PENERAPAN SEVEN TOOLS DALAM
PENGENDALIAN KUALITAS PRODUK KAYU PADA
PT. BUKIT EMAS DHARMA UTAMA
KARYA AKHIR
Diajukan untuk Mengikuti Sebagian dari Syarat-Syarat Guna Penulisan Karya Akhir
Oleh :
LUTFI ABDULLAH
NIM : 015204034P R O G R A M S T U D I T E K N I K M A N A J E M E N P A B R I K
P R O G R A M D I P L O M A I V
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
PENERAPAN SEVEN TOOLS DALAM
PENGENDALIAN KUALITAS PRODUK KAYU PADA
PT. BUKIT EMAS DHARMA UTAMA
DRAFT KARYA AKHIR Diajukan untuk Mengikuti Seminar
Sarjana Sain Terapan
Oleh :
LUTFI ABDULLAH
NIM : 015204034Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Ir. A. Jabbar M. Rambe, Meng) (Ir.Rosnani Ginting, MT)
P R O G R A M S T U D I T E K N I K M A N A J E M E N P A B R I K
P R O G R A M D I P L O M A I V
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
2007
LEMBAR ASISTENSI PROPOSAL KARYA AKHIR
DI DEPARTEMEN TEKNIK INDUSTRI
FAKULTAS TEKNIK USU
Dengan Judul : Penerapan Seven Tools Dalam Pengendalian Kualitas
Produk Kayu pada PT.Bukit Emas Dharma Utama
Nama : Lutfi Abdullah
NIM : 015204034
Jurusan : Teknik Manajemen Pabrik Dosen Pembimbing : 1. Ir. A.Jabbar M. Rambe, Meng.
2. Ir.Rosnani Ginting, MT.
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Allah SWT, dimana berkat rahmat, ridho dan karunia-Nya penulis dapat menyelesaikan penulisan studi D-IV,
mahasiswa diwajibkan untuk membuat suatu Karya Akhir.
Penulis mengambil judul “ Penerapan Seven Tools Dalam pengendalian
Kualitas Produk Kayu pada PT. Bukit Emas Dharma Utama”. Penulis memilih judul ini setelah melakukan kunjungan pendahuluan ke PT. Bukit Emas Dharma Utama, untuk menyelesaikan permasalahan pada penelitian ini dilakukan
dengan melakukan Penerapan Pengendalian Kualitas dengan menggunakan Seven
Tools.
Akhir kata dengan segala kerendahan hati, penulis menyadari Karya Akhir ini jauh dari kesempurnaan. Oleh karena itu penulis mengharapkan saran dan kritik yang membangun dari para dosen dan teman-teman mahasiswa. Saya
berharap tulisan ini dapat memberi manfaat bagi dunia pendidikan umunya dan bagi perusahaan khususnya.
Medan, 13 Desember 2007 Universitas Sumatera Utara
Penulis
H LUTFI ABDULLAH
UCAPAN TERIMA KASIH
Dalam penulisan laporan ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spritual, informasi maupun segi
administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada :
1. Ibu. Ir. Rosnani Ginting, MT. Selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara dan Sebagai pembimbing yang berkenan membimbing penulisan sehingga Karya Akhir dapat diselesaikan.
2. Bapak Ir. A Jabbar M Rambe, Meng. Sebagai dosen pembimbing I, yang berkenan membimbing penulisan sehingga Karya Akhir dapat diselesaikan.
3. Bapak Aulia ishak, ST, MT. Selaku koordinator Karya Akhir pada Departemen Teknik Industri.
4. Bapak H. T. Ichsan Mahmud selaku Direktur utama PT. Bukit Emas Dharma Utama, yang telah mengijinkan penulis meneliti dan memberikan bimbingan kepada penulis.
