PERANCANGAN ULANG TATA LETAK LANTAI PRODUKSI
MENGGUNAKAN SYSTEMATIC LAYOUT PLANNING
DI PT. KHARISMA ABADI SEJATI
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
Immanuel Arapenta Barus
040403068
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
PERANCANGAN ULANG TATA LETAK LANTAI PRODUKSI
MENGGUNAKAN SYSTEMATIC LAYOUT PLANNING
DI PT. KHARISMA ABADI SEJATI
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
IMMANUEL ARAPENTA BARUS
040403068
Disetujui Oleh :
Dosen Pembimbing I, Dosen Pembimbing II,
(Ir. Mangara M. Tambunan, MSc.) (Ir. Ukurta Tarigan, MT.)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha Kuasa
atas rahmat dan penyertaanNya sehingga penulis dapat melakukan penelitian dan
menyelesaikan tugas sarjana ini. Tugas sarjana ini merupakan salah satu syarat
akademis yang harus dipenuhi oleh mahasiswa untuk menyelesaikan studi di
Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Tugas sarjana ini berjudul “Perancangan Ulang Tata Letak Lantai
Produksi Menggunakan Systematic Layout Planning di PT. Kharisma Abadi Sejati”. Tugas sarjana ini disusun berdasarkan literatur mengenai perancangan
tataletak fasilitas dan dilakukan untuk merancang ulang tata letak lantai produksi
di PT. Kharisma Abadi Sejati agar menjadi lebih efisien yang ditandai dengan
penurunan total momen perpindahan bahan.
Penulis berusaha memberikan yang terbaik dalam mengerjakan tugas
sarjana ini, namun penulis menyadari bahwa tugas sarjana ini masih banyak
kekurangan. Oleh karena itu, penulis mengharapkan saran serta kritik yang
membangun demi kebaikan tugas sarjana ini dan penelitian yang lebih baik di
masa yang akan datang. Semoga tugas sarjana ini bermanfaat bagi kita.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
UCAPAN TERIMA KASIH
Penulis mengucapkan terima kasih kepada :
1. Bapak Ir. Mangara M. Tambunan, MSc. sebagai dosen pembimbing I, yang
telah membimbing serta memberikan arahan dan masukan kepada penulis
dalam menyelesaikan tugas sarjana ini.
2. Bapak Ir. Ukurta Tarigan, MT. sebagai dosen pembimbing II, yang telah
membimbing serta memberikan arahan dan masukan kepada penulis dalam
menyelesaikan tugas sarjana ini.
3. Bapak dan Ibu yang menjadi Dosen Pembanding bagi penulis pada saat
Seminar maupun Sidang Tugas Sarjana, terutama Bapak Ir. Danci Sukatendel
dan Bapak Ir. Poerwanto, MSc., yang telah memberikan masukan dan saran
yang sangat berharga kepada penulis terhadap tugas sarjana ini.
4. Bapak Ir. Sugih Arto Pujangkoro, MM. sebagai Koordinator Tugas Akhir dan
Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE sebagai Koordinator Bidang
Manajemen Rekayasa dan Produksi yang menyetujui judul tugas sarjana ini.
5. Ibu Ir. Rosnani Ginting, MT. sebagai Ketua Departemen Teknik Industri, yang
mengizinkan penulis untuk dapat melaksanakan tugas sarjana serta
memperhatikan penulis hingga selesainya tugas sarjana ini.
6. Bapak Ir. H. Zainuddin sebagai Pimpinan Perusahaan PT. Kharisma Abadi
Sejati, yang mengizinkan penulis untuk melakukan penelitian di perusahaan
ini, serta pimpinan, staff dan karyawan pada bagian workshop, yang telah
7. Kedua orang tua penulis, Bapak A. Barus, SH. dan Ibu E. Perangin-angin, SE.,
serta saudara-saudara penulis, Kak Emma, Ega dan Adi, yang tidak henti
berdoa kepada Tuhan serta memberikan dukungan, semangat dan motivasi
kepada penulis sehingga tugas sarjana ini dapat penulis selesaikan.
8. Keluarga penulis, baik yang tinggal di Medan, Jakarta, Pekanbaru, maupun di
tempat lain, yang turut memberikan dukungan dan motivasi kepada penulis.
9. Pegawai di Departemen Teknik Industri, yaitu Bang Mijo, Bang Nurmansyah,
Bang Ridho, Kak Dina dan Bu Aniaty, serta tak lupa Bang Bowo, atas bantuan
kepada penulis dalam memperlancar penyelesaian tugas sarjana ini.
10. Pegawai di Perpustakaan Teknik Industri, yaitu Bang Kumis dan Kak Rahma,
atas kemudahan yang diberikan kepada penulis dalam meminjam buku.
11. Alumni yang turut memberikan dukungan kepada penulis, terutama Kak
Fransiska (’94), Bang Gandhi (’99), Kak Melvina (’01), Bang Tongam dan
Bang Alfaber (’02) serta Bang Galumbang dan Bang Nyoman (’03).
12. Seluruh sahabat penulis sesama angkatan 2004 yang namanya tidak dapat
disebutkan satu per satu, atas dukungan dan bantuan yang diberikan kepada
penulis, serta rekan seperjuangan penulis hingga ”detik-detik terakhir”, yaitu
Ronald Sipayung, Zunawakhir dan Rawi.
13. Rekan-rekan penulis angkatan 2005 hingga 2009, terutama Marnasip, Razi,
Tomo, Tora, Jeffry, Ronald, Jansen, Prayudi Ardiansyah, Aidil, Fariz, Grace,
serta seluruh asisten Lab. TLP&PB dan asisten Lab. Menggambar Teknik
yang turut memberikan bantuan kepada penulis.
DAFTAR ISI
BAB HALAMAN
JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI... ... vi
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xv
ABSTRAK ... xvi
I PENDAHULUAN ... I – 1
1.1. Latar Belakang Masalah ... I – 1
1.2. Rumusan Permasalahan ... I – 2
1.3. Tujuan Penelitian ... I – 2
1.4. Manfaat Penelitian ... I – 2
1.5. Pembatasan Masalah dan Asumsi Penelitian ... I – 3
1.6. Sistematika Penulisan Tugas Akhir ... I – 4
II GAMBARAN UMUM PERUSAHAAN ... II – 1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha... II – 1
2.3. Organisasi dan Manajemen ... II – 2
2.3.1. Struktur Organisasi Perusahaan ... II – 2
2.3.2. Uraian Tugas dan Tanggung Jawab ... II – 4
2.3.3. Tenaga Kerja, Jam Kerja dan Pengupahan ... II – 9
2.4. Proses Produksi... II – 11
2.4.1. Bahan Baku, Bahan Tambahan dan Bahan Penolong ... II – 11
2.4.2. Uraian Proses Produksi ... II – 13
2.4.3. Mesin dan Peralatan ... II – 17
2.4.3.1. Mesin Produksi ... II – 17
2.4.3.2. Peralatan ... II – 22
2.4.3.3. Utilitas ... II – 22
III LANDASAN TEORI ... III – 1
3.1. Pengertian Perancangan Tataletak Pabrik ... III – 1
3.2. Tujuan Perancangan Tataletak Pabrik ... III – 1
3.3. Prinsip Dasar Dalam Tataletak Pabrik ... III – 2
3.4. Jenis Persoalan Tataletak ... III – 5
3.5. Tipe Tataletak dan Pola Aliran Bahan ... III – 7
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.5.2. Pola Aliran Bahan ... III – 1
3.6. Pemindahan Bahan dalam Perancangan Tataletak Pabrik ... III – 12
3.6.1. Pengertian Pemindahan Bahan ... III – 12
3.6.2. Tujuan Kegiatan Pemindahan Bahan ... III – 13
3.6.3. Jarak Pemindahan Bahan... III – 13
