KOLEJ UNIVERSITI TEKNIKAL KEBANGSAAN
MALAYSIA
SIMULATION STUDY ON
THE PERFORMANCE OF FLOW
SHOP SCHEDULING
Thesis submitted in accordance with the requirements of the Kolej Universiti Teknikal Kebangsaan Malaysia for the Degree of Bachelor of Manufacturing Engineering (Honours) (Manufacturing Process)
By
Mohamad Fadzli b. Mat Jusoh
KUTKM Library (Pind.1/2005)
SULIT
TERHAD
TIDAK TERHAD
(Mengandungi maklumat yang berdarjah keselamatan atau kepentingan Malaysia yang termaktub di dalam AKTA RAHSIA RASMI 1972)
(Mengandungi maklumat TERHAD yang telah ditentukan oleh organisasi/badan di mana penyelidikan dijalankan)
(TANDATANGAN PENULIS)
* Tesis dimaksudkan sebagai tesis bagi Ijazah Doktor Falsafah dan Sarjana secara penyelidikan, atau disertasi bagi pengajian secara kerja kursus dan penyelidikan, atau Laporan Projek Sarjana Muda (PSM). ** Jika tesis ini SULIT atau TERHAD, sila lampirkan surat daripada pihak berkuasa/organisasi berkenaan dengan menyatakan sekali sebab dan tempoh tesis ini perlu dikelaskan sebagai SULIT atau TERHAD.
BORANG PENGESAHAN STATUS TESIS*
KOLEJ UNIVERSITI TEKNIKAL KEBANGSAAN MALAYSIA
JUDUL: SIMULATION STUDY ON THE PERFORMANCE OF FLOW SHOP SCHEDULING
SESI PENGAJIAN : 2005-2006
Saya _____________________________________________________________________
mengaku membenarkan tesis (PSM/Sarjana/Doktor Falsafah) ini disimpan di Perpustakaan Kolej Universiti Teknikal Kebangsaan Malaysia (KUTKM) dengan syarat-syarat kegunaan seperti berikut:
1. Tesis adalah hak milik Kolej Universiti Teknikal Kebangsaan Malaysia. 2. Perpustakaan Kolej Universiti Teknikal Kebangsaan Malaysia dibenarkan
membuat salinan untuk tujuan pengajian sahaja.
3. Perpustakaan dibenarkan membuat salinan tesis ini sebagai bahan pertukaran antara institusi pengajian tinggi.
4. **Sila tandakan (√)
MOHAMAD FADZLI BIN MAT JUSOH
FAKULTI KEJURUTERAAN PEMBUATAN
Rujukan Kami (Our Ref) : 19 May 2006 Rujukan Tuan (Your Ref):
Pustakawan
Perpustakawan Kolej Universiti Teknikal Kebangsaan Malaysia KUTKM, Ayer Keroh
MELAKA. Saudara,
PENGKELASAN TESIS SEBAGAI SULIT/TERHAD
- TESIS SARJANA MUDA KEJURUTERAAN PEMBUATAN (PROSES PEMBUATAN): MOHAMAD FADZLI BIN MAT JUSOH
TAJUK: SIMULATION STUDY ON THE PERFORMANCE OF FLOW SHOP SCHEDULING
Sukacita dimaklumkan bahawa tesis yang tersebut di atas bertajuk
“SIMULATION STUDY ON THE PERFORMANCE OF FLOW SHOP SCHEDULING” mohon dikelaskan sebagai terhad untuk tempoh lima (5) tahun dari tarikh surat ini memandangkan ia mempunyai nilai dan potensi untuk dikomersialkan di masa hadapan.
Sekian dimaklumkan. Terima kasih.
“BERKHIDMAT UNTUK NEGARA KERANA ALLAH”
Yang benar,
PUAN HAJJAH SERI RAHAYU BT. HAJI KAMAT,
PENSYARAH,
Fakulti Kejuruteraan Pembuatan
(Penyelia)
06-2332559
KOLEJ UNIVERSITI TEKNIKAL KEBANGSAAN MALAYSIA
Karung Berkunci 1200, Ayer Keroh, 75450 Melaka
DECLARATION
I hereby, declare this thesis entitled “Simulation Study on The Performance of Flow Shop Scheduling” is the results of my own
research except as cited in the reference.
