/1JJ/1/P;S
ANALISIS EFEKTIVITAS PENANGANAN PRODUKSI
TEPUNG TERIGU
(PT.lndofood Sukses Makmur Tbk. Bogasari Flour Mills, JakartaUtara)
Ahmad Rosyidi
JlJRUSAN SOSIAL EKONOMI PERTANIANI AGRffiISNIS
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGERI
SYARIF HIDAYATULLAH
EFEKTIVITAS PENANGANAN PRODUKSI
TEPUNG TERIGU
(pT.Indofood Sukses Makmur Tbk. Bogasari Flour Mills. Jakarta Utara)
Oleh:
AHMAD ROSYIDI
100092020252
Skripsi
Sebagai Salah Satu Syarat untuk Memperoleh Gelar Sarjana Pertanian
pada Jurusan Sosial Ekonomi Pertanian/ Agribisnis
JURUSAN SOSIAL EKONOMI
PERTANIANI
AGRIBISNIS
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGILRI
Pengesahan Ujian
Skripsi yang berjudul: "Analisis Efektivitas Penanganan Produksi Tepung Terigu (di PT.Indofood Sukses Makmur Tbk. Bogasari Flour Mills Jakarta Utara, Tanjung Priok)", telah di uji dan dinyatakan lulus clalam sidang munaqosah Fakultas Sains dan Teknologi Universitas Islam Negeri Syarif Hidayatullah Jakarta, pada hari Jum'at tanggal 7 Juli 2006. Skripsiini telah diterima sebagai salah satu syarat untuk memperoleh gelar Sarjana Pertanian (S I) pada JUlUsan Sosial Ekonomi Pertanian/ Agribisnis.
Penguji I,
Mengetahui,
Dekan,
1 。BBZBLLLセNs。ゥョウ dan Teknologi
DR. Syopiansyah Jaya Putra, M.Sis
f
NIP. 150317956tl--Jakarta, November 2006
Penguji 2,
Ir. Junaidi, M.Si
Ketua JUlUsan,
Sosial Ekonomi Pertanian
IAgribisnis
,-.
セvセ
Ir. Mudatsir Najamuddin, MMA
JURUSAN SOSIAL EKONOMI PERTANIAN/ AGRIBISNIS
FAKULTAS SAINS DAN TEKNOLOGI
UIN SYARIF lIIDAYATULLAlI JAKARTA
Dengan ini menyatakan bahwa skripsi yang ditulis oleh:
Nama Ahmad Rosyidi
n{セ 100092020252
Prq,'ram Studi Sosial Ekonomi Pertanianl Agribisnis
Judul skripsi Analisis Efektivitas Penanganan Produksi Tepung Terigu (Di : PT.Indofood Suksesセ。ォュオイ Tbk. Bogasari Flour
セゥQャウ Tanjung Priok, Jakarta Utara)
Dapat diterima sebagai syarat kelulusan untuk memperoleh gelar Smjana Pertanian pada Jurusan Sosial Ekonomi Pertanianl Agribisnis, Fakultas Sains dan Teknologi Universitas Islam Negeri SyarifHidayatullah Jakarta.
Jakarta, 7 Juli 2006
セ・ョケ・エオェオゥL
Dosen Pel1lbil1lbing
Pembimbing1,
Ir. Nun
Pembimbing 2,
If. Lilis Imamah Ichdayati, M.Si
セ・ョァ・エ。ィオゥL
Dekan,
Ndiセ .•セnッZーゥ。ャイゥウGカ。ィ Jaya Putra, M.Sis
956
<t:J
Ketua Jurusan,
Sosial Ekonomi Pertanian
IAgribisnis
セ
If. セオ、。エウゥイ Najamuddin,セセa
PERNYATAAN
DENGAN INI SAYA MENYATAKAN BAHWA SKRIPSI INI
BENAR-BENAR HASIL KARYA SENDIRI YANG BELUM PERNAH DlAJUKAN SEBAGAI SKRIPSI ATAU KARYA ILMIAH PADA PERGURUAN TINGGI ATAU LEMBAGA MANAPUN
Jakarta, November 2006
RIWAYATIDDUP
Penulis dilahirkan di Jakarta pada hari senin tanggal 10 Maret 1980.
Penulis merupakan anak ke empat dari tiga bersaudara, dari pasangan Tubagus
Mas'ud dan Ratu Rumsiah.
Adapun tingkat pendidikan dimulai dari Sekolah Dasar Taman Harapan
(1993), kemuctian melanjutkan ke SMP N 65 Metro Sunter Kencana Raya (1996),
danmenyelesaikan Sekolah Tingkat Atas di SMU N 15 Sunter Agung (1999).
Untuk memperdalam ilmu agama penulis belajar di sebuah pondok pesantren
Salaffiyall (AI-Fallah) di Serallg Ballten pada Tahun 1999 - 2000.
Diterimanya sebagai mahasiswa Universitas Islam Negeri Syarif
Hidayatullah Jakarta pada Tahun 2000, dengan Program Studi Sosial Ekonomi
Pertanian! Agribisnis, Fakultas Sains dan Teknologi yang rnerupakan angkatan
pertama. Ketika duduk di semester III penulis memutuskan untuk cuti kuliah dan
bekerja sebagai operator kontrak di PT. Yamaha Motor Manufaktur Indonesia dari
RINGKASAN
AHMAD ROSYIDI, Analisis Efektivitas Penanganan Produksi Tepung Terigu, di PT.ISM Bogasari Flour Mills. Jakarta. (Di bawah bimbingan NUNUK ADIARNI dan LILIS IMAMAH leRnAYATI)
Penelitian dilakukan dengan tujuan, mengetahui penanganan proses produksi serta hasil produksi yang ditargetkan tanpa ada perubahan kualitas terhadap produk. Pada penanga'lan produksi perusahaan menginginkan agar pemanfaatan sumber daya menjadi optimal dengan biaya minimum. Data dianalisis dengan Program Linier dengan alat bantu komputerisasi progran1 LINDO sebagai pencarian nilai optimal, sedangkan model lain yang digunakan yaitu peramalan produksi guna memprediksi saat produksi sekarang atau dimasa yang akan datang dengan kapasitas yang sudah ditentukall.
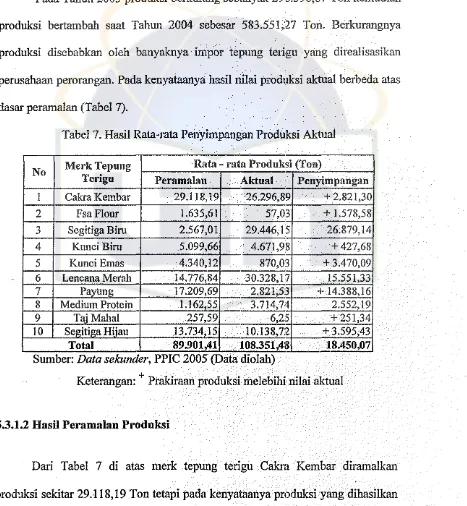
Hasil peramalan produksi berdasarkan data-data masa lalu yang diolah menggunakan Time Series, yang diperoleh nilai produksi Tahun 2005 sebesar 1.471.561,44 Ton dan Tahun 2006 sebesar 1.531.078,63 Ton. Tepung terigu merupakan produk yang cenderung naik/ turun sehingga mengalami tingkat produksi yang musiman. Seperti Tahun 2003 produksi berkurang sebesar 296.590,67 Ton kemudian produksi bertambah saat Tahun 2004 sebesm' 583.551,27 Ton. Melihat perkembangan Trend prodnksi maka pengukuran periode bulanan di hitung dengan mencari rata-rata indeks musiman yaitu data 2003 dan 2004 dari Januari sampai Desember yang menghasilkan nilai peramalan produksi bulan Juni, Juli, dan Agustus 2005 rata-rata 29.118,19 Ton (CK), 1.635,61 Ton (Fsa Flour), 2.567,01 Ton (SB), 5.099,66 Ton (KB), 4.340,12 Ton (KE), 14.776,84 Ton (LM), 17.209,69 Ton (Pyg), 1.162,55 Ton (MP), 257,59 Ton (TM), dan 13.734,15 Ton (SH). Data tersebut digtmakan untuk produksi selanjutnya guna mencapai produk yang sesuai permintam1 dan spesifikasi dari masing-masing produk. Berdasarkan peramalan didapatkan standar kesalahan dengan hasil sebesar± 3 (n = 99,9%) dan nilai Mean Absolute Deviation (MAD) belianda positif itu artinya nilai perarnalan yang dhnaksudkan lebih kecil dibanding dengan nilai aktual. Semakin besar nilai deviasi yang didapatkan maka tingkat penyimpangan akan semakin kecil, sebaliknya semakin kedl nilai deviasi
maka tingkat penyimpangan semakin besar.
Jumlah produksi disesuaikan dengan jenis gandum yaitu dengan ekstraksi tepung sebesar 0,76%, kapasitas mesin rata-rata sekitar 31,1 Ton! Jam, dan kelancaranjalannya aliran zat additive (67 ppm). Aliran produk di set-up dengan ketentuan batas pengendalian kualitas yaitu setiap tingkat keluaran produk rata-rata. tepung dihasilkan sebesar 23,6 Ton! Jam setelah mengalami proses pembersihan, conditioning, dan penggilingan. Pengendalian produksi dilakukan dengan tindakan korektif setelahoutputsyang diliasilkan sesuai dengan target dan petel1,canaan yaitu menganalisis proses produksi apakah sesuai atau tidak.
tingkat kesalahan dalam analisis (standar deviasi rata·'rata ± 0,022) dan untuk gandum sampel sekitar 84,85 g dengan standar dl!Viasi rata-rata ± 0,037. Pengambilan sampel diambil pada tiap dua Jam sekali yaitu sampel gandum dan tepung terigu. Pada pemanfatan mesin produksi guna mencapai produk yang sesuai, diperoleh batas pengendalian kualitas terutama bahan baku gandum yaitu lUltuk batas bawah (LCL) sebesar 0,88% dan batas atas DCL sebesar 10,9%. gandum yang akan diproses dirata-ratakan dari hasil pengolahan kualitas sebesar 5,98% dan 5,79%, itu artinya kesesuaian dari masing-masing gandum akan kualitas sudah memenuhi syarat, bahwa penerimaan produk dapat diterima yang mana persentase kualitas di bawah batas pengendalian DCL dan di atas LCL. Sedangkan batas pengendalian kualitas tepung terigu dalam proses produksi sebesar 7,73% (DCL) dan 2,62% LCL dengan proporsi standar deviasi 0,0128.
Produk yang dihasilkan setelah mangalami proses pengamatan sebesar 5,21 % dan 5,15%. Masing-masing merk tepung yang dihasilkan sudah bisa diterima, dari pengawasan kualitas sesuai dengan spesifikasi produk karena tidak melewati batas pengendalian kualitas. Penggunaan sumber daya saat produksi mencapai hasil yang efektif, dengan kata lain setiap tingkat keluaran produk berdasarkan standardisasi kapasitas dan kualitas.