3.7. Teknik-teknik Analisis Aliran Bahan ... III – 14
3.7.1. Flow Process Chart ... III – 16
3.7.2. Travel Chart ... III – 18
3.8. Systematic Layout Planning ... III – 23
3.8.1. Activity Relationship Chart ... III – 25
3.8.2. Diagram Hubungan Ruangan ... III – 29
IV METODOLOGI PENELITIAN ... IV – 1
4.1. Jenis Penelitian ... IV – 1
4.2. Objek Penelitian ... IV – 3
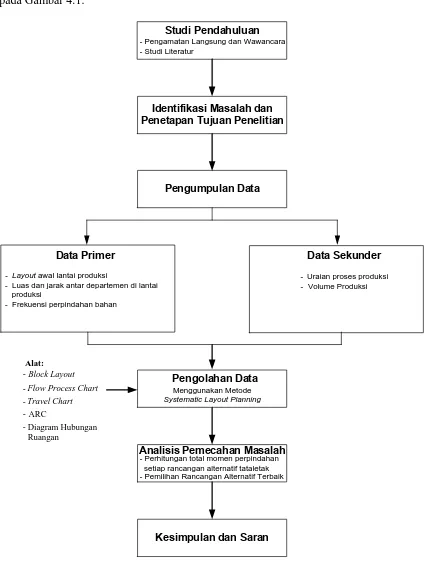
4.3. Studi Pendahuluan ... IV – 3
4.4. Identifikasi Masalah dan Penetapan Tujuan ... IV – 3
4.5. Pengumpulan Data ... IV – 4
4.6. Pengolahan Data ... IV – 5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.8. Kesimpulan dan Saran ... IV – 8
V PENGUMPULAN DAN PENGOLAHAN DATA... V – 1
5.1. Metode Pengumpulan Data ... V – 1
5.1.1. Proses Produksi ... V – 2
5.1.1.1. Departemen pada Lantai Produksi ... V – 2
5.1.1.2. Bill of Material ... V – 3
5.1.1.3. Urutan Proses Komponen ... V – 4
5.1.2. Volume Produksi ... V – 5
5.1.3. Luas dan Jarak Antar Departemen di Lantai Produksi.... V – 6
5.1.4. Frekuensi Perpindahan Bahan ... V – 9
5.2. Pengolahan Data ... V – 12
5.2.1. Aliran Perpindahan Bahan ... V – 12
5.2.2. Peta Hubungan Aktivitas Antar Departemen ... V – 15
5.2.3. Diagram Hubungan Antar Departemen ... V – 16
5.2.4. Perancangan Alternatif Tataletak... V – 18
VI ANALISIS DAN PEMECAHAN MASALAH ... VI – 1
6.1. Analisis ... VI – 1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.1.2. Analisis Rancangan Alternatif Tataletak... VI – 2
6.1.2.1. Analisis Rancangan Alternatif I ... VI – 2
6.1.2.2. Analisis Rancangan Alternatif II ... VI – 3
6.1.2.3. Analisis Rancangan Alternatif III... VI – 5
6.1.2.4. Analisis Rancangan Alternatif IV ... VI – 7
6.2. Evaluasi ... VI – 8
VII KESIMPULAN DAN SARAN ... VII – 1
7.1. Kesimpulan ... VII – 1
7.2. Saran ... VII – 2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Jumlah Tenaga Kerja di PT. Kharisma Abadi Sejati... II – 9
2.2. Jam Kerja di PT. Kharisma Abadi Sejati ... II – 10
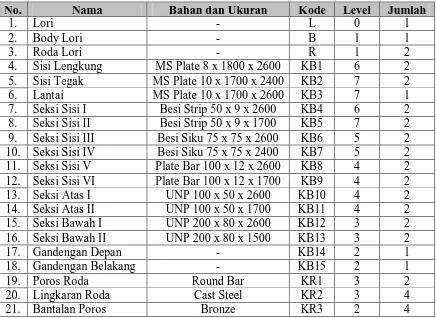
5.1. Bill of Material dari Produk Lori ... V – 4
5.2. Urutan Proses Komponen ... V – 4
5.3. Volume Produksi Lori Tahun 2008 dan Tahun 2009 ... V – 5
5.4. Jumlah Kebutuhan Komponen Per Tahun ... V – 6
5.5. Luas Setiap Departemen di Lantai Produksi ... V – 6
5.6. Titik Koordinat Setiap Departemen ... V – 8
5.7. Jarak Antar Departemen di Lantai Produksi ... V – 9
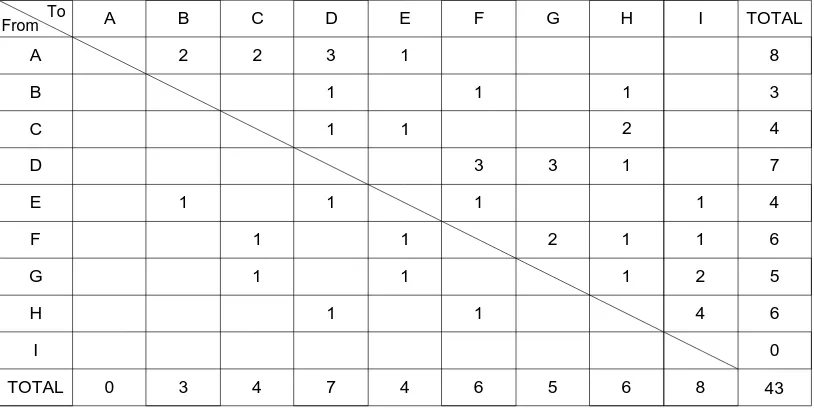
5.8. Matriks Keterkaitan Antar Departemen Sesuai Urutan Proses ... V – 9
5.9. Frekuensi Perpindahan Bahan Per Tahun ... V – 12
5.10. Total Momen Perpindahan Bahan pada Tataletak Awal ... V – 14
5.11. Titik Koordinat Departemen Pada Rancangan Alternatif I ... V – 19
5.12. Jarak Antar Departemen Pada Rancangan Alternatif I... V – 20
5.13. Titik Koordinat Departemen Pada Rancangan Alternatif II ... V – 22
5.14. Jarak Antar Departemen Pada Rancangan Alternatif II ... V – 23
5.15. Titik Koordinat Departemen Pada Rancangan Alternatif III ... V – 23
5.16. Jarak Antar Departemen Pada Rancangan Alternatif III ... V – 25
5.17. Titik Koordinat Departemen Pada Rancangan Alternatif IV... V – 26
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.1. Total Momen Perpindahan Bahan pada Rancangan Alternatif I .... VI – 3
6.2. Total Momen Perpindahan Bahan pada Rancangan Alternatif II ... VI – 4
6.3. Total Momen Perpindahan Bahan pada Rancangan Alternatif III .. VI – 6
6.4. Total Momen Perpindahan Bahan pada Rancangan Alternatif IV.. VI – 8
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Kharisma Abadi Sejati... II – 3
3.1. Product Layout ... III – 7
3.2. Process Layout ... III – 8
3.3. Fixed Position Layout ... III – 9
3.4. Group Technology Layout ... III – 9
3.5. Pola Aliran Bahan... III – 11
3.6. Contoh Flow Process Chart ... III – 18
3.7. Contoh Travel Chart ... III – 22
3.8. Contoh Activity Relationship Chart... III – 28
3.9. Contoh Diagram Hubungan Ruangan... III – 29
4.1. Block Diagram Metodologi Penelitian ... IV – 2
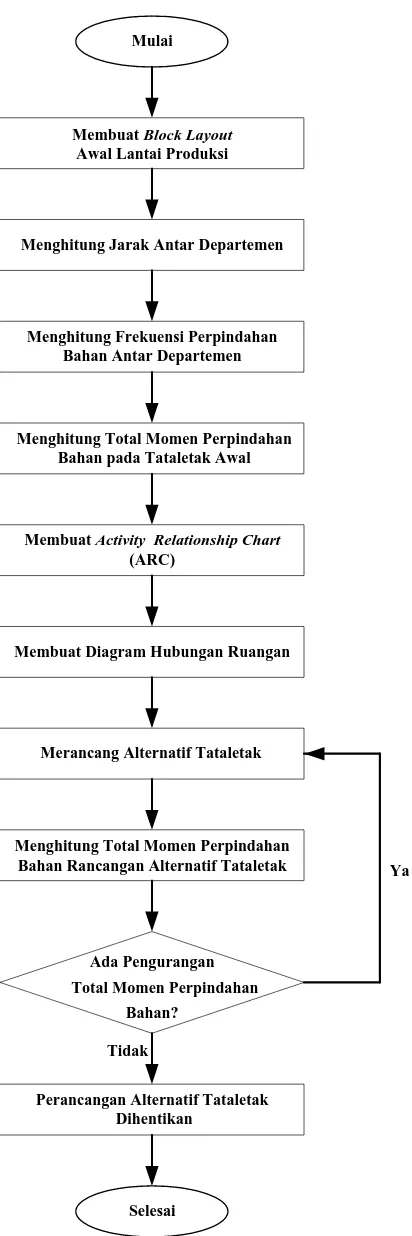
4.2. Flowchart Langkah-langkah Pengolahan Data ... IV – 7
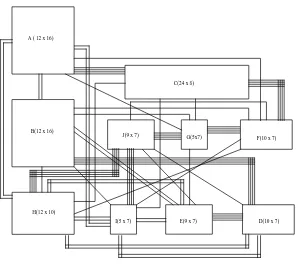
5.1. Block Layout Awal Lantai Produksi ... V – 7
5.2. Flow Diagram Tataletak Awal ... V – 13
5.3. Travel Chart Tataletak Awal ... V – 13
5.4. Activity Relationship Chart ... V – 16
5.5. Diagram Hubungan Antar Departemen ... V – 17
5.6. Block Layout Rancangan Alternatif I ... V – 19
5.7. Block Layout Rancangan Alternatif II ... V – 21
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.9. Block Layout Rancangan Alternatif IV... V – 26
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Gambar Kerja Lori Kapasitas 4,5 Ton ... L – 1
2. Flow Process Chart Pembuatan Lori PT. Kharisma Abadi Sejati... L – 2
3. Layout Awal Lantai Produksi PT. Kharisma Abadi Sejati ... L – 3
ABSTRAK
PT. Kharisma Abadi Sejati adalah perusahaan yang bergerak di bidang pembuatan dan perbaikan mesin dan peralatan pada pabrik kelapa sawit. Salah satu produk yang dihasilkan adalah lori dengan kapasitas 4,5 ton. Perusahaan ini berlokasi di Jl. Pasar II Tanjung Selamat, Saentis, Percut Sei Tuan, Deli Serdang dan berproduksi berdasarkan pesanan (make-to-order).
Saat ini dijumpai penyusunan letak departemen di lantai produksi yang kurang teratur. Kondisi tersebut menyebabkan aliran bahan menjadi tidak teratur, dan terdapat back tracking pada aliran bahan. Back tracking yang terjadi saat ini adalah perpindahan bahan dari Departemen Perakitan dan Pengelasan (D7) ke Departemen Pengecatan (D8). Back tracking tersebut memperpanjang total jarak perpindahan bahan dan memperbesar total momen perpindahan bahan sehingga mengurangi efisiensi kegiatan pemindahan bahan pada proses produksi.
Untuk memperbaiki kondisi tersebut, dilakukan perancangan ulang tataletak lantai produksi dengan mempertimbangkan total momen perpindahan bahan dan tidak adanya back tracking pada aliran bahan. Perancangan ulang tataletak lantai produksi dilakukan dengan menggunakan metode Systematic Layout Planning. Pada perancangan ini, dirancang beberapa alternatif tataletak dengan cara trial and error. Cara trial and error dilakukan dengan memperhatikan frekuensi perpindahan bahan antar departemen yang terdapat pada travel chart dan hubungan aktivitas antar departemen pada ARC agar tidak terjadi lagi back tracking pada aliran bahan.
