DAFTAR PUSTAKA
Bahagia, Senator Nur. 2006. Sistem Inventori. Bandung: Penerbit ITB Bandung Blackstone, John H. 1989. Capacity Management. Cincinnati: South Western
Publishing
Fogarty, Donald W, dkk. 1991. Production & Inventory Management. Cincinnati: South Western Publishing
Ginting, Rosnani. 2007. Sistem Produksi. Yogyakarta: Graha Ilmu
Makridakis, Spyros, dkk. 1999. Metode dan Aplikasi Peramalan Edisi Kedua
Jilid 1 Jakarta: Erlangga
Nasution, Arman Hakim. 1999. Perencanaan dan Pengendalian Produksi. Yogyakarta: Guna Widya
Ramadhan, Syaiful. 2015. Analisis Kapasitas Mesin Produksi dengan Metode
Rought Cut Capacity Plannung (RCCP) Produksi Pupuk ZA I Di PT.
Petrokimia Gresik. Surabaya: UNESA
Sinulingga, Sukaria. 2009. Perencanaan dan Pengendalian Produksi. Yogyakarta: Graha Ilmu
BAB III
TINJAUAN PUSTAKA
3.1. Defenisi dan Sasaran Pengendalian Produksi
The American Production and Inventory Control Society mendefinisikan
perencanaan produksi sebagai berikut2:
1. Perencanaan produksi ialah suatu kegiatan yang berkenaan dengan penentuan apa yang harus diproduksi, berapa banyak diproduksi, kapan diproduksi dan apa sumber daya yang dibutuhkan untuk mendapatkan produk yang telah ditetapkan.
2. Pengendalian produksi ialah fungsi yang mengarahkan atau mengatur pergerakan material (bahan, part/komponen/subassembly dan produk) melalui seluruh siklus manufacturing mulai dari permintaan bahan baku sampai pada pengiriman produk akhir kepada pelanggan.
Ada tiga sasaran pokok yang sekaligus menjadi barometer keberhasilan perencanaan dan pengendalian produksi yaitu:
1. Tercapainya kepuasan pelanggan yang diukur dari terpenuhinya order terhadap produk tepat waktu, tepat jumlah dan tepat mutu.
2. Tercapainya tingkat utilitas sumber daya produksi yang maksimum melalui minimisasi waktu setup, transportasi, waktu menunggu dan waktu untuk pengerjaan ulang (rework).
2
3. Terhindarnya acara pengadaan yang bersifat rush order dan persediaan yang berlebihan.
Perencanaan produksi dilakukan dengan tujuan menentukan arah awal dari tindakan-tindakan yang harus dilakukan dimasa mendatang, apa yang harus dilakukan, berapa banyak melakukannya, dan kapan harus melakukan3. Karena perencanaan ini berkaitan dengan masa mendatang, maka perencanaan disusun atas dasar perkiraan yang dibuat berdasarkan data masa lalu dengan menggunakan beberapa asumsi. Dalam perencanaan produksi biasanya kita jumpai tiga jenis perencanaan berdasarkan periode waktu yang dicakup oleh perencanaan tersebut, yaitu:
1. Perencanaan produksi jangka panjang
Perencanaan produksi jangka panjang biasanya melihat 5 tahun atau lebih kedepan. Jangka waktu terpendeknya adalah ditentukan oleh berapa lama waktu yang dibutuhkan untuk mengubah kapasitas yang tersedia. Hal ini meliputi waktu yang dibutuhkan dalam menyelesaikan desain dari bangunan dan peralatan pabrik yang baru, konstruksinya, instalasinya, dan hal-hal lainnya sampai fasilitas baru tersebut siap dioperasikan.
Perencanaan produksi jangka panjang dibuat dengan sangat mempertimbangkan ramalan kondisi umum perekonomian dan kependudukan, situasi politik dan sosial, perubahan teknologi, dan perilaku pesaing, dimana semua faktor tersebut akan dievaluasi dampaknya terhadap aktivitas perusahaan.
3
Secara singkat, perencanaan produksi jangka panjang adalah berhubungan dengan efek apa yang muncul dimasa mendatang terhadap tujuan sistem dan tindakan apa yang diperlukan dalam menyesuaikan terhadap perubahan tersebut, misalnya dengan pengembangan produk baru, pelayanan yang lebih baik, teknologi proses yang baru dan lokasi baru.
2. Perencanaan produksi jangka menengah (Perencanaan agregat)
Perencanaan agregat mempunyai horizon perencanaan antara 1 sampai 12 bulan, dan dikembangkan berdasarkan kerangka yang telah ditetapkan pada perencanaan produksi jangka panjang. Perencanaan agregat didasarkan pada peramalan permintaan tahunan dari bulan dan sumber daya produktif yang ada (jumlah tenaga kerja, tingkat persediaan, biaya produksi, jumlah supplier dan subkontraktor), dengan asumsi kapasitas produksi relatif tetap.
3. Perencanaan produksi jangka pendek
3.2. Peramalan
Peramalan merupakan bagian awal dari suatu proses pengambilan suatu keputusan4. Sebelum melakukan peramalan harus diketahui terlebih dahulu apa sebenarnya persoalan dalam pengambilan keputusan itu. Peramalan adalah pemikiran terhadap suatu besaran, misalnya permintaan terhadap satu atau beberapa produk pada periode yang akan datang.
Dalam kegiatan produksi, peramalan dilakukan untuk menentukan jumlah permintaan terhadap suatu produk dan merupakan langkah awal dari proses perencanaan dan pengendalian produksi.
3.2.1. Karakteristik Peramalan yang Baik
Peramalan yang baik mempunyai beberapa kriteria penting, antara lain5: 1. Akurasi
Akurasi dari suatu hasil peramalan diukur dengan hasil kebiasan dan kekonsistenan peramalan tersebut. Hasil peramalan dikatakan bias bila peramalan tersebut terlalu tinggi atau terlalu rendah dibandingkan dengan kenyataan yang sebenarnya terjadi. Hasil peramalan dikatakan konsisten bila besarnya kesalahan peramalan relatif kecil. Peramalan yang terlalu rendah akan mengakibatkan kekurangan persediaan, sehingga permintaan konsumen tidak dapat dipenuhi segera. Akibatnya perusahaan dimungkinkan kehilangan pelanggan dan kehilangan keuntungan penjualan. Peramalan yang terlalu tinggi akan mengakibatkan terjadinya penumpukan persediaan, sehingga
4 Rosnani Ginting, Sistem Produksi, (Yogyakarta: Graha Ilmu), h. 31 5
banyak modal yang terserap sia-sia. Keakuratan dari hasil peramalan ini berperan dalam menyeimbangkan persediaan yang ideal.
2. Biaya
Biaya yang diperlukan dalam pembuatan suatu peramalan adalah tergantung dari jumlah item yang diramalkan, lamanya periode peramalan, dan metode peramalan yang digunakan. Ketiga faktor pemicu biaya tersebut akan mempengaruhi berapa banyak data yang dibutuhkan, bagaimana pengolahan datanya (manual atau komputerisasi), dan bagaimana penyimpanan datanya. Pemilihan metode peramalan harus disesuaikan dengan dana yang tersedia dan tingkat akurasi yang ingin dicapai, misalnya item-item yang penting akan diramalkan dengan metode yang sederhana dan murah.
3. Kemudahan
Penggunaan metode peramalan yang sederhana, mudah dibuat, dan mudah diaplikasikan akan memberikan keuntungan bagi perusahaan. Hal yang percuma memakai metode yang canggih, tetapi tidak dapat diaplikasikan pada sistem perusahaan karena keterbatasan dana, sumber daya manusia, maupun peralatan teknologi.
3.2.2. Beberapa Sifat Hasil Peramalan
Dalam membuat peramalan atau menerapkan hasil suatu peramalan, maka ada beberapa hal yang harus dipertimbangkan, yaitu6:
6
1. Peramalan pasti mengandung kesalahan, artinya peramal hanya bisa mengurangi ketidakpastian yang akan terjadi, tetapi tidak dapat menghilangkan ketidakpastian tersebut.
2. Peramalan seharusnya memberikan informasi tentang berapa ukuran kesalahan, artinya karena peramalan pasti mengandung kesalahan, maka adalah penting bagi peramal untuk menginformasikan seberapa besar kesalahan yang mungkin terjadi.
3. Peramalan untuk jangka pendek lebih akurat dibandingkan peramalan jangka panjang. Hal ini disebabkan karena pada peramalan jangka pendek, faktor-faktor yang mempengaruhi permintaan relatif masih konstan, sedangkan semakin panjang periode peramalan, maka semakin besar pula kemungkinan terjadinya perubahan faktor-faktor yang mempengaruhi permintaan.
3.2.3. Metode Peramalan
Metode peramalan dapat diklasifikasikan menjadi dua kelompok besar yaitu metode kualitatif dan metode kunatitatif7. Kedua kelompok tersebut memberikan hasil peramalan yang kuantitatif. Perbedaannya terletak pada cara peramalan yang dilakukan. Metode Kualitatif pada umumnya digunakan apabila data kuantitatif tentang permintaan tidak tersedia atau akurasinya tidak memadai. Misalnya peramalan tentang permintaan produk baru yang akan dikembangkan, jelas data masa lalu tidak tersedia, kalau kondisi lingkungan masa yang akan datang sama sekali sudah berbeda dengan kondisi masa lalu maka keberadaan
7Sukaria Sinulingga, Perencanaan dan Pengendalian Produksi, (Yogyakarta: Graha Ilm), h.
data masa lalu itu tidak akan menolong peramalan pada pemintaan masa yang akan datang.
