Bab 1
Pendahuluan
1.1. Latar Belakang Masalah
PT. Pupuk Kujang adalah salah satu perusahaan yang bergerak dibidang pembuatan pupuk yang salah satu produknya adalah urea. Bahan baku utama yang digunakan adalah gas alam, air, dan udara. Secara garis besar bahan baku utama tersebut diolah untuk menghasilkan ammonia cair dan karbondioksida. Ammonia cair dan karbondioksida dicampur di unit sintesa. Kemudian urea yang terbentuk dari unit sintesa dimurnikan di unit dekomposisi lalu dipekatkan dan dikristalkan yang kemudian dikirim ke unit pembutiran untuk dibuat urea prill. Selanjutnya, urea prill tersebut ditransfer ke dinas pengantongan untuk dikemas. Urea prill tersebut dikemas dalam karung dengan berat bersih 50 kg.
Suatu proses produksi akan berpeluang menghasilkan suatu produk yang bervariasi sehingga berbeda dengan standar yang telah ditetapkan oleh perusahaan. Salah satunya perbedaan dari timbangan berat bersih produk yang tidak sesuai dengan kebijakan perusahaan. Hal tersebut bisa terjadi dengan banyaknya faktor penyebab kesalahan didalam proses produksinya. Dengan persaingan industri di Indonesia yang semakin ketat maka hal ini tidak dapat dibiarkan begitu saja. Karena suatu produk yang bermutu dan berkualitas tinggi akan berkaitan dengan kepuasan konsumen yang secara langsung akan memberikan keuntungan pada perusahaan.
Salah satu metode yang bisa digunakan untuk meningkatkan mutu kualitas produk agar memiliki kesesuaian dengan standar yang telah ditetapkan oleh perusahaan yaitu dengan menerapkan metode six sigma, six sigma adalah suatu metode yang memiliki tujuan untuk mengurangi cacat hasil produksi dan meminimalkan ongkos produksi. Dari pengertian diatas bisa dikatakan six sigma memiliki tujuan untuk meningkatkan mutu kualitas suatu produk mulai dari pembuatan sampai ongkos pembuatan yang bisa berdampak pada keuntungan perusahaan.
Dari uraian diatas, proses pengendalian kualitas perlu dimaksimalkan oleh PT Pupuk Kujang, yang tujuannya untuk mempertahankan kualitas dan kuantitas dari urea prill yang dihasilkan agar sesuai dengan karakteristik dan spesifikasi produk yang ditetapkan berdasarkan kebijakan pimpinan perusahaan. Pengendalian kualitas ini juga merupakan usaha untuk meningkatkan mutu kualitas produk urea agar semua hasilnya memiliki kualitas yang sesuai dengan standar yang telah ditetapkan oleh perusahaan. Dalam penelitian ini akan dibahas tentang
“Pengendalian Kualitas Proses Pengemasan Pupuk Urea Di PT. Pupuk Kujang Cikampek”
1.2. Identifikasi masalah
a) Jenis cacat apa saja yang terjadi pada saat proses pengemasan di PT Pupuk Kujang?
b) Proses apa saja yang dapat menyebabkan menurunya kualitas proses pengemasan pupuk urea prill di PT Pupuk Kujang?
c) Apakah pengendalian mutu proses pengemasan pada periode agustus 2013
– september 2014 terkendali atau tidak terkendali?
1.3. Tujuan penelitian
Dalam melakukan penelitian pengendalian kualitas menggunakan metode six sigma ini Tujuan yang ingin dicapai adalah:
b) Mengidentifikasikan proses apa saja yang mempengaruhi mutu pengemasan pupuk urea di PT Pupuk Kujang.
c) Memberikan rekomendasi perbaikan pada proses pengemasan untuk mengurangi kecacatan pada kemasan di PT Pupuk Kujang.
1.4. Asumsi
Dalam melakukan penelitian pengendalian kualitas menggunakan metode six sigma di PT Pupuk Kujang ini diasumsikan semua pekerja di unit bagging dalam kondisi sehat.
1.5. Pembatasan masalah
Agar tidak terjadi penyimpangan dari pokok permasalahan terhadap pengendalian kualitas yang di hadapi di PT. Pupuk Kujang maka dilakukan pembatasan masalah sebagai berikut :
a) Penelitian hanya dilakukan pada produk urea prill 50kg di PT Pupuk Kujang Cikampek.
b) Penelitian hanya dilakukan di bagian bagging di PT. Pupuk Kujang Cikampek.
1.6. Sistematika Penulisan
Lembar Pengesahan Lembar Pernyataan Abstrak
Bab 1 Pendahuluan
1.1. Latar Belakang Masalah
Bagian ini berisikan tentang asal masalah dari apa yang akan diselesaikan dan metode apa yang dipilih untuk menyelesaikan permasalahan tersebut.
1.2. Identifikasi Masalah
Bagian ini berisikan tentang menentukan atau menspesifikasikan suatu permasalahn yang ada, sehinnga permasalahan yang akan diselesaikan lebih fokus dan terarah
1.3. Tujuan Penelitian
Bagian ini berisikan tentang tujuan dari penelitian ini dilakukan sehingga dapat memberikan dampak positif bagi perusahaan tempat dilaksanakannya penelitian.
1.4. Asumsi
Begian ini berisikan tentang asumsi penulis tentang yang terjadi di dalam perusahaan tempat dilakukannya penelitian.
1.5. Pembatasan Masalah
Bagian ini berisikan tentang batas-batas permasalahan yang akan diselesaikan si dalam perusahaan, sehingga di dalam menyelesaikannya lebih fokus dan terarah.
1.6. Sistematika Penulisan
Bagian ini berisikan tentang urutan urutan sistematik di dalam pembuatan dan penulisan laporan.
Bab 2 Landasan Teori
Bab 3 Kerangka Pemecahan Masalah
Bab ini berisikan tentang kerangka pemecahan masalah (flowchart) yang digunakan untuk memecahkan permasalahan dan tentang cara-cara urutan yang sistematik di dalam memecahkan permaslahan.
Bab 4 Pengumpulan Dan Pengolahan Data
Bab ini berisikan proses pengumpulan data dan menganalisis pengendalian kualitas ures prill 50kg di PT. Pupuk kujang.
Bab 5 Analisis
Bab ini berisikan tentang hasil dari pengolahan data yang didapat pada bab sebelumnya tentang hasil menganalisis pengendalian kualitas urea prill 50kg di PT. Pupuk Kujang Cikampek.
Bab 6 Kesimpulan Dan Saran
Bab ini berisikan tentang hasil kesimpulan dari keseluruhan proses penelitian yang telah dilaksanakan di PT.Pupuk Kujang Cikampek dan memberi saran yang bermanfaat atas hasil penelitian untuk peningkatan mutu dan kualitas dari produk yang dihasilkan.
Bab 2
Landasan Teori
2.1. Pengertian Mutu
Definisi mutu atau kualitas menurut para ahli dikemukakan secara berbeda akan tetapi memiliki maksud yang sama yang berarti mutu atau kualitas adalah tingkat baik buruknya sesuatu; kadar, derajat atau taraf yang artinya secara bebas adalah standar sesuatu sebagai pengukur yang membedakan suatu benda dengan yang lainnya. Dibawah ini pengertian mutu menurut beberapa para ahli:
Dikemukakan oleh Philip B. Crosby (1979:3) bahwa “mutu adalah
kesesuaian terhadap persyaratan-persyaratan. persyaratan-persyaratan perlu dispesifikasikan secara jelas sehingga semua orang tahu apa yang diharapkannya”.
Dikemukakan Ahyari (2012:3) bahwa “mutu adalah jumlah dari sifat-sifat
produk, seperti daya tahan, kenyamanan pemakaian dan daya guna”.
2.2. Pengertian Pengendalian Mutu
Rudy Priantoro (2012:4) mengemukakan bahwa “pada intinya pengendalian mutu adalah kerja sama dan keterpaduan maksud dan tujuan dalam memproduksi barang atau jasa untuk menghasilkan mutu produk yang tinggi”. Dengan melakukan pengendalian pada cycle, setiap tahap dalam proses produksi yang merupakan gugus mata rantai produksi sehingga dapat dijamin keterpaduan dan kerja sama yang baik antara kelompok karyawan pada tahap produksi dengan managemen, untuk menghasilkan mutu dan hasil kerja kelompok sebagai mata rantai produksi.
2.3. Konsep dan Tujuan Pengendalian Mutu
sangat ekonomis serta dapat memuaskan kebutuhan dan keingian konsumen. Beberapa alasan mengapa pengendalian mutu harus diterapkan oleh suatu perusahaan antara lain:
a) Agar produk yang dihasilkan sesuai dengan spesifikasi yang telah ditentukan oleh pengguna sebelumnya, sehingga dapat memuaskan konsumen didalam memenuhi kebutuhan dan keinginannya.
b) Kesalahan-kesalahan yang mungkin terjadi dapat dihindarkan sehingga akan menghemat pemakaian bahan baku, dan sumber daya lainnya, serta produk-produk yang cacat atau rusak dapat dikurangi.
2.4. Six sigma
2.4.1. Pengertian Six sigma
Sigma yang berarti standar deviasi yang menggambarkan variasi proses dari nilai rata-rata nilai yang bisa digambarkan dengan arah positif atau negatif. Sigma dalam statistik dikenal sebagai simpangan baku yang menyatakan nilai simpangan terhadap nilai tengah. suatu proses dikatakan baik apabila berjalan pada rentang yang telah disepakati. Rentang tersebut memiliki batas, batas atas atau USL dan batas bawah LSL. Proses yang terjadi diluar rentang disebut cacat.