Perancangan ini menghasilkan empat alternatif tataletak yang lebih baik dari tataletak awal. Rancangan alternatif I memiliki total momen perpindahan bahan sebesar 9795 meter perpindahan per tahun, rancangan alternatif II memiliki total momen perpindahan bahan sebesar 9735 meter perpindahan per tahun, rancangan alternatif III memiliki total momen perpindahan bahan sebesar 9375 meter perpindahan per tahun, dan rancangan alternatif IV memiliki total momen perpindahan bahan sebesar 9675 meter perpindahan per tahun. Pada keempat rancangan alternatif tersebut tidak terdapat lagi back tracking. Sedangkan tataletak awal memiliki total momen perpindahan bahan sebesar 10155 meter perpindahan per tahun dan masih terdapat back tracking.
ABSTRAK
PT. Kharisma Abadi Sejati adalah perusahaan yang bergerak di bidang pembuatan dan perbaikan mesin dan peralatan pada pabrik kelapa sawit. Salah satu produk yang dihasilkan adalah lori dengan kapasitas 4,5 ton. Perusahaan ini berlokasi di Jl. Pasar II Tanjung Selamat, Saentis, Percut Sei Tuan, Deli Serdang dan berproduksi berdasarkan pesanan (make-to-order).
Saat ini dijumpai penyusunan letak departemen di lantai produksi yang kurang teratur. Kondisi tersebut menyebabkan aliran bahan menjadi tidak teratur, dan terdapat back tracking pada aliran bahan. Back tracking yang terjadi saat ini adalah perpindahan bahan dari Departemen Perakitan dan Pengelasan (D7) ke Departemen Pengecatan (D8). Back tracking tersebut memperpanjang total jarak perpindahan bahan dan memperbesar total momen perpindahan bahan sehingga mengurangi efisiensi kegiatan pemindahan bahan pada proses produksi.
Untuk memperbaiki kondisi tersebut, dilakukan perancangan ulang tataletak lantai produksi dengan mempertimbangkan total momen perpindahan bahan dan tidak adanya back tracking pada aliran bahan. Perancangan ulang tataletak lantai produksi dilakukan dengan menggunakan metode Systematic Layout Planning. Pada perancangan ini, dirancang beberapa alternatif tataletak dengan cara trial and error. Cara trial and error dilakukan dengan memperhatikan frekuensi perpindahan bahan antar departemen yang terdapat pada travel chart dan hubungan aktivitas antar departemen pada ARC agar tidak terjadi lagi back tracking pada aliran bahan.
Perancangan ini menghasilkan empat alternatif tataletak yang lebih baik dari tataletak awal. Rancangan alternatif I memiliki total momen perpindahan bahan sebesar 9795 meter perpindahan per tahun, rancangan alternatif II memiliki total momen perpindahan bahan sebesar 9735 meter perpindahan per tahun, rancangan alternatif III memiliki total momen perpindahan bahan sebesar 9375 meter perpindahan per tahun, dan rancangan alternatif IV memiliki total momen perpindahan bahan sebesar 9675 meter perpindahan per tahun. Pada keempat rancangan alternatif tersebut tidak terdapat lagi back tracking. Sedangkan tataletak awal memiliki total momen perpindahan bahan sebesar 10155 meter perpindahan per tahun dan masih terdapat back tracking.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
PT. Kharisma Abadi Sejati adalah perusahaan yang bergerak di bidang
pembuatan dan perbaikan mesin dan peralatan pada pabrik kelapa sawit. Produk
yang dihasilkan adalah fruit cages (lori), sterilizer, pintu sterilizer, hydro cyclone,
multi cyclone, inclined conveyor, distribution conveyor, thresher, incinerator,
crane construction, boiler, boiler construction dan boiler chimney. Produk yang
telah selesai dibawa ke lokasi perusahaan pemesan untuk dilakukan pemasangan.
PT. Kharisma Abadi Sejati berproduksi berdasarkan pesanan (make-to-order).
Selain memproduksi mesin dan peralatan di atas, perusahaan ini juga
melayani jasa pengembangan kapasitas pabrik kelapa sawit serta jasa perawatan
dan perbaikan boiler, seperti overhaul, piping, water and chemical treatment dan
modification.
Penyusunan letak departemen pada lantai produksi di PT. Kharisma Abadi
Sejati saat ini masih kurang teratur. Kondisi tersebut membuat aliran bahan
menjadi tidak teratur dan terdapat back tracking pada aliran bahan. Back tracking
tersebut memperpanjang total jarak perpindahan bahan pada lantai produksi. Total
jarak perpindahan bahan yang semakin panjang akan memperbesar total momen
perpindahan bahan. Total momen perpindahan bahan yang semakin besar akan
mengurangi efisiensi dari kegiatan pemindahan bahan pada proses produksi di
Oleh karena itu, diperlukan analisis terhadap layout lantai produksi dengan
menghitung total momen perpindahan bahan, kemudian dirancang alternatif
layout dengan total momen perpindahan bahan yang lebih kecil.
1.2. Rumusan Permasalahan
Permasalahan yang dihadapi adalah aliran bahan pada lantai produksi tidak
teratur dan terdapat back tracking pada aliran bahan. Back tracking tersebut
mengakibatkan total jarak perpindahan bahan semakin panjang dan total momen
perpindahan bahan semakin besar.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah mendapatkan rancangan layout
lantai produksi yang lebih baik, dimana kegiatan pemindahan bahan berlangsung
dengan total momen perpindahan bahan yang minimum.
Tujuan khusus dari penelitian ini adalah :
a. Mendapatkan aliran perpindahan bahan yang tidak memiliki back tracking.
b. Mendapatkan layout baru dengan total momen perpindahan bahan yang
lebih kecil dari total momen perpindahan bahan pada layout awal.
1.4. Manfaat Penelitian
Manfaat yang dapat diperoleh perusahaan adalah hasil dari penelitian ini
dapat dijadikan pertimbangan apabila suatu saat pihak manajemen perusahaan
1.5. Pembatasan Masalah dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah :
a. Penelitian dilakukan pada lantai produksi PT. Kharisma Abadi Sejati.
b. Penelitian dilakukan terhadap proses pembuatan lori berkapasitas 4,5 ton,
sebab proses tersebut melewati seluruh departemen di lantai produksi, serta
produk lori ada diproduksi setiap tahun dan jumlah lori yang dihasilkan
lebih banyak dari jumlah produk lain yang dihasilkan setiap tahun.
c. Penelitian dilakukan untuk merancang ulang letak departemen pada lantai
produksi dan tidak merancang ulang letak departemen-departemen service
(departemen kegiatan pelayanan).
d. Parameter yang digunakan dalam merancang ulang tataletak adalah total
momen perpindahan bahan.
e. Frekuensi perpindahan bahan, alat pemindahan bahan (material handling)
yang digunakan dan luas lantai produksi pada rancangan alternatif tataletak
sama dengan yang terdapat pada tataletak awal.
f. Metode yang digunakan adalah metode Systematic Layout Planning.
g. Penelitian tidak membahas biaya perancangan ulang tataletak.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah :
a. Tidak ada perubahan tataletak dan urutan proses produksi selama
penelitian.
b. Mesin, peralatan, tenaga kerja bekerja secara normal serta proses produksi
c. Tidak ada penambahan atau pengurangan jumlah mesin, peralatan, tenaga
kerja, maupun jenis produk yang dihasilkan selama penelitian.
d. Pola pengerjaan produk bersifat kontinu (produksi berjalan terus-menerus).
1.6. Sistematika Penulisan Tugas Akhir
Tugas akhir ini terdiri dari tujuh bab. Sistematika yang digunakan dalam
penulisan tugas akhir ini adalah sebagai berikut.
BAB I PENDAHULUAN
Bab ini berisi latar belakang masalah, perumusan masalah, tujuan dan
manfaat penelitian, pembatasan masalah dan asumsi penelitian, serta
sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah perusahaan, ruang lingkup bidang usaha,
organisasi dan manajemen, serta proses produksi.
BAB III LANDASAN TEORI
Bab ini berisi teori-teori yang diperlukan dalam penelitian untuk
digunakan dalam pengolahan data dan analisis pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi urutan tahapan penelitian serta urutan
tahapan-tahapan dalam pengolahan data dan analisis pemecahan masalah.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data yang dikumpulkan dalam penelitian serta
BAB VI ANALISIS PEMECAHAN MASALAH
Bab ini berisi analisis hasil pengolahan data untuk memperoleh
pemecahan masalah.
BAB VII KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan masalah
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Kharisma Abadi Sejati adalah salah satu perusahaan yang bergerak di
bidang pembuatan dan perbaikan mesin dan peralatan pada pabrik kelapa sawit.
Perusahaan ini didirikan oleh Bapak Ir. H. Zainuddin pada tanggal 3 April 2002
dan berkantor pusat di Jl. Bubu no. 53 Kecamatan Medan Tembung, Medan.
Perusahaan ini pada awal pendirian masih berbentuk CV dengan nama CV.
Kharisma Abadi dan hanya melayani pemeliharaan dan perbaikan boiler pada
pabrik kelapa sawit. Kemudian perusahaan berkembang menjadi perseroan
terbatas dan bidang usaha diperluas dengan melayani pembuatan dan perbaikan
mesin dan peralatan pada pabrik kelapa sawit. Perusahaan ini berganti nama
menjadi PT. Kharisma Abadi Jaya pada tanggal 22 Oktober 2008, dengan
berkantor pusat di Jl. Suluh No. 127A Medan dan lantai produksi (workshop)
berlokasi di Jl. Pasar II Desa Tanjung Selamat, Percut Sei Tuan, Kabupaten Deli
Serdang. Perusahaan ini berganti nama lagi menjadi PT. Kharisma Abadi Sejati
pada tahun 2010.
2.2. Ruang Lingkup Bidang Usaha
PT. Kharisma Abadi Sejati melayani jasa pembuatan dan perbaikan fruit
cages (lori), sterilizer, pintu sterilizer, hydro cyclone, multi cyclone, inclined
conveyor, distribution conveyor, thresher, incinerator, crane construction, boiler,
kemudian dibawa ke lokasi perusahaan pemesan untuk dilakukan pemasangan.