Peramalan berdasarkan metode kuantitatif (intrinsic forecasting) mempunyai asumsi bahwa data permintaan masa lalu dari produk atau item yang diramalkan mempunyai pola yang diperkirakan masih berlanjut ke masa yang akan datang. Pola permintaan tersebut mungkin kurang jelas terlihat karena factor random yang menghasilkan fluktuasi.
3.2.3.1. Metode Peramalan Kuantitatif
Peramalan kuantitatif dapat diterapkan bila terdapat tiga kondisi berikut8: 1. Tersedia informasi tentang masa lalu.
2. Informasi tersebut dapat dikuantifikasikan dalam bentuk data numerik. 3. Dapat diasumsikan bahwa beberapa aspek pola masa lalu akan terus berlanjut
di masa mendatang.
Kondisi yang terakhir ini dikenal dengan asumsi berkesinambungan (assumption of continuity), asumsi ini merupakan premis yang mendasari semua metode peramalan kuantitatif dan banyak metode peramalan teknologis, terlepas dari bagaimana canggihnya metode tersebut.
9
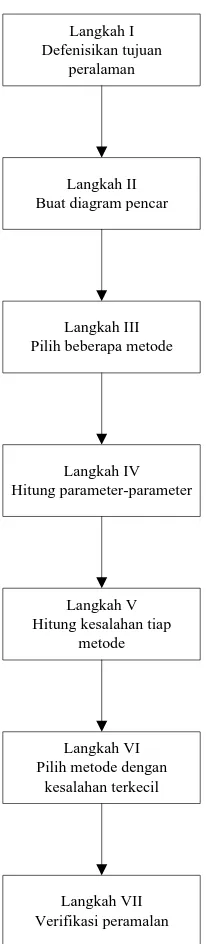
Prosedur umum yang digunakan dalam peramalan secara kuantitatif dapat dilihat pada Gambar 3.1.
8 Spyros Makridakis, Metode dan Aplikasi Peramalan, (Jakarta: Erlangga), h. 8 9
Langkah I Defenisikan tujuan
peralaman
Langkah II Buat diagram pencar
Langkah III Pilih beberapa metode
Langkah IV Hitung parameter-parameter
Langkah V Hitung kesalahan tiap
metode
Langkah VI Pilih metode dengan
kesalahan terkecil
Langkah VII Verifikasi peramalan
3.2.3.2. Metode Time Series
Metode time series adalah metode yang digunakan untuk menganalisis serangkaian data yang merupakan fungsi dari waktu10. Langkah penting dalam memilih suatu metode time series yang tepat adalah dengan mempertimbangkan jenis pola data, sehingga metode yang paling tepat dengan pola tersebut dapat diuji. Pola data dapat dibedakan menjadi empat jenis, yaitu:
1. Pola horizontal terjadi bilamana nilai data berfluktuasi di sekitar nilai rata yang konstan (deret seperti itu adalah stasioner terhadap nilai rata-ratanya). Suatu produk yang penjualannya tidak meningkat dan menurun selama waktu tertentu termasuk jenis ini.
2. Pola musiman terjadi bilamana suatu deret dipengaruhi oleh faktor musiman (misalnya kuartal tahun tertentu, bulanan, atau hari-hari pada minggu tertentu). Penjualan dari produk seperti minuman ringan, es krim, dan bahan bakar pemanas ruang menunjukkan jenis pola ini.
3. Pola siklis terjadi bilamana datanya dipengaruhi oleh fluktuasi ekonomi jangka panjang seperti yang berhubungan dengan siklus bisnis. Penjualan produk seperti mobil, baja menunjukkan jenis pola ini.
4. Pola trend terjadi bilamana terdapat kenaikan atau penurunan sekuler jangka panjang dalam data. Penjualan banyak perusahaan, produk bruto nasional (GDP), dan berbagai indikator bisnis atau ekonomi mengikuti suatu pola
trend selama perubahannya sepanjang waktu.
10
Pada metode time series, pendugaan masa depan dilakukan berdasarkan nilai masa lalu dari suatu variabel dan atau kesalahan masa lalu11. Tujuan metode ini adalah menemukan pola dalam deret data historis dan mengekstrapolasikan pola tersebut ke masa depan. Langkah penting dalam memilih suatu metode time
series yang tepat adalah dengan mempertimbangkan jenis pola data, sehingga
metode yang paling tepat dengan pola tersebut dapat diuji.
Metode kecenderungan dengan regresi merupakan dasar garis kecenderungan untuk suatu persamaan, sehingga dengan dasar persamaan tersebut dapat di proyeksikan hal-hal yang akan diteliti pada masa yang akan datang.
Bentuk fungsi dari metode ini dapat berupa:
1. Konstan, dengan fungsi peramalan (Yt): (f = 1)
Yt = a, dimana N
Y
a
1Yt = nilai tambah N = jumlah periode
2. Linear, dengan fungsi peramalan: (f = 2) Yt = a + bt
Dimana : n
bt Y
a
2 2
t t n y t ty n b
3. Kuadratis, dengan fungsi peramalan: (f = 3) Yt = a + bt + ct2
11
Dimana : n t c t b Y
a
2
b
c 2 b
2 2 4
t n t
t Y n tY
t2 Y n t2Y
2 2 3
t n t t
2 2
t n t
4. Eksponensial, dengan fungsi peramalan : (f =2) Yt = aebt
Dimana :
n t b Y
a
ln
ln
2 2 ln ln
t t n Y t Y t n b5. Siklis, dengan fungsi peramalan : (f = 3)
n t c n t b a
Yˆt sin2 cos2
Dimana : n t c n t b na
Y sin2
cos2
n t n t c n t b n t a n tYsin2
sin2 sin2 2
sin2 cos2n t n t b n t c n t a n t
Ycos2
cos2
cos2 2
sin2 cos2
3.2.4. Kriteria Performance Peramalan
Seorang perencana tentu menginginkan hasil perkiraan ramalan yang tepat atau paling tidak dapat memberikan gambaran yang paling mendekati sehingga rencana yang dibuatnya merupakan rencana yang realistis12. Ketepatan atau ketelitian inilah yang menjadi kriteria performance suatu metode peramalan. Ketepatan atau ketelitian tersebut dapat dinyatakan sebagai kesalahan dalam peramalan. Kesalahan yang kecil memberikan arti ketelitian peramalan yang tinggi, dengan kata lain keakuratan hasil peramalan tinggi, begitu pula sebaliknya. Besar kesalahan suatu peramalan dapat dihitung dengan beberapa cara, antara lain adalah:
1. Mean Square Error (MSE)
MSE = ��=1( �−��)2
�
Di mana:
Xt = data aktual periode t Ft = nilai ramalan periode t N = banyaknya periode
2. Standard Error of Estimate (SEE)
SEE = ��=1( − ′)2
�−�
Di mana:
12
f = derajat kebebasan untuk data konstan, f = 1 untuk data linier, f = 2 untuk data kuadratis, f = 3 untuk data siklis, f = 3 3. Percentage Error (PE)
PEt =
( �−��)
� � 100%
Di mana nilai dari PE PEt bisa positif ataupun negatif. 4. Mean Absolute Percentage Error (MAPE)
MAPE = ��=1PE t
�
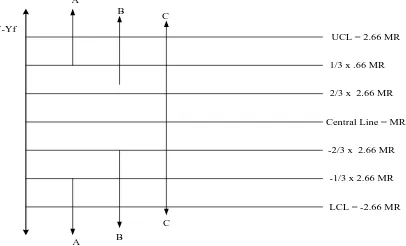
3.2.5. Proses Verifikasi
Proses verifikasi digunakan untuk melihat apakah metode peramalan yang diperoleh representatif terhadap data. Proses verifikasi dilakukan dengan menggunakan Moving Range Chart (MRC)13. Dari peta ini dapat terlihat apakah
sebaran berada didalam batas kontrol ataupun sudah diluar kontrol. Apabila sebaran berada diluar kontrol, maka fungsi/metode peramalan tersebut tidak sesuai, artinya pola peramalan terhadap data (Y-YF) tersebut tidak representatif. Proses verifikasi dengan menggunakan Moving Range Chart (MRC) dapat dilihat pada Gambar 3.2.
13
A B C A B C Y-Yf
UCL = 2.66 MR
-1/3 x 2.66 MR -2/3 x 2.66 MR Central Line = MR
2/3 x 2.66 MR 1/3 x .66 MR
LCL = -2.66 MR
Gambar 3.2. Moving Range Chart
Harga MR diperoleh dari :
1 1 2
N MR R M N t tDimana : MRt
Yt YTt
Yt1YFt1
atau : MRt et et1Kondisi out of control dapat diperiksa dengan menggunakan empat aturan berikut:
1. Aturan Satu Titik
Bila ada titik sebaran (Y-YF) berada di luar UCL dan LCL. Walaupun jika semua titik sebaran berada dalam batas kontrol, belum tentu fungsi/metode
representatif. Untuk itu penganalisaan perlu dilanjutkan dengan membagi MRC dalam tiga daerah, yaitu A, B, dan C.