Proses produksi dilakukan pada bulan Juni, Juli, dan Agustus guna mencari solusi optimtIDl setelah menganalisis jenis merk tepung terigu dan gandum. Nilai produksi optimal yang dihasilkan 89720 Ton yang diantaranya adalah 1037 Ton (CK), 26273 Ton (Fsa F), 91 Ton (SB), 182 Ton (KB), 155 Ton (KE), 526 Ton (LM), 613 Ton (Pyg), 41 Ton (MP), 60312 Ton (TM), dan 489 Ton (SH) dengan biaya minimum Rp 89,95 milyar sedangkan produksi aktual sebesar 108.351,48 Ton dari biaya keseluruhan adalahRp 158,4 milyar. Hasil optimal berdasarkan kendala-kendala yang ada dari alokasi sumber daya yang dimanfaatkan seperti gandum, air, listrik, kapasitas penampungan tepung, Jam kerja, dan kapasitas Mill. Pencapaian target produksi sudah tepat pada sasaran yaitu jumlah produksi lebih besar dari permintaan akan tepung terigu. Berdasarkan hal tersebut, maka pada saat produksi perulintaan mengalami penambahan.
Pencapaian nilai optimal memberikan manfimt buat pemsahaan dari pemakaian sumber daya sampai fungsi tujuan sehingga efektivitas penanganan produksi dapat dilihat berdasarkan nilai-nilai optimal dan pengamatan terhadap produk.
KATA PENGANTAR
Assalamu 'alaikum warahmatullahi wabarakatuh.
Puji syukur kehadirat Illahi Robbi, karena atas kanmia-Nya skripsi 1m
dapat selesai sesuai dengan jadwal yang telah ditetapkan. Skripsi yang merupakan
syarat kelulusan sebagai sarjana Pertanian di Jurusan Sosial Ekonomi Pertanianl
Agribisnis Fakultas Sains dan Teknologi Universitas Islam Negeri Syarif
Hidayatullah Jakarta. Skripsi dengan judul "Analisis Efektivitas Penanganan
Produksi Tepung Terigu" yang dilaksanakan di PT.lndofood Sukses Makmur
Tbk. Bogasari Flour Mills, Jakarta Utara). Skripsi ini mengupas masalah
mengenai banyaknya konsumen yang mengkonsumsi terigu di Indonesia serta
persaingan yang begitu ketat mengharuskan perusahaan membuat sistem
penanganan dalam produksi secara efekiif guna menghasilkan produk yang
berkualitas dan keunggulan dalam bersaing.
Penulis ingin menyampaikan penghonnatan dan ucapan terima kasih yang
sebesar-besarnya kepada pihak-pihak yang memberikan bantuan, bimbingan, serta
do'a selama dalam penyelesaian skripsi ini, yaitu.
I. Ibu Ir. Nunuk Adiarni, MM selaku pembimbing pertama dan !bu Ir.Lilis
Imamah Ichdayati, M.Si selaku pembimbing kedua serta Bpk Prof. DR. Aki
Baihaki, Msc yang telah bersedia memberikan ilmu pengetahuan dan
pengalamannya serta mengarahkan penulis dalam bentuk lisan maupun
tulisan.
2. Bpk Ir. Mudatsir Najamuddin, MMA selaku ketua Jurusan Sosial Ekonomi
3. Bpk DR. Syopiansyah Jaya Putra, M.Sis selaku Dekan Fakultas Sains dan
Teknologi Universitas Islam Negeri SyarifHidayatulJah Jakarta.
4. Ibu Santi selaku bagian Public & Relation Bpk Bobby Ariyanto selaku
Manajer Mill Produksi serta pembimbing dalam penelitian, Bpk Budi, Bpk
Edi, Bpk Haryo, Bpk Firman serta para staf lainnya PT.ISM Bogasari Flc,ur
Mills yang telah banyak membantu baik dari segi data maupun infonnasi.
5. Kedua Orang Tua saya, Tubagus Mas'ud dan Ratu RumsJah serta keluarga
tercinta yang memberikan do'a restu dan dukungan selama ini.
6. Ibu Rizki, Ibu Eni, Ibu Bintan, Bpk Gunawan, Staf Fakultas, Akademik,
Jurusan, JIN Syarif Hidayatullah Jakarta terima kasih atas bantuannya.
7. Bpk Wisnu, Bpk Alex dan para staf dari InstansiAPTINDO
8. Sahabat-sahabat ウ・ー・セェオ。ョァ。ョ angkatan 2000-2001 A & B serta semuanya
yang tidak dapat disebutkan satu persatu.
Demikian ucapan terima kasih dari penulis kepada yang mendukung dalam
pel1yelesaian skripsi, baik dari segi ilmu maupun materi. Penulis berharap skripsi
ini dapat mencapai sasarannya, bermanfaat, dan berguna bagi perusahaan dalam
menangani produksi, meskipun masih banyak kekurangan dan keterbatasan di
bagian pembahasan.
DAFTARISI
Balaman
HALAMAN JUDUL. .
LEMBAR PENGESAHAN. 11
KATA PENGANTAR... III
DAFTAR ISI... v
DAFTAR TABEL... Vlll DAFTAR GAMBAR... IX DAFTARLAMPIRAN... X BAB I PENDAHULUAN... I 1.1 LataI' Belakang... I 1.2 Perumusan Masalah... 4
1.3 Tujuan Penelitian... 6
1.4 Kegllnaan Penelitian... 6
BAB II TINJAUAN PUSTAKA... 7
2.1 Kerangka Pemikiran Teoritis... 7
2.1.1 Tepllng Terigll... 7
2.1.1.1 Bahan Balm Tepllng Terigll... 10
2.1.1.2 Klasifikasi Tepllng Terigll serta Kegllnaannya... 12
2.1.2 Prodllksi... 13
2.1.2.1 Penanganan Proses Prodlllcsi yang Terus-menerus... 14
2.1.2.2 Penanganan Proses Prodlllcsi yang Terplltlls-plltuS... 14
2.1.3 Standardisasi Kapasitas Produlcsi... IS 2.1.4 Standardisasi Kualitas Produk... 15
2.1.5 Sistem Produksi... 17
2.1.6 Penanganan Basil Produksi... 17
2.1.7 Peramalan Produksi... 18
2.1.8 Pengertian Optimalisasi. ... .. ... .... ... .... ... ... .... ... ... 19
2.2 Penelitian Terdahulll... 20
2.3 Alur Peinikiran Deskriptif... 22
BAB III METODE PENELITIAN... 24
3.1 Lokasi dan Waktu Penelitian... 24
3.2 Jenis dan Sumber Data... 24
3.3 Metode Pengolahan dan Analisis Data... 25
3.3.1 Teknik Peramalan/ Prakiraan Produksi... 26
3.3.2 Program Linier... 27
3.3.3 Analisis Time Series... 30
3.3.4 Pengendalian Sifat-sifat Produle (P-Chmt)... 31
BAB IV GAMBARAN UMUM PERUSAHAAN '" 36
4.1 Sejarah dan Perkembangan Pemsahaan '" 36
4.2 Letak Geografis... 38
4.3 Stmktur Organisasi Perusahaan... 40
4.4 KetenagakeIjaan... .... 44
4.5 Sarana dan Prasarana... 45
4.6 Visi, Misi, dan Kebijakan... 46
4.7 Aktivitas Produksi... 48
4.7.1 Jenis Alat Proses Produksi... 48
4.7.2 Penanganan Gandum... 51
4.7.3 Penanganan Proses Produksi... 53
4.7.4 Penanganan I-Iasil Produksi Tepung Terigu , 58 4.7.5 Penyimpanan Tepung Terigu dalam Gudang... 59
BAB V HASIL DAN PEMBAHASAN... 61
5.1 Perencanaan dan Target Produksi. 61 5.2 Jenis Proses Produksi Tepung Terigu... 63
5.3 Penyesuaian Produksi Tepung Terigu... 64
5.3.1 Penetapan Kapasitas Produksi , 65 5.3.1.1 Penggunaan Peramalan Produksi. . .. .... .... .... ... ... 66
5.3.1.2 Hasil Peramalan Produksi... 67
5.3 .1.3 Pengendalian Produksi. .. ... .... .... .... .... ... .... .... 71
5.3.2 Penetapan Kualitas Produk... 73
5.3.2.1 PemeriksaanAtributTepung Terigu... 73
5.3.2.2 Pengambilan Sampe!... 76
5.4 Penetapan Fungsi Tujuan... 83
5.5 Kendala-Kendala Proses Produksi. . .... ... ... ... ... ... ... ... ... 86
5.5.1 Kendala Bahan Baku Gandum... 86
5.5.2 Kendala Jam Kelja Mesin Untuk Produksi... 89
5.5.3 Kendala PCl11anfaatan Listrik... 90
5.5.4 Kendala Tersedianya Air. 91 5.5.5 Kendala Kapasitas Mill Produksi... 94
5.5.6 Kendala Tempat Penal11pungan Tepung... 95
5.6 Optimalisasi Proses Produksi Tepung TeriglL... 97
5.6.1 Pemakaian SUl11ber Daya Optima!... 99
5.6.1.1 Pemakaian Bahan Baku Gandum Optima!... 99
5.6.1.2 Pemakaian Jam Kelja Optima!... 101
5.6.1.3 Pemakaian SUl11ber Energi Listrik Optima!... 102
5.6.1.4 Pemakaian Air Optima!... 103
5.6.1.5 Pemanfaatan Kapasitas Mill Produksi Optimal... 104
5.6.1.6 Pemanfaatan Penampungan Tepung Terigu Optimal.... 105
5.6.2 Analisis Sensitivitas... 106
5.6.2.1 Analisis Sensitivitas Nilai Koefisiell Fungsi Tujuan... 106
5.6.4 Analisis Dual... III
5.7 Efektivitas Produksi... 114
BAB VI KESIMPULAN DANSARAN... 116
6.1 Kesimpulan... 116
6.2Saran... 117
DAFTARPUSTAKA... 119
DAFTAR TABEL
Halaman
I. Volume dan Impor Gandum Tahunh 2000 - 2004 .
2. Spesifikasi Produk Tepung Terigu .
" '( .. B'" G d
J. r ompos1s1 1J 1 an urn .
4. Particle Size Index Gandum .
5. Merk Tepung Terigu sebagai Variabel Keputusan . 6. Total Produksi t\ktual Tahun 2000 - 2004 . 7. HasH Rata-rata Penyimpangan Produksi Aktua!.. . 8. Pengamatan Merk Tepung Terigu dengan Standar Ptmolakan
Produk 5% ..
9. Pengamatan Bahan Baku Gandum dengan Standar Penolakan
Produk 5% .
10. HasH OlahanPOM For Windows Nilai Batas Pengendalian
Kualitas Gandum .
11. Hasil OlahanPOM For WindowsNilai Batas Pengendalian
Kualitas Tepung Terigu .
12. Koefisien Rata-rata Biaya Produksi .. 13. Ketersediaan Pemakaian Gandum Keras dan Gandum Lunak
sesuai dengan Tepung yang Dihasilkan . 14. Pemakaian Jenis Gandum Berdasarkan Tepung yang Dihasilkan .. 15. Jam Kerja Mesin Produksi dan Jenis Tepung Periode 2005 .