PT. Kharisma Abadi Sejati juga melayani jasa pengembangan kapasitas pabrik
kelapa sawit serta jasa perawatan dan perbaikan boiler, yang meliputi overhaul,
piping, water and chemical treatment dan modification.
Wilayah pemasaran PT. Kharisma Abadi Sejati terus berkembang hingga
ke luar propinsi Sumatera Utara. PT. Kharisma Abadi Sejati memiliki kantor
cabang di Riau karena banyak menerima pesanan dari pabrik kelapa sawit di Riau.
Beberapa pesanan juga datang dari Aceh, Sumatera Barat dan Sumatera Selatan.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi Perusahaan
PT. Kharisma Abadi Sejati menggunakan struktur organisasi yang
berbentuk campuran lini dan fungsional. Hubungan lini terlihat dari pemberian
tugas yang dilakukan dalam suatu bidang pekerjaan. Tugas tersebut diberikan dari
pimpinan tertinggi kepada unit-unit organisasi yang berada di bawahnya sesuai
dengan bidang pekerjaan masing-masing secara langsung dengan arah vertikal ke
bawah. Sedangkan hubungan fungsional terlihat dari pembagian atau pemisahan
tugas berdasarkan fungsi yang berbeda-beda, yaitu Quality Control Dept., HRD
Manager, Transportation Manager, Operation Manager, Finance Manager,
Procurement Manager, serta Branch Manager Riau. Pembagian tugas tersebut
dilakukan sesuai dengan kebutuhan perusahaan untuk mencapai tujuan. Struktur
KOMISARIS
DIREKTUR DIREKTUR UTAMA
CONSULTANT SEKKRETARIS
CORP. PLAN ACCOUNTING DEPT.
QUALITY CONTROL DEPT.
FINANCE MANAGER PROC. MANAGER TRANSPORTATION
MANAGER OPERATION
MANAGER HRD MANAGER
BRANCH MANAGER RIAU
SUB. ELECTRIC SUB. MECHANICAL
SUB. CIVIL SUB. BOILER PROC. STAFF
WAREHOUSE STAFF WAREHOUSE STAFF
CASHIER
: Hubungan Lini
: Hubungan Fungsional
2.3.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab setiap bagian pada struktur organisasi di
PT. Kharisma Abadi Sejati adalah sebagai berikut.
1. Komisaris
Tugas dan tanggung jawab komisaris adalah:
1. Menginvestasikan dana untuk kebutuhan perusahaan.
2. Bersama direktur utama menetapkan tujuan dan kebijakan perusahaan.
2. Direktur Utama
Tugas dan tanggung jawab direktur utama adalah:
1. Mengambil keputusan tertinggi di dalam perusahaan.
2. Menetapkan dan melaksanakan tujuan dan kebijakan perusahaan.
3. Menandatangani surat-surat keluar dan laporan-laporan perusahaan.
3. Direktur
Tugas dan tanggung jawab direktur adalah:
1. Melaksanakan tujuan dan kebijakan perusahaan.
2. Mengelola perusahaan secara keseluruhan.
3. Mengawasi proses penawaran, tender, negosiasi, maupun kegiatan
promosi produk kepada perusahaan rekanan.
4. Sekretaris
Tugas dan tanggung jawab sekretaris adalah:
1. Melaksanakan kegiatan administrasi umum perusahaan dan kegiatan
surat-menyurat.
3. Berhubungan dengan tamu yang datang ke perusahaan.
5. Consultant
Tugas dan tanggung jawab consultant adalah:
1. Memberikan pertimbangan atau rekomendasi kepada direktur mengenai
proyek atau tender yang hendak diikuti.
2. Bersama direktur utama melakukan negosiasi pada saat tender dilakukan.
3. Memeriksa desain produk yang akan ditawarkan.
4. Memeriksa total kebutuhan bahan dan total biaya pembuatan produk yang
akan ditawarkan.
6. Corp. Plan
Tugas dan tanggung jawab corp. plan adalah:
1. Memberikan masukan kepada direktur mengenai rencana pekerjaan yang
akan dilakukan perusahaan.
2. Memberikan masukan kepada direktur mengenai kebijakan strategi
perusahaan.
3. Mempromosikan produk yang dihasilkan kepada perusahaan rekanan.
7. Branch Manager Riau
Tugas dan tanggung jawab branch manager Riau adalah:
1. Memimpin dan mengatur kantor perwakilan perusahaaan di Riau.
2. Memperhatikan proyek-proyek di daerah Riau yang mungkin untuk diikuti
oleh perusahaan.
3. Menjadi penghubung antara direktur perusahaan dengan perusahaan
8. Accounting Dept.
Tugas dan tanggung jawab accounting dept. adalah:
1. Membuat rincian perhitungan mengenai kebutuhan bahan untuk membuat
produk yang akan ditawarkan.
2. Membuat rincian total biaya yang diperlukan untuk membuat produk yang
akan ditawarkan.
9. Quality Control Dept.
Tugas dan tanggung jawab quality control dept. adalah:
1. Memeriksa kualitas bahan-bahan yang dipesan.
2. Memeriksa kualitas produk yang dihasilkan.
10. HRD Manager
Tugas dan tanggung jawab HRD manager adalah:
1. Mengatur dan menghitung jumlah tenaga kerja yang dibutuhkan.
2. Mengatur penempatan tenaga kerja di masing-masing bagian.
3. Membuat catatan administrasi yang berkaitan dengan tenaga kerja.
4. Mengatur dan memberikan gaji dan tunjangan kepada tenaga kerja.
11. Transportation Manager
Tugas dan tanggung jawab transportation manager adalah:
1. Memerintahkan dan mengatur jadwal pengangkutan produk.
2. Mengawasi aktivitas pengangkutan produk dan bertanggung jawab atas
kondisi produk selama dalam perjalanan.
3. Mengawasi dan melaksanakan kegiatan pemasangan produk di tempat
12. Operation Manager
Tugas dan tanggung jawab operation manager adalah:
1. Mengawasi kegiatan operasi di workshop.
2. Mengawasi keberadaan serta kondisi mesin dan peralatan di workshop.
3. Membuat rancangan produk yang dipesan.
4. Memperkirakan lama penyelesaian produk yang dipesan.
5. Membuat keputusan harian sehubungan dengan kegiatan di workshop.
13. Finance Manager
Tugas dan tanggung jawab finance manager adalah:
1. Mengatur keuangan perusahaan serta mengawasi pemasukan dan
pengeluaran perusahaan.
2. Membuat laporan keuangan perusahaan.
14. Procurement Manager
Tugas dan tanggung jawab procurement manager adalah:
1. Melaksanakan pembelian bahan-bahan yang dibutuhkan.
2. Menandatangani laporan mengenai pembelian, penggunaan, maupun
persediaan bahan.
15. Procurement Staff
Tugas dan tanggung jawab procurement staff adalah:
1. Melaksanakan pembelian bahan-bahan yang dibutuhkan.
2. Mengawasi persediaan bahan di workshop.
3. Membuat laporan mengenai pembelian, penggunaan, maupun persediaan
16. Cashier
Tugas dan tanggung jawab cashier adalah:
1. Menerima dan mengeluarkan uang untuk berbagai keperluan.
2. Membuat laporan arus kas.
17. Warehouse Staff
Tugas dan tanggung jawab warehouse staff adalah:
1. Mengontrol stok bahan-bahan di gudang.
2. Mengawasi keberadaan dan kondisi bahan-bahan di gudang.
18. Security
Tugas dan tanggung jawab security adalah:
1. Menjaga keamanan dan melaksanakan kegiatan pengamanan di seluruh
kompleks perusahaan.
2. Mengambil tindakan pengamanan dan perlindungan ketika tejadi
gangguan keamanan di dalam kompleks perusahaan.
3. Ikut membantu kelancaran pekerjaan di workshop jika diperlukan.
19. Sub. Boiler Operator
Tugas dan tanggung jawab sub. boiler operator adalah:
1. Melaksanakan proses fabrikasi boiler.
2. Melaksanakan perawatan dan perbaikan boiler.
20. Sub. Civil Operator
Tugas dan tanggung jawab sub. civil operator adalah:
1. Melaksanakan pekerjaan konstruksi.
21. Sub. Electric Operator
Tugas dan tanggung jawab sub. electric operator adalah:
1. Merakit instalasi listrik dan sistem kontrol pada produk.
2. Menguji instalasi listrik dan sistem kontrol pada produk yang telah siap.
22. Sub. Mechanical Operator
Tugas dan tanggung jawab sub. mechanical operator adalah:
1. Melaksanakan proses fabrikasi dan proses pekerjaan mesin.
2. Memeriksa produk yang telah selesai agar sesuai dengan spesifikasi.
3. Merawat mesin dan peralatan yang digunakan dalam proses fabrikasi dan
proses pekerjaan mesin.
4. Menjaga kebersihan lantai workshop dan ruang mesin.
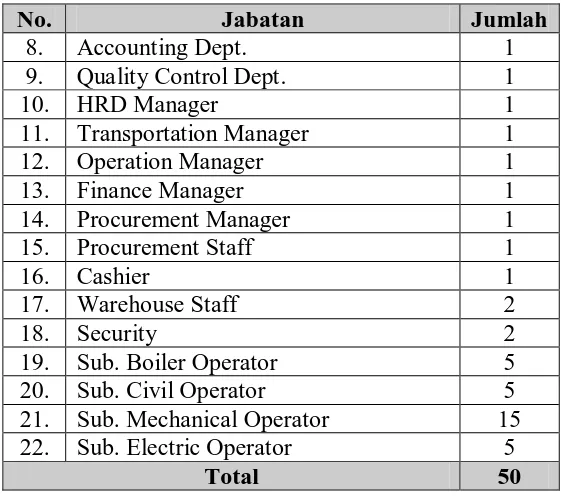
2.3.3. Tenaga Kerja, Jam Kerja dan Pengupahan
Tenaga kerja pada PT. Kharisma Abadi Sejati terdiri dari tenaga kerja
tetap dan tenaga kerja tak tetap. Yang merupakan tenaga kerja tak tetap adalah
tenaga kerja atau operator di lantai produksi (workshop) yang jumlahnya dapat
berubah pada saat tertentu sesuai dengan kebutuhan perusahaan. Tabel 2.1.
menunjukkan jumlah tenaga kerja di PT. Kharisma Abadi Sejati.