2. Aturan Tiga Titik
3. Aturan Lima Titik
Bila ada lima buah titik secara berurutan berada pada salah satu sisi, yang
mana empat diantaranya jatuh pada daerah B. 4. Aturan Delapan Titik
Bila ada delapan buah titik secara berurutan berada pada salah satu sisi, pada daerah C.
3.3. Perencanaan Agregat
Perencanaan produksi dimulai dengan meramalkan permintaan secara tepat sebagai input utamanya14. Selain peramalan, input-input untuk pesanan tersebut juga harus memasukkan pesanan-pesanan aktual yang telah dijanjikan, kebutuhan persediaan gudang, dan penyesuaian tingkat persediaan. Perencanaan agregat kemudian dikembangkan untuk merencanakan kebutuhan produksi bulanan atau triwulan bagi kelompok-kelompok produk sebagaimana yang telah diperkirakan dalam peramalan permintaan.
Setelah perencanaan dibuat, maka hasilnya akan didisagregasikan ke dalam kebutuhan-kebutuhan berdasarkan tahapan waktu untuk masing-masing jenis produk. Perencanaan ini disebut Jadwal Induk Produksi (Master Production
Schedulling / MPS). MPS bukan merupakan peramalan, tetapi lebih merupakan
suatu jadwal yang berisikan informasi tentang “kapan” produksi harus diselesaikan.
14
3.4. Resource Planning
Sebuah rencana sumber daya (resource plan) menjelaskan banyaknya sumber daya tertentu dibutuhkan untuk menunjang permintaan agregat yang dinyatakan dalam rencana agregat (aggregate plan)15. Kapasitas suatu sumber daya diukur atau dinyatakan sebagai level kapasitas (capacity level) yaitu jumlah waktu maksimum tersedia bagi sumber daya tersebut untuk dimanfaatkan per satuan waktu. Hanya sumber daya kunci yang diperhatikan dalam perencanaan kapasitas ini. Sumber daya kunci ialah sumber daya yang kritis yaitu sumber daya yang bersifat khusus, sulit, langka, memerlukan ketrampilan sangat tinggi dan tidak fleksibel. Sumber daya yang sering mengalami bottleneck termasuk dalam kategori sumber daya kunci. Seperti halnya sebuah rantai yang kekuatannya ditentukan oleh mata rantai yang terlemah, kapasitas sumber daya kunci juga menentukan total kapasitas seluruh proses manufaktur.
Perencanaan sumber daya ditujukan untuk menguji kecukupan kapasitas yang tersedia terhadap kapasitas yang dibutuhkan dalam mendukung rencana agregat. Faktor-faktor yang diperhatikan dalam menghitung kapasitas yang tersedia ialah jumlah hari kerja per minggu, jumlah shift per hari, jumlah unit sumber daya dan faktor efisiensi operator.
3.5. Jadwal Induk Produksi
Jadwal induk produksi ialah suatu pernyataan tentang produk akhir apa atau item apa yang direncanakan untuk diproduksi, berapa banyak produk atau
15
item tersebut akan diproduksi pada setiap periode sepanjang rentang waktu
perencanaan16. Rencana induk produksi berfungsi sebagai basis dalam penentuan jadwal proses operasi di lantai pabrik, jadwal pengadaan bahan dari luar perusahaan (boughout materials) dan jadwal alokasi sumber daya untuk mendukung jadwal pengiriman produk kepada pelanggan.
3.6. Rough Cut Capacity Planning (RCCP)
17
Rough Cut Capacity Planning adalah kegiatan yang melibatkan analisis
terhadap master production scheduling untuk menentukan kebutuhan kapasitas yang tersirat untuk fasilitas manufaktur kritis.
Analisis dari Rough Cut Capacity Planning menyediakan informasi secara tepat waktu yang dapat nilai dalam diskusi antara pemasaran tingkat atas, keuangan, dan manajer produksi. Artinya, prosedur roughcut dapat dimanfaatkan dengan cepat dan murah untuk memeriksa keterbatasan kapasitas dan untuk mengevaluasi pengorbanan untuk berbagai solusi alternatif. Sementara prosedur RCCP tidak seakurat informasi CRP, mereka cukup akurat untuk fokus pada pengorbanan dan memandu keputusan tingkat agregat.
18
Perencanaan kasar kebutuhan kapasitas (Rough Cut Capacity Planning/ RCCP) adalah pengukuran untuk menentukan secara kasar apakah jadwal induk produksi yang telah dibuat dapat dipenuhi atau tidak. Rough Cut Capacity
Planning menghitung kebutuhan kapasitas secara kasar dan membandingkannya
dengan kapasitas yang tersedia. Perhitungan secara kasar yang dimaksud terlihat
16Ibid, h. 131-132
17 Jhon Blackstone, Capacity Management, (South Western Publishing : Cincinnati), h. 45 18
dalam dua hal yang menjadi karakteristik RCCP yaitu: pertama, kebutuhan kapasitas masih didasarkan pada kelompok produk, bukan produk per produk dan kedua tidak memperhitungkan jumlah persediaan yang telah ada.
19
Rumus untuk menghitung kapasitas yang dibutuhkan Produk k pada Stasiun Kerja i untuk Periode j yaitu :
Capacity Required = �=1 untuk semua i,j.
Keterangan:
= Waktu pengerjaan produk k pada stasiun kerja i
= Jumlah produk k yang akan dijadwalkan pada periode j 20
Kapasitas tersedia didapat dengan rumus perhitungan yaitu:
Capacity Available = Time Available x Utilization x Efficiency
21
Apabila pada salah satu atau beberapa stasiun kerja dalam bulan tertentu ditemui keadaan bahwa kebutuhan kapasitas lebih besar dari kapasitas yang tersedia maka beberapa alternatif keputusan perlu dianalisa sebagai berikut: 1. Alternatif 1:
Rencana produksi agregat pada bulan tersebut dikoreksi yaitu diturunkan sampai kepada jumlah yang realistik ditinjau dari ketersediaan kapasitas. Resiko terhadap alternatif ini perlu dikritisi karena mengoreksi jumlah produk yang dihasilkan akan menurunkan pangsa pasar.
2. Alternatif 2:
19 Donald W Fogarty. Dkk, Production & Inventory Management, h. 413 20 Ibid, h. 423
21 Sukaria Sinulingga, Perencanaan dan Pengendalian Produksi, (Yogyakarta: Graha Ilm), h.
Melakukan penyesuaian jumlah unit product group tertentu antar time bucket misalnya sebagian dipindahkan ke periode lebih awal atau ke periode dibelakangnya.
3. Alternatif 3:
Melakukan penambahan kapasitas stasiun kerja dimana defisit kapasitas terjadi misalnya melalui penambahan jumlah mesin terkait dan lain-lain.
3.7. Perencanaan Kebutuhan Material 22
Teknik Perencanaan Kebutuhan Material (Material Requirement
Planning) digunakan untuk perencanaan dan pengendalian item barang
(komponen) yang tergantung pada item-item di tingkat (level) yang lebih tinggi. Tujuan MRP adalah menentukan kebtuhan dan jadwal, untuk pembuatan komponen-komponen dan subassembling atau pembelian material untuk memnuhi kebutuhan yang telah ditetapkan sebelumnya oleh MPS. Jadi MRP menggunakan MPS untuk memproyeksi kebutuhan akan jenis-jenis komponen (component
parts).
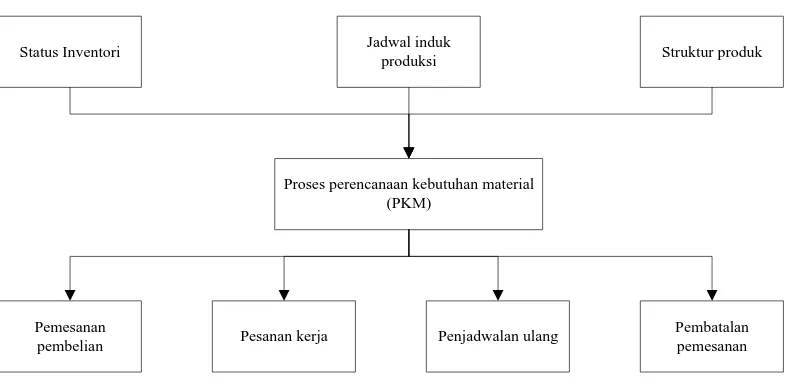
3.7.1. Masukan dan Keluaran PKM 23
Sebagai suatu sistem, PKM memiliki masukan, keluaran dan proses yang secara skematis disajikan pada Gambar 3.3.
22 Rosnani Ginting, Sistem Produksi, (Yogyakarta: Graha Ilmu), h. 163-164 23
Status Inventori Jadwal induk
produksi Struktur produk
Proses perencanaan kebutuhan material (PKM)
Pemesanan
pembelian Pesanan kerja Penjadwalan ulang
Pembatalan pemesanan
Gambar 3.3. Masukan dan Keluaran PKM
Ada tiga masukan utama yang diperlukan dalam mekanisme bekerjanya PKM, yaitu:
1. Jadwal induk produksi (JIP)
Jadwal induk produksi adalah suatu rencana produksi yang menggambarkan hubungan antara jenis dan kuantitas setiap jenis produk akhir dengan waktu penyediaanya.