2.4.2. Dasar Statistik Six sigma
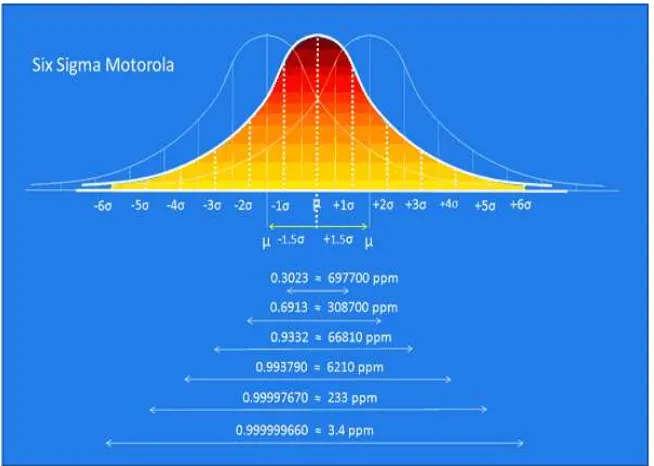
Kalau pada umumnya standar kualitas dinyatakan dalam ±3 Sigma, maka six sigma menggunakan ±6 Sigma. Nemun demikian, jika kita hitung berapa banyak produk yang akan berada diluar batas penerimaan atau produk cacat berdasarkan statistik, angkanya jauh lebih kecil daripada 3,4 DPMO. Jumlah produk cacat 3,4 dalam satu juta produk atau potensinya sebenarnya sudah sangat kecil.
Ukuran 6 Sigma (six sigma) pada kurva normal mewakili tingkatan utilitas jumlah produk yang harus dalam kondisi baik dengan probabilitas 0,9999996660 (probabilitas defect yang diijinkan berarti 1 - 0,9999996660), yang artinya hanya diijinkan jumlah produk yang cacat adalah 3,4 per satu juta produk. Atau dengan kata lain enam Sigma adalah tingkatan yang setara dengan variasi proses sejumlah setengah dari yang ditoleransi oleh tahap desain dan dalam waktu yang sama memberi kesempatan agar rata-rata produksinya bergeser sebanyak 1,5 defiasi standar dari target. Gambar 2.1 menjelaskan konsep enam Sigma dalam kurva normal.
Jika rata-rata atau target dijaga maka kemungkinan terjadinya cacat diluar wilayah yang 6 Sigma kedua arah hanyalah satu per satu milyar kejadian. Jika pergeseran terjadi kedua arah, makakemungkinan cacat pafa tingkatan enam Sigma paling banyak hanyalah 3,4 per satu juta kejadian, dan jika pergeseran terjadi pada target distribusi, maka jumlah cacat hanyalah dua per satu milyar kejadian.
Dengan cara yang sama dapat definisi kualitas 3 Sigma, kualitas 5 Sigma dan seterusnya, cara termudah mempelajari konsep ini adalah dengan membayangkan jarak dari target kebatas atas atau batas bawah spesifikasi (setengah batas toleransi) yang diukur oleh deviasi standar variasi yang terlibat pada tingkatan Sigma. Level kualitas (Sigma) bisa ditemukan dengan bantuan excel dengan rumus sebagai berikut:
=NORMSINV (1 – DPMO/1.000.000) + SHIFT
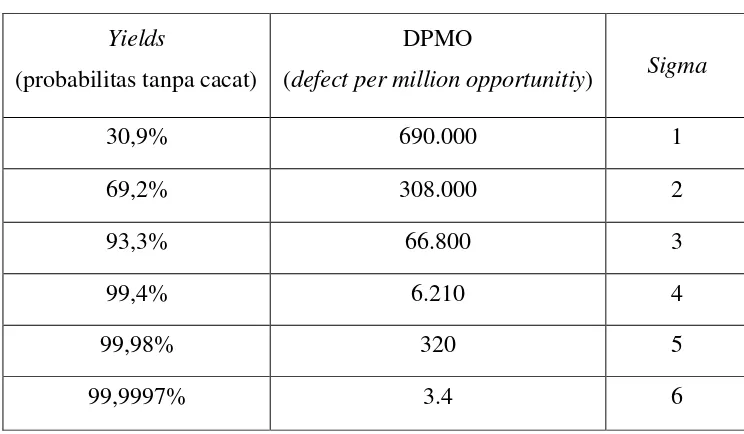
Pada tabel 2.1 menunjukan perubahan nilai atau tingkat kualitas setiap pergeseran standar deviasi atau Sigma per satu juta pada satu ekor distribusi normal.
Tabel 2.1 Tingkat Kualitas Sigma Yields
(probabilitas tanpa cacat)
DPMO
(defect per million opportunitiy) Sigma
30,9% 690.000 1
69,2% 308.000 2
93,3% 66.800 3
99,4% 6.210 4
99,98% 320 5
Dalam banyak kasus, penendalian proses agar sesuai dengan target merupakan pilihan yang lebih murah dibandingkan mengurangi variabilitas proses. tingkatan Sigma dapat dengan mudah dihitung dengan excel, menggunakan formula:
=NORMSINV (1 – Jumlah Cacat/Jumlah Kemungkinan) + SHIFT
Tidak semua proses harus beroperasi pada tingkatan kualitas six sigma, itu semua bergantung pada seberapa penting suatu proses secara strategis serta biaya perbaikan jika dibandingkan dengan keuntungan yang didapatkan. Tebel 2.2 menunjukan perbedaan level kualitas pada 3 Sigma dan 6 Sigma di perusahaan.
Tabel 2.2 Level Kualittas Pada 3 Sigma Dan 6 Sigma Di Perusahaan
3 sigma 6 sigma
Biaya kegagalan 10-15% dari penjualan Biaya kegagalan 5% dari penjualan 66.067 defect per satu juta CTQ 3.4 defect per satu juta kemungkinan Tergantung pada deteksi untuk temukan defect Fokus pada proses, bukan menghasilkan defect
Percaya kalau kualitas yang tinggi itu mahal Menghasilkan kualitas tinggi, dan menciptakan biaya rendah
Tidak tersedia pendekatan sistematik Menggunakan pengukuran analisis, perbaikan dan kontrol
Membandingkan dengan pesaing terbaik dunia Definisi CTQ secara eksternal (dari costumer)
2.4.3. Metrik dan Pengukuran Six sigma
Six sigma dimulai dengan penekanan cara pengukuran kualitas yang berlaku secara umum. Dalam terminologi six sigma, sebuah cacat (defect) atau ketidakcocokan (nonconformance) adalah kekeliruan atau kesalahan yang diterima pelanggan. Unit kerja adalah outpu suatu proses atau tahapan proses. kualitas output diukur dalam tingkat kecacatan per unit (defect per unit – DPU).
Akan tetapi jenis pengukuran output seperti ini cenderung lebih berfokus pada produk akhir, buka pada proses yang menghasilkan produk tersebut. Selain itu, cara ini sulit diterapkan pada proses dengan tingkat kesulitan yang berbeda, terutama aktivitas jasa. Dua proses yang berbeda bisa saja memiliki jumlah peluang kesalahan yang amat berbeda, sehingga menyulitkan perbandingan konsep. Six sigma mendefinisikan ulang pengertian kinerja kualitas sebagai tingkat kecacatan per juta kemungkinan. (defect per million opportunities – DPMO).
� � = � � � �× � � ×
Keterangan:
Deffect: Jumlah cacat yang ditemukan
Unit inspected: Jumlah unit yang diproduksi
Deffectopportunity: Kemungkinan kesalahan
2.4.4. Metodologi Six sigma
Didalam implementasinya metode six sigma memerlukan sejumlah tahap yang dikenal dengan DMAIC, yaitu:
1. Define
Define bertujuan untuk mengidentifikasi produk atau proses yang akan diperbaiki dan menentukan sumber-sumber (resources) apa yang dibutuhkan dalam pelaksanaan proyek. Untuk memperoleh tingkat kualitas tertentu dari sebuah hasil yang diinginkan, manajemen perusahaan bisa mengukur, mengkaji, mengendalikan dan menyempurnakan faktor-faktor kunci yang amat berpengaruh terhadap hasil tersebut.
2. Measure
Pada tahap ini, terlebih dulu manajemen harus memahami proses internal perusahaan yang sangat potensial mempengaruhi mutu output (disebut critical to quality/ CTQ). Kemudian mengukur besaran penyimpangan yang terjadi dibandingkan dengan baku mutu yang telah ditetapkan pada CTQ. Artinya dalam tahap ini kita harus mengetahui kegagalan atau cacat yang terjadi dalam produk atau proses yang akan kita perbaiki. Secara umum tahap Measure bertujuan untuk mengetahui CTQ dari produk atau proses yang ingin kita perbaiki, selanjutnya mengumpulkan beberapa informasi dasar (baseline information) dari produk atau proses dan terakhir kita menetapkan target perbaikan yang kita ingin capai.
Pada saat menelusuri atau mengukur proses internal yang mempengaruhi CTQ, pengumpulan data harus dilakukan dengan benar, untuk itu di bawah ini beberapa pertanyaan untuk membantu pada saat pengumpulan data:
1. Pertanyaan apa saja yang harus dijawab?
2. Data jenis apa yang dibutuhkan untuk menjawab pertanyaan? 3. Siapa yang dapat menyediakan data tersebut?
4. Bagaimana mengumpulkan data yang optimal tanpa melakukan kesalahan?
3. Analyze
Disini manajemen berupaya memahami mengapa terjadi penyimpangan dan mencari alasan-alasan yang mengakibatkannya. Maka dari tiu, manajemen harus mengembangkan sejumlah asumsi sebagai hipotesis. Hipotesis atau dugaan-dugaan sementara mengenai faktor-faktor penyebab penyimpangan harus diuji. Jika hasil uji terhadap hipotesis diterima berarti faktor-faktor penyebab simpangan berpengaruh secara signifikan terhadap penyimpangan yang ada. Apabila hasil uji terhadap hipotesis ditolak berarti faktor-faktor tersebut tidak berpengaruh secara signifikan terhadap penyimpangan yang ada. Setelah mendata faktor-faktor yang dominan mengakibatkan penyimpangan, manajemen harus melangkah ke tahap improve.
