegiatan baik di luar kampus maupun di dalam kampus. Kegiatan di luar kampus seperti: memberikan pengajaran privat kepada anak SMA Negeri 1 Bogor pada tahun 2007 – 2008, sebagai pengajar TK di Yayasan Blessing Kids Bogor pada tahun 2009, dan pengajar anak sekolah minggu GBI Ciomas Bogor pada tahun 2006 - 2010. Kegiatan di dalam kampus seperti: anggota Komisi Pelayanan Anak Persekutuan Mahasiswa Kristen IPB pada tahun 2006 – 2009, pendamping Usaha Kecil Menengah yang diselenggarakan oleh P2SDM IPB pada tahun 2007, dan anggota Tim Basket Fateta IPB pada tahun 2006 – 2008. Prestasi yang pernah diraih penulis selama kuliah adalah sebagai juara pertama Olimpiade IPB cabang olahraga basket pada tahun 2008 dan salah satu peserta yang mendapat hibah dari Dinas Pendidikan dalam Karya Tulis Ilmiah Nasional. Penulis melakukan kegiatan penelitian berupa magang di PT GarudaFood Putra Putri Jaya selama sembilan (9) bulan (Oktober – Juli) sebagai syarat mendapatkan gelar sarjana di Fakultas Teknologi Pertanian, Institut Pertanian Bogor.
i KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yesus Kristus atas segala karunia, kasih, dan hikmat-Nya sehingga penulis dapat menyelesaikan skripsi yang berjudul ”Mempelajari Pengaruh Tingkat Substitusi Berbagai Jenis Tepung terhadap Karakteristik Snack Produk Ekstrusi”. Skripsi ini disusun oleh penulis sebagai tugas akhir untuk mendapatkan gelar Sarjana Teknologi Pertanian, Institut Pertanian Bogor.
Selama melaksanakan magang dan terselesainya skripsi ini penulis banyak mendapatkan bantuan dari berbagai pihak. Oleh karena itu, dengan segala kerendahan hati penulis menyampaikan rasa terima kasih kepada:
1. Papah, Mamah, dan seluruh keluarga atas segala kasih sayang, doa, dukungan, nasehat serta bantuan secara moril dan materil yang diberikan tanpa henti kepada penulis selama ini
2. Ir. Subarna, M.Si selaku dosen pembimbing yang tiada henti-hentinya memberikan bimbingan dan arahan kepada penulis
3. Iwan Surjawan, Ph.D selaku Innovation and Technology Development Manager- PT Tudung Putra-Putri Jaya atas kesempatan yang diberikan kepada penulis untuk menyelesaikan tugas akhir di perusahaan
4. Wati, STP selaku pembimbing lapang yang telah memberikan arahan dan bimbingan kepada penulis selama magang
5. Tjahja Muhandri, STP, MT atas kesediaannya sebagai dosen penguji
6. Ibu Waysima yang dengan sabar memberi nasihat untuk menjadi lebih baik serta bantuan dalam doa dan dana sehingga penulis senantiasa termotivasi untuk menyelesaikan penelitian ini.
7. Olivia Ariesta atas kesabaran dan kasih sayang yang diberikan selama ini. 8. Anton Nugroho terima kasih atas persaudaraan dan persahabatan selama ini. 9. Teman-teman satu angkatan 42: Dial, Reiner, Glenn, Willy, Dame, Tjan,
Stanley, Budi, dan Irene. Terimakasih buat dukungan dan perhatian yang diberikan selama ini.
ii Een, dan Pak Bagus serta rekan-rekan semuanya di pabrik. Terima kasih banyak atas bantuannya selama penulis melakukan kegiatan penelitian ini. 11.Teman-teman di Laboratorium sentral dan laboratorium aplikasi produk
Garuda Food: Mbak Tri yang dengan sabar memberikan pengarahan penggunaan alat analisis, Mbak Susan dengan suara nyanyiannya yang sangat langka, Mbak Ratih atas bantuan yang diberikan, Mas Willy atas arahan keamanan di dalam laboratorium, dan Putri sebagai teman kerja selama melakukan analisis. Tia, Nita, dan Eni atas segala makanan yang diberikan selama penulis melakukan magang.
12. Teman-teman ITP 42 yang telah membantu dalam penyusunan tugas akhir ini
Penulis menyadari dengan sepenuhnya bahwa masih banyak terdapat kekurangan dalam penulisan skripsi ini. Penulis berharap semoga skripsi ini dapat berguna dan bermanfaat bagi semua pihak.
Bogor, Januari 2011
iii DAFTAR ISI
Halaman
KATA PENGANTAR ... i
DAFTAR ISI ... iii
DAFTAR TABEL ... v
DAFTAR GAMBAR ... vi
DAFTAR LAMPIRAN ... .. vii
I. PENDAHULUAN A. LATAR BELAKANG ... 1
B. PROFIL PERUSAHAAN ... 2
C. TUJUAN ... 3
D. MANFAAT ... 4
II. TINJAUAN PUSTAKA A. EKSTRUDER ... 5
B. FORMULASI ... 12
C. PANGAN EKSTRUSI ... 20
III. METODOLOGI PENELITIAN A. BAHAN DAN ALAT ... 25
B. METODE PENELITIAN 1. Identifikasi Mesin dan Pengoperasian Kondisi Ekstruder ... 25
2. Preparasi Sampel ... 27
3. Proses Ekstrusi ... 27
4. Analisis Produk ... 28
5. Uji Organoleptik ... 28
C. METODE ANALISIS PRODUK EKSTRUSI 2. Analisis Produk a. Kadar Air ... 28
b. Tekstur (kekerasan) ... 29
iv
d. Water Absorption Index (WAI) ... 30
e. Water Solubilty Index (WSI) ... 31
f. Derajat Pengembangan ... 31
g. Bulk Density ... 32
D. RANCANGAN PERCOBAAN ... 32
IV. HASIL DAN PEMBAHASAN A. GAMBARAN UMUM MESIN DAN KONDISI PENGOPERASIAN EKSTRUDER ... 34
B. ANALISIS PRODUK EKSTRUSI 1. Kadar Air Produk Ekstrusi ... 40
2. Derajat Gelatinisasi ... 43
3. Bulk Density ... 45
4. Tekstur (kekerasan) ... 46
5. Derajat Pengembangan ... 47
6. Water Absorption Index (WAI) ... 49
7. Water Solubility Index (WSI) ... 50
8. Uji Organoleptik ... 52
V. KESIMPULAN DAN SARAN A. KESIMPULAN ... 54
B. SARAN ... 55
DAFTAR PUSTAKA ... 56
v DAFTAR TABEL
Halaman Tabel 1. Perbedaan antara single screw extruder dengan twin screw extruder . 6 Tabel 2. Perkiraan kandungan amilosa dan amilopektin beberapa jenis pati .... 17 Tabel 3. Kondisi proses ekstrusi untuk bahan berbasis jagung ... 26 Tabel 4. Setting Texture Analyzer untuk Kekerasan Produk ... 29 Tabel 5. Perlakuan pada percobaan ... 32 Tabel 6. Pencatatan pengaturan alat ekstruder hingga dihasilkan pengaturan
vi DAFTAR GAMBAR
Halaman
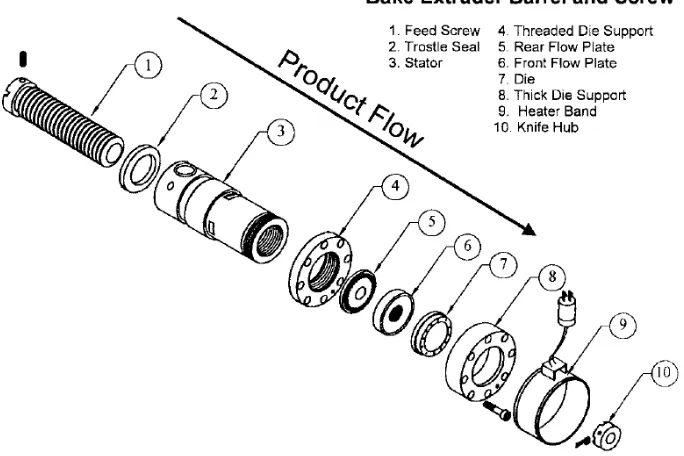
Gambar 1. Bagian ekstruder tipe bake ... 5
Gambar 2. Ekstruder ulir tunggal ... 7
Gambar 3. Tipe – tipe ulir pada ekstruder ulir ganda ... 9
Gambar 4. Variasi konfigurasi dari screw dan barrel untuk mendapatkan tekanan ... 10
Gambar 5. Profil sayap ulir pada ekstruder ulir tunggal ... 11
Gambar 6. Unsur peremas (kneading element) ... 11
Gambar 7. Beberapa tipe die ... 13
Gambar 8. Direct-expanded snack foods ... 21
Gambar 9. Third generation snack foods ... 22
Gambar 10. Contoh produk co-ekstruded ... 23
Gambar 11. Contoh die untuk pengisian pasta pada bagian tengah... 23
Gambar 12. Contoh crispbread ... 24
Gambar 13. Garis Besar Pelaksanaan Penelitian ... 26
Gambar 14. Skema pengembangan produk ekstrusi ... 39
Gambar 15. Penampakan produk ekstrusi pada berbagai sampel ... 40
Gambar 16. Kadar air setelah pengeringan produk ekstrusi ... 40
Gambar 17. Grafik derajat gelatinisasi produk ekstrusi ... 43
Gambar 18. Grafik tekstur (hardness) produk ekstrusi... 46
Gambar 19. Posisi vertikal dan horisontal pada produk ekstrusi ... 47
vii DAFTAR LAMPIRAN
Halaman
Lampiran 1. Kadar Air Produk Ekstrusi Sebelum Pengeringan ... 60
Lampiran 2. Kadar Air Produk Ekstrusi Setelah Pengeringan... 60
Lampiran 3. Hasil Perhitungan Water Absorption Index (WAI) ... 61