2. Status inventori
Status inventori menggambarkan keadaan setiap komponen atau bahan yang terdapat dalam sistem inventori. Dalam PKM status inventori berkaitan dengan informasi tentang:
a. Jumlah inventori yang ada di gudang pada setiap periode (inventory on
hand)
c. Waktu ancang-ancang (lead time) setiap bahan atau komponen 3. Struktur produk
Yang dimaksud dengan struktur produk adalah kaitan antara produk dengan komponen-komponen penyusunnya mulai dari bahan baku sampai produk jadi. Kelengkapan informasi untuk setiap komponen ini meliputi:
a. Jenis komponen
b. Jumlah yang dibutuhkan c. Tingkat penyusunannya
Keluaran PKM yang sekaligus juga mencerminkan kemampuan dan ciri PKM, yaitu:
1. Menentukan jumlah material serta waktu pemesanannya dalam rangka memenuhi permintaan produk akhir yang sudah direncanakan dalam JIP 2. Menentukan jadwal pembuatan komponen yang menyusun produk akhir. 3. Menentukan pembatalan pesanan yang berarti PKM mampu memberikan
indikasi kapan pembatalan atas pesanan harus dilakukan.
4. Menentukan penjadwalan ulang produksi atau pembatalan atas suatu jadwal produksi yang telah direncanakan.
3.7.2. Langkah-langkah Dasar Proses MRP
MRP merupakan suatu proses dinamik, artinya bahwa rencana yang dibuat perlu disesuaikan terhadap perubahan-perubahan yang terjadi24. Kemampuan untuk melakukan penyesuaian ini tergantung kepada kemampuan
24
manajemen dan sistem informasi yang ada. Secara skematis, langkah-langkah proses MRP adalah:
1. Netting (Perhitungan Kebutuhan Bersih)
Adalah proses perhitungan kebutuhan bersih untuk setiap periode selama
horizon perencanaan. Kebutuhan bersih dihitung sebagai nilai dari kebutuhan
kotor (GR) minus jadwal penerimaan (SR) minus persediaan ditangan (OH). Kebutuhan bersih dianggap nol bila NR lebih kecil atau sama dengan nol. 2. Lotting (Penentuan Ukuran Lot)
Adalah proses penentuan besarnya kuantitas pesanan, yang dimaksudkan untuk memenuhi beberapa periode kebutuhan bersih sekaligus.
3. Offsetting (Penentuan Waktu Pemesanan)
Adalah suatu proses penentuan saat atau periode dilakukan pemesanan sehingga kebutuhan bersih dapat dipenuhi. Offsetting bertujuan untuk menentukan kapan kuantitas pesanan yang dihasilkan proses lotting harus dilakukan.
4. Exploding
Langkah ini merupakan proses perhitungan kebutuhan kotor untuk tingkat item pada level yang lebih rendah.
3.8. Capacity Requirement Planning (CRP)
Capacity Requirements Planning adalah perencanaan kebutuhan
dan mesin yang dibutuhkan untuk menyelesaikan kegiatan produksi25. Perincian membandingkan kapasitas yang diperlukan MRP berdasarkan pemesanan sekarang untuk proses verifikasi yang mendasari pembuatan data penerimaan terhadap pengendali jadwal produksi (MPS). Tujuan utama CRP adalah untuk menunjukkan perbandingan antara beban yang ditetapkan pada pusat-pusat kerja kapasitas selama periode waktu tertentu. Sama dengan Rough-Cut Capacity
Planning, Capacity Requirements Planning menguji kewajaran material
requirements schedule dengan membandingkan kebutuhan kapasitas untuk
mengeksekusi Master Production Schedule dengan kapasitas stasiun kerja yang tersedia.
Perencanaan kebutuhan kapasitas ini hanya difokuskan pada kapasitas stasiun kerja yang bersifat kritis yang disebut bottleneck work center capacity. Perencanaan kebutuhan kapasitas (Capacity Requirements Planning) menguji asumsi tersebut dan mengidentifikasi area terlebih dahulu. Terdapat dua keadaan kebutuhan kapsitas dalam Capacity Requirements Planning (CRP) yaitu :
1. Overload
Perencanaan kebutuhan yang melebihi kapasitas sehingga perencana dapat mengambil tindakan yang tepat dengan membandingkan CRP dan beban (load) yang ditetapkan pada setiap pusat kerja (work center) melalui open and
planned orders yang diciptakan oleh MRP, dengan kapasitas yang tersedia
pada setiap pusat kerja dalam setiap periode waktu dari horizon perencanaan
25 Sukaria Sinulingga, Perencanaan dan Pengendalian Produksi, (Yogyakarta: Graha Ilm), h.
2. Underload
Perencanaan kebutuhan yang berada di bawah kapasitas sehingga perencana dapat mengambil tindakan yang tepat. dengan membandingkan beban (load) yang ditetapkan pada setiap pusat kerja (work center) melalui open and
planned orders yang diciptakan oleh MRP, dengan kapasitas yang tersedia
pada setiap pusat kerja dalam setiap periode waktu dari horizon perencanaan. Pengalaman lapangan dalam proses manufaktur memberikan pelajaran bahwa tidak semua stasiun kerja yang digunakan dalam proses manufaktur mengalami masalah, misalnya sering mengalami situasi overloaded sehingga memunculkan antrian yang panjang di belakang stasiun kerja itu. Kenyataan menunjukkan bahwa paling banyak hanya 1-3 stasiun kerja yang sering mengalami overloaded sedangkan sisanya bahkan underloaded. Oleh karena itu, hanya terhadap stasiun kerja kritis yang perlu dilakukan perencanaan kebutuhan kapasitas secara detail.
Teknik kebutuhan kapaisitas jangka pendek dapat dibedakan atas beberapa cara yaitu:
1. Capacity Planning Factors
Capacity Planning Factors adalah unit konversi yang digunakan untuk
mengkonversikan rencana output stasiun kerja ke dalam jumlah unit kapasitas yang dibutuhkan untuk memproduksi jumlah output tersebut.
2. Bill of Capacity
Bill of Capacity menyatakan besarnya kapasitas stasiun kerja yang
3. Time Phased Bill of Capacity (TPBoC)
Time Phased Bill of Capacity sering juga disebut product load profile
menetapkan kebutuhan kapasitas berdasarkan backward scheduleing terhadap jadwal induk produksi dengan menggunakan waktu ancang-ancang standar. 4. Time Phased Capacity Requirement
Time Phased Capacity Requirement menghitung kebutuhan kapasitas setiap
stasiun kerja berdasarkan kapasitas setiap stasiun kerja berdasarkan proses
backward scheduling hanya saja dalam pendekatan ini tidak digunakan bill of
BAB IV
METODOLOGI PENELITIAN
4.1 Lokasi dan Waktu Penelitian
Lokasi penelitian adalah di Kawasan Industri Medan (KIM-Mabar). Waktu penelitian adalah pada bulan Oktober 2015 s/d selesai.
4.2 Jenis Penelitian26
Jenis penelitian yang digunakan adalah penelitian deskriptif, yaitu penelitian kasus. Penelitian kasus ialah suatu jenis penelitian tentang subjek penelitian yang berkenaan dengan suatu fase spesifik dari keseluruhan personalitas.
4.3 Objek Penelitian
Objek penelitian pada penelitian ini adalah jumlah permintaan dan kapasitas tersedia pada tiap stasiun kerja (work center) dalam proses pembuatan pakan ternak.
4.4 Variabel penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah:
26
1. Variabel Independen, yaitu variabel yang mempengaruhi variabel dependen baik secara positif maupun secara negatif. Variabel yang termasuk variabel independen dalam penelitian ini adalah:
a. Jumlah permintaan produk, merupakan produk yang diminta oleh konsumen pada periode tertentu.
b. Waktu produksi, merupakan jumlah waktu yang dibutuhkan oleh sebuah stasiun kerja.
c. Hari kerja, merupakan keterangan mengenai jumlah hari kerja tersedia untuk mengolah produk dalam setiap periodenya.
d. Jam kerja, merupakan keterangan mengenai jam kerja tersedia untuk mengolah produk dalam setiap periodenya.
2. Variabel Dependen, yaitu variabel utama yang menjadi faktor yang berlaku dalam investigasi. Variabel dependen yang berpengaruh pada perancangan penelitian ini adalah rencana kapasitas. Variabel yang termasuk variabel dependen dalam penelitian ini adalah:
a. Kapasitas yang dibutuhkan, merupakan jumlah waktu maksimum yang dibutuhkan perusahaan dalam pemanfaatan sumber daya perusahaan untuk memenuhi permintaan konsumen.
b. Kemampuan produksi, merupakan waktu yang dibutuhkan untuk menghasilkan produk.
d. Rencana Produksi, merupakan hasil dari perencanaan yang dilakukan.
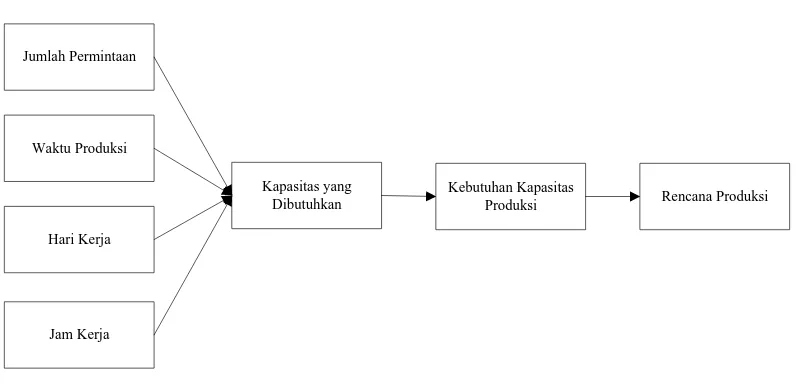
4.5 Kerangka Konseptual
Kerangka konseptual dalam penelitian ini dapat dilihat pada Gambar 4.1 berikut ini.
