USULAN PERBAIKAN SARUNG TANGAN OPERASI
MENGGUNAKAN KANSEI ENGINEERING, QUALITY FUNCTION
DEPLOYMENT DAN ANALYTIC NETWORK PROCESS
DI PT. SHAMROCK MANUFACTURING CORPORA.
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
NAQASYA ASYRORI S
090403013
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
USULAN PERBAIKAN SARUNG TANGAN OPERASI
MENGGUNAKAN KANSEI ENGINEERING, QUALITY FUNCTION
DEPLOYMENT DAN ANALYTIC NETWORK PROCESS
DI PT. SHAMROCK MANUFACTURING CORPORA.
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
NAQASYA ASYRORI S 0 9 0 4 0 3 0 1 3
Disetujui Oleh :
Pembimbing I Pembimbing II
(Ir. Rosnani Ginting, MT) (Ikhsan Siregar, ST, M.Eng)
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa yang
telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat
menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar
sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler
Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas
sarjana ini adalah “Usulan Perbaikan Sarung Tangan Operasi Menggunakan
Kansei Engineering, Quality Function Deployment (QFD) dan Analytic Network
Process (ANP) ”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari
masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu,
penulis sangat mengharapkan saran dan masukan yang sifatnya membangun demi
kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat
bermanfaat bagi penulis sendiri, perpustakaan Universitas Sumatera Utara, dan
pembacanya.
Medan, April 2014
Penulis,
UCAPAN TERIMA KASIH
Syukur dan terimakasih penulis ucapkan yang sebesar-besarnya kepada
Allah SWT yang telah memberikan kesempatan kepada penulis untuk merasakan
dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah
membimbing penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan
dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun
administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih
kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri Universitas
Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
2. Ibu Ir. Rosnani Ginting, MT selaku Dosen Pembimbing I atas waktu, bimbingan,
pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
3. Bapak Ikhsan Siregar, ST, M.Eng selaku Dosen Pembimbing II atas waktu,
bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam
penyelesaian Tugas Sarjana ini.
4. Ibu Ir. Khawarita Siregar, MT selaku Pembanding atas waktu, pengarahan dan
masukan kepada penulis sehingga laporan ini dapat lebih baik lagi.
5. Ibu Ir. Anizar, M.Kes selaku Pembanding atas waktu, pengarahan dan masukan
6. Bapak Ridho Yasir, SH. selaku Pembimbing Lapangan di PT. Shamrock
Manufacturing Corpora yang telah memberikan bantuan berupa waktu, bimbingan,
serta informasi dan data selama melakukan penelitian.
7. Ayahanda Drs. H. M. Yasin Sidabutar, M.Si dan Ibunda Hj. Nilam Cahaya Hasibuan,
M.Pd yang tiada hentinya mendukung penulis baik secara moril, doa, maupun materil
sehingga laporan ini dapat diselesaikan. Penulis menyadari tidak dapat membalas
segala kebaikan dan kasih sayang dari keduanya, oleh karena itu izinkanlah penulis memberikan karya ini sebagai ungkapan rasa terima kasih kepada Ayahanda dan
Ibunda tercinta
8. Kakak saya dr. Nurul Hadina Sidabutar, abang saya Nilvan Yasri Sidabutar, SE. Dan
adik saya Muhammad Sufi Sidabutar dan Tarida Yanti Nasution yang selalu
mendukung baik waktu, moril, materil, semangat, dan doanya sehingga mendukung
penulis untuk secepatnya menyelesaikan laporan ini.
9. Staff pegawai Teknik Industri, Bang Mijo, Bang Nurmansyah, Kak Dina,Bang Ridho,
Kak Rahma dan Ibu Ani, terimakasih atas bantuannya dalam masalah administrasi
untuk melaksanakan tugas sarjana ini.
10. Tim Kansei Engineering Musthofa, Wildan, Andri dan Johan dan Tim PT. Shamrock
Maysarah yang telah banyak berdiskusi dan memberikan masukan kepada penulis
11. Semua teman angkatan 2009 di Departemen Teknik Industri USU yang telah
memberikan banyak masukan kepada penulis.
12. Sahabat-sahabat seperjuangan penulis pada saat penelitian, Ozi, Al, Ridho, Yoan,
Yoga, Azhar, Mandala, Arsyad, Musthofa, wildan, Alfin, Rozi, Teguh, Dea, ina,
Anggel, Maysarah, Nadia.
13. Abang dan kakak, Teman-teman dan adik-adik di Laboratorium Pengukuran dan
Kak Ita, ST, Anggel, ST, Dea, ST, Ina, ST, Musthofa, Yoan, Rois, Yuni, Tari, Lisa,
Dira, Adel, Wahyu, Chaidir, Solihin, Randi, Dian dan Nanda. Tata Letak Pabrik yang
mendukung penulis dalam menyelesaikan Tugas Sarjana ini.
14. Kepada semua pihak yang telah banyak membantu dalam menyelesaikan laporan ini
dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan terima kasih.
Kiranya laporan ini bermanfaat bagi kita semua.
Medan, April 2014
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xxi
ABSTRAK ... xxii
I PENDAHULUAN ... I-1
1.1 Latar Belakang ... I-1
1.2 Rumusan Masalah ... I-3
1.3 Tujuan dan Manfaat ... I-3
1.4 Batasan dan Asumsi Masalah ... I-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1 Sejarah Singkat PT. Shamrock Manufacturing Corpora ... II-1
2.2 Ruang Lingkup Badan Usaha ... II-1
2.3 Visi dan Misi Perusahaan ... II-2
2.4. Letak Geografi ... II-3
2.5. Organisasi dan Manajemen Perusahaan ... II-3
2.5.1. Struktur Organisasi ... II-3
2.5.2. Uraian Tugas dan Tanggung Jawab ... II-5
2.5.3. Jumlah Tenaga Kerja pada Perusahaan ... II-5
2.5.4. Jam Kerja ... II-6
2.5.5. Sistem Pengupahan dan Penyediaan Fasilitas. ... II-7
2.6. Standar Mutu Sarung Tangan Karet ... II-8
III LANDASAN TEORI ... III-1
3.1 Kansei Engineering ... III-1
3.1.1. Pengertian Kansei Engineering ... III-1
3.1.2. Metode Kansei Engineering ... III-3
3.1.3. Conjoint Analysis ... III-6
3.2 Quality Function Deployment (QFD) ... III-7
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.3 Analytic Network Process (ANP) ... III-11
3.4 Kuesioner ... III-15
3.5 Metode Sampling ... III-16
3.5.1. Populasi, Elemen dan Sampel ... III-16
3.5.2. Probability Sampling ... III-17
3.5.3. Non Probability Sampling ... III-19
3.6 Validitas Data ... III-21
3.7 Reliabilitas Data ... III-22
IV METODOLOGI PENELITIAN ... IV-1
4.1 Tempat dan Waktu Penelitian... IV-1
4.2 Jenis Penelitian ... IV-1
4.3 Objek Penelitian ... IV-1
4.4 Variabel Penelitian ... IV-2
4.5 Kerangka Konseptual Penelitian ... IV-2
4.6 Definisi Variabel Operasional ... IV-3
4.7 Rancangan Penelitian ... IV-3
4.8 Sumber Data ... IV-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.10 Instrumen Penelitian ... IV-7
4.10.1. Variabel Kuesioner ... IV-7
4.11 Populasi dan Sampel ... IV-8
4.12 Pengolahan Data ... IV-10
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1 Pengumpulan Data ... V-1
5.1.1. Pembuatan dan Penyebaran Kuesioner ... V-1
5.1.2. Rekapitulasi Kuesioner Pendahuluan ... V-1
5.1.3. Rekapitulasi Kuesioner Semantic Differential (Kansei) .... V-2
5.1.4. Rekapitulasi Kuesioner Derajat Kepentingan ... V-17
5.1.5. Rekapitulasi Kuesioner Karakteristik Teknis ... V-20
5.1.6. Rekapitulasi Kuesioner ANP ... V-20
5.2 Pengolahan Data... V-25
5.2.1 Pengolahan dengan Metode Kansei Engineering ... V-25
5.2.1.1 Penetapan Tujuan ... V-25
5.2.1.2 Pengumpulan Kata Kansei... V-25
5.2.1.3 Penetapan Skala Semantic Differential dari Kata
Kansei ... V-26
5.2.1.4 Pengumpulan Produk Sampel ... V-27
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.1.6 Evaluasi Eksperimen ... V-28
5.2.1.7 Analisis Statistik ... V-28