Lampiran 4. Hasil Perhitungan Water Solubility Index (WSI) ... 62
Lampiran 5. Hasil Perhitungan Bulk Density ... 63
Lampiran 6. Hasil Perhitungan Tekstur ... 63
Lampiran 7. Hasil Perhitungan Derajat Gelatinisasi ... 64
Lampiran 8. Hasil Perhitungan Derajat Pengembangan ... 64
Lampiran 9. Grafik Analisis Tekstur ... 65
Lampiran 10. Kuisioner Uji Organoleptik ... 71
Lampiran 11. Hasil Uji Organoleptik Kontrol ... 72
Lampiran 12. Hasil Uji Organoleptik Sampel AB1 ... 73
Lampiran 13. Hasil Uji Organoleptik Sampel AB2 ... 74
Lampiran 14. Hasil Uji Organoleptik Sampel AC1 ... 75
Lampiran 15. Hasil Uji Organoleptik Sampel AC2 ... 76
Lampiran 16. Hasil Uji Organoleptik Sampel AD1 ... 77
Lampiran 17. Hasil Uji Organoleptik Sampel AD2 ... 78
Lampiran 18. ANOVA Kadar Air Sebelum Pengeringan... 79
Lampiran 19a. ANOVA Kadar Air Setelah Pengeringan ... 79
Lampiran 19b. Uji Lanjut LSD Kadar Air Setelah Pengeringan ... 80
Lampiran 20a. ANOVA Derajat Gelatinisasi ... 80
Lampiran 20b. Uji Lanjut LSD Derajat Gelatinisasi ... 81
Lampiran 21a. ANOVA Tekstur ... 82
Lampiran 21b. Uji Lanjut LSD Tekstur ... 82
viii
Lampiran 23. ANOVA Water Absorption Index (WAI)... 84
Lampiran 24. ANOVA Water Solubility Index (WSI) ... 84
Lampiran 25. ANOVA Derajat Pengembangan Vertikal ... 85
Lampiran 26a. ANOVA Derajat Pengembangan Horisontal ... 85
1 I. PENDAHULUAN
A.LATAR BELAKANG
Teknologi ekstrusi memungkinkan kita untuk melakukan serangkaian proses pengolahan, seperti: mencampur, menggiling, memasak, mendinginkan, mengeringkan, dan mencetak dalam satu rangkaian proses saja (Pratama, 2007). Berbagai proses di dalam satu mesin merupakan salah satu bentuk efisiensi yang dapat mengurangi biaya produksi bagi suatu industri. Selain itu, teknologi ekstrusi memiliki beragam modifikasi proses sehingga dapat menghasilkan produk yang diinginkan. Hal - hal tersebut yang mendasari teknologi ekstrusi diaplikasikan secara luas, termasuk dalam bidang pengolahan pangan.
Salah satu penerapan dalam bidang pengolahan pangan adalah pembuatan makanan ringan (snacks). Perkembangan produk ini sangat pesat, yaitu mencapai 59, 5 ribu ton pada tahun 2004 atau naik dari tahun 2003 sebesar 53,6 ribu ton (Survey CIC, 2005). Hal ini juga dapat dilihat dari munculnya merek – merek baru makanan ringan hasil ekstrusi (Apriani, 2009). Kondisi ini telah mendorong para produsen menjaga dan meningkatkan mutu produk makanan ringan hasil ekstrusi.
2 Pengetahuan bahan baku mencakup kandungan struktur kimia (pati,
protein, lemak, dan serat) yang terdapat di setiap jenis bahan baku serta perilakunya terhadap kondisi proses tertentu, sebagai contoh proses gelatinisasi pati dan denaturasi protein. Kandungan kimia tersebut berbeda, baik secara kuantitatif maupun kualitatif, pada setiap bahan sehingga tentunya setiap bahan akan memiliki perilaku perubahan struktur kimia yang berbeda dan selanjutnya menghasilkan karakteristik produk yang berbeda pula. Pada proses ekstrusi, untuk mengetahui pengaruhnya terhadap karakteristik produk biasanya digunakan parameter nilai sensori (tekstur, tingkat kerenyahan (crispiness dan crunchiness), porositas, warna, dan aroma produk), daya serap air, kelarutan di dalam air, pengembangan, dan kadar air.
B. PROFIL PERUSAHAAN
GarudaFood adalah perusahaan makanan dan minuman di bawah kelompok usaha Tudung (Tudung Group). Selain GarudaFood, Tudung Group juga menaungi SNS Group (PT Sukses Niaga Sejahtera, bergerak di bisnis distribusi dan logistik) dan Tudung International.
GarudaFood Group berawal dari PT Tudung, didirikan di Pati, Jawa Tengah, pada 1958 dan bergerak di bisnis tepung tapioka. Pada 1979 PT Tudung berganti nama menjadi PT Tudung Putrajaya (TPJ). Pendiri perusahaan adalah mendiang Darmo Putro, mantan pejuang yang memilih menekuni dunia usaha setelah bangsa Indonesia merdeka.
Pada awal 1987 TPJ mulai menjual hasil produksi kacangnya dengan merk Kacang Garing Garuda, yang belakangan dikenal dengan sebutan ringkas: Kacang Garuda. Kacang Garuda meraih pelbagai penghargaan sebagai berikut: Indonesian Customer Satisfaction Award (ICSA) kategori kacang bermerek delapan kali berturut-turut (2000-2007); Superbrands (2003); Top Brand for Kids (2004); Indonesian Best Brand Award (IBBA, 2004-2007); Top Brand (2007).
3 Best Brand Award (IBBA) dari MARS dan majalah SWA untuk kategori wafer
salut. Pada 2007 Gery Chocolatos meraih IBBA kategori wafer stick. Pada 1998 GarudaFood mengakuisisi PT Triteguh Manunggal Sejati
(TRMS), produsen jelly dan meluncurkan produk jelly bermerek Okky dan Keffy. Prestasi Okky Jelly dibuktikan dari keberhasilan meraih Top Brand for Kids (TBK) Award 2004 untuk kategori jelly. Di samping TBK, OKKY Jelly juga berhasil meraih IBBA (2004-2007). Okky Jelly Drink juga meraih penghargaan Top Brand 2007 dari majalah Marketing bekerja sama dengan Frontier.
Pada akhir 2002 TRMS meluncurkan produk minuman jelly bermerek Okky Jelly Drink sekaligus babak baru GarudaFood masuk ke bisnis minuman (beverages). Keseriusan GarudaFood menekuni bisnis minuman juga semakin kentara dengan diluncurkannya Mountea, minuman teh rasa buah. Mountea bahkan mencatat prestasi IBBA 2007 kategori minuman teh dalam kemasan cup. Pada tahun 2000 Rapat Umum Pemegang Saham (RUPS) sepakat menggabungkan TPJ, dan PT GarudaFood Jaya menjadi PT Garuda Putra Putri Jaya. Selanjutnya PT Garuda Putra Putri Jaya berubah nama menjadi PT GARUDAFOOD PUTRA PUTRI JAYA (GPPJ).
GarudaFood juga memproduksi snack bermerek Leo, untuk kategori produk kripik kentang, kripik pisang, kripik singkong, dan krupuk mulai akhir 2005. Pada 2007 Leo meraih IBBA kategori snack kentang. Selain itu juga merambah bisnis snack jagung dengan merek O’Corn. Di tingkat nasional, GarudaFood juga dipersepsi positif sebagai salah satu perusahaan makanan dan minuman idaman. Survey yang dilakukan Frontier dan majalah BusinessWeek Indonesia di Jakarta dan Surabaya pada 2006 dan 2007 menyebutkan GarudaFood berada di urutan ketiga Indonesian Most Admired Company (IMAC). GarudaFood juga aktif menjalankan program corporate
social responsibility (CSR) di bawah bendera GarudaFood Sehati. Kini, seluruh potensi yang ditopang kekuatan sekitar 19 ribu karyawan
4 C. TUJUAN
Secara umum, tujuan dari kegiatan magang ini adalah untuk melatih mahasiswa terjun ke dalam dunia kerja dan diharapkan mampu meningkatkan ilmu pengetahuan yang dipelajari dalam kuliah untuk memecahkan masalah yang mungkin timbul di lapangan. Secara khusus magang ini dilakukan untuk mempelajari parameter pada proses ekstrusi, yaitu jenis bahan substitusi yang digunakan dan tingkat substitusi terhadap karakteristik produk ekstrusi yang dihasilkan di dalam suatu proses ekstrusi dengan menggunakan ekstruder ulir ganda (Twin Screw Extruder).
