SKRIPSI
EMMA RISDA L.TOBING
060803050
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
SKRIPSI
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar Sarjana Sains
EMMA RISDA L.TOBING 060803050
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : MODEL PENGENDALIAN PRODUKSI DENGAN
BACKORDER DAN SHORTAGE YANG DIIJINKAN
Kategori : SKRIPSI
Nama : EMMA RISDA L. TOBING
Nomor Induk Mahasiswa : 060803050
Program Studi : SARJANA (S1) MATEMATIKA Departemen : MATEMATIKA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN ALAM (FMIPA) UNIVERSITAS SUMATERA UTARA
Diluluskan di
Medan, September 2011
Komisi Pembimbing :
Pembimbing 2 Pembimbing 1
Drs. Djakaria Sebayang, M.Si Drs. Faigiziduhu Bu’ulolo, M.Si NIP. 19511227 198503 1 002 NIP 19531218 198003 1 003
Diketahui/ Disetujui oleh:
Departemen Matematika FMIPA USU Ketua,
Prof. Dr. Tulus, M.Si
PERNYATAAN
MODEL PENGENDALIAN PERSEDIAAN DENGAN BACKORDER DAN
SHORTAGE YANG DIIJINKAN
SKRIPSI
Saya mengakui bahwa skripsi ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, September 2011
PENGHARGAAN
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena rahmat dan pertolonganNya penulis dapat menyelesaikan penulisan skripsi ini.
Penulis mengucapkan terima kasih kepada Drs. Faigiziduhu Bu’ul l ,M.Si dan Drs. Djakaria Sebayang, M.Si selaku Dosen pembimbing atas motivasi dan bimbingannya kepada penulis dalam mengerjakan skripsi ini, dan juga memberikan buku-buku dan jurnal-jurnal pendukung sebagai referensi. Ucapan terima kasih juga disampaikan kepada, Drs. Suwarno Ariswoyo, M.Si dan Drs. H. Haludin Panjaitan, Msi selaku Dosen pembanding atas kritik, saran, dan masukannya dalam mengerjakan skripsi ini. Ucapan terima kasih juga penulis sampaikan kepada Prof. Dr. Tulus, M.Si dan Dra. Mardiningsih, M.Si selaku Ketua dan Sekretaris Departemen Matematika FMIPA USU, Bapak dan Ibu Dosen di Departemen Matematika FMIPA USU, dan Staf administrasi Departemen Matematika FMIPA USU. Penulis juga mengucapkan terima kasih kepada teman-teman Matematika Stambuk 2006 buat persahabatan, dukungan dan kebersamaan yang dilalui bersama selama ini. Rasa terima kasih juga penulis sampaikan kepada keluarga saya(Bapak, Ibu dan adik-adik saya khusunya)atas dukungan yang telah diberikan baik secara moril dan materil sehingga penulis dapat menyelesaikan skripsi ini dengan baik. Tidak lupa juga teman-teman sepelayanan di GKPS Krakatau, penulis mengucapkan terimakasih buat doa dan juga motivasi yang telah diberikan selama ini.
Semoga Tuhan membalas segala kebaikan yang sudah diberikan, dan biarlah kasih dan kemurahan Tuhan yang senantiasa menyertai kita.
Penulis,
ABSTRAK
INVENTORY CONTROL MODEL WITH BACK-ORDER AND SHORTAGE ARE ALLOWED
ABSTRACT
DAFTAR ISI
Halaman
Persetujuan ii
Pernyataan iii
Penghargaan iv
Abstrak v
Abstract vi
Daftar Isi vii
Bab 1 Pendahuluan
1.1 Latar Belakang 1
1.2 Perumusan Masalah 2
1.3 Batasan Masalah 2
1.4 Tinjauan Pustaka 3
1.5 Tujuan Penelitian 5
1.6 Manfaat Penelitian 5
1.7 Metodologi Penelitian 6
Bab 2 Landasan Teori 7
2.1 Arti dan Peranan Pengendalian Persediaan 7
2.2 Jenis-Jenis Persediaan 9
2.3 Komponen-Komponen Biaya Persediaan 11
2.3.1Biaya Pengadaan 12
2.3.2Biaya Penyimpanan (Carrying Cost/ Holding Cost) 13 2.3.3Biaya Kekurangan Persediaan (Shortage Cost/ Stock Out Cost) 13 2.4 Hubungan antara Tingkat Persediaan dengan Total Biaya 14
2.5 Model Persediaan 14
2.5.1Model Deterministik 15
2.5.2Model Probabilistik 16
2.6 Model Persediaan Economic Order Quantity (EOQ) 16 2.6.1 Model statis EOQ Single Item 17 2.6.2 Model statis EOQ multi Item 18
2.7 Model Persediaan Backorder 19
Bab 3 Pembahasan
3.1 model 1 23
3.2 model 2 25
3.3 model 3 27
3.4 contoh numerik 29
Bab 4 saran dan kesimpulan 31
ABSTRAK
INVENTORY CONTROL MODEL WITH BACK-ORDER AND SHORTAGE ARE ALLOWED
ABSTRACT
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Masalah persediaan merupakan masalah yang sangat penting dalam
perusahaan. Persediaan mempunyai pengaruh besar terhadap kegiatan produksi.
Masalah persediaan dapat diatasi dengan aktivitas ataupun langkah-langkah yang
sesuai dengan cara menentukan jumlah yang tepat untuk persediaan suatu item. Jika
perusahaan mengalami kelebihan persediaan, maka dapat menyebabkan kerugian,
karena dapat menyebabkan terjadinya perhentian perputaran uang atau modal, dan
dapat juga menimbulkan biaya-biaya yang lain.
Baik buruknya manajemen perusahaan berpengaruh terhadap usaha yang
dilakukan, termasuk dalam menentukan persediaan. Untuk itu, harus ditentukan
jumlah persediaan yang tepat sehingga usaha dapat berjalan efektif. Dalam
perkembangan dunia bisnis sekarang ini, banyak terjadi perubahan pola pikir dalam
menentukan kebijakan-kebijakan terkait sistem manajemen perusahaan untuk
perusahaan tersebut. Perubahan tersebut diharapkan menjadi suatu alternative yang
baik dalam suatu perusahaan.
Produksi dan perencanaan persediaan serta sasaran dari prosedur pengendalian
persediaan perusahaan tergantung stok apakah buat produksi atau to make order (yang
pada gilirannya tergantung pada hubungan waktu janji pelanggan dengan waktu
proses timbal balik) dan apakah permintaan untuk produksi diketahui atau dapat
diantisipasi atau tidaknya.