4. Improve
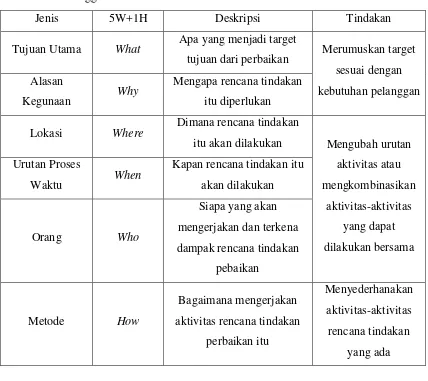
metode 5w+1h dapat digunakan pada tahap pengembangan dan pemberian usulan perbaikan pada rencana perbakan yang akan dilakukan.
Tabel 2.3 Penggunaan Metode 5w+1h Untuk Rencana Tindakan Perbaikan
Jenis 5W+1H Deskripsi Tindakan
Tujuan Utama What Apa yang menjadi target
tujuan dari perbaikan Merumuskan target sesuai dengan
Lokasi Where Dimana rencana tindakan
itu akan dilakukan Mengubah urutan aktivitas atau
Kapan rencana tindakan itu akan dilakukan
2.5. Seven Tools
Didalam membantu pelaksanaanya metode six sigma didalamnya terdapat alat-alat bantu yang bisa membantu memaksimalkan kegunaan metode tersebut, seven tools adalah alat bantu yang bisa digunakan untuk memetakan suatu persoalan sengan cara menyusun data di dalam suatu diagram agar lebih mudah dimengerti dan dipahami serta untuk mengetahui inti penyebab dari suatu permasalahan.
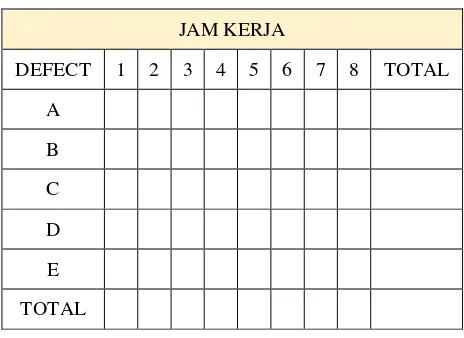
2.5.1 Check Sheet
Lembar pengamatan adalah lembar yang digunakan untuk mencatat data produk termasuk juga waktu pengamatan, permasalahn yang dicari, dan jumlah cacat pada setiap permasalahan.
Tabel 2.4 checksheet
JAM KERJA
DEFECT 1 2 3 4 5 6 7 8 TOTAL A B C D E TOTAL
2.5.2 Scatter Diagram
Gambar 2.3 scatter diagram
2.5.3 Fishbone Diagram
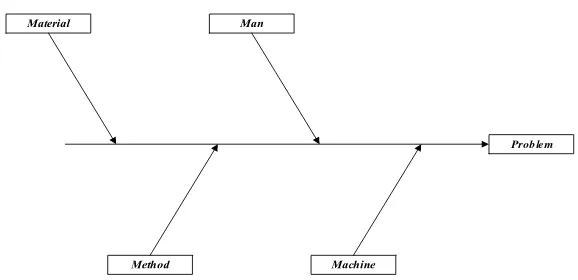
Diagram sebab akibat juga sering disebut ishikawa diagram karena diagram ini diperkenalkan oleh dokter Kaoru Ishikawa pada tahun 1943. Diagram ini terdiri dari sebuah panah horizontal yang panjang dengan deskripsi masalah. Penebab-penyebab masalah digambarkan dengan garis radial dari garis panah yang menunjukan masalah. Kegunaan dari diagram sebab akibat adalah:
1. Menganalisis sebab dan akibat suatu masalah 2. Menentukan penyebab permasalahan.
3. Menyediakan tampilan yang jelas untuk mengetahui sumber-sumber variasi.
Problem
Gambar 2.4 diagram sebab akibat
0 10 20 30 40 50 60 70 80 90
0 20 40 60 80 100 120
Qu
al
it
y
Price
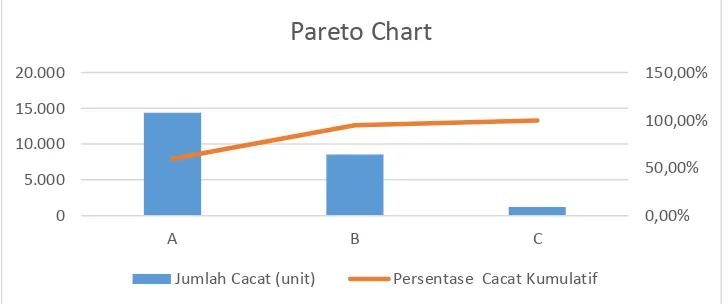
2.5.4 Pareto Chart
Fungsi dari pareto diagram adalah untuk mengidentifikasi atau menyeleksi masalah utama peningkatan kualitas. Diagram ini menunjukan seberapa besar frekuensi berbagai maca tipe permasalahan yang terjadi dengan daftar masalah pada sumbu x dan jumlah atau frekuensi kejadian pada sumbu y. Kategori masah diidentifikasikan sebagai masalah utama dan maslah yang tidak penting. Prinsip pareto adalah 80% masalah (ketidaksesuaian atau cacat) disebabkan oleh 20% penyebab. Pronsip pareto ini sangat penting karena prinsip ini mengidentifikasi kontribusi terbesar variasi proses yang menyebabkan performansi yang jelek seperti cacat. Pada akhirnya, diagram pareto membantu pihak manajemen untuk secara cpat menemukan permasalahan yang kritis yang membutuhkan perhatian secepatnya sehingga dapat segera diambl kebijakan untuk mengatasinya.
Gambar 2.5 Diagram Pareto
2.5.5 Stratifikasi
Stratifikasi adalah suatu upaya untuk mengurai atau mengklasifikasi persoalan menjadi kelompok atau golongan sejenis yang lebih kecil atau menjadi unsur-unsur tunggal dari persoalan.
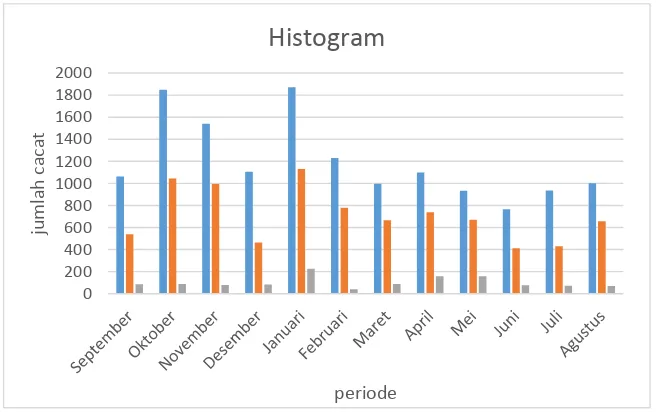
2.5.6 Histogram
Histogram adalah diagram batang yang menunjukan tabulasi dari data yang diatur berdasarkan ukurannya. Tabulasi data ini umumnya dikenal sebagai distribusi
0,00% 50,00% 100,00% 150,00%
0 5.000 10.000 15.000 20.000
A B C
Pareto Chart
frekuensi. Histogram menunjukan karakteristik dari data yang dibagi-bagi menjadi kelas-kelas. Ada histogram frekuensi, sumbu x menunjukan nilai pengamatan nilai dari tiap kelas. Histogram dapat berbentuk normal atau berbentuk seperti lonceng yang menunjukan bahwa banyak data yang terdapat pada nilai rata-ratanya. Bentuk histogram yang miring atau tidak simetris menunjukan bahwa banyak data yang tdak berada pada nilai rata-ratanya, tetapi kebanyakan datanya berada pada batas atas atau bawah.fungsi dari histogram adalh sebagi berikut:
1. Menentukan apakah suatu produk dapat diterima atau tidak. 2. Menentukan apakah proses produk sudah sesuai atau belum. 3. Menentukan apakah diperlukan langkah-langkah perbaikan.
Gambar 2.6 Histogram
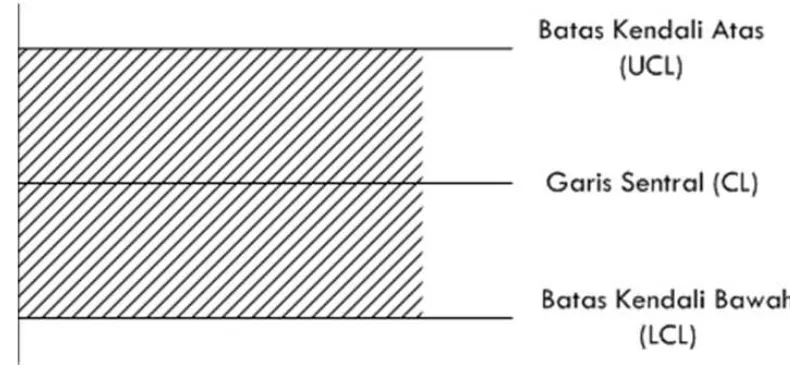
2.5.7 Control Chart
Peta kendali merupakan sekumpulan data yang ditulis dalam bentuk grafik dan digunakan unuk membuat penilaian status pengendalian kualitas pada sebuah proses produksi.
X chart adalah jenis kontrol chart yang menggunakan angka rata-rata dari contoh yang diambil dari suatu paket produk output yang akan diukur variabel atau atribut dalam angka untuk mengetahui status proses produksi atau tingkat pengendalian
0 200 400 600 800 1000 1200 1400 1600 1800 2000
ju
m
lah
ca
cat
periode
kualitas dan biasa dinamakan sample average. X chart mempunyai tiga parameter penting yang ditentukan dengan cara perhitungan dari data-data historis, yaitu:
Nilai rata-rata
Batas pengendalian atas
Batas pengendalian bawah
Gambar 2.7 Peta Kendali
2.6.Istilah-Istilah Dalam Konsep Six sigma
Sebelum membahas lebih jauh tentang konsep six sigma, perlu dikemukakan beberapa istilah yang berlaku dalam metode six sigma agar untuk selanjutnya metode ini lebih dipahami. Istilah-istilah itu antara lain adalah critical to quality (CTQ), defect, defect per opportunity (DPO), defect per milion opportunities (DPMO).