16.
Rata-rata Pemakaiall Listrik setiap Kwh/ Ton . 17. Koefisien Pemakaian Air Sesuai Jenis Tepung .. IS. Total Pemakaian Air Berdasarkan Jumlah Gandum ya.ng Digiling .. 19. Kapasitas Mesin dengan Hasil Produksi .20. Kapasitas Penampungan Tepung .
21. Optimalisasi Produksi Tepung Terigu . 22. Optimalisasi Pemakaian Gandum Keras dan Gandum Lunak . 23. Rata-rata Pemanfaatan Jam Kerja Mesin Optima!. . 24. Rata-rata Pemakaian Listrik Optima!.. . 25. Rata-rata Pemakaian Air Optima!. .. 26. Rata-rata Pemanfaatan KapasitasMillOptima!. . 27. Rata-rata Pemanfaatan Penampungan Tepung Optima!. .. 28. Analisis Sensitivitas Biaya Produksi Tepung Terigu . 29. Analisis Sensitivitas Kendala Aktif.. . 30. Analisis Rata-rata Penyimpangan Rata-rata Produksi Aktual
dan Optimal .
31. Pemakaiall Sumber Daya Berlebih .
32. Pemakaian Sumber Daya Langka .
'J'J 'T'....f. ...l Dn+ ...of... 0: ....""" D.·... ,.lnl'r"; tI t1n-.t;Jl rl-Qn A lrtl1!ll
3 9 10 II 62 66
67
76
7679
81 84 87 8889
91 92 93 94 9698
100
101 102 104105
106
107 109 110 III 112DAFTAR GAMBAR
Halaman
I. Prosentase Penggunaan Tepung Terigu Nasional... 4
2. Pangsa Pasar Industri Tepung Terigu Tahun 2002... 5
3. Sistem Produksi... 17
4. Alur Pemikiran Deskriptif... ...•... 23
5. Kerangka Pemikiran Operasional... 35
6. Ileta Letak PT.ISM Bogasari Flour Mills... 39
7. LayoutProses Produksi Tepung Terigu... 41
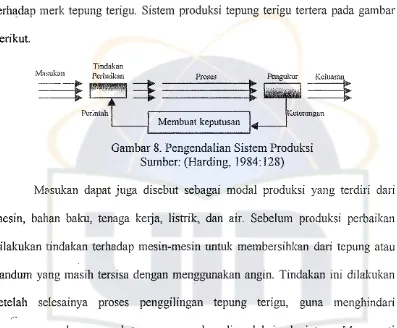
8. Pengendalian Sistem Produksi... 72
9. Diagram Multiple Sampling... . 75
10. Batas Pengendalian Kualitas Gandum... 79
DAFTAR LAMPIRAN
Halaman
1.Struktur Organisasi PT.ISM Bogasari Flour Mills Jakarta. 113
2. Data Produksi Tepung Terigu Talmn 2000-2004... 114
3. Data Produksi Tepung Terigu Tahun 2003.... 115
4. Data Produksi Tapung Terigu Talmn 2004 :... 116
5. Hasil Peramalan Produksi Tepung Terigu Periode Tahun 2005... 117
6. Hasil Olahan ProgramPOM For WindowsPeramalan Produksi 118
7. Rata-rata Produksi Aktual dan Rata-rata Produksi
Berdasarkan Peramalan Talmn 2005... 119
8. Pengendalian Kualitas Tepung Terigu Berdasarkan
Ketetapan SNI, Tahun 1995... 120
9. Model Matematik dalarn Mencari Solusi Optimum... 121
BABI PENOAHULUAN
1.1 LatarBelakang
Produk olahan gandum yang paling dikenal dan banyak dikonsumsi oleh
masyarakat luas adalah tepung terigu yang merupakan salah satu ballan pangan
pengganti beras. Kebutuhan tepung terigu sebagai bah,m pangan mulai disadari
sejak Tahun 1950-an, karena pada saat itu tepung terigu herperan mengatasi krisis
beras dan sejak saat itu tepung terigu secara rutin dibutuhkan masyarakat sebagai
pengganti beras. Tepung terigu dapat diolah menjadi makanan yang ringan dan
bergizi tinggi seperti roti, mie basahl mie kering, biskuit dan lain sebagainya.
Pengolahan tepung terigu di Indonesia belum memiliki telmologi yang
manlpu memproduksi tepung terigu, maka dari itu seluruh kebutuhan tepung
terigu di impor dari luar negeri. Lama kelamaan disadari bahwa tepung terigu di
pelabuhan Indonesia yang dibeii dari negara asing sering mengalami penurunan kualitas, seperti berkutu, berbau apek akibat waktu perjalanan yang terlalu lama.
Sehingga kondisi dan kandungan gizi tepung terigu menjadi berkurang dal1 tidak
optimal. Dengan mempertimbangkan hal tersebut pemerintah memutuskan
memproduksi tepung terigu dengan ballan baku gandum diperoleh dati luar
negeri.
Pemerintah menunjuk BULOG sebagai importir tunggal atas gandum dan
operasi disttibusinya, kemudian menangani disttibusi tepung terigu diseluruh
tepung terigu, maim tugas tersebut diaIihkan kepada PT"Bogasari Flour Mills yang
merupakan perusallaan swasta dan PT.Berdikari yang merupakan Badan Usaha
Milik Negara (BUMN). Selain memiliki fasilitas penggilingan gandum yang
canggih, Bogasari juga memilik i berbagai fasilitas penunjang teknik baik untuk
kepentingan sendiri maupun umum antara lain Laboratorium, Dermaga, Milling
Training Center, dan Bogasari Baking School.
Selama Bogasari melayani kebutuhan pangan masyarakat Indonesia sejak
Tahun 1971 tela1l meluncurkan tiga merek tepung terigUllya yaitu: Cakra Kembar,
Kunci Biru, dan Segitiga Biru. Ketiga jenis produk ini di.gunakan secara Inns olch
industri mie, roti, biskuit, baik yang bcrskala 「」セ。イ dan keeil serta rUlnah tangga.
Bagasari juga menghasilkan produk sampingan(byproduct)berupabran, pollard,
untuk industri makanan temak dan tepung industri Ulltuk industri kayu lapis
(BogasariNews, 2005).
Penanganan produksi tepung terigu sangat terkaitdenganketersediaan
input dan pasar. Dalam penanganan produksi hendaknya dipermtungkan dengan
matang sehingga produksi yang dihasilkan tidak mengafami kelebihml pasokan
atau kelebihan permintaan. Inputs yang terdiri dari gandum, lllodal,air,Iistrik,
mcsin, dan penampungan tcpung dalanl penggunaannya Jebih mcngarahkepada
optimasi. Sehingga hasil yang dicapai dapat efektif scsuai dcngan kualitas produk,
jenis produk, serta jumla1l produksi.
Pelaksanaan proses produksi dalam agroindustri didasarkan pada rencana
disediakan sesuai dengan jadwal, jumlah dan jenis, serta urutan yang telah direncanakan untuk menghasilkanoutputsproduksi (Gurnbira, 2001 :55).
Dengan kecepatan manajemen yang efektif dalam menangani produksi,
maka tingkat ekspor tepung terigu ke negara-negara asing mulai meningkat antara
lain ke Jepang, Singapura, Thailand, Myanmar, Hongkong, dan Maladewa.
Hingga Oktober 2004, total volume ekspor tepung terigu ke Jepang sudah
meilcapai 5.539 Ton dengan Ililai transaksi 2.485.903 dolar US. Jumlah ini mellunjukkan penillgkatan lainnya 100% lebih dibanding Tahun 2003 yang hanya
mellcapai 2.024 Ton. Tepung terigu yang diekspor ke manca negara merupakal1
peringkat tertinggi secara rata-rata masih diduduki jenis terigu berprotein tinggi
yakni antara 300-700 Ton perbillannya dan terigu berprotein rendah mencapai
volume ekspor tertillggi pada Agustus 2004 sekitar 950 Ton.
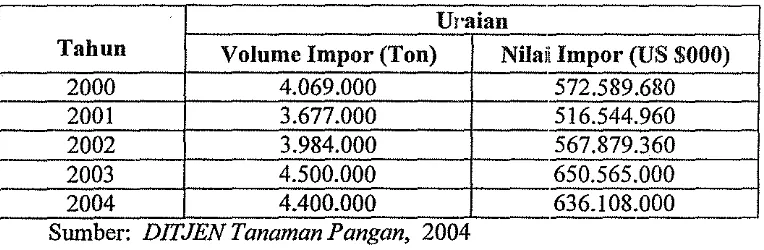
Dengan meningkatnya ekspor tepung terigu Indonesia berakibat pada kebutuhan bahan baku yang masih menggunakan bahan irnpor. Hal itu merupakan
[image:19.532.69.451.560.685.2]pengurangan devisa negara yang cukup besar seperti terlihat pada Tabel berikut.
Tabel 1. Volume dan Impor Gandum Indonesia, Tahun 2000 - f004
.
Ur'aian
Tabun VolumeImpor(Ton) NilaiiImpor(US $000)
2000 4.069.000 572.589.680
2001 3.677.000 516.544.960
2002 3.984.000 567.879.360
2003 4.500.000 650.565.000
2004 4.400.000 636.108.000
Sumber: DITJENTanamanPangan, 2004
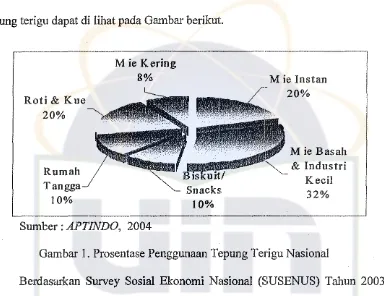
terigu sebagai bahan paugau dapat dignnakau untnk pembuatan mie kering
berkisar 8%, mie instau berkisar 20%, biskuit! snacks berkisar 10%, Roti! kue
berkisar 20%, mie basah dau industri keeil berkisar 32%. BesaulYa konsumsi
tepung terigu dapat di lihat pada Gambar berikut.
M ie Kering 8%
Roti & Kue
20%
Rumah/ Tangga
10%
" ' - ' IS uit! "'-- Snacks
10%
Mie Basah
セ & Industri Kecil
32%
[image:20.526.71.455.185.481.2]Sumber :APTINDO, 2004
Gambar I. Prosentase Penggnnaau Tepung Terigu Nasional
Berdasarkau Survey Sosial Ekonomi Nasional (8USENUS) Tahun 2003
bahwa konsumsi terigu lebih besar di perkotaau bila diblmdingkan di pedesaaan,
hal ini mungkin disebabkau kondisi perekonomiau di ーLセイォッエ。。オ lebih baik dau
kesadarau akau gizi semakin tinggi. Sedaugkau konsumsi beras maupun jagung
lebih besar dipedesaau (Direktorat Jenderal Bina Produksi Tauaman Paugau,
2(04).