5. Seluruh staf dan karyawan PT. Bukit Emas Dharma Utama yang membantu penulis selama meneliti.
6. Kedua Orang Tua saya yang telah memberikan semangat baik moril dan materil serta perhatian setiap harinya.
7. Kedua kakak, Abang dan Adik saya yang telah memberikan semangat dan
8. Some one Special Cut Yunita N, SST. yang telah banyak memberikan
semangat dan motivasi untuk menyelesaikan Laporan Karya Akhir ini. 9. Serta seluruh teman-teman stambuk 2001 yang senantiasa memberikan
dorongasn dan motivasi kepada penulis untuk cepat menyelesaikan penulisan laporan Karya Akhir.
DAFTAR ISI
Halaman
KATA PENGANTAR... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI... iv
DAFTAR TABEL ... viii
DAFTAR GAMBAR... ix
DAFTAR LAMPIRAN ... x
ABSTRAK ... xi BAB I PENDAHULUAN... I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan ... I-2 1.3. Tujuan dan Sasaran Penelitian ... I-2 1.4. Manfaat Penelitian ... I-3
1.5. Rumusan Permasalahan dan Asumsi ... I-3 1.6. Sistematika Penulisan Tugas Akhir ... I-4
II GAMBARAN UMUM PERUSAHAAN... II-1 2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-1
DAFTAR ISI (Lanjutan)
Bab Halaman
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-5 2.3.3. Tenaga kerja dan Kerja Perusahaan ... II-13
2.4. Proses Produksi ... II-16 2.4.1. Bahan Baku ... II-16
2.4.2. Bahan Penolong ... II-16 2.4.3. Bahan Tambahan... II-17 2.5. Mesin dan Peralatan ... II-18
2.5.1. Mesin Produksi ... II-18 2.5.2. Mesin pendukung ... II-20
2.5.3. Peralatan (Equipment)... II-20 2.6. Uraian Proses Produksi ... II-20
III LANDASAN TEORI ... III-1 3.1. Peringatan Pngendalian Kualitas... III-1 3.2. Data Atribut dan Data Variabel... III-3
3.3. Pengendalian proses statistik... III-4 3.4. Tujuh Alat Prngendalian kualitas (Seven Tools)... III-6
IV METODOLOGI PENELITIAN... IV-1 4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Rancangan Penelitian ... IV-1
4.3. Objek Penelitian ... IV-1 4.4. Pengumpulan Data ... IV- 3
DAFTAR ISI (Lanjutan)
Bab Halaman
4.5. Pengolahan Data... IV-3 4.6. Analisa dan Evaluasi ... IV-5
4.7. Kesimpulan dan Saran... IV-5 V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.2. Pengolahan Data... V-8 5.2.1. Stratifikasi (Stratification) ... V-8
5.2.2. Lembar Pemeriksaan ( Check Sheet)... V-9 5.2.3.Diagram Histrogram ... V-10
5.2.4. Diagram Pareto ... V-11 5.2.5. Diagram Pencar (Scatter Diagram) ... V-13 5.2.6. Peta Kontrol (Control Chart) ... V-17
5.2.7. Diagram Sebab Akibat (Cause Effect Diagram)... V-19 VI ANALISA DAN PEMBAHASAN... VI-1