Critical To Quality (CTQ)
Atribut-atribut yang sangat penting untuk diperhatikan karena berkaitan langsung dengan kebutuhan dan kepuasan pelanggan. Merupakan elemen dari suatu produk, proses, atau praktek-praktek yang berdampak pada kepuasan pelanggan.
Defect
Defect Per Opportunity (DPO)
Ukuran kegagalan yang dihitung dalam program peningkatan kualitas six sigma, yang menunjukan banyaknya cacat atau kegagalan per satu kesempatan. Dihitung menggunakan formula: DPO = banyaknya cacat atau kegagalan yang ditemukan dibagi dengan (banyak unit yang diperiksa dikalikan banyaknya CTQ potensial yang menyebabkan cacat atau kegagalan itu).
Defect Per Milion Opportunities (DPMO)
Ukuran kegagalandalam program peningkatan kualitas six sigma,yang menunjukan kegagalan per sejuta kesemparan. Target dari pengendalian kualitas Six sigma sebesar 3,4 DPMO seharusnya tidak diinterprestasikan sebagai 3,4 unit output yang cacat dari sejuta unit output yang diproduksi, tetapi diinterprestasikan sebagai dalam satu unit produk tunggal terdapat rata-rata kesempatan untuk gagal dari suatu karakteristik CTQ (critical-to-quality) adalah hanya 3,4 kegagalan per satu juta kesempatan (DPMO).
2.7. Teori Kemasan
Kemasan adalah suatu metode pemasaran yang digunakan dalam perindustrian untuk menjaga produk yang dikemas didalamnya agar mutu dan kualitas didalamnya tetap terjaga sebelum sampai ditangan konsumen atau dipasarkan. Kemasan yang di desain dengan menarik secara langsung akan menarik perhatian konsumen untuk membeli produk yang berada di dalamnya. Selain menarik kemasan juga harus bisa melindungi isi dari produk didalamnya. Diantaranya tujuan dari kemasan dipakai adalah sebagai berikut:
Melindungi produk dari luar.
Membedakan suatu produk dengan produk lainnya.
Menarik perhatian dari konsumen.
Bab 3
Kerangka Pemecahan Masalah
3.1 Flowchart Pemecahan Masalah
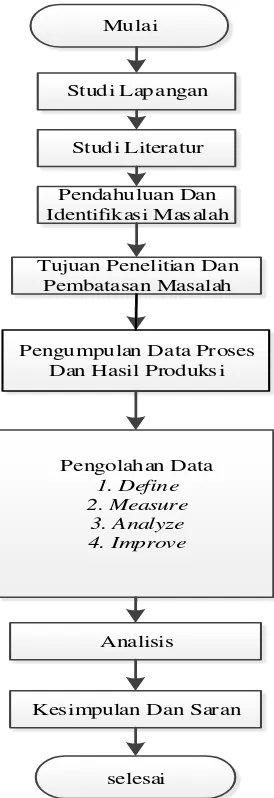
Kerangka pemecahan masalah (flowchart) yang digunakan untuk memecahkan permasalahan dan tentang cara-cara urutan yang sistematik di dalam memecahkan permaslahan. Proses langkah-langkah dalam menyelesaikan permasalahan ini dibuat kedalam kerangka pemecahan masalah pada gambar dibawah ini.
Mulai
Pendahuluan Dan Identifikas i Mas alah
Tujuan Penelitian Dan Pembatasan Masalah
Pengolahan Data 1. Define 2. Measur e
3. Analyze 4. Improve
Analisis
Kes impulan Dan Saran
selesai
Pengumpulan Data Proses Dan Hasil Produks i
Studi Lapangan
Studi Literatur
1.2. Langkah-langkah Pemecahan Masalah
Langkah-langkah dalam pemecahan masalah penelitian adalah sebagai berikut:
1.2.1. Mulai.
1.2.2. Studi Lapangan
Studi lapangan merupakan langkah awal dalam menentukan suatu permasalahan yang akan dikaji dan dijadikan penelitian. Studi lapangan langsung mendatangi perusahaan PT Pupuk Kujang cikampek. Studi lapangan ini dilakukan pada unit bagging dan rendal produksi. Yang selanjutnya penelitian ini lebih terfokus pada unit bagging sebelum produk akan dipasarkan. Sampai pada akhirnya ditemukan bahwa terdapat permasalahan pada proses yang menyebabkan kerugian bagi perusahaan.
1.2.3. Studi Literatur
Studi literatur merupakan langkah selanjutnya dari penelitian dalam menentukan metode yang akan digunakan untuk memecahkan permasalahan yang terjadi di PT Pupuk Kujang Cikampek. Studi literatur dilakukan dengan mempelajari teori-teori dan konsep yang berhubungan dengan permasalahan yang terjadi. Sumber dari studi literatur ini bisa didapatkan dalam buku, jurnal dan skripsi atau penelitian yang telah dilakukan. Setiap pemecahan masalah yang akan diselesaikan akan selalu dilandasi oleh sebuah metode yang dianggap sesuai dengan permasalahan yang terjadi di PT Pupuk Kujang cikampek. Six sigma merupakan suatu metode yang bisa digunakan untuk mengendalikan kualitas sebuah proses produksi sehingga menghasilkan produk yang berkualitas. Dengan menggunakan konsep six sigma diharapkan tidak terjadi lagi kesalahan dalam proses produksi yang dapat merugikan perusahaan.
1.2.4. Pendahuluan dan Identifikasi Masalah
dalam suatu bahasan yang lebih spesifik yang tujuannya agar maslah yang dituju lebih terarah dan terfokuskan.
1.2.5. Tujuan Penelitian
Dalam melakukan penelitian pengendalian kualitas menggunakan metode six sigma ini Tujuan yang ingin dicapai adalah untuk meningkatkan hasil produksi agar sesuai dengan standar yang telah ditetapkan oleh perusahaan untuk meningkatkan keuntungan bagi perusahaan.
1.2.6. Pengumpulan Data
Pada proses tahapan ini yaitu melakukan pengumpulan data, dimana seluruh data yang didapatkan dari perusahaan tempat dilaksanakannya penelitian dikumpulkan adapun data yang diperoleh data hasil produksi.
1.2.7. Pengolahan Data
Setelah data perusahaan telah dikumpulkan maka proses selanjutnya yaitu proses pengolahan data yang terdiri dari:
1. Define
Pada tahap define bertujuan untuk mengidentifikasi produk atau proses yang akan diperbaiki dan menentukan sumber-sumber dalam pelaksanaan. Pada penelitian ini yaitu untuk mengetahui sumber-sumber penyebab terjadinya cacat pada hasil akhir penimbangan urea. Pada tahap ini digunakan sebuat alat dari pengendalian kualitas yaitu checksheet yang bertujuan untuk memudahkan proses pengumpulan data agar lebih mudah diteliti dan dianalisis.
2. Measure
pengukuran level sigma untuk mengetahui kapabilitas proses produk sepatu yang dapat diketahui menggunakan rumus :
� � = � � � �× � � ×
3. Analyze
Pada tahap analis ini dilakukan proses menganalisis dan mengidentifikasi menggunakan diagram sebab akibat (fishbone) untuk mengetahui faktor-faktor apa saja yang mempengaruhi cacat serta memberikan ususlan dan rekomendasi untuk dalam upaya peningkatan kualitas. Menganalisis hasil dari pengukuran level sigma pada proses penimbangan, menganalisis faktor-faktor ketidaksesuaian berat urea pada proses penimbangan menggunakan diagram sebab akibat dan memberikan usulan perbaikan untuk perbaikan hasil akhir produksi.
4. Improve
Pada tahap improve dilakukan memberikan rekomendasi perbaikan yang bertujuan untuk mengurangi jumlah cacat yang terjadi dari hasil implementasi six sigma. Kemudian menganalisis hasil implementasi perbaikan. Metode yang dipakai untuk tahap ini yaitu dengan menggunakan 5W + 1H (what, when, where, who, why, how). metode ini merupakan tahap selanjutnya dari diagram sebab akibat yang hasilnya telah diketahui pada tahap analyze. Metode 5W +1H ini merupakan penjabaran dari:
1. What: merupakan maksud dari apa yang menjadi pokok permasalahan yang akan diperbaiki.
2. When: kapan pelaksanaan perbaikan akan dilaksanakan 3. Where: dimana rencana perbaikan akan dilaksanakan
4. Who: siapa yang akan bertanggung jawab melaksanakan perbaikan
5. Why: mengapa perbaikan perlu dilakukan dengan membandingan apakah hasil produk yang dihasilkan sesuai dengan standar perusahaan
1.2.8. Analisis
Selanjutnya setelah proses pengolahan data selesai maka proses selanjutya yaitu menganalisis hasil pengolahan data agar bisa diketahui penyebab dari masalah proses penimbangan apakah ada atau tidak.
1.2.9. Kesimpulan dan Saran
Proses menarik kesimpulan dari proses penelitian secara keseluruhan yang didapatkan dari hasil menganalisis hasil dari pengolahan data yang telah dilakukan serta memberikan sara-saran yang bermanfaat bagi kemajuan persahaan.
1.2.10. Selesai.
Bab 4
Pengumpulan dan Pengolahan Data
4.1 Pengumpulan Data
4.1.1.Unit Produksi PT Pupuk Kujang
PT Pupuk Kujang Cikampek dalam proses produksinya mulai dari bahan baku sampai produk yang siap dipasarkan memiliki 5 unit produksi yang saling berkaitan dan bekerja sama didalam prosesnya. Terdiri dari unit pembangkit uap, unit pembangkit listrik, unit penjernihan air, unit amonia, dan unit urea.
