ANALISIS KESEIMBANGAN LINTASAN PRODUKSI DENGAN MENGGUNAKAN THEORY OF CONSTRAINT (STUDI KASUS PT.
KARYA DELI STEELINDO)
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Penulisan Tugas Sarjana
Oleh
Edgard Lam Martua NIM : 100403052
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yesus Kristus atas segala berkat, pengetahuan, pengalaman, kekuatan serta penyertaan yang diberikan
kepada penulis sehingga dapat menyelesaikan Laporan Tugas Sarjana ini.
Penelitian Tugas Sarjana ini dilakukan di PT. Karya Deli Steelindo.
Kegiatan tersebut merupakan salah satu dari beberapa syarat yang telah ditentukan untuk dapat memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Judul Tugas Sarjana ini adalah “Analisis Keseimbangan Lintasan
Produksi dengan Menggunakan Metode Theory of Constraint (Studi Kasus PT. Karya Deli Steelindo))”.
Penulis sadar bahwa Tugas Sarjana ini masih memiliki kekurangan. Oleh karena itu, penulis mengharapkan saran dan masukan yang bersifat membangun
demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis, perpustakaan Universitas Sumatera Utara, dan pembaca
lainnya.
Medan, Agustus 2015
Penulis
UCAPAN TERIMA KASIH
Puji dan syukur penulis panjatkan kepada pemilik kehidupan dan Juruselamat yang abadi Tuhan Yesus Kristus atas segala karunia yang telah Ia
berikan sehingga penulis dapat menjalani studi di Teknik Industri USU serta penyertaanNya yang luar biasa sehingga penulis dapat mengikuti pendidikan
hingga sampai penulisan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun
administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas
Sarjana ini.
3. Ibu Ir. Dini Wahyuni, MT selaku Dosen Pembimbing I atas waktu, bimbingan,
pengarahan, dan masukan serta dukungan yang diberikan kepada penulis
dalam penyelesaian Tugas Sarjana ini.
4. Ibu Rahmi M. Sari, S.T., M.M(T) selaku Dosen Pembimbing II atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam
5. Bang Thomson selaku Pembimbing Lapangan PT Karya Deli Steelindo yang
telah memberikan bantuan berupa waktu, bimbingan, serta informasi dan data selama melakukan penelitian di perusahaan.
6. Staff pegawai Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina, Bang
Nurmansyah, Bang Kumis, Kak Rahma dan Ibu Ani, terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini. 7. Ayah dan Ibu ku tercinta yang tiada hentinya mendukung penulis baik secara
moril, doa, maupun materil sehingga laporan ini dapat diselesaikan.
8. Abang dan Kakak-kakak ku, Kak Eta, Bg Riko, Ka Vero, Ka Jeni, Ka Agi,
yang telah mendukung dalam doa dan komunikasi selama proses pengerjaan laporan tugas sarjana ini.
9. Semua teman angkatan 2010 (TITEN) di Departemen Teknik Industri USU
yang telah memberikan banyak masukan kepada penulis, tak ada yang terkecuali dan yang terkhusus semua memberikan kehadiran yang berarti bagi
penulis selama penulisan laporan ini.
10. Sahabat-sahabat yang setia memberikan dukungan dan selalu memotivasi
penulis dalam pengerjaan laporan tugas sarjana ini, Dini Kristi, Danu J Saputra, Henry M Sipayung, Gavrilo Jose R A, Yoko Andreas H, Feliks Sipahutar, Sandrina Silitonga, Agnes Christine, Willy Ramos, Aven R A
Tampubolon, Ahmad Sofyan, Nadia A Pilli.
11. Teman-teman seperjuangan penulis pada saat penelitian, Nixon, Sheihan
12. Junior-junior Teknik Industri USU yang setia menantikan selesainya penulis
dalam menuntut pendidikan di kampus, Dewi C Siahaan, Sarah, Marlyn S Pardosi, Gebrina, Meirin, Holongan, Fitri Agnesia, Angel Siregar. memotivasi
penulis dalam menyelesaikan Tugas Sarjana ini.
13. Teman-teman rekan kerja di Laboratorium Proses Manufaktur terkhusus
Dicky W, Ahmad Fadhlik, M. Yusuf Ritonga, Wahyu L Jati, Fajar Prayogi,
Rini P Barus yang mendukung penulis dalam menyelesaikan Tugas Sarjana ini.
14. Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan terima kasih. Kiranya laporan ini bermanfaat bagi kita semua.
Medan, Agustus 2015
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... xi
DAFTAR LAMPIRAN ... xi
I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-4
1.3. Tujuan Penelitian ... I-4 1.4. Manfaat Penelitian ... I-5
1.5. Batasan Masalah dan Asumsi ... I-5 1.6. Sistematika Penulisan Laporan ... I-6
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3.1. Struktur Organisasi ... II-5
2.3.2. Pembagian Tugas dan Tanggung Jawab ... II-6 2.3.3. Jumlah Tenaga Kerja dan Jam Kerja Perusahaan . II-7
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-9 2.3.4.1. Sistem Pengupahan ... II-9 2.3.4.2. Fasilitas Tenaga Kerja ... II-9
2.4. Proses Produksi ... II-10 2.4.1. Bahan yang Digunakan ... II-11
2.4.1.1. Bahan Baku ... II-11 2.4.1.2. Bahan Penolong ... II-12 2.4.1.3. Bahan Tambahan ... II-13
2.4.2. Jumlah dan Spesifikasi Produk ... II-13 2.4.3. Uraian Proses Produksi ... II-15
2.4.4. Mesin dan Peralatan ... II-24 2.4.4.1. Mesin Produksi ... II-25 2.4.4.2. Peralatan (equipment) ... II-28
III TINJAUAN PUSTAKA ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.3. Permasalahan Keseimbangan Lintasan ... III-4
3.4. Pendefinisian Masalah Keseimbangan ... III-5 3.5. Studi Waktu Kerja ... III-6
3.6. Stopwatch Time Study ... III-7 3.6.1. Pengujian Keseragaman dan Kecukupan Data ... III-7 3.6.2. Penentuan Rating Factor ... III-8
3.6.3. Penetuan Allowance ... III-9 3.6.4. Perhitungan Waktu Standar ... III-10
3.7. Theory of Constraint (TOC) ... III-11 3.8. Prinsip-prinsip yang Mendasari Theory of Constraint
(TOC)... ... III-15
3.9. Stasiun Kerja Bottleneck dan Nonbottleneck ... III-17 3.9.1. Perbedaan Stasiun Kerja Bottleneck dan
Nonbottleneck ... III-17 3.9.2. Identifikasi Stasiun Kerja Bottleneck ... III-18 3.10. Definisi dan Konsep Dasar Penjadwalan ... III-18
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
IV
METODOLOGI PENELITIAN ...
IV-14.1. Tempat Penelitian ... IV-1 4.2. Jenis Penelitian ... IV-1
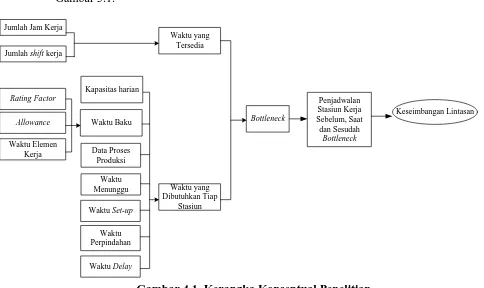
4.4. Variabel Penelitian ... IV-2 4.5. Kerangka Konseptual Penelitian ... IV-3 4.6. Metode Pengumpulan Data ... IV-4
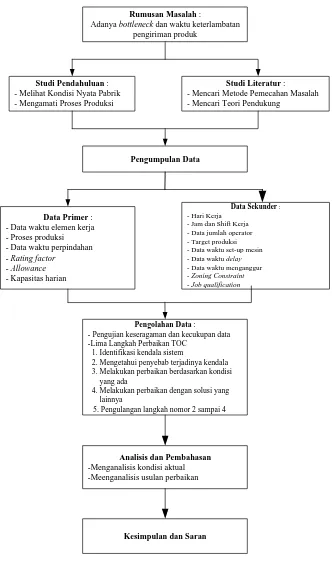
4.7. Metode Pengolahan Data ... IV-5 4.8. Analisis Pemecahan Masalah ... IV-6
4.9. Rancangan Penelitian ... IV-6
V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
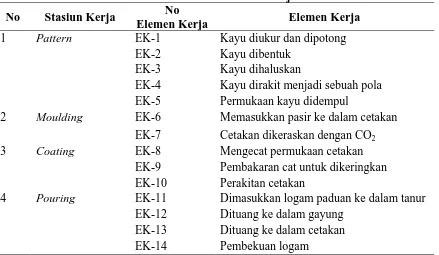
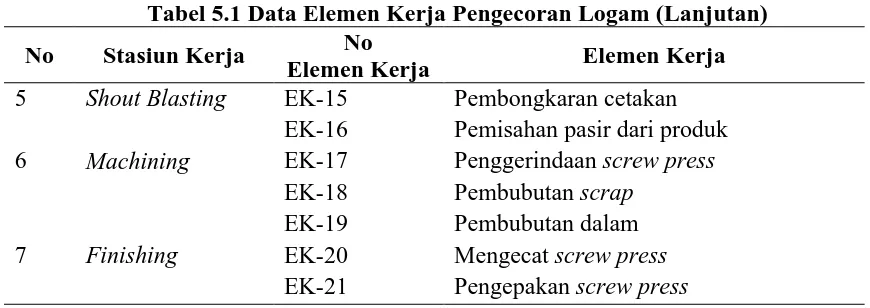
5.1. Pengumpulan Data ... V-1 5.1.1. Data Elemen Kerja pada Pengecoran Logam ... V-1