5.2.1.8 Interpretasi dari Data yang dianalisis ... V-33
5.2.2 Uji Validitas dan Reliabilitas ... V-35
5.2.2.1 Uji Validitas Data ... V-35
5.2.2.2 Uji Reliabilitas Data ... V-43
5.2.3 Membangun Matriks House of Quality (HOQ) ... V-60
5.2.3.1 Identifikasi Kebutuhan Konsumen ... V-45
5.2.3.2 Penentuan Tingkat Kepentingan Konsumen ... V-46
5.2.3.3 Penentuan Karakteristik Teknik ... V-46
5.2.3.4 Penetapan Hubungan Antara Karakteristik
Teknis ... V-47
5.2.3.5 Penetapan Hubungan Antara Karakteristik Teknik
dengan Kebutuhan Konsumen Menggunakan Analytic
Network Process (ANP) ... V-48
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI ANALISIS DAN PEMBAHASAN HASIL ... VI-1
6.1 Analisis Usulan Perbaikan Sarung Tangan Operasi dengan
Metode Kansei Engineering ... VI-1
6.2 Analisis House Of Quality ... VI-3
6.2.1. Analisis Quality Function Deployment (QFD) ... VI-3
6.2.2. Analisis Pembobotan ANP. ... VI-5
6.2.3 Analisis Quality Function Deployment (QFD) dengan Analytic
Network Process (ANP) pada House Of Quality ... VI-7
VIII KESIMPULAN DAN SARAN ... VII-1
7.1 Kesimpulan ... VI-1
7.2 Saran ... VI-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
1.1. Data Keluhan Perawat Bedah terhadap Sarung Tangan Operasi I-2
2.1. Jumlah Karyawan PT. Shamrock Manufacturing Corpora. ... II-5
2.2. Jam Kerja Karyawan Kantor ... II-6
2.3. Jam Kerja Karyawan Pabrik... II-7
2.4. Jam Kerja Bagian Keamanan. ... II-7
2.5. Persyaratan AQL ... II-9
2.6. Spesifikasi dan Jenis Sarung Tangan PT. Sahmrock Manufacturing
Corpora ... II-9
3.1. Skala Fundamental ANP dan AHP ... III-12
3.2. Random Indeks (RI) ... III-14
4.1. Defenisi Variabel Operasional ... IV-3
5.1 Rekapitulasi Kuesioner Pendahuluan ... V-2
5.2 Rekapitulasi Kuesioner Kansei Kategori 1 ... V-3
5.3 Rekapitulasi Kuesioner Kansei Kategori 2 ... V-4
5.4 Rekapitulasi Kuesioner Kansei Kategori 3 ... V-6
5.5 Rekapitulasi Kuesioner Kansei Kategori 4 ... V-7
5.6 Rekapitulasi Kuesioner Kansei Kategori 5 ... V -9
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.8 Rekapitulasi Kuesioner Kansei Kategori 7 ... V -12
5.9 Rekapitulasi Kuesioner Kansei Kategori 8 ... V -13
5.10 Rekapitulasi Kuesioner Kansei Kategori 9 ... V -15
5.11. Rekapitulasi Kuesioner Kansei Kategori 10 ... V -16
5.12 Rekapitulasi Kuesioner Tertutup ... V -18
5.13 Karakteristik Teknik Produk Sarung Tangam Operasi ... V -20
5.14. Rekapitulasi Kuesioner ANP ... V-21
5.15. Pengumpulan Kata Kansei ... V-25
5.16. Skala Semantic Differential ... V-27
5.17 Pengurutan Item dan Kategori Sarung Tangan Operasi ... V -27
5.18 Rekapitulasi Hasil Perhitungan Rata-rata ... V -29
5.19 Hasil Transpose Item dan Kategori Terhadap Kansei Words .... V -30
5.20 Nilai Utilitas Kuesioner Kansei ... V -32
5.21 Pemilihan Modus untuk Setiap Item dan Kategori ... V-34
5.22 Tabulasi Frekuensi Jawaban Responden pada Kuesioner
Tertutup ... V -36
5.23 Nilai Densitas dari Tabel Ordinat Kurva Normal Baku ... V-38
5.24 Skala Interval dari Data Ordinal ... V-40
5.25 Perhitungan Nilai Korelasi Atribut 1 ... V-41
5.26 Rekap Perhitungan Validitas setiap Atribut ... V-43
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.28 Hasil Kebutuhan Konsumen ... V-45
5.29 Tingkat Kepentingan Konsumen... V-46
5.30 Karakteristik Teknik Produk Sarung Tangan Operasi ... V-47
5.31 Penjumlahan Kolom Matriks Perbandingan Sarung Tangan operasi
dengan Karet Sintetis terhadap Karakteristik Teknik. ... V-49
5.32 Bobot Parsial Sarung Tangan Operasi dengan Karet Sintetis terhadap
Karakteristik Teknik... V-50
5.33 Rekapitulasi Perhitungan Konsistensi ... V-51
5.34 Supermatrix ... V-53
5.35. Limiting Supermatrix ... V-53
5.36. Rekapitulasi Perhitungan Tingkat Kesulitas ... V-56
5.37. Rekapitulasi Perhitungan Perkiraan Biaya ... V-58
5.38. Derajat Kepentingan Karakteristik Teknik ... V-58
5.39. Penentuan Tingkat Kesulitan, Perkiraan Biaya dan Derajat
Kepentingan ... V-59
6.1 Atribut Sarung Tanagn Operasi Sebelum dilakukan Usulan
Perbaikan ... VI-1
6.2 Atribut Terpilih ... VI-2
6.3. Hasil QFD ... VI-4
6.4. Hasil Pembobotan ANP ... VI-5
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Struktur Organisasi PT. Shamrock Manufacturing Corpora .... II-4
3.1 Semantic Differential For Kansei ... III-2
3.2 Diagram Kansei Engineering Tipe I ... III-4
3.3 House of Quality ... III-9
3.4 (a) Liner (b) Non Linier ... III-11
4.1 Kerangka Konseptual Penelitian ... IV-2
4.2 Blok Diagram Langkah-langkah Penelitian ... IV-5
4.3 Blok Diagram Pengolahan Data ... IV-13
4.4 Diagram Alir Kansei Engineering ... IV-13
4.5 Diagram Quality Function Deployment ... IV-14
4.6 Diagram Alir Analytic Network Process ... IV-14
4.7. Model Analytic Network Process ... IV-
5.1 Kata Kansei Terpilih ... V-26
5.2 Hubungan Antar Karakteristik Teknik ... V-48
5.3 Matriks Antara Karakteristik Teknis dengan Kebutuhan
Konsumen ... V-55
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Tabel Korelasi Product Moment... L.1
2. Tabel Random Index ... L.2
3. Tabel Kurva Normal ... L.3
4. Kuesioner Pendahuluan ... L.4
5. Kuesioner Kansei Engineering ... L.5
6. Kuesioner Tingkat Kepentingan ... L.6
7. Kuesioner Karakteristik Teknik ... L.7
8. Kuesioner ANP ... L.8
9. Form Tugas Akhir ... L.9
10. Surat Penjajakan ... L.10
11. Surat Balasan Perusahaan ... L.11
12. Surat Keputusan Tugas Akhir... L.12
13 Lembar Asistensi Dosen ... L.13
ABSTRAK
Jumlah penduduk rumah tangga yang semakin meningkat dan tingginya persaingan antara perusahaan spring bed memaksa perusahaan harus melakukan inovasi terhadap produk spring bed. Penurunan penjualan spring bed PT. Ocean Centra Furnindo diakibatkan adanya keluhan konsumen dimana perancangan produk tersebut kurang sesuai dengan yang diinginkan oleh konsumen. Perancangan produk spring bed yang sesuai dengan voice of customer menjadi satu kunci keberhasilan dalam pengembangan produk pada metode Kansei Engineering. Tujuan penelitian ini adalah untuk mendapatkan atribut karakteristik produk dimana responden diminta untuk mengisi perasaan ataupun citra mereka terhadap kata-kata kansei (kansei words). Metode Kansei Engineering menghasilkan 6 atribut utama seperti ukuran panjang dan lebar spring bed, ketebalan foam matras pada spring bed, variasi warna pada spring bed, bahan utama yang digunakan pada divan ataupun sandaran spring bed, bentuk ujung pada sandaran ataupun divan serta fungsi tambahan yang ditambahkan pada produk spring bed 6 feet. Metode quality function deployment menterjermahkan keinginan konsumen (voice of customer) tersebut terhadap karakteristik teknis pada proses produksi. Densitas busa (5), kesesuaian dimensi dan maintainable design merupakan bagian dari karakteristik teknis yang memiliki tingkat kesulitan tertinggi dibandingkan dengan karakteristik teknis lainnya. Ketiga karakteristik tersebut dibagi hingga ke level 2 dan kemudian dipetakan (mapping) sampai matriks tersebut berbentuk triangular matrix ataupun uncoupled atau decoupled design. Nilai konten informasi aktual perusahaan didapatkan sebesar 0,01246 sedangkan nilai konten informasi desain didapatkan sebesar 0,23958 yang menandakan bahwa terjadi peningkatan nilai konten informasi sebesar 0,22712 yang menunjukkan bahwa desain telah meningkat dan sesuai dengan kebutuhan functional requirements dibandingkan dengan kondisi aktual pada saat ini.