1.2Perumusan Masalab
Tepung terigu banyak digunakan di industri skala keeil maupun besar, hal
dilakukan sesuai prosedur perusahaan, untuk menghasilkan produk terbaik serta
meningkalkan keunggulan kompetiti£ Mengingat produksi tepung terigu sangat
tcrkait dengan ketersediaaninputsdan pasar.
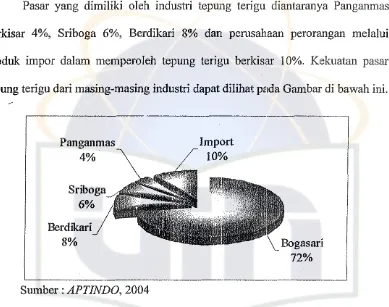
Pasar yang dimiliki oleh industri tepung terigu diantaranya Panganmas
berkisar 4%, Sriboga 6%, Berdikari 8% dan perusahaan perorangan melalui
produk impor dalam memperoleh tepung terigu berkisar 10%. Kekuatan pasar
tepung terigu dari masing-masing industri dapat dilihat pada Gambar di bawah ini.
Panganmas 4%
Sriboga 6%
Berdikari 8%
Sumber :APTINDO, 2004
Import 10%
\ Bogasari
[image:21.524.69.458.197.504.2]72%
Gambar 2. Pangsa Pasar Industri Tepung Terigu Nasiollal Tal1Ull 2002
Berdasarkan uraian di atas, maka pokok permasalahall utama di dalam
pellelitian dapat dirumuskan sebagai berikut.
I, Bagaimana penanganan produksi tepung terigu di PT.ISM Bogasari Flour
Mills dalam memenuhi produk yang ditargetkan.
2. Bagaimana mencapai hasil jumlah produksi yang ditargetkan dengan
1.3 Tujuan Penelitian
tセェオ。ョ dan kegunaan yang ingin dicapai dalam penelitian ini berdasarkan
perumusan masalah di atas adalah.
1. Mengetahui penanganan produksi PT.ISM Bogasari Flour Mills Tbk.
dalam mencapai hasil produk yang ditargetkan.
2. Menganalisis jumlah produksi tepung terigu yang ditargetkan berdasarkan
kendala yang dimiliki.
1.4 Kegunaan Penelitian
Hasil penelitian diharapkan dapat bergu1la bagi perusahaan sebagai
masukan dalam peningkatan proses produksi yang lebih baik lagi terutama pada
penanganan produksi yang efektif dalam nieminimumkan biaya produksi
perusahaan yang antara lain adalah bahan baku, air, dan Iistrik. Selain itu
penelitian ini juga bemlanfaat sebagai kegiatafi akadeinis dan penulis sendiri
untuk mengembangkan pengetahuan yang akan diapIikasikan serta sebagai
BABII
TINJAUAN PUSTAKA
2.1 KeranglmPemikiran Teoritis
2.1.1 TepungTerigu
. Tepung terigu merupakan salah satu usaha komoditi yang prospektif yang
banyak digunakan oleh usaha kecil menengah dan induslri besar yakni sebagai ballan dasar pembuatan makanan. Tepung terigu yang dihasilkan dari olahan
gandum memiliki standardisasi produk yang cukup dikenaI oleh masyarakat luas,
dengan jenio yang berbeda-beda dan ukuran serta kualitas tepung. Jenisnya
terdapat tiga bagian yaitu tepung terigu berprotein tinggi, sedang, dan rendah.
(Bogasari Milling Training Center, 2005).
Pengawasan kualitas terhadap tepung terigu dilakukan di PT.Bogasari oleh pihak Laboratorium dengan melakukan analisis sebagai berikut.
I. Moisture (kadar air)
Kadar air tepung terigu maksimal sebesar 14,5%. P,enetapan kadar air pada
tepung terigu dilakukan dengan menggunakall alat Rapid Moisture Tester pada
suhu BOoC selmna 8-10 menit.
2. Protein
Pen1etapan kadar protein tepung terigu diukur menggunakan alat
Kieltec-Tecator, y.mg dianalisis dalam bentuk smnpel dari Mill oleh Laboratorium.
3. Ash (kadar abu)
Analisis kadar abu pada tepung terigu maksimal 0,6% (basis kering)
dilakukan dengan alat Tanur. Teplmg sebanyak 3-4 gram diabukan dalam tanur bertemperatur600l>Cselama6jam.
4. Maltose
Analisis maltose dilakukan untuk mengukur aktivitas enzim ()(-anlilase dan
enzim セM。ュゥャ。ウ・N Maltose merupakan makanan bagi ragi UJlltuk pembuatan roti,
dengan ukuran maltose tepung 1,8% - 2,8%.
5. Amylograph
Analisis ini mengukur konsistensi atau kekentalan larutan tepung yang
dipanaskan pada suhu yang semakin meningkat.
6. Farinograph
Analisis farinograph bertujuan untuk mengetahui ketahanan adonan
terhadap pengadukan. Analisis ini digunakan untuk menganalisa sifat-sifat fisik
adonan, yaitu stability, waktu pengembangan, tolerance, dan penyerapan air p".da tcpung.
7. Ekstensograph
Analisis ini bertujuan mengetahui kekuatan adonan terhadap daya regang
setelah adonan disimpan dalam waktu tertentu.
8. Alveograph
Bertujuan untuk mengukur kualitas gluten terhadap kekuatan dan daya
regang adonan.
9. Gluten
Analisis gluten diIakukan dengan cara menambahkan larutangaram pada
tepung sambil diIakukan pengadukan. Pada sast pengadukan gluten akan
terbentuk, sedangkan bagian lain terutama pati akan ikut terbuang bersama dengan
larutan garam. Gluten berfungsi dalam mempererat gas sehingga roti menJadi kuat
dan berkembang. 10. Warna
Kemurnian tepung terigu mellliliki pengaruh pada warna d,:ngan alat yang
digunakan untuk menganalisa adalahMinolta Color. HasiI analisis berupa NiIai L,
warna putih dan hitam; NiIai A, warna Illerah dan hijau; dan Nilai B, wama
kuning dan biru. Warna Illerupakan parameter dalam kualitas tepung, yakni
tepung dengan kadar abu tinggi mempunyai warna gelap sedangkan tepung
dengan kadar abu rendah mempunyai warna lebih putih.
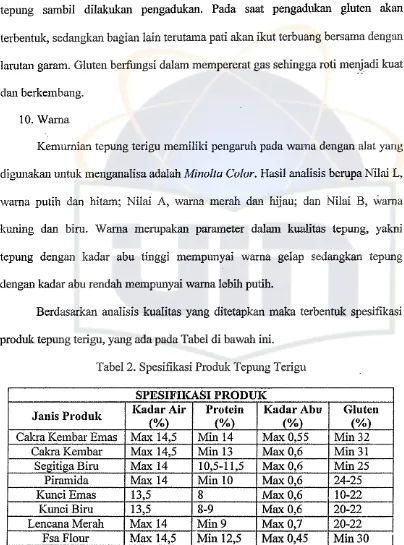
Berdasarkan analisis kualitas yang ditetapkan maka terbentuk spesifikasi
[image:25.521.30.434.158.703.2]produk tepung terigu, yang ada pada Tabel di bawahini.
Tabel 2. Spesifikasi Produk Tepung Terigu
Sumber: Mlllmg Trammg Center,Bogasan 2005 SPESIFIKASI PRODUK
Janis Produk Kadar Air
(%)
Pl'Otein(%)
Kadar Abu Gluten(%)
(%)
Cakra Kembar Elllas Max 14,5 Min14 Max 0,55 Min 32
Cakra Kembar Max 14,5 Min 13 Max 0,6 Min 31
Segitiga Biru Max 14 10,5-11,5 Max 0,6 Min 25
Piramida Max 14 Min 10 Max 0,6 24-25
Kunci Elllas 13,5 8 Max 0,6 10-22
Kunci Biru 13,5 8-9 Max 0,6 20-22_ _
Lencana Merah Max 14 Min 9 Max 0,7 20-22
FsaFlour Max 14,5 Min 12,5 Max 0,45 Min 30
I
2.1.1.1 Bahan Baku Tcpung Tcrigu
Gandum merupakan bahan baku utama dalam pembuatan tepung terigu
yang apabila diamati berbentukovaldengan panjang 5-8 mm dan berdiameter
2,5-4,5 mm. Manfaat gandum sebagai bahan baku pangan sangat beraganl terutama
dalam menghasilkan diversifikasi pangan seperti mie, roti, biskuit,. macaroni dll
(Bogasari Milling Training Center, 2002).
Biji gandum dibagi menjadi tiga bagian yaitu:
I. Endosperm, Menyecliakan makanan lmtuk tanaman baru (ketika embrio
mulai twnbuh) dan bagian endosperm merupakan sumber tepoog.
2. Bran, Berfungsi ootuk melindoogi Gandum
3. Germ, Merupakan tempat tumbuh ootuk menghasilkan tanaman bam
(embrio).
Secara umum ukuran jenis gandum yang mel1gandoog Kadar air, protein,
lemak, karbohidrat, kadar abu, dan gula melniliki ukuran bcrbeda yaitu tertera
pada Tabel di bawahini.
Tabel3. Komposisi Biji Gandum (Endosperm, Germ, dan Bran)
Sumber :MIllmg Trammg Center,Bogasarl 2005
Kandungan Biji Bal!lanBiilGandum
Gaudum EudosDcrm(%) Gcrm (%)1 Bran (%)
Kadar Air 14 11,7 13,2
Protein 9,6 28,5 14,4
Lemak 1,4 10,4 4,7
Karbohidrat 74,1 44,5 60,8
Abu 0,7 4,5 6,3
Gula 1,1 16,2 4,6
Untukjenis-jenis gandum terdiri dari.
a.Hard wheat, Merupakan gandum keras yang berprotein tinggi dan daya serap
air tinggi dapat dijadikau bahan pangan pembuat roti dan mie.
b. Soft Wheat, Merupakan gandum lunak yang berprotein rel1dah dan day:! serap
air rendal1 sangat cocok untuk membuatcookiesdan produk yangcrispy
c.Durum Wheat, jenis gandum yang digunakan sebagai bahan baku pembuat
pasta yang memiliki protein berkisar 6-20%.
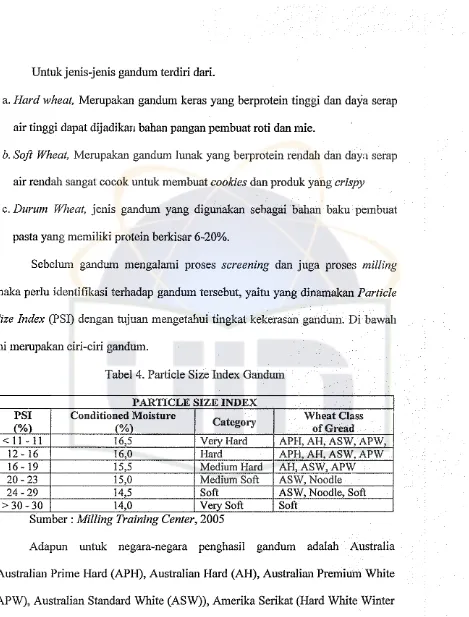
Sebelum gandum mengalami proses screening dan juga proses milling
maka perlu identifikasi terhadap gandum tersebut, yaitu yangdinahlakanParticle
Size Index (PSI) dengan tujuan mengetahui tingkat kekerasan gandum. Di bawall
[image:27.521.35.504.41.658.2]ini merupakan ciri-ciri gandum.