Tabel 2.1. Jumlah Tenaga Kerja di PT. Kharisma Abadi Sejati
No. Jabatan Jumlah
1. Komisaris 1
2. Direktur Utama 1
3. Direktur 1
4. Sekretaris 1
5. Consultant 1
6. Corp. Plan 1
Tabel 2.1. Jumlah Tenaga Kerja di PT. Kharisma Abadi Sejati (Lanjutan)
No. Jabatan Jumlah
8. Accounting Dept. 1
9. Quality Control Dept. 1
10. HRD Manager 1
11. Transportation Manager 1
12. Operation Manager 1
13. Finance Manager 1
14. Procurement Manager 1
15. Procurement Staff 1
16. Cashier 1
17. Warehouse Staff 2
18. Security 2
19. Sub. Boiler Operator 5
20. Sub. Civil Operator 5
21. Sub. Mechanical Operator 15
22. Sub. Electric Operator 5
Total 50
Jam kerja yang diberlakukan di PT. Kharisma Abadi Sejati adalah 40 jam
per minggu dengan maksimum 8 jam kerja per hari. Pekerjaan dilakukan dengan
hanya satu shift kerja selama 6 hari dalam satu minggu. Adapun jam kerja di PT.
Kharisma Abadi Sejati dapat dilihat pada Tabel 2.2.
Tabel 2.2. Jam Kerja di PT. Kharisma Abadi Sejati
Hari Jam Kerja Keterangan
Senin – Kamis
08.00 – 12.00 Kerja 12.00 – 13.00 Istirahat 13.00 – 16.00 Kerja
Jumat
08.00 – 12.00 Kerja 12.00 – 13.30 Istirahat 13.30 – 15.30 Kerja
Sabtu
08.00 – 12.00 Kerja 12.00 – 13.00 Istirahat 13.00 – 15.00 Kerja
Sistem pengupahan yang berlaku di PT. Kharisma Abadi Sejati didasarkan
tenaga kerja tetap diberikan pada akhir bulan, sedangkan gaji tenaga kerja tak
tetap diberikan pada akhir minggu.
Untuk menambah kesejahteraan dan semangat bekerja para tenaga
kerjanya, PT. Kharisma Abadi Sejati memberikan berbagai macam tunjangan dan
fasilitas, yaitu:
1. Upah Lembur, yaitu upah yang diberikan jika tenaga kerja bekerja
melebihi jam kerja yang telah ditentukan.
2. Tunjangan Hari Raya (THR), yaitu tunjangan sebesar satu bulan gaji untuk
menyambut atau merayakan hari raya keagamaan.
3. Pelayanan Kesehatan, yaitu penyediaan obat P3K dan perawatan terhadap
kecelakaan ringan yang dialami tenaga kerja saat bekerja
4. Jaminan Sosial Tenaga Kerja (Jamsostek), dimana pihak perusahaan
mengasuransikan seluruh tenaga kerja pada PT. Jamsostek. Jaminan yang
diberikan meliputi Jaminan Kecelakaan Kerja, Jaminan Kematian,
Jaminan Hari Tua, serta Jaminan Pemeliharaan Kesehatan
5. Izin Khusus, yaitu dispensasi yang diberikan kepada tenaga kerja untuk
melakukan kegiatan tertentu, misalnya istirahat karena sakit, beribadah,
menikahkan anak, kemalangan, dan lain-lain.
2.4. Proses Produksi
2.4.1. Bahan Baku, Bahan Tambahan dan Bahan Penolong
Bahan baku yang digunakan untuk memproduksi lori berkapasitas 4,5 ton
1. MS plate ukuran 6000mm x 1800mm x 10mm untuk bagian lantai body,
sisi depan serta sisi belakang body.
2. MS plate ukuran 6000mm x 1800mm x 8mm untuk sisi kiri dan sisi kanan
body.
3. Besi UNP ukuran 6000mm x 200mm x 80mm.
4. Besi UNP ukuran 6000mm x 100mm x 50mm.
5. Besi Strip ukuran 6000mm x 50mm x 9mm.
6. Besi Siku ukuran 6000mm x 75mm x 75mm x 7mm.
7. Plate Bar ukuran 6000mm x 100mm x 12mm.
8. Round Bar untuk poros roda dengan diameter 75mm.
9. Roda yang terbuat dari bahan cast steel dengan diameter 350mm dan
diameter lubang untuk poros roda sebesar 65 mm.
10. Bantalan poros yang terbuat dari bahan bronze dengan diameter lubang
untuk poros roda sebesar 60mm.
11. Gandengan depan dan gandengan belakang.
Bahan tambahan yang digunakan adalah cat tahan panas berwarna hitam.
Pengecatan ini dilakukan agar lori tidak mudah mengalami korosi. Sedangkan
bahan penolong yang digunakan untuk membantu kelancaran proses produksi
namun tidak terkandung dalam produk akhir adalah gas LPG dan gas oksigen.
Gas LPG dan gas oksigen digunakan pada mesin blander potong pada proses
pemotongan. Api bersuhu tinggi yang berasal dari pembakaran gas tersebut
digunakan untuk memotong plat secara manual sesuai bentuk dan ukuran yang
2.4.2. Uraian Proses Produksi
Proses pembuatan lori di PT. Kharisma Abadi Sejati terdiri dari proses
pembuatan body lori, proses pembuatan seksi body lori, proses pembuatan roda
lori, serta proses penyelesaian akhir. Adapun proses pembuatan body lori adalah
sebagai berikut.
1. Pengukuran dan Pemotongan Besi Plat
Bahan baku berupa MS Plate 10 dan MS Plate 8 telah berada di
departemen pengukuran dan pemotongan besi plat. Pada tahapan ini, besi plat
tersebut diukur dan diberi tanda garis potong mengunakan pensil khusus dan mal
sesuai dengan spesifikasi. Pemberian tanda tersebut harus tepat dan jelas untuk
menghindari kesalahan pemotongan dan pengeboran.
Setelah itu dilakukan proses pemotongan dengan menggunakan mesin
blander potong. Pada mesin tersebut, reaksi gas LPG dan gas oksigen
menghasilkan nyala api yang bersuhu tinggi. Api tersebut yang digunakan untuk
memotong besi. Pemotongan dilakukan secara manual sehingga harus dilakukan
dengan hati-hati untuk menghindari kesalahan pemotongan.
2. Pengeboran
Setelah selesai dipotong, besi plat dibawa dengan menggunakan crane ke
departemen pengeboran. Pengeboran dilakukan dengan menggunakan mesin bor
magnet secara manual. Proses ini juga harus dilakukan dengan hati-hati agar
lubang yang dihasilkan sesuai dengan ukuran dan posisi yang telah ditentukan.
Setelah selesai dibor, besi plat dibawa dengan menggunakan crane ke departemen
dan kanan body lori yang memiliki bentuk lengkung terlebih dahulu dibawa ke
departemen pengerolan dengan menggunakan crane.
3. Pengerolan
Pengerolan dilakukan untuk membuat bentuk lengkung plat besi yang
menjadi sisi kiri dan kanan body lori. Plat besi diangkat dengan menggunakan
crane, lalu masuk ke mesin roll plate dan berbentuk lengkung setelah keluar.
Setelah selesai dirol, besi plat dibawa dengan menggunakan crane ke departemen
perakitan dan pengelasan.
Adapun proses pembuatan seksi body lori adalah sebagai berikut.
1. Pengukuran dan Pemotongan Besi Batangan
Bahan baku berupa Besi UNP, Besi Strip, Besi Siku, dan Besi Plate Bar
dibawa dari gudang ke departemen pengukuran dan pemotongan besi batangan
dengan menggunakan forklift. Pada tahapan ini, besi batangan tersebut diukur dan
diberi tanda garis potong mengunakan pensil khusus dan mal sesuai dengan
spesifikasi. Pemberian tanda tersebut harus tepat dan jelas untuk menghindari
kesalahan pemotongan dan pengeboran.
Setelah itu dilakukan proses pemotongan dengan menggunakan mesin
gergaji besi. Kemudian setelah selesai dipotong, besi batangan tersebut dibawa ke
departemen perakitan dan pengelasan dengan menggunakan forklift. Sedangkan
Besi UNP yang menjadi seksi bawah lori untuk mengunci baut pada bantalan
poros roda dibawa dengan menggunakan forklift ke departemen pengeboran untuk
dibor terlebih dahulu. Pengeboran dilakukan untuk membuat lubang pada Besi
2. Pengeboran
Besi UNP yang menjadi bagian bawah lori untuk mengunci baut pada
bantalan poros roda lori dibor dengan menggunakan mesin bor magnet secara
manual. Proses ini juga harus dilakukan dengan hati-hati agar lubang yang
dihasilkan sesuai dengan ukuran dan posisi yang telah ditentukan. Setelah selesai
dibor, Besi UNP dibawa ke departemen perakitan dan pengelasan dengan
menggunakan forklift.
Adapun proses pembuatan roda lori adalah sebagai berikut.
1. Pengukuran dan Pemotongan Besi Batangan
Bahan baku berupa Besi Round Bar dibawa dari gudang ke departemen
pengukuran dan pemotongan besi batangan dengan menggunakan forklift. Pada
tahapan ini, besi batangan tersebut diukur dan diberi tanda garis potong
mengunakan pensil khusus dan mal sesuai dengan spesifikasi. Pemberian tanda
tersebut harus tepat dan jelas untuk menghindari kesalahan pemotongan dan
pembubutan. Setelah itu dilakukan proses pemotongan dengan menggunakan
mesin gergaji besi. Kemudian setelah selesai dipotong, besi batangan tersebut
dibawa ke departemen pekerjaan mesin secara manual untuk dibubut.