D. MANFAAT
5
II. TINJAUAN PUSTAKA
A. Ekstruder
a. Bagian – bagian ekstruder
Ekstruder merupakan suatu alat yang terdiri dari empat bagian utama,
yaitu: ulir (screw), tabung/laras (stator/barrel), lubang berukuran relatif kecil (die), dan pisau (knife). Rasio antara panjang dan diamater dari tabung (L/D) adalah sekitar 2 – 4 (Burtea, 2002). Sebagai contoh, gambaran
secara jelas dapat dilihat di bawah ini:
b. Prinsip kerja ekstruder
Bahan diisikan melalui corong ke dalam laras/tabung berulir secara
berkesinambungan. Putaran ulir menyebabkan bahan terdorong ke bagian
die. Selama proses ini, bahan mengalami gaya tekan dan gesekan antara ulir dengan bahan. Gesekan yang dialami oleh bahan turut serta menimbulkan
kalor yang memanaskan bahan tersebut. Bahan yang keluar dari die
selanjutnya dipotong pada panjang tertentu oleh pisau yang berputar. Bahan Gambar 1 Bagian ekstruder tipe bake (Madox Metal Works Inc., Dallas, Texas)
6 yang telah keluar dari ekstruder mengalami perubahan tekanan dan suhu
yang jauh lebih rendah daripada di dalam ekstruder. Pada kondisi tersebut
air di dalam bahan, sebelumnya dalam keadaan bersuhu tinggi (120 – 160
oC) dan bertekanan tinggi (70 – 150 atm) di dalam ekstruder, akan mudah menguap ke udara. Hal ini menyebabkan terciptanya rongga – rongga udara
di dalam bahan sekaligus tertariknya molekul bahan. Kondisi ini
menyebabkan proses pengembangan bahan.
c. Tipe ekstruder
Pada umumnya dalam dunia industri dikenal dua tipe ekstruder yang
didasarkan pada jumlah ulir (screw) yang dimiliki, yaitu ekstruder ulir tunggal (single screw extruder) dan ekstruder ulir ganda (twin screw extruder). Baik ekstruder ulir tunggal maupun ulir ganda dikelompokkan lagi berdasarkan seberapa banyak energi mekanis yang dapat dihasilkan.
Sebagai contoh, ekstruder dengan energi mekanis yang rendah dirancang
untuk mencegah proses pemasakan pada adonan bahan (Pratama, 2007).
Perbedaan – perbedaan utama di antara kedua tipe tersebut adalah
sebagai berikut (Jowitt, 1984):
Tabel 1 Perbedaan antara single screw extruder dengan twin screw extruder
Perbedaan Single Screw Extruder Twin Screw Extruder
Mekanisme pergerakan bahan Friksi antara logam dan bahan makanan
Pergerakan bahan ke arah positif (die)
Penyedia energi utama Panas gerakan ulir Panas yang dipindahkan pada
barrel
Kapasitas (throughput
kg/hour)
Tergantung kandungan air, lemak, dan tekanan
Tidak tergantung apapun
Perkiraan energi yang digunakan/kg produk
900 – 1500 kJ kg-1 400 – 600 kJ kg-1
Distribusi panas Perbedaan temperaturnya besar
Perbedaan temperatur kecil
7 Perbedaan Single Screw Extruder Twin Screw Extruder
Kandungan air minimum 10,00% 8,00% Kandungan air maksimum 35,00% 95,00%
Pada ekstruder ulir tunggal, gaya untuk menggerakkan bahan berasal
dari pengaruh dua gesekan, yang pertama adalah gesekan yang diperoleh
dari ulir dan bahan sedangkan yang kedua adalah gesekan antara dinding
barrel ekstruder dan bahan. Ekstruder ulir tunggal membutuhkan konfigurasi dinding barrel ekstruder tertentu untuk menghasilkan kemampuan menggerakkan bahan yang baik, maka dari itulah dinding
selubung ekstruder pada ekstruder ulir tunggal memainkan peran penting
dalam menentukan rancangan ekstruder (Jowitt, 1984). Jika bahan yang
diolah menempel pada permukaan ulir dan tergelincir dari permukaan
barrel maka tidak akan ada produk yang mengalir dalam ekstruder karena bahan ikut berputar bersama ulir tanpa terdorong ke depan.
Ekstruder ulir tunggal dapat dibagai menjadi empat kategori
berdasarkan kebutuhan mekanikal energi dari gesekan yang terjadi, yaitu:
1) Low-shear forming, 2) Low-shear cooking, 3) Medium-shear cooking, 4)
High-shear cooking extruder (Huber dalam Rooney, 2002).
8 Pada ekstruder ulir ganda, dua ulir yang pararel ditempatkan dalam
barrel berbentuk angka 8. Jarak ulir yang diatur rapat akan mengakibatkan bahan bergerak di antara ulir dan barrel dalam ruang yang berbentuk C. Sebagai hasilnya bahan akan terhindar dari aliran balik (negatif) ke arah
bahan masuk, tetapi digerakkan pada arah positif yaitu menuju die tempat bahan keluar. Pada ekstruder tipe ini, gesekan pada dinding barrel tidak terlalu penting untuk diperhatikan walaupun sebenarnya hal ini tergantung
dari proses pengolahan apa yang dilakukan (Pratama, 2007). Namun
demikian, bentuk geometris ulir sangatlah penting untuk diperhatikan
karena bentuk ulir ini dapat menyebabkan peningkatan tekanan pada ruang
ekstruder yang akan menyebabkan aliran bahan dari satu ruang ke ruang
yang lain, baik ke arah negatif maupun ke positif (Jowitt, 1984).
Secara umum, ulir pada ekstruder ulir ganda dapat dibagi menjadi dua
kategori utama yaitu ulir intermeshing dan non-intermeshing. Pada ulir ekstruder tipe non-intermeshing, jarak antara poros ulir setidaknya sama dengan diameter luar ulir. Sedangkan pada ulir tipe intermeshing, jarak antar poros ulir lebih kecil daripada diameter luar ulir, atau permukaan ulir dalam
keadaan saling bersentuhan. Pada ulir tipe ini bahan yang tergelincir dari
dinding barrel mungkin, tetapi tidak akan menempel pada ulir karena ulir
intermeshing yang satu akan mencegah bahan pada ulir lain untuk berputar dengan bebas atau slip di ulir (Jowitt, 1984).
Selain dua kategori utama tersebut, terdapat juga beberapa jenis
konfigurasi ulir pada ekstruder ulir ganda berdasarkan arah putarannya. Yang
pertama ialah intermeshing/non-intermeshing counter rotating, dimana pada tipe ini arah putaran ulir saling berlawanan. Kedua ialah tipe
9 d. Konfigurasi ulir
Ulir terdiri dari bagian sayap yang melingkar sepanjang laras dengan pola
heliks. Konfigurasi pada bagian ini mencakup sudut yang dibentuk terhadap
poros/laras, ketinggian sayap terhadap laras, banyaknya sayap setiap satuan
panjang tertentu dari laras/kerapatan ulir, perubahan diameter poros/laras dari
feeder hingga die. Ketika berputar, semua faktor tersebut akan mempengaruhi mobilitas transportasi bahan dari feeder ke die, gesekan yang terjadi antara bahan dengan permukaan ulir, dan besarnya tekanan di dalam barrel.
Pada ekstruder berulir tunggal, desain gerak maju ulir/kerapatan ulir dan
ketinggian sayap dapat berubah sepanjang masuk hingga keluarnya bahan.
Pada umumya, keduanya mengalami penurunan dari ujung masuk hingga
ujung keluarnya bahan lewat die. Beberapa konfigurasi ulir dan kombinasinya dengan barrel dapat dilihat pada gambar 4.
Gambar 3 Tipe – tipe ulir pada ekstruder ulir ganda: a)counter-rotating,
intermeshing; b) co-rotating, intermeshing ;c) counter-rotating, intermeshing; d) co-rotating, non-intermeshing. (Sumber: Janssen dalam
Pratama, 2007)
Diameter poros bertambah, kerapatan ulir tetap
10 Kebanyakan bahan masuk memiliki densitas 500 g/L dalam bentuk
bubuk. Seiring bahan ekstrudat tersebut meleleh dan mengalir akibat
pemasakan dan pencampuran di dalam barrel , densitas ekstrudat meningkat hingga kira – kira 1800 g/L tepat sesaat sebelum keluar dari die (Huber dalam Rooney, 2002). Oleh karena itu, diperlukan konfigurasi untuk mengurangi
perpindahan volume ekstrudat di dalam barrel secara bertahap agar aliran ekstrudat tidak mengalami penyumbatan. Jika terjadi penyumbatan pada
aliran ekstrudat, akan terlihat pada die yaitu aliran keluar ekstrudat yang tidak seragam sehingga produk yang dihasilkan memiliki bentuk yang tidak
sempurna.