Jumlah Permintaan
Waktu Produksi
Hari Kerja
Kapasitas yang Dibutuhkan
Jam Kerja
Kebutuhan Kapasitas
Produksi Rencana Produksi
Gambar 4.1 Kerangka Konseptual
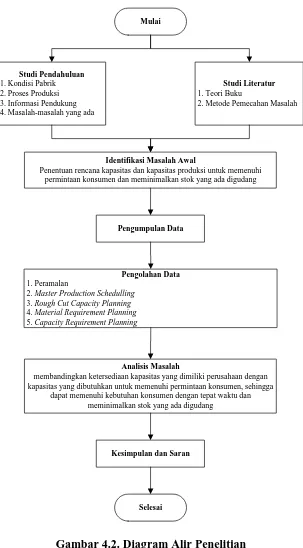
4.6. Rancangan Penelitian
Mulai
Studi Pendahuluan 1. Kondisi Pabrik 2. Proses Produksi 3. Informasi Pendukung 4. Masalah-masalah yang ada
Studi Literatur 1. Teori Buku
2. Metode Pemecahan Masalah
Identifikasi Masalah Awal
Penentuan rencana kapasitas dan kapasitas produksi untuk memenuhi permintaan konsumen dan meminimalkan stok yang ada digudang
Pengumpulan Data
Pengolahan Data 1. Peramalan
2. Master Production Schedulling 3. Rough Cut Capacity Planning 4. Material Requirement Planning 5. Capacity Requirement Planning
Analisis Masalah
membandingkan ketersediaan kapasitas yang dimiliki perusahaan dengan kapasitas yang dibutuhkan untuk memenuhi permintaan konsumen, sehingga
dapat memenuhi kebutuhan konsumen dengan tepat waktu dan meminimalkan stok yang ada digudang
Kesimpulan dan Saran
[image:30.595.161.464.107.655.2]Selesai
4.7. Pengumpulan Data
Dalam melakukan penelitian ini dibutuhkan sejumlah data tertentu. Data yang diperlukan dalam penelitian ini adalah data primer dan data sekunder. Data yang diperlukan dalam penelitian adalah:
1. Data primer 27
Data primer adalah data yang diperoleh langsung dari objek penelitian, data primer yang digunakan yaitu:
a. Faktor efisiensi dan utilitas
Data faktor efisiensi dan utilitas diperoleh berdasarkan wawancara dengan manajer produksi. Data ini berisikan faktor efisiensi dan utilitas masing-masing mesin yang digunakan disetiap work center.
b. Struktur produk
Data struktur produk diperoleh berdasarkan wawancara dengan manajer produksi. Data ini berisikan informasi mengenai bahan-bahan dan komposisi dalam proses pembuatan produk yang dijadikan objek penelitian yaitu jenis pakan ternak untuk ayam jenis pedaging.
c. Kapasitas produksi dan waktu set up mesin
Data kapasitas produksi dan waktu setup mesin diperoleh berdasarkan hasil wawancara dengan pihak yang dirasa ahli yaitu manager produksi. Data ini berisikan tentang kapasitas mesin yang digunakan dan juga waktu set up yang digunakan.
27
2. Data sekunder 28
Data sekunder adalah data yang sudah tersedia oleh pihak lain sehingga tidak perlu lagi digali secara langsung dari sumbernya oleh peneliti, data sekunder yang digunakan yaitu:
a. Permintaan produk
Data permintaan produk diperoleh dengan cara melihat dokumentasi dan arsip-arsip yang dimiliki oleh perusahaan yang merupakan data historis perusahaan. Periode yang digunakan yaitu dari bulan Oktober 2014 hingga September 2015.
b. Jumlah hari kerja
Data jumlah hari kerja merupakan data jumlah hari kerja perusahaan selama 1 tahun, yaitu dari periode bulan Oktober 2014 hingga September 2015. Data jumlah hari kerja diperoleh berdasarkan dokumentasi dan arsip-arsip perusahaan.
4.8. Pengolahan Data
Langkah-langkah pengolahan data yang dilakukan dalam penelitian ini adalah sebagai berikut:
Melakukan peramalan terhadap jumlah permintaan produk pakan ternak yang dijadikan objek penelitian dengan menggunakan metode time series. Langkah-langkah peramalan untuk jumlah permintaan dilakukan dengan cara:
a. Mendefinisikan tujuan peramalan
28
Tujuan peramalan yaitu meramalkan permintaan produk untuk 1 tahun ke depan
b. Membuat scatter diagram dari data jumlah permintaan
c. Memilih beberapa metode peramalan yang mendekati pola data d. Menghitung parameter-parameter fungsi peramalan
e. Hitung kesalahan setiap metode yang terbaik, yaitu yang memiliki kesalahan terkecil
f. Pilih metode yang terbaik, yaitu yang memiliki kesalahan terkecil dengan uji distribusi F
g. Lakukan verifikasi peramalan untuk melihat data dalam batasan control atau tidak. Jika semua data dalam batas kontrol, maka fungsi tersebut dapat digunakan sebagai fungsi peramalan.
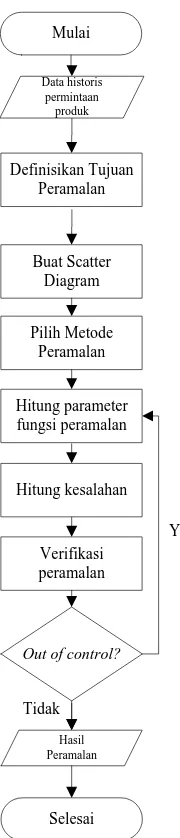
Mulai
Definisikan Tujuan Peramalan
Data historis permintaan
produk
Buat Scatter Diagram Pilih Metode
Peramalan Hitung parameter fungsi peramalan
Hitung kesalahan
Verifikasi peramalan
Hasil Peramalan
Selesai
Out of control?
Tidak
[image:34.595.262.352.109.528.2]Ya
Gambar 4.3. Flowchart Perhitungan Peramalan
1. Melakukan penyusunan Master Production Scheduling (MPS)
2. Menghitung RCCP (Rough Cut Capacity Planning)
Perhitungan RCCP dilakukan dengan membandingkan kapasitas tersedia yang dimiliki oleh perusahaan dengan kapasitas yang dibutuhkan berdasarkan hasil perhitungan dengan menggunakan metode tersebut. Apabila kapasitas yang tersedia lebih besar dari kapasitas yang dibutuhkan maka diberi keterangan “Mencukupi” sedangkan apabila kapasitas yang tersedia lebih kecil dibandingkan dengan kapasitas yang
dibutuhkan maka diberi keterangan “Tidak Mencukupi”.
3. Menyusun Material Requirement Planning (MRP)
Perhitungan untuk MRP yang disusun berdasarkan struktur produk dan
master production planning yang telah disusun dengan menggunakan metode
lot for lot.
4. Menghitung CRP (Capacity Requirement Planning)
Perhitungan CRP dilakukan dengan menggunakan metode BoC (Bill of
Capacity). Kebutuhan kapasitas akan dibandingkan sehingga akan didapat
stasiun kerja yang mengalami underload ataupun overload.
4.9. Analisa Data
4.10. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data 5.1.1. Penjualan Produk
Data historis yang digunakan dalam penelitian ini merupakan data selama 12 bulan terakhir dari bulan oktober 2014 sampai September 2015. Data yang digunakan merupakan produk yang paling banyak dipesan dan menghasilkan stok paling besar disetiap akhir bulannya.
5.1.2. Jumlah Hari Kerja
memberlakukan hari operasional perusahaan selama 5 hari perminggu yaitu dari hari senin sampai minggu dan hari sabtu dihitung sebagai lembur, tetapi apabila karyawan belum memenuhi ketentuan yaitu 40 jam perminggu tidak dihitung lembur pada hari sabtu
5.1.3. Kapasitas Produksi dan Jumlah Mesin per Stasiun Kerja
Perusahaan memiliki 5 stasiun kerja. Setiap stasium kerja memiliki kapasitas yang berbeda-beda.
5.1.4. Waktu Setup Mesin
5.1.5. Faktor Efisiensi dan Utilitas
Faktor efisiensi menjelaskan keadaan seberapa jauh stasiun kerja tertentu mampu menggunakan kapasitas yang tersedia secara efisien. Faktor utilitas adalah ukuran kemampuan stasiun kerja dalam memanfaatkan kapasitas yang tersedia secara efektif.