1. Unit Pembangkit Uap
Unit pembangkit uap di pabrik Kujang 1A terdiri dari satu unit Waste Heat Boiler dengan kapasitas 97 ton/jam dan dua unit Package Boiler dengan kapasitas 100 ton/jam/unit. Unit pembangkit uap di pabrik Kujang 1B terdiri dari satu unit Waste Heat Boiler dengan kapasitas 30 ton/jam dan satu unit Package Boiler dengan kapasitas 100 ton/jam.
2. Unit Pembangkit Listrik
Baik Kujang 1A maupun Kujang 1B masing-masing memiliki unit pembangkit listrik tersendiri. Unit pembangkit listrik di Kujang 1A terdiri dari satu unit Gas Turbin Generator kapasitas 15 MW. Tiga unit Diesel Standby Generator kapasitas 750 KW/unit dan satu unit Diesel Emergency Generator kapasitas 375 KW.
3. Unit Penjernihan Air
360 m3/jam; Air Bebas Mineral kapasitas 180 ton/jam. Selain keperluan di atas, unit pengolah air juga memasok kebutuhan air hydran di area Pupuk Kujang.
4. Unit Amonia
Unit Amonia Kujang 1A dan Kujang 1B menghasilkan Amonia dengan kapasitas terpasang masing-masing sebesar 1000 MT/hari. Selain itu dihasilkan juga produk samping berupa gas Karbondioksida yang digunakan untuk bahan baku pembuatan Urea.
5. Unit Urea
Amonia dan Karbondioksida yang diperoleh dari unit Amonia kemudian diproses di unit Urea. Pabrik Urea Kujang 1A dan 1B memiliki kapasitas terpasang yang sama yaitu masing-masing 1.725 MT/hari atau sebesar 570.000 MT/tahun sehingga kapasitas total produksi Urea Pupuk Kujang sebesar 1.140.000 MT/tahun.
4.1.2. Proses Produksi Urea
Bahan baku utama dalam proses produksi urea adalah gas alam, air, dan udara. Ketiga bahan baku tersebut kemudian diolah menhasilkan nitrogen (N2), hidrogen (H2), dan karbondioksida (CO2). Amonia dibuat dalam pabrik amonia dan merupakan hasil dari reaksi gas nitrogen dan hidrogen. Pabrik amonia kujang 1A dirancang oleh Kellog Overseas Corp. Dari Amerika Serikat sedangkan untuk Kujang 1B dibangun oleh Toyo Engineering Corporation.
Secara keseluruhan tahapan proses produksinya urea prill 50 kg ini mengalami beberapa proses untuk kemudian menjadi urea yang siap dipasarkan. Tahapan-tahapan yang terjadi dalam prosesnya adlah sebagai berikut:
2. Tahap selanjutnya kemudian gas yang terbentuk dari proses campuran gas dari CO2 dan NH3 dipisahkan untuk menjadi kemudian diolah menjadi amonia. Proses ini terjadi pada unit dekomposisi.
3. Pada tahap ini gas-gas yang terbentuk pada tahap kedua akan tetapi hasilnya belum bisa digunakan kemudian diserap oleh reaktor menggunakan larutan karbamat dan steamcondensate. dekomposisi untuk di recycle menjadi gas amonia yang dapat digunakan.
4. Pada tahap keempat ini amonia yang terjadi pada unit dekomposisi maupun amonia yang didapatkan dari hasil rework diserap dan dikondensikan sebagai umpan yang berguna untuk proses absurbent. Proses ini terjadi pada unit dekomposisi.
5. Pada tahap kelima ini urea yang mengalir dari unit dekomposisi setelah dipisahkan dengan gas. Kemudian urea tersebut dipisahkan kristal urea dari larutannya. Seteah kristal urea dipisahkan kemudian urea dikirim ke unit pengeringan (prilling).
6. Pada tahap keenam kemudian urea yang telah dikristalkan kemudian dilelehkan mencapai titik lelehnya agar menjadi bentuk butiran urea. Setelah urea mendapatkan bentuk sempurna lalu urea dikirimkan ke unit pengemasan (bagging) untuk siap dikemas. Proses ini terjadi di unit pengemasan.
7. Pada tahap ketujuh setelah urea tersebut dikemas oleh karung. Kemudian urea ada yang langsung dipasarkan dan ada yang disimpan dahulu kedalam gudang.
4.1.3. Proses Pengemasan Urea di Unit Bagging
Tahap terakhir dari proses produksi yaitu proses pengemasan, setelah tahap pengemasan dilakukan maka urea siap untuk dipasarkan. Urea yang telah siap untuk dijual atau dipasarkan keluar diterima oleh divisi bagging untuk dikemas kedalam kemasan 50kg. Kemudian di dalam pengemasannya dilakukan pembagian kembali menjadi 3 jenis sistem pengemasan, yaitu:
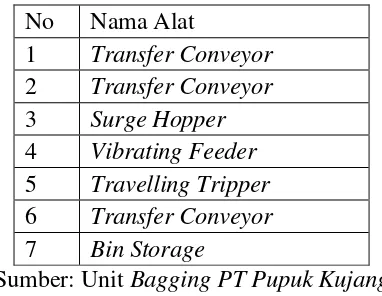
1. Bulk handling system
Bulk handling system adalah suatu alat transfer untuk butiran urea curah yang akan dikirimkan dari pabrik urea ke unit pengantongan untuk dikemas dengan karung plastik dan kemudian dijahit.
Tabel 4.1. Tujuh Alat Pada Bulk Handling System No Nama Alat
1 Transfer Conveyor 2 Transfer Conveyor 3 Surge Hopper 4 Vibrating Feeder 5 Travelling Tripper 6 Transfer Conveyor 7 Bin Storage
Sumber: Unit Bagging PT Pupuk Kujang
Dari ketujuh alat diatas memiliki kegunaan dan cara kerjanya masing-masing yaitu:
Transfer Conveyor yang memilikikegunaan untuk menerima butiran urea curah.
Surge Hopper untuk menampung urea secara sementara dan sambil digetarkan menggunakan vibrating feeder.
Kemudian urea curah dialirkan kembali menggunakan transfer conveyor.
2. Bagging system
Bagging system merupakan peralatan yang bertugas untuk mengemas butiran urea curah kedalam karung dengan berat ±50 kg secara otomatis.
Tabel 4.2. Alat Pada Bagging System No Nama alat
1 Bagging Machine 2 Baging Line Conveyor 3 Sewing Machine 4 Accumulator Conveyor Sumber: Unit Bagging PT Pupuk Kujang
Dari ketiga alat diatas memiliki kegunaan dan cara kerjanya masing-masing yaitu:
Bagging Machine memiliki kegunaan utuk menakar butiran urea curah dengan berat 50 kg secara otomatis untuk dikirim dengan menggunakan baging line conveyor.
Sewing Machine memiliki kegunaan untuk menjahit karung yang akan digunakan sebagai kemasan urea.
Accumulator Conveyor memiliki kegunaan untuk mengirim karung yang telah dijahit untuk diloading ke dalam truk atau disimpan didalam gudang.
3. Bag handling system
Bag handling system merupakan suatu alat untuk mengirim urea yang telah dikemas didalam kemasan karung untuk disimpan didalam truk atau disimpan kedalam gudang persediaan melalui conveyor.
Tabel 4.3. Alat Pada Bag handling system
No Nama Alat
No Nama Alat 5 Stacking Unit Conveyor
6 Fork Lift
7 Pallet
Sumber: Unit Bagging PT Pupuk Kujang
Dari ketujuh alat diatas memiliki kegunaan dan cara kerjanya masing-masing yaitu:
Accumulator Conveyor memiliki kegunaan untuk mengirim karung yang telah dijahit untuk diloading ke dalam truk atau disimpan didalam gudang.
Short Conveyor memiliki kegunaan mengalirkan urea dari truk kedalam gudang.
Floor conveyor memiliki kegunaan mengalirkan urea dalam sistem bag handling
Over head conveyor memiliki kegunaan mengirimkan urea dalam unit bagging secara vertikal
Stacking conveyor memiliki kegunaan mengirimkan urea dalam unit bagging
Fork lift memiliki kegunaan untuk transportasi urea dari satu tempat ke tempat lainnya.
pallet memiliki kegunaan menahan beban produk dan sebagai alas penyimpanan logistik didalam gudang.
Bin storage
Bagging machine
Bagging line
Sewwing machine
Short conveyor Bag handling conveyor
storage Loading truck/pallet
stacking
Accumulator conveyor
Gambar 4.1. Aliran Proses Pengemasan Urea Prill 50 Kg Sumber: Unit Bagging PT Pupuk Kujang Cikampek
4.1.4. Klasifikasi Produk Cacat Unit Bagging
Didalam proses produksinya unit bagging membuat klasifikasi untuk produk yang dinyatakan cacat. Klasifikasi tersebut dapat dilihat pada tabel (4.4) dibawah ini.
Tabel 4.4. Klasifikasi Cacat Unit Bagging
Nomor Jenis cacat
1 Kemasan Sobek
2 Jahitan kemasan terbuka
3 Berat timbangan tidak sesuai
Kemasan sobek diantaranya dikarenakan kemasan yang bergesekan dengan
mesin bagging pada saat proses pengemasan dan bergesekan dengan forklift pada saat pembongkaran gudang.
Gambar 4.2. contoh cacat kemasan sobek
Jahitan kemasan terbuka diantaranya dikarenakan jahitan kemasan yang kurang rapih pada saat proses pengemasan sehingga mudah terlepas.