6.1. Analisis Proses Stratifikasi (Statification) ... VI-1 6.2. Analisis Lembar Pemeriksaan (Check Sheet) ... VI-2 6.3. Analisis Diagram Histogram... VI-2
6.4. Analisis Diagram Pareto ... VI-2 6.5. Analisis Diagram Pencar (Scatter Diagram) ... VI-3
DAFTAR ISI (Lanjutan)
Bab
Halaman
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1
7.2. Saran... VII-2 DAFTAR PUSTAKA
LAMPIRAN
DAFTAR TABEL
Tabel Halaman 2.1. Jumlah Tenaga Kerja PT. Bukit Emas Dharma Utama... II-14
2.2. Mesin Produksi pada PT. Bukit Emas Dharma Utama ... II-19
2.3. Mesin Pendukung pada PT. Bukit Emas Dharma Utama ... II-20 2.4. Peralatan pada PT. Bukit Emas Dharma Utama ... II-20
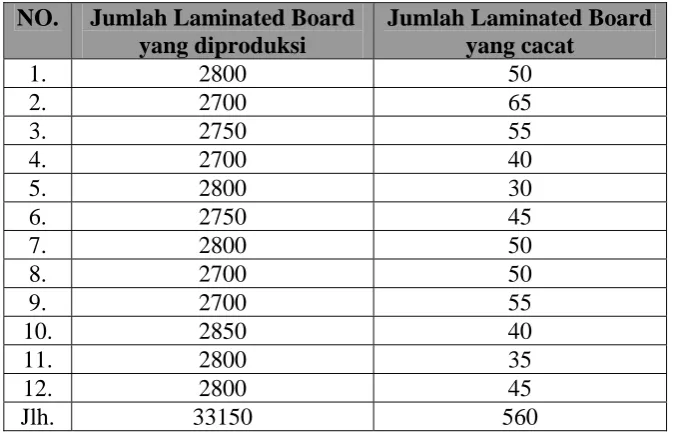
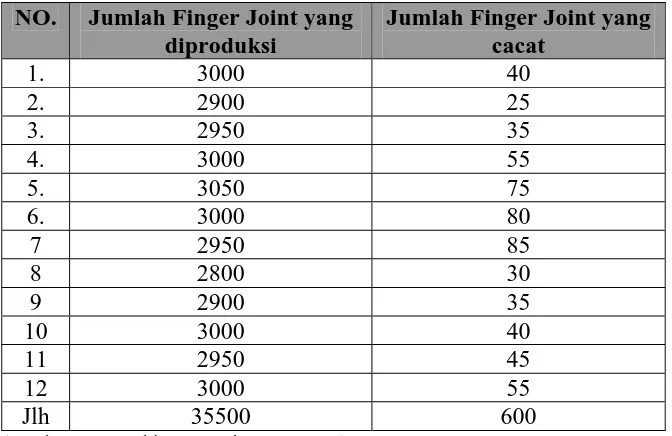
5.1. Jumlah door jamb yang cacat... V-2 5.2. Jumlah Laminated Board yang cacat ... V-3 5.3. Jumlah Finger Joint yang cacat ... V-4
5.4. Jumlah dan jenis cacat pada door jamb ... V-6 5.5. Lembar pemeriksaan door jamb... V-7
5.6. Stratifikasi EnamJenis Cacat pada Door Jamb... V-9 5.7. Lembar pemeriksaan door jamb... V-10 5.8. Persentase setiap jenis kesalahan door jamb... V-12
5.9. Data door jamb yang cacat ukuran produknya ... V-14 5.10. Parameter-parameter koefisien kolerasi... V-16
DAFTAR GAMBAR
Gambar Halaman 2.1. Struktur Organisasi PT. Bukit Emas Dharma Utama ... II-4
2.2. Produk Door Jamb ... II-21 2.3. Produk Laminated Board ... II-24
2.4. Produk Finger Joint ... II-27 3.1. Siklus PDCA ... III-20 4.1. Blok Diagram Prosedur Penelitian... IV-2
4.2. Blok Diagram Pengolahan Data... IV-4 5.1. Diagram Histrogram jenis cacat door jamb ... IV-9
5.2. Diagram pareto door jamb yang cacat ... IV-4 5.3. Diagram pencar door jamb yang mengalami
Cacat produk ... IV-4
5.4. Peta kontrol door jamb yang cacat ukuran produk... IV-4 5.5. Diagram sebab akibat cacat ukuran produk
pada Door jamb ... IV-4
DAFTAR LAMPIRAN
Lampiran Halaman 1. Surat Permohonan Karya Akhir ... L-1
2. Surat Penjajakan Ke Perusahaan... L-2 3. Surat Balasan dari Perusahaan ... L-3
xi
ABSTRAK
PT. Bukit Emas Dharma Utama, bergerak dalam bidang usaha
woodworking dan komponen untuk bahan bagunaan, dengan menggunakan yaitu
kayu dammar laut, kayu meranti, dan kayu kruing. Industri yang mengolah kayu mutu sesuai dengan pesanan konsumen (make to order). Penyelesaian permasalahan pada penelitian ini dilakukan dengan melakukan penerapan Seven
Tools dalam pengendalian kualitas produk kayu pada PT. Bukit Emas Dharma
Utama (BEDU).