Salah satu faktor penting dalam teori persediaan adalah backorder. Backorder
berarti penundaan pemenuhan permintaan atau ketidakmampuan memenuhi sama
sekali. Sebuah perusahaan akan tetap melayani pembelian barang tipe-X, meskipun
datang beberapa hari (minggu dan sebagainya) kemudian. Sistem persediaan tersebut
akan memungkinkan adanya backorder.
Kekurangan stok atau shortage dapat mempengaruhi persediaan. Dan shortage
juga dapat mempengaruhi jumlah pesanan, sedangkan pesanan dapat mempengaruhi
periode pesanan. Selanjutnya, dalam hal ini dipakai asumsi bahwa apabila toko atau
perusahaan tidak dapat memenuhi permintaan pembeli atau langganan seketika karena
barang yang diminta kebetulan tidak ada, maka toko tersebut akan menanggung beban
yang lazim disebut “shortage cost”. Berdasarkan permasalahan tersebut penulis
memberi judul tulisan ini dengan “Model pengendalian persediaan dengan
backorder dengan shortageyang diijinkan”.
1.2 PERUMUSAN MASALAH
Berdasarkan latar belakang yang sudah diuraikan sebelumnya, maka dapat
dirumuskan masalah persediaan dengan beberapa model persediaan yang berhubungan
dengan backorder dan kondisi shortage yang diijinkan sehingga dengan model
tersebut akan diperoleh biaya persediaan yang minimum.
1.3 PEMBATASAN MASALAH
Penulisan tugas akhir ini di titik beratkan pada pengendalian persediaan dengan
backorder dan kondisi shortage yang diijinkan. Dengan asumsi permintaan tetap dan
diketahui, produksi terbatas dan shortage yang diijinkan walaupun biaya shortage
yang terbatas, maka penelitian ini membatasi bahwa:
1. Sistem persediaan hanya melibatkan satu item
2. Pengisian terjadi secara instant pada pemesanan, dan lead time adalah nol.
3. Laju permintaan R (t) adalah deterministik
4. Shortage yang diijinkan
5. Periode perencanaan adalah panjang dan tak tebatas.
1.4 TINJAUAN PUSTAKA
Persediaan adalah bahan mentah, barang dalam proses (work in process), barang jadi,
bahan pembantu, bahan pelengkap, komponen yang disimpan dalam antisipasinya
oleh mekanisme pemenuhan atas permintaan, keinginan untuk memedam permintaan
yang bervariasi dan tidak pasti dalam jumlah maupun waktu kedatangan serta adanya
keinginan melakukan spekulasi yang bertujuan untuk mendapatkan keuntungan yang
besar dari kenaikan harga di masa yang akan mendatang (Baroto, 2002)
Perencanaan persediaan merupakan serangkaian kebijakan dalam menentukan
tingkat persediaan yang harus tersedia. Sistem ini menjamin tersedianya persediaan
yang tepat dalam kuantitas dan waktu yang tepat. Dengan kata lain, pengadaan
persediaan yang tepat dapat memperoleh kualitas dan jumlah yang tepat dari barang
yang tersedia pada waktu dibutuhkan dengan biaya yang minimum.
(Pangestu, 1983) Menyatakan bahwa: total annual relevant cost merupakan
gabungan antara ordering cost, holding cost dan shortage cost. Atau TC = ordering
cost + holding cost + shortage cost
Ordering dan Procurement cost merupakan total biaya pemesanan dan
pengadaan bahan sehingga siap untuk dipergunakan atau diproses lebih lanjut. Dengan
kata lain, biaya ini mencakup biaya-biaya pengangkutan, pengumpulan, penyusunan
dan penempatan di gudang, sampai kepada biaya-biaya yang berhubungan dengan
pemesanan sampai penempatan bahan/barang di gudang. Untuk membedakan secara
tegas antara kedua macam biaya ini dapat dilihat dari sifat fixed-variable biaya-biaya
yang dikeluarkan pada waktu pemesanan. Sering kali total kedua biaya ini bervariasi
menurut jumlah barang yang dipesan, misalnya apabila harga barang ditetapkan
dengan quantity discount. Dalam hal ini total biaya pemesanan dapat dibedakan atas
kelompok biaya pesanan yang bersifat fixed, yang tidak tergantung pada jumlah
barang yang dipesan dan kelompok bidang pemesanan yang bersifat variable, yang
tergantung pada jumlah barang yang dipesan. Bagian yang bersifat fixed disebut
ordering cost dan yang bersifat variable disebut procurement cost.
(Taha, 1982), menyatakan bahwa model persediaan dibedakan menjadi dua
yaitu persediaan dengan model deterministik, yang ditandai oleh karakteristik
permintaan dan periode kedatangan pesanan yang dapat diketahui secara pasti
sebelumnya dan persediaan dengan model probabilistik, yang ditandai oleh
karakteristik permintaan dan periode kedatangan pesanan yang tidak dapat diketahui
sebelumnya, sehingga perlu didekati dengan distribusi probabilitas. Untuk
mengembangkan model yang akan dibahas, notasi berikut akan digunakan dalam
TC = total cost
It = tingkat persediaan pada waktu t
R = jumlah barang yang dibutuhkan persatuan waktu
C1 = biaya penyimpanan (holding cost) persatuan waktu
C2 = biaya kekurangan (shortage cost) suatu barang persatuan waktu
C3 = biaya pengadaan produksi (ordering cost) setiap melakukan pesanan
t = interval waktu setiap pemesanan
q = jumlah barang yang dipesan setiap melakukan pesanan
q = Rt
Stok dalam waktu periode t adalah sebagai berikut:
dt = Rt2 = qt
Pesanan ditempatkan di titik-titik waktu t1 dan t2, kuantitas pesanan pada
re-order point hanya cukup membuat ketinggian stok pada tingkat maksimum S.
Jika:
t = t1 + t2
kemudian: t t1 , q It
t1 = t
q It Dan juga: t t2 , q I q t
t2 = t
q I q t
Jumlah persediaan selama waktu (t) adalah
Q = 2 1
Itt1
Dan biaya penyimpanan persediaan (holding cost) selama waktu (t)
Hq = 2 1
C1Itt1
Demikian pula total shortage selama waktu (t)
S = 2 2 t
I
q t
Sq= C2 2 2 t
I q t
maka, total cost selama waktu t adalah:
TC = 2 1
C1Itt1 + C2 2 2 t
I q t
+ C3
1.5 TUJUAN PENELITIAN
Tujuan dari penulisan tugas akhir ini adalah:
1. Menjelaskan tentang persediaan dengan mempertimbangkan backorder dan
kondisi shortage yang diperbolehkan.
2. Mengetahui periode habisnya persediaan dan periode pemesanan yang tepat
sehingga diperoleh biaya persediaan yang dikeluarkan minmum.