5.1.2. Zoning Constraint ... V-2 5.1.3. Job Qualification ... V-4 5.1.4. Data Waktu Elemen Kerja ... V-4
5.1.5. Data Waktu Siklus ... V-6 5.1.6 Data Waktu Perpindahan ... V-6 5.1.7.Data Waktu Delay, Waktu Menunggu, Waktu
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2. Pengolahan Data ... V-8
5.2.1. Pengujian Keseragaman dan Kecukupan Data ... V-8 5.2.1.1. Pengujian Waktu Siklus Elemen Kerja ... V-8
5.2.1.2. Pengujian Waktu Siklus Stasiun Kerja ... V-12 5.2.1.3. Pengujian Waktu Perpindahan... V-12 5.2.2. Langkah-langkah dalam Theory of Constraint
(TOC)... ... V-13 5.2.2.1. Identifikasi Kendala Sistem ... V-13
5.2.2.2. Penentuan Kendala yang Terjadi ... V-13 5.2.2.3. Menentukan Perbaikan berdasarkan
Kondisi Aktual ... V-17
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Kondisi Aktual ... VI-1
6.2. Usulan Perbaikan ... VI-3 6.2.1. Analisis Usulan Perbaikan ... VI-6
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-1
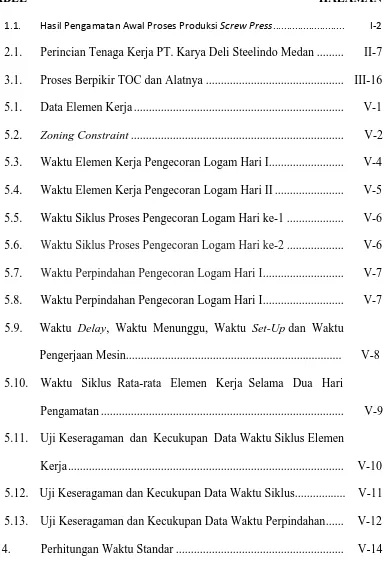
DAFTAR TABEL
TABEL HALAMAN
1.1. Hasil Pengamatan Awal Proses Produksi Screw Press ... I-2
2.1. Perincian Tenaga Kerja PT. Karya Deli Steelindo Medan ... II-7 3.1. Proses Berpikir TOC dan Alatnya ... III-16 5.1. Data Elemen Kerja ... V-1
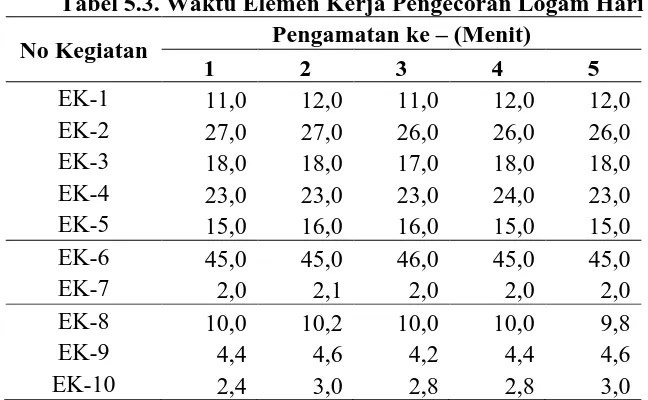
5.2. Zoning Constraint ... V-2 5.3. Waktu Elemen Kerja Pengecoran Logam Hari I ... V-4
5.4. Waktu Elemen Kerja Pengecoran Logam Hari II ... V-5 5.5. Waktu Siklus Proses Pengecoran Logam Hari ke-1 ... V-6 5.6. Waktu Siklus Proses Pengecoran Logam Hari ke-2 ... V-6
5.7. Waktu Perpindahan Pengecoran Logam Hari I ... V-7 5.8. Waktu Perpindahan Pengecoran Logam Hari I ... V-7
5.9. Waktu Delay, Waktu Menunggu, Waktu Set-Up dan Waktu
Pengerjaan Mesin... V-8 5.10. Waktu Siklus Rata-rata Elemen Kerja Selama Dua Hari
Pengamatan ... V-9 5.11. Uji Keseragaman dan Kecukupan Data Waktu Siklus Elemen
Kerja ... V-10 5.12. Uji Keseragaman dan Kecukupan Data Waktu Siklus... V-11 5.13. Uji Keseragaman dan Kecukupan Data Waktu Perpindahan ... V-12
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.15. Perhitungan Total Waktu Standar ... V-15
5.16. Waktu yang Dibutuhkan ... V-16 5.17. Penentuan Stasiun Kerja Bottleneck ... V-16
5.18. Penjadwalan Backward ... V-18 5.19. Hasil Penjadwalan Backward, Bottleneck, Forward, dan Waktu
Proses ... V-19
5.20. Waktu yang Dibutuhkan dan Selisih Waktu dengan Waktu
Tersedia Berdasarkan Penjadwalan ... V-20
DAFTAR GAMBAR
GAMBAR HALAMAN
1.1. Aliran Proses Produksi Screw Press ... I-3
3.1. Precedence Diagram ... III-3 4.1. Kerangka Konseptual Penelitian ... IV-3
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Struktur Organisasi Perusahaan ... L.1 2. Uraian Tugas dan Tanggung Jawab... L.2 3. Rating Factor dan Allowance ... L.3
4. Form Tugas Akhir ... L.4 5. Surat Penjajakan ... L.5
ABSTRAK
Perkembangan dunia industri saat ini menuntut perusahaan untuk melakukan produksi dengan sempurna. Namun, pada kenyataan di lapangan banyak perusahaan yang memiliki kendala atau maslaah pada proses produksi. PT. Karya Deli Steelindo merupakan salah satu perusahaan yang bergerak di bidang pengecoran untuk membuat berbagai macam besi dan baja paduan salah satunya
screw press. Berdasarkan pengamatan awal yang telah dilakukan, terlihat bahwa
tidak semua aliran proses produksi berjalan dengan lancar. Dari pengamatan awal juga terlihat bahwa adanya ketidakseimbangan waktu proses pada masing-masing stasiun kerja yang akhirnya mengakibatkan bottleneck serta penumpukan bahan baku pada lantai produksi. dengan kendala bottlencek dan penumpukan screw
press seperti ini dapat menyebabkan lintasan produksi menjadi tidak seimbang
dan jika dibiarkan akan menyebabkan penurunan kinerja perusahaan. Oleh karena itu, kendala ini harus dapat diselesaikan agar lintasan produksi seimbang.
Dengan menggunakan langkah-langkah dan prinsip theory of constraint kemudian dilakukan identifikasi maslaah hingga mendapatkan penyelesaian atauupun solusi dari permasalahan yang terjadi. Stasiun kerja bottleneck terjadi pada stasiun kerja
pouring, dan machining. Lintasan produksi awal memiliki nilai smothing index
sebesar 414,84 dan efisiensi lintasan sebesar 33,92% dimana masih jauh dari kriteria lintasan yang baik yakni smothing index yang mendekati 0 dan efisiensi 100%. Perbaikan lintasan menghasilkan dua alternatif, dimana masing-masing memiliki nilai smoothing index 33,01 dan efisiensi lintasan sebesar 88,78% untuk alternatif 1 serta nilai smoothing index sebesar 33,19 dan efisiensi lintasan sebesar 88,78% untuk alternatif 2.
Kata Kunci : Keseimbangan Lintasan, Screw Press, Theory Of Constraint (TOC),
BAB I
PENDAHULUAN
1.1. Latar Belakang
Perkembangan dunia industri pada saat ini menuntut perusahaan untuk melakukan produksi dengan sempurna. Namun, pada kenyataan di lapangan
banyak perusahaan yang memiliki kendala atau masalah pada proses produksi. Proses produksi yang berlangsung untuk menghasilkan produk dalam jumlah massal sangat membutuhkan keseimbangan lintasan produksi dimana lintasan
produksi itu sendiri merupakan gabungan dari beberapa stasiun keja atau yang biasa disebut work centre.
Stasiun kerja dalam setiap proses produksi sejatinya diusahakan untuk memiliki waktu siklus yang sama. Waktu siklus sangat berpengaruh pada keseimbangan lintasan produksi. Jika salah satu dari beberapa stasiun kerja
memiliki waktu siklus dibawah waktu siklus yang ideal, maka dapat dipastikan akan terjadi kondisi menganggur dalam proses produksi. Waktu menganggur
mengakibatkan terjadinya penumpukan bahan baku yang akan diproses pada stasiun kerja atau disebut dengan kondisi bottleneck. Keseimbangan lintasan dapat menyelesaikan masalah keadaan bottleneck yang terjadi pada lintasan produksi.
PT. Karya Deli Steelindo merupakan salah satu perusahaan yang bergerak di bidang pengecoran untuk membuat berbagai macam besi dan baja paduan salah satunya screw press. PT. Karya Deli Steelindo bersifat Make to Order (MTO),
pengecoran ini merupakan proses yang membutuhkan waktu yang lama. Aliran
produksi proses pengecoran logam terdiri dari sebelas stasiun kerja yaitu stasiun
pattern (pembuatan pola), stasiun moulding (pencetakan), stasiun coating
(pengecetan cetakan), stasiun pouring (pengecoran), stasiun shot blasting (pembersihan produk), stasiun machining (permesinan), stasiun finishing.
