BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Prima Indah Saniton merupakan perusahaan swasta yang bergerak di bidang Sanitary Ware. PT. Prima Indah Saniton didirikan pada tahun 1992 oleh Eddy Hartono pada tahun 1992. Masa percobaan proyek dilaksanakan selama setahun sehingga yaitu dari tahun 1992 hingga 1993 dan setelah itu, perusahaan ini mulai beroperasi secara normal dengan mesin dan peralatan yang lengkap. Perusahaan memproduksi produk-produk sanitasi yaitu kloset, soap holder, dan wastafel dan diberi merk Champion. Produk kloset merupakan produk utama perusahaan dan diproduksi dalam jumlah yang besar.
2.2. Ruang Lingkup Bidang Usaha
PT. Prima Indah Saniton bergerak di bidang produksi Sanitary Ware dimana produk yang dihasilkan berupa Sanitary Ware yang diperlukan pada fasilitas toilet di rumah, sekolah, pusat perbelanjaan, hotel dan lain-lain. Jenis-jenis produk yang dihasilkan oleh PT. Prima Indah Saniton adalah:
1. Kloset Jongkok Model E 2. Kloset Jongkok Model C 3. Soap Holder
4. Kloset Duduk 5. Wastafel
PT. Prima Indah Saniton melakukan produksi dengan sistem produksi jenis make to stock dimana perusahaan memproduksi produknya tidak berdasarkan pesanan melainkan dengan melakukan peramalan terhadap penjualan produk. Produk akhir dikirimkan jika ada permintaan dari konsumen, untuk itu perusahaan harus mempunyai stok barang untuk mengantisipasi jika ada permintaan yang mendadak.
2.3. Struktur Organisasi dan Uraian Tugas dan Tanggung Jawab
2.3.1. Struktur Organisasi
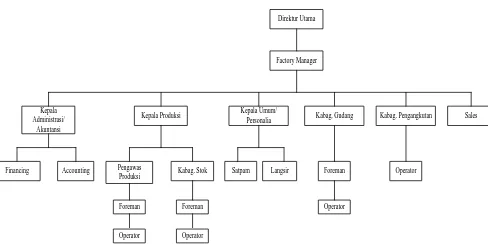
Struktur organisasi perusahaan di PT Prima Indah Saniton memiliki hubungan garis dan dapat dilihat pada Gambar 2.1.
Direktur Utama
Produksi Kabag. Stok Satpam Langsir
Sales
Gambar 2.1. Struktur Organisasi PT Prima Indah Saniton
2.3.2. Uraian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab dari masing-masing jabatan pada PT. Prima Indah Saniton terlampir dalam lampiran laporan.
2.4. Jumlah Tenaga Kerja dan Jam Kerja
2.4.1. Tenaga Kerja
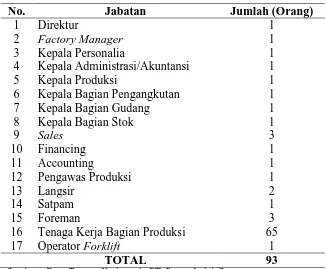
Tabel 2.1. Sebaran Penggunaan Tenaga Kerja pada PT. Prima Indah
4 Kepala Administrasi/Akuntansi 1
5 Kepala Produksi 1
6 Kepala Bagian Pengangkutan 1
7 Kepala Bagian Gudang 1
16 Tenaga Kerja Bagian Produksi 65
17 Operator Forklift 1
TOTAL 93
Sumber : Data Tenaga Kerja pada PT. Prima Indah Saniton
2.4.2. Jam Kerja
Waktu kerja yang diatur dengan baik sangat diperlukan, agar perusahaan dapat berjalan dengan baik dalam melaksanakan tugas guna mencapai tujuan.
Daftar hari kerja dan jam kerja pada PT. Prima Indah Saniton adalah hari Senin - Sabtu terdiri dari 7 jam kerja dan 1 jam istirahat setiap hari.
Pengaturan jam kerja karyawan setiap harinya adalah sebagai berikut: 1. Karyawan kantor
2. Karyawan produksi
Karyawan produksi mulai bekerja di lantai produksi pukul 08.00 WIB s/d 16.00 WIB. Karyawan produksi tidak bekerja pada hari Minggu maupun hari Libur Nasional namun jika permintaan konsumen akan produk yang terlalu banyak yang menyebabkan perusahaan dihadapkan pada waktu kerja yang begitu ketat maka karyawan produksi tetap bekerja pada hari Minggu walaupun mereka hanya bekerja maksimal selama 4 jam dimulai dari pukul 08.00 WIB s/d 12.00 WIB.