1.6 MANFAAT PENELITIAN
Manfaat yang dapat diambil dari tulisan ini adalah:
1. Sebagai bahan dari suatu perusahaan dalam suatu sistem persediaan di
lingkungan perusahaannya, sehingga dapat memberikan keuntungan melalui
implementasi yang tepat.
2. Dengan tulisan ini diharapkan juga dapat menambah referensi bagi yang lain
dalam mempertimbangkan kondisi shortage dan backorder, sehingga
diperoleh biaya minimum dalam sistem persediaannya.
1.7 METODOLOGI PENELITIAN
Dalam tulisan ini, penulis melakukan studi literatur dengan tinjauan pustaka dari
beberapa buku ataupun sumber yang lain seperti jurnal-jurnal dan bahan-bahan
referensi dari internet untuk memperoleh pengertian ataupun menambah pemahaman
tentang sistem persediaan. Adapun langkah yang di ambil dalam penelitian ini adalah:
1. Menjelaskan sistem persediaan dengan kondisi shortage
2. Menjelaskan sistem persediaan yang melakukan backorder
3. Mengambil contoh permasalahan dari asumsi yang sudah ditetapkan
4. Menyelesaikan permasalahan dengan kondisi backorder ataupun shortage
dengan langkah yang sudah dibahas.
BAB 2
LANDASAN TEORI
2.1 Arti dan Peranan Pengendalian Persediaan Produksi
Persediaan dapat diartikan sebagai bahan atau barang yang disimpan yang
akan digunakan untuk memenuhi tujuan tertentu, misalnya untuk proses produksi atau
perakitan, untuk dijual kembali, atau suku cadang dari suatu peralatan atau mesin
(Herjanto, 1999). Persediaan dapat berupa bahan mentah, bahan pembantu, barang
dalam proses, barang jadi ataupun suku cadang. Pengendalian persediaan produksi
dapat diartikan sebagai semua aktivitas ataupun langkah-langkah yang digunakan
untuk menentukan jumlah yang tepat untuk persediaan suatu item. Pengendalian
persediaan juga merupakan serangkaian kebijakan pengendalian untuk menentukan
tingkat persediaan yang harus tersedia, kapan menambah persediaan, dan berapa besar
pesanan yang harus diadakan.
Pengendalian persediaan merupakan suatu model yang umum digunakan
untuk menyelesaikan masalah yang terkait dengan usaha pengendalian bahan baku
maupun barang jadi dalam suatu aktifitas perusahaan. Ciri khas dari model persediaan
adalah solusi optimalnya difokuskan untuk menjamin persediaan dengan biaya yang
serendah-rendahnya.
Timbulnya persediaan suatu item dapat disebabkan oleh:
a. Mekanisme atas pemenuhan permintaan.
Permintaan terhadap suatu barang tidak dapat dipenuhi seketika bila barang
tersebut tidak ada tersedia sebelumnya. Untuk menyiapkan suatu barang
diperlukan waktu untuk pembuatan dan pengiriman, sehingga dengan adanya
persediaan hal seperti ini dapat diatasi.
Ketidakpastian terjadi akibat permintaan yang bervariasi dan tidak pasti dalam
jumlah maupun waktu kedatangan, waktu memproduksi barang cenderung tidak
konstan, dan waktu tenggang yang cenderung tidak pasti karena banyak faktor
tidak dapat dikendalikan. Ketidakpastian ini dapat diredam dengan persediaan.
c. Keinginan untuk melakukan spekulasi yang bertujuan untuk mendapatkan keuntungan yang besar dari kenaikan harga di masa mendatang.
Fungsi utama pengendalian persediaan adalah menyimpan untuk melayani kebutuhan
perusahaan akan bahan mentah/barang jadi dari waktu ke waktu. Adapun fungsi
ataupun manfaat pengendalian persediaan adalah mengatasi resiko keterlambatan
pengiriman, mengatasi resiko kesalahan pengiriman, mengatasi resiko kenaikan harga,
mengatasi ketergantungan pada musim, mendapatkan keuntungan dari pembelian,
untuk melayani konsumen dengan baik, kelangsungan operasional perusahaan.
Fungsi ini ditentukan oleh berbagai kondisi seperti:
a. Apabila jangka waktu pengiriman bahan mentah relatif lama maka perusahaan perlu persediaan bahan mentah yang cukup untuk memenuhi kebutuhan
perusahaan selama jangka waktu pengiriman.
b. Seringkali jumlah yang dibeli lebih besar daripada yang dibutuhkan. Hal ini disebabkan karena anggapan pada umumnya, membeli dan memproduksi dalam jumlah yang besar pada umumnya lebih ekonomis sehingga barang/bahan yang belum dipakai disimpan sebagai persediaan.
c. Apabila permintaan barang bersifat musiman sedangkan tingkat produksi setiap saat adalah konstan maka perusahaan dapat melayani permintaan tersebut dengan membuat tingkat persediaannya berfluktuasi mengikuti fluktuasi permintaan.
d. Persediaan diperlukan, apabila biaya untuk mencari barang/bahan pengganti atau kehabisan barang/bahan (stockout cost) relatif besar.
Menurut Assauri (1998), pengendalian persediaan bertujuan untuk:
a. Menjaga jangan sampai terjadi kehabisan persediaan.
b. Menjaga agar penentuan persediaan oleh perusahaan tidak terlalu besar sehingga biaya yang timbul tidak terlalu besar.
c. Menghindari pembelian secara kecil-kecilan, karena akan berakibat biaya pemesanan menjadi besar.
Sistem ini diharapkan dapat menentukan dan menjamin tersedianya persediaan
yang tepat dalam kuantitas dan waktu yang tepat. Dengan kata lain, tujuan
dari barang yang tersedia pada waktu dibutuhkan dengan biaya yang minimum untuk
keuntungan atau kepentingan perusahaan.
Dalam suatu sistem persediaan, apabila jumlah persediaan lebih besar dibanding
permintaan, hal ini dapat menimbulkan dana besar yang tertanam dalam persediaan,
menambah biaya penyimpanan, dan resiko kerusakan barang yang lebih besar.
Namun, jika persediaan lebih sedikit dibanding permintaan, akan menyebabkan
kekurangan persediaan (stock out) yang berakibat proses produksi berhenti, bahkan
dapat berakibat berkurangnya pelanggan. Persoalan yang demikian sering timbul
dalam persediaan, sehingga setiap kali ada permintaan, permintaan tersebut dapat
segera dilayani dengan jumlah biaya minimum.