ABSTRAK
Jumlah penduduk rumah tangga yang semakin meningkat dan tingginya persaingan antara perusahaan spring bed memaksa perusahaan harus melakukan inovasi terhadap produk spring bed. Penurunan penjualan spring bed PT. Ocean Centra Furnindo diakibatkan adanya keluhan konsumen dimana perancangan produk tersebut kurang sesuai dengan yang diinginkan oleh konsumen. Perancangan produk spring bed yang sesuai dengan voice of customer menjadi satu kunci keberhasilan dalam pengembangan produk pada metode Kansei Engineering. Tujuan penelitian ini adalah untuk mendapatkan atribut karakteristik produk dimana responden diminta untuk mengisi perasaan ataupun citra mereka terhadap kata-kata kansei (kansei words). Metode Kansei Engineering menghasilkan 6 atribut utama seperti ukuran panjang dan lebar spring bed, ketebalan foam matras pada spring bed, variasi warna pada spring bed, bahan utama yang digunakan pada divan ataupun sandaran spring bed, bentuk ujung pada sandaran ataupun divan serta fungsi tambahan yang ditambahkan pada produk spring bed 6 feet. Metode quality function deployment menterjermahkan keinginan konsumen (voice of customer) tersebut terhadap karakteristik teknis pada proses produksi. Densitas busa (5), kesesuaian dimensi dan maintainable design merupakan bagian dari karakteristik teknis yang memiliki tingkat kesulitan tertinggi dibandingkan dengan karakteristik teknis lainnya. Ketiga karakteristik tersebut dibagi hingga ke level 2 dan kemudian dipetakan (mapping) sampai matriks tersebut berbentuk triangular matrix ataupun uncoupled atau decoupled design. Nilai konten informasi aktual perusahaan didapatkan sebesar 0,01246 sedangkan nilai konten informasi desain didapatkan sebesar 0,23958 yang menandakan bahwa terjadi peningkatan nilai konten informasi sebesar 0,22712 yang menunjukkan bahwa desain telah meningkat dan sesuai dengan kebutuhan functional requirements dibandingkan dengan kondisi aktual pada saat ini.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Semakin ketatnya persaingan perusahaan dalam upaya mempertahankan
dan menjaga kestabilan bisnisnya, maka perusahaan tersebut membutuhkan
strategi dan taktik bisnis yang baik. Salah satu penerapan strategi dan taktik
bisnis yang baik adalah perusahaan manufaktur harus berorientasi pada kebutuhan
konsumen sehingga dapat menghasilkan produk yang bermutu.
PT. Shamrock Manufacturing Corpora merupakan perusahaan manufaktur
yang bergerak di bidang pembuatan sarung tangan operasi. Sebagai produsen dari
sarung tangan operasi, dalam upaya memenuhi permintaan terhadap
konsumennya, perusahaan berupaya agar selalu menerapkan bahwa mutu produk
adalah faktor dasar keputusan konsumen untuk memilih menggunakan suatu
produk manufaktur. Hal ini dikarenakan mutu memberikan pengaruh terhadap
pilihan konsumen dalam memilih suatu produk.
Sarung tangan operasi merupakan salah satu instrumen atau alat operasi
yang paling vital kegunaannya dalam proses bedah di rumah sakit. Sarung tangan
yang tidak sesuai dengan keinginan konsumen akan mempengaruhi kinerja dari
paramedis dalam melakukan kegiatan operasi.
Permasalahan yang terjadi adalah perawat sebagai pengguna sarung tangan
operasi mengalami keluhan selama penggunaan. Berikut ini hasil wawancara
Tabel 1.1. Data Keluhan Perawat Bedah terhadap Sarung Tangan Operasi.
No Keluhan Jumlah
1 Alergi pada kulit tangan perawat/ Gatal- gatal 15
2 Mudah sobek 3
3 Ukuran sarung tangan tidak sesuai 5
4 Tidak Nyaman digunakan 3
5 Bau yang tidak sedap 10
6 Perubahan struktur kulit pada pemakaian rentang waktu
yang lama 5
Sumber: Hasil Pengumpulan Data / Wawancara
Keluhan penggunaan sarung tangan oleh perawat mengakibatkan kerugian
bagi PT. SMC. Masalah dari sarung tangan operasi akan diperbaiki dengan
usulan perbaikan sarung tangan operasi berdasarkan kebutuhan emosional
konsumen untuk meningkatkan mutu produk. Peningkatan mutu dilakukan dengan
menggunakan metode kansei engineering. 1Kansei engineering mengumpulkan
informasi afektif dari sebuah produk dan kemudian menggunakan metode statistik
matematika untuk mengidentifikasi solusi desain yang sesuai dengan nilai afektif
untuk mendapatkan kebutuhan emosional terhadap atribut produk sarung tangan
operasi, yang diintegrasikan dengan metode 2Quality Functions Development
(QFD) dan Analytic Network Process (ANP) untuk menerjemahkan kebutuhan
konsumen ke dalam karakteristik teknis untuk peningkatan mutu produk.
1
Simon Schutte dkk, 2010. Integration Of Affective Engineering in Product Development Proceses. Royal Institute Of Technology, Stockholm.
2
1.2. Perumusan Permasalahan
Penelitian yang dibahas yaitu mengenai penyusunan kebutuhan emosional
perancangan sarung tangan operasi berdasarkan keluhan perawat terhadap sarung
tangan operasi sebagai usulan perbaikan kepada pihak PT. Shamrock
Manufacturing Corpora.
1.3 Tujuan dan Manfaat
Penelitian ini memiliki dua tujuan yaitu tujuan utama dan tujuan khusus.
Tujuan umum penelitian ini yaitu memberikan Usulan perbaikan sarung tangan
operasi sesuai dengan keinginan konsumen dengan menggunakan Kansei
Engineering serta kombinasi Quality Function Development (QFD) dan Analytic
Network Process (ANP).
Tujuan khusus penelitian ini adalah:
1. Menghasilkan kebutuhan emosional konsumen dengan menggunakan Kansei
Engineering.
2. Menentukan tingkat kesulitan dan perkiraan biaya karakteristik teknik produk
sarung tangan operasi dengan menggunakan dengan Quality Function
Development (QFD).
3. Menghasilkan derajat kepentingan dari karakteristik teknik produk sarung
tangan operasi menggunakan Analytic Network Process (ANP).
Manfaat yang diperoleh dalam penelitian ini adalah sebagai berikut:
Meningkatkan kompetensi mahasiswa mengobservasi, menganalisis dan
evaluasi terhadap suatu permasalahan dengan menggunakan displin ilmu
khususnya ilmu teknik industri di dalam perusahaan dan membandingkannya
dengan teori yang ada.
2. Manfaat bagi perusahaan
a. Memberikan pandangan persepsi konsumen terhadap produk perusahaan
b. Memberikan alternatif perbaikan guna meningkatkan daya saing
perusahaan
3. Bagi Departemen Teknik Industri USU
Menjalin hubungan kerjasama antara perusahaan dengan Departemen Teknik
Industri, Fakultas Teknik, USU.
1.4. Batasan dan Asumsi Masalah.
Batasan masalah dalam penelitian ini adalah:
1. Penelitian hanya dilakukan pada produk Sarung tangan Operasi
2. Penelitian dilakukan kepada perawat pemakai sarung tangan operasi di kamar
bedah RSUP dr. Pirngadi Medan.
3. Teknik Kansei Engineering yang digunakan teknik kansei Engineering type I.
4. Langkah-langkah pengolahan data dengan menggunakan metode Kansei
Asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Anggota populasi adalah pengguna sarung tangan operasi dan mengisi
kuesioner dengan baik dan benar.
2. Responden tidak dipengaruhi oleh pihak lain saat memberikan jawaban pada
kuesioner.
3. Interpretasi responden terhadap pertanyaan-pertanyaan yang diajukan dalam
kuesioner sama dengan yang dimaksud peneliti.
1.5. Sistematika Penulisan Laporan
Sistematika yang digunakan dalam penulisan laporan tugas sarjana adalah
sebagai berikut:
Bab I Pendahuluan, menguraikan latar belakang masalah yang mendasari
penelitian, perumusan masalah, tujuan penelitian, asumsi dan batasan yang
digunakan dalam penelitian, manfaat penelitian serta sistematika penulisan tugas
akhir.
Bab II Gambaran Umum Perusahaan, menguraikan sejarah perusahaan,
visi dan misi perusahaan, fasilitas layanan, struktur organisasi dan uraian tugas.
Bab III Landasan Teori, menguraikan teori-teori yang digunakan dalam
analisis pemecahan masalah. Sumber teori atau literatur yang digunakan berupa
buku, jurnal penelitian dan tugas sarjana mahasiswa yang pernah mengangkat
topik permasalahan yang sama.
Bab IV Metodologi Penelitian, menjelaskan langkah-langkah penelitian
objek penelitian, variabel penelitian, kerangka konseptual, definisi variabel
operasional, instrumen penelitian, serta langkah-langkah penelitian meliputi
pengumpulan data, pengolahan data, analisis pemecahan masalah, serta
kesimpulan dan saran.
Bab V Pengumpulan dan Pengolahan Data, mengumpulkan data-data
primer dan sekunder yang diperoleh dari penelitian serta teknik yang digunakan
untuk mengolah data dalam memecahkan masalah. Data-data berkaitan dengan
objek penelitian dilaksanakan dengan kuesioner tertutup, yang kemudian data
tersebut akan diolah sesuai dengan prosedur pengolahan data. Pengolahan data
dilaksanakan mulai dari tabulasi hasil kuesioner, pengujian validitas dan
reliabilitas data, pengkategorian atribut dengan Kansei Engginering, pembobotan
dengan ANP (Anlaytic Network Process) dan pengembangan matriks house of
quality untuk mendapatkan rancangan perbaikan.