Tujuan dari penelitian ini adalah untuk menentukan jenis produk yang digunakan dan mengalami banyak jenis produk yang di reject, Memberikan gambaran faktor-faktor yang dapat menyebabkan terjadinya cacat produk dan Perusahaan dapat memenuhi spesifikasi produk sesuai dengan batas toleransi.
Tujuh alat pengendalian kualitas (Seven Tools) yang digunakan adalah : stratifikasi, lembar pemeriksaan, histogram, diagram pareto, diagram pencar (scatter diagram), diagram sebab akibat, dan peta kontrol. Dari hasil pengolahan data yang dilakukan dengan menggunakan ketujuh alat pengendalian kualitas diatas diperoleh hasil bahwa cacat yang paling banyak terjadi adalah berupa cacat ukuran produk, yaitu sebanyak 900 batang dari 1125 batang yang cacat atau sebesar 80 % cacat yang terjadi merupakan cacat ukuran produk. Dari perhitungan peta kontrol diperoleh bahwa tidak ada data yang berada di luar peta kendali atau tidak ada data yang out of control.
Dari faktor manusia juga terdapat beberapa penyebab terjadinya cacat pada Door Jamb, antara lain karena kurangnya skill atau kemampuan dari si pekerja itu sendiri, kurang telitinya pekerja dalam melaksanakan pengukuran dan pemotongan sehingga ukuran tidak sesuai spesifikasi yang diminta. Dari faktor bahan baku biasanya yang dapat menyebabkan timbulnya cacat pada produk Door Jamb adalah karena mutu dari bahan baku tidak sesuai dengan standar yang telah ditetapkan oleh perusahaan sebelumnya.
ABSTRAK
PT. Bukit Emas Dharma Utama, bergerak dalam bidang usaha
woodworking dan komponen untuk bahan bagunaan, dengan menggunakan yaitu
kayu dammar laut, kayu meranti, dan kayu kruing. Industri yang mengolah kayu mutu sesuai dengan pesanan konsumen (make to order). Penyelesaian permasalahan pada penelitian ini dilakukan dengan melakukan penerapan Seven
Tools dalam pengendalian kualitas produk kayu pada PT. Bukit Emas Dharma
Utama (BEDU).
Tujuan dari penelitian ini adalah untuk menentukan jenis produk yang digunakan dan mengalami banyak jenis produk yang di reject, Memberikan gambaran faktor-faktor yang dapat menyebabkan terjadinya cacat produk dan Perusahaan dapat memenuhi spesifikasi produk sesuai dengan batas toleransi.
Tujuh alat pengendalian kualitas (Seven Tools) yang digunakan adalah : stratifikasi, lembar pemeriksaan, histogram, diagram pareto, diagram pencar (scatter diagram), diagram sebab akibat, dan peta kontrol. Dari hasil pengolahan data yang dilakukan dengan menggunakan ketujuh alat pengendalian kualitas diatas diperoleh hasil bahwa cacat yang paling banyak terjadi adalah berupa cacat ukuran produk, yaitu sebanyak 900 batang dari 1125 batang yang cacat atau sebesar 80 % cacat yang terjadi merupakan cacat ukuran produk. Dari perhitungan peta kontrol diperoleh bahwa tidak ada data yang berada di luar peta kendali atau tidak ada data yang out of control.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Pentingnya peran kualitas produk ini membuat perlu dilakukan
pengendalian kualitas produk pada PT. Bukit Emas Dharma Utama. Guna mengetahui kinerja perusahaan selama ini. PT. Bukit Emas Dharma Utama adalah industri pengolahan kayu yang berproduksi berdasarkan pesanan pelanggan.