2.2 Jenis –Jenis Persediaan
Handoko, (1984) menjelaskan bahwa setiap jenis persediaan mempunyai karakteristik
khusus tersendiri dan cara pengelolaan yang berbeda. Menurut jenisnya, persediaan
dapat dibedakan atas:
a) Persediaan bahan mentah (raw materials), yaitu persediaan barang-barang berwujud seperti baja, kayu, dan komponen-komponen lainnya yang
digunakan dalam proses produksi. Bahan mentah dapat diperoleh dari sumber-sumber alam atau dibeli dari supplier atau dibuat sendiri oleh perusahaan untuk digunakan dalam proses produksi selanjutnya.
b) Persediaan komponen-komponen rakitan (purchased parts/components), yaitu persediaan barang-barang yang terdiri dari komponen-komponen yang
diperoleh dari perusahaan lain, di mana secara langsung dapat dirakit menjadi suatu produk.
c) Persediaan bahan pembantu atau penolong (supplies), yaitu persediaan barang-barang yang diperlukan dalam proses produksi, tetapi tidak merupakan bagian atau komponen barang jadi.
atau yang telah diolah menjadi suatu bentuk, tetapi masih perlu diproses lebih lanjut menjadi barang jadi.
e) Persediaan barang jadi (finished goods), yaitu persediaan barang-barang yang telah selesai diproses atau diolah dalam pabrik dan siap untuk dijual atau dikirim kepada pelanggan.
Persediaan dapat dikategorikan berdasarkan fungsinya ke dalam empat jenis sebagai
berikut (Herjanto, 1999):
a. Fluctuation stock
Merupakan persediaan untuk menjaga terjadinya fluktuasi permintaan yang
tidak diperkirakan sebelumnya dan untuk mengatasi jika terjadi kesalahan/
penyimpangan dalam prakiraan penjualan, waktu produksi, atau pengiriman
barang.
b. Anticipation stock
Merupakan jenis persediaan untuk mengahadapi permintaan yang dapat
diramalkan, misalnya: pada musim permintaan tinggi tetapi kapasitas produksi
pada saat itu tidak mampu memenuhi permintaan. Persediaan ini juga
dimaksudkan untuk menjaga kemungkinan sukarnya diperoleh bahan baku
sehingga tidak mengakibatkan terhentinya produksi. Baroto (2002),
menjelaskan bahwa seringkali perusahaan mengalami kenaikan permintaan
dilakukan program promosi. Untuk memenuhi hal itu, maka diperlukan
persediaan produk jadi agar tak terjadi stock out. Keadaan yang lain adalah
bila suatu ketika diperkirakan pasokan bahan baku akan terjadi kekurangan.
Jadi, tindakan menimbun persediaan bahan baku terlebih dahulu adalah
merupakan tindakan rasioanal. Disamping itu, Handoko (1984) menyatakan
bahwa perusahaan juga sering menghadapi ketidakpastian jangka waktu
pengiriman dan permintaan akan barang-barang selama periode pemesanan
kembali sehingga memerlukan kuantitas persediaan ekstra atau safety
inventories.
Merupakan persediaan yang diadakan dalam jumlah yang lebih besar daripada
kebutuhan pada saat itu. Cara ini dilakukan untuk mendapatkan keuntungan
dari harga barang (potongan kuantitas) karena pembelian dalam jumlah (
lot-size) yang besar atau untuk mendapatkan penghematan dari biaya
pengangkutan per unit yang lebih rendah.
d. Pipeline inventory
Merupakan persediaan yang sedang dalam proses pengiriman dari tempat asal
ke tempat di mana barang itu digunakan. Misalnya: barang yang dikirim dari
pabrik menuju tempat penjualan yang dapat memakan waktu beberapa hari
atau beberapa minggu.
2.3. Komponen-komponen Biaya Persediaan
Masalah utama yang ingin dicapai oleh pengendalian persediaan adalah
meminimumkan biaya operasi total perusahaan. Berbagai macam biaya yang perlu
diperhitungkan disaat mengevaluasi masalah persediaan. Biaya pembelian adalah
biaya yang dikeluarkan membeli barang. Besarnya biaya pembelian ini tergantung
pada jumlah barang yang dibeli dan harga satuan barang. Biaya pembelian menjadi
faktor penting ketika harga barang yang dibeli tergantung pada ukuran pembelian.
Situasi ini akan diistilahkan sebagai quantity discount atau price break di mana harga
barang per unit akan turun bila jumlah barang yang dibeli meningkat. Dalam
kebanyakan teori persediaan, komponen biaya pembelian tidak dimasukkan ke dalam
biaya total sistem persediaan karena diasumsikan bahwa harga barang per unit tidak
dipengaruhi oleh jumlah barang yang dibeli sehingga komponen biaya pembelian
untuk periode waktu tertentu (misalnya satu tahun) konstan dan hal ini tidak akan
mempengaruhi jawaban optimal tentang berapa banyak barang yang harus dipesan.
Biaya-biaya persediaan dapat dikelompokan atas biaya pengadaan (ordering
cost dan procurement cost), biaya penyimpanan (holding cost atau carrying cost),
biaya kekurangan (shortage cost).
Ordering dan Procurement cost merupakan total biaya pemesanan dan pengadaan
bahan sehingga siap untuk dipergunakan atau diproses lebih lanjut. Biaya pemesanan
ini adalah biaya yang dikeluarkan sehubungan dengan kegiatan pemesanan bahan/
barang, sejak dari penempatan pemesanan sampai tersedianya barang di gudang.
Dengan kata lain, biaya ini mencakup biaya-biaya pengangkutan dan bongkar muat,
pengumpulan, penyusunan dan penempatan di gudang, sampai kepada biaya-biaya
yang berhubungan dengan pemesanan sampai penempatan bahan/barang di gudang.
Biaya pemesanan tidak tergantung dari jumlah yang dipesan, tetapi tergantung dari
berapa kali pesanan dilakukan. Dalam proses produksi, biaya ini sering disebut
sebagai set-up cost, yaitu biaya yang dikeluarkan atau diperlukan untuk menyiapkan
mesin-mesin atau proses manufaktur dari suatu rencana produksi.
Untuk membedakan secara tegas antara kedua macam biaya ini dapat dilihat dari
sifat fixed-variable biaya-biaya yang dikeluarkan pada waktu pemesanan. Sering kali
total kedua biaya ini bervariasi menurut jumlah barang yang dipesan, misalnya apabila
harga barang ditetapkan dengan quantity discount. Dalam hal ini total biaya
pemesanan dapat dibedakan atas kelompok biaya pesanan yang bersifat fixed, yang
tidak tergantung pada jumlah barang yang dipesan dan kelompok bidang pemesanan
yang bersifat variable, yang tergantung pada jumlah barang yang dipesan. Bagian
yang bersifat fixed disebut ordering cost dan yang bersifat variable disebut
procurement cost.
2.3.2. Biaya Penyimpanan (holding cost/carrying cost)
Holding cost atau carrying cost timbul karena perusahaan menyimpan persediaan.