Bab VI Analisis Pemecahan Masalah, menguraikan hasil pengolahan data
serta mengalisis hasil pengolahan data.
Bab VII Kesimpulan dan Saran, kesimpulan memberikan hasil yang
ditunjukkan oleh penelitian yang disesuaikan dengan tujuan penelitian.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Singkat PT. Shamrock Manufacturing Corpora
PT. Shamrock Manufacturing Corpora, berstatus PMDN, berdiri sejak
tahun 1989. PT Shamrock bergerak dibidang industri sarung tangan karet. Bahan
baku utama adalah latex dengan beberapa jenis bahan penolong seperti: karton
sebagai bahan pembungkus, gas alam sebagai bahan bakar dan beberapa jenis
bahan kimia lain, seperti: ZnO, ZDBc, ZDEc, TIO2, CornStrach.
Pada tahun 1991 dimulailah produksi komersil dengan kapasitas awal
73.440.000 pasang/ tahun dengan jumlah tenaga kerja 250 orang. Pada tahun 1993
perusahaan melakukan perluasan hingga akhir 2003, kapasitas produksi menjadi
380.000.000 pasang/tahun dengan tenaga kerja lokal sebanyak 2000 orang dan
memakai tenaga kerja asing sebanyak 1 orang.
Pada saat ini permintaan sarung tangan dunia masih belum menunjukkan
penurunan, namun dengan ahrga jual sarung tangan tersebut juga tidak
menunjukkan peningkatan sehingga secara prospek penjualan sarung tangan
masih cukup bagus. Disisi lain harga bahan baku terutama latex terus
menunjukkan peningkatan setiap tahunnya
2.2. Ruang Lingkup Bidang Usaha
PT. SMC bergerak dalam bidang industri pembuatan sarung tangan dari
Proses Produksi dilakukan untuk memenuhi permintaan konsumen antara lain
Indonesia, Amerika, Australia, Jepamg dan Singapura. Konsumen lokal biasanya
menggunakan sarung tangan jenis mutu II atau disposable glove dan juga
tergantung dari permintaan konsumen lokal.
Sarung tangan yang dihasilkan PT. SMC berdasarkan mutunya dibagi atas
3 bagian yaitu: mutu I, mutu II dan Mutu III (reject), untuk ukuran formernya ada
5 size (ukuran) yaitu:
1. XS : Extra Small
2. S : Small
3. M : Medium
4. L : Large
5. XL : Extra Large.
2.3. Visi dan Misi Perusahaan
Visi dari PT. Shamock Manufaturing Corpora adalah mengarahkan
olagafood industri menjadi salah satu produsen sarung tangan karet yang terbaik
di dunia.
Misi dari PT. Shamock Manufaturing Corporaa dalah membawa individu
dan lingkungan bersama dalam usaha dan berusaha menuju masa depan yang
2.4. Letak Geografi
PT Shamrock Manufacturing Corpora terletak di jalab Raya Medan
Namorambe, pasar IV kecamatan Deli Tua, Kabupaten Deli Serdang. PT. SMC
menempati area seluas 4550 m2
2.5. Organisasi dan Manajemen Perusahaan
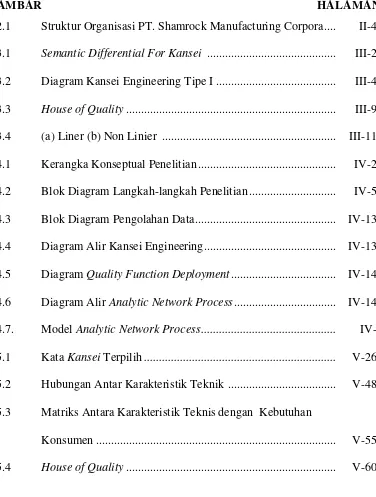
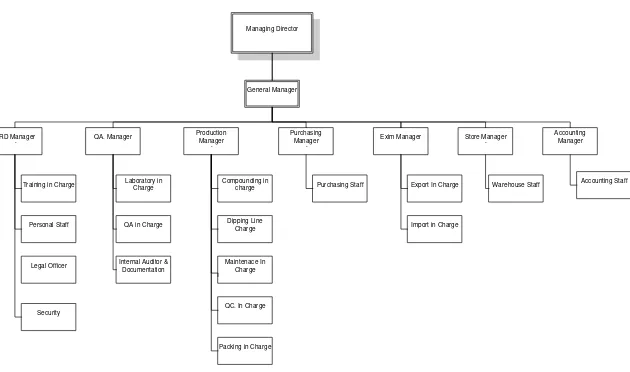
2.5.1. Struktur Organisasi
Struktur organisasi yang terdapat pada PT Shamrock Manufacturing
Managing Director
General Manager
HRD Manager `
QA. Manager Production Manager
`
Purchasing Manager
`
Exim Manager Store Manager `
Training in Charge
Personal Staff
Security
Laboratory in Charge
QA in Charge
Internal Auditor & Documentation
Packing in Charge
Purchasing Staff Export In Charge
Import in Charge
Warehouse Staff
Accounting Manager
Accounting Staff
2.5.2. Uraian Tugas dan Tanggung Jawab
Organisasi perlu dibutuhkan orang yang memegang jabatan tertentu, dalam
struktur organisasi, dimana masing-masing orang mempunyai tugas dan
wewenang yang jelas. Tanggung jawab yang diberikan pada masing-masing orang
seimbang dengan wewenang yang diterima. Organisasi yang baik adalah
organisasi yang mempunyai struktur yang jelas sehingga dalam menjalankan tugas
dan tanggung jawab yang diberikan, setiap orang pemangku jabatan memiliki
batasan dan tanggung jawab yang diembannya.
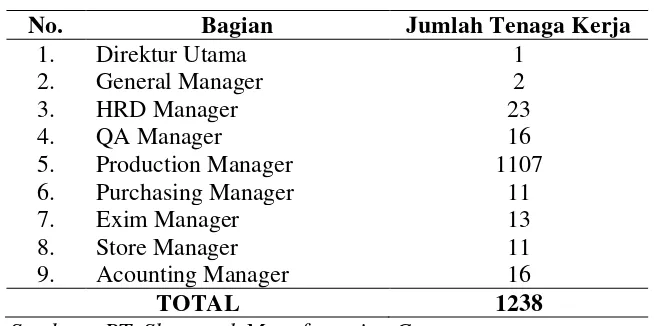
2.5.3. Jumlah Tenaga Kerja pada Perusahaan
Tenaga kerja merupakan orang yang mau dan mampu melakukan
pekerjaan guna dapat menghasilkan barang dan jasa baik dalam memenuhi
kebutuhan sendiri dan masyarakat. Data jumlah karyawan pabrik PT. Shamock
Manufaturing Corpora dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jumlah Karyawan PT Shamrock Manufacturing Corpora.
No. Bagian Jumlah Tenaga Kerja
1. Direktur Utama 1
2. General Manager 2
3. HRD Manager 23
4. QA Manager 16
5. Production Manager 1107
6. Purchasing Manager 11
7. Exim Manager 13
8. Store Manager 11
9. Acounting Manager 16
TOTAL 1238
Sumber : PT. Shamrock Manufacturing Corpora.
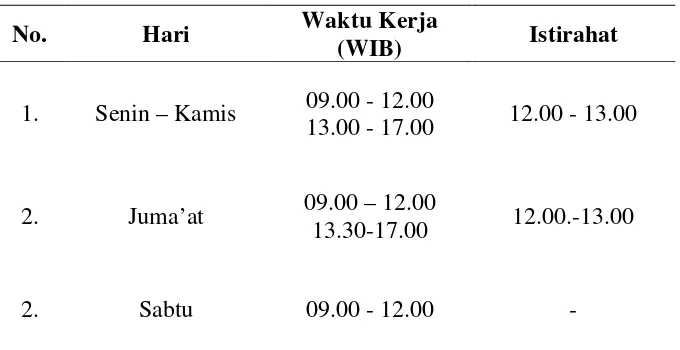
Peraturan DEPNAKER (Departemen Tenaga Kerja) nomor KEP.
102/MEN/VI/2004 bahwa jam kerja seorang karyawan dalam perusahaan adalah
40 jam kerja per minggu, selebihnya akan dikira sebagai jam lembur. Pengaturan
jam kerja karyawan yang berlaku di PT. Shamrock Manufaturing Corpora dibagi
atas 2 bagian, yaitu sebagai berikut :
a. Bagian Administrasi
Bagian kantor hanya ada 1 shift dengan 7 jam kerja per hari dan 40 jam kerja
per minggu dengan bagian dapat dilihat pada Tabel 2.2.
Tabel 2.2. Jam Kerja Karyawan Kantor
No. Hari Waktu Kerja
(WIB) Istirahat
1. Senin – Kamis 09.00 - 12.00
13.00 - 17.00 12.00 - 13.00
2. Juma’at 09.00 – 12.00
13.30-17.00 12.00.-13.00
2. Sabtu 09.00 - 12.00 -
Sumber : PT Shamrock Manufacturing Corpora.
b. Bagian Produksi
Tabel 2.3. Jam Kerja Karyawan Pabrik
No Shift Waktu Kerja (WIB)
1. I 07.00-15.00
2. II 15.00-23.00
3. III 23.00-07.00
Sumber : PT Shamrock Manufacturing Corpora.
c. Bagian Keamanan
Bagian keamanan pekerja dibagi atas 2 shift dapat dilihat pada Tabel 2.4.