2.5. Sistem Pengupahan dan Fasilitas Lainnya
2.5.1. Sistem Pengupahan
Upah adalah suatu imbalan dari pada yang telah diberikan dan diterima oleh seseorang di dalam hubungan kerja yang berupa uang, melalui perjanjian kerja. Prestasi ini biasanya dinyatakan sebagai kinerja maupun produktivitas.
Sistem pengupahan di perusahaan ini adalah sebagai berikut : 1. Karyawan Harian
juga akan diberikan upah sebesar Rp 37.000,00 dengan hari biasanya walaupun waktu kerja mereka maksimal hanya selama 3 jam.
2. Karyawan Bulanan
Pembayaran gaji pokok untuk karyawan bulanan diberikan setiap bulan dengan jumlah yang berbeda-beda sesuai dengan posisi masing-masing pekerja di perusahaan.
2.5.2. Insentif dan Fasilitas Tenaga Kerja
Insentif dan fasilitas yang diberikan kepada pekerja PT. Prima Indah Saniton adalah :
1. Tunjangan Hari Raya (THR)
Tunjangan Hari Raya (THR) yang diberikan berupa tambahan satu bulan gaji bagi karyawan yang mempunyai masa kerja lebih dari satu tahun.
2. Tunjangan selama sakit
Tunjangan selama sakit diberikan pada karyawan dalam perawatan karena sakit dan tidak dapat bekerja yang dapat dinyatakan dengan surat keterangan dokter. 3. Tunjangan insentif
Tunjangan insentif diberikan kepada karyawan apabila mempunyai prestasi yang memuaskan dalam melakukan pekerjaannya.
2.6.Proses Produksi
diinginkan dengan menggunakan teknik-teknik serta bahan baku yang diperlukan untuk memproduksi produk tersebut.
PT Prima Indah Saniton memproduksi berbagai jenis produk seperti kloset jongkok, tempat sabun, dan lain-lain. Namun dalam pembahasan di bab ini, produk yang akan dibahas adalah kloset jongkok tipe E. Produk ini dipilih karena kloset jongkok tipe E merupakan kloset yang paling banyak diproduksi sehingga perlu dilakukan pembahasan lebih lanjut agar ditemukan perbaikan yang dapat meningkatkan produktivitas perusahaan.
2.6.1. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi pada PT Prima Indah Saniton dapat dikelompokkan menjadi 3 jenis, yaitu:
2.6.1.1.Bahan Baku
Sumber: PT Prima Indah Saniton
Gambar 2.2. Tanah Kalimantan
Sumber: PT Prima Indah Saniton
Gambar 2.3. Sodium Feldspar
2.6.1.2.Bahan Penolong
dihasilkan dan pada akhir produksi tidak dapat dibedakan secara jelas dari produk jadi. Bahan penolong merupakan bahan yang secara tidak langsung mempengaruhi kualitas dan fungsi produk. Bahan penolong yang digunakan pada proses produksi yaitu:
1. Bahan pembuat cetakan atas dan cetakan bawah, digunakan sebagai pemberi bentuk pada kloset.
2. Kayu, digunakan bersamaan dengan paku untuk membuat rak kloset.
3. Kayu penyumbat, digunakan untuk mencegah hasil campuran bahan baku yang telah dimasukkan ke dalam cetakan mengalir keluar.
2.6.1.3.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan bercampur dengan bahan baku untuk membentuk produk jadi yang siap untuk dipasarkan, dapat berupa kemasan ataupun aksesoris. Bahan tambahan yang digunakan pada proses produksi yaitu:
1. Label, digunakan untuk memberikan merek pada hasil produk/kloset. 2. Cat, digunakan untuk memberikan warna pada kloset.