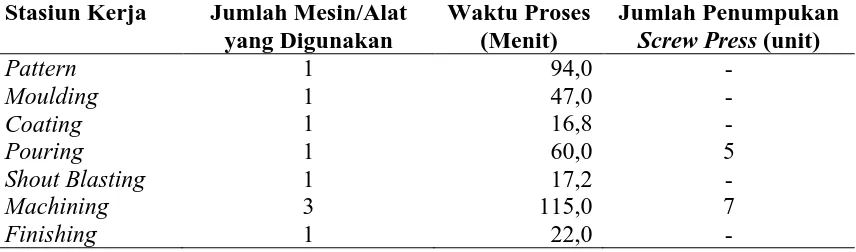
Berdasarkan pengamatan awal yang telah dilakukan, terlihat bahwa tidak
semua aliran proses produksi berjalan dengan lancar. Hasil pengamatan awal dapat dilihat pada Tabel 1.1.
Tabel 1.1. Hasil Pengamatan Awal Proses Produksi Screw Press Stasiun Kerja Jumlah Mesin/Alat
yang Digunakan
Waktu Proses (Menit)
Jumlah Penumpukan Screw Press (unit)
Pattern 1 94,0 -
Dari Tabel 1.1. diatas dapat dilihat adanya penumpukan screw press pada lantai produksi pouring, dan machining. Gambaran aliran proses produksi screw
press dan waktu proses masing-masing stasiun kerja dapat dilihat pada Gambar
1.1.
Dari pengamatan awal terlihat bahwa adanya ketidakseimbangan waktu
proses pada masing-masing stasiun kerja yang akhirnya mengakibatkan bottleneck serta penumpukan bahan baku pada lantai produksi. Dengan kendala bottleneck
dan penumpukan screw press seperti ini dapat menyebabkan lintasan produksi menjadi tidak seimbang dan jika dibiarkan akan menyebabkan penurunan kinerja perusahaan. Oleh karena itu, kendala ini harus dapat diselesaikan agar lintasan
produksi seimbang. Theory of constraint memiliki lima langkah untuk mencapai tujuan memperbaiki masalah dalam kinerja perusahaan termasuk
ketidakseimbangan lintasan produksi screw press.
1
Salah satu metode yang dapat digunakan untuk menyelesaikan masalah
bottleneck adalah theory of constraints (TOC). Keberhasilan penerapan theory of
constraint dan line balancing untuk menyelesaikan permasalahan bottleneck dan
menyeimbangkan lintasan produksi telah dibuktikan melalui penelitian Pornthipa
Theory of Constaint (TOC) yang juga dikenal sebagai Constraint
Management (CM) atau Syncrohonous Management (SM) adalah metodologi
menejerial global yang berfokus pada masalah-masalah penting pada sebuah sistem. Inti dari TOC adalah pengidentifikasian kendala-kendala sistem dan memutuskan bagaimana menyelesaikan kendala tersebut sehingga mencapai
keadaan proses produksi yang seimbang. Dalam penelitian ini, TOC merupakan teori yang dipakai untuk mengidentifikasi stasiun kerja bottleneck, menyelesaikan
permasalahan bottleneck dan menyeimbangkan lintasan produksi yang disesuaikan dengan kriteria line balancing.
1
Shamuvel.V.Pandit.,“Application Of Theory Of Constraints On Scheduling Of
Ongkunarok dan Wimonrat Wongsatit Universitas Kasetsart Thailand di
perusahaan frozen chicken Thailand2. Dalam jurnal ilmiahnya dikatakan bahwa penerapan theory of constraint dan line balancing dapat menyelesaikan
permasalahan bottleneck dan meningkatkan efisiensi lintasan produksi sebanyak 9,18% dengan mengurangi jumlah stasiun kerja dari 6 menjadi 5 stasiun kerja. Hal ini membuktikan bahwa penerapan theory of constraint dan line balancing dapat
menyelesaikan permasalahan bottleneck dan menyeimbangkan lintasan produksi.
1.2. Perumusan Masalah
Berdasarkan uraian latar belakang yang telah dipaparkan di atas, maka pokok masalah yang akan dipecahkan dalam penelitian ini adalah adanya
ketidakseimbangan waktu proses pada masing-masing stasiun kerja yang mengakibatkan terjadinya kondisi bottleneck serta penumpukan bahan baku pada lantai produksi.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah untuk mendapatkan keseimbangan lintasan pada lantai produksi pengecoran.
Tujuan khusus dari penelitian ini adalah:
1. Untuk menentukan stasiun kerja bottleneck dalam lintasan produksi
2. Menjadwalkan waktu kerja sebelum bottleneck dan sesudah bottleneck
2
Ongkunaruk, Pornthipa and Wimonrat Wongsatit. “An ECRS-based Line Balancing
Concept:A Case Study of a Frozen Chicken Producer”, (Thailand: Department of Engineering,
3. Mengetahui apakah lintasan sudah dapat dikategorikan baik berdasarkan
kriteria lintasan yang baik (line balancing).
1.4. Manfaat Penelitian
Manfaat yang diperoleh dalam penelitian ini adalah sebagai berikut:
1. Menambah wawasan dan pengetahuan mahasiswa dalam mengembangkan
pola pikir yang lebih cerdas dan cermat pada bidang kerja nyata khususnya dalam penerapan Theory Of Constraint (TOC) dan line balancing.
2. Penelitian ini dapat dijadikan masukan bagi perusahaan dalam
memperkirakan kendala-kendala yang terjadi pada lantai produksi sehingga perusahaan dapat mengatasi setiap kendala yang terjadi dengan
lebih cepat dalam mengurangi waktu menganggur dan penumpukan bahan baku.
1.5. Batasan Masalah dan Asumsi
Pembatasan masalah dalam penelitian ini adalah:
1. Metode yang digunakan adalah lima prinsip dasar perbaikan TOC.
2. Constraints yang menjadi perhatian dalam penelitian adalah stasiun kerja
bottleneck pada lantai produksi.
3. Produk yang diteliti adalah screw press.
4. Jenis kendala yang diperhatikan adalah waktu proses dari raw material tiba di
pabrik sampai produk jadi.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah: 1. Tidak ada perubahan proses pada saat penelitian dilakukan.
2. Semua fasilitas, baik mesin maupun peralatan yang digunakan pada proses
produksi tidak mengalami kerusakan selama penelitian berlangsung.
3. Pekerja dalam keadaan terampil dengan pekerjaannya, memahami prosedur
kerja, dan bekerja secara normal.
1.6. Sistematika Penulisan Laporan
Sistematika penulisan laporan dari tugas sarjana akan disajikan dalam beberapa bab sebagai berikut:
Bab I pendahuluan, menguraikan latar belakang permasalahan yang
mendasari dilakukannya penelitian, perumusan permasalahan, tujuan dan manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian serta sistematika penulisan laporan penelitian.
Bab II Gambaran Umum Perusahaan, menguraikan sejarah singkat dari PT. Karya Deli Steelindo, ruang lingkup bidang usaha, visi dan misi, lokasi
perusahaan, daerah pemasaran, serta organisasi dan manajemen.
Bab III Landasan Teori, berisi tinjauan Pustaka yang berisi teori-teori yang mendukung pemecahan permasalahan penelitian. Teori yang digunakan
berhubungan dengan keseimbangan lintasan, metode line balancing, dan theory of
constraint.
objek penelitian, variabel penelitian, kerangka konseptual penelitian, blok diagram
prosedur penelitian, pengumpulan data, metode pengolahan data, analisis pemecahan masalah, serta kesimpulan dan saran.
Bab V, yaitu Pengumpulan dan Pengolahan Data, memuat data waktu elemen kerja, data waktu stasiun kerja, data waktu perpindahan, dan proses produksi, serta bagaimana data tersebut diolah yakni uji keseragaman dan
kecukupan data serta langkah-langkah theory of constraint.
Bab VI Analisis Pemecahan Masalah, yang memaparkan analisis terhadap
hasil dari pengolahan data dan hasil pemecahan permasalahan penelitian.
Bab VII Kesimpulan dan Saran, berisi kesimpulan yang diperoleh dari hasil pemecahan masalah, serta saran-saran yang bermanfaat bagi perusahaan dan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Karya Deli Steelindo merupakan suatu perusahaan yang bergerak dalam bidang pengecoran logam besi dan baja (foundry) dan engineering yang didirikan pada tahun 1974 oleh Bapak Lintong Go di Medan, Sumatera Utara.
Pada awal berdirinya, perusahaan ini hanya mampu menghasilkan Besi Tuangan Kelabu (Grey Cast Iron) dengan menggunakan Tanur Kupola dan
dengan kemampuan yang sangat terbatas.
Sejak tahun 2000, PT. Karya Deli Steelindo telah mengembangkan dan meningkatkan kemampuan dengan menggunakan Tanur Induksi (Induction
Furnace) untuk membuat berbagai macam besi dan baja paduan bahkan berbagai
jenis Stainless Steel dengan kapasitas produksi ± 4000 kg/hari.
Kemajuan perusahaan ini juga didukung dengan adanya fasilitas laboratorium yang lengkap seperti Spectrometer untuk menganalisa komposisi besi dan baja serta stainless steel dengan cepat dan akurat dan adanya
laboratorium Heat Treatment Furnace yang berguna untuk memperbaiki sifat-sifat fisik dan meningkatkan kekuatan mekanis pada besi dan baja, Hardness
Tester untuk mengetahui kekerasan dari besi dan baja, microscope dengan
pembesaran 50 – 1000 kali untuk melihat struktur mikro dari besi dan baja dan untuk penyempurnaan akhir dilengkapi dengan Mechanical Workshop untuk dapat
didukung juga oleh tenaga kerja terampil dan profesional di bawah pengawasan
tenaga ahli dari Jerman.
Pada tahun 2006, PT. Karya Deli Steelindo menambah divisi baru di
bidang peleburan yaitu divisi Investment Precision Casting. Divisi ini mempunyai proses casting dengan lilin (wax), yang dapat memproduksi berbagai jenis produk yang membutuhkan tingkat presisi yang tinggi dan permukaan yang halus.