Tabel 4. Particle Size Index Gandum
PARTICLE SIZE INDEX
I
PSI Conditioned Moistnre
Category Wheat Class
(%) (%) of Gread
<II-II 16,5 VervHard APH, AH, ASW, APW,
12 - 16 16,0 Hard APH, AH, ASW,APW
16 - 19 IS,S Medium Hard AH,ASW,APW
20 - 23 15,0 Medium Soft ASW, Noodle
24 - 29 14,5 Soft ASW, Noodle, Soft
>30 - 30 14,0 VerY Soft Soft Sumber :Milling Training Center, 2005
Adapun untuk negara-negara penghasil gandum adalah Australia (Australian Prime Hard (APH), Australian Hard (AH), Australian Premimn White
(APW), Australian Standard White (ASW)), Amerika Serilcat (Hard White Winter
(HWW), Soft White Winter (SWW), North Spring (NS)), Canada (Canada
2.1.1.2 Klasifikasi Tepung Terigu serta Kegunaannya
Dilihat berbagai kebutuhan konsumen, ada beberapa jenis tepung terigu
yang diproduksi oleh PT.ISM Bogasari Flour Mills. Dari jenis tepung terigu
mempunyai protein yang berbeda-beda serta kegunaannya dalam proses
pembuatan makanan. Di bawah ini akan dijelaskan mengenai jenis-jenis tcpung
terigu beserta kegunaannya (Hendri, 2003:56).
I. Tepung Terigu Merek "Cakra Kembar Mas"
Tepung terigu Cakra Kembar Mas merupakan tepung te:rigu premium yang
dihasilkan dari penggilingan 100% gandum keras. Jenis ini mel11iIiki kandungan
protein sebesar 14% yang cocok untuk membuat roti karena memiliki kandungan
protein yang tinggi dan akan membuat roti cepat mengembang dengan baik.
2. Tepung Terigu Merek "Cakra Kembar, Fsa"
Tepung terigu Cakra Kembar merupakan tepung keras ylmg dihasilkan
dari penggilingan gandum keras dengan kandwlgan protein sebesar 13%. Tepung
ini mempunyai sifat gluten yang ulet dan kuat. Oleh karella itu cocok untnk
digwlakan untuk pembuatan roti beragi seperti roti halus (tawar), mie halus,
kue-kue kering dan lain-lain.
3. Tepung Terigu Merek "Segitiga Biru"
Tepung terigu Segitiga Biru merupakan tepung medium yang dihasilkan
dari penggilingan campuran gandum lunak dim keras sehingga dihasilkan tepullg
4. Tepung Terigu Merek "Kunei Biru"
Tepung terigu Kunci Biru merupakan tepung lunak yang dihasilkan dari
penggilingan 100% gandum lunak. Kadar protein dari tepung ini berkisar antara
8,5-I0%, sehingga tepung ini memiliki sifat gluten yang kurang bailc. Tepung ini
baik untuk membuat eake, biskuit, wafer, dan kue-kue kering lainnya.
5. Tepung Terigu Merek "Piramida"
Tepung terigu jenis ini mengandung 10% protein dIm dapat digunakan
untuk membuat mie basah danjenis kue-kue basah.
6. Tepung Terigu Merek "Leneana Merah"
Tepung ini dengan kandungan protein 9%, tepung il1i digunakan untuk
membuat kue dan aneka goreng-gorengan agar menjadi renyah dan tidak
menyerap banyak mil1yak.
2.1.2Produksi
Seeara unlum produksi diartikan sebagai suatu kegiat:ill atau proses yang
mentransformasikan masukan (inputs) menjadi hasil kduaran (outputs). Dalanl
arti sempit pengertian produksi hanya dimaksud sebagai kegiatan yang
menghasilkan barang baik barang jadi maupun barang setengah jadi, bahan
industri dan suku eadang atauspare partdan komponen (Assauri, 2004: 11).
Proses produksi/ operasi merupakan rangkaian kegiatan yang dilakukan
dengan menggunakan peralatan, sehingga masukan/ inputs dapat diolah menjadi
keuntungan yang diharapkan. Proses adalah cara, metode, dan teknik bagaimana
sesungguhnya sumber-sumber daya yang dimiliki diuball untuk memperoleh hasil.
Pada bagian produksi dalam memperoleh produk jadi sistem penanganan
yang efektif sangat penting guna menghasilkan produk berkualitas. Dalarn
pelaksanaan produksi sistem penanganan terdapat dua bagian lmtuk menghasilkan
produk yaitu penanganan proses produksi yang terus-menerus dan Peniinganan
proses produksi yang terputus-putus.
2.1.2.1 Penanganan proses prodnliSi yang terns-menerns
Pada sistem penanganan proses ini menggunakan mesin-mesin untuk
dipersiapkan (set up) dalarn memproduksi dalam jangka waktu yang panjang/
lama tanpa mengalarni perubahan, maka dalarn hal ini prosesnya terus-menerus
selarna jenis produk yang sarna dikerjakan. Proses ini digunalcan perusahaan
dalarn menghasilkan produk pasar (masyarakat) (Assauri, 2004:75).
2.1.2.2 Penanganan proses prodnliSi yang terpntns-pntns
Merupakan kegiatan daIarn menggunakan mesin-mesin wltuk dipersiapkan
(set up) dalarn memprodtL(si dalarn jangka waktu yang pendek dan kemudian
diubah atau di set up kembali untuk memproduksi produk lain. Pada proses ini
digunakan dalanl menghasilkan produk sarnping yaitu hasH dari olahan tepung
terigu seperti makanan untuk temak dan bahan tepung untuk industri kayu lapis
2.1.3 Standardisasi Kapasitas Produksi
Standardisasi adalah proses penentuan spesifikasi lukuran, bentuk, dan
karakteristik-karakteristik lain-lain pada barang-barang yang dibuat. Sedangkan
kapasitas adalah suatu tingkat keluaran dalam priode iertentu dan merupakan
kuantitas keluaran tertinggi yang mungkin selama periode wakiu itu (Handoko,
2000:47). Jadi standardisasi kapasitas produksi adalah menciptakan suatu barang
pada tingkat keluaran per satuan waktu yang ditetapkan sebagai ":Iasaran"
pengoperasian bagi manajemen.
Standardisasi kapasitas produksi digunakan dalam perusahaan, guna
menghindari kekurangan serta kelebihan pada pemakaian sumber daya seperti
gandum, air, Iistrik dan lain sebagainya. Dalam arti ini standardisasi kapasitas
sebagai penetapan batasan-batasan produksi atas jadwal yang ditentukan untuk
produksi.
2.1.4 Standardisasi Kualitas Produk
Kualitas merupakan tanggung jawab produksi dan operasi yangpenting
dan harns di dukung oleh organisasi secara keseluruhan. Keputusan tentang
kualitas harns dapat menjamin bahwa kualitas tetap dijaga dan dibangun pada
seluruh tingkat produksi dan operasi, dengan cara standar harns dibuat dan produk
berupa barang atau jasa yang dihasilkan harns diperiksa (inspection) hasil mutu!
kualitasnya (Assauri, 2004:17).
Produk yang telah dihasilkan dari produksi harus m<:menuhi standar
inspekvi (pemeriksaan). Produkdanjasa hams selalu diperiksa agar sesuai dengan standar-standar yang telah ditetapkan dan agar satuan barang yang rusak dapat
disingkirkan.
Berdasarkan ISO 8402 (Quality Vocabulary) kualitas didefinisikan sebagai
totalitas dari karakteristik suatn produk yang menunjang kemampuannya untuk
memuaskan kebutuhan yang dispesifikasikan atau ditetapkan. Kualitas sering kali
diartikan sebagai kepuasan pelanggan (customer satisfttction) atau konformansi
terhadap kebutuhan atau persyaratan (confOrmance to the requirements) (Vincent,
2003:5).
Penanganan produk lebih diutamakan dalam melakukan pemeriksaan
(inspeksi) dengan efektif karena keistimew1an atan keunggulan produk dapat
diukur melalui tingkat kepuasan pelanggan, memperhatikan aspek internal, dan
aspek eksternal yang merupakan ー・ョァオォオイ。セ performansi kualitas dalam
mencapai tujuan. Aspek internal yang meIipnti tingkat kecacatan produk sehingga
harus mengulang kembali proses tersebut dan tidak sesuai standar produk,
sedangkan aspek eksternal meliputi kepuasan pelanggan, pangsa pasar dan
lain-lain. Pelanggan adalah orang yang menggunakan produk apabila pelanggan puas
maka mereka akan bicara kepada banyak orang dan hal ini akan memberikan nilai
tambah dan pertnmbuhan kepada perusahaan. Kepuasan pelarlggan dapat dicapai
apabila perusahaan memberikan produk dan pelayanan se:suai dengan yang
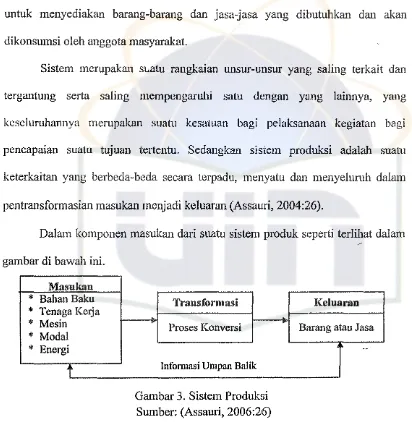
2.1.5 Sistem Produksi
Unsur-unsur sistem produksi yaitu masukan, pentransformasian, dan
keluaran. Sedangkan produksi dan operasi sebenarnya merupakan suatu sistem
untuk menyediakan barang-barang dan jasa-jasa yang dibutuhkan dan akan dikonsumsi oleh anggota masyarakat.
Sistem merupakan SLatu rangkaian unsur-lU1Sur yang saling terkait dan tergantung serta saling mempengaruhi satu dengan yang lainnya, ylmg
kcscluruhannya mcrupakan suatu kcsatuan bagi pclaksanaan kegiatan bagi pencapaian suatu tujuan tertentu. Sedangkan sistem produksi adalah suatu
keterkaitan yang berbeda-beda secara terpadu, menyatu dan menyeluruh dalam
pentransformasian masukan menjadi keluaran (Assauri, 2004:26).
Dalam komponen masukan dari suatu sistem produk seperti terIihat dalam
[image:33.525.27.439.192.615.2]",
gambar di bawah ini. Masukan
*
Bahan Baku Transformasi Keluaran*
Tenaga Kerja*
Mesin Proses Konversi Barang atau Jasa*
Modal• Energi ..'
t
Informasi Umpan BalikGambaI' 3. Sistem Produksi Sumber: (Assauri, 2006:26)
2.1.6 Penanganan Hasit Produksi
Penanganan adalah suatu kegiatan yang dilakukan oleh perusahaan yaitu
Pada penanganan produksi tepung terigu yang meliputi kegiatan
mengangkut, mengangkat, dan memindahkan suatubarang dengan mengglmakan
beberapa peralatan untuk mempercepat proses produksi seperti Conveyor adalah
alat untuk memindahkan barang pada dua titik dengan arah horizontal atau
vertikal, Truck/ mobil alat yang digunakan untuk mengirim :barang kebeberapa
tempat distributor, dari satu lokasi ke setiap lokasi lain, dan forklift yang
berfungsi mengangkut atau memindahkan barang.