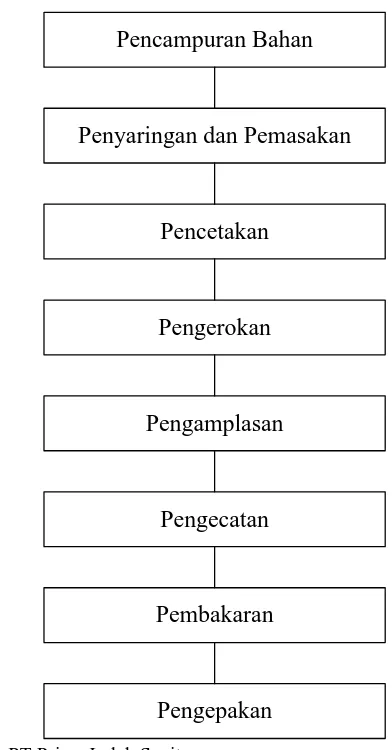
2.6.2. Uraian Proses
Pencampuran Bahan
Penyaringan dan Pemasakan
Pencetakan
Pengerokan
Pengamplasan
Pengecatan
Pembakaran
Pengepakan
Sumber: PT Prima Indah Saniton
Gambar 2.4. Blok Diagram Pembuatan Kloset Jongkok
2.6.2.1.Proses Pencampuran Bahan Baku
tersebut supaya tercampur dengan rata dan siap untuk digunakan sebagai bahan yang siap untuk dicetak menjadi kloset. Proses pengadukan bahan baku ini memerlukan waktu selama 12 jam untuk menghasilkan kualitas adonan yang bagus.
2.6.2.2.Proses Penyaringan dan Pemasakan Campuran Bahan Baku
Bahan baku yang telah diaduk dengan mesin molen selama 12 jam kemudian disalurkan ke dalam sebuah mesin penyaring melalui pipa yang menghubungkan mesin molen dengan mesin saring getar. Mesin saring getar berfungsi agar material yang tidak tercampur dengan baik seperti gumpalan-gumpalan tanah tidak ikut digunakan sebagai campuran bahan baku untuk proses pencetakan. Campuran bahan baku yang telah disaring akan disalurkan ke dalam sumur penampungan melalui pipa. Kemudian, campuran tersebut dimasak selama 2 malam di dalam sumur penampungan sehingga bahan baku tersebut siap digunakan dalam proses pencetakan selanjutnya.
2.6.2.3.Proses Pencetakan
Proses percetakan dapat dikerjakan setelah hal-hal berikut telah diselesaikan :
1. Mempersiapkan cetakan yang akan digunakan, dalam hal ini cetakan terdiri dari 2 bagian yaitu cetakan atas dan cetakan bawah.
3. Cetakan yang telah menjadi satu dikunci agar cetakan tersebut tidak bergeser pada saat pencetakan.
4. Memasangkan corong pada cetakan pada tempat yang telah tersedia dalam cetakan supaya mempermudah proses penuangan campuran bahan baku ke dalam cetakan.
5. Penutupan lubang bagian belakang cetakan dengan menggunakan kayu penyumbat sehingga pada waktu penuangan, bahan baku tersebut tidak mengalir keluar.
Sumber: PT Prima Indah Saniton
Gambar 2.5. Bagian Pembuatan Mal
Campuran bahan baku yang telah siap dipakai dipompa ke dalam tower dengan menggunakan mesin pompa atau wilden pump yang kemudian disalurkan dari tower ke tempat pencetakan melalui pipa yang telah dibuat sebelumnya. Proses pencetakan dapat dikerjakan dengan penyaluran bahan baku ke dalam cetakan yang dituang melalui corong.
(kadang-kadang operator menuangkan bahan baku cetakan yang terlalu banyak). Setelah itu cetakan harus didiamkan selama 2 jam agar cetakan tersebut benar-benar kering/keras.
Cetakan bagian atas dipisah/dibuka dari cetakan bawah dan dibalik untuk dapat mengeluarkan produk hasil cetakan.
Sumber: PT Prima Indah Saniton
Gambar 2.6. Proses Pencetakan
2.6.2.4.Proses Pengerokan
Tahapan ini terdiri dari beberapa proses yang dapat diuraikan sebagai berikut :
1. Hasil cetakan yang telah kering diangkut ke bagian pengerokan. 2. Kualitas dari hasil cetakan diperiksa pada proses ini.
Sumber: PT Prima Indah Saniton
Gambar 2.7. Proses Pengerokan
2.6.2.5.Proses Pengamplasan
Cetakan yang telah selesai dikerok akan diangkut ke bagian pengamplasan dimana mengalami beberapa tahapan proses yaitu :
1. Penggunaan kertas pasir dalam pengamplasan bertujuan untuk memperhalus permukaan cetakan.
2. Penggunaan busa untuk membersihkan/menggosok cetakan. 3. Hasil cetakan dibersihkan dengan air dan dikeringkan.
Sumber: PT Prima Indah Saniton
2.6.2.6.Proses Pengecatan
Tahapan ini terdiri dari beberapa proses yang dapat diuraikan sebagai berikut :
1. Hasil cetakan yang kering diangkut ke bagian pengecatan.
2. Pada bagian pencetakan terdapat sebuah meja yang telah didesain sedemikian rupa sehingga cocok untuk peletakan hasil cetakan. Hasil cetakan diangkat ke meja tersebut.