Signature : ………
Author’s Name : Mohamad Fadzli Bin Mat Jusoh
APPROVAL
This thesis submitted to the senate of KUTKM and has been accepted as fulfillment of the requirement for the degree of Bachelor of Manufacturing Engineering (Honours) (Manufacturing Process). The members of the supervisory committee are as follows:
Signature : ………
Supervisor’s Name : Puan Hajjah Seri Rahayu bt. Haji Kamat
DEDICATION
i
ACKNOWLEDGEMENT
Thanks to God that finally I have completed the final year project successfully. Uttermost gratitude goes to Almighty Allah for the abundant blessing and His willing for me to accomplished the research in this Projek Sarjana Muda. The research goes smoothly as they will.
Besides that, I would like to express my sincere to my supervisor, Puan Hajjah Seri Rahayu bt. Haji Kamat for all his invaluable advise and support given to me since the beginning of the research until the completion of my Projek Sarjana Muda. I was grateful to have a support from him.
ABSTRACT
An objective for this project to make some improvement in their performance and studied about the process flow between gating process and ranking process it is important to select which proposed alternative suitable for company to increase their productivity and profit. Therefore, in order to complete this project, I must know about the processing time and machining operations needed for the operator while doing their task.
For simulated the project, I had used the Witness software because is a powerful and easy to use simulation tool for modeling all types of manufacturing systems.
ABSTRAK
Objektif projek ini adalah untuk membuat perubahan ke atas prestasi dan mempelajari mengenai proses aliran di antara proses “gating” dan proses “ranking”. Ini adalah penting bagi memilih alternatif yang sesuai untuk diaplikasikan di syarikat tersebut untuk meningkatkan produktiviti dan keuntungan syarikat. Oleh itu, bagi menyelesaikan projek ini, saya perlu tahu tentang masa yang diperlukan bagi operator yang menjalankan proses dan operasi setiap mesin.
Untuk projek simulasi ini, saya menggunakan perisian Witness kerana ia mudah untuk dibangunkan dan boleh menghasilkan berbagai jenis model bagi setiap sistem pembuatan.
iv
List of Abbreviations, Symbols, specialized nomenclature xi
CHAPTER I: INTRODUCTION
1.1Background 1
1.2Problem Statement 2
1.3Objectives of the Research 3
1.4Scope of Research 4
CHAPTER II: LITERATURE REVIEW
2.1 Introduction to Manufacturing Simulation 6
2.1.1 Structure of Manufacturing Systems 10
2.1.1.1 Plant layout 10
2.1.2 Basic Simulation Concepts 12
2.1.3 Modeling and Simulation 19
2.1.4 Types of simulation 20
2.1.4.1 Static simulation 20
2.1.4.2 Dynamic simulation 21
2.1.5 Manufacturing simulation applications 22
2.1.6 Manufacturing Modeling features 22
2.1.6.1 Resources 23
2.1.6.2 Material Handling 23
2.1.6.3 Workstation Logic 23
2.1.6.4 Buffers 24
v
2.2 Introduction to Shop Floor Scheduling 24
2.3 Why Use Simulation 25
2.3.1 Typical simulation applications 26
2.3.2 Step in Simulation Study 28
2.4 Shop Floor Scheduling with Simulation 29
2.5 The Case for the Organizational Use of Simulation 32
2.5.1 The Simulation Study 33
2.5.2 Simulation Model Analysis 34
2.5.3 Simulation study results 36
2.6 Advantages and Disadvantages to Simulation 38
2.6.1 Advantages to Simulation 38
2.6.2 Disadvantages to Simulation 39
CHAPTER III: METHODOLOGY
3.1 Introduction to Methodology 42
3.1.1 Flow Chart Process for Methodology 43
3.2 Case Study 45
3.2.1 Implementation Simulation 45
3.2.2 Collect the data (using what method to do the analysis) 46
3.2.2.1 Step in time study 47
3.2.2.1.1 Selecting job for time study 48 3.2.2.1.2 Obtaining and recording information 48 3.2.2.1.3 Breaking the jobs into elements 49 3.2.2.1.4 Measure- duration of each element 50 3.2.2.1.5 Extend observed time into normal time 50 3.2.2.1.6 Determine relaxation and other allowances 50 3.2.2.1.7 Calculate standard time for the job 51
3.3 Bottleneck Scheduling 51
3.3.1 The Theory of Constraints (TOC) 52
vi
CHAPTER IV: DATA COLLECTION/DATA INPUT
4.1 Introduction 54
4.2 Data collection 55
CHAPTER V: SIMULATION MODEL DEVELOPMENT