2.1.7Pcramalan PJ'oduksi
Peramalan merupakan ilmu dalam mCll1prediksikan ·kejndian yang
mungkin dihadapi pada masa yang akan datang. Dalanl duniausaha dan ekonomi,
istilah prakiraan atau peramalan dipergunakan dalam beberapa bentuk istilah lain
seperti estimasi, prediksi, dan proyeksi. Pengertian praldraan adalah penggunaan
data atau informasi untuk menentukan kejadian pada mas!! depan dalam bentuk
perhitungan atau prakiraan dari data yang lalu dan infoffi1asi yang lainl1yauntuk
penentuan terlebih dahulu (Assauri, 2004:33).
Umunmya untuk menentukan atau merencanakan jUllHahhasiIyangakan
diproduksi sangat ditentukan oleh jurnlah atau bes!lmya permil1taanakan ptoduk
tersebut. Oleh karena itu perusahaan selalu menlperkirakan atau l11eramalkan
jurnlall permintaan dari produknya.
Peramalan dikelompokkan oleh horison waktu m!lsa depan yang
I. Peramalan jangka pendek, dengan rentang waktunya mencapai satn tahun,
tetapi umumnya kurang dari tiga bulan. Peramalan jangka pendek digunakan
untuk merencaukan pembelian, penjadwalan keIja, jumlah tenaga keIja,
penugasan dan tingkat produksi.
2. Peramalan jangka menengah, biasanya berjangka tiga bulan hingga tiga tahun
peramalan ini sangat bermanfaat dalam perencanaan penjualan, penganggaran
produksi, kas, dan menganalisis berbagai rencana operasi.
3. Peramalan jangka panjang, rentang waktunya biasanya ti.ga tahun atau Iebih
digunakan dalam merencanakan produk bam, pengeluaran modal, lokasi
fasilitas, dan penelitian serta pengembangan.
Peramalan jangka menengah dan jangka panjang mempunyai ciri yang
membedakan keduanya dari peramalan jangka pendek. Peramalan jangka
menengah dan jangka panjang berhubungan dengan perencanaan produk: pabrik,
dan proses. Peramalan terscbut diterapkan dalam memperoleh kapasitas produksi
yang dapat mencapai sasaran serta memenuhi pennintaan sesuai peren canaan
produksi. Sedangkan peramalan jangka pendek digunakan oIeh perusahaan
dengan rentang waktn satn tahun atau kurang. Penerapan peramalan jangka
pendek biasanya Iebih akurat karena jarak waktn disesuaikan kondisi atau kedaan
yang se!:?enamya.
2.1.8 Pengertian Optimalisasi
Optimalisasi adalah pencarian nilai-nilai optimum (Maksimum/ Minimum)
daya. Nilai optimal sebagai pemecahan masalah yang dilakukan perusahaan dalam
produksi, apakah memaksimumkan keuntungan atau meminimumkan biaya
dengan hasil persamaan Z atau fungsi tujuan non negatif, maksudnya solusi
optimum telah dicapai (Mulyono, 2002: 14).
Umwnnya penghitungan optimalisasi menggunakan Linier Programing
(LP), yang dapat menentukan solusi dari berbagai penm:salahan produksi.
Sebutan linier mengartikan hubungan antara faktor-IUktor yarlg bersifat linier atau
konstan sebagai contoh, pemakaian ballan baku dalam hitungan ton per jam.
Semakin banyak jumlah ballan baku yang dihabiskan maka total ekstraksi dari
bahan baku tersebut sema1dn besar. Linearitas dapat juga berarti semakin
bertambahnya sesuatu, semaldn berkurangnya sesuatu yang lain.
2.2 PenelitianTerdahulu
Pada penelitian terdalmlu terdapat jenis komoditas tepung terigu yang
berorientasi kepada optimalisasi produksi di PT. ISM Bogasari Flour Mills, akan
tetapi mengenai efektivitas penanganan prodnksi belum ditemukan. Penelitian iill
sebagai bahan acuan yang merupal(an referensi lmtuk penyusunan/ penelitian
skripsi, maka dari beberapa penelitian terdahulu diambiJ yang ada kaitarmya
dengan efektivitas penanganan produksi tepung terigu.
Pertama hasil penelitian Hendri (2003), tentang "Optimalisasi Produksi
Tepung Terigu" yang menjelaskan penggunaan sumber daya produksi secara
optimal, serta menganalisis rencana-rencana produksi berdasarkarl perencanaan
produksi secara optimal. Jumlah produksi optimal tergantung pada laba! unit yang
dihasilkan dari jenis produk tersebut, persediaan sumcer daya, besamya
permintaan, dan prodnk samping yang dihasilkan. Metode yang digunakan dalam
analisis optimal produksi yaitu program LINDO sebagai pencarian solusi
optimum terhadap sumber daya yang dimiliki, sehingga 、ゥーャセイッャ・ィ nilai produksi
optimal pada bulan Oktober sebesar 142.785,12 mt, November sebesar
142.785,17 mt, dan Desember sebesar 130.233,6 mt. Sedangkan untuk jumlah
pennintaan produk tepung terigu digunakall metode peramaltm pelljualan dellgan
metode deret berkala ARlMA Box-Jenkins, diperoleh p(Jrkiraan permintaan minimum bulan Oktober sebesar 76.385,53 mt dan permintaan maksimum sebesar 179.263,08 mt, permintaan minimum bulan November sebesar 69.528,93 int dan
permintaan maksimum sebesar 182.975,49 mt, serta permilltaan minimum bul!lll
Desember sebesar 69.499,8 mt dan permintaan maksimum sebesar 188.985,83 rot.
Selama perusahaan melakukan kegiat!lll produksi dan pelljualan produk tepllug
terigu diperoleh keuntung!lll sebesar Rp 213.311.100.000,00 yang diola11
berdasarkan program LINDO.
Annytha (2004), dal!lln penelitiarmya mengenai "Pendekatan
Struktur-Perilaku Kinerja pada lndustri Tepung Terigu di Indonesia Pasca Penghapusan
Monopoli BULOG". Setelah dihapuskarmya monopoli dalanl industri dan tata
niaga tepullg terigu adalah dikeluarkarmya Undang-Undang (UU) No. 5/ tahun
1999 tentang larangan praktek monopoli dan persaingan usaha tidak sehat pada
t!lllggal 5 Maret 1999. Judul skripsi tersebut bertujuan untuk memberikan
dihadapi dengan melihat bagaimana stmktur industri tepung terigu di Indonesia.
Metode yang digunakan dalam mengolah data dengan metode analisis deskriptif
untuk memperoleh perkembangan pasar tepung terigu dan kinerja. Hal pertama
yang perlu diketahui adalah perkembangan produk impor yang dikonsumsi dalam
negeri. Sejak deregulasi tahun 1998 dimana monopoli BULOG telah dihapuskan. Pada industri tepung terigu, Bogasari memperoleh angka penjualan tertinggi pada
setiap tahunnya, urutan ke 2, 3, dan 4 tidak berubah setiap tahunnya yaitu
Berdikari, Sriboga, dan Pangan Mas. Namun sejak tahun 1999 ururan ini digeser
oleh produk impor.
Persaingan yang terjadi dalam industri tepung terigu memang telah dibuka
lebar oleh pemerintah, sehingga tidak ada ketentuan-ketentuan legal yang sulit
dipenuhi oleh pesaing potensial untuk masuk dalam industri inL Untuk
menghadapi persaingan maka produsen lokal melakukan berbagai strategi dan inovasi pengembangan produk. Inovasi produk dan merek yang dilakukan
produsen yaitll memproduksi tepung terigu daIam berbagai spesifikasi dengan
kegunaan yang berbeda-beda.
2.3Alur Pemikiran Deskriptif
Penangal1an produksi yang dianlbil dari beberapa teori, dengan mjuan
memperoleh solusi optimum dalam menangani produksi tepung terigu dan
memiliki penyesuaian kualitas produk dari hasH proses. Adapul1 teori berdasarkan pola pikir deskriptif terdiri dari visi, misi perusahaan, proses produksi yang
(inspeksi), standardisasi kapasitas prodnksi, standardisasil kualitas prodnk,
peralaman produksi, optimalisasi prodnksi, dan efektivitas produksi. Berikut alur
pemikirasn desiaiptif.
Visi, Misi, dan Kebijakan Perusahaan ..
Surnber daya Yang dimiliki :
*
Bahan BakuI
Proses Prodnksi I*
Kapasitas Mesin..*
Energi*
TeknologiPenanganan Proses Penanganan Proses
Prodnksi Prodnksi
Terus-menerus Terputns-putns
I Inspeksi I
Standardisasi Kapasitas F'rodnksi
Standardisasi Kualitas Prodnk
I
Perarr alan ProdnksiI
Optimalisasi ProdnksiBABm
METODE PENELITIAN
3.1 Lokasi dan Waktu Pcnelitian
Penelitian dilakukan di PT.Indofood Sukses Makmur Tbk. Bogasari Flour Mills yang terietak di jaJan Raya Cilincing Jakarta Utara, Ta.njung; Priok.
Pemilihan lokasi dilakukan secara sengaja (purposive) karena PT.ISM Bogasari
Flour Mills merupakan produsen terbesar di Indonesia yang mefuiliki sertifikat
ISO 9002 dari SOS dan Sucofindo sebagai pengaJman atas mutu.
Penelitian dilakukan mulai dari bulan Agustus sampai denganOktober
Tahw1 2005. Waktu tersebut digunakan un!uk memperoleh data dan keterangan
dari pihak-pihak yang terkait dengan penelitian.
3.2 Jenis dan Sumbel' Data
Dalam pelaksanaan penelitian diperIukan data-data yang akurat imtuk
membahas dan menganalisis penanganan produksi tepung terigu.Data untuk
penelitian adaJaI1 data primer dan data sekunder.
Teknik dalam pengwnpulan data dilakukan, pertmna dengan cara
observasi dan wawancara sebagai data primer. Observasi diperoleh dengan melakukan pengamatan Iangsw1g seperti melihat proses produksi tepung terigu,
penanganan gandwn, Om1 penm1gm1m1 tepw1g terigu. Sedangkm1 wawancara
dilakukm1 dengan mengajukm1 pertanyaan kepada manajer pabrik dan k31yawan
diperoleh dari dokumen-dokumen perusahaan sepel'd jumlah silo, jumlah mesin,
fungsi mesin, yang erat kaitaIll1ya dengan produksi, bahan pustaka, maupun data
daI'i instansi terkait.