Biaya ini sebagian besar merupakan biaya penyimpanan (secara fisik) disamping
pajak dan asuransi barang yang disimpan. Biaya ini juga termasuk biaya modal yang
tertanam dalam persediaan, sewa gudang, ongkos bongkar muat, harga penyusutan,
harga kerusakan, dan penurunan harga.
Biaya modal merupakan komponen biaya penyimpanan yang terbesar, baik itu
berupa biaya bunga kalau modalnya berasal dari pinjaman maupun biaya oportunitas
apabila modalnya milik sendiri. Dana yang tertanam dalam persediaan di dalam
menguntungkan bila ditanamkan/digunakan pada keperluan lain. Biasanya biaya ini
sebanding dengan jumlah persediaan di dalam stok. Biaya penyimpanan dapat
dinyatakan dalam dua bentuk, yaitu sebagai persentase dari nilai rata-rata persediaan
per tahun dan dalam bentuk rupiah per tahun per unit barang.
2.3.3. Biaya kekurangan stok (shortage cost)
Shortage cost ini timbul akibat tidak terpenuhinya permintaan akan kebutuhan
pelanggan. Biaya ini timbul apabila permintaan terhadap barang yang kebetulan
sedang tidak tersedia di gudang. Biaya kekurangan persediaan ini pada dasarnya
bukan biaya riil, melainkan biaya kehilangan kesempatan. Termasuk dalam biaya ini,
antara lain semua biaya kesempatan yang timbul karena terhentinya proses produksi
sebagai akibat tidak adanya bahan diproses, biaya administrasi tambahan, biaya
tertundanya penerimaan keuntungan, bahkan biaya kehilangan pelanggan.
Untuk barang-barang tertentu, langganan dapat diminta untuk menunda
pembeliannya atau dengan kata lain pelanggan diminta untuk menunggu. Kalau
langganan mau menunggu, maka biaya terdiri dari ongkos produksi yang
terburu-buru. Tetapi kalau langganan tidak bersedia menunggu, maka biaya terdiri dari
kehilangan untung dan lebih-lebih lagi kehilangan kepercayaan. Dalam perusahaan
dagang, terdapat tiga alternative yang dapat terjadi karena kekurangan persediaan,
yaitu tertundanya penjualan, kehilangan penjualan, dan kehilangan pelanggan.
Pelanggan loyal (setia) terhadap suatu jenis barang atau merek, akan menolak
membeli/menggunakan barang atau merk pengganti dan menunggu sampai barang itu
tersedia. Dalam hal ini, keuntungan yang seharusnya diperoleh perusahaan menjadi
tertunda sampai barangnya tersedia dan terjadi penjualan. Pelanggan yang membeli
barang subtitusi lain karena sangat membutuhkan, tetapi pada kesempatan pembelian
berikutnya pelanggan kembali membeli produk atau merek semula. Di sini
keuntungan, sebesar profit margin kali unit yang seharusnya terjual, menjadi hilang.
Biaya dari jenis ini umumnya mendapat perhatian yang sunguh-sungguh karena
akibatnya tidak segera terasa dan sifatnya merusak dan berlangsung secara
2.4 Hubungan antara tingkat persediaan dan total biaya
Salah satu tujuan pengendalian persediaan adalah bagaimana meminimumkan biaya
persediaan. Hal ini berhubungan dengan jumlah barang yang akan dipesan dan kapan
pemesanan akan dilakukan.
Dalam menentukan jumlah persediaan menyangkut keputusan dua kepentingan
pihak yang menyimpan dan pihak yang memerlukan barang. Keputusan ini dapat
diketegorikan menjadi dua yaitu:
a. Jumlah barang yang dipesan ditentukan dan pada saat waktu pemesanan barang masuk konstan
b. Jumlah barang yang dipesan dan waktu pesanan harus ditentukan.
Salah satu pendekatan terhadap kedua keputusan ini adalah memesan dalam jumlah
yang sebesar-besarnya untuk meminimumkan biaya pemesanan. Cara lainnya adalah
memesan dalam jumlah sekecil-kecilnya untuk meminimumkan biaya pemesanan.
Tindakan yang paling baik akan diperoleh dengan mempertemukan kedua titik ekstrim
tersebut (Supranto, 1988).
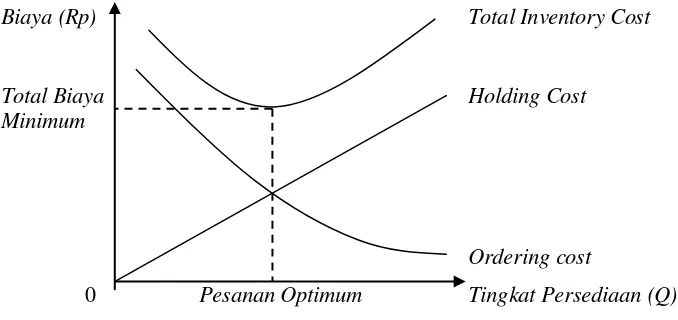
Sebagai ilustrasi, gambar 2.1 dapat memperlihatkan hubungan antara tingkat
persediaan dan total biaya (Siagian, 1987).
Biaya (Rp) Total Inventory Cost
Total Biaya Holding Cost
Minimum
Ordering cost
[image:24.595.150.489.533.693.2]0 Pesanan Optimum Tingkat Persediaan (Q)
2.5 Model Persediaan
Model persediaan dapat dibedakan atas karakteristik permintaan dan periode
kedatangan pesanan yaitu persediaan dengan model deterministik dan probabilistik.
2.5.1 Model Deterministik
Model deterministik adalah model persediaan yang ditandai oleh karakteristik
permintaan dan periode kedatangan pesanan yang dapat diketahui secara pasti
sebelumnya. Model ini menganggap nilai parameter sudah diketahui dengan pasti.
Model deterministik dapat dibedakan atas:
a. Deterministik Statis.
Untuk model deterministik statis, diketahui total permintaan bersifat konstan, di
mana laju permintaan adalah sama untuk tiap periode.
b. Deterministik Dinamik
Pada model ini total permintaan setiap unit barang untuk tiap periode diketahui
dan bersifat konstan, tetapi laju permintaan dapat bervariasi dari satu periode ke
periode lainnya.
2.5.2 Model probabilistik
Model probabilistik adalah model persediaan yang ditandai oleh karakteristik
permintaan dan periode kedatangan pesanan yang tidak dapat diketahui sebelumnya.
Model ini menganggap bahwa nilai-nilai parameter merupakan nilai-nilai yang tidak
pasti, di mana nilai parameter tersebut merupakan variabel random. Model
probabilistik dibedakan menjadi dua yaitu:
a. Probabilistik Statis.
Pada model ini variabel permintaan bersifat random dan distribusi probabilistik
dipengaruhi oleh waktu setiap periode.