Tujuan PT. Karya Deli Steelindo adalah menghasilkan produk besi dan baja khusus stainless steel yang berkualitas tinggi untuk memenuhi tuntutan pasar
dan permintaan pelanggan sesuai dengan standar nasional maupun internasional.
2.2. Ruang Lingkup Bidang Usaha
PT. Karya Deli Steelindo bergerak dalam bidang pengecoran logam besi dan baja yang memproduksi berbagai macam besi paduan dan baja paduan dan juga berbagai macam stainless steel. Semua produk ini sebagian besar diproduksi
berdasarkan permintaan konsumen. Untuk menghasilkan produknya PT. Karya Deli Steelindo memiliki bagian-bagian terpenting dalam pengecoran besi dan baja
(foundry), yaitu :
1. Tanur Induksi (Induction Melting Furnace) sebagai alat pelebur logam
hancuran maupun paduannya dengan kapasitas 500 Kg dan bertaraf medium
frekuensi yaitu 50 Hz
2. Heat Treatment Furnace untuk memperbaiki kekuatan mekanis besi dan baja
3. Spectrometer sebagai alat untuk menganalisis komposisi yang ada di dalam besi
dan baja.
Jenis-jenis produk yang dihasilkan oleh PT. Karya Deli Steelindo adalah
sebagai berikut:
1. Produk-produk High Alloy Heavy Equipment Parts, seperti : a. High alloy Steel Heavy Equipment Parts
2. Produk-produk Mining, seperti : a. Manganese Crusher Teeth
b. Manganese Cutter Teeth
3. Produk-produk Coupling, seperti : a. Flexible Pin Coupling
4. Produk-produk Palm Oil Mill, seperti : a. Cast Iron Dust Collecting Valve b. Ductile Iron Sprocket Chain
c. Ductile Iron Sprocket Gear d. Low Carbon Steel Lorry Wheel
e. Low Carbon Screw Press Steel Cone f. Cast Iron Steam Separator
g. High Alloy Steel Ripple Mill Plate
h. Ductile Iron Fire Grate i. High Alloy Steel Worm Screw
b. Stainless Steel Slurry Pump Parts
c. Stainless Steel Slurry Pump
6. Produk-produk Investment Casting, seperti : a. Feeder Chain
b. Bar
c. Hinge d. Nozzle
7. Produk-produk Heat Resistant Steel Grates, seperti:
a. Heat Resistant Steel Grates b. Heat Resistant Fire Door
8. Produk-produk Marine Equipment, seperti: a. Stainless Steel Ship Propeller
b. Stainless Steel Impeller
PT. Karya Deli Steelindo memiliki produk-produk andalannya, seperti: 1. Stainless Steel Impeller
2. Stainless Steel Ship Propeller 3. High Alloy Steel Worm Screw
2.3. Organisasi dan Manajemen Perusahaan
Organisasi merupakan sekelompok orang yang bekerja untuk mencapai
kerjasama diantara fungsi-fungsi, bagian-bagian yang menggerakkan organisasi
untuk mencapai suatu tujuan.
Struktur organisasi merupakan susunan yang terdiri dari fungsi-fungsi
yang saling berhubungan dan menyatakan keseluruhan kegiatan untuk mencapai suatu sasaran secara baik. Struktur organisasi dapat dinyatakan dalam gambar grafik (bagan yang memperlihatkan hubungan unit-unit organisasi dan garis-garis
wewenang yang ada).
2.3.1. Struktur Organisasi
Dalam melaksanakan kegiatan perusahaan, PT. Karya Deli Steelindo menggunakan struktur organisasi yang disusun sedemikian rupa sehingga jelas
terlihat batas-batas tugas, wewenang dan tanggung jawab dari setiap personil dalam organisasi.
Stuktur organisasi yang baik adalah struktur organisasi yang fleksibel
dalam arti hidup, berkembang, bergerak sesuai dengan kondisi yang sedang dihadapi perusahaan.
Struktur organisasi yang dilakukan oleh PT. Karya Deli Steelindo adalah struktur fungsional dimana wewenang dari pucuk pimpinan dilimpahkan kepada satuan-satuan di bawahnya dalam bidang kerja tertentu. PT. Karya Deli Steelindo
membagi pegawai berdasarkan fungsi-fungsi pekerjaan yang ada.
Gambar struktur organisasi PT. Karya Deli Steelindo Medan dapat dilihat
2.3.2. Pembagian Tugas dan Tanggung Jawab
Dalam pembagian tugas (disertai uraian tugas, wewenang, dan tanggung jawab) ada faktor-faktor yang harus diperhatikan, di antaranya adalah :
1. Beban tugas harus seimbang
Di dalam organisasi harus dihindarkan kepincangan-kepincangan beban tugas dari setiap orang atau sekumpulan orang yang menyelenggarakan tugas
tertentu. Tugas-tugas harus dijelaskan secara terperinci dan sebaiknya tertulis. 2. Kejelasan hubungan kerja antara bagian-bagian
Metode pembagian tugas memunculkan 3 (tiga) jenis hubungan kerja dalam organisasi, seperti yang telah uraikan di atas.
3. Motivasi kerja
Motivasi kerja adalah dorongan yang timbul atau tumbuh dalam diri seseorang untuk bekerja lebih giat dan lebih produktif.
4. Kepemimpinan. Ada 3 (tiga) tipe kepimimpinan yaitu : otokratik, demokratik,
dan koordinatik. Pimpinan yang memiliki tipe otokratik cenderung untuk melaksanakan apa-apa yang baik menurut dirinya dan kurang menanggapi
pendapat atau saran bawahannya. Pimpinan yang memiliki tipe demokratik cenderung untuk mengambil keputusan setelah mendengar pendapat bawahannya. Pimpinan yang memiliki tipe koordinatik cenderung untuk
menyerahkan pengambilan keputusan kepada para bawahannya dan dia berperan sebagai koordinator.
dilihat pada Lampiran 2.
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja Perusahaan
PT. Karya Deli Steelindo Medan memiliki sumber daya manusia terdiri dari karyawan lantai produksi dan staf. Keseluruhan jumlahnya adalah 102 orang dimana karyawan diluar lantai produksi berjumlah 37 orang sedangkan karyawan
lantai produksi berjumlah 65 orang.
Adapun data perincian tenaga kerja di PT. Karya Deli Steelindo Medan
dapat dilihat pada Tabel 2.1.
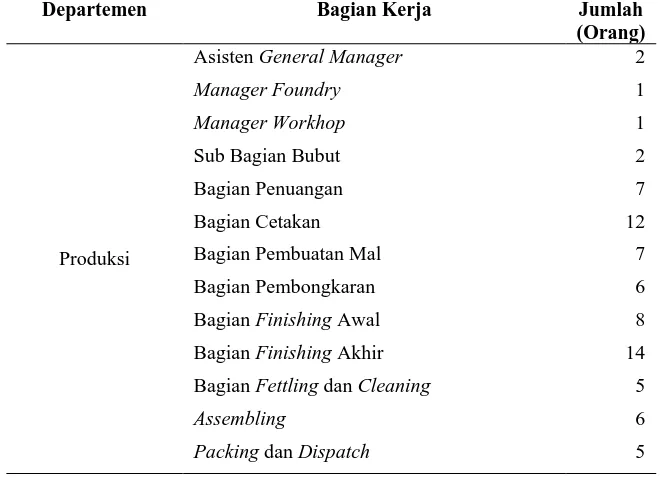
Tabel 2.1. Perincian Tenaga Kerja PT. Karya Deli Steelindo Medan
Departemen Bagian Kerja Jumlah
(Orang)
Produksi
Asisten General Manager 2
Manager Foundry 1
Manager Workhop 1
Sub Bagian Bubut 2
Bagian Penuangan 7
Bagian Cetakan 12
Bagian Pembuatan Mal 7
Bagian Pembongkaran 6
Bagian Finishing Awal 8
Bagian Finishing Akhir 14
Bagian Fettling dan Cleaning 5
Assembling 6
Packing dan Dispatch 5
Tabel 2.1. Perincian Tenaga Kerja PT. Karya Deli Steelindo Medan (Lanjutan)
Departemen Bagian Kerja Jumlah
(Orang)
Umum Kabag Personalia dan Umum 1
Kabag Internal Audit 1
Kabag Purchasing 1
Kabag Finance 1
Administrasi Dokumen/Tender 1
Supir 2
Security 3
Cleaning Service 4
Receptionist 1
Administrasi Pembelian dan Penjualan 2
Kasir 1
Staff Penanganan Bahan 3
Staff Penanganan Produk Jadi 3
Administrasi Perizinan dan Pajak 1
Quality Control/ Quality Assurance
Drawing dan Kalkulasi 1
Staff Administrasi Produksi 1
Pemasaran
Manager Pemasaran 1
Sales Marketing 2
Seluruh karyawan di PT. Karya Deli Steelindo merupakan karyawan tetap. Terdapat 2 shift kerja per hari dengan jam kerja masing-masing selama 8 jam per shift, mulai dari hari Senin hingga hari Sabtu.
2.3.4. Sistem Pengupahan dan Fasilitas lainnya 2.3.4.1. Sistem Pengupahan
Sistem pengupahan PT. Karya Deli Steelindo Medan dilakukan secara rutin setiap bulannya berdasarkan bidang keahlian masing-masing. Sistem
pengupahan ataupun kompensasi karyawan berupa balas jasa di PT. Karya Deli Steelindo berdasarkan proses pengangkatan dan pemberhentian berdasarkan Surat
2.3.4.2. Fasilitas Tenaga Kerja
Fasilitas yang diberikan oleh PT. Karya Deli Steelindo Medan kepada tenaga kerja atau karyawannya adalah sebagai berikut :
1. Jaminan Sosial Tenaga Kerja
PT. Karya Deli Steelindo memberikan asuransi jaminan sosial tenaga kerja jika terjadi sesuatu yang dapat menyebabkan kecelakaan kerja.