5.1 Introduction 58
5.2 Element definition 58
5.3 Structural model 60
5.4 Assumption 61
6.2 Alternative explanation 67
6.3 Alternative overcome 72
6.4 Cost 74
6.4.1 Labor cost 75
6.4.2 Machine cost 76
6.4.3 Product cost 78
6.4.4 Other cost 79
6.4.5 Cost for actual process 79
6.4.6 Cost for alternative 1 (using 72 labors and add 1 machine 80 at ranking process)
6.4.7 Cost for alternative 2 (using 72 labors and add 2 machines 80 at ranking process)
6.4.8 Cost for alternative 3 (using 60 labors and add 1 machine) 81 6.4.9 Cost for alternative 4 (using 60 labors and add 2 machines) 81
6.4.10 Revenue 82
vii CHAPTER VII: RESULT AND DISCUSSION
7.1 Introduction 85
7.2 Simulation analysis result 86
7.3 Discussion 93
CHAPTER VIII: CONCLUSION AND SUGGESTION
8.1 Conclusion 97
8.2 Suggestion 98
REFERENCES
APPENDICES Appendix A
A1 Layout for actual process A2 Layout for alternative 1 A3 Layout for alternative 2 A4 Layout for alternative 3 A5 Layout for alternative 4 A6 Step in time study
A7 Proposed Multi-Pass Scheduling Mechanism A8 Real-Time Monitoring and Control
A9 Model design steps A10 Run toolbar
A11 Adding Detail to machine and activities Appendix B
B1 Result idle, busy and no. of operation for actual process in simulation B2 Result idle, busy and no. of operation for alternative 1
viii
LIST OF FIGURES
2.1 Three flows concerning manufacturing: flow of material, flow of 8 information and flow of costs.
2.2 Basic simulation model component 13
2.3 Step in Simulation Study 28
2.4 Object Dependency in the Model 31
2.5 Present system cycle time performance 34
2.6 Set-up reduction for fabrication stage 36
2.7 Proposed system cycle time performance 36
3.1 Flow Chart Process for Methodology 43
3.2 Steps in time study 47
5.1 Simulation layout for actual simulation 62
6.1 Simulation layout for alternative 1 68
6.2 Simulation layout for alternative 2 69
6.3 Simulation layout for alternative 3 70
6.4 Simulation layout for alternative 4 71
6.5 Gating process layout 72
6.6 Ranking process layout 73
6.7 Cash flow diagram for machine cost 76
6.8 Graph for profit (RM) between each alternative 84
7.1 Graph for output between each alternative 91
ix
LIST OF TABLES
1.1 Progress project for PSM I and PSM II 5
2.1 Setup times in color change 32
2.2 Result table 37
4.1 Cycle time gating process for 6 labors 56
4.2 Cycle time gating process for 5 labors 56
4.3 Cycle time ranking process for 6 machines 57
5.1 Element definition for Witness software 59
5.2 Push element in Witness software 60
5.3 Comparison actual and simulation model 63
5.4 Percentage for differential between actual model and simulation model 64
5.5 Simulation model result for production rate 64
6.1 Alternative explanation for changing and purpose 67
6.2 Salary cost for 72 labors and 60 labors 75
6.3 Differentiate between machine cost in each machine 77 6.4 Differentiate between product cost in each machine 78
6.5 Other cost for each machine 79
6.6 Cost for actual process per day 79
6.7 Cost for alternative 1 per day 80
6.8 Cost for alternative 2 per day 80
6.9 Cost for alternative 3 per day 81
6.10 Cost for alternative 4 per day 81
6.11 Differentiate between revenue in each machine 82
x
7.1 Result idle and busy process for actual process in simulation 86
7.2 Result idle and busy process for alternative 1 87
7.3 Result idle and busy process for alternative 2 88
7.4 Result idle and busy process for alternative 3 89
7.5 Result idle and busy process for alternative 4 90
7.6 Differentiate for productivity in each alternative 94
7.7 Differentiate for profit in each alternative 96
xi
LIST OF ABBREVIATIONS, SYMBOLS, SPECIALIZED
NOMENCLATURE
N The number of entities that are processed through the system. Ti The system time for an individual entity (arrival time – departure
time)
Di The queue time for an individual entity (queue arrival time – service
begin time)
B Either 0 for idle or 1 for busy Dt The length of time that is observed
T The total length of time for the simulation
Q The number in the queue for a given length of time
P Present value (RM), the value of a project, loan, or financial activity at the
present time.