Pada model ini variabel permintaan bersifat random, di mana distribusi
probabilistik dipengaruhi oleh waktu setiap periode dan dapat bervariasi dari
satu periode ke periode lainnya.
2.6 Model Persediaan Economic Order Quantity (EOQ)
Model ini merupakan salah satu model deterministik statis. Metode ini pertama kali
diperkenalkan oleh Ford Harris dari Westinghouse pada tahun 1915. Metode ini
menjadi inspirasi bagi para pakar persediaan untuk mengembangkan metode-metode
pengendalian persediaan lainnya. Metode ini dikembangkan atas fakta adanya biaya
variabel dan biaya tetap dari proses produksi atau pemesanan barang (Baroto, 2002).
Jumlah pemesanan yang dapat meminimumkan total biaya persediaan disebut
EconomicOrder Quantity (EOQ).
Tiap faktor dalam model dasar EOQ dapat berubah sesuai dengan kondisi
yang dihadapi perusahaan. Kondisi-kondisi ini dapat mengubah nilai EOQ
sebelumnya. Perubahan-perubahan model dasar EOQ dapat saja terjadi karena
beberapa akibat:
a) Adanya potongan harga (quantity discount) yang ditawarkan supplier jika membeli dalam jumlah banyak.
b) Adanya kondisi kehabisan persediaan (storage cost). c) Adanya macam-macam biaya simpan.
Pada penelitian ini, hanya membahas model EOQ pada model statis EOQ
single item dan model statis EOQ multi item. Apabila perusahaan hanya memiliki satu
macam item saja maka model persediaannya adalah model statis EOQ single item
sedangkan yang memiliki lebih dari satu macam item maka model persediaannya
adalah model statis EOQ multi item.
2.6.1 Model Statis EOQ Single Item
Model statis EOQ single item merupakan model persediaan yang paling sederhana.
Asumsi-asumsi yang digunakan antara lain (Nasution et al, 2008):
c) Tidak ada quantity discount.
d) Tidak ada pesanan ulang (back order) karena kehabisan persediaan (storage). e) Barang yang dipesan diasumsikan dapat segera tersedia (instaneously) atau
tingkat produksi (production rate) barang yang dipesan berlimpah (tak terhingga).
f) Waktu ancang-ancang (lead time) bersifat konstan artinya tidak ada tenggang waktu.
g) Setiap pesanan diterima dalam sekali pengiriman dan langsung dapat digunakan.
Model dasar EOQ single item merupakam model yang digunakan untuk
menentukan jumlah pemesanan secara ekonomis sehingga dapat meminimumkan total
biaya persediaan. Dalam model dasar EOQ single item diasumsikan bahwa harga beli
barang persediaan dianggap selalu sama atau tetap. Dalam kenyataannya, harga
barang tidaklah selalu sama karena adanya faktor diskon sehingga model EOQ single
item tidaklah relevan bila digunakan pada pengembangan model dengan adanya faktor
diskon, yaitu all unit discount. Tujuan model ini adalah untuk menentukan jumlah setiap kali pemesanan (EOQ) sehingga meminimisasi biaya total persediaan ( ).
2.6.2 Model Statis EOQ Multi Item
Model statis EOQ multi item merupakan model EOQ untuk pembelian bersama (joint
purchase) beberapa jenis item. Asumsi-asumsi yang dipakai antara lain:
a) Tingkat permintaan untuk setiap item bersifat konstan dan diketahui dengan pasti, lead time juga diketahui dengan pasti. Oleh karena itu, tidak ada stockout maupun biaya stockout.
b) Lead time-nya sama untuk semua item, di mana semua item yang dipesan akan datang pada satu titik waktu yang sama untuk setiap siklus.
c) Holding cost, harga per unit (unit cost) dan ordering cost untuk setiap item diketahui. Tidak ada perubahan dalam biaya per unit (quantity discount), ordering cost, dan holding cost.
Asumsi-asumsi yang digunakan tidak berbeda dengan model statis EOQ
single item, hanya saja ditambah lagi dengan dua buah asumsi, yaitu:
a) Biaya pesan untuk masing-masing jenis persediaan adalah sama.
Untuk memperoleh EOQ dengan pendekatan matematika,
Biaya pemesanan per tahun:
= Frekwensi pesanan x biaya pesanan
= x S
Biaya penyimpanan pertahun :
= persediaan rata-rata x biaya penyimpanan
= x C1
Biaya total pertahun :
= biaya pemesanan + biaya penyimpanan
= x S + x C1
EOQ terjadi jika biaya pemesanan = biaya penyimpanan, maka:
x S = x C1
2RS = C1
=
q =
2.7 Model Persediaan EOQ Backorder
Model persediaan dengan backorder ditandai dengan penerimaan pesanan dari
pelanggan akan tetap diterima walaupun pada saat itu sedang tidak ada persediaan.
Banyak perusahaan yang melayani pembelian ketika produknya sedang kosong.
Terutama perusahaan deler kendaraan yang sering mengalami hal ini. Pembeli
dijanjikan bahwa pesanan akan datang ataupun tersedia hari berikutnya ataupun
minggu berikutnya. Tindakan seperti ini merupakan sebuah keputusan yang sangat
penting dalam sebuah usaha pada saat persediaan dalam kondisi yang kekurangan
(shortage) atau juga pada saat kosong. Hal ini dilakukan untuk menghindari
kehilangan pelanggan. Permintaan tersebut akan dipenuhi kemudian setelah ada
Asumsi dasar yang digunakan dalam model ini, sama seperti model EOQ biasa,
dengan tambahan asumsi penjualan tidak hilang yaitu:
a. Barang yang dipesan dan diminta hanya satu macam.
b. Kebutuhan atau permintaan barang diketahui dan konstant selama periode persediaan.
c. Biaya pemesanan dan biaya penyimpanan diketahui dan konstan. d. Barang yang dipesan diterima seketika tidak bertahap.
e. Harga barang tetap dan tidak tergantung dari jumlah yang dibeli (tidak ada diskon dalam tingkat kuantitas pesanan).