Sudut sayap dari ulir relatif terhadap poros berpengaruh terhadap
besarnya pencampuran dan efisiensi perpindahan ekstrudat dari feeder ke die.
Pada bagian pangkal (feeder) ulir, sudut ulir terhadap poros dibuat relatif miring ke kanan (gambar 5) untuk memudahkan perpindahan ekstrudat yang
Diameter poros tetap, kerapatan ulir tetap, barrel menyempit
Diameter poros tetap, kerapatan ulir bertambah, barrel menyempit
Gambar 4 Variasi konfigurasi dari screw dan barrel untuk mendapatkan tekanan (Harper dalam Curtis, LW., University of Nebraska, 1997)
11 densitasnya masih rendah. Sejalan dengan meningkatnya densitas, sudat muka
ulir dibuat mendatar untuk meningkatkan pencampuran dan menurunkan
kecepatan perpindahan ekstrudat. Sudut muka ulir yang relatif pipih juga
berfungsi untuk meremas bahan ekstrudat.
Beberapa variasi konfigurasi ulir pada ekstruder ulir ganda dapat
dilihat pada gambar 3. Semua konfigurasi tersebut akan menghasilkan
gerak positif dari bahan tanpa harus diperlengkapi dengan mekanisme
antirotasional di dinding barrel seperti pada ekstruder ulir tunggal. Namun demikian, mekanisme ini mengurangi efektifitas panas yang dihasilkan
dari gesekan antara bahan dengan barrel. Permasalahan ini biasanya diatasi dengan melengkapi ulir pembalik pada bagian tertentu atau dengan
menambahkan unsur peremas (kneading element) pada konfigurasi ulir (Huber dalam Rooney, 2002).
Gambar 5 Profil sayap ulir pada ekstruder ulir tunggal (Wenger Manufacturing, Inc., Kansas dalam Rooney, 2002)
Ulir pangkal Ulir peremas Ulir pemasakan
12 e. Konfigurasi die dan pisau pemotong (knife)
Bentuk dan diameter lubang pada cetakan (die) berpengaruh nyata terhadap tekanan yang dihasilkan pada die dan karakteristik produk (Esseghir dan Sernas, 1992). Diameter yang semakin kecil akan
menghasilkan tekanan yang semakin besar. Barrel pada ekstruder bisa memiliki die yang terdiri dari satu atau lebih bukaan. Bukaan ini membentuk produk akhir dan menimbulkan gaya yang berlawanan arah
dengan gaya tekan dari ulir. Penggunaan die dapat lebih dari satu hingga tiga untuk mendapatkan tekstur dan mouthfeel yang diinginkan (Huber dalam Rooney, 2002).
Kecepatan pisau menentukan panjang dari produk yang dihasilkan
oleh ekstruder. Semakin tinggi kecepatan pisau maka panjang produk
semakin kecil, demikian sebaliknya.
B. Formulasi
Bahan – bahan utama penyusun dalam proses ekstrusi makanan dapat
berasal dari tumbuh – tumbuhan berumbi, berbiji, kacang – kacangan, ikan
laut, dll. Bahan – bahan ini mempengaruhi karakteristik dari produk ekstrusi
sesuai dengan kandungan kimia dan perubahan fisikokimia yang terjadi dalam
selama proses ekstrusi. Hal inilah yang mendasari perlunya untuk mempelajari
sifat – sifat bahan dan interaksinya dengan bahan lain selama proses ekstrusi.
Dengan demikian dapat ditentukan komposisi bahan penyusun dalam suatu
formulasi tertentu untuk mendapatkan karakteristik produk ekstrusi yang
13 1. Tepung (flour)
a. Tepung gandum
Menurut Schwatz et al. (1992) produk esktrusi yang dibuat dengan tepung gandum memiliki tingkat kekerasan yang paling tinggi pada semua
kisaran tingkat gelatinisasinya dibandingkan dengan pati jagung, grit
jagung, dan pati gandum. Lebih lanjut dikatakan bahwa energi yang
dibutuhkan tepung gandum lebih banyak daripada energi yang dibutuhkan
pati jagung dan gandum untuk mendapatkan tingkat gelatinisai yang sama.
Hal tersebut dikarenakan kandungan protein, lemak, dan komponen lain
yang ikut menyerap energi panas dan air yang dibutuhkan untuk proses
gelatinisasi. Faubion dan Hoseney (1982b) menemukan bahwa
penambahan lemak pada tepung terigu dapat menurunkan pengembangan
produk dan merubah tekstur dan struktur produk ekstrusinya. Perbedaan
kandungan protein dalam tepung gandum juga berpengaruh terhadap
pengembangan, tekstur, dan struktur sel dari ekstrudat. Terigu dengan
kadar protein tinggi (15%) berbeda dalam pengembangan dan struktur sel
ekstrudat, sedangkan terigu dengan kandungan protein 11% dan 9%
Die tunggal Dieganda
14 berbeda dalam karakteristik dari ekstrudat. Sutheerawattananonda et al.
(1994) mempelajari pengaruh ukuran protein setiap jenis tepung gandum
terhadap pengembangan dan densitas ekstrudat, hasilnya adalah volume
pengembangan lebih kecil pada tepung gandum yang mengandung protein
lebih besar, sedangkan densitasnya lebih besar. Penjelasannya
dihubungkan dengan sifat protein yang sedikit larut air ketika terdenaturasi
dan homogenitas kemampuan pati tergelatinisasi yang mengelilingi matrik
protein. Vergnes et al. (1987) menganalisis bahwa pada tingkat energi yang sama, kelarutan tepung gandum jauh lebih sedikit dibandingkan
dengan kelarutan pati jagung murni.
b. Tepung Beras
Tepung beras dibuat dengan cara digiling. Proses pertama pembuatan
tepung beras adalah dengan pengayakan beras untuk menghilangkan
kotoran seperti krikil, sekam, dan gabah. Beras kemudian dicuci terlebih
dahulu sampai bersih, kemudian direndam di dalam air yang mengandung
natrium bisulfit 1 ppm selama satu jam. Setelah itu beras ditiriskan
sehingga dihasilkan beras lembab. Beras yang sudah bersih kemudian
digiling dengan hammer mill berpenyaring 80 mesh, kemudian tepung beras yang sudah jadi perlu dikeringkan hingga mencapai kadar air di
bawah 14 % (Tarwuyah, 2001).
Menurut Hsieh et al. (1993), penambahan garam dan gula pada tepung beras dapat meningkatkan derajat pengembangan produk ekstrusi yang
dihasilkan. Hasil amilograf menunjukkan bahwa ekstrudat tepung beras
memiliki viskositas yang lebih rendah selama siklus pemasakan
dibandingkan dengan tepung beras non-eskstrusi. Hal ini berhubungan
dengan dekstrinasi yang terjadi pada pati selama proses ekstrusi (Harper,
1981). Karakteristik produk ekstrusi yang dihasilkan dari tepung beras
biasanya berwarna putih terang (light). Menurut Marshall dan Normand (1991), kompleks amilosa-lemak di dalam tepung beras yang telah
mengalami pemasakan harus diperhatikan khususnya kemudahan untuk
15 kompleks amilosa-lemak meningkatkan retrogradasi dari rantai amilosa.
Sifat reologi tepung beras sangat dipengaruhi oleh kandungan amilosa dan
amilopektin seperti halnya pada tepung lain. Pada tepung beras, pasta
terkonsentrasi memiliki sifat yang lebih dominan elastis (Reddy et al., 1994).
c. Tepung Kentang (Potatoe Flake)
Proses pembuatan flake kentang secara sederhana terdiri dari pencucian kentang, pengupasan, pemotongan, pemasakan awal,
pendinginan, pemasakan akhir, pembentukan massa, dan pengeringan
dengan drum dried (Hix, 2002). Beberapa zat aditif, seperti asam sitrat, sodium pirofosfat, sodium bisulfat, dan antioksidan terkadang
ditambahkan pada proses pemasakannya sebelum pengeringan untuk
menjaga warna dan aroma kentang yang dihasilkan. Flake yang kering kemudian digiling untuk mendapatkan partikel dengan ukuran 40 mesh
dan selanjutnya digunakan untuk skala industri sebagai ingredien snack
kentang. Lebih lanjut dikatakan bahwa flake kentang memiliki pati bebas yang sangat sedikit akibat proses yang dialami. Penggilingan flake
mengakibatkan sejumlah besar sel – selnya rusak sehingga mengalami
aglomerasi yang terikat bersamaan dengan pati yang tergelatinisasi
(Cheyne et al., 2005). Namun demikian, flake kentang memiliki kemampuan untuk mengikat dan memerangkap air secara homogen
dengan lebih baik sehingga meningkatkan pengembangan yang seragam
pada saat pemasakan snack serta menghasilkan produk dengan tektur yang lebih renyah. Sayangnya, tidak ada keseragaman mutu dalam produksi
flake kentang di antara produsen. Kualitas yang dihasilkan sangat
bergantung pada waktu pembuatan dan kondisi kentang yang digunakan.