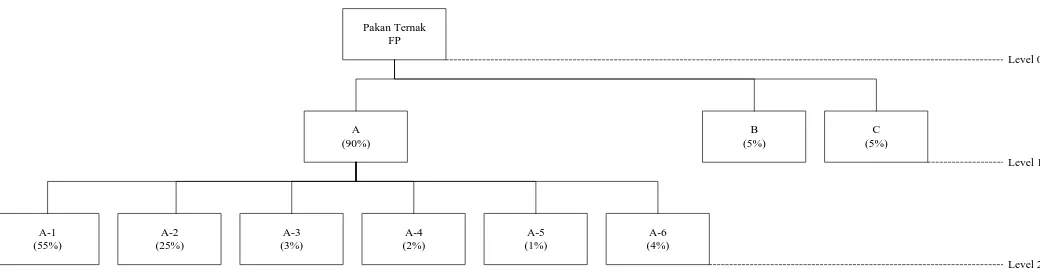
5.1.6. Struktur Produk
Struktur produk produk pakan ternak dapat dilihat pada Gambar 5.1.
[image:38.595.67.587.331.467.2]Pakan Ternak FP B (5%) A (90%) C (5%) A-4 (2%) A-2 (25%) A-1 (55%) A-3 (3%) A-5 (1%) A-6 (4%) Level 0 Level 1 Level 2
Gambar 5.1. Struktur Produk Pakan Ternak
5.1.7. Inventory
Data inventory digunakan dapat dilihat pada Tabel
5.2. Pengolahan Data 5.2.1. Peramalan
A → y’= 9525,8 + 1108,63 sin 2πt
n – 140,38 cos
2πt
n
B → y’= y’= (5818,4595 + 93,39011(t))It
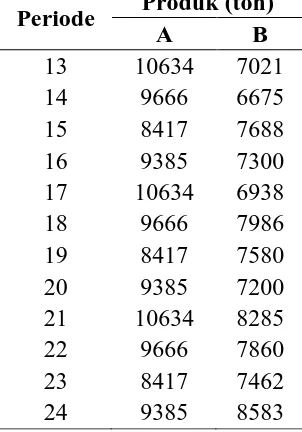
[image:39.595.236.387.295.511.2]Hasil rekapitulasi peramalan produk A dan B dengan menggunakan fungsi peramalan diatas untuk bulan Oktober 2015 sampai September 2016 (periode ke-13 sampai periode ke-24) dapat dilihat pada Tabel 5.28.
Tabel 5.28. Rekapitulasi Hasil Peramalan Produk A dan B
Periode Produk (ton)
A B
13 10634 7021
14 9666 6675
15 8417 7688
16 9385 7300
17 10634 6938
18 9666 7986
19 8417 7580
20 9385 7200
21 10634 8285
22 9666 7860
23 8417 7462
24 9385 8583
5.2.2. Penyusunan Rencana Produksi Agregat
Berdasarkan hasil peramalan dari Tabel 5.28. maka disusun perencanaan agregat untuk periode ke-13 hingga ke-24 seperti pada Tabel
5.2.3. Penyusunan Jadwal Induk Produksi
Rencana produksi agregat pada Tabel 5.29. sepanjang planning horizon terdapat 52 time bucket mingguan dari setiap bulannya yang memiliki variasi time
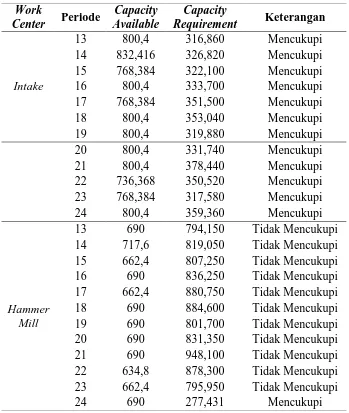
5.2.4. Laporan RCCP
Laporan RCCP memiliki dua keterangan, yaitu mencukupi dan tidak
mencukupi. Keadaan mencukupi menunjukkan keadaan dimana kapasitas yang
dibutuhkan (Capacity Requirement) lebih kecil daripada kapasitas yang tersedia
(Capacity Available). Sebaliknya, tidak mencukupi menunjukkan keadaan dimana
[image:40.595.138.487.297.710.2]kapasitas yang dibutuhkan lebih besar daripada kapasitas yang tersedia
Tabel 5.35. Laporan RCCP
Work
Center Periode
Capacity Available
Capacity
Requirement Keterangan
Intake
13 800,4 316,860 Mencukupi
14 832,416 326,820 Mencukupi
15 768,384 322,100 Mencukupi
16 800,4 333,700 Mencukupi
17 768,384 351,500 Mencukupi
18 800,4 353,040 Mencukupi
19 800,4 319,880 Mencukupi
20 800,4 331,740 Mencukupi
21 800,4 378,440 Mencukupi
22 736,368 350,520 Mencukupi
23 768,384 317,580 Mencukupi
24 800,4 359,360 Mencukupi
Hammer Mill
13 690 794,150 Tidak Mencukupi
14 717,6 819,050 Tidak Mencukupi 15 662,4 807,250 Tidak Mencukupi
16 690 836,250 Tidak Mencukupi
17 662,4 880,750 Tidak Mencukupi
18 690 884,600 Tidak Mencukupi
19 690 801,700 Tidak Mencukupi
20 690 831,350 Tidak Mencukupi
21 690 948,100 Tidak Mencukupi
22 634,8 878,300 Tidak Mencukupi 23 662,4 795,950 Tidak Mencukupi
5.2.5. MRP
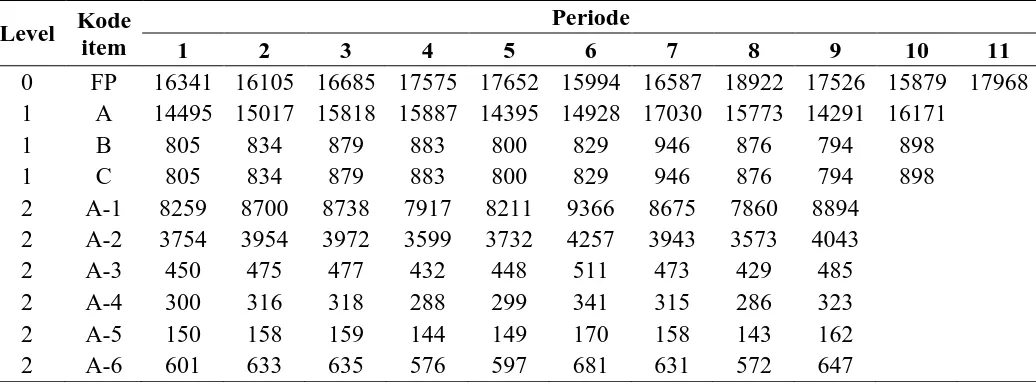
[image:41.595.55.573.224.416.2]Rekapitulasi PoRel untuk seluruh komponen atau bahan-bahan yang digunakan dapat dilihat pada Tabel 5.69.
Tabel 5.69. Rekapitulasi PoRel setiap Level
Level Kode item
Periode
1 2 3 4 5 6 7 8 9 10 11
0 FP 16341 16105 16685 17575 17652 15994 16587 18922 17526 15879 17968 1 A 14495 15017 15818 15887 14395 14928 17030 15773 14291 16171
1 B 805 834 879 883 800 829 946 876 794 898
1 C 805 834 879 883 800 829 946 876 794 898
2 A-1 8259 8700 8738 7917 8211 9366 8675 7860 8894 2 A-2 3754 3954 3972 3599 3732 4257 3943 3573 4043
2 A-3 450 475 477 432 448 511 473 429 485
2 A-4 300 316 318 288 299 341 315 286 323
2 A-5 150 158 159 144 149 170 158 143 162
BAB VI
ANALISIS PEMECAHAN MASALAH
6.1. Analisis Hasil Peramalan
Perhitungan peramalan yang dilakukan pada penelitian ini digunakan untuk menentukan jumlah permintaan agregat dan jadwal induk produksi selama satu tahun kedepan. Produk yang menjadi objek penelitian adalah produk A yang merupakan jenis pakan ternak berbentuk pellet untuk indukan ayam tipe pedaging yang akan siap panen dan produk B yang merupakan jenis pakan ternak berbentuk
crumble (butiran) untuk anakan ayam tipe pedaging.
6.2. Analisis Jadwal Induk Produksi
BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Kesimpulan yang dapat ditarik dari hasil pengolahan data dan analisis terhadap pemecahan masalah berkaitan dengan penelitian adalah sebagai berikut: 1. Peramalan yang digunakan untuk meramalkan permintaan selama 12 bulan
periode kedepan untuk produk A adalah dengan menggunakan metode siklis dan B adalah dengan menggunakan metode dekomposisi dengan melihat pola data permintaan selama periode 12 periode yaitu dari bulan Oktober 2014 sampai September 2015.
2. Jadwal induk produksi yang direncanakan yaitu dengan berdasarkan perencanaan agregat yang telah dibuat yang dibagikan dengan jumlah minggu yang terdapat pada setiap bulannya. Dalam penyusunan jadwal induk produksi ini, jumlah produksi pada awal periode-1 dikurangi dengan jumlah inventory yang berasal dari sisa stok periode lalu yang ada.
3. Hasil laporan RCCP menunjukkan bahwa terdapat kekurangan kapasitas pada
work center II, IV dan V. Penambahan jumlah mesin untuk mesin hammer mill,
pelleting dan packing, dan juga melakukan penambahan hari kerja lembur untuk
periode ke 17, 18, 21, 22 dan 24 dibutuhkan agar dapat memenuhi kekurangan
7.2. Saran
Saran-saran yang diberikan berkaitan dengan hasil penelitian ini adalah: 1. Perusahaan sebaiknya menyusun suatu jadwal perencanaan produksi dan
kapasitas secara berkala.