2. Pembubutan
Besi Round Bar yang menjadi poros roda lori kemudian dibubut dengan
menggunakan mesin bubut. Proses ini juga harus dilakukan dengan hati-hati agar
bentuk yang dihasilkan sesuai dengan ukuran dan posisi yang telah ditentukan.
Setelah selesai dibubut, Besi Round Bar dibawa ke departemen pembuatan roda
3. Pembuatan Roda
Besi Round Bar yang menjadi poros roda lori kemudian dipanaskan pada
suhu tinggi. Di departemen ini pula roda lori yang terbuat dari bahan cast steel
juga dipanaskan pada suhu tinggi. Setelah itu roda dipasang ke poros dan
kemudian didinginkan. Proses pemasangan dengan prinsip pemanasan dan
pendinginan ini sangat baik untuk membuat roda terpasang dengan kuat pada
porosnya. Setelah dingin, bantalan poros roda dipasang sementara pada poros roda
untuk digunakan mengunci roda pada body lori nantinya. Setelah itu roda dibawa
ke departemen perakitan dan pengelasan dengan menggunakan forklift.
Adapun proses penyelesaian akhir dalam pembuatan lori adalah sebagai
berikut.
1. Perakitan dan Pengelasan
Pada proses ini terlebih dahulu dirakit bagian body lori dengan seksi sisi
dan seksi atas lori. Setelah dirakit dengan tepat kemudian dilakukan pengelasan.
Setelah itu dilakukan perakitan seksi bawah lori. Untuk itu lori harus dibalikkan
terlebih dahulu dengan menggunakan crane untuk memudahkan perakitan dan
pengelasan. Setelah selesai dilas, dilakukan pengelasan gandengan depan dan
gandengan belakang pada sisi depan dan sisi belakang body lori. Kemudian tahap
akhir yang dilakukan adalah perakitan roda lori ke body lori, yaitu dengan
mengunci baut yang terdapat pada bantalan poros roda tersebut ke Besi UNP yang
menjadi seksi lori bagian bawah melalui lubang yang telah dibuat.
Proses perakitan dan pengelasan ini harus dilakukan dengan tepat
tersambung dengan baik dan kuat. Setelah itu, lori yang telah selesai dirakit secara
lengkap dibalikkan kembali ke posisi semula dengan menggunakan crane. Lori
kemudian dibawa dengan menggunakan crane ke departemen pengecatan untuk
dicat.
2. Pengecatan
Pengecatan dilakukan agar lori lebih tahan lama dan tidak mudah
mengalami korosi. Sebelum dicat, seluruh permukaan lori harus dibersihkan
terlebih dahulu dari kotoran yang menempel termasuk karat yang sudah ada di
permukaannya, kemudian dicat dengan cat warna hitam tahan panas dengan
menggunakan kuas. Pengecatan dilakukan sebanyak dua kali agar lapisan cat
menempel lebih tebal pada permukaan lori dan tidak mudah terkelupas.
2.4.3. Mesin dan Peralatan 2.4.3.1. Mesin Produksi
Mesin-mesin produksi yang digunakan oleh PT. Kharisma Abadi Sejati
adalah sebagai berikut.
1. Nama Mesin : Blander Potong
Merk/ Type : ADIRA 779-2182 type GHO-1070 8 A
Mata Potong : Strong 8
Sistem : Tekan
Ukuran Potong : Tebal 6-30 mm, kecepatan 50-750 mm/menit
Jumlah : 2 unit
2. Nama Mesin : Gergaji Besi
Merk/ Type : G7016
Dimensi : 910 x 330 x 640 mm
Cutting Scope : round bar diameter 160 mm & square bar 160 x160 mm
Blade : 350 x 25 x 1.25 mm
Jumlah : 2 Unit
Fungsi : Untuk memotong besi round bar
3. Nama Mesin : Gerinda Duduk
Merk/ Type : Tipe double Gerinda
Dimensi : Diameter 10 inchi
Shaft : Diameter ¾ inchi
Daya : 1 HP
Putaran : 2850 rpm
Jumlah : 1 unit
Fungsi : Untuk merapikan potongan besi
4. Nama Mesin : Gerinda Potong
Merk/ Type : LG TGC 100-SB
Dimensi : 840 x 460 x 580 mm
Blade : Diameter 400 mm
Tegangan : 380 V
Jumlah : 1 unit
Fungsi : Untuk memotong besi
5. Nama Mesin : Gerinda Tangan
Merk/ Type : Earth 14
Dimensi : Diameter 100 mm
Daya : 900 W
Tegangan : 220 V
Putaran : 11000 rpm
Jumlah : 5 Unit
Fungsi : Untuk merapikan potongan plat besi
6. Nama Mesin : Bor
Merk/ Type : Radial
Dimensi : 762 x 864 x 1143 mm
Tegangan : 380 V
Drilling : Diameter 32 mm
Putaran : 300-2600 rpm
Jumlah : 1 Unit
Fungsi : Untuk melubangi permukaan body lori
7. Nama Mesin : Bor Magnet
Daya : 1200 W
Tegangan : 220 V
Drilling : Diameter 23 mm, kedalaman max 180 mm
Putaran : 350 rpm
Jumlah : 1 Unit
Fungsi : Untuk melubangi permukaan body lori
8. Nama Mesin : Mesin Las
Merk/ Type : BX 160
Dimensi : 680 x 370 x 680 mm
Daya input : 9.1 kVA
Tegangan : 380 V
Kuat Arus : 250 A, 3 phasa
Jumlah : 4 unit
Fungsi : Untuk menyambung plat besi
9. Nama Mesin : Roll Plate
Merk/ Type : Heisteel type ASY –HA no70479
Dimensi : 4900 x 1300 x 1500 mm
Lebar Roll : 3000 mm
Tebal Roll : 44 mm
Jumlah : 1 Unit
10. Nama Mesin : Bubut
Merk/ Type : ZMM Metalik CM 8
Swing Over Bed : 400 mm
Swing Over Carriage : 220 mm
Swing in Gap : 700 mm
Distance Between Center : 1000 mm
Witdh of Bed : 394 mm
Spindle Bore : 52 mm
Tail Quill : Diameter 75 mm, travel 150 mm
Putaran : 1400 rpm
Daya : 7.5 kW
Jumlah : 1 Unit
Fungsi : Untuk membubut besi agar ukuran dan
bentuknya sesuai dengan yang diinginkan
11. Nama Mesin : Shape
Merk/ Type : Hudong/4503537
Tegangan : 380 V
Daya : 3 KW
Jumlah : 1 unit
Fungsi : Untuk memahat besi agar bentuk dan
2.4.3.2. Peralatan
Peralatan yang digunakan dalam proses pembuatan lori adalah :
1. Crane, berfungsi untuk mengangkat plat besi dan benda kerja lainnya dari
suatu departemen ke departemen lain untuk diproses.
2. Forklift, berfungsi untuk mengangkat besi batangan yang akan diproses.
3. Martil, berfungsi untuk mengubah kelengkungan pada bagian lengkung
body lori yang perlu diubah kelengkungannya, yaitu dengan cara
memukulkannya ke bagian lengkung tersebut secara manual.
4. Kuas, berfungsi pada proses pengecatan lori.
2.4.3.3. Utilitas
Utilitas merupakan fasilitas yang digunakan untuk membantu kelancaran
operasional di lantai produksi. Utilitas yang terdapat di di PT. Kharisma Abadi
Sejati adalah penyediaan air bersih, sumber tenaga listrik, safety and fire
protection, serta pengolahan limbah.
1. Penyediaan Air Bersih
Penyediaan air bersih di perusahaan terbagi menjadi dua, yaitu air yang
berasal dari PDAM untuk digunakan di musholla dan mes karyawan serta air yang
berasal air tanah yang dipompa menggunakan pompa air untuk digunakan di
bagian produksi dan kantor.
2. Sumber Tenaga Listrik
PT. Kharisma Abadi Sejati menggunakan dua jenis sumber tenaga listrik,
berasal dari PLN digunakan di kantor, mes karyawan dan musholla. Sedangkan
energi listrik yang berasal dari genset yang berkapasitas 100 KVA digunakan
sepenuhnya untuk proses produksi di lantai produksi.
3. Safety and Fire Protection
Untuk mencegah dan mengatasi bahaya kebakaran, PT. Kharisma Abadi
Sejati memiliki alat pemadam kebakaran dengan jenis serbuk kering (dry
chemical), gas CO2 dan busa. Sedangkan untuk perlindungan diri para tenaga
kerjanya digunakan helm pengaman, sepatu pelindung, sarung tangan, masker,
serta kacamata pengaman dan pelindung wajah saat mengelas.
4. Pengolahan Limbah
Limbah utama yang dihasilkan dari proses produksi di PT. Kharisma
Abadi Sejati adalah limbah padat berupa potongan besi sisa proses pemotongan,
serbuk besi sisa proses pengeboran dan penggerindaan, serta sisa proses
pembubutan. Limbah lainnya adalah gas buangan dari penggunaan genset.
Limbah gas tersebut langsung dibuang ke udara bebas dan tidak mengganggu
kesehatan lingkungan sekitar karena jumlahnya yang relatif sedikit.
Agar tidak mengganggu jalannya proses produksi serta tidak mencemari
lingkungan sekitar perusahaan, maka limbah padat ditampung di tempat
penampungan limbah padat yang letaknya berada di belakang lantai produksi.