Gambar 4.3. Contoh Cacat Jahitan Yang Terbuka
Berat timbangan tidak sesuai diantaranya dikarenakan takaran yang berlebihan
4.1.5. Data Produksi Urea dan Reject Urea Prill 50 Kg
Pada tabel (4.5) dibawah ini terdapat data produksi urea prill 50 kg dan data produk cacat di unit bagging Periode September 2013 – Agustus 2014.
Tabel 4.5. Data Produksi Urea Dan Reject Urea Prill 50 Kg Periode September 2013 – Agustus 2014
DATA PRODUKSI UREA (UNIT) SEPTEMBER 2013 - AGUSTUS 2014
Periode Produksi (Ton) Unit Reject (Ton) Unit
Total 425.721,27 8.531.289 1207,36 24.145
Dari tabel (4.5) diatas dapat dilihat bahwa masih terdapatnya produk cacat yang dapat menimbulkan kerugian bagi perusahaan. Pada gambar (4.4) dibawah ini akan ditampilkan persentase cacat urea prill 50 kg periode September 2013 – Agustus 2014.
Gambar 4.4. Data Persentase Produk Cacat Urea Pril 50kg
0,28
Dari tabel (4.6) akan diperlihatkan data jumlah masing-masing jenis cacat di unit bagging PT. Pupuk Kujang Cikampek periode September 2013 – Agustus 2014.
Tabel 4.6 Jenis Cacat Unit Bagging Periode September 2013 – Agustus 2014
Periode
Kemasan Sobek
(unit)
Jahitan Kemasan
Terbuka (unit)
Berat Timbangan Tidak Sesuai
(unit)
Sep-13 1064 84 540
Okt-13 1848 89 1043
Nov-13 1541 78 993
Des-13 1105 82 462
Jan-14 1873 226 1130
Feb-14 1231 41 779
Mar-14 997 87 665
Apr-14 1099 159 739
Mei-14 933 158 669
Jun-14 765 75 414
Jul-14 935 72 431
Agu-14 1003 69 657
4.2 Pengolahan Data
Pada pengolahan data untuk membantu memecahkan permasalahannya akan menggunakan metode DMAIC (define, measure, analyze, improve, control).
4.2.1. Define
dan dijahit kemasannya. selanjutnya yang telah dikemas ditimbang beratnya agar sesuai dengan ketetapan standar perusahaan dengan berat ±50 kg. Kemudian tahap terakhir urea yang telah dikemas dikirim untuk disimpan kedalam gudang atau di kirim kedalam truk dengan proses loading truk untuk langsung dijual.
Gambar 4.5. Aliran Proses Pengemasan Unit Bagging
4.2.1.1.Histogram
Gambar 4.6. Histogram Jenis Cacat periode september 2013 – agustus 2014
Dari gambar (4.6) dapat dilihat bahwa terdapat 3 jenis klasifikasi produk cacat di unit bagging yaitu, kemasan yang sobek, jahitan pada kemasan yang terbuka, berat timbangan yang tidak sesuai dengan ketetapan perusahaan. Dalam grafik histogram ini dapat terlihat juga jumlah cacat yang memiliki jumlah cacat yang dominan setiap periodenya.
4.2.1.2. Identifikasi Critical To Quality (CTQ)
Pada (tabel 4.7) bisa dilihat bahwa klasifikasi jenis cacat pada urea 50kg yaitu terdapat 3 jenis jenis cacat yaitu, kemasan yang sobek, jahitan pada kemasan yang terbuka, dan berat timbangan yang tidak sesuai dengan ketetapan perusahaan. Dari hasil histogram jenis produk cacat maka tahap sekanjutnya adalah critical to quality (CTQ).
Tabel 4.7 Tabel Urea Reject Periode September 2013 – Agustus 2014
Periode Kemasan
Pada tahap ini jenis cacat yang telah didapat pada tahap define kemudian diurutkan mulai dari yang besar sampai yang paling kecil tingkat pengaruhnya. Setelah itu dilakukan pengukuran nilai sigma dengan perhitungan DPMO (Deffect per Million Opportunities).
4.2.2.1 Menentukan Cacat Dominan Pada Urea Prill 50kg
Tahap pertama yang dilakukan pada bagian ini yaitu, setelah kita mengetahui apa saja jenis cacat yang didapat pada tahap define. Setelah itu pada tahap ini kita urutkan jenis cacat yang paling dominan dari yang terbesar sampai yang terkecil pengaruhnya.
Tabel 4.8 Tabel Jenis Cacat Kumulatif Urea Prill 50kg
Penyebab Cacat Jumlah Cacat (unit)
Persentase Cacat Kumulatif
Kemasan yang sobek 14.394 59,62% Berat timbangan yang tidak sesuai 8.522 35,30% Jahitan terbuka 1.220 5,08%
Total 24.145 100%
Contoh Perhitungan:
Cacat Kumulatif = (jumlah cacat/total jumlah cacat)+persentase jenis cacatn1
Cacat kumulatif kemasan yang sobek = .
. ∗ + = , %
Cacat kumulatif timbangan yang tidak sesuai = .
. ∗ + = , %
Cacat kumulatif jahitan kemasan yang terbuka = .
Dari data perhitungan diatas maka diagram pareto yang dihasilkan sebagai berikut:
Gambar 4.7. Diagram Pareto Persentase Cacat Kumulatif Urea Pril 50kg
Dari diagram pareto pada gambar (4.7) terlihat bahwa cacat akibat kemasan yang sobek pada saat memiliki dampak paling dominan yang menghasilkan jumlah cacat hingga 14.394 unit atau mencapai persentase sebesar 59,62% dari keseluruhan jumlah cacat yang terjadi dan berpengaruh pada kualitas urea prill 50kg yang tidak memenuhi standard yang telah ditetapkan.
4.2.2.2 Menentukan Level Sigma
Tahap selanjutnya setelah mengetahui penyebab cacat yang paling dominan yaitu menghitung nilai sigma dengan cara menghitung defect per million opportunity (DPMO) yang berarti menghitung jumlah kesalahan persejuta kesempatan, yang selanjutnya nilai tersebut dikonversikan kedalam nilai sigma.
Tabel 4.9 Tabel Level Sigma Periode September 2013 – Agustus 2014
Periode Jumlah Produksi (unit)
Kemasan yang sobek Berat timbangan yang tidak sesuai
Jahitan terbuka
% Cacat Kumulatif
Periode Jumlah Produksi (unit)
Jumlah Reject
(unit) %Cacat Ctq Dpmo
Sigma Level
Des-13 759.260 1.650 0,22% 3 724 4,68 Jan-14 798.030 3.229 0,40% 3 1.349 4,50 Feb-14 661.010 2.052 0,31% 3 1.035 4,58 Mar-14 619.600 1.750 0,28% 3 941 4,61 Apr-14 661.270 1.998 0,30% 3 1.007 4,59 Mei-14 833.878 1.761 0,21% 3 704 4,69 Jun-14 768.700 1.254 0,16% 3 544 4,77 Jul-14 652.460 1.438 0,22% 3 735 4,68 Agu-14 609.191 1.730 0,28% 3 947 4,61
Total 8.531.289 24.145 3 943 4,61
Contoh:
� � = �
� � � × � � �×
� � Agustus = .
. × × =
Contoh Perhitungan Sigma Level Dengan Excel:
Sigma Level = NORM.S.INV(1-DPMO/1000000) +1,5
Sigma Level Agustus 2014 = NORM.S.INV(1-947/1000000) +1,5 = 4,61
Sigma Level Total = NORM.S.INV(1-943/1000000) +1,5 = 4,61
4.2.3. Analyze
1. Cacat Kemasan Sobek
Gambar 4.8 Diagram Sebab Akibat Cacat Kemasan Yang Sobek
Dari gambar (4.8) diagram sebab akibat terjadinya kemasan yang sobek dapat diketahui bahwa terdapat 4 faktor utama yaitu material, manusia, metode, dan mesin.
2. Cacat Berat Timbangan Yang Tidak Sesuai
Berat Timbangan
Dari gambar (4.9) diagram sebab akibat terjadinya berat kemasan yang tidak sesuai dapat diketahui bahwa terdapat 4 faktor utama yaitu mesin, manusia, metode, dan material.
3. Cacat Jahitan Yang Terbuka
Jahitan Kemasan Terbuka
Jahitan tidak rapi
Kurang keahlian
skill
Bahan Kemasan yang buruk
Kemasan mudah sobek
Pengerjaan tergesa-gesa Jahitan jarum tidak stabil Kondisi mesin tua Penjadwalan
pergantian mesin 24 jam
rajutan kemasan buruk
Rajutan kemasan tidak rapi
Kebocoran oli
Mesin bekerja kurang optimal
Gambar 4.10 Diagram Sebab Akibat Cacat Jahitan Kemasan Yang Terbuka
Dari gambar (4.10) diagram sebab akibat terjadinya cacat kemasan yang terbuka dapat diketahui bahwa terdapat 4 faktor utama yaitu mesin, material, manusia, dan metode.