2. Tunjangan Hari Besar Agama
PT. Karya Deli Steelindo memberikan tunjangan hari besar Agama kepada
karyawan setiap tahunnya. 3. Pemberian Cuti
Perusahaan memberikan cuti tahunan (cuti hari besar agama) dan juga cuti
sakit kepada karyawan. 4. Fasilitas Kerja
Perusahaan juga menyediakan peralatan-peralatan yang dibutuhkan
karyawan untuk meningkatkan keselamatan kerja seperti: sepatu pelindung (safety shoes), sarung tangan (hand glove), pelindung kepala (helm),
penutup wajah (safey glass) dan pakaian pelindung (safety clothes).
2.4. Proses Produksi
Dalam industri manufaktur terdapat suatu proses pengolahan bahan baku (raw material) menjadi produk jadi. Proses ini disebut sebagai proses produksi
berupa barang atau jasa serta hasil sampingannnya memiliki nilai tambah atau
nilai guna yang berarti. Dalam pengolahan atau pengubahan pada proses tersebut dapat terjadi secara fisik maupun non fisik yang berupa perubahan bentuk,
dimensi serta sifat. Nilai tambah adalah nilai keluaran yang bertambah baik secara fungsional, ekonomis maupun estetika.
Produksi dapat diklasifikasikan menjadi make to order dan make to stock.
Make to order timbul karena pesanan pelanggan, sedangkan make to stock
ditentukan oleh kelengkapan persediaan. Setiap perusahaan mempunyai keinginan
untuk meningkatkan produktivitasnya, sehingga diperlukan pemahaman terhadap proses produksi yang ada agar dapat mempermudah dalam menganalisis kerja perusahaan guna perbaikan sistem kerja. Untuk itu perlu diketahui proses produksi
yang berlaku di PT. Karya Deli Steelindo yang meliputi bahan baku, bahan penolong, bahan tambahan serta tahapan proses produksi.
2.4.1. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi PT. Karya Deli
Steelindo dapat dikelompokkan atas bahan baku, bahan penolong dan bahan tambahan.
2.4.1.1.Bahan Baku
Bahan baku adalah bahan-bahan yang digunakan sebagai bahan utama
dibandingkan bahan-bahan lainnya.
Adapun bahan baku yang digunakan oleh PT. Karya Deli Steelindo adalah sebagai berikut:
1. Besi hancuran (scrap), merupakan besi-besi tua yang diperoleh dalam bentuk
bongkahan besar kemudian dihancurkan.
2. Besi sisa tuangan, merupakan produk-produk cacat setelah pembongkaran yang
tidak bisa disempurnakan lagi (finishing). 3. Ingot atau plat-plat besi.
4. Logam-logam paduan (alloy) seperti Chrom, Carbon, Mangan, Nickel,
Molybdenum, dan sebagainya disesuaikan dengan komposisi bahan yang
dikehendaki oleh konsumen dan jenis produknya.
2.4.1.2.Bahan Penolong
Bahan penolong adalah bahan yang secara tidak langsung mempengaruhi
kualitas dan fungsi produk, baik itu dikenakan langsung atau tidak langsung terhadap bahan baku dalam suatu proses produksi untuk mendapatkan produk
yang diinginkan tetapi bahan ini tidak ikut pada bahan jadi.
Bahan penolong yang digunakan oleh PT. Karya Deli Steelindo adalah : 1. Inokulant (FeSi), berfungsi untuk melunakkan besi cor agar mudah
disempurnakan (finishing).
2. Slag Remover, berfungsi sebagai penyaring kotoran besi cor dari pasir maupun
karat dan menjaga suhu agar tetap stabil pada waktu penuangan.
cairan cetakan tidak pecah karena tekanan cairan logam yang kuat
(metallostatik).
4. Gas LPG, digunakan untuk mengeringkan cetakan yang telah dicat. 5. Air
Dalam proses produksi pengecoran logam, air memiliki beberapa kegunaan, diantaranya adalah yaitu:
a. Untuk meningkatkan formability (mampu bentuk) pada pasir,
sehingga pasir mudah dibentuk.
b. Komposisi air pada pasir yang akan digunakan untuk mencetak tidak boleh
berlebihan, karena apabila terlalu banyak kekuatan cetakan pada saat basah akan berkurang dan proses pengeringannya akan memakan waktu yang
lebih lama. Oleh karena itu, campuran air harus disesuaikan.
6. Pasir Silika, berguna dalam pembuatan cetakan pasir. Pasir silika ditaburkan pada permukaan cetakan bawah (drag) dan pada permukaan cetakan atas
(cup).
7. Waterglass (air kaca) sebagai pembuat inti (core)
2.4.1.3.Bahan Tambahan
Bahan tambahan adalah bahan-bahan yang dibutuhkan sebagai pelengkap
bahan baku untuk bersama-sama membentuk barang jadi. Bahan-bahan ini tidak ikut dalam proses, tetapi merupakan bagian dalam produk.
Merupakan jenis cat yang digunakan untuk memperhalus permukaan cetakan
dan produk jadi 2. Methanol
Sebagai pelarut zirkon base yang juga akan digunakan pada proses coating (pengecatan permukaan cetakan).
3. Peti Cetakan, digunakan untuk mengemas produk jadi yang siap untuk dikirim
ke konsumen.
2.4.2. Jumlah dan Spesifikasi Produk
Peranan Quality Control (QC) dalam dunia industri sangat berperan. Hal ini dikarenakan mutu dari barang yang dihasilkan harus dapat dijamin.
Pengendalian mutu dilakukan mulai dari bahan baku (raw material) sampai ke tahap yang paling akhir yaitu pengepakan (packing).
Pengendalian ini dilakukan oleh departemen QC berdasarkan standar
spesifikasi yang sudah ditetapkan. Dalam hal ini, QC tidak terlepas dari analisis barang yang akan dipasarkan dan juga analisis terhadap bahan yang sedang berada
dalam proses.
PT. Karya Deli Steelindo memiliki standar mutu terhadap bahan yang digunakan dan mutu/kualitas dari produk yang dihasilkan dapat dilihat dari
beberapa aspek diantaranya yaitu: a. Kehalusan permukaan
halus permukaan dari produk yang dihasilkan maka kualitas yang diinginkan
akan semakin baik. Untuk mendapatkan hasil permukaan yang halus maka dilakukan teknik pengecatan yang baik pada permukaan cetakan pasir pada saat
pencetakan atau disebut juga dengan proses pengecatan (coating) yang bertujuan untuk meningkatkan ketahanan pasir terhadap panas dari cairan logam (sinter) sehingga mendapatkan kehalusan permukaan yang baik pada
produk akhir. Coating atau pengecatan merupakan salah satu faktor yang mempengaruhi produk PT. Karya Deli steelindo berkualitas tinggi.
b. Kandungan bahan
Kandungan bahan juga menjadi perhatian dalam mendapatkan mutu/kualitas dari produk yang akan dihasilkan. Dalam hal ini untuk mengetahui kualitas dari
bahan-bahan yang akan digunakan, maka akan melalui proses analisis (chemical analysis) terhadap bahan dengan alat spectrometer baik itu bahan baku, setelah peleburan maupun setelah menjadi produk jadi yang bertujuan
untuk mengetahui apakah kandungan logam dan campuran sudah sesuai dengan permintaan konsumen sehingga tidak terjadi ketidaksesuaian pada
produk akhir. c. Kekuatan produk
Dalam ini, semakin kuat produk yang dihasilkan semakin baik kualitasnya. Hal
ini ditandai dengan kecilnya kemungkinan patah melalui tempering pada
spectrometer yang bertujuan untuk meminimumkan kemungkinan patahnya
produk.
Bentuk dan spesifikasi produk merupakan bagian dari kualitas produk yang
akan menjadi perhatian karena harus sesuai dengan standar yang diinginkan konsumen. PT. Karya Deli Steelindo akan selalu mengadakan kegiatan inspeksi
guna mendapatkan kualitas produk yang baik dan apabila terdapat kecacatan yang fatal pada produk maka produk tersebut akan dianggap sebagai produk cacat.
2.4.3. Uraian Proses Produksi
Setelah adanya permintaan dari konsumen terhadap pesanan suatu produk/barang, maka bagian drawing akan menyiapkan gambar dari produk sesuai dengan spesifikasi yang inginkan konsumen tersebut dan langsung
dikonfirmasikan kepada bagian marketing untuk disetujui oleh pihak konsumen. Kemudian gambar yang sudah disetujui tersebut akan dibuatkan pola (pattern) atau prototype dari spesifikasi yang sesuai dengan permintaan
konsumen. Selanjutnya proses produksi akan dilanjutkan ke bagian produksi. Adapun uraian proses produksi dalam proses pengecoran logam, sebagai
contoh dalam hal ini produk yang akan dibentuk adalah produk track link yaitu sebagai berikut:
1. Pattern Making
Pattern Making adalah proses pembuatan pola atau prototype dari produk
yang akan dibuat. Pattern making (pembuatan mal cetakan) dimulai dari
dengan kegiatan:
- Pengukuran kayu dengan menggunakan mistar ukur.
- Pemotongan dan pembentukan kayu dengan menggunakan gergaji listrik,
sebagai acuan adalah pola (pattern) yang akan dibentuk harus sesuai dengan gambar produk yang telah disetujui oleh pihak marketing dari bagian drawing.
- Proses penggerindaan dengan menggunakan mesin gerinda yang bertujuan
untuk menghaluskan kayu dari pola (pattern) yang akan dibentuk.
- Hasil pengerindaan tersebut kemudian dirakit (assembly) dengan bantuan
lem.