Setelah limbah padat tersebut terkumpul dalam jumlah yang banyak, perusahaan
menjual limbah padat tersebut kepada masyarakat sekitar. Dengan demikian
keuntungan finansial melalui penjualan tersebut. Limbah padat tersebut juga dapat
membantu meningkatkan kesejahteraan masyarakat sekitar sebab dapat mereka
gunakan dalam kehidupan mereka sehari-hari dan dapat juga dijual untuk
BAB III
LANDASAN TEORI
3.1. Pengertian Perancangan Tataletak Pabrik1
3.2. Tujuan Perancangan Tataletak Pabrik
Perancangan tataletak pabrik adalah perancangan susunan unsur fisik suatu
kegiatan yang berhubungan dengan industri manufaktur, yang penggambaran hasil
rancangannya disebut tataletak pabrik. Tataletak pabrik berfungsi untuk
menggambarkan sebuah susunan yang ekonomis dari tempat-tempat kerja yang
berkaitan, dimana barang-barang dapat diproduksi secara ekonomis.
Perancangan tataletak lantai produksi merupakan bagian penting dari
perancangan tataletak pabrik karena pabrik diharapkan dapat melakukan proses
produksi secara efisien dalam jangka waktu yang lama. Oleh karena itu,
diperlukan kecermatan dalam merancang aliran bahan yang merupakan dasar
untuk mendapatkan proses produksi yang efisien. Selain itu, perancangan tataletak
pabrik juga mencakup pemanfaatan luas area untuk penempatan mesin dan
peralatan, penyusunan letak tiap tempat kerja serta letak mesin dan peralatan di
dalamnya, pemindahan bahan (material handling), penyimpanan bahan baku
maupun barang jadi (storage), pengaturan tenaga kerja dan sebagainya.
2
1 J. M. Apple, Tataletak Pabrik dan Pemindahan Bahan. Edisi Ketiga. Penerjemah: Nurhayati Mardiono. Penerbit ITB, Bandung, 1990, hlm. 1-5.
1. Mempermudah proses manufaktur
2. Meminimumkan pemindahan barang
3. Menjaga fleksibilitas pabrik terhadap perubahan kemampuan produksi
4. Mempersingkat waktu proses produksi dengan memelihara peputaran
barang setengah jadi yang tinggi
5. Menurunkan penanaman modal dalam peralatan
6. Menghemat pemakaian ruang bangunan
7. Meningkatkan efisiensi pemakaian tenaga kerja
8. Menjaga keselamatan dan kesehatan kerja bagi para tenaga kerja.
3.3. Prinsip Dasar Dalam Tataletak Pabrik3
1. Prinsip integrasi secara total
Prinsip dasar dalam perancangan tataletak pabrik adalah sebagai berikut.
“That layout is best which integrates the men, material, machinery
supporting activities, and any other considerations in way that result in
the best compromise”.
Prinsip ini menyatakan bahwa tataletak pabrik adalah merupakan integrasi
secara total dari seluruh elemen produksi yang ada menjadi satu unit
operasi yang besar.
2. Prinsip jarak perpindahan bahan yang paling minimal.
“Other things being equal, tha layout is best permits the materials to move
the minimum distance between operations”.
Hampir semua proses yang terjadi dalam suatu industri mancakup
beberapa gerakan perpindahan dari material, yang tidak bisa dihindari
secara keseluruhan. Dalam proses pemindahan bahan dari satu operasi ke
operasi lain, waktu dapat dihemat dengan cara mengurangi perpindahan
jarak tersebut. Hal ini dapat dilaksanakan dengan menerapkan operasi
yang berikutnya sedekat mungkin dengan operasi sebelumnya.
3. Prinsip aliran suatu proses kerja
“Other things being equal, than layout is best that arranges the work area
for each operations or process in the same order or sequence that forms,
treats, or assembles the materials”.
Dengan prinsip ini, diusahakan untuk menghindari adanya gerak balik
(back tracking), gerak memotong (cross movement), kemacetan
(congestion), dan sedapat mungkin material bergerak terus tanpa ada
interupsi. Ide dasar dari prinsip aliran konstan dengan minimum interupsi,
kesimpangsiuran dan kemacetan.
4. Prinsip pemanfaatan ruangan
“Economy is obtained by using effectively all available space-both vertical
and horizontal”.
Pada dasarnya tataletak adalah suatu pengaturan ruangan yang akan
dipakai oleh manusia, bahan baku, dan peralatan penunjang proses
produksi lainnya, yang memilki tiga dimensi yaitu aspek volume (cubic
demikian, dalam perencanaan tataletak, faktor dimensi ruangan ini juga
perlu diperhatikan.
5. Prinsip kepuasan dan keselamatan kerja
“Other things being equal, that layout is best which makes works
satisfying and safe for workers”.
Kepuasan kerja sangat besar artinya bagi seseorang, dan dapat dianggap
sebagai dasar utama untuk mencapai tujuan. Dengan membuat suasana
kerja menyenangkan dan memuskan, maka secara otomatis akan banyak
keuntungan yang bisa kita peroleh. Selanjutnya, keselamatan kerja juga
merupakan faktor utama yang harus diperhatikan dalam perencanaan
tataletak pabrik. Suatu layout tidak dapat dikatakan baik apabila tidak
menjamin atau bahkan justru membahayakan keselamatan orang yang
bekerja di dalamnya.
6. Prinsip fleksibilitas
“Other things being equal, that layout is best that can be adjusted and
rearrange at minimum cost and inconvenience”.
Prinsip ini sangat berarti dalam masa dimana riset ilmiah, komunikasi, dan
transportasi bergerak dengan cepat, yang mana hal ini akan mengakibatkan
dunia industri harus ikut berpacu mengimbanginya. Untuk ini, kondisi
ekonomi akan bisa tercapai apabila tataletak yang ada telah direncanakan
cukup fleksibel untuk diadakan penyesuaian/pengaturan kembali
3.4. Jenis Persoalan Tataletak4
1. Perubahan rancangan
Jenis dari persoalan tataletak pabrik adalah sebagai berikut.
Perubahan rancangan mungkin hanya memerlukan penggantian sebagian
kecil tataletak yang telah ada, atau berbentuk perancangan ulang tataletak.
Hal ini bergantung kepada perubahan yang terjadi.
2. Perluasan departemen
Dapat terjadi bila ada penambahan produksi suatu komponen produk
tertentu. Perubahan ini mungkin hanya berupa penambahan sejumlah
mesin yang dapat diatasi dengan membuat ruangan atau mungkin
diperlukan perubahan seluruh tataletak jika pertambahan produksi
menuntut perubahan proses.
3. Pengurangan departemen
Jika jumlah peroduksi berkurang secara drastis dan menetap, perlu
dipertimbangkan pemakaian proses yang berbeda dari proses sebelumnya.
Perubahan seperti mungkin menuntut disingkirkannya peralatan yang telah
ada dan merencanakan pemasangan jenis peralatan lain.
4. Penambahan produk baru
Jika terjadi penambahan produk baru yang berbeda prosesnya dengan
produk yang telah ada, maka dengan sendirinya akan muncul masalah
baru. Peralatan yang ada dapat digunakan dengan menambah beberapa
atau mengkin memerlukan penyiapan departemen baru, dan mungkin juga
dengan pabrik baru.
5. Memindahkan satu departemen
Memindahkan satu departemen dapat menimbulkan masalah yang besar.
Jika tataletak yang ada masih memenuhi, hanya diperlukan pemindahan ke
lokasi lain. Jika tataletak yang ada sekarang tidak memenuhi lagi, hal ini
menghadirkan kemungkinan untuk perbaikan kekeliruan yang lalu. Hal ini
dapat berubah ke arah tataletak ulang pada wilayah yang baru.
6. Penambahan departemen baru
Masalah ini dapat timbul karena adanya penyatuan, seperti pekerjaan
mesin bor dari seluruh departemen disatukan ke dalam satu departemen
terpusat. Masalah ini dapat juga terjadi karena kebutuhan pengadaan suatu
departemen untuk pekerjaan yang belum pernah ada sebelumnya. Hal ini
dapat terjadi untuk membuat suatu komponen yang selama ini dibeli dari
perusahaan lain.
7. Perubahan metode produksi
Setiap perubahan kecil dalam suatu tempat kerja seringkali mempunyai
pengaruh terhadap tempat kerja yang berdekatan. Hal ini menuntut
peninjauan kembali atas wilayah yang terlibat.
8. Penurunan biaya
Hal ini merupakan akibat dari setiap keadaan pada masalah-masalah
3.5. Tipe Tataletak dan Pola Aliran Bahan 3.5.1. Tipe Tataletak5
1. Product Layout (Tataletak Berdasarkan Aliran Produk)
Tataletak pabrik yang baik dapat diartikan sebagai penyusunan yang
teratur dan efisien dari semua fasilitas fisik dan tenaga kerja yang ada di pabrik
serta adanya interrelasi setiap tempat kerja.
Ada 4 tipe tataletak pabrik yang utama, yaitu sebagai berikut.
Susunan mesin dan peralatan berdasarkan produk sangat baik digunakan
apabila jumlah volume produksi besar dan produk yang dihasilkan
memiliki karateristik yang sama. Dengan cara ini mesin dan peralatan
disusun sedemikian rupa sehingga didapatkan aliran bahan yang
terus-menerus (continuous flow) yang membentuk pola garis lurus. Mesin dan
peralatan disusun sesuai dengan urutan proses dari pembuatan produk.
Contoh gambar product layout dapat dilihat pada Gambar 3.1.
Mesin A
Mesin B
Mesin C
Mesin A
Mesin B
Mesin D
Mesin E
Mesin C
Mesin C Mesin D
Mesin E
Mesin D Gudang
Bahan Baku (Meterial)
Gudang Barang Jadi
Gambar 3.1. Product Layout
2. Process Layout (Tataletak Berdasarkan Proses)
Tataletak proses adalah penyusunan tataletak dimana alat yang sejenis atau
yang mempunyai fungsi yang sama ditempatkan dalam bagian yang sama.