Tabel 2.4. Jam Kerja Bagian Keamanan.
No Shift Waktu Kerja (WIB)
1. I 07.00-19.00
2. II 19.00-07.00
Sumber : PT Shamrock Manufacturing Corpora.
2.5.5. Sistem Pengupahan dan Penyediaan Fasilitas
Sistem pengupahan di PT. Shamrock Manufaturing Corporadiatur
didasarkan atas status karyawan, yakni karyawan tetap dan Karyawan Borongan.
a. Karyawan Tetap
Karyawan ini adalah tenaga kerja di kantor dan juga supervisor digaji
secara bulanan.
b. Karyawan Borongan
Tenaga kerja ini dibayar untuk masa tertentu yang besarnya sesuai dengan
kesepakatan.
Pengupahan juga disesuaikan juga dengan jabatan, keahlian dan prestasi
tentang Upah Minimum Sektoral Kabupaten (UMSK). Pengupahan pada
perusahaan ini terdiri atas :
1. Upah pokok
2. Tunjangan berkala
3. Tunjangan kerajinan
4. Tunjangan keahlian khusus
5. Tunjangan transport, makan, fooding, dan lain-lain
Penentuan upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian,
prestasi kerja dan sebagainya dari karyawan yang bersangkutan. Bagi karyawan
yang melakukan kerja lembur akan mendapatkan tambahan upah yang dihitung
berdasarkan tarif lembur. Selain itu kesejahteraan bagi pegawai, karyawan pabrik
juga diperhatikan dengan adanya jamsostek bagi staff dan karyawan di PT
Shamrock Manufacturing Corpora.
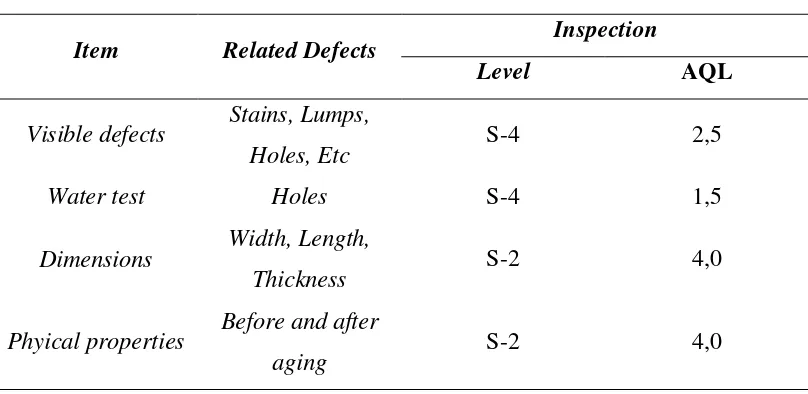
2.6. Standar Mutu Sarung Tangan Karet
Standar internasional yang digunakan oleh PT Shamrock Manufacturing
Corpora mengacu pada ISO 9001:2008. ISO 9001:2008 adalah suatu standar
internasional untuk sistem manajemen Mutu/kualitas. ISO 9001:2008 menetapkan
persyaratan-persyaratan dan rekomendasi untuk desain dan penilaian dari suatu
sistem manajemen mutu. Quality Management Systems (ISO 9001:2008)
merupakan prosedur terdokumentasi dan praktek-praktek standar untuk
manajemen sistem, yang bertujuan menjamin kesesuaian dari suatu proses dan
produk (barang atau jasa) terhadap kebutuhan atau persyaratan tertentu, dimana
pelanggan dan organisasi untuk standar mutu bahan dan produknya akan diperiksa
dengan metode AQL(Acceptable Quality Level) dimana metode ini merupakan
proporsi maksimum dari cacat atau kesalahan yang diperbolehkan setiap 100 unit
produk. AQL yang digunakan yaitu 1,5; 2,5; 4,0; 6,5 dengan level S-2 dan S-4.
Tabel 2.5. Persyaratan AQL
Item Related Defects Inspection
Level AQL
Visible defects Stains, Lumps,
Holes, Etc S-4 2,5
Water test Holes S-4 1,5
Dimensions Width, Length,
Thickness S-2 4,0
Phyical properties Before and after
aging S-2 4,0
PT. Shamrock Manufacturing Corpora menghasilkan produk berdasarkan
spesifikasi dan jenis atau kegunaan dari sarung tangan karet. Berikut ini pada tabel
2.6. dijelaskan spesifikasi dan jenisnya.
Tabel 2.6. Spesifikasi dan Jenis Sarung Tangan PT Shamrock Manufacturing Corpora
No Spesifikasi Jenis
1 Natural Rubber Latex (LPT, LPS)
Surgical dan Medical Gloves 2 Natural Rubber Latex (LPFT, LPFS)
3 Corboxilated Nitrile Rubber Latex 4 mm
Examination Gloves 4 Corboxilated Nitrile Rubber Latex 8 mm
5 High Risk Gloves 16 mm
Industrial Gloves 6 Natural Latex Flocklined – Long Cuff
7 Thin Gloves (LPS, LPT)
BAB III
LANDASAN TEORI
3.1. Kansei Engineering3
3.1.1 Pengertian Kansei Engineering
Otak manusia utamanya menampilkan dua jenis proses informasi, yaitu
proses inteligen dan proses Kansei. Kansei digunakan untuk tes sensor atau
pengujian di berbagai bidang untuk menetukan perasaan manusia.
Istilah Kansei di Jepang diambil dari ahli filsafat Jerman bernama
Baumgarten (Lee. Et.al, 2000). Karyanya yang berjudul AESTHETICA (1750)
merupakan penelitian pertama yang mempengaruhi Kansei Engineering, dalam
bahasa jepang, kata Kansei memiliki makna Feeling (Rasa), Impression (Kesan)
dan emotion (emosi). Kansei Engineering merupakan sebuah metode untuk
menerjemahkan citra (image) konsumen atau perasaan konsumen menjadi
komponen desain yang riil (Nagamichi, Mitsuo, 1995). Kansei Engineering
ditemukan oleh M. Nagamichi di Universitas Hiroshima kira – kira 30 tahun yang
lalu. Kansei Engineering sebagai sebuah teknologi ergonomi yang berorientasi
pada konsumen, memungkinkan citra (image) atau perasaan konsumen bersatu
dengan proses desain sebuah produk baru.
Kansei Engineering didefinisikan sebagai teknologi penerjemahan
perasaaan konsumen (Kansei) tentang produk yang akan datang (baru) menjadi
sebuah elemen desain. Kansei Engineering berusaha memproduksi produk baru
3
berdasarkan perasaan dan permintaan konsumen. Tujuan dari penelitian Kansei ini
adalah untuk mencari struktur emosi yang ada dibawah sikap atau tingkah laku
manusia. Struktur ini mengacu pada Kansei sebagai seseorang dibidang seni dan
desain. Kansei adalah salah satu elemen – elemen yang paling penting yang
membawa kemauan atau kekuatan menciptakan sesuatu. Penelitian yang
dilakukan oleh Harada, ditemukan bahwa sikap seseorang di depan karya seni dan
desain seni tidak berdasarkan pada logika tetapi berdasarkan pada Kansei. Kansei
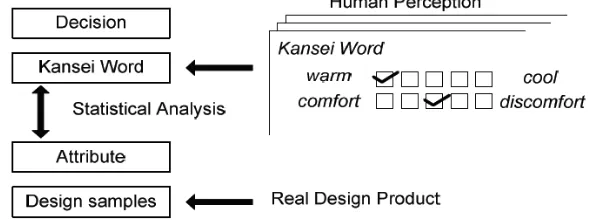
Engineering berhubungan dengan empat hal:
1. Perasaan konsumen tentang produk menurut istilah ergonomik dan estimasi
psikologis. Semantic Differential (SD) yan dikembangkan oleh Osgood
merupakan teknik utama untuk menangkap Kansei Konsumen (Jayne
Al-Hindawe,1991). Dapat dilihat pada gambar 3.1. berikut:
Sumber :Mitsuo Nagamachi (2011)
Gambar 3.1. Semantic Differential For Kansei
2. Mengidentifikasi karakteristik desain produk dari Kansei konsumen. Hal ini
dilakukan dengan melakukan survei atau eksperimen ergonomi untuk
3. Membangun Kansei Engineering sebagai sebuah teknologi ergonomik.
Beberapa teknologi komputer yang canggih. Inteligen buatan, model jaringan
syaraf, dan algoritma genetik termasuk juga teori Fuzzy, disertakan juga untuk
membangun rangka kerja yang sistematik dari teknologi Kansei Engineering
dan untuk mengkonstruksi database yang terhubung dan system interface.
4. Menyesuaikan desain produk dengan perubahan sosial yang sedang terjadi
yang sesuai dengan pilihan orang. Hal ini bertujuan untuk merawat kesehatan
database dari Kansei Engineering system dan trend Kansei konsumen yang
sedang meningkat dengan memasukkan data Kansei baru konsumen dalam
setiap tiga atau empat tahun.