2. Perusahaan mampu membandingkan suatu metode ilmiah untuk merancakan produksi perusahaan sehingga mampu memberikan gambaran seberapa banyak jumlah yang akan diproduksi sesuai dengan metode ilmiah tersebut dan kemudian membandingkannya dengan keaadan nyata yang dialami perusahaan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Usaha ternak ayam ras mulai berkembang di Indonesia sekitar tahun 1970 karena produksi daging dan telur ayam kampung belum dapat memenuhi konsumsi masyarakat. Usaha peternakan ayam ras yang semakin berkembang berkaitan dengan perkembangan teknologi. Hal ini dibuktikan dengan penemuan alat yang mampu menetaskan telur ayam dalam waktu yang relatif singkat. Penerapan teknologi ini didukung oleh program pemerintah untuk meningkatkan nilai gizi masyarakat dalam hal ini kebutuhan protein hewani.
2.2. Bahan yang Digunakan 2.2.1. Bahan Baku
Bahan baku adalah bahan yang ikut dalam proses produksi dan memiliki persentase terbesar dalam produk akhir. Bahan baku yang digunakan adalah: 1. Jagung Kuning
2. Bungkil Kacang Kedelai (BKK)
Bungkil kacang kedelai mengandung nilai protein yang tinggi, karena didalamnya terkandung asam amino lisin, yaitu asam amino yang paling esensial diantara asam-asam amino yang lainnya.
3. Tepung Ikan (Guar Meal)
Tepung ikan merupakan hasil dari pengolahan ikan menjadi berbentuk tepung. Kandungan tepung ikan meliputi protein, lemak dan juga kalsium.
4. Tepung Batu dan Biji Batu
Alat bantu bagi pencernaan ayam dan sumber kalsium utama bagi hewan ternak.
5. Corn Gluten Meal (CGM)
Corn Gluten Meal merupakan produk olahan jagung yang telah dilengkapi
dengan protein. Bahan baku ini digunakan pada pakan untuk unggas. 6. Dedak
Dedak yang digunakan sebagai bahan baku untuk produksi pakan ternak adalah dedak padi. Dedak padi merupakan kulitari beras yang diperolehdari proses penyosohan beras.
2.2.2. Bahan Penolong
2.6.3. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan dalam suatu proses produksi sehingga dapat meningkatkan mutu produk menjadi lebih baik. Bahan tambahan yang digunakan antara lain:
1. Liquid a.CPO b.Fish Oil
c.CC-Clorit
d.Oil mesh
e.Air 2. Aditif
a. Premix + Vitamin
b. Garam
c. Monocalsium
d. L-lysine e. Calsium sulfat
f. Sodium bicarbonat
Besarnya kebutuhan masing-masing bahan baku, bahan tambahan dan bahan tambahan dan bahan penolong dalam kondisi proses produksi yang berjalan normal disesuaikan dengan jenis dan banyaknya pesanan.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Perkembangan bisnis dan industri sejalan dengan persaingan yang semakin ketat antar perusahaan dalam memberikan inovasi dan memuaskan konsumen agar mampu terus bersaing guna mempertahankan eksistensinya. Persaingan tersebut menuntut perusahaan agar mampu untuk menghasilkan produk yang bermutu dan memiliki kemampuan untuk mengirimkan produk dengan tepat waktu sesuai dengan janji yang telah disepakati. Dengan demikian, perkembangan persaingan membuat perusahaan dituntut untuk memanfaatkan segala fasilitas yang dimiliki dengan semaksimal mungkin, agar dapat memberikan kepuasan yang maksimal kepada pelanggan.
Salah satu upaya untuk memberikan kepuasan tersebut secara maksimal, diperlukan suatu perencanaan produksi. Dalam menyusun perencanaan produksi perlu diperhatikan yaitu ketersediaan bahan baku, waktu proses untuk menyelesaikan produk dan kapasitas mesin yang digunakan agar kegiatan produksi dapat berjalan secara efektif dan efisien.
apabila perusahaan dapat memenuhi permintaannya dengan kapasitas yang memadai. Kapasitas produksi yang memadai sangat menguntungkan bila dapat dilaksanakan karena memperhatikan biaya produksi yang minimal. Penyusunan rencana produksi dengan mengintegrasikan kapasitas yang ada, diharapkan mampu membuat perusahaan mengalokasikan sumber daya dengan tepat dan mampu menghasilkan produk sesuai dengan kapasitas yang dimilikinya.
Penelitian sebelumnya dilakukan oleh syaiful (2015) pada produksi produk pupuk ZA untuk menganalisis kapasitas mesin dengan menggunakan metode Rough Cut Capacity Planning (RCCP).1 Hasil peramalan diperoleh beberapa metode dengan melihat nilai MAPE terkecil dengan membandingkan dengan metode lain. Berdasarkan hasil perhitungan kapasitas diperoleh bahwa terdapat kekurangan pada setiap work center yang digunakan, untuk mengatasi kekurangan kapasitas produksi dapat dilakukan dengan melakukan penambahan jumlah unit tiap mesin.
1.2. Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan sebelumnya, permasalahan yang akan dibahas yaitu perusahaan dapat menetapkan jadwal produksi yang tepat dengan memaksimalkan kapasitas yang dimiliki perusahaan agar mampu menghasilkan produk sesuai dengan jumlah dan waktu yang telah disepakati dengan konsumen.
1 Syaiful Ramadhan, Analisis Kapasitas Mesin Produksi dengan Metode Rought Cut Capacity
1.3 Tujuan dan Manfaat
Tujuan umum dari penelitian ini adalah untuk menyusun rencana produksi dan melihat kapasitas perusahaan dengan jadwal produksi dan kuantitas produk sesuai dengan permintaan agar dapat memenuhi permintaan konsumen dengan tepat waktu.
Tujuan khusus dari penelitian ini adalah sebagai berikut ini. 1. Membuat peramalan untuk 12 periode.
2. Menetapkan jadwal induk produksi yang sesuai dengan peramalan yang telah dilakukan.
3. Menghitung kapasitas yang dimiliki oleh perusahaan apakah dapat penyusunan jadwal produksi yang telah disusun agar dapat dipenuhi oleh perusahaan dengan kapasitas yang ada.
Manfaat penelitian bagi perusahaan adalah dapat berguna dan bermanfaat bagi evaluasi kerja perusahaan, sehingga dapat mempertahankan hal-hal yang baik dan mengurangi semua kesalahan di kemudian hari.
Manfaat penelitian bagi peneliti adalah untuk menyelesaikan syarat dalam pengerjaan tugas akhir serta menerapkan keilmuan teknik industri di dalam dunia kerja yang sebenarnya.
1.4 Batasan Masalah dan Asumsi
Batasan masalah dari penelitian ini adalah sebagai berikut ini.
Asumsi yang digunakan dari penelitian ini adalah sebagai berikut ini. 1. Operator dianggap telah menguasai pekerjaannya dalam proses pembuatan
pakan ternak.
2. Tidak ada perubahan total hari kerja yang tersedia selama 12 periode kedepan.
3. Pola permintaan pada masa yang akan datang tetap sama dengan pola permintaan pada masa lalu.
4. Mesin dan peralatan yang tersedia berada dalam kondisi baik dan tidak mengalami kerusakan pada saat penelitian dilakukan.
5. Satu produk hanya menggunakan satu mesin sehingga tidak memakan banyak waktu setup untuk mengganti setiap kode mesin sesuai dengan jenis produk yang akan dibuat.
6. Setiap bahan-bahan yang dibutuhkan bagian produksi harus tersedia satu minggu sebelum produk akan dibuat.
1.5. Sistematika Penulisan Laporan
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah sebagai berikut :
penelitian, manfaat penelitian, batasan dan asumsi penelitian, dan sistematika
penulisan tugas sarjana.
Bab II Gambaran Umum Perusahaan, menguraikan sejarah perusahaan, ruang lingkup bidang usaha, organisasi dan manajemen perusahaan yang meliputi struktur organisasi, uraian tugas dan tanggung jawab, jam kerja, dan sistem pengupahan, jumlah dan spesifikasi produk, bahan-bahan yang digunakan untuk proses produksi, uraian proses produksi, serta mesin dan peralatan.
Bab III Landasan Teori, menguraikan teori-teori yang digunakan untuk mendukung penelitian seperti defenisi dan sasaran pengendalian produksi, perencanaan agregat, jadwal induk produksi dan teknik peramalan. Sumber teori atau literatur yang menjadi referensi berasal dari buku yang dapat dilihat pada daftar pustaka.
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu meliputi penentuan lokasi dan waktu penelitian, jenis penelitian, objek penelitian, kerangka konseptual, variabel penelitian, instrumen penelitian, pengumpulan data, pengolahan data, dan analisis pemecahan masalah.
Bab VI Analisis Pemecahan Masalah, menguraikan analisis dari hasil pengolahan data.
ABSTRAK
Penyusunan rencana produksi diperlukan agar perusahaan mampu memenuhi permintaan pasar sesuai dengan jumlah dan waktu yang telah disepakati bersama. Sebuah perusahaan yang bergerak dalam bidang pakan ternak yang berada di kawasan KIM-Mabar, menentukan perencanaan produksi untuk beberapa produk unggulannya dengan cara membuat stok pada produk pakan ternak tersebut. Jadwal induk produksi diperlukan agar mampu membuat produk dengan jumlah yang tepat, sesuai dengan peramalan yang dilakukan.