Produksi PT. Bukit Emas Dharma Utama diorientasikan hanya untuk ekspor seperti Eropa, Jerman, Korea, Taiwan tetapi tidak dipasarkan di dalam negeri.
Untuk itu perlu dilakukan pengendalian kualitas produk untuk mengetahui sejauh mana keberhasilan suatu usaha dari proses produksi suatu peerusahaan sehingga akhirnya akan dapat memperhatikan bagaimana kualitas produk perusahaan secara
keseluruhan.
Salah satu keunggulan dalam persaingan ini terutama adalah kualitas
produk yang dapat memenuhi keinginan konsumen. Bila tidak sesuai dengan spesifikasi maka produk akan ditolak. Sekalipun produk tersebut masih dalam batas toleransi yang telah ditentukan maka produk tersebut sebaiknya perlu
menjadi catatan untuk menghindari terjadinya kesalahan yang lebih besar diwaktu yang akan datang.
Kondisi pelanggan yang semakin kritis dalam hal kualitas juga memaksa perusahaan untuk dapat mempertahankan dan meningkatkan mutu produknya agar terhindar dari klaim atau ketidakpuasan pelanggan perusahaan agar dapat bersaing
dengan perusahaan lain yang sejenis. Untuk dapat memenuhi produk yang diinginkan diperlukan peranan pengendalian kualitas. Pengendalian kualitas
adalah penggunaan teknik-teknik dan aktivitas-aktivitas untuk menjaga, mempertahankan dan meningkatkan kualitas dari produk atau jasa. Dalam hal ini
adalah pengendalian kualitas proses untuk menjaga kualitas produk yang dihasilkan.
Oleh karena itu sangat penting kiranya suatu perusahaan mengenalkan
seven tools faktor-faktor yang mempengaruhi kualitas produk agar peningkatan
yang diupayakan terjadi dapat lebih optimal.
Tingkat kualitas produk perusahaan yang tinggi akan menyebabkan tingkat
keuntungan yang tinggi bagi perusahaan. Peningkatan daya saing yang diabaikan proses pembangunan dalam bidang pertumbuhan ekonomi. Apabila perekonomian
tumbuh dan berkembang maka tentu saja akan tercipta lapangan pekerjaan dan pemerataan kesempatan kerja. Perluasan kesempatan kerja ini akan dapat memperbaiki pendapatan masyarakat serta meningkatkan daya beli dan
kesejahteraan masyarakat.
1.2. Rumusan Masalah
Rumusan masalah dalam penelitian ini adalah sebagai berikut :
1. Untuk mengetahui seberapa besar faktor-faktor yang mempengaruhi pengendalian kualitas produk dengan menggunakan tujuh alat
pengendalian kualitas (seven tools).
2. Menentukan penerapan seven tools dalam pengendalian kualitas produk
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah melakukan pengendalian kualitas
produk kayu pada PT. Bukit Emas Dharma Utama dengan menerapkan seven
tools.
Tujuan khusus dari penelitian ini adalah :
1. Memberikan gambaran faktor-faktor yang dapat menyebabkan terjadinya cacat produk.
2. Perusahaan dapat memenuhi spesifikasi produk sesuai dengan batas toleransinya.
3. Kerugian perusahaan akibat produk yang cacat dapat diminimisasi.
1.4. Manfaat Penelitian
Manfaat yang dapat diperoleh dari penelitian ini adalah :
1. Memberikan informasi tentang tingkat kualitas produk yang dihasilkan perusahaan.
2. Sebagai