Masalah lain yang timbul dalam penggunaan flake kentang untuk proses produksi snack adalah tingginya level gula pereduksi yang berakibat pada reaksi pencoklatan pada produk yang dihasilkan. Pada umumnya, flake
dengan kandungan gula di atas 3% tidak dapat diterima dalam pembuatan
16 Maga dan Desroisier di dalam Harper (1981) melakukan ekstrusi flake
kentang dengan menggunakan air yang mengandung kalsium karbonat dan
magnesium karbonate. Hasil produk ekstrusi yang dihasilkan memiliki
tingkat pengembangan tinggi yang menandakan gelatinisasi yang tinggi
pula. Evaluasi sensori dari produk ini juga menghasilkan tingkat
penerimaan yang tinggi. Produk ekstrusi dari flake kentang memiliki sifat
yang elastis dan kuat, mampu untuk menahan beban produk itu sendiri
pada panjang beberapa meter (Cheyne et al., 2005). Lebih lanjut dikatakan bahwa penampakan mikrostruktur ekstrudat dari flake mengindikasikan
campuran sel – sel yang rusak dan pati bebas telah terhomogenisasi selama
proses ekstrusi. Kohesitivitas yang dimiliki juga baik dengan struktur yang
kompak. Hal ini berarti juga bahwa amilosa dan amilopektin tersebar
merata selama mengalami ekstrusi.
2. Komponen biokimia
a. Pati
Pati dapat ditemukan pada bagian tanaman yang membentuk
cadangan makanannya dalam bentuk umbi, biji, dan buah, seperti:
singkong, ubi jalar, jenis kacang – kacangan, buah – buahan, dan padi –
padian. Pemanfaatan yang banyak digunakan dalam produk ekstrusi berasal
dari umbi dan padi – padian, seperti: kentang, jagung, beras, sorgum,
barley, oat, dan gandum.
Bentuk dan ukuran setiap jenis pati berbeda – beda. Pati kentang
merupakan pati dengan bentuk tidak teratur dan ukuran yang terbesar di
antara pati yang lain. Pati beras memiliki bentuk yang teratur dan ukuran
yang kecil. Pati jagung dan sorgum memiliki bentuk menyerupai bola dan
berukuran sedang.
Pati tersusun atas molekul – molekul glukosa (homopolimer) yang
berikatan α-glikosidik. Ikatan ini terbagi lagi menjadi dua bagian, yaitu α
-(1,4)-D-glukosa dan α-(1,6)-D-glukosa. Ikatan α-(1,4)-D-glukosa
17 sebetulnya berbentuk heliks (Huang dan Rooney, 2002). Rantai polimer
yang lurus ini disebut sebagai amilosa dan bersifat mudah berikatan dengan
molekul asam lemak bebas, gliserida rantai pendek, alkohol, dan iodin
(Huang dan Rooney, 2002). Ikatan α-(1,6)-D-glukosa membentuk
percabangan sehingga rantai polimernya terlihat seperti percabangan pada
pohon. Rantai polimer yang bercabang ini disebut sebagai amilopektin
yang menyusun hampir sebagian besar dari pati, walaupun setiap cabang
tersusun atas ikatan α-(1,4)-D-glukosa (tabel 1).
Tipe Pati Amilosa (%) Amilopektin (%) KSG* (oC)
Jagung 25 75 62-72
Jagung lunak <1 >99 63-72
Jagung tinggi amilosa 56-70 (atau lebih
tinggi)
45-30 (atau lebih
rendah) 70-95+
Kentang 20 80 50-60
Beras 19 81 68-78
Beras lunak <1 >99 68-77
tapioka/singkong/ubi 17 83 52-61
Gandum 25 75 58-63
Sorgum 25 75 65-74
Sorgum lunak <1 >99 64-73
Sorgum lunak sebagian <20 >80 64-73
* KSG: Kisaran Suhu Gelatinisasi (Sumber: Huang dan Rooney, 2002)
Perbandingan jumlah amilosa dan amilopektin berpengaruh terhadap
perubahan sifat – sifat fisik dan kimia dari pati selama proses. Amilosa
dapat mudah mengalami retrogradasi dan membentuk struktur yang keras
jika suhu proses telah turun. Dalam proses ekstrusi, sifat ini akan
mengurangi pengembangan dari produk. Amilopektin lebih mudah diputus
ikatannya daripada amilosa di bawah kondisi proses dengan tingkat Tabel 2 Perkiraan kandungan amilosa dan amilopektin beberapa
18 gesekan yang tinggi seperti pada ekstrusi dan mengalamai laju retrogradasi
yang lebih lama daripada amilosa. Berkebalikan dengan amilosa,
pengembangan produk pada proses ekstrusi meningkat dengan adanya
amilopektin (Huang dan Rooney, 2002).
b. Serat
Serat makanan (Diatary Fiber) merupakan bagian dari karbohidrat yang tidak dapat dicerna. Komposisi kimia serat makanan bervariasi
tergantung dari komposisi dinding sel tanaman penghasilnya. Pada
dasarnya komponen komponen penyususn dinding sel tanaman terdiri dari
selulosa, hemiselulosa, pektin, lignin, gum, mucilage yang kesemuanya ini
termasuk ke dalam serat makanan. Serat makanan terbagi ke dalam dua
kelompok yaitu serat makanan tak larut (unsoluble dietary fiber) dan serta makanan larut (soluble dietary fiber). Serat tidak larut contohnya selulosa, hemiselulosa dan lignin yang ditemukan pada serealia, kacang - kacangan
dan sayuran. Serat makanan larut contohnya gum, pektin dan mucilage
(Tensiska, 2008).
Penggunaan serat masih terbatas dalam kaitannya dengan
pengembangan produk ekstrusi. Serat buah, kedelai, dan kacang kapri
biasanya dipertimbangkan untuk mengurangi sedikit pengembangan produk
ekstrusi pada konsentrasi 5 % - 10 %. Penambahan serat dari beras dan oat
secara normal dapat mengurangi pengembangan secara nyata (Huber dalam
Rooney, 2002).
d. Protein
Peranan protein di dalam proses ekstrusi sangatlah sedikit. Pada
proses pengembangan produk, protein hampir dikatakan tidak
berkontribusi, tetapi pengaruhnya kuat terhadap tekstur dan sifat flavor dari produk (Huang dan Rooney, 2002). Frazier et al (1983) yang diacu dalam Mitchell dan Areas (1992) menemukan kadar air yang optimum untuk
pengembangan dan teksturisasi dari grit kedelai, di mana pada kasus sereal,
19 air. Namun, Meuser dan Wiedman (1989) di dalam Walker et al (1992) menemukan bahwa penambahan kasein pada pati gandum dapat
mengurangi kepadatan produk (bulk density) karena kasein lebih mengembang daripada pati gandum. Proses teksturisasi oleh protein
terhadap produk ekstrusi berbasis protein telah dipelajari selama beberapa
dekade, khususnya terhadap protein dari kedelai (Doi dan Kitabatake dalam
Kokini, 1992). Stanley et al (1982) yang diacu dalam Mitchell dan Areas (1992) memberikan bukti bahwa ikatan disulfida hanya memberikan sedikit
pengaruh dalam pembentukan tekstur produk akhir ekstrusi dan
berpendapat bahwa ikatan peptida baru, terbentuk pada suhu tinggi (± 180 o
C), bertanggung jawab terhadap tekstur produk. Jadi, sangatlah penting
untuk mengetahui kandungan bahan mentah yang digunakan untuk proses
ekstrusi, apakah tinggi protein atau tinggi polisakarida (pati dan serat)
untuk mendapatkan sifat fisik yang diinginkan.
e. Lemak
Lemak atau minyak menyebabkan pelemahan adonan, mengurangi
kekerasan dari produk ekstrusi, dan meningkatakan sifat plastis dari produk
(Harper, 1981 di dalam Walker et al, 1992). Lebih lanjut dikatakan bahwa penambahan lemak berakibat pada berkurangnya pengembangan produk
ekstrusi dari tepung gandum sekaligus merubah struktur yang dihasilkan
(Faubion dan Hoseney, 1982b di dalam Walker et al, 1992). Lemak mungkin dapat dijadikan suatu alternatif dalam proses ekstrusi untuk
mengontrol tekstur dalam dan luar dari produk ekstrusi terkait dengan sifat
– sifat di atas.
Lemak juga dapat membentuk kompleks dengan pati dikarenakan
kemampuan dari fraksi amilosa pati dapat berikatan dengan asam – asam
lemak (Hanna dan Bhatnagar, 1994). Hal ini menyebabkan produk ekstrusi
yang dihasilkan akan memiliki sifat daya serap terhadap air yang rendah
20 amilosa-gliserilmonostearat yang terbentuk selama ekstrusi dari pati
gandum menyebabkan juga penurunan derajat pengembangan dari produk
dan daya serang enzim. Kompleks antara amilosa dengan lemak juga dapat
meningkat dengan adanya penambahan tekanan dan suhu (Huber dalam
Rooney, 2002).