Untuk mengembangkan model ini, notasi dan asumsi yang digunakan adalah:
It = tingkat persediaan pada waktu t
R = jumlah barang yang dibutuhkan persatuan waktu
C1 = biaya penyimpanan (holding cost) persatuan waktu
C2 = biaya kekurangan (shortage cost) suatu barang persatuan waktu
C3 = biaya pengadaan produksi (ordering cost) setiap melakukan pesanan
t = interval waktu setiap pemesanan
q = jumlah barang yang dipesan setiap melakukan pesanan
q = Rt
Dalam model pengendalian persediaan ini ada tiga asumsi yang akan dibahas,
dan dapat dilihat variasinya yang ditunjukan dalam gambar berikut:
A
It
q
C
t1 t1 t1
B t2 t2
t t t
T D
Gambar 2.2 Gambar variasi persediaan dengan waktu
Dari gambar dapat dijelaskan bahwa q adalah jumlah setiap pesanan dan It adalah
jumlah persediaan barang setiap awal siklus persediaan(on hand inventory). Tujuan
dari persediaan ini adalah menentukan jumlah q dan It yang dapat meminimumkan
biaya. Dapat ditunjukan dengan dua tahap. Tahap pertama adalah permintaan
pembelian dapat dipenuhi dengan on hand inventory. Tahap kedua adalah dimana on
hand inventory nol, dan pembeli dapat memesan setelah tersedia kemudian.Tiga
asumsi yang dipertimbangkan di sini pada saat kekurangan dan backorder yang terjadi
menyebabkan tiga model. Yang pertama ketika permintaan diketahui dan konstan,
produksi yang terbatas, shortage yang diperbolehkan sekalipun shortage cost itu
terbatas. Kedua, ketika waktu interval (t) tetap, penambahan diperkenankan, dan
tingkat produksi terbatas. Ketiga, ketika laju produksi terbatas. Stok dalam waktu
periode t adalah sebagai berikut:
dt = Rt2 = qt (2.1)
Periode perencanaan adalah panjang dan tak terbatas. Perencanaan dibagi
menjadi sub-interval T unit panjang. Interval waktu t dibagi dalam dua bagian yaitu t1
dan t2. Sehingga t = t1 + t2.
=
, →
t
1 =t
(2.2)=
, → t2 =
t
(2.3)Dengan demikian total persediaan dalam waktu t (gambar 2.2) adalah luas daerah
∆OAB.
∆OAB =
Persediaan holding cost pada waktu t adalah
Hq = C1Itt1,
S = t2,
maka dengan demikian shortage cost pada interval t adalah:
Sq = C2 t2.
Dan dengan demikian ordering cost pada waktu t adalah C3.
Sehingga total cost dalam waktu t adalah:
TC =
+ C2
t2 + C3 (2.4)
Rata-rata total cost dalam waktu t adalah:
AC =
(2.5)
Persamaan di atas dapat disubtitusikan ke persamaan (2.2) dan (2.3) maka, rata-rata
total cost dalam waktu t adalah:
AC =
(2.6)
Maka persamaan dapat diubah menjadi:
C(It,q) =
+
BAB 3
PEMBAHASAN
3.1 Model 1 (laju permintaan tetap, penambahan tidak terbatas, shortagecost
terbatas)
Model ini mengasumsikan bahwa permintaan diketahui dan tetap, produksi yang
terbatas, shortage yang diijinkan meskipun shortage cost nya terbatas. Sistem
persediaan ini hanya melibatkan satu item.
Pengisian yang terjadi adalah instant pada pemesanan sehingga lead-time adalah nol.
Turunkan persamaan (2.7) terhadap untuk memperoleh tingkat persediaan yang
optimal, dan juga lot size(q) yang optimal:
C(It,q) = +
+
Maka turunan persamaan (2.7) adalah:
= .
+ . . (-1) + 0
Karena,
= 0
Maka, dapat disederhanakan menjadi:
. + . . (-1) + 0 = 0
It - (q-It) = 0
. It = C2
Atau dapat disederhanakan menjadi:
It =
Turunan kedua dari suatu fungsi dapat menunjukan nilai tingkat persediaan yang
optimal. Untuk persamaan (3.1) apabila diturunkan menjadi:
= + =
Karena, Nilai optimal dapat diperoleh untuk nilai turunan keduanya adalah positif,
maka:
It0 =
. q (3.2)
Untuk memperoleh jumlah pesanan yang optimal, maka turunan persamaan (3.2)
adalah nol.
= 0
Dapat diperoleh:
q = . (3.3)
Nilai optimal lot size q adalah:
qo = .
qo =
. (3.4)
Dengan mensubtitusikan persamaan (3.4) ke persamaan (3.2), maka dapat dituliskan
persamaan sebagai berikut:
It0 =
.
It0 =
.
(3.5)
Substitusikan nilai Ito, q0 dalam persamaan (3.1), diperoleh biaya rata-rata minimum
C0(It0,q0) =
+ C3
C0(It0,q0) = + C3 C0(It0,q0) =
.
Maka dapat disedrhanakan menjadi:
C0(It0,q0) =
. (3.6)
Maka, waktu interval optimum adalah:
t0 = =
.
t0 =
.
(3.7)3.2 Model 2(waktu interval t tetap)
Waktu interval t tetap berarti bahwa persediaan harus tetap tersedia sesudahnya pada
waktu tetap t. Semua asumsi pada model 1 di atas terus berlaku.
t1 = , and t2 =
. t
total persediaan pada waktu t = Itt1
Maka jumlah biaya penyimpanan selama waktu t = C1Itt1
Total shortage cost t selama waktu t = C2(q-It)t2 sedangkan biaya pengadaan atau
set up cost C3 dan waktu interval t adalah keduanya konstan sehingga membuat
rata-rata set-up cost nya juga konstan. Maka total rata-rata-rata-rata cost per unit adalah:
C(It) = C1Itt1 + C2(q-It)t2
]
Dapat disedrehanakan menjadi
C(It) = C1It. + C2(q-It).
]
C(It)=. +
C(It) akan optimal jika turunan pertama adalah nol dan dicari turunan kedua yang
bernilai positif.
(CIt) = 0
It =
(3.9)
Turunan kedua adalah:
Tingkat persediaan minimum atau jumlah orderan diberikan oleh:
It0 =
atau
(3.10)
Maka average cost minimum per unit time adalah:
C0(It) =
+
(3.11)
C0(It) =
.q
atau
C0(It) =
.Rt
3.3 Model 3 (laju produksi terbatas)
Model ini mengikuti asumsi pertama kecuali laju produksinya adalah terbatas. Dengan
asumsi yang seperti ini, ditemukan bahwa pada awalnya persediaan adalah nol. Hal ini
akan meningkat dengan laju yang konstan (K-R) untuk waktu t1 sampai mencapai
pada level It. Tidak ada pengisian selama waktu t2, persediaan berkurang pada laju R
hungga mencapai nol. Kekurangan mulai menumpuk pada laju R yang konstan selama
waktu t3 sampai backlog ini mencapai levelnya. Akhirnya, produksi dimulai dan
backlog diisi pada laju K-R yang konstan selama t4 sampai backlog menjadi nol.