3. Penempelan label produk perusahaan “Champion” pada bagian ujung kloset. 4. Proses pengecatan dikerjakan dengan menggunakan mesin kompresor sesuai
dengan warna yang diinginkan.
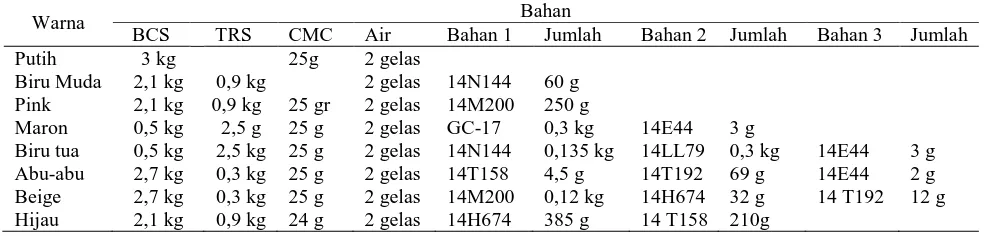
5. Produk dilap supaya tidak terdapat bintik-bintik cat yang tersisa. Terdapat 8 macam warna cat dan komposisinya sebagai berikut :
Tabel 2.2 Daftar Komposisi Cat
Warna Bahan
Sumber: PT Prima Indah Saniton
Gambar 2.9. Bagian Pengecatan
2.6.2.7.Proses Pembakaran
Proses pembakaran hasil cetakan yang telah diberi warna dimasukkan ke dalam mesin kiln untuk dibakar. Untuk proses pembakaran, mesin kiln memerlukan empat buah tabung gas. Tahapan pembakaran terdiri dari beberapa proses yang berkelanjutan yang dapat diuraikan sebagai berikut :
1. Produk dibakar dengan tinggi api 40 psi dengan suhu 0-300oC selama 1,5 jam. 2. Produk dibakar dengan suhu 300-600oC selama 2 jam.
3. Produk dibakar dengan suhu 600-1000oC selama 2 jam. 4. Produk dibakar dengan suhu 1000-1100oC selama 1 jam. 5. Produk dibakar dengan suhu 1100-1180oC selama 1 jam.
Sumber: PT Prima Indah Saniton
Gambar 2.10. Kloset yang akan Dimasukkan ke dalam Mesin
2.6.2.8.Proses Pengepakan
Proses pengepakan merupakan proses yang terakhir dimana produk di tempat penampungan akan dimasukkan ke dalam rak kayu yang telah dibuat oleh operator. Pada produk kloset jongkok, 4 buah kloset dapat dimasukkan ke dalam 1 kotak namun pada kloset duduk dan wastafel hanya dapat diletakkan 1 buah pada 1 kotak. Setelah itu, produk diangkut ke tempat penampungan. Jika telah terdapat pemesanan, maka produk tersebut akan diantar keluar melalui mobil pick up.