Lemak ataupun minyak biasa digunakan sebagai pelumas di dalam
mesin (lubricant) karena sifatnya yang dapat mengurangi gaya gesek antar permukaan, Dalam proses ekstrusi, yang memanfaatkan gesekan untuk
meningkatkan suhu, sifat ini tidaklah begitu dikehendaki. Keberadaan
lemak di dalam produk makanan yang terlalu banyak dapat mengurangi
gaya gesek yang terjadi antar partikel dengan ulir dan ulir dengan barrel
sehingga dapat mengurangi suhu di dalam barrel. Pada proses yang menggunakan ekstruder ulir tunggal (SSE), kadar lemak hendaknya tidak
lebih dari 7 %. Akan tetapi, untuk ekstruder ulir ganda (TSE) dapat
digunakan formula bahan dengan kadar lemak lebih dari 25 % dikarenakan
sifat konversi energi mekanik menjadi panas yang lebih baik (Huber dalam
Rooney, 2002).
C. Pangan Ekstrusi
Pemanfaatan prinsip ekstrusi dalam bidang pangan telah menghasilkan
berbagai macam jenis produk. Penggolongan dari berbagai jenis produk
tersebut adalah makanan ringan generasi kedua (second generation snacks), makanan ringan generasi ketiga (third generation snacks), co-extruded products, makanan ringan berbasis masa (masa-based snacks), dan
flatbread/crispbread/crackers (Huber dalam Rooney, 2002). Setiap jenis golongan dibedakan berdasarkan konfigurasi jenis mesin ekstruder, kondisi
proses ekstrusi, dan perlakuan sebelum dan sesudah ekstrusi.
Makanan ringan generasi kedua memiliki nama lain direct-expanded extrusion products yang berarti bahan baku segera mengalami pengembangan tepat sesaat keluar dari mesin ekstrusi (gambar 8). Mekanisme pengembangan
tersebut dan kaitannya dengan perubahan sifat fisikokimia bahan di dalam
21 ini. Jenis ini memiliki bulk density yang rendah akibat menguapnya banyak air selama pengembangan sekaligus terbentuk tekstur produk yang porous. Jagung berupa grit paling banyak digunakan sebagai bahan baku utama.
Proses lanjutan yang biasa dilakukan adalah pengeringan dengan oven dan
penggorengan dengan sedikit minyak. Keduanya memiliki tujuan utama, yaitu
mengurangi kadar air di dalam produk. Namun, produk ini cepat mengalami
kerusakan pada penyimpanan yang lama sehingga harus disimpan di dalam
wadah yang tidak terkena udara secara langsung. Penambahan bumbu bisa
berupa bumbu kering maupun larutan bumbu. Penambahan dengan larutan
bumbu sebaiknya dilakukan sebelum produk dikeringkan dengan oven
sehingga tidak membuat proses yang berulang yang berpotensi merusak
tekstur dari produk.
Makanan ringan generasi ketiga disebut juga sebagai makanan ringan
setengah jadi (half-product). Artinya, makanan ringan jenis ini tidak dapat secara langsung dikonsumsi. Selain itu, produk ekstrusi ini belum mengalami
pengembangan seperti halnya pada makanan ringan generasi kedua. Jika akan
dikonsumsi, produk ini harus terlebih dahulu digoreng atau dioven agar
mengembang. Proses khusus dari pembuatan produk ini adalah dengan
pengurangan suhu dan tekanan secara bertahap dan bentuk cetakan yang
sedang. Akibatnya bahan tidak mengalami pengembangan, yang disebabkan
karena perbedaan tekanan yang besar, saat keluar dari cetakan dan
mengandung kadar air yang tinggi (20 – 25%).
22
Co-ekstruded snacks merupakan istilah untuk hasil ekstrusi yang memiliki bagian terisikan. Dengan kata lain, produk ekstrusi ini memiliki isi
tertentu, biasanya berupa pasta, untuk menambah cita rasa dari produk. Proses
pengisian ini tidak dilakukan secara terpisah, tetapi bersamaan ketika
ekstrudat keluar dari cetakan (die). Hal ini dapat dilakukan dengan mendesain cetakan yang dilengkapi dengan saluran tempat memasukkan bahan pengisi
dan memungkinkan bahan pengisi tersebut terjepit di antara dinding produk
[image:37.612.153.515.71.316.2]ekstrusi (gambar 11).
Gambar 9 Third generation snack foods (Wenger manufacturing, Inc dalam
23
[image:38.612.154.485.81.293.2]
Gambar 10 Contoh produk co-ekstruded (Wenger manufacturing, Inc dalam
Rooney, 2002)
Gambar 11 Contoh die untuk pengisian pasta pada bagian tengah (Wenger
[image:38.612.215.444.383.531.2]24 Penerapan proses ekstrusi untuk makanan ringan berbasis masa ( masa-based snacks) terletak pada pembuatan tepung masa jagung. Proses ekstrusi digunakan sebagai pengganti proses pemasakan (cooking) pada pembuatan tepung masa jagung secara tradisional. Pembuatan dengan proses ekstrusi
dapat mengurangi waktu pada tahapan steeping bahkan pada tujuan proses tertentu tahapan steeping tidak diperlukan. Kondisi proses ekstrusi yang digunakan adalah mekanikal energi yang rendah, kadar air tinggi, suhu barrel
berkisar 120oC – 150oC, tekanan berkisar 10-15 atm, dan lubang cetakan yang berdiameter sedang (6-9 mm). Pasca ekstrusi, ekstrudat masa jagung
dikeringkan kemudian digiling dengan ukuran 40 – 60 mesh (Huber dalam
Rooney, 2002).
Crispbread/cracker merupakan makanan ringan yang berasal dari Eropa dan sekarang telah dikenal di seluruh dunia. Produk ini memiliki densitas
yang rendah dan porous seperti halnya pada makanan ringan generasi kedua. Kondisi proses ekstrusi yang dilakukan juga hampir sama dengan kondisi
proses ekstrusi pada makanan ringan generasi kedua. Perbedaan proses
ekstrusi cracker dengan proses ekstrusi makanan ringan generasi kedua adalah pada desain die dan pemotongan. Desain die untuk cracker adalah berupa celah yang lebar sehingga ekstrudat keluar dalam bentuk lembaran.
Lembaran ini kemudian dipindahkan ke bagian pisau pemotong dengan
konveyor kemudian dikeringkan hingga mencapai kadar air tertentu (± 4%).
[image:39.612.216.413.513.661.2]Bentuk produk dicetak sekaligus oleh pisau pemotong.
25 III. METODOLOGI PENELITIAN
A. BAHAN DAN ALAT
Bahan yang digunakan dalam penelitian ini adalah grit jagung berukuran 24 mesh, tepung beras, tepung gandum, tepung kentang, bubuk coklat, garam, pemanis, pengembang, minyak goreng, pewarna kuning, pewarna hitam, dan air. Bahan kimia yang digunakan adalah NaOH 10 M, HCl 0.5 M, larutan iodium, akuades, dan berbagai reagen lainnya sesuai dengan kebutuhan analisis. Alat yang digunakan adalah ekstruder ulir ganda, drying oven, mixer, Stable Micro System TA.XT Texture Analyzer, grain moisture tester, termometer, gelas kimia, tabung reaksi, gelas ukur, grinder, shaker, sentrifuse, stopwatch, spektrofotometer, kuvet, tisu, neraca analitik, saringan, caliper, cawan alumunium, desikator, pipet volumetrik, pipet mohr, pipet tetes, sudip, gelas ukur, dan alat gelas lainnya.
B. METODE PENELITIAN
Penelitian ini dilakukan melalui beberapa tahapan. Secara garis besar tahapan penelitian yang dilakukan dapat dilihat pada gambar 13.
1. Identifikasi mesin dan penentuan kondisi pengoperasian eksruder
26
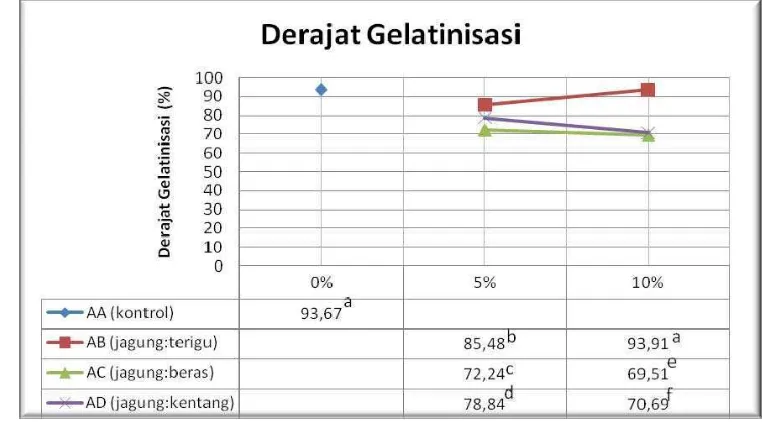
Kondisi Proses Nilai
Dry corn meal feed rate 450 kg/jam
Extruder screw speed 300 – 600 rpm
Extruder barrel temperature 120 – 160 oC
Feed moisture 12 – 20 % wb
Sumber: Huber dalam Rooney (2002); Harper dalam Kokini et al (1992) .