- Terakhir, pola yang telah terbentuk dihaluskan kembali dengan
menggunakan dempul (campuran dempul dan pengeras atau hardener). 2. Pattern Inspection
Pattern Inspection adalah proses pemeriksaan kembali pola atau prototype
yang telah dibuat dalam proses pattern making. Proses inspeksi dilakukan dengan cara memeriksa kembali dimensi dan ukuran dari pola yang telah
terbentuk dengan menggunakan jangka sorong sesuai dengan ukuran dan dimensi yang ada pada gambar produk yang telah diberikan oleh pihak
drawing. Inspeksi terhadap prototype dilakukan oleh bagian quality control
yang bertujuan untuk menyesuaikan prototype dengan spesifikasi produk pesanan sesuai dengan keinginan konsumen.
3. Molding
dan rangka bawah (drag) dengan ukuran dan bentuk sesuai dengan pola atau
prototype produk yang akan dibuat.
Kegiatan molding atau pencetakan dimulai dari kegiatan: - Persiapan cetakan dan pasir.
- Rangka atas (drag) dan rangka bawah (cup) diisi dengan pasir cetak,
kemudian masukkan pola cetakan (pattern) ke dalam rangka bawah, pasir
diisi hingga penuh.
- Pastikan bahwa seluruh bagian telah tertutup oleh pasir dan pasir tersebut
diratakan dengan menggunakan balok. Setelah isi cetakan penuh, cetakan diisi dengan angin atau gas CO2 yang bertujuan sebagai pengeras cetakan, sehingga pada saat penuangan cairan cetakan tidak pecah karena tekanan
cairan logam yang kuat (metallostatik).
Dalam pembuatan cetakan ini terdiri dari 2 (dua) proses yang perlu diperhatikan, yaitu:
a. Sand Separation
Merupakan proses pemisahan pasir dengan menggunakan mesin khusus
yang dapat menyaring pasir dan memisahkan antara pasir yang banyak mengandung silika dengan pasir yang tidak mengandung silika. Hal inilah yang membuat produk PT. Karya Deli Steelindo lebih tinggi kualitasnya
dari perusahaan lain. Karena mulai dari masuknya bahan baku pasir sudah diadakan proses pemisahan untuk memilih pasir yang benar-benar
berkualitas dengan kandungan silika yang baik.
berikut:
- Pasir baru yang didatangkan dari supplier dibawa ke bak pencucian
pasir untuk dicuci (dibersihkan) dari kotoran.
- Setelah itu, pasir dicuci dengan air di bak pencucian.
- Kemudian pasir dibawa oleh conveyor ke mesin sand dryer (pengering
pasir) untuk dikeringkan.
- Pasir silika yang baru dikeringkan dalam mesin sand dryer sampai
kadar airnya mencapai 0,1 – 0,2 %.
- Kemudian pasir yang telah dikeringkan tersebut diayak atau
dipisahkan dari batu-batu atau gumpalan-gumpalan pasir agar pasir yang dihasilkan menjadi lebih halus dengan ayakan 40 mesh.
- Pasir yang telah diayak tersebut, kemudian dicampur dengan
waterglass sekitar 3,5% dan diaduk di dalam mixer sehingga homogen
dan kemudian dapat digunakan sebagai pasir cetakan
Untuk pasir bekas pakai masih dapat dipergunakan kembali, dimana proses pengolahannya adalah sebagai berikut:
- Pasir bekas sisa pembongkaran yang masih dalam bentuk gumpalan
dibawa oleh conveyor ke mesin penghancur pasir.
- Kemudian pasir tersebut diayak atau dipisahkan dari batu-batu atau
gumpalan-gumpalan pasir agar pasir yang dihasilkan menjadi lebih halus dengan ayakan 30 mesh.
- Pasir daur ulang yang sudah dibersihkan merupakan hasil dari kegiatan
dalam mixer sehingga homogen dan dapat digunakan bersama-sama
pasir silika yang baru digunakan sebagai pasir cetakan. b. Core Making
Merupakan proses pembuatan inti yang selanjutnya akan menjadi tempat penuangan cairan logam ke dalam cetakan pasir.
4. Coating dan Floating
Coating dan Floating merupakan proses pengecatan cetakan dengan cat
khusus berwarna biru. Hal ini bertujuan untuk lebih memperhalus cetakan
sehingga tidak ada lagi pasir yang lengket dan produk akhirnya memiliki permukaan yang halus.
Coating dilakukan dengan cara mengecat kedua sisi cetakan dalam keadaan
terbuka, sehingga mendapatkan permukaan yang halus dari kedua sisi.
5. Drying
Drying merupakan proses pengeringan cetakan yang telah dicat (coating) pada
proses sebelumnya. Setelah dilakukan pengecatan pada seluruh permukaan cetakan, maka dilakukan proses pengeringan cetakan dengan cara membakar
cetakan yang baru saja dilumerin cat yang masih basah dengan menggunakan gas LPG.
6. Mould Assembling
Setelah bagian atas dan bawah serta inti dari cetakan selesai dikerjakan, maka semua cetakan akan disatukan dan ditempatkan teratur menunggu cetakan
7. Pouring
Pouring adalah kegiatan penuangan cairan logam ke dalam cetakan yang telah
selesai. Tetapi sebelumnya akan dilakukan proses peleburan (melting) terlebih
dahulu. Peleburan logam dilakukan di dapur tanur induksi (induction furnace) berkapasitas 500 kg dan bertaraf medium frekuensi. Bahan-bahan yang akan dilebur terdiri dari bongkahan-bongkahan besi, alloy (logam paduan) dan
bahan lainnya.
Berikut adalah proses peleburan yang dilakukan di dapur tanur induksi.
- Bongkahan-bongkahan (material) besi dimasukkan ke dalam dapur
induksi.
- Kemudian dimasukkan alloy (logam paduan) seperti silikon < 0,4%,
mangan 0,3 – 0,6% dan aluminium sekitar 0,4% yang berfungsi untuk menghilangkan oksigen di dalam cairan logam.
- Jaga suhunya hingga ± 1670oc dengan menggunakan termokopel.
- Logam dan bongkahan besi yang sudah matang kemudian dicampur
dengan slag remover yang berfungsi untuk menghilangkan slag (kotoran)
yang mengandung karat maupun pasir sambil tetap diaduk.
- Kotoran atau terak yang naik ke permukaan tersebut diangkat atau
dibuang.
- Setelah itu cairan tersebut dituang ke dalam wadah sampel untuk diperiksa
di laboratorium dengan mesin spectrometer sesuai dengan persyaratan
yang diinginkan.
untuk dituang ke masing-masing cetakan.
Sebelum dan sesudah proses peleburan tetap dilakukan kegiatan inspeksi dengan spectrometer ataupun perlakuan logam meliputi pelunakan (soft
annealing), pengerasan (hardening), penormalan (normalizing) dan tempering
terhadap logam.
8. Shake out of moulds (pembongkaran cetakan)
Setelah proses penuangan, selanjutnya menunggu proses pengeringan sekitar 3 jam, jika sudah beku maka cetakan dibongkar dengan menggunakan palu.
Pasir cetakan dipisahkan dari produk jadi. Produk jadi akan dibawa ke proses
shot blasting sedangkan pasir yang masih dapat digunakan akan diolah
kembali dan untuk pasir yang sudah tidak dapat diolah lagi dijadikan limbah
yang bermanfaat yakni dijual kembali karena pasir cetak tersebut mengandung
waterglass yang sangat baik untuk pembuatan jalan, pondasi rumah, dan
sebagainya.
9. Shot Blasting
Shot blasting adalah kegiatan memisahkan antara produk asli dengan inti
ataupun sisa pasir yang menempel/terbentuk pada proses penuangan. Proses ini dilakukan dengan menggunakan snapper, yang prinsip kerjanya seperti mengebor untuk memisahkan produk asli dengan inti, pasir maupun
bongkahan logam lain yang tidak diperlukan.
Setelah produk terpisah dari bongkahan pasir, produk tersebut kemudian
dilebur kembali.
10. Cleaning
Cleaning merupakan kegiatan pembersihan produk dimana dilakukan proses
pencucian sehingga produk yang dihasilkan benar-benar bersih dari pasir ataupun kotoran-kotoran lainnya. Produk dimasukkan ke dalam mesin sand
blasting, dimana di dalam mesin ini terdapat mimis baja yang berfungsi
membersihkan produk dari pasir-pasir yang masih melekat.
Kemudian dilakukan proses inspeksi, jika produk yang telah dibersihkan
tersebut mengalami kecacatan, maka dilakukan (perbaikan) repair ulang. Tetapi jika tidak bisa dilakukan perbaikan (repair) maka produk tersebut akan menjadi bahan baku untuk peleburan.
Proses inspeksi juga termasuk penimbangan terhadap produk jadi dan sistem saluran potong, dimana jumlah timbangan harus sesuai dengan jumlah logam yang dilebur.
11. Finishing
Adalah kegiatan finishing produk yang terdiri dari proses pengecatan terhadap
produk jadi sesuai dengan kebutuhan pelanggan. Biasanya menggunakan cat khusus sehingga hasilnya menjadi lebih baik. Apabila produk yang dihasilkan sebagai stok persediaan maka dilakukan kegiatan penyimpanan (store for
jobbing casting), namun untuk produk yang langsung diproduksi (job order)
akan dilanjutkan ke proses selanjutnya.
12. Inspection of Casting
mengecek apakah produk sesuai dengan kebutuhan pelanggan.