4.2.4. Improve
Tabel 4.10 Tabel 5W+1H Cacat Kemasan Sobek
Prioritas Perbaikan What Why Where When Who How
bahan kemasan yang mudah sobek
Pemilihan bahan
Rajutan kemasan yang tidak rapi
Pemilihan kemasan
Pekerja kurang paham SOP
Pemahaman akan
Skill karena kurangnya kemampuan
Prioritas Perbaikan What Why Where When Who How
Kurangnya pelatihan kepada pekerja unit bagging
forklift dan pallet
Metode penumpukan dalam gudang yang tidak optimal
Penggunaan alat bantu yang salah dengan menggunakan gancu
Pemilihan alat
Tabel 4.11 Tabel 5W+1H Cacat Timbangan Yang Tidak Sesuai
Mesin bekerja tidak stabil
Perbaikan dan oli pada saat akan
dipakai
Tingkat konsentrasi pekerja
Prioritas Perbaikan What Why Where When Who How
Skill pekerja unit bagging
Meningkatkan
Penjadwalan perawatan mesin yeng terlalu lama 1 tahun
mesin terlalu lama 24 jam
Mengoptimalkan
kualitas bahan kemasan yang mudah sobek
Rajutan kemasan yang tidak rapi
Pemilihan kemasan gudang, dan proses
Tabel 4.12 Tabel 5W+1H Cacat Jahitan Yang Terbuka
Prioritas Perbaikan What Why Where When Who How
Jahitan jarum yang tidak stabil
Mengontrol mesin
Mesin bekerja kurang optimal
perawatan pada
Kualitas bahan kemasan mudah sobek
Kurangnya keahlian dan pengalaman pekerja pengemasan
Bab 5
Analisis
5.1. Analisis Define
Pada tahap define ini dilakukannya tahap mendefinisikan proses pengemaan urea prill yang terjadi di unit bagging yang digambarkan kedalam aliran proses pengemasan yang terjadi di unit bagging serta proses-proses yang bisa mengakibatkan produk termasuk kedalam klasifikasi cacat. proses yang bisa mengakibatkan produk menjadi cacat didalam prosesnya di unit bagging adalah:
Proses pengisian urea kedalam kemasan.
Proses menjahit kemasan yang sudah terisi urea.
Proses pengangkutan urea kedalam truk (loading truk).
Proses menumpuk urea didalam gudang.
Proses memidahkan urea didalam gudang menggunakan forklift.
5.1.1. Analisis Histogram
Dari grafik histogram yang digambarkan dapat dilihat bahwa didalam proses produksi urea prill di unit bagging terdapat 3 buah jenis cacat pada proses pengemasan yang telah ditetapkan di unit bagging yaitu:
Cacat kemasan sobek
Cacat jahitan terbuka
Cacat berat timbangan yang tidak sesuai
5.1.2. Analisis Variabel Critical to Quality (CTQ)
tidak sesuai. Dari CTQ ini dapat dilihat juga jumlah cacat pada masing-masing jenis cacat. kemasan yang sobek dengan jumlah 14.394 unit atau persentase cacat sebanyak 59,61%. Kemudian cacat berat timbangan yang tidak sesuai sebesar 8.522 unit atau sebesar 35.30%, dan terakhir cacat karena jahitan yang terbuka sebanyak 1.220 unit atau sebesar 5,08%.
5.2. Analisis Measure
Pada tahap ini dilakukan pengurutan jenis cacat dari yang paling dominan pada produk urea prill, menghitung DPMO, dan menghitung kevel sigma.
5.2.1. Analisis Penentuan Cacat Dominan Urea Prill
Tahap awal pada measure yaitu menentukan cacat dominan dari produk urea prill 50 kg, dari hasil perhitungan persentase cacat yang dilakukan mendapatkan hasil sebagai berikut:
Cacat kumulatif kemasan yang sobek = .
. ∗ + = , %
Cacat kumulatif timbangan yang tidak sesuai = .
. ∗ + = , %
Cacat kumulatif jahitan kemasan yang terbuka = .
. ∗ + = , %
Dari hasil perhitugan dapat dilihat bahwa cacat kemasan yang sobek menjadi faktor yang memiliki pengaruh paling dominan sebesar 14.394 unit dengan persentase cacat sebesar 59,62%, kemudian penyebab kedua cacat berat timbangan yang tidak sesuai sebesar 8.522 unit dengan persentase cacat sebesar 35,30%, dan yang terakhir yaitu cacat jahitan yang terbuka sebesar 1.220 unit dengan persentase cacat sebesar 5,08%.
5.2.2. Analisis Menghitung Level Sigma
nilai DPMO sebesar 943. Kemudian pada periode September 2013 – Agustus 2014 bila dikonversikan kedalam nilai sigma didapatkan nilai level sigma sebesar 4,61. Hal ini menunjukan bahwa selama periode ini level sigma yang dihasilkan telah memenuhi standar perusahaan di Indonesia sebesar 4.
5.3. Analisis Tahap Analyze
Pada tahap analyze ini untuk memperjelas dan mengidentifikasikan faktor penyebab cacat akan dibantu dengan sebuah tools berupa diagram sebab akibat (cause-effect diagram). Dalam diagram sebab akibat jenis cacat akan diklasifikasikan berdasarkan sumber penyebabnya yaitu manusia, mesin, material, metode.
1. Cacat Kemasan Sobek
Dari hasil pengolahan data tahap analyze menggunakan diagram sebab akibat, maka didapatkan hasil untuk cacat kemasan sobek sebagai berikut:
Material
Penyebab material menjadi faktor dari cacat kemasan sobek dikarenakan kualitas bahan kemasan yang buruk sehingga bahan kemasan mudah sobek dan rajutan kemasan yang tidak rapi sehingga mengakibatkan kemasan yang berlubang.
Manusia
Penyebab manusia menjadi faktor dari cacat kemasan sobek dikarenakan pekerja yang kurang paham standar menumpuk dalam gudang, mengangkut produk kedalam truk, dan kurangnya pengalaman dan pelatihan yang mengakibatkan skill pekerja kurang ahli dalam menjahit kemasan.
Metode
Mesin
Penyebab mesin menjadi faktor dari cacat kemasan sobek dikarenakan buruh yang memakai alat bantu berupa gancu yang dinilai tidak sesuai. Dikarenakan dapat membuat kemasan menjadi sobek
2. Berat Timbangan Tidak Stabil
Dari hasil pengolahan data tahap analyze menggunakan diagram sebab akibat, maka didapatkan hasil untuk cacat berat timbangan yang tidak sesuai sebagai berikut:
Mesin
Penyebab mesin menjadi faktor dari cacat timbangan yang tidak sesuai dikarenakan tingkat akurasi mesin yang berjalan tidak sesuai standar dan daya mesin yang tidak stabil dikarenakan kebocoran oli didalam mesin
Manusia
Penyebab manusia menjadi faktor dari cacat timbangan yang tidak sesuai dikarenakan tingkat konsentrasi pekerja yang kurang teliti pada saat pengisisan, faktor fisik disebabkan kelelahan dikarenakan berhadapan terus menerus dengan mesin bagging, dan kemampuan pekerja pada saat proses pengisian yang kurang pengalaman.
Metode
Penyebab metode menjadi faktor dari cacat timbangan yang tidak sesuai dikarenakan metode penjadwalan mesin yang terlalu lama 1 tahun dalam sekali perawatan dan metode penjadwalan penggunaan mesin
Material
Penyebab material menjadi faktor dari cacat berat timbangan tidak sesuai dikarenakan kualitas bahan kemasan yang buruk sehingga bahan kemasan mudah sobek dan rajutan kemasan yang tidak rapi sehingga mengakibatkan kemasan yang berlubang.
3. Cacat Jahitan Yang Terbuka
Mesin
Penyebab mesin menjadi faktor dari cacat jahitan yang terbuka dikarenakan jahitan jarum yang tidak stabil mengingat umur mesin yang sudah tua dan daya mesin yang tidak stabil mengakibatkan mesin bekerja kurang optimal.
Material
Penyebab material menjadi faktor dari cacat jahitan yang terbuka dikarenakan kualitas bahan kemasan yang akan dijahit mudah sobek apabila dijahit terlalu tepi atau pinggir dan rajutan kemasan yang tidak rapi mengakibatkan operator mengalami kesulitan pada saat kemasan akan dijahit.
Manusia
Penyebab manusia menjadi faktor dari cacat jahitan yang terbuka dikarenakan kurangnya kehlian pekerja dalam memakai mesin jahit kemasan serta pekerjaan dari pekerja yang tergesa-gesa sehingga tidak rapi
Metode
Penyebab metode menjadi faktor dari cacat jahitan yang terbuka dikarenakan lamanya pergantian shift untuk mesin yang beroprasi mengingat umur mesin yang sudah tua.
5.4. Analisis Improve
2. Pemilihan bahan kemasan yang baik agar kemasan tidak mudah sobek dan terbuka pada saat proses produksi sehingga produk yang berada dalam kemasan tidak tumpah bahkan sampai tercecer keluar kemasan.
3. Pembuatan jadwal perawatan mesin yang diperhatikan kembali lamanya periode tiap kali perawatan. Karena hampir seluruh mesin yang dipakai sudah berumur lebih dari 20 tahun.
4. Pembuatan jadwal pemakaian mesin pada unit bagging yang lebih diperhatikan lagi.
5. Pemberian asupan gizi bagi karyawan dan buruh harus diperhatikan dan sesuai dengan tingkat pekerjaannya.
6. Pemahaman kepada buruh tentang batas maksimal tumpukan didalam gudang, karena apabila terlalu banyak tumpukan tersebut dalam mengakibatkan urea yang berada di paling bawah terkontaminasi dan akhirnya menggumpal.
Bab 6
Kesimpulan dan Saran
6.1 Kesimpulan
Berdasarkan hasil penelitian yang telah dilakukan di PT Pupuk Kujang maka didapatan hasilnya sebagai berikut:
1. Jenis-jenis cacat di unit bagging PT Pupuk Kujang Cikampekyaitu: a. Cacat berat timbangan yang tidak sesuai.
b. Cacat kemasan yang sobek.
c. Cacat jahitan kemasan yang terbuka.
2. Proses penyebab cacat di unit bagging PT Pupuk Kujang Cikampekyaitu: a) Proses pengisian urea kedalam kemasan.
b) Proses menjahit kemasan yang sudah terisi urea. c) Proses pengangkutan urea kedalam truk (loading truk). d) Proses menumpuk urea didalam gudang.
e) Proses memidahkan urea didalam gudang menggunakan forklift.
3. Dari hasil analisis didapatkan jenis cacat kemasan yang sobek menjadi cacat paling dominan yaitu sebesar 14.394 unit dengan persentase cacat sebesar 59,62%.
4. Pada periode September 2013 – Agustus 2014 PT Pupuk Kujang berada pada angka 943 cacat persejuta kesempatan untuk nilai dpmo dan telah mencapai level sigma sebesar 4,61.