[image:41.612.218.455.79.224.2]Tabel 3 Kondisi proses ekstrusi untuk bahan berbasis jagung
Gambar 13 Garis Besar Pelaksanaan Penelitian Identifikasi mesin dan penentuan kondisi pengoperasian ekstruder
Preparasi sampel dengan perlakuan perbedaan jenis tepung substitusi dan tingkat substitusi
Proses ekstrusi
Analisis :
Kadar air produk
Derajat pengembangan
Tekstur secra objektif
Water absorption index (WAI)
Water solubility index (WSI)
Derajat gelatinisasi
Bulk density
Tekstur secara subjektif
Analisis Menggunakan Statistika (ANOVA)
Uji Organoleptik:
Tingkat penerimaan Tingkat kelengketan
[image:41.612.100.499.237.676.2]27 2. Preparasi sampel
Grit jagung ukuran 24 mesh dicampur dengan tepung substitusi. Tiga jenis tepung substitusi digunakan, yaitu tepung beras, tepung terigu, dan tepung kentang pada dua tingkat konsentrasi (5 %; 10 %) dari total berat grit jagung dan tepung. Peningkatan konsentrasi tepung berarti pengurangan konsentrasi grit jagung pada formulasi (Jagung : Tepung = 95:5; 90:10). Pengambilan konsentrasi tepung dimulai dari 10 % sesuai dengan formulasi existing untuk tepung beras dari perusahaan. Selanjutnya ditambahkan bahan minor lainnya sesuai dengan formulasi existing dari perusahaan. Sejumlah air ditambahkan dengan volume tertentu ke dalam adonan sehingga mencapai kadar air yang diinginkan, yaitu kadar air terbaik yang diperoleh dari penentuan kondisi pengoperasian ekstruder. Setelah itu adonan dibiarkan selama 15 menit agar air meresap secara homogen di dalam adonan. Kadar air pada adonan diukur menggunakan moisture tester.
Dengan demikian terdapat 7 kombinasi sampel berbeda yang diujikan (2 x 3) dan satu sampel yang tidak dilakukan substitusi tepung sebagai kontrol.
3. Proses ekstrusi
28 4. Analisis produk ekstrusi
Analisis produk ekstrusi meliputi analisis terhadap kadar air setelah pengeringan, tekstur (kekerasan), derajat gelatinisasi, water absorption index (WAI), water solubility index (WSI), derajat pengembangan dan bulk density.
5. Uji organoleptik
Uji organoleptik yang digunakan ialah uji penerimaan menyangkut penilaian seseorang terhadap sifat produk, dilakukan dengan menggunakan uji rating hedonik terhadap tekstur, rasa keseluruhan, aftertaste, dan tingkat kelengketan. Panelis yang digunakan ialah panelis tidak terlatih sebanyak 24 orang. Pengolahan data yang digunakan masih tergolong sederhana, yaitu hanya mereratakan hasil penilaian dari panelis. Hasil rerata setiap atribut sensori kemudian dikalikan dengan persentase bagian masing – masing untuk mendapatkan nilai Level of Asceptance secara keseluruhan (overall), yaitu 60% untuk tekstur, 20% untuk rasa keseluruhan, dan 20% untuk aftertaste. Hasil rerata tersebut kemudian dibandingkan dengan nilai rerata standar dari perusahaan, yaitu sebesar 3.5. Kuesioner uji organoletik dapat dilihat pada Lampiran 16.
C. METODE ANALISIS PRODUK EKSTRUSI
1. Kadar air (AOAC, 1995)
29
Kadar air = x 100%
Keterangan : a = berat cawan dan sampel akhir ( g)
b = berat cawan (g) c = berat sampel awal (g)
2. Tekstur (kekerasan) (Stable Micro System TA.XT Texture Analyzer)
Pengukuran tekstur dilakukan secara objektif menggunakan Stable Micro System TA.XT Texture Analyzer. Parameter yang diukur adalah kekerasan produk. Tingkat kekerasan ditentukan dari maksimum gaya (nilai puncak) pada tekanan probe dan dinyatakan dalam kilogram force (kgf). Semakin besar gaya yang digunakan untuk menekan produk hingga patah, maka nilai kekerasan akan semakin besar yang berarti produk semakin keras. Probe yang digunakan ialah Large 3 Point Bend Rig (A/3PB). Kekerasan berbanding terbalik dengan kerenyahan produk. Setting texture analyzer yang digunakan dalam pengukuran kekerasan produk ekstrusi dapat dilihat pada Tabel 4.
Tabel 4 Setting Texture Analyzer untuk Kekerasan Produk
Pre-Test Speed 1 mm/s
Test Speed 1 mm/s
Post-Test Speed 10 mm/s
Distance 15 mm
Trigger Force 10 g
Data Acquisition Rate 200 pps
30 100 ml air dalam waring blender selama 1 menit. Suspensi ini kemudian disentrifuse pada suhu ruang selama 15 menit dengan kecepatan 3500 rpm. Supernatan diambil 0.5 ml secara duplo, lalu masing-masing ditambah 0.5 HCl 0.5 M dan dijadikan 10 ml dengan akuades. Pada salah satu tabung duplo tersebut ditambahkan 0.1 ml larutan iodium. Kemudian contoh diukur dengan spektrofotometer pada panjang gelombang 600 nm.
Suspensi lain disiapkan dengan cara mendispersikan 1 gram produk yang sudah dihaluskan pada 95 ml air dan ditambah 5 ml NaOH 10 M. Suspensi dikocok selama 5 menit kemudian disentrifuse selama 15 menit pada suhu ruang dengan kecepatan 3500 rpm. Supernatan diambil 0.5 ml secara duplo, ditambah 0.5 ml HCl 0.5 M dan dijadikan 10 ml dengan akuades. Pada salah satu tabung tersebut ditambahkan 0.1 ml larutan iodium. Contoh diukur dengan spektrofotometer pada panjang gelombang 600 nm.
Pengamatan dilakukan dengan urutan sebagai berikut : (1) Larutan yang ditambah HCl digunakan sebagai standar (blanko) pati tergelatinisasi; (2) Larutan bahan yang ditambah HCl dan larutan iodium digunakan sebagai larutan pati tergelatinisasi; (3) Larutan bahan yang ditambah NaOH dan HCl sebagai larutan standar total pati; (4) Larutan bahan yang ditambah NaOH, HCl dan larutan iodium sebagai larutan total pati. Derajat gelatinisasi dihitung dengan rumus:
Derajat gelatinisasi (%) = Nilai absorbansi pati tergelatinisasi x 100% Nilai absorbansi total pati
4. Water Absorption Index (WAI), metode sentrifugasi (Modifikasi Anderson, 1969)
31 WSI (g/2ml) =
dituangkan secara hati-hati ke dalam wadah lain, sedangkan tabung sentrifuse beserta residunya ditimbang untuk mengetahui beratnya. Berat residu yeng diperoleh mengekspresikan banyaknya jumlah air yang terserap. Water absorption index (WAI) dapat dihitung dengan menggunakan rumus:
WAI (ml/g) = (berat tabung+ residu) - (berat tabung + sampel awal) Berat sampel
5. Water Solubilty Index (WSI), metode sentrifugasi (Modifikasi Anderson, 1969 di dalam Ganjyal et al., 2006)
Diambil contoh dari supernatan hasil sentrifugasi sebanyak 2 ml dan dimasukkan ke dalam cawan yang telah diketahui beratnya. Cawan dimasukkan ke dalam oven dan dikeringkan pada suhu 100±5oC sampai semua air dalam cawan menguap (±4 jam). Cawan kemudian didinginkan dalam desikator dan ditimbang sebagai bahan kering yang terlarut dalam supernatan. Water solubility index (WSI) ditentukan sebagai berikut :
(berat cawan dan supernatan setelah dikeringkan)- (berat cawan kosong)
2 ml suspensi
6. Derajat pengembangan (Chinnaswamy dan Hanna, 1988)
Derajat pengembangan produk ekstrusi ditentukan dengan cara membagi diameter produk dengan diameter die ekstruder. Derajat pengembangan produk ekstrusi ditentukan dengan rumus:
Derajat pengembangan (%) = diameter produk (mm) x 100 % diameter die ekstruder (mm)
32 7. Bulk density (Pan et al., 1998 di dalam Lin et al., 2002)
Volume produk ekstrusi dihitung menggunakan gelas ukur 100 ml dengan pergantian volume oleh rapeseed. Rapeseed dimasukkan ke dalam gelas ukur 100 ml dengan merata, kemudian dipindahkan sementara ke wadah lain. Sejumlah sampel yang telah diketahui beratnya (± 5 g) dimasukkan ke dalam gelas ukur, kemudian sisa ruang kosong ditutupi kembali oleh rapeseed. Rapeseed yang tersisa dihitung sebagai volume yang tergantikan oleh sampel. Volume sejumlah sampel dihitung secara acak untuk setiap test. Rasio berat sampel dengan volume yang terpindahkan oleh rapeseed dihitung sebagai bulk density (w/v).
D. RANCANGAN PERCOBAAN
Percobaan dilakukan dengan berbagai perlakuan, yaitu persentase substitusi berbagai jenis tepung (beras, terigu, kentang) yang digunakan. Perlakuan yang digunakan dapat dilihat pada Tabel 5.