3.1.2 Metode Kansei Engineering4
Lima tipe Metode Kansei Engineering yang digunakan oleh Nagamichi
yaitu :
1. Tipe I : Kansei Engineering Type 1
Sumber :Mitsuo Nagamachi (2011)
Gambar 3.2. Diagram Kansei Engineering Tipe I
4
1. Langkah pertama yaitu strategi perusahaan, perusahaan harus memiliki konsep
yang ditentukan atau strategi untuk produk baru. Insinyur Kansei harus
memanfaatkan strategi ini untuk diterapkan ke bidang baru.
2. Langkah kedua yaitu mengumpulkan kata-kata Kansei yang berhubungan
dengan konsep produk baru (sekitar 20-30 kata Kansei). Langkah ketiga yaitu
kata-kata Kansei dikumpulkan disusun pada titik 5-atau skala Semantic
Differential 7-
3. Langkah ketiga yaitu kata-kata Kansei dikumpulkan disusun pada titik 5-atau
skala Semantic Differential 7-point.
4. Langkah keempat yaitu mengumpulkan sampel produk sebagai perbandingan
di antara produk sejenis dari perusahaan dan pembuat yang berbeda (sekitar
10-20 sampel).
5. Langkah kelima yaitu daftar item dan kategori, item dan kategori menyiratkan
spesifikasi desain tentang produk sampel yang dikumpulkan. Semua sifat
produk dijelaskan, misalnya item terdiri dari warna, bentuk, ukuran, merek
logo, dan lain-lain. Kategori misalnya item warna memiliki kategori kuning,
merah, hijau dan lain-lain.
6. Langkah keenam evaluasi percobaan yaitu responden diminta mencatat
perasaan mereka dengan kata-kata Kansei untuk setiap sampel pada lembar
skala Semantic Differential.
7. Langkah ketujuh yaitu analisis statistik, data dievaluasi dan dianalisa dengan
8. Langkah kedelapan interpretasi data yang dianalisis, yaitu semua data
dianalisis harus ditafsirkan dari sudut pandang Kansei Engineering. Tujuannya
adalah untuk menemukan hubungan antara Kansei manusia dan properti
produk. Data yang dianalisis ditemukan hubungan setiap Kansei dengan
spesifikasi desain.
9. Langkah kesembilan yaitu Penjelasan data, interpretasi data harus menjelaskan
kepada desainer perusahaan untuk membuat desain baru dengan bantuan
desainer.
10. Langkah kesepuluh yaitu kolaborasi para insinyur dengan desainer, Kansei
memotivasi perusahaan untuk membuat desain produk baru. Proses ini,
insinyur Kansei harus mendukung terciptanya perancangan produk baru
berdasarkan data Kansei Engineering.
3.1.3. 5
Conjoint Analysis adalah teknik analisis yang digunakan secara khusus
untuk memahami bagaimana responden mengembangkan produk atau layanan
pilihan. Analisis conjoint bertujuan untuk menentukan bagaimana persepsi
seseorang terhadap suatu objek yang terdiri dari satu atau banyak bagian. Analisis
Conjoint (CA) adalah metodologi didasarkan pada beberapa langkah mulai dari
merancang percobaan, mengumpulkan data, memperkirakan model dan, akhirnya,
menggunakan hasil untuk pengembangan produk. Proses analisis conjoint adalah
sebagai berikut:
1. Tentukan nilai Constant
Constant adalah analisis nilai tengah. Nilai konstan ditentukan berdasarkan
skala penilaian yang digunakan. Nilai konstan dapat diperoleh dengan rumus
berikut:
1 2 3 ... n
c
n
dimana n adalah skala penilaian yang digunakan.
2. Tentukan nilai rata-rata
Nilai rata-rata adalah rata-rata dari total responden penilaian atribut produk.
Nilai rata-rata dapat diperoleh dengan rumus berikut:
x1
dimana xn adalah nilai dari sampel n.
3. Tentukan nilai Utilitas
Penyimpangan atau utilitas adalah perbedaan antara rata-rata faktor spesifik
dengan konstan. Jika perbedaannya adalah negatif, maka responden kurang
puas dengan atribut produk. Sebaliknya, jika perbedaan tersebut positif, maka
responden menyukai atribut produk
4. Analisis data
Data penyimpangan dianalisis untuk memperoleh kategori produk yang sesuai
dengan kebutuhan responden. Produk kategori dipilih berdasarkan kategori
yang memiliki nilai deviasi tertinggi dibandingkan dengan kategori lainnya.
5
Bernard Fichet dkk. 2010. Classification and Multivariate Analysis for Complex Data
3.2. Quality Function Deployment6
QFD adalah suatu cara untuk meningkatkan kualitas barang atau jasa
dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan
karakteristik teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap
pembuatan barang atau jasa yang dihasilkan. QFD digunakan untuk membantu
bisnis memusatkan perhatian pada kebutuhan para pelanggan mereka ketika
menyusun spesifikasi desain dan pabrikasi.
Quality Function Deployment (QFD) dikembangkan pertama kali pada
tahun 1972 oleh Mitsubishi’s Shipyard di Kobe, Jepang. Inti dari QFD adalah
suatu matriks besar yang akan menghubungkan apa keinginan pelanggan (What)
dan bagaimana suatu produk akan didesaian dan diproduksi agar memenuhi
kebutuhan pelanggan (How).
3.2.1 House of Quality (HoQ)7
The house of quality adalah suatu kerangka kerja atas pendekatan dalam
mendesain manajemen yang dikenal sebagai Quality Function Deployment
(QFD). (Cohen,L.,1995)
The House of Quality memperlihatkan struktur untuk mendesain dan
membentuk suatu siklus, dan bentuknya menyerupai sebuah rumah. Kunci dalam
membangun HOQ adalah difokuskan kepada kebutuhan pelanggan, sehingga
proses desain dan pengembangannya lebih sesuai dengan apa yang diinginkan
6
oleh pelanggan daripada teknologi inovasi. Hal ini dimaksudkan untuk
mendapatkan informasi yang lebih penting dari pelanggan. Adapun komponen
penting dalam menyusun QFD-The House of Quality dapat dilihat pada Gambar
3.3.
A
Customer Needs and Benefits
D
Relationships
- What do the customer requirement mean to the manufaktur
- Where are the interactions between relationships
F
Technical Matrix - Technical Response Priorities - Competitive Technical Benchmarks - Technical Targets
B Planning Matrix
- Importance to Customer - Current Satisfaction Performance - Competitive Satisfaction Performance - Goal
- Improvement Ratio - Sales Point - Raw Weight
- Normalized Raw Weight C
Technical Response (Technical Requirement)
E
Technical Correlations
Gambar 3.3. House of Quality
Sumber : Lou Cohen (1995)
Keterangan dari setiap bagiannya adalah sebagai berikut (Lou Cohen, 1995) :
1. Customer need
Customer need berisi daftar semua kebutuhan dan harapan pelanggan yang
biasanya ditentukan dengan penelitian secara kualitatif. Cara mengetahui suara
7
pelanggan dapat dilakukan dengan wawancara langsung dengan pelanggan
untuk mengetahui keinginan, harapan, keluhan, maupun saran pelanggan, dan
dapat juga dilakukan dengan pembagian kuisioner.
2. Planning matrix
Planning matrix merupakan matriks perencanaan produk yang berisikan data
kuantitatif kebutuhan konsumen dan tujuan-tujuan performansi yang hendak
dicapai.
3. Technical response
Technical response merupakan parameter teknik yang memberikan gambaran
bagaimana cara tim pengembangan produk/jasa pelayanan dalam merespon
kebutuhan dan keinginan konsumen. Suara konsumen yang bersifat kualitatif
maupun kuantitatif harus diterjemahkan ke dalam suara pengembang (voice of
developer).
4. Relationship
Relationship menunjukkan hubungan antara parameter teknik dengan
kebutuhan dan keinginan konsumen yang telah dimodelkan dalam QFD.
Hubungan tersebut merupakan dari tim pengembangan yang dapat bersifat
kuat, moderat, dan lemah atau tidak ada hubungannya.
5. Technical corelation
Technical corelation menggambarkan hubungan yang terjadi antar respon
teknis yang dapat dibedakan menjadi korelasi positif sangat kuat, positif cukup
kuat, negatif sangat kuat serta tidak ada hubuungannya.
Technical Matrix berisi informasi berupa prioritas dari aspek teknis produk
serta target teknis yang direncanakan berdasarkan competitive benchmar untuk
tujuan pengembangan kualitas produk.
3.3. Analytic Network Process (ANP)8
ANP merupakan suatu metode pendekatan kualitatif yang digunakan untuk
mencari nilai dan hubungan antara variabel baik secara horizontal, vertikal
maupun loop. ANP pada dasarnya memiliki bentuk yang mirip dengan AHP
dimana AHP menunjukkan hubungan antara variabel yang membentuk suatu
hierarki, akan tetapi, tidak semua permasalahan pengambilan keputusan hanya
berdasarkan hierarki akan tetapi juga memiliki ketergantungan antara komponen
di dalam klaster. Pada masalah yang demikian, digunakan Analytic Network
Process dimana jaringannya tersebar di segala arah dan mengikutsertakan
perputaran diantara klaster dan loops di dalam klaster yang sama.