Jenis data yang dibutuhkaIl dalaIn penelitian adalah sebagai berikut: Data
kualitatif yaitu tentang gaInbaran ummn perusahaan yang meliputi :icjarah
perusahaan, struktur organisasi, proses produksi, KetenagakerjaaIl, Sarana dan
prasarana, Data kuantitatif yaitu tentang volume Pmduksi pada tiap periode
tertentu, jmnlah bahan baku yang digunakan dalam penanganan proses produksi,
dan standardisasi kapasitas produksi serta kualitas produk yang memiliki nilai
satuan angka,
3.3 Metode Pengolahan dan Analisis Data
Dat'1 yang didapat diolah dan dianalisis seCaI'a kualitatif dan kuantitatif.
Pengolahan data secara kualitatif yang meliputi gaInbaran pemsahaan, fasiJitas
produksi, serta proses produksi yang dilakukan secara deskriptif yaitu dengan
memberikan gaInbaran penelitian berdasarkan teoril pustaka yang berkenaap.
dengan vaI'iabel yang diteliti. Sedangkan data kuantitatif yang diperoleh disajikan
dalaITI bentu!< TabeJ berdasarkan aktivitas produksi.
Model penelitian yang lain untuk menganalisis seCaI'a kuantitatif dilakuklill
dengan menggunakan teknik peranlalan, prograIn linier, dan meraInalkaIl dengan
menggmlakaIl garis Trend (Time Series), Tujuan model tersebut guna
menganalisis efektivitas penanganan produksi yang diaInbil dari data triwuIan
3.3.1 Tclmik Peramalan atan Praldraan Produksi
Teknik atau cara yang dapat digunakan untllk melakukan prakiraan atm
peramalan produksi yaitu metode deret waktu (Time Series) yang menunjukkan
perkembangan data produksi dari beberapa waktu yang lalu untuk menyusun pralciraan produksi pada saat sekarang atau yang akan datang (Assallri, 2004:36).
Analisis deret waktu dinyatakan sebagai berikut.
Y=f(x) (l)
Dimana :
y= Jumlah Produksi
X= Waldu yaitu tahun, bulan atau triwulan
Triwulan ini berbentuk hubungan linier atau non linier, yang dapat
dinyatakan sebagai.
y= a+ bx (2)
Dimana:
a dan b adalah konstanta
y= Jumlah Produksi X=Waktu
n= Jumlah priode tertentu
Dengan metode kuadrat terkecil maka nilai a dan b dapat diketahui, yaitu.
-
-a = y - b x
L xy - (L XL y /11
b = セLNNNZNNMM[[MMNZN]NZセセM]MZMᆳ
3.3.2 l'rogram Lillicr (LP)
Program linier merupakan salah satu teknik operation risearch yang
diglmakan paling luas dan diketahui dellgan baik serta merupakan metode
matematik dalan1 mengalokasikan sumber daya yang langka untuk mencapai
tujuan tunggal seperti ュ・ュ。Nセウゥュオイョォ。ョ keuntungan atau meminimurnkan biaya
(Mulyono,2002:13).
Metode LP sebagai penentuan efektivitas penangallan produksi yang
optimal dalam permasalahan meminimumkan biaya sesuai informasi dad manager
perusahaan. Perhitullgan LP melalui perhitullgan ulang (iteration) dimana
langkah-Iangkah perhitungan yang sarna diulang berkali-kali sebelum solusi
optimum dicapai. Langkah dalarn menentukan nilai optimum dengan cara
membentuk LP yang kemudian diubah dalam bentuk Tabel untuk mempermudah
perhitungan.
Nilai optimal dipenuhi dengan informasi-informasi, termasuk nilai
optimum variabel-variabel seperti.
1. Solusi optimum
2. Keadaan sumber daya
3. Kepekaan solusi optimum terhadap perubahan tersedi:mya sumber daya,
koefisien fungsi tujuan, dan konsumsi swnber daya oleh setiap kegiatan.
Pengolahan data menggunakan komputer dengan dibantu program
LINDO, yang diolah dalarn metode matematik LP meliputi variabel keputusan,
a. Variabel Keputusan
Variabel keputusan merupakan jenis produk yang ditentukan oleh
pemsabaan sebagai variabel yang menguraikan secara lengkap keputusan yang
akan dibuat.
Dimana:
XI = Jenis Produk I X2= Jenis Produk 2
X3= Jenis Produk 3 dst.
b. Fungsi Tujuan
Fungsi tujuan mempakan langkab perusabaan dalam menetapkan tujuan
untuk meminimumkan biaya penanganan produksi tepw1g terigu yang dilakukan.
Dimana:
MinimU111kan Z= alxl
+
a2x2 al adalab nilai produk pertamaa2 adalab nilai produk ke dua
Xl adalah Jumlab produk I
X2 adalab Jumlab Produk 2
c. Sistem Kendala
Kendala-kendala yang ada pada penanganan produksi tepung terigu seperti
penggunaan baban baku, Penggunaan air, listrik, Jam kerja, dan kapasitas mesin .
Dimana:
Y Merupakan besar penggunaan baban baku, , Penggullaan air, listrik, Jam
kerja, dan kapasitas mesill, sedangkan untuk simbol セ menandakan babwa
perusahaan memprioritaskan pellggunaan sumbel' daya yang dimiliki agar
meminimlm1kan biaya dan paneapaian target produksi.
d. Analisis Dual
Analisis dual merupak!m parameter dalam melihat perubaban pada biaya
yang diukur dengan pemakaian sumber daya. Sehinggga perusabaan dapat
mengetabui sumber daya mana yang sebagai kendala aktif yaitu kendala ya'1g membatasi nilai tungsi tujuan.
Nilai dual atau harga bayangan (Shadow Price) menunjukkan perubaban
yang teljadi pada fungsi tujuan apabila slilllber daya berubab sebesar satu satuan.
Sedangkan jika nilai surplus> 0 dan nilai dual = 0 maka sumber daya tersebut
sebagai sumber daya berlebih, begitu juga sebaliknya.
e. Analisis Sensitivitas
Analisis sensitivitas ditujukan untuk mengetabui sejauh mana jawaban
optimal tersebut dapat diterapkan apabila terjadi perubahan dalam parameter yang
memb!mgun model.
f. Analisis Penyimpangan
Analisis penyimpangan dilakukan setelab diperoleh hasil pemeeaban
optimal. Analisis ini dilakukan dengan membandingkan model. pemeeahan ya'lg
3.3.3 AnalisisTimeSeries
Data berkala (Time Series) adalah data yang dikumpulkan dari waktu ke
waktu, untuk menggambarkan perkembangan suatu kegiat,m (perkembangan
produksi, jumlah produksi, jumlah procluk clan lain sebagainya). Analisis clata
berkala memungkinkan clapat cliketahui perkembangan produksi tepung terigu
climasa yang akan datang atau saat ini dengan pengaruh beberapa variabel yang
ada kaitannya. Pada metoje ini sebagai analisis penanganan produksi tepung
menggunakan komponen gerakan Trendjangka panjang dan variasi musim dalam
clata (Supranto, 2000:121).
Gerakan Trend jangka panjang yaitu suatu gerakan yang menunjllkkan
arah perkembangan secara umllm (kecenclerungan menaik/ menurun), dengan
demikian penanganan yang digunakan dalam produksi terlihat lebih efektif dan
mengllkur sejauh mana penanganan yang dilakukan oleh jjerusahaan terhadap
jllmlah produksi serta kualitas produk.
Untuk mernpermuclah penghitungan peramalan produksi Tahun 2005 pada
Trendjangka panjang bulan Juni, Juli, dan Agustus dilakukan dua priode untuk
setiap indeks bulanan dengan variasi musim dalam data Tahlill 2003 dan 2004,
yang mana untuk melihat bulan-bulan saat produksi ketika mengalami penurunan
atau peningkatan. Model tersebut digunakan setelah peramalan Tahunan
diperoleh, kemudian menganalisis peramalan priode bulanan pada variasi musim
3.3.4 Pengendalian Sifat-sifatProduk(P-Chart)
Bagan pengawasan/ pengendalian untuk sifat-sifat barallg (kadang-kadang
disebut P-Chart) didasarkan atas proporsi (persenlase) produk-produk yang
ditolak oleh perusahaan. Sampel yang diteIima atau ditolak dari keseluruhan
kumpulan produk jadi atas dasar jumlah cacat, dalam sampel biasanya lebih
merupakan pemeriksaan sifat-sifat barang(alribuls) (Handoko., 2000:446). Untuk
menyusun suatu bagan pengawasan sifat-sililt barang dengan tujuan mengetahui
batasan-batasan kualitas di bentuk suatuDiagram Multiple Smnpling.
Dalam kasus ini batasan-batasan pengawasan menggunakan standar
deviasi (0) atau"slandar error" yang mana diketahui analisis penyimpangan dari
jumlah pengamatan yang diterima berdasarkan stand,tr kualitas. Pengamatan yang
dilakukan pada gandum dan tepung terigu dianalisis oleh pihalc Laboratorium
dengan penuh peltimbangan dan dibantu dengan metode penghitungan Chi
Kuadrad (X Tabel) dalam menentukan standar penolakan (Sugiyono, 2002:226).
Untuk mencari standar penyimpangan yang belurn diketahui diformulasikan
sebagai berikut (Supranto, 2000:38).
(Y
=
'-,=,Lc...;(>-.X_-_X--,)c--2
V
n - IDimana;
0' = Standar Deviasi
X = Data Pengamatan
Sebagai penetapan besarnya sampel yang diterapk,m pada kegiatan
inspeksi,maka dapat diformulasikan sebagai berikut (Handoko, 2000:438).
n=[iN
Dimana:
n= Besarnyal ukuran sampel
N= Keseluruhan kumpulan produk
3.3.5 Penetapan Ukuran Air danAdditive
Penambahan air pada gandum guna mempennudah proses penggilingan serta memberikan kadar air tepung sesuai dengan spesifikasi produk. Tingkat
keluaran airdi sel-upsecara otomatis dengan sistem komputerisasi programLogic
Control, sedangkan untuk manual dapat difonnulasikan sebagai berkut.
M1-M2
l-hO = ---X
Q
100-M2 Dimana:
Ml = Kadar Air Awal (%)
M2 = Kadar Air pada Gandum(%)
Q = Kapasitas Produksi/ Jam(ToniJanl)
H20 = Berat air yang ditambahkan (Liter/ Jam)
PenambahanAdditive pada tepung sebagai pencampuran zat vitamin yang dilakukan oleh bagian Quality Conlrol yang sesuai dengan spesifikasi produk tepung terigu. Tingkat keluaranadditivediformualsikan sebagai berikut.
Dimana:
A= Kapasitas Bl 31.1
Toni
JamB= Ekstraksi Tepung Terigu 76% (0,76)
C= AliranAdditive170 (PPM)
3.4 Kerangka Pemikiran Operasional
Berdasarkan permasalahan mengenai penanganan proclnksi tepung terigu,
dalam penelitian ini beltujuan untnk memecahkan masalah penyesuaian produk
dan target produksi dengan kendala yang dimiliki. Hal ini kegiatan produksi
dihadapkan pada keterbatasan sumber daya serta meningkatnya jumlah
permintaan. Pemsahaan dalam mengolah gandum menjadi tepllng terigu membuat
batasan-batasan proses penanganan produksi gwla tidak teJjadikelebihan
pemakaian sunlber daya dan penambahan biaya sehingga penyesuaian produksi
tepung terigu dapat teratasi. Penanganan produksi tepung terigu tersebut dapllt
digunakan dengan metode Linier Programing, Peramalan Prodnksi, dan P-Chart.