F Future value (RM), the value of a project, loan, or financial at a future point in time.
i Effective interest rate for a given period during which time the interest is to be compounded (e.g., !) percent per year).
n Number of interest periods. NP Nested Partitioning
OCBA Optimal Computing Budget Allocation WIP Work in Process
MRR Material Requirement Planning JIT Just in Time
MPS Master Production Scheduling FIFO First in First Out
CHAPTER I
INTRODUCTION
1.1Background
The general flow shop problem is defined so as determine that
start/completion times for each operation job waiting to be processed in the shop that
satisfies the following:
1) The technological constraints or processing the order for each job on all the
resources.
2) Optimality (i.e., minimize or maximize a given objective function) or
satisfiablity (i.e., a reasonably good performance with respect to one or more
scheduling criteria) constraints.
Scheduling plays an important role in shop floor planning. A schedule shows
the planned time when processing of a specific job will start on each machine that the
job requires. It also indicates when the job will be completed on every machine. Thus
a timetable for both jobs and machines. The starting time of a job on the first
machine in its sequence of operation should also be the release time for the job
(assuming zero lead time). If some lead time is necessary, the release time is
correspondingly adjusted.
The term scheduling criteria defines a scalar value function, which measure
the performance or effectiveness of a particular schedule. A performance measure is
usually defined in terms of its shop or job completion characteristics and is given as a
2
The processing of an order on a resource is called an operation. Each job
must be processed through the machines in a particular order and may have no
relation to the processing order of any other job. A special case of the general job
shop-scheduling problem is defined as a flow shop problem, where all the jobs go
through the same processing order. This special case is of particular interest because
of the widespread simulation applications in flow processes, such as print shops,
electronics manufacturing and assembly operations.
Each operation requires a fixed or stochastic length of time to be completed,
which is referred to as the processing time. In a general flow shop-scheduling
problem is assumed to be sequence or shop condition independent, a highly contested
assumption. Each operation may also require a setup time. A setup time is required
for preparing a machine for a particular operation. The setup time may or may not be
required based on the current setup of a machine. Therefore, in the general problem,
the setup time is assumed to be dependent.
1.2Problem statement
Consider again the scenario above, this time through the eyes of the plants
manager, who see that although everyone is attempting to do a conscientious job, the
efforts are often misdirected. The use of hot lists to set priorities in getting products
out the door causes major disruptions and confusion on the shop floor. Schedule
changes prompted by these hot lists satisfy some short-term requirements. Shipment
dates are missed, the customers complain to the sales force.
Although there appears to be much work-in-process, the reality is that most of
the work is setting in queues. In addition, a staggering amount of unplanned overtime
3 Symptoms of scheduling problems
1) Uncontrollable costs
2) Disruptions on the shop floor
3) Late deliveries to customers
4) Unplanned overtime/off-loading
5) High work-in- process
6) Frequent schedule changes
7) Customer complaints
8) Long queues
1.3Objectives of the Research
The objective of this research is to doing for make some improvement in their
performance and also studies about their relation between one area to another area
whether it suitable or not.
The specific objectives of this project are:
1) To design and develop the performance of flow shop scheduling using
Witness software ( case study in Maruwa (M) Sdn Bhd).
2) Better use of resources through the identification of bottlenecks and spare
capacity.
3) To understand manufacturing process at Maruwa (M) Sdn Bhd and
simulation model by using Witness software.