Perencanaan yang selama ini dilakukan yaitu dengan melihat penjualan produk periode sebelumnya dan membagikan dengan jumlah hari kerja yang diterapkan oleh perusahaan. Dalam menentukan rencana produksi perlu diperhatikan juga kapasitas yang dimiliki perusahaan agar mampu mendukung rencana produksi tersebut dalam rangka memenuhi permintaan konsumen yang berfluktuasi. Penentuan kapasitas perusahaan dapat dihitung dengan metode
Rough Cut Capacity Planning (RCCP) dan melihat beban kerja dengan
menggunakan Capacity Requirement Planning (CRP).
Dari hasil pengolahan data yang dilakukan, didapatkan bahwa terdapat beberapa stasiun kerja yang mengalami kekurangan kapasitas yaitu stasiun kerja
hammer mill, pelleting dan packing. Penambahan penggunaan jumlah mesin
memenuhi permintaan yang masuk. Kelebihan beban kerja terjadi pada stasiun kerja pelleting yaitu pada periode ke-8 dan ke-11 sehingga perlu dilakukan penyesuaian jumlah unit product group agar perusahaan mampu memenuhi permintaan sesuai kapasitas yang dimiliki.
PENYUSUNAN RENCANA DAN KAPASITAS PRODUKSI
PADA PERUSAHAAN PRODUK PAKAN TERNAK
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
Wiyan Arfil
NIM : 110403091
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi reguler strata satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “Penyusunan Rencana dan Kapasitas Produksi Pada Perusahaan Produk Pakan Ternak”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis sangat mengharapkan saran dan masukan yang sifatnya membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis sendiri, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xix
DAFTAR LAMPIRAN ... xxi
ABSTRAK ... xxii
I PENDAHULUAN ... I-1 1.1 Latar Belakang Permasalahan ... I-1 1.2 Perumusan Masalah ... I-4 1.3 Tujuan dan Manfaat ... I-4 1.4 Batasan Masalah dan Asumsi... I-5 1.5 Sistematika Penulisan Laporan ... I-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2 Ruang Lingkup Usaha ... II-2 2.3 Lokasi Perusahaan ... II-5 2.4 Daerah Pemasaran ... II-5 2.5 Dampak Sosial Ekonomi Terhadap Lingkungan ... II-6 2.6 Bahan yang Digunakan ... II-6 2.6.1 Bahan Baku ... II-6 2.6.2 Bahan Penolong ... II-7 2.6.3 Bahan Tambahan ... II-8 2.7 Uraian Proses Produksi ... II-9 2.8 Utilitas ... II-14 2.9 Safety and Fire Protection ... II-15
2.10 Waste Treatment ... II-15 2.11 Struktur Organisasi Perusahaan ... II-16 2.12 Jumlah Tenaga Kerja dan Jam Kerja Perusahaan ... II-18 2.13 Sistem Pengupahan Karyawan ... II-19 2.14 Insentif dan Fasilitas Perusahaan ... II-20
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.2.1 Karakteristik Peramalan yang Baik ... III-4 3.2.2 Beberapa Sifat Hasil Peramalan ... III-5 3.2.3 Metode Peramalan ... III-6 3.2.3.1 Metode Peramalan Kuantitatif ... III-7 3.2.3.2 Metode Time Series ... III-9 3.2.4 Kriteria Performance Peramalan ... III-12 3.2.5 Proses Verifikasi ... III-13 3.3 Perencanaan Agregat ... III-15 3.4 Resource Planning ... III-16 3.5 Jadwal Induk Produksi ... III-16 3.6 Rough Cut Capacity Planning (RCCP) ... III-17 3.7 Perencanaan Kebutuhan Material ... III-19 3.7.1 Masukan dan Keluaran PKM ... III-19 3.7.2 Langkah-langkah Dasar Proses MRP ... III-21 3.8 Capacity Requirement Planning (CRP) ... III-22
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.4 Variabel Penelitian ... IV-2 4.5 Kerangka Konseptual ... IV-3 4.6 Rancangan Penelitian ... IV-3 4.7 Pengumpulan Data ... IV-5 4.8 Pengolahan Data... IV-6 4.9 Analisa Data ... IV-9 4.10 Kesimpulan dan Saran... IV-10
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1 Pengumpulan Data ... V-1 5.1.1 Permintaan Produk ... V-1 5.1.2 Jumlah Hari Kerja ... V-2 5.1.3. Kapasitas Produksi dan Jumlah Mesin per Stasiun
Kerja V-3
5.2.1.1. Peramalan Produk A ... V-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.5.10. Dedak Padi (A-6) ... V-61 5.2.6. Capacity Requirement Planning ... V-64
VI ANALISIS PEMECAHAN MASALAH ... VI-1 6.1 Analisis Hasil Peramalan ... VI-1 6.2 Analisis Jadwal Induk Produksi ... VI-3 6.3 Analisis Rought Cut Capacity Planning (RCCP) ... VI-4 6.3.1 Analisis Laporan RCCP Work Center I ... VI-5 6.3.2 Analisis Laporan RCCP Work Center II ... VI-5 6.3.3 Analisis Laporan RCCP Work Center III ... VI-6 6.3.4 Analisis Laporan RCCP Work Center IV ... VI-7 6.3.5 Analisis Laporan RCCP Work Center V ... VI-9 6.4 Analisis Material Requirement Planning... VI-10 6.5 Analisis Capacity Requirement Planning ... VI-11
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
[image:68.595.135.514.190.694.2]DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.15. Rekapitulasi Nilai Peramalan Produk A ... V-14 5.16. Rekapitulasi Perhitungan MAPE untuk Semua Metode ... V-14 5.17. Perhitungan Verifikasi Peramalan Produk A ... V-16 5.18. Data Penjualan Produk B selama 12 Periode... V-18 5.19. Parameter Peramalan B Metode Konstan ... V-20 5.20. Parameter Peramalan B Metode Linier ... V-20 5.21. Parameter peramalan B Metode Eksponensial ... V-21 5.22. Parameter Peramalan B Metode Kuadratis ... V-22 5.23. Parameter peramalan B Metode Siklis... V-24 5.24. Parameter peramalan B Metode Dekomposisi... V-25 5.25. Rekapitulasi Nilai Peramalan Produk B ... V-26 5.26. Rekapitulasi Perhitungan MAPE untuk Semua Metode ... V-26 5.27. Perhitungan Verifikasi Peramalan Produk B ... V-28 5.28. Rekapitulasi Hasil Peramalan Produk A dan B ... V-30 5.29. Rencana Agregat untuk Permintaan 12 Periode Mendatang ... V-32 5.30. Jadwal Induk Produksi Produk A dan B ... V-33 5.31. Waktu Produksi Setiap Stasiun Kerja ... V-33 5.32. Perhitungan Kapasitas yang Dibutuhkan Produk A ... V-34 5.33. Rekapitulasi Perhitungan Kapasitas yang Dibutuhkan
[image:69.595.129.513.180.755.2]DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.34. Rekapitulasi Kapasitas yang Tersedia ... V-38 5.35. Laporan RCCP ... V-40
[image:70.595.133.514.177.728.2]DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Struktur Organisasi ... II-17 3.1 Langkah- langkah Peramalan Secara Kuantitatif ... III-8 3.2 Moving Range Chart ... III-14
3.3 Masukan dan Keluaran PKM ... III-20 4.1 Kerangka Konseptual ... IV-3 4.2 Diagram Alir Penelitian ... IV-4 4.3 Flowchart Perhitungan Peramalan ... IV-8
5.1 Struktur Produk Pakan Ternak ... V-4 5.2 Scatter Diagram Permintaan Produk A ... V-7 5.3 Grafik Uji Hipotesis Produk A dengan Distribusi F ... V-16 5.4. Kelas Perhitungan Peramalan Permintaan Produk A ... V-17 5.5 Scatter Diagram Permintaan Produk A ... V-19
5.6 Grafik Uji Hipotesis Produk B dengan Distribusi F ... V-28 5.7 Batas Kelas Perhitungan Peramalan Permintaan Produk A ... V-29 6.1. Grafik Perbandingan Permintaan Aktual dengan Hasil
Peramalan Produk A ... VI-2 6.2. Grafik Perbandingan Permintaan Aktual dengan Hasil
[image:73.595.133.510.192.770.2]DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
ABSTRAK
Penyusunan rencana produksi diperlukan agar perusahaan mampu memenuhi permintaan pasar sesuai dengan jumlah dan waktu yang telah disepakati bersama. Sebuah perusahaan yang bergerak dalam bidang pakan ternak yang berada di kawasan KIM-Mabar, menentukan perencanaan produksi untuk beberapa produk unggulannya dengan cara membuat stok pada produk pakan ternak tersebut. Jadwal induk produksi diperlukan agar mampu membuat produk dengan jumlah yang tepat, sesuai dengan peramalan yang dilakukan.
Perencanaan yang selama ini dilakukan yaitu dengan melihat penjualan produk periode sebelumnya dan membagikan dengan jumlah hari kerja yang diterapkan oleh perusahaan. Dalam menentukan rencana produksi perlu diperhatikan juga kapasitas yang dimiliki perusahaan agar mampu mendukung rencana produksi tersebut dalam rangka memenuhi permintaan ko