13. Rough Machining
Apabila spesifikasinya telah sesuai selanjutnya dilakukan penyempurnaan atau
finishing awal/kasar yakni dengan menggunakan mesin bubut, mesin bor,
mesin press, mesin gerinda dan sebagainya. Ada jenis produk yang membutuhkan penyempurnaan dengan mesin bubut, mesin bor, mesin press,
mesin gerinda dan sebagainya sesuai dengan spesifikasi produk yang diinginkan oleh konsumen. Jika produk masih belum sesuai maka dilakukan
proses finishing atau penyempurnaan ulang hingga ukuran atau dimensi produk tersebut sesuai dengan yang diinginkan.
14. Intermediate Quality of Inspection
Setelah penyelesaian awal/kasar tersebut, kemudian dilakukan pemeriksaan terhadap hasil produk tersebut, dimana hal yang perlu diperhatikan adalah dimensi dari produk tersebut dan kualitas produk secara visual.
15. Final Machining
Final machining merupakan penyelesaian akhir yang dilakukan dengan
mesin-mesin seperti mesin-mesin bubut, las gerinda dan sebagainya. Apabila produk telah sesuai dengan yang diinginkan maka produk tersebut dapat dilanjutkan ke tahap selanjutnya.
16. Packing
Yaitu kegiatan pengepakan barang yang telah sesuai dengan kebutuhan
17. Dispatch
Apabila barang memang diproduksi untuk memenuhi kebutuhan konsumen secara langsung, dilakukan proses pengiriman.
2.4.4. Mesin dan Peralatan
Dalam kegiatan produksi, PT. Karya Deli Steelindo Medan memiliki
sarana mesin-mesin serta peralatan untuk menjalankan produksinya.
2.4.4.1.Mesin Produksi
PT. Karya Deli Steelindo Medan dalam melaksanakan proses produksi menggunakan sarana produksi berupa mesin-mesin dan peralatan. Mesin-mesin
menggunakan teknologi semi otomatis, yaitu selain menggunakan tenaga mesin juga menggunakan tenaga manusia.
Adapun mesin-mesin yang digunakan adalah :
1. Tanur Induksi (Induction Melting Furnace)
Untuk meleburkan besi hancuran dan sisa tuangan. Dibuat dari baja dengan
frekuensi medium 50 Hz dan kapasitas 500 Kg. Mesin ini adalah mesin buatan Negara Australia. Mesin ini berjumlah 2 (dua) unit. Fungsinya untuk meleburkan besi scrap, baja dan paduannya.
Cara kerja mesin ini adalah besi scrap dan besi tuangan dimasukkan ke dalam dapur melalui bagian atas dapur yang tetap terbuka, aliran induksi listrik akan
terhadap kotoran, kemudian bahan-bahan tambahan dimasukkan seperti alloy
untuk memperbaiki kualitas leburan. Proses dilanjutkan sampai pada suhu 1600-16700C.
2. Sand Recycling Machine
Mesin ini digunakan untuk menyaring dan mendaur-ulang kembali pasir-pasir bekas yang telah selesai dibongkar dari bagian pembongkaran (fettling). Pasir
tersebut diangkut oleh conveyor kemudian dikumpulkan ke dalam bak penampungan yang di dalamnya memiliki mixer dimana pasir dipisahkan dari
batu atau pasir yang menggumpal yang sudah tidak dapat dipecah lagi. Kemudian hasil dari pasir yang telah didaur ulang tersebut dipergunakan untuk kegiatan pencetakan (molding). Mesin ini berjumlah 2 unit dan mesin
ini dibuat berdasarkan hasil rancangan sendiri. 3. Mesin Bubut (Lathe Machine)
Mesin bubut adalah mesin perkakas yang mempunyai gerakan utama
memutar. Benda kerja diputar terhadap pahat pemotong sehingga benda kerja tersayat dalam bentuk bram/chips. Gerak jalan dilakukan oleh pahat yang
dijepit pada tool post. Salah satu ujung benda kerja ditumpu pada senter dari kepala lepas.
Biasanya mesin bubut digunakan untuk mengerjakan benda-benda yang
sentris tetapi disamping itu digunakan juga untuk meratakan permukaan datar, menggurdi (membuat lubang), memperbesar lubang (boring) dan lain-lain.
4. Mesin Bor
dan benda-benda lainnya. Pada mesin bor, mata bor berputar pada kecepatan
tertentu dan ditekan kepada benda kerja sehingga pada benda kerja akan terbentuk lubang, bram akan keluar melalui celah atau ulir mata bor tersebut.
5. Mesin Gerinda
Mesin gerinda adalah mesin yang mampu meratakan permukaan dan penghalusan permukaan yang kasar. Cara kerja mesin gerinda adalah dengan
adanya sebuah batu gerinda yang berputar dengan putara tinggi dimana putaran batu gerinda inilah yang mampu menghaluskan permukaan yang
kasar. 6. Mesin Las
Mengelas (welding) adalah menyatukan dua potongan atau lebih bahan logam
yang sama dalam keadaaan lumer atau meleleh akibat panas di bawah atau tanpa tekanan dengan atau tanpa bahan tambahan (berupa kawat las/elektroda) Mesin las yang ada di PT. Karya Deli Steelindo terdiri dari mesin las karbit
dan mesin las listrik. 7. Mesin Gergaji
Mesin gergaji adalah mesin yang digunakan untuk memotong kayu atau balok sesuai dengan ukurannya masing-masing,
8. Mesin Sand Blasting
Mesin ini digunakan untuk memisahkan produk dari pasir-pasir yang masih melekat dan untuk meratakan permukaannya. Cara kerja mesin ini adalah
mencuci atau membersihkan produk dari pasir-pasir bekas pencetakan.
9. Mesin Snapper
Mesin ini memiliki fungsi yang sama seperti mesin sand blasting, yaitu memisahkan pasir yang melekat pada produk. Cara kerja mesin ini hampir sama dengan mengebor, hanya bentuk mesinnya menyerupai senapan.
10. Mesin Pengering Pasir (Sand Dryer)
Mesin ini terdiri dari suatu ruangan tempat mengeringkan pasir yang
dimasukkan ke dalam mesin melalui bagian depan. Ruangan kemudian dilalui oleh pasir yang dimasukkan ke dalam mesin pengaduk yang terdiri dari sebuah bak penampung yang didalamnya terdapat baling-baling yang berputar terus
menerus, kemudian ditambahkan waterglass ke dalam adukan dan dilakukan pengadukan sampai homogen.
2.4.4.2.Peralatan (Equipment)
Peralatan digunakan untuk menunjang kelancaran kerja pada proses
produksi, dimana peralatan yang digunakan oleh PT. Karya Deli Steelindo adalah sebagai berikut:
1. Penyimpanan Gas Karbon Dioksida
Digunakan sebagai tempat penampungan gas karbon dioksida, yang mana gas karbon dioksida keluar melalui selang yang dihubungkan pada keran
Peralatan ini digunakan untuk mengetahui/menguji komoposisi kimia produk
coran. Sampel diambil dari dapur kemudian dimasukkan ke dalam ruangan khusus pada mesin dimana kemudian sampel ini dibakar dan diamati
spektrumnya. Hasil pengamataan spektrum kemudian ditampilkan melalui komputer yang dihubungkan ke mesin ini sehingga dapat diketahui komposisinya.
3. Mikroskop, digunakan untuk mengetahui susunan mikro struktur dari produk coran
4. Palu, digunakan untuk membongkar produk dari cetakan pasir dan melekatkan paku pada produk.
5. Jangka Sorong, digunakan untuk mengukur suatu produk.
6. Meja Perata, digunakan untuk mengukur suatu produk. 7. Timbangan, digunakan untuk mengukur berat suatu bahan.
8. Ladle, digunakan sebagai wadah penuang pada proses pouring (penuangan)
BAB III
TINJAUAN PUSTAKA
3.1. Keseimbangan Lintasan
Keseimbangan lintasan (line balancing) merupakan penentuan jumlah pekerjaan yang akan dibebankan pada setiap stasiun kerja, termasuk penentuan
jumlah setiap mesin yang harus ditempatkan pada setiap pusat kerja, dengan tujuan agar setiap stasiun kerja mempunyai kapasitas yang benar-benar sama3
1. Menentukan pekerjaan-pekerjaan dasar
. Penyeimbangan ini dilakukan berdasarkan jumlah waktu yang dibutuhkan untuk
menyelesaikan setiap jenis pekerjaan, kapasitas mesin, dan tenaga kerja yang digunakan. Penyeimbangan beban kerja ini dapat dilakukan dengan
langkah-langkah sebagai berikut:
2. Menentukan pekerjaan-pekerjaan prasyarat
3. Menentukan jumlah stasiun kerja yang dibutuhkan
4. Menggabungkan beberapa pekerjaan ke dalam suatu stasiun kerja dengan
mempertimbangkan prasyarat atau urutan setiap pekerjaan
3.2. Sistem Perakitan (Assembly System)
Lini perakitan (assembly line) adalah proses manufaktur di mana
bill-of-material part dan komponen dikerjakan satu per satu dalam suatu urutan oleh
3
serangkaian operator sampai menjadi produk akhir (Thomopoulos, 2014)4
1. Single model assembly
.
Berikut ini adalah jenis-jenis sistem perakitan:
2. Batch assembly
3. Mixed model assembly for make-to-stock 4. Mixed model assembly for make-to-order
5. Postponement Assembly 6. One station assembly
Berikut ini adalah komponen-komponen ataupun data utama yang terdapat pada sistem lini perakitan:
1. Elemen kerja (e)
Elemen kerja merupakan pekerjaan-pekerjaan yang terdapat pada lini perakitan. Setiap elemen kerja (e) memiliki waktu standar (te). Setiap elemen
kerja harus mengikuti elemen kerja sebelumnya selesai terlebih dahulu.