4) To analysis existing system and proposed the new layout in gating and
4
1.4Scope of Research
1) To establish problem definition, objective and methodology.
2) To analyze performance of flow shop scheduling at gating and ranking
process.
3) To evaluation of operational procedures at gating and ranking process.
4) Determine the impact of random machine downtimes and performance of
labor at gating and ranking process.
CHAPTER II
LITERATURE REVIEW
2.1 Introduction to Manufacturing Simulation
Including research by Schott Miller and Dennis Pegden (2000), they were
focus about manufacturing simulation has been one of the primary application areas
of simulation technology. It has been widely used to improve and validate the
designs of a wide range of manufacturing systems. The typical manufacturing model
is usually used either to predict system performance or to compare two or more
system designs or scenarios. Facility design applications may involve modeling
many different aspects of the production facility, including equipment
selection/layout, control strategies (push/pull logic), material handling design, buffer
sizing, dispatching/scheduling strategies and material management. Depending on
the objectives of the study, a detailed model of a facility level process can be very
large and complex. Supply chain models are used to study an enterprise wide process
that may encompass multiple production facilities, distribution centers and
transportation systems.
In additional, the basic approach with simulation-based scheduling is to run
the factory model using the starting state of the factory and the set of planned orders
to be produced. Decision rules are incorporated into the model to make machine
selection and routing decisions. The simulation constructs a schedule by simulating
the flow of work through the facility and by making “smart” decisions based on the
scheduling rules specified. Simulation-based scheduling, there are two types of
7 1) An operation selection rule
2) A resource selection rule
If a resource becomes available and there are several operations waiting to be
processed by the resource, the operation selection rule is used to select the operation
that is processed next. If an operation becomes available and it can be processed on
more than one resource, the resource selection rule is used to decide which resource
is used to process the operation.
On the basis of such concepts and views of the meanings of manufacturing and
systems so far discussed, manufacturing (or production) systems can now be defined
in the following three aspects (K. Hitomi, 1975):
1. The Structural Aspect of Manufacturing Systems. Based on structural (or static)
definition of the system, the manufacturing system is a unified assemblage of
hardware, which includes workers, production facilities (including tools, jigs,
and fixtures), materials-handling equipment, and other supplementary devices.
Thus the structural aspect of the manufacturing system forms a static spatial
structure of a plant, i.e., the plant layout. This aspect can be viewed as a
production system. This phrase appeared in 1907. Since 1943 it has been also
used to mean the inference mechanism operated by knowledge based systems in
the field of artificial intelligence (a different terminology should be introduced
for this meaning).
2. The Transformational Aspect of Manufacturing Systems. Based on a
transformational (or functional) definition of the system, the manufacturing
system is defined as the conversion process of the factors of production,
particularly the raw materials, into the finished products, aiming at a maximum
productivity. This system is concerned with the flow of materials (or material
flow). This is a common method of defining production systems or, in some
8
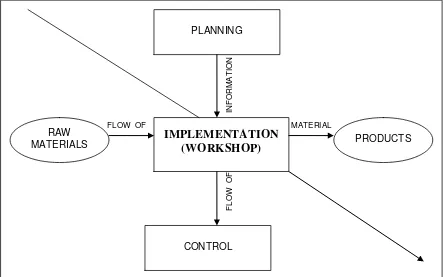
3. The Procedural Aspect of Manufacturing Systems. Based on a procedural
definition of the system, the manufacturing system is the operating procedures
of production. This constitutes the so-called management cycle, i.e., planning,
implementation, and control. This process was recognized in Germany in the
late 19th century, and Fayol established the functions of this process in 1916.
Planning is selection, from among the alternatives, of the future course of
action; implementation executes practical activities according to the plan
(schedule); and control is measurement and correction of the performance of the
activities to make sure that the management objectives and plans are being
accomplished. Hence the manufacturing system plans and implements the
productive activities to convert raw materials into products and controls this
process to reduce or eliminate deviation of the actual performance from the
plan. This procedure-production management-constitutes the flow of
information (or information flow) for effective and economical production.
Figure 2.1: Three flows concerning manufacturing: flow of material, flow of
information and flow of costs (K. Hitomi, 1978). RAW
MATERIALS IMPLEMENTATION PRODUCTS