ANP biasanya terdiri dari tiga hierarki linear yaitu tujuan, kriteria, dan
subkriteria. Kemudian, ANP juga dapat berbentuk non linear sehingga setiap
komponen memberikan umpan balek terhadap komponen lainnya baik di dalam
klaster maupun di luar klaster. Gambar Struktur Hierarki ANP dapat dilihat pada
Gambar 3.4.
8
Goal
Gambar 3.4. (a) Linear (b) Non Linier
ANP memiliki skala fundamental yang nilainya sama dengan AHP
dimana skala ini telah diuji hasilnya oleh banyak orang dalam berbagai aplikasi dan
telah dilakukan pembenaran teoritis terhadap skala yang harus digunakan di dalam
perbandingan elemen yang homogen. Adapun nilai dan penjelasan skala ini dapat
dilihat pada Tabel 3.1.
Tabel 3.1. Skala Fundamental ANP dan AHP
Intensitas
Kepentingan Definisi Penjelasan
1 Equal Importance Dua elemen menyumbangnya sama
besar pada sifat itu
2 Weak
3 Moderate Importance Pengalaman dan pertimbangan sedikit
menyokong satu elemen atas lainnya
4 Moderate Plus
5 Strong Importance
Pengalaman dan pertimbangan dengan kuat menyokong satu elemen atas elemen lainnya
6 Strong Plus
7 Very Strong or Demonstrated Importance
Satu elemen dengan kuat disokong, dan dominannya telah terlihat dalam praktek 8 Very, Very Strong
9 Extr\eme Importance
Bukti yang menyokong elemen yang satu yang lain memiliki tingkat penegasan tertinggi yang mungkin menguatkan
dengan aktivitas j, maka j mempunyai kebalikannya bila dibandingkan dengan i
2,4,6,8 Nilai-nilai antara dua pertimbangan berdekatan
Kompromi diperlukan antara dua pertimbangan
Sumber : Thomas L. Saaty (2006)
Berikut ini adalah langkah-langkah pembuatan ANP menurut Saaty:
1. Konstruksi model dan strukturisasi masalah
Tujuan utamanya adalah untuk mengidentifikasi alternatif yang akan menjadi
paling signifikan dalam pengambilan keputusan.
2. Matriks perbandingan berpasangan yang menunjukkan keterkaitan
Matriks perbandingan berpasangan ini dibutuhkan untuk menghitung
dampaknya pada alternatif-alternatif yang saling dibandingkan dengan skala
rasio pengukuran yang dikembangkan oleh Saaty.
3. Perhitungan rasio konsistensi
Tingkat ketidak konsistenan pada respon di sebut dengan rasio ketidak
konsistenan (CI) yang perhitungannya adalah sebagai berikut: Pada keadaan
sebenarnya akan terjadi penyimpangan secara matriks tidak konsisten
sempurna, karena ketidak konsistenan dalam preferensi seseorang. indikator
terhadap konsistensi diukur melalui Consisteny index (CI) yang dirumuskan :
CI = (Zmaks – n)/(n-1)
Dengan : Zmaks = eigen maksimum
N = ukuran matriks
Nilai CI tidak akan berarti bila tidak terdapat patokan untuk menyatakan
patokan dengan melakukan perbandingan random atas 500 sampel. Dari
matriks random tersebut didapat juga nilai indeks konsistensi yang disebut
dengan indeks random (random indeks, RI). CI dengan CR dibandingkan agar
dihasilkan suatu patokan untuk menentukan tingkat konsistensi suatu matriks
yang disebut dengan Consistency Ratio (CR) yang dirumuskan:
CR = Indeksy/ConsistencRandomCI
Tingkat konsistensi tertentu diperlukan dalam penentuan prioritas untuk
mendapatkan hasil yang sah. Nilai CR semestinya tak lebih dari 10%. Jika
tidak, penilaian yang telah dibuat mungkin telah dilakukan secara random dan
perlu direvisi. Tabel random indeks dapat dilihat pada Tabel 3.2.
Tabel 3.2. Random Indeks (RI)
RI merupakan indeks konsistensi matriks random dengan skala penilaian 1
sampai 9 dengan beserta entri-entri kebalikanya. Perlu diperhatikan bahwa
matriks berorde 1 dan 2 sudah konsisten sehingga rumus C1 dan CR tidak
berlaku.
4. Pembentukan super matriks dan analisis
Super matriks berisikan submatriks yang terdiri atas hubungan-hubungan
3.4. Kuesioner
9
Empat komponen inti dari sebuah kuesioner, yaitu:
Kuesioner merupakan sejumlah pertanyaan tertulis yang digunakan untuk
memperoleh informasi dari responden dalam arti laporan tentang pribadinya, atau
hal-hal yang ia ketahui. Kuesioner dirancanga dengan tujuan untuk memperoleh
informasi yang relevan dengan tujuan penelitian. Syarat utama pengisian
kuesioner adalah pertanyaan yang jelas dan mengarah ke tujuan.
1. Kuesioner memiliki subjek, yaitu individu atau lembaga yang melaksanakan
penelitian.
2. Kuesioner memiliki ajakan, yaitu permohonan dari peneliti untuk turut serta
mengisi secara aktif dan objektif pertayaan maupun pernyataan yang tersedia.
3. Kuesioner memiliki petunjuk pengiisian kuesioner, dimana petunjuk yang
tersedia harus mudah dimengerti.
4. Kuesioner memiliki pertanyaan maupun pernyataan beserta tempat pengisian
jawaban, baik secara tertutup, semi tertutup, maupun terbuka.
10
Perancangan kuesioner yang baik perlu dipahami prinsip-prinsip yang
terkait dengan cara penulisan pertanyaan (wording of quetions), cara pengukuran
yaitu mengkatagorikan, membuat skala dan mengkodekan (catagorized, scaled
and coded) jawaban dari responden dan kerapian (general appearance) kuesioner
tersebut.
9
Rosnani Ginting, Perancangan Produk. (Cet. I; Yogyakarta: Graha Ilmu, 2010), h. 68-72 10
3.5. Metode Sampling11
Sampling adalah metode pengumpulan data yang sangat populer karena
memanfaatkannya yang demikian besar dalam penghematan sumberdaya waktu
dan biaya dalam kegiatan pengumpulan data. Sampling sering dilawankan dengan
sensus yaitu metode pengumpulan data secara menyeluruh yaitu seluruh sumber
data ditelusuri dan setiap elemen data yang dibutuhkan diambil. Metode sensus
memang menghasilkan data lebih lengkap tetapi tidak sedikit kendala yang
dihadapi dengan menggunakan metode ini.
3.5.1 Populasi, Elemen dan Sampel
Objek penelitian dapat bermacam-macam baik berbentuk fisik seperti
manusia secara keseluruhan, manusia dalam kelomok tertentu, perusahaan
pelanggan, tanaman, dan lain-lain maupun non-fisik seperti perilaku,
kepemimpinan, peristiwa dan lain-lain. Karena penelitian harus mengungkap
masalah yang dihadapi oleh objek tersebut maka perlu diketahui batasan
(boundary) dari objek tersebut. Objek penelitian adalah sebuah perusahaan yang
sedang bermasalah dalam hal produktivitas karyawannya dan boundary dari objek
penelitian tersebut adalah keseluruhan karyawan yang terkena masalah
produktivitas. Boundary dari objek ini disebut populasi. Populasi ialah
keseluruhan anggota atau kelompok yang membentuk objek yang dikenakan
investigasi oleh peneliti.
11
Elemen adalah setiap anggota dari populasi dimana seluruh elemen yang
membentuk satu kesatuan karakteristik adalah populasi dan setiap unit dari
populasi tersebut adalah elemen dari populasi. Sampel adalah sebuah subset dari
populasi. Subset terdiri dari sejumlah elemen dari populasi ditarik sebagai sampel
melalui mekanisme tertentu dengan tujuan tertentu. Elemen yang ditarik dari
populasi disebut sebagai sebuah sampel apabila karakteristik yang dimiliki oleh
gabungan dari seluruh elemen-elemen yang ditarik tersebut merepresentasikan
karakteristik dari populasi.
Sampling ialah proses penarikan sampel dari populasi melalui mekanisme
tertentu melalui mana karakteristik populasi dapat diketahui dan didekati. Kata
mekanisme tertentu mengandung makna bahwa baik jumlah elemen yang ditarik
mapun cara penarikan harus mengikuti atau memenuhi aturan tertentu agar sampel
yang diperoleh mampu merepresentasikan karakteristik populasi dari mana
sampel tersebut diambil atau ditarik.
3.5.2 Probability Sampling12
Probability sampling adalah metode pengambilan sampel dimana setiap
elemen dari populasi diberi kesempatan yang untuk ditarik menjadi anggota dari
sampel. Rancangan atau metode probability sampling ini digunakan apabila faktor
keterwakilan (representiveness) oleh sampel terhadap populasi sangant
dibutuhkan dalam penelitian antara lain agar hasil penelitian dapat digeneralisasi
secara lebih luas. Pemilihan atas lima metode penarikan samel yang telah
12
disebutkan di atas tergantung pada banyak faktor, antara lain yang utama ialah
luasnya cakupan generalisasi yang diinginkan, ketersediaan waktu, maksud dan
tujuan penelitian (tipe masalah yang ingin dicari jawabannya).