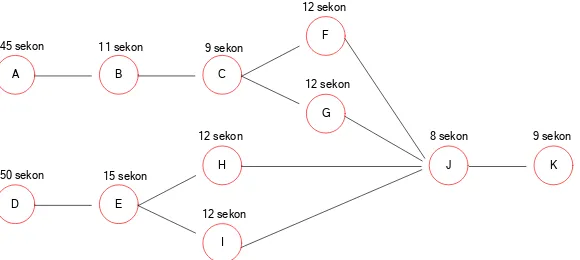
2. Precedence Diagram
Precedence Diagram merupakan diagram yang menunjukkan keterkaitan antar
elemen kerja. Diagram ini menunjukkan elemen kerja mana yang dapat mulai tanpa didahului elemen kerja lain atau elemen kerja mana yang memiliki elemen kerja pendahulu. Pada Gambar 2.1 dapat dilihat contoh precedence
diagram.
4
A B
11 sekon 9 sekon
15 sekon
12 sekon
12 sekon
12 sekon
12 sekon
8 sekon 9 sekon
Gambar 3.1. Precedence Diagram
3. Waktu Shift (T)
Waktu shift (T) menyatakan total waktu pekerjaan selama satu shift. Misalnya, sebuah shift dimulai dari 08.00 sampai 16.30, di mana istirahat satu jam maka waktu shift adalah sebesar T = 450 menit.
4. Jadwal Shift (N)
Jadwal shift (N) menyatakan jumlah produk akhir yang diinginkan selesai
selama suatu shift. Misalnya, dijadwalkan produk yang harus selesai per shift adalah N = 100 unit.
5. Jumlah Operator (n)
Jumlah minimum operator (n) yang dibutuhkan untuk menyelesaikan jadwal dinyatakan sebagai berikut.
n = x N/T
6. Waktu Siklus (c)
Waktu siklus (c) merupakan ukuran waktu untuk menyelesaikan unit menjadi produk akhir. Ukuran ini dinyatakan sebagai berikut.
7. Waktu Rata-Rata Operator ( )
Waktu rata-rata operator ( ) dalam menyelesaikan pekerjaannya dinyatakan
sebagai berikut.
( ) =
Kinerja lini perakitan dapat dinyatakan berdasarkan kriteria berikut.
1. Balance Delay
Balance delay merupakan ukuran efisiensi lini dengan menghitung porsi waktu
idle per unit. Balance delay dapat diperoleh dari waktu siklus (c) dan waktu
operator rata-rata ( ) sebagai berikut:
d = (c- )/c
2. Efficiency Ratio
Efficiency ratio membandingkan waktu rata-rata operator ( ) dengan waktu
siklus (c).
E = /c
3.3. Permasalahan Keseimbangan Lintasan
Permasalahan pada lintasan produksi banyak terjadi pada proses perakitan dibandingkan dengan proses pabrikasi. Dalam pabrikasi, part-part biasanya membutuhkan mesin-mesin berat dengan waktu siklus yang panjang5
5
Arman Hakim Nasution. Perencanaan dan Pengendalian Produksi. (Surabaya: Guna Widya, 1999) h. 328
. Bila
maka akan sulit untuk menyeimbangkan panjangnya waktu siklus mesin yang
pada akhirnya akan menghasilkan rendahnya penggunaan kapasitas. Gerakan kontinu lebih dapat dicapai dengan operasi yang dilakukan secara manual jika
operasi tersebut dapat dibagi-bagi menjadi pekerjaan-pekerjaan kecil dengan waktu yang sangat pendek. Semakin besarfleksibilitas dalam mengkombinasikan tugas-tugas tersebut, semakin tinggi pula derajat keseimbangan yang dapat
dicapai.
Pengelompokan tugas-tugas yang akan dihasilkan pada lintasan produksi
yang seimbang membutuhkan informasi tentang waktu pelaksanaan tugas, kebutuhan precedence (tingkat ketergantungan) yang menentukan urutan yang
feasible, tingkat output dan waktu siklus yang diinginkan.
3.4. Pendefinisian Masalah Keseimbangan
Dalam lintasan perakitan satu unit produk, biasanya ada sejumlah k
elemen kerja. Untuk masing-masing elemen kerja dibutuhkan waktu proses selama tk (k = 1, 2, 3, … k) dan total waktu yang dibutuhkan untuk merakit satu
unit produk adalah :
k elemen juga dibatasi oleh hubungan precedence yang biasa diberikan oleh diagram precedence, seperti yang dicantumkan pada Gambar 3.1. Simbol di
dari elemen kerja j jika proses perakitan menghendaki elemen kerja i lebih dulu
sebelum elemen j.
3.5. Studi Waktu Kerja
Pengukuran waktu adalah teknik pengukuran kerja untuk mencatat jangka waktu dan perbandingan kerja mengenai unsur pekerjaan tertentu yang
dilaksanakan dalam keadaan tertentu pula, serta untuk menganalisa keterangan tersebut sehingga diperoleh waktu yang diperlukan untuk pelaksanaan pekerjaan
tersebut pada tingkat prestasi tertentu6
Secara garis besar, teknik pengukuran waktu kerja dapat dibagi kedalam dua bagian, yaitu:
.
1. Pengukuran waktu secara langsung, yaitu pengukuran waktu yang dilakukan secara langsung di tempat pekerjaan yang diukur dijalankan. Yang termasuk pengukuran waktu secara langsung adalah cara pengukuran kerja dengan
menggunakan jam henti (stopwatch time study) dan sampling kerja (work
sampling).
2. Pengukuran waktu kerja secara tidak langsung, yaitu pengukuran waktu yang dilakukan tanpa harus berada di tempat pekerjaan yang sedang diamati. Aktivitas yang dilakukan hanya melakukan perhitungan waktu kerja dengan
membaca tabel-tabel waktu yang tersedia.
6
3.6. Stopwatch Time Study
Pengukuran waktu kerja dengan jam henti diperkenalkan pertama kali oleh F. W. Taylor sekitar abad 19 yang lalu. Metode ini sangat baik diaplikasikan
untuk pekerjaan–pekerjaan yang berlangsung singkat dan berulang-ulang (repetitive). Pengukuran kerja ini dimulai dengan pengambilan sejumlah pengamatan kerja dengan stop watch untuk setiap elemen kegiatan, menetapkan
rating factor dan allowance dari kegiatan yang dilakukan operator, melakukan uji
keseragaman data dan kecukupan data. Penelitian ini menggunakan tingkat
kepercayaan 95% dan tingkat ketelitian 5% dalam melakukan pengujian keseragaman data dan kecukupan data.
3.6.1. Pengujian Keseragaman dan Kecukupan Data
Pengujian keseragaman data merupakan langkah statistik yang dilakukan terhadap suatu range untuk mengetahui jumlah data yang berada dalam batas in
control dan out of control. Berikut ini adalah perhitungan Batas Kontrol Atas
(BKA) dan Batas Kontrol Bawah (BKB).
BKA = + ks BKB = – ks
Di mana:
= rata-rata s = standar deviasi
k = harga indeks yang besarnya tergantung pada tingkat kepercayaan BKA = batas kendali atas
Pengujian kecukupan data adalah pengujian yang dilakukan untuk
mengetahui apakah data pengamatan yang telah diambil cukup untuk diolah atau belum. Rumus untuk menghitung kecukupan data adalah sebagai berikut:
Dimana:
N’ = jumlah pengamatan yang perlu dilakukan p = persentase produktif
s = tingkat ketelitian
k = harga indeks yang besarnya tergantung dari tingkat kepercayaan yang diambil
Dimana:
: Jumlah pengamatan yang seharusnya dilakukan : Data hasil pengukuran
s : Tingkat ketelitian yang dikehendaki k : Harga indeks tingkat kepercayaan
Setelah mendapatkan nilai N’ maka dapat diambil kesimpulan apabila N’<N maka data dianggap cukup dan tidak perlu dilakukan pengambilan data kembali, tetapi apabila N’>N maka data belum mencukupi dan perlu dilakukan
pengambilan data lagi.
3.6.2. Penentuan Rating Factor
Penentuan rating factor dalam penelitian ini menggunakan metode
Westinghouse berdasarkan 4 faktor yang menentukan kewajaran atau
1. Keterampilan (skill), didefinisikan sebagai kemampuan mengikuti cara kerja
yang ditetapkan.
2. Usaha (effort), adalah kesungguhan yang ditunjukkan atau yang diberikan
operator ketika melakukan pekerjaannya.
3. Kondisi kerja (condition), adalah kondisi fisik lingkungannya seperti keadaan pencahayaan, suhu, dan kebisingan ruangan. Kondisi kerja merupakan sesuatu
di luar operator yang diterima apa adanya oleh operator tanpa banyak kemampuan mengubahnya.
4. Konsistensi (consistency), adalah keseragaman hasil pengukuran yang diperoleh selama operator bekerja. Selama ini masih dalam batas-batas kewajaran masalah tidak timbul, tetapi jika variabilitasnya tinggi maka hal
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat Penelitian
Penelitian ini dilakukan di PT. Karya Deli Steelindoyang bergerak dalam bidang pengecoran logam. Perusahaan ini berlokasi di Jalan Pulau Tanah Masa No 136, Kawasan Industri Medan II, Medan, Sumatera Utara. Penelitian ini
dilakukan dari Mei 2015 hingga Agustus 2015.
4.2. Jenis Penelitian
Jenis penelitian yang dilakukan adalah penelitian deskriptif yang berbentuk job and activity analysis. Bentuk penelitian deskriptif yang berbentuk
job and activity analysis yaitu penelitian yang bertujuan menyelidiki secara terperinci aktivitas dan pekerjaan seseorang atau sekelompok orang agar
mendapat rekomendasi untuk berbagai keperluan, seperti misalnya keseimbangan beban kerja serta efesiensi dalam penggunaan waktu. (Sukaria Sinulingga, 2013:30).
4.3. Objek Penelitian