Hal ini melengkapi siklus dan total waktu yang ditempuh adalah:
t = t1 + t2 + t3 + t4
shortage cost selama interval waktu t = C2s(t3 + t4) dengan set-up cost = C3
Oleh karena itu, rata-rata total biaya per satuan waktu t:
C =
(3.12)
Persamaan di atas merupakan sebuah fungsi dari enam variabel yaitu, It, s , t1, t2 , t3, t4.
menunjukan hubungan Tingkat persediaan pada waktu t1;
It = (K-R)t1 (3.13)
Dan juga pada waktu t2 adalah ;
It = Rt2 (3.14)
Maka
(K-R)t1 = R (3.15)
Juga,
s = Rt3 (3.16)
Dan,
s = (K-R)t4 (3.17)
Maka
(K-R)t4 = Rt3 (3.18)
Penjumlahan persamaan (3.15) dan (3.18) maka dapat kita peroleh:
(K-R) (t1+ t4) = R (t2 + t3)
Tingkat produksi yang dikalikan dengan waktu produksi sama dengan kuantitas
produksi itu.
q = Kt1 + Kt4 = (t1+ t4)K
(t1+ t4) = (3.19)
Penjumlahan persamaan (3.14) dan (3.16)
It + s = R (t2 + t3)
It = R (t2 + t3) – s
It = (K-R) (t1+ t4) – s
It = (K-R) - s
It = ( ) (K-R) – s
Dari persamaan (3.13) dan (3.14)
t1 + t2 =
+ (3.21)
=
t3 + t4 =
= s
(3.22)
Oleh karena itu,
t1 + t2 + t3 + t4 =
(
)( q.
) =
(3.23)Substitusi nilai dari It, t1 + t2, t3 + t4 dan t1 + t2 + t3 + t4 dalam persamaan , dapat
diperoleh:
C(q,s) =
.
+ (3.24)
Nilai C(q,s) akan minimum jika
= 0,
0
= 0,
0
= . .
= 0 2C1
= 2 (C1 + C2) . s
s = q . .
= .
(2C1 + 2C2)
s0 = q. .
(3.25)
Maka, mimimum lot size adalah
q0 =
. (3.26) dan = 0
C0(q,s) = . = (3.27)
Waktu optimum interval t0 adalah :
t0 = =
(3.28) = . Dan,
It0 = q0 (1- ) – s0
= . =
.
.
It0 =
(3.29)
3.4 Pembahasan Contoh Numerik
Jika sebuah perusahaan sabun tertentu memiliki permintaan 9000 unit per tahun.
Biaya pengadaan satu produk adalah £100 dan biaya penyimpanan setiap unit adalah
£240 pertahun. Pergantian barang yang dilakukan adalah sesaat atau berlangsung
cepat dengan shortage cost per unit adalah £5 pertahun.
Tentukanlah:
- Nilai q (Optimum lot size)
- Jumlah pesanan pertahun
- Waktu yang dibutuhkan antara pesanan
- Nilai q apabila perusahaan sabun tersebut menghasilkan 200 sabun perbulan
Penyelesaian:
Dari soal di atas dapat diperoleh data sebagai berikut:
R = 9000 unit/tahun
C1= £240/unit/tahun
C2= £5/unit/tahun
Dari persamaan (3.4), mencari qo untuk backorder yang diperbolehkan adalah:
q0 =
.
q0 =
.
q0 = 1053 unit
Dari persamaan (3.7)
t0 =
t0 =
t0 = 0, 117 tahun
t0 = 1,4 bulan
Maka, jumlah waktu yang dibutuhkan antara pesanan adalah 1,4 bulan.
Jumlah pesanan per tahun =
= 8,55
≈ 9
It0 =
.
It0 =
.
It0 = 32,86
≈ 33
Maka, jumlah maksimum persediaan adalah 33
Model (2) karena interval waktu tetap, maka:
It0 =
It0 =
It0 = 183,67
It0 = 184
Karena s0 = q0 - It0
s0 = 1053-33
BAB 4
KESIMPULAN DAN SARAN
4.1 Kesimpulan
Dalam sistem persediaan, penambahan biaya dan meningkatnya tingkat permintaan
persatuan waktu akan menyebabkan kuantitas pesanan bertambah dan total cost juga
akan bertambah. Kenaikan persediaan membuat biaya penyimpanan per unit dan juga
backorder cost mengarah pada peningkatan sebelum berkurang. Hal ini dapat
menginduksi biaya item pada periode deplesi persediaan yang memiliki hubungan
dengan biaya item pada status backorder. Keputusan tentang pesanan saat harus
ditempatkan dimana, didasarkan pada bagaimana rendahnya persediaan harus
dibiarkan habis sebelum pesanan tiba atau melakukan pemesanan cukup awal
sehingga jumlah unit yang diharapkan terpenuhi selama lead time penambahan tidak
menyebabkan stockout.
4.2 Saran
Penelitian ini hanya membahas masalah sistem persediaan yang mengalami
kekurangan persediaan, dan juga keputusan tentang bagaimana pesanan harus
ditempatkan yang didasarkan pada kondisi rendahnya persediaan dengan melakukan
pemesanan cukup awal dalam jumlah yang tepat sehingga tidak terjadi kekosongan
dan juga tidak menyebabkan stock out. Banyak perusahaan yang bisa mendapatkan
keuntungan dari model seperti ini melalui impelementasi yang tepat. Penulis berharap,
pembaca dapat mengembangkan penelitian masalah persediaan yang seperti ini,
DAFTAR PUSTAKA
Assauri, Sofjan. 1998. Manajemen Produksi dan Operasi. Jakarta: Fakultas Ekonomi Universitas Indonesia.
Al-Khedhairi, A. and L. Tadj, 2007. Optimal control of a production inventory system
with weibull distributed deterioration. Applied math. Sci, 1:1703-1714.
Baroto, Teguh. 2002. Perencanaan dan Pengendalian Produksi. Jakarta: Ghalia Indonesia.
Handoko, T.H. 1984. Dasar-dasar Manajemen Produksi dan Operasi. Edisi Pertama. Yogyakarta: BPFE.
Herjanto, Eddy. 2004. Manajemen Produksi dan Operasi. Edisi kedua. Jakarta: Grasindo.
Mulyono, Sri. 2004. Riset Operasi. Jakarta: Fakultas Ekonomi Universitas Indonesia.
Nasution, A.H., dan Prasetyawan, Y. 2003. Perencanaan dan Pengendalian Produksi. Edisi pertama. Surabaya: Graha Ilmu.
Ristono, Agus. 2009. Manajemen Persediaan. Yogyakarta: Graha Ilmu.
Siagian, P. 1987. Penelitian Operasional Teori dan Praktek. Jakarta: UI Press.
Subagyo, Pangestu, Marwan Asri, dan Hani Handoko. 2000. Dasar-Dasar Operations
Research. Edisi kedua. Yogyakarta: BPFE Yogyakarta.