Misalnya, mesin potong ditempatkan pada bagian pemotongan. Jadi,
hanya terdapat satu jenis proses di setiap bagian atau departemen. Tipe ini
cocok untuk proses produksi yang tidak baku yaitu perusahaan membuat
berbagai macam produk yang berbeda atau suatu produk dasar yang
diproduksi dalam berbagai macam variasi. Contoh gambar process layout
dapat dilihat pada Gambar 3.2.
Mesin A Mesin A Mesin B Mesin C
Mesin A Mesin A Mesin B Mesin F
Mesin D Mesin E Mesin E
Gudang Bahan Baku (Material)
Gudang Barang Jadi
Mesin F
Gambar 3.2. Process Layout
3. Fixed Position Layout (Tataletak Posisi Tetap)
Fixed Position Layout adalah penyusunan tataletak dimana dimana
mesin-mesin dan peralatan ditempatkan pada tempat yang tetap karena posisi
benda yang dikerjakannya tidak dapat dipindahkan. Fixed Position Layout
pada umumnya digunakan untuk produk akhir yang dimensinya besar,
salah satu contohnya adalah pembuatan galangan kapal. Contoh gambar
Gudang Bahan Baku
(Material)
Gudang Barang Jadi
Mesin D Mesin E Mesin F
Mesin A Mesin B Mesin C
Gambar 3.3. Fixed Position Layout
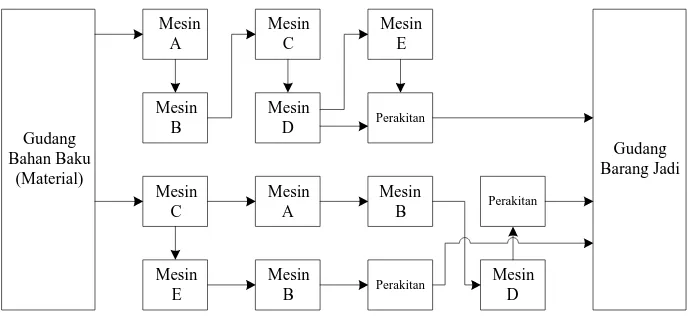
4. Group Technology Layout
Group Technology Layout adalah penyusunan tataletak dimana
mesin-mesin dan perlatan dikelompokkan berdasarkan bentuk komponen yang
dikerjakannya, bukan berdasarkan produk akhir, sehingga part/bagian yang
[image:55.595.138.484.505.664.2]proses pengerjaannya hampir sama dikerjakan di satu departemen. Contoh
gambar group technology layout dapat dilihat pada Gambar 3.4.
Mesin A
Mesin B
Mesin C
Mesin E
Mesin C
Mesin D
Mesin A
Mesin B
Mesin E
Perakitan Perakitan
Perakitan Gudang
Bahan Baku (Material)
Gudang Barang Jadi
Mesin D Mesin
B
3.5.2. Pola Aliran Bahan6
1. Membutuhkan mesin-mesin atau peralatan serupa.
Pola aliran bahan didasarkan atas aliran barang, produk, tenaga kerja, atau
kegiatan yang :
2. Membutuhkan proses yang sama.
3. Membutuhkan operasi yang sama.
4. Mengikuti urutan operasi .
5. Memiliki waktu operasi yang sama.
6. Memiliki bentuk, ukuran, kegunaan atau rancangan yang sama.
7. Menuntut derajat mutu yang sama.
8. Terbuat dari bahan yang serupa atau sama.
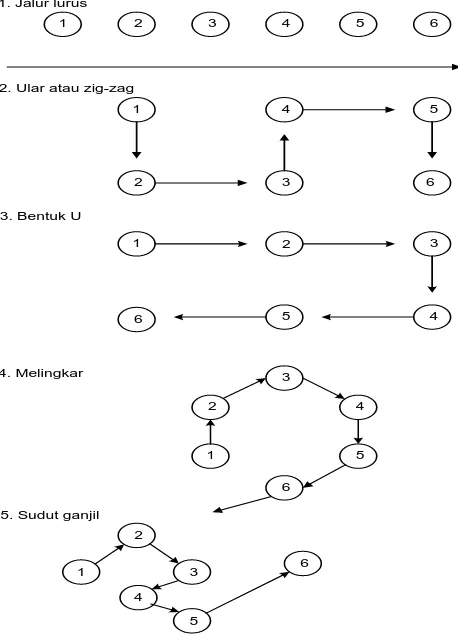
Pola aliran bahan pada umumnya adalah:
1. Garis lurus : dapat digunakan jika proses produksi relatif pendek, relatif
sederhana, dan hanya mengandung sedikit komponen atau beberapa
peralatan produksi.
2. Seperti ular atau zig-zag : dapat diterapkan jika lintasan lebih panjang dari
ruangan yang dapat digunakan untuk ditempatinya, dan karenanya
berbelok-belok dengan sendirinya untuk memberikan lintasan aliran yang
lebih panjang dalam bangunan yang luas dan bentuk yang lebih ekonomis.
3. Bentuk U : dapat diterapkan jika diharapkan produk jadinya mengakhiri
proses pada tempat yang relatif sama dengan awal proses, karena keadaan
fasilitas transportasi (luar pabrik) dan pemakaian mesin bersama.
4. Melingkar : dapat diterapkan jika diharapkan barang atau produk kembali
ke tempat yang tepat waktu memulai, misalnya: bak cetakan penuangan,
penerimaan dan pengiriman terletak pada satu tempat yang sama,
digunakan mesin dengan rangkaian yang sama untuk kedua kalinya.
5. Bersudut ganjil : pola tak tentu, tetapi sangat sering ditemui jika tujuan
utamanya untuk memperpendek lintasan aliran antar kelompok dari
wilayah yang berdekatan, jika pemindahannya mekanis, jika keterbatasan
ruangan tidak memberi kemungkinan pola lain, atau jika lokasi permanen
dari fasilitas yang ada menuntut pola seperti itu.
Pola aliran bahan tersebut dapat dilihat pada Gambar 3.5.
1. Jalur lurus
2. Ular atau zig-zag
3. Bentuk U
4. Melingkar
5. Sudut ganjil 1
1
1 1
1
2
2
2 2
2 3 5 6
3
3
3
3 4
4
4
4
4
5
5
5
5
6
[image:57.595.208.437.394.715.2]6 6 6
Tidak ada pola aliran bahan yang telah siap untuk situasi tertentu. Setiap
persoalan tataletak harus dianalisis, kemudian pola aliran bahan dirancang untuk
memberi tempat terbaik pada semua faktor yang berpengaruh. Pada situasi
sempurna, rancangan pola aliran bahan adalah dasar bagi tataletak yang efisien.
3.6. Pemindahan Bahan dalam Perancangan Tataletak Pabrik
Pada sebagian besar proses manufaktur, pemindahan bahan baku lebih
sering terjadi dari pada pemindahan pekerja atau mesin, sehingga kegiatan
pemindahan bahan tidak dapat diabaikan dalam perancangan tataletak pabrik.
Kegiatan pemindahan bahan erat hubungannya dengan pola aliran bahan yang
terdapat pada proses produksi.
3.6.1. Pengertian Pemindahan Bahan
Pengertian pemindahan bahan (material handling) dirumuskan oleh
American Material Handling Society (AMHS), yaitu sebagai suatu seni dari ilmu
yang meliputi penanganan (handling), pemindahan (moving), pembungkusan/
pengepakan (packaging), penyimpanan (storing) sekaligus pengendalian/
pengawasan (controlling) dari bahan atau material dengan segala bentuknya.
Proses pemindahan bahan dilaksanakan dari satu lokasi ke lokasi yang lain
baik secara vertikal, horizontal maupun lintasan yang membentuk kurva.
Demikian pula lintasan ini dapat dilaksanakan dalam suatu lintasan yang tetap
3.6.2. Tujuan Kegiatan Pemindahan Bahan
Tujuan kegiatan pemindahan bahan adalah :
1. Meningkatkan kapasitas produksi
2. Mengurangi limbah buangan (waste)
3. Memperbaiki kondisi area kerja dan mengurangi luas area kerja
4. Memperbaiki distribusi material
5. Mengurangi biaya produksi
3.6.3. Jarak Pemindahan Bahan
Apabila terdapat dua buah stasiun kerja/departemen i dan j yang
koordinatnya ditunjukkan sebagai (x,y) dan (a,b), maka untuk menghitung jarak
antar dua titik tengah dij dapat dilakukan beberapa metode7
Jarak diukur sepanjang lintasan garis lurus antara dua buah titik. Jarak
euclidean dapat diiliustrasikan sebagai conveyor lurus yang memotong dua
buah stasiun kerja.
, yaitu rectilinear
distance, euclidean distance, dan squared euclidean distance.
1. Rectilinear Distance
Jarak diukur sepanjang lintasan dengan menggunakan garis tegak lurus
(orthogonal) satu dengan yang lainnya. Sebagai contoh adalah material
yang berpindah sepanjang gang (aisle) rectilinear di pabrik.
dij = |x-a| + |y-b|
2. Euclidean Distance
] ) ( )
[(x a 2 y b 2
dij = − + −
3. Squared Euclidean Distance
Jarak diukur sepanjang lintasan sebenarnya yang meintas antara dua buah
titik. Sebagai contoh, pada sistem kendaraan terkendali (guided vehicle
system), kendaraan dalam perjalanannya harus mengikuti arah-arah yang
sudah ditentukan pada jaringan lintasan terkendali. Oleh karena itu, jarak
lintasannya bisa lebih panjang dibandingkan kedua metode lainnya.
dij = (x-a)2 + (y-b)2
3.7. Teknik-Teknik Analisis Aliran Bahan
Pengaturan departemen-departemen dalam suatu pabrik didasarkan pada
aliran bahan di antara fasilitas-fasilitas produksi atau departemen-departemen
tersebut. Untuk mengevaluasi alternatif perancangan tataletak departemen atau
tataletak fasilitas produksi, maka diperlukan kegiatan pengukuran aliran bahan
dalam sebuah analisis teknis. <