Tabel 5 Perlakuan pada percobaan
No Kode Sampel Jagung : Tepung
1 A Jagung 24 mesh 100%
2 AB1 Jagung 24 mesh 95% : Gandum 5%
3 AB2 Jagung 24 mesh 90% : Gandum 10%
4 AC1 Jagung 24 mesh 95% : Beras 5%
5 AC2 Jagung 24 mesh 90% : Beras 10%
6 AD1 Jagung 24 mesh 95% : Kentang 5%
7 AD2 Jagung 24 mesh 90% : Kentang 10%
33 Berdasar ANOVA dapat diketahui adanya perbedaan rata – rata antar sampel serta interaksi antara jenis substitusi dengan persentase substitusi berbagai jenis tepung (beras, terigu, kentang) yang digunakan terhadap karakteristik snack ekstrusi yang dihasilkan (tekstur secara objektif, derajat pengembangan, water absorption index (WAI), water solubility index (WSI), derajat gelatinisasi, dan bulk density).
34 IV. HASIL DAN PEMBAHASAN
A. GAMBARAN UMUM MESIN DAN KONDISI PENGOPERASIAN
EKSTRUDER
Mesin ekstruder yang digunakan di dalam penelitian ini adalah jenis mesin ektruder berulir ganda (Twin Screw Extruder). Tipe ulir yang digunakan adalah intermeshing. Pengaturan pada panel terdiri atas pengaturan terhadap kecepatan ulir, besarnya suhu laras, kecepatan pemasukan bahan, dan kecepatan putaran pisau pemotong. Lubang keluaran (die) yang digunakan berbentuk cincin dengan diameter lingkaran dalam sebesar 4 mm dan diameter lingkaran luar sebesar 7 mm. Pada bagian bawah laras tabung terdapat kipas yang berfungsi sebagai pendingin laras tabung (barrel).
35 untuk kecepatan ulir tabung didasarkan pada kesetaraan 1 Hz dengan rpm, yaitu 1 Hz merupakan definisi dari satu putaran setiap detik sehingga 1 Hz juga setara dengan 60 rpm (rotasi per menit). Angka konversi untuk feed screw speed sebetulnya hanyalah kisaran kasar saja dengan tujuan mempermudah pengaturan pada alat ekstruder. Pada prakteknya, angka konversi ini tidak berhubungan secara linier oleh karena slip yang terjadi antara putaran screw dengan bahan.
Berdasarkan acuan pada tabel 3 (kecepatan feed screw 450 kg/jam dan ekstruder screw speed 300 – 600 rpm) dan angka konversi tersebut di atas maka alat ekstruder untuk pertama kalinya diatur dengan feed screw 157 Hz dan extruder screw speed 10 Hz.
Selanjutnya pencatatan hasil percobaan dapat dilihat pada tabel 6. Pada ketiga pengaturan pertama, extrudat yang dihasilkan gosong dan terjadi kemacetan pada alat akibat penyumbatan pada die. Hal ini disebabkan karena ketidakseimbangan antara feed screw speed dengan extruder screw speed. Feed screw speed terlalu besar sehingga kondisi di dalam tabung ekstruder mendapatkan desakan berlebih seiring masuknya bahan grit jagung yang terlampau cepat. Lebih lanjut, kondisi ini mengakibatkan penumpukan bahan pada bagian ujung ekstruder. Pada kondisi suhu dan tekanan yang tinggi, bahan yang menumpuk pada bagian ujung ekstruder akan mengalami pemasakan yang berlebih dan mengeras sebelum sempat keluar sehingga ekstruder mengalami kemacetan pada alat dalam waktu singkat.
36 ini masih terjadi penyumbatan kecil pada bagian die yang lebih disebabkan oleh kecepatan pemasukan bahan. Oleh kerena itu, pertimbangan percobaan selanjutnya adalah menurunkan feed screw speed kembali.
Pada pengaturan ke-5, feed screw speed kembali diturunkan lagi menjadi 7 Hz dengan parameter lain sama seperti pengaturan ke-4. Ekstrudat yang dihasilkan memiliki tekstur yang relatif keras, warna kuning, dan pori – pori seragam, dan beraroma jagung masak. Tekstur yang cenderung keras tersebut kemungkinan karena pengembangan yang dialami produk kurang. Pengembangan produk dapat disebabkan oleh tekanan pada bagian die sesaat sebelum adonan masak keluar melalui die. Tekanan yang semakin meningkat akan meningkatkan pula pengembangan produk ekstrudat. Oleh karena itu, ekstruder screw speed ditingkatkan perlahan hingga 10,7 Hz, yaitu pada pengaturan ke-6 sebesar 10,5 Hz kemudian pengaturan ke-7 sebesar 10,7 Hz dengan tujuan meningkatkan tekanan dalam ekstruder. Pada pengaturan ke-7 diperoleh hasil sensori ekstrudat yang dianggap paling bagus, yaitu pori – pori yang seragam, tekstur renyah, dan aroma jagung masak. Jika extruder screw speed dinaikkan lagi hingga 11 Hz maka ekstrudat yang dihasilkan justru mengalami tektur yang rapuh akibat pengembangan yang berlebihan (pengaturan ke-8).
Daerah abu – abu pada tabel 6 (pengaturan ke-7) merupakan hasil pengaturan kondisi operasi ekstruder yang dianggap dapat menghasilkan ektrudat terbaik. Selanjutnya satuan hasil untuk feed screw/rate dan kecepatan ulir tabung (ekstruder screw speed) dikonversi kembali dengan menggunakan angka konversi yang telah disebutkan pada alinea di atas. Hasil konversi kondisi pengoperasian yang didapatkan pada penelitian ini dapat dilihat pada tabel 7.
37 Tabel 6 Pencatatan pengaturan alat ekstruder hingga dihasilkan pengaturan optimal untuk hasil ekstrudat terbaik.
Kondisi Proses Satuan Pengaturan alat ke-…
1 2 3 4 5 6 7 8
Feed screw/rate Hz 157 125 50 10 7 7 7 7
Ekstruder screw speed Hz 10 10 10 10 10 10,5 10,7 11
ekstruder barrel
temperature T1 oC 41 43 42 50 50 50 50 50
T2 oC 96 96 97 101 101 101 101 101
T3 oC 121 123 123 129 129 129 129 129
feed moisture % 13 13 13 13 13 13 13 13
Keterangan
esktrudat gosong,
terjadi penyumbatan
pada die
ekstrudat gosong,
terjadi penyumbatan
pada die
ekstrudat gosong,
terjadi penyumbatan
pada die
esktrudat berwarna coklat terang, pori - pori tidak seragam, berasa gosong ekstrudat berwarna kuning, pori - pori
seragam, tekstur masih keras, aroma jagung masak ekstrudat berwarna kuning, pori - pori
seragam, tekstur agak renyah, aroma jagung masak ekstrudat berwarna kuning, pori - pori
seragam, tekstur renyah, aroma jagung masak ekstrudat berwarna kuning, pori - pori
tidak seragam, tekstur rapuh, aroma jagung masak
Catatan: 1. Penentuan aspek sensori ekstrudat pada baris keterangan dilakukan oleh teknisi dan peneliti di lapangan. 2. Daerah abu – abu merupakan pengaturan yang dianggap menghasilkan produk optimal.
38 Tabel 7 Kondisi Pengoperasian Ekstruder
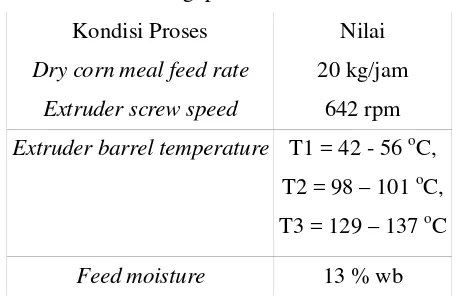
Adanya kisaran suhu seperti dapat dilihat pada tabel 7, menandakan adanya perbedaan panas yang diberikan akibat gesekan antara ulir dengan bahan dan bahan dengan barrel. Oleh karena itu, nilai suhu selama proses ekstrusi tidak pernah konstan dan dipengaruhi oleh konstanta friksi bahan yang masuk ke dalam laras. Kecepatan ulir berpengaruh terhadap pengembangan dari produk. Pada kecepatan yang lebih rendah maka produk ekstrusi yang dihasilkan juga akan mengalami pengembangan yang lebih rendah pula. Paling tidak, terdapat dua faktor yang mempengaruhi mekanisme pengembangan produk ekstrusi, yaitu tekanan dan suhu. Semakin tinggi tekanan dan suhu akan menyebabkan air di dalam adonan menguap dengan cepat tepat sesaat keluar dari die sekaligus meregang ikatan – ikatan di dalam molekul adonan, pada proses ini adonan sudah tergelatinisasi, searah dengan keluarnya air. Proses ini berlangsung secara simultan, cepat, dan menghasilkan produk yang berongga (porous). Gambaran mekanisme pengembangan dapat dilihat pada gambar 14.
Kondisi Proses Nilai Dry corn me