Linier programing menentukan jumlah sumber daya yangdigunakan
dengan biaya yang dibutuhkan dalam per Ton, memberik;m soIusi optimum
terhadap pemsahaan yang akan meminimumkanbiaya. Peramalan produksi
melihat jumlah produksi yang akan datang di Tahun 2005 guna mengantisipasi
kelebihan persediaan dan permintaan, sedangkan P-Chart menentukan
batasan-batasan pengendaJian proses prodnksi guna prodnksi tepung tcrigu sesuai..dengan
Visi, Misi, dan Kebijakan Perusahaaan Input:
*
Tujuan Perusahaan*
Target Perusahaan*
Pengembangan SDM*
Strategi Perusahaan-1
Terus-menerus-4
Terputus-putus Standar KebijakanPotensi Perusahaan
Penanganan Proses Produksi Input:
*
Jumlah Gandum*
Jumlah Tepung Terigu*
Kapasitas Mesin*
Tenaga Kerja [ 1 ][2
I
Metode Program Linier Peramalan Produksi
Staudar Proses Produksi Perkembangan Produksi
Efektivitas Produksi
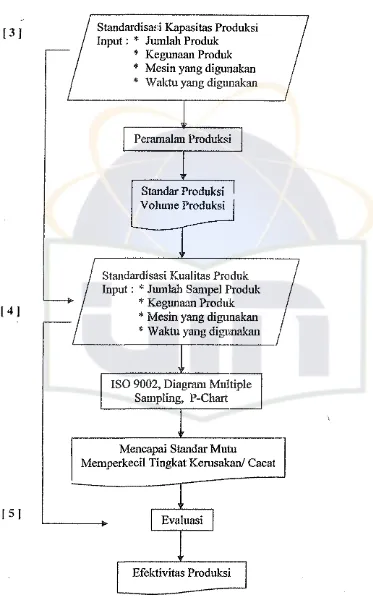
[ 3]
[ 4 ]
Standardism:i Kapasitas Produksi Input:
*
Jumlah Produk*
Kegunaan Produk*
Mesin yang digunakan*
Waktu yang digunakanPerarnalan Produksi
Standar Produksi Volume Produksi
Standardisasi Kualitas Produk Input:
*
JurnIah Sampel Produk*
Kegunaan Produk*
Mesin yang digunakan*
Waktu yang digunakan'---
-,--
1
ISO 9002, Diagram Multiple
I
Sampling, P-Chart[ 5
I
J
Mencapai Standar Mutu
Memperkecil Tingkat Kerusakan/ Cacat
[image:51.522.60.433.100.699.2]Efektivitas Produksi
BABIV
GAMBARAN UMUM PERUSAHAAN
4.1 Sejarah dan Perkembangan Perusahaan
PT.Indofood Sukses Makmur Tbk. Bogasari Flour Mills secara notarial
didirikan pada tanggal 7 Agustus 1970 dengan kegiatan utama pcrusahaan
mengglah gandum menjadi tepung terigu dan setelah masa konstruksi selama satu
Tahun pabrik Jakarta mulai beroperasi secara komersial tanggal 29 Nopember
1971 yang terietak didaerah Cilincing Jakarta Utara. Persetujuan pendirian pabrik
dikeluarkan DiJjen Perindustrian melalui surat No. 46I/ Bina! V/1970.
Perusahaan ini disepakati berada dibawall naungan Badan Urusan Logistik
(BULOO) yang bertindak sebagai importir gandUl11 dan distributor tepUhg terigu.
Tujuan dari monopoli BULOG illi untuk melljamill kelallgsungan pasokan terigu
dan melljaga stabilitas harga. Akan tetapi BULOG mel11iliki kelel11ahan karena
,idak mempunyai fasilitas penggilingan, sehingga BULOG menunjuk PT. ISM
Bogasari Flour Mills sebagai pengolah gandurn menjadi teptmg terigu.
Seiring meningkatnya permintaan tepung terigu dalam negeri Bogasari
mendirikan pabrik tepung terigu yang terletak di JI. Nilaln No 16 di kawasan
pelabuhan Tanjung Perak Surabaya yang mulai bcroperasi pada tanggalIO Juli
1972. Untuk mendukung kegiatan produksi dan efisiensi biaya Bogasari
mendirikan pabrik kantong terigu yang berada dalam tanggung jawab Divisi
Tekstil.yang mulai beroperasi pada bulan Januari 1977dida<lrahCiteureup Bogor.
menghasilkan kantung terigu sekitar 9.000.000 per bulan. Kantung terigu Inl
digunakan oleh kedua pabrik tepung di Jakarta dan Surabaya.
Sebagai perusahaan yang di tunjuk pemerintah untuk memproduksi tepung
terigu maka Bogasari merasa berkewajiban memberikan pengetahuan mengenai
penggunaan tcpung terigu yang baik dan benar. Untuk itu tahun 1981 dibuka
Bogasari Baktng School di Jakarta. Dengan kegiatan mengadakan kursus-kursus
gratis kepada pihak-pihak yang memerlukan.
Pada tanggal 30 Juni 1995 Bogasari Flour Mills Division diakuisisi oleh
PT.lndofood Sukses Makmur, perusahaan yang 51% sahamnya dimiliki oleh
PT.Indocement Tunggal Prakarsa, selm1iutnya nama Bogasari disebut
PT.Il}dofood Sukses Makmur Bogasari Flour Mills smnpai saat ini. Sebagai
organisasi terbesar Bogasari berpedoman pada konsep mutu terpadu berlandaskan
filIsafilh" Kesafuan, Kesejahferaan, dan Keselarasan" scrla pcIayanan yang
mcmuaskan kcpada semua pclanggan.
. Berdasarkan Kepprcs No.l91 19981 tanggal 21 Januari 1998 tcntang
pcmbcbasan pcmbclian gandum dan pcnjualan tcpung tcrigu, monopoli BULOG
lcrhadap industri lepung dihapuskan. Peraturan tcrsebut mengubah pm'adigma
bisnis dan slruklur induslri lcpung Bogasari yaitu adanya kcbcbasan I11cngalur
pcmbclian gandum, penjualan tepung tcrigu, dan manjemen pcrusahaan menjadi
terbuka. Kondisi tersebut menjadi tuntutan bagi Bogasmi untuk meningkatkan
mutu produk, sehingga dapat bersaing dengan produsen-produsen terigu yang lain
Melihat perkembangan produksi tepung terigu sampai saat ini
menggambarkan tingkat produktivitas masih mengalami naik dan turun, meskipun
tenologi yang digunakan sudah menunjukkan kecepatan dalam proses. Perubahan
pasar, kemajuan teknologi, dan faktor SDM akan mendptakan kecenderungan
pada hasil produksi. Sumber Daya Manusia (SDM) yang memiliki kemampuan
dalam mengembangkan teknologi khususnya pada proses produksi memberikan
nilai lebih dari outputs yang dihasilkan begitu juga pengetahuan mengenai
penggunaan teknologi tersebut akan megurangi biaya produksi.
Kegiatan produksi jika tidak ada inovasi terhadap produk maka teIjadi
penurunan produksi hal ini disebabkan banyak konsumen yang betalih kepada
produk lain (produk barn) yang diciptakan oleh banyak perusahaan deng!lll harga
yang murah (Handoko, 2000:34).
4.2 Lctak Gcografis
Bogasari memiliki dua pabrik tepung terigu yakni di JJ.Cilincing Raya
No.1 Tanjung Priok dengan luas pabrik adalah
±
41 ha dan dapat ll1empennudahuntuk distribusi dan proses produksi. Kantor pusat Bogasari beralamat di Wisma
Indocement JJ. Jendral Sudinnan Kav 70-71 lantai 17/18.
Pabrik yang kedua di Surabaya Tanjung Perak dengan luas
±
13,9 ha yangmemiliki ka.pasitas produksi 5.500 Ton gandurn/ had dengan ekstraksi tepung
yang dihasilkan 4.070 Ton (74%) dan 1.430 Ton untuk pl'oduk samping (26%)
..
PT.fSM Bogasan
fiセセセエセセiisj
JI.Cilincing Raya No. tTanjung Priok
PT.ISM Bognsari
Flour Mills Pintu 1
Jl Mambo
, >,
セ。ォオョァ
Cilincing Raya-11.Cilincing Itaya
J1. Yos Sudarso Seppas
JI.Enggano Terusnn
JI.Gunungsセ。ィZGZイゥセaセョセcoセi
=
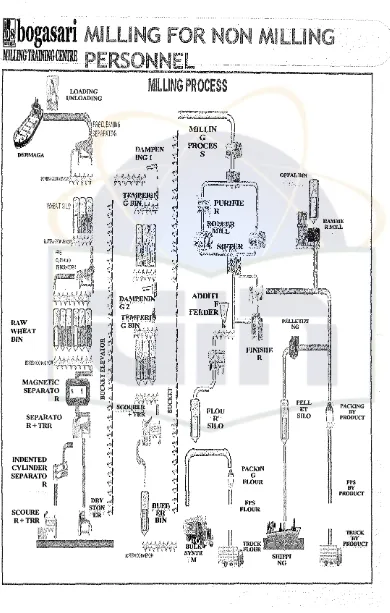
Tata letak proses produksi yang dekat dengan pelabuhan dapat
memperlancar jalur distribusi. Hal ini perlu penanganan lebih efektif atas
produk-produk untuk dikirim kepada konsumen. Seperti peletakkan barang-barang yang
sudah jadi sesuai jenis dan ukuran, serta pernanfaatan mesin pada saat tidak
melakukan proses yaitu dengan cara perawatanJ pemeliharaan. Layout gedung
pada fasilitas gedung untuk penempatall produk juga dilengkapi peralatan
pengatur suhu dan kelembaban udara, sehingga dapat menjamin kualitas produk
ml'lnjadi terbaik.
Tata letak (layout) merupakan salah satu keputusan efisiensi operas!
perusahaan dalam jangka panjang seperti hal kapasitas, proses, serta mutu kerja
(Render, 2001 :272).Layoutpabrik tepung terigu disajikan pada Gambar 7.
4.3 Struktor Organisasi
PT ISM Bogasari Flour Mills menghasilkan tiga macam produk yaitu
tepung terigu, pasta, dan produk samping. Dalam menjalankan bisnisnya
、ゥォ・ョ、。ャゥォセュ oleh Deputy Chief Operating Officer merupakan pimpinan tertinggi
Bogasari yang membawahi empat Senior Vice President (SVP), yaitu SVP
Commercial, SVP Mam!facturing, SVP Human Resources dan SVP Finance.
Setiap Senior Vice President membawahi Vice President dan manajer
pabdk untuk menjamin kelangsungan produksi. Struktur organisasi selengkapllya