Teknik sampling yang berada dalam lingkup probabilistik sampling adalah
sebagai berikut:
1. Simple Random Sampling
Simple random sampling yang sering juga disebut unrestricted probability
sampling, setiap elemen dari populasi memiliki kesempatan atau peluang
yang sama untuk terpilih menjadi anggota sampel. Simple random sampling
dikatakan tidak terbatas (unrestricted) karena semua elemen diperlakukan
sama dalam arti semuanya mempunyai kesempatan terpilih yang sama
walaupun karakteristik masing-masing anggota mungkin tidak sama. Simple
random sampling memiliki bias yang relatif kecil dan memberikan
kemampuan generalisasi yang tinggi. Penggunaan metode ini terbatas pada
kondisi populasi yang memiliki elemen dengan karakteristik atau property
yang tidak berfluktuasi besar.
2. Systematic Sampling
Systematic sampling adalah suatu metode pengambilan sampel dengan cara
menarik elemen setiap kelipatan ke-n dari populasi mulai dari urutan yang
dipilih secara acak diantara nomor 1 hingga n. Metode Systematic sampling
pada umumnya digunakan dalam pemeriksaan mutu proses atau produk
dalam industri manufaktur yang bersifat continue dan flow process seperti
3. Stratified Random Sampling
Penarikan sampel menurut metode stratified random sampling merupakan
perluasan sekaligus mengatasi kelemahan dari metode simple random
sampling. Strata elemen dalam populasi mendapat perhatian sehingga
populasi dibagi sesuai dengan strata yang ada. Strata dalam populasi dibagi
sesuai dengan sasaran penelitian.
4. Cluster Sampling
Populasi pada kebanyakan kasus berada dalam keadaan seperti terkotak-kotak
menunjukkan karakteristik yang berbeda. Misalnya suatu wilayah dihuni oleh
penduduk yang bersifat multi-kultur.
5. Area Sampling
Area sampling sangat mirip bahkan sering digabung dalam cluster sampling.
Area sampling memiliki perbedaan dengan cluster sampling yaitu cluster dari
populasi adalah perbedaan lokasi geografis dari populasi.
3.5.3 Non-Probability Sampling13
Non-probability sampling adalah teknik sampling dimana setiap elemen
populasi yang akan ditarik menjadi anggota sampel tidak berdasarkan pada
probabilitas yang melekat pada setiap elemen tetapi berdasarkan karakteristik
khusus masing-masing elemen. Model dari metode sampling yang
non-probabilistik ini adalah convinience sampling dan purposive sampling.
13
1. Convinience Sampling
Convinience sampling adalah suatu metode sampling dimana para
respondennya adalah orang-orang yang secara sukarela menawarkan diri
(conviniencely avaiable) dengan alasan masing-masing.
2. Purposive Sampling
Purposive sampling adalah metode sampling non-probability yang
menggunakan orang-orang tertentu (specific target-group) sebagai sumber
data/informasi. Orang-orang tertentu yang dimaksud disini adalah individu
atau kelompok yang karena pengetahuan, pengalaman, jabatan dan lain-lain
yang dimilikinya menjadikan individu atau kelompok tersebut perlu dijadikan
sumber informasi. Individu atau kelompok khusus ini langsung dicatat
namanya sebagai reponden tanpa melalui proses seleksi secara random.
Purposive sampling dapat dibedakan dalam dua bentuk yaitu judgement
sampling dan quota sampling. Judgement sampling adalah tipe pertama dari
purposive sampling, responden terlebih dahulu dipilih berdasarkan
pertimbangan tertentu misalnya karena kemampuannya atau kelebihannya
diantara orang-orang lain dalam memberikan data dan informasi yang bersifat
khusus yang dibutuhkan peneliti.
Quota Sampling adalah tipe kedua purposive sampling dimana
kelompok-kelompok tertentu dijadikan reponden (sumber data/informasi) untuk
3. Total Sampling14 atau sampel yang dipilih dengan keseluruhan jumlah
anggota sampel sama dengan anggota populasinya dengan tujuan
mendapatkan data yang representatif. Semakin besar jumlah sampel semakin
representatif data
3.6. Validitas Data15
Validitas data ialah suatu ukuran yang mengacu kepada derajat kesesuaian
antara data yang dikumpulkan dan data sebenarnya dalam sumber data. Data yang
valid akan diperoleh apabila instrumen pengumpulan data juga valid. Literatur
membedakan validitas instrumen atas dua tipe yaitu validitas internal dan validitas
eksternal. Validitas internal berkenaan dengan derajat keakurasian rancangan
penelitian. Rancangan penelitian yang baik termasuk rancangan pengumpulan
data akan dapat mengidentifikasi sumber data yang tepat dan alat/instrumen
pengumpulan data yang juga tepat. Validitas eksternal berkenaan dengan derajat
akurasi hasil penelitian jika dilakukan generalisasi dan diterapkan pada populasi
dari mana data penelitian diambil.
Pengujian validitas instrumen dapat dilakukan melalui analisis korelasi
(correlational analysis). Analisis korelasi dilakukan dengan menggunakan rumus
Korelasi Product Moment yang dikembangkan oleh Pearson, yaitu sebagai
berikut:
14
Jan Jonker&Bartjan Pennink.The Essence of Research Methodology,. (Netherland : Springer, 2010), hal : 171.
15
Dimana, r = koefisien korelasi antara X dan Y
X = skor variabel independen X
Y = skor variabel independen Y
3.7. Reliabilitas Data16
Reliabilitas sebuah alat ukur berkenaan dengan derajat konsistensi dan
stabilitas data yang dihasilkan dari proses pengumpulan data dengan
menggunakan instrumen tersebut. Dua ukuran yang umum digunakan untuk
mengetahui derajat reliabilitas atau kehandalan instrumen pengumpulan data,
yaitu stabilitas instrumen dan konsistensi internal instrumen.
Stabilitas instrumen adalah suatu ukuran yang menunjukkan derajat
kestabilan instrumen terhadap data yang diperoleh dengan menggunakan
instrumen tersebut artinya jika instrumen tersebut digunakan dalam pengukuran
variabel yang sama dalam waktu yang berbeda dan memberikan hasil yang sama
makan dikatakan stabilitas instrumen tersebut cukup baik. Konsistensi internal
instrumen memberikan indikasi homogenitas item dalam pengukuran dalam arti
seberapa jauh instrumen tersebut menjadikan item-item yang diukur secara
bersama-sama menjadi sebuah set dan secara independen menjadi bagian yang
berarti terhadap keseluruhan.
16
Pengujian reliabilitas pada umumnya dikenakan untuk pengujian stabilitas
instrumen dan konsistensi internal instrumen. Pengujian terhadap kedua
karakteristik dari instrumen tersebut dapat dilakukan dengan beberapa metode.
Untuk pengujian stabilitas instrumen terdapat dua macam uji yaitu test-retest
reliability dan parallel-form reliability. Pengukuran konsistensi internal instrumen
pengumpulan data dapat dilakukan dengan dua cara yaitu interitem consistency
reliability dan split-half reliability. Salah satu alat test yang sering digunakan
dalam pengujian konsistensi internal instrumen ialah Koefisien Alpha Cronbach.
Koefisien Alpha Cronbach digunakan untuk mengukur reliabilitas instrumen yang
pertanyaannya menggunakan skor dalam rentangan tertentu. Rumus yang
digunakan dalam menghitung koefisien tersebut ialah :
r =
dimana,
k = jumlah butir pertanyaan
σ2yi = varians butir pertanyaan
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Lokasi penelitian pada PT. Shamrock Manufacturing Corpora yang
merupakan perusahaan manufactuirng yang memproduksi sarung tangan untuk
Rumah Sakit. Perusahaan ini terletak di Jl. Raya Medan Namorambe, km 9,5,
Kec. Delitua, Deli Serdang, Sumatera Utara.
4.2. Jenis Penelitian
Jenis penelitian yang digunakan adalah penelitian survei (survey research).
Penelitian survei ialah suatu penyelidikan yang dilakukan untuk memperoleh
fakta-fakta dari gejala yang ada dan mencari keterangan secara faktual untuk
mendapatkan kebenaran (Sukaria, 2013).
4.3 Objek Penelitian
Objek penelitian yang diamati adalah sarung tangan operasi dari PT.
Shamrock Manufacturing Corpora yang digunakan perawat bagian bedah.
4.4. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah:
1. Variabel Independen
b. Karakteristik teknis
2. Variabel Dependen
a. Emotional Needs
b. Karakteristik produk berdasarkan kansei
c. Usulan perbaikan perancangan
4.5. Kerangka Konseptual Penelitian
Kerangka konseptual merupakan suatu bentuk kerangka berpikir yang
dapat digunakan sebagai pendekatan dalam memecahkan masalah. Kerangka
berpikir inilah yang merupakan landasan awal dalam melaksanakan penelitian.
Kerangka berpikir penelitian ini dapat dilihat pada Gambar 4.1.
Emotional Needs Karakteristik Produk
Berdasarkan Kansei
Usulan Perbaikan Rancangan
Karakteristik Teknis Bahan Utama
Bahan Tambahan
Ukuran
Aroma
Warna
Gambar 4.1. Kerangka Konseptual Penelitian
4.6. Defenisi Variabel Operasional
Variabel operasional yang digunakan dalam penelitian ini dapat dilihat