5. Untuk mengatasi penyebab cacat yang terjadi di unit bagging maka rekomendasi yang diberikan untuk perusahaan adalah sebagai berikut:
a. Diadakannya pelatihan proses pengemasan untuk para pekerja dan buruh yang akan dan telah menjadi pekerja PT Pupuk Kujang agar pekerja memahami pentingnya kualitas dan mutu dari sebuah produk.
c. Penjadwalan pemakaian mesin bagging yang diperhatikan lagi kemampuan mesinnya, mengingat umur mesin yang sudah tua.
d. Penempatan pekerja yang telah ahli pada mesin jahit kemasan agar hasil jahitan kemasan terjamin.
e. Pemilihan kemasan yang lebih selektif agar kemasan tidak mudah sobek pada saat proses produksi.
f. Pemberian asupan gizi bagi karyawan dan buruh harus diperhatikan dan sesuai dengan tingkat pekerjaannya.
g. Pemahaman kepada buruh tentang batas maksimal tumpukan didalam gudang, karena apabila terlalu banyak tumpukan mengakibatkan urea yang berada di paling bawah akhirnya menggumpal.
h. Pemberian sanksi atau teguran terhadap buruh yang bekerja tidak sesuai dengan standar yang ditetapkan perusahaan.
6.2 Saran
PENGENDALIAN KUALITAS PROSES PENGEMASAN PUPUK UREA DI PT.PUPUK KUJANG CIKAMPEK
TUGAS AKHIR
Karya tulis sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik
Program Studi Teknik Industri
Oleh:
Garna Wibawa Rainsya NIM. 10310013
PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK DAN ILMU KOMPUTER
UNIVERSITAS KOMPUTER INDONESIA BANDUNG
Garna Wibawa Rainsya
Permanent Address
Presents Address :
:
Jl. Mashudi No.68, RT 01/02, Desa Pucung, Kecamatan Kotabaru Kabupaten Karawang, Jawa Barat. 41374
Jl. Tubagus Ismail Dalam No. 53A. Sekeloa, Kecamatan Coblong Bandung. 40134
Phone : 08997088337
Email : [email protected] [email protected]
Place, Date of Birth : Karawang, Oktober 19th 1992
Gender : Male
Working Experience
Educational Background
Indonesian Computer University, Faculty of Engineering And Computer
Science,
Indutrial Engineering, Bandung
2010 - 2015
SMAN 2, Purwakarta 2007 - 2010
Pupuk Kujang Junior High School, Cikampek 2004 - 2007
Pupuk Kujang Elementary School, Cikampek 1998 - 2004
PT Pupuk Kujang, Cikampek
As researcher at unit material for forecast demand with using program WIN-QSB for the period of 2014 .
August 2013
PT Pupuk Kujang, Cikampek
As researcher at unit bagging for control the quality of packaging urea fertilizier for the period of September 2013 – August 2014.
Seminars
Industrial Seminar at PT. Coca-cola Amatil Indonesia, Cibitung
Industrial Seminar at PT. PANASONIC, Jakarta
Industrial Seminar at CV. Karya Hidup Sentosa, Yogyakarta
Industrial Seminar at PT. Madubaru, Yogyakarta
Industrial Seminar at PT. Indofood CBP Sukses Makmur Tbk, Cimahi
June 2009
November 2011
November 2012
November 2012
December 2013
Training
Training of Microsoft Office Access & Microsoft Office Project. Bandung 2011
Training of making PC Router by ClearOS. Bandung 2013
Workshop Software Production Operation Management (POM). Bandung 2013
Computer Hardware exam Indonesian Computer University. Bandung 2013
Organization
Scouts Honor Council Raiser Pupuk Kujang Junior High School, Cikampek 2006 - 2007
Members Section Sports Association of Industrial Engineering 2010 - 2011
Interests Section members Talent Association of Industrial Engineering 2011 – 2012
President Section Sports Association of Industrial Engineer 2013 - 2014
Activities
School Football Singaperbangsa, Karawang 2000 - 2006
West Java Badminton Championship, Karawang 2002 - 2003
West Java Badminton Championship, Karawang 2004 - 2005
Hima Olympics by Faculty of Engineering, Indonesian ComputerUniversity (Position: Responsible for Football Tournament)
2010 - 2014
Additional Skills
Able To Operate Microsoft Windows, Microsoft Office (Words, Excel, Visio, Access And Powerpoint), Autocad, WIN-QSB & PROMODEL Program
Dear Sir/Madam,
I am writing to apply in your company. I’ve graduated from Indonesian Computer University in
2015, Faculty of Engineering and Computer Science, Majoring in industrial engineering with GPA of 3.02
(max. Score 4.00). I am interested in applying for the recruitment that suitable with my background and
skills.
As you will see on my enclosed CV, I am a good team player, ready to work hard. I have good
command of written and spoken English, good communication and computer skills. Then, I would
appreciate the opportunity of a new challenge.
I Would be grateful if you consider my application favorably and allow me to discuss further about
my qualification. I shall be available for an interview at your convenience.
I look forward to hearing from you as soon as possible.
Best Regards,
Garna Wibawa Rainsya
0899 7088 337
vi
DAFTAR ISI
LEMBAR PENGESAHAN ... i
LEMBAR PERNYATAAN ... ii
ABSTRAK ... iii
KATA PENGANTAR ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... x
DAFTAR LAMPIRAN ... xi
BAB 1 PENDAHULUAN ... 1
1.1.Latar Belakang Masalah... 1
1.2.Identifikasi Masalah ... 2
1.3.Tujuan Penelitian ... 2
1.4.Asumsi ... 3
1.5.Pembatasan Masalah ... 3
1.6.Sistematika Penulisan ... 3
BAB 2 LANDASAN TEORI ... 6
2.1. Pengertian Mutu ... 6
2.2. Pengertian Pengendalian Mutu ... 6
2.3. Konsep dan Tujuan Pengendalian Mutu ... 6
2.4. Six Sigma ... 7
2.4.1. Pengertian Six Sigma ... 7
2.4.2. Dasar Statisitik Six Sigma ... 7
vii
2.4.1. Metodologi Six Sigma ... 11
2.5. Seven Tools. ... 14
2.5.1. Check Sheet ... 15
2.5.2. Scatter Diagram ... 15
2.5.3. Fishbone Diagram ... 16
2.5.4. Pareto Chart ... 17
2.5.5 Stratifikasi ... 17
2.5.6. Histogram ... 17
2.5.7. Control Chart ... 18
2.6. Istilah- Istilah Dalam Konsep Six Sigma. ... 19
2.7. Teori Kemasan. ... 20
BAB 3 KERANGKA PEMECAHAN MASALAH ... 21
3.1. Flowchart Pemecahan Masalah ... 21
3.2. Langkah-langkah Pemecahan Masalah ... 22
3.2.1. Mulai ... 22
3.2.2. Studi Lapangan ... 22
3.2.3. Studi Literatur ... 22
3.2.4. Pendahuluan dan Identifikasi Masalah ... 22
3.2.5. Tujuan Penelitian ... 23
3.2.6. Pengumpulan Data ... 23
3.2.7. Pengolahan Data ... 23
3.2.7.1. Define ... 23
3.2.7.2. Measure ... 23
3.2.7.3. Analyze ... 24
3.2.7.4. Improve ... 24
3.2.8 Analisis ... 25
3.2.9. Kesimpulan dan Saran ... 25
viii
BAB 4 PENGUMPULAN DAN PENGOLAHAN DATA ... 26
4.1. Pengumpulan Data ... 26
4.1.1.Unit Produksi PT Pupuk Kujang ... 26
4.1.2. Proses Produksi Urea ... 27
4.1.3. Proses pengemasan Urea di Unit Bagging ... 29
4.1.4. Klasifikasi Produk Cacat dan Proses Penyebabnya ... 32
4.1.5. Data Produksi Urea dan Reject Urea Prill 50 kg ... 34
4.2. Pengolahan Data ... 35
4.2.1. Define ... 35
4.2.1.1. Histogram ... 36
4.2.1.2. Identifikasi Variabel Critical to Quality (CTQ) ... 37
4.2.2. Measure ... 38
4.2.2.1. Menentukan Cacat Dominan Pada Urea Prill 50kg ... 38
4.2.2.2. Menentukan Level Sigma... 39
4.2.3. Analyze ... 40
4.2.4. Improve ... 42
Bab 5 ANALISIS ... 48
5.1. Analisis Define ... 48
5.1.1. Analisis Histogram ... 48
5.1.2. Analisis Variabel Critical to Quality (CTQ)... 48
5.2. Analisis Measure ... 49
5.2.1. Analisis Penentuan Cacat Dominan Urea Prill ... 49
5.2.2. Analisis Menghitung Level Sigma ... 49
5.3. Analisis Tahap Analyze ... 50
5.4. Analisis Tahap Improve ... 52
Bab 6 KESIMPULAN DAN SARAN ... 54
6.1. Kesimpulan ... 54
6.2. Saran ... 55
DAFTAR PUSTAKA
Gaspersz, Vincent. (2002). Pedoman Implementasi Program Six Sigma. Jakarta: PT Gramedia Pustaka Utama.
Admiraldi, Yodia. (2011). Kajian Proses Produksi Dan Pengendalian Mutu Proses Pengemasan Pupuk Urea Di PT Pupuk Kujang. Skripsi. Fakultas Ekonomi Dan Manajemen Institut Pertanian Bogor.
Raharja, Indra. (2011). Usulan Perbaikan Kualitas Dengan Mengurangi Jumlah Produk Yang Di Recycle Menggunakan Metode Lean Six Sigma Di PT. Pupuk Kujang Cikampek. Tugas Akhir. Fakultas Rekayasa Industri Institut Teknologi Telkom.
Syukron, A., & Kholil, M. (2013). Six Sigma Quality for Business Improvement. Yogyakarta: Graha Ilmu.