Sumber: PT Prima Indah Saniton
2.6.3. Mesin dan Peralatan
2.6.3.1.Mesin Produksi
Mesin produksi yang digunakan untuk mendukung pelaksanaan produksi paku pada PT. Prima Indah Saniton adalah sebagai berikut :
1. Mesin Ball Mill atau dikenal sebagai Mesin Molen
Mesin Ball Mill merupakan mesin yang digunakan pada tahap awal proses pembuatan kloset yaitu mesin pencampur berbagai bahan baku dan air dengan putaran 970 rpm untuk menghancurkan dan mencampur formula sehingga menjadi bentuk lumpur. Spesifikasi mesin Ball Mill dapat dilihat sebagai berikut :
Merek : Hico
Model : BM-2000
Serial No. : 932811 Negara pembuatan : Korea Jumlah : 2 buah
Sumber: PT Prima Indah Saniton
2. Mesin Pemasak Bahan
Mesin pemasak bahan digunakan untuk memasak dan mengendapkan bahan baku yang dialirkan melalui mesin saring getar. Spesifikasi mesin pemasak bahan dapat dilihat sebagai berikut :
Merek : Sumitomo (Clay GC4) Model : Cyclo Drive (14M5-87) Putaran : 1500 rpm
Input : 69 KW
Negara pembuatan : Jepang Jumlah : 5 buah
Sumber: PT Prima Indah Saniton
Gambar 2.13. Mesin Pemasak bahan
3. Mesin Saring Getar
Mesin saring getar digunakan untuk menyaring kotoran lumpur yang disalurkan oleh mesin kiln. Spesifikasi mesin saring getar dapat dilihat sebagai berikut :
Tipe : DC 135 A
Diameter : 50 cm Negara pembuatan : China Jumlah : 1 buah
Sumber: PT Prima Indah Saniton
Gambar 2.14. Mesin Saring Getar
4. Mesin Wilden Pump
Mesin wilden pump digunakan untuk memompa bahan baku yang telah siap dimasak dan diendapkan ke dalam tower-tower di dalam maupun di luar. Spesifikasi mesin pemasak bahan dapat dilihat sebagai berikut :
Merek : Puma
Sumber: PT Prima Indah Saniton
Gambar 2.15. Mesin Wilden Pump
5. Mesin Kiln/Oven
Mesin Kiln/Oven merupakan mesin yang digunakan untuk proses pembakaran atau pemanasan (heating) sehingga kloset, wastafel maupun soap holder menjadi keras dengan permukaan yang mengkilap dengan suhu dan tinggi api yang dapat diatur pada panel mesin yang telah tersedia. Spesifikasi mesin kiln dapat dilihat sebagai berikut :
Tipe : KAT. 1500
Sumber: PT Prima Indah Saniton
Gambar 2.16. Mesin Kiln
6. Mesin Kompressor
Mesin kompressor digunakan pada saat pemberian warna atau pengecatan pada produk kloset. Spesifikasi mesin kompressor dapat dilihat sebagai berikut :
Merek : Puma
Model : NK 150300
Negara pembuatan : Singapore Jumlah : 1 buah
Sumber:
2.6.3.2.Peralatan (Equipment)
Peralatan yang digunakan untuk mendukung pelaksanaan produksi kloset pada PT. Prima Indah Saniton adalah sebagai berikut :
1. Lori atau Kereta Sorong
Dipergunakan untuk mengangkut kloset-kloset dari bagian pencetakan ke bagian pengerokan, bagian pengerokan ke bagian pengamplasan, bagian pengamplasan ke bagian pengecatan, bagian pengecatan ke bagian pembakaran. Jumlah lori/kereta sorong yang ada di pabrik adalah sebanyak 15 unit. Adapun gambar kereta sorong yang digunakan dapat dilihat sebagai berikut :
Sumber: PT Prima Indah Saniton
Gambar 2.18. Kereta Sorong
2. Meja Pengerokan
Sumber: PT Prima Indah Saniton
Gambar 2.19. Meja Pengerokan
3. Alat Pengerok/Scraper
Digunakan untuk mengerok kloset dengan tujuan untuk lebih rapi dan sesuai dengan standar yang ditetapkan perusahaan.
Sumber: PT Prima Indah Saniton
Gambar 2.20. Scraper
4. Forklift
Sumber: PT Prima Indah Saniton
Gambar 2.21. Penggunaan Forklift
5. Meja Pengecatan
Meja pengecatan yang dapat berputar ini digunakan sebagai tempat diletakkannya kloset sehingga operator dapat dengan mudah menyemprot atau memberikan warna pada kloset.
Sumber: PT Prima Indah Saniton
Gambar 2.22. Meja Pengecatan
6. Meja Pengamplasan
Sumber: PT Prima Indah Saniton
Gambar 2.23. Meja Pengamplasan
7. Kertas Pasir
Kertas pasir dalam pengamplasan bertujuan untuk memperhalus permukaan cetakan.
Sumber: PT Prima Indah Saniton
Gambar 2.24. Kertas Pasir
8. Busa
Busa digunakan untuk membersihkan atau menggosok kloset pada saat pengamplasan dan pengecatan.
Sumber: PT Prima Indah Saniton
9. Tabung Gas Elpiji
Tabung gas elpiji berfungsi sebagai bahan bakar dalam proses pembakaran mesin kiln.
Sumber: PT Prima Indah Saniton
Gambar 2.26. Tabung Gas Elpiji
10.Paku
Paku berfungsi sebagai penggabung antara kayu yang satu dengan kayu yang lain.
11.Kayu
Kayu digunakan sebagai tempat penampung kloset jongkok, kloset duduk dan wastafel sedangkan soap holder dimasukkan ke dalam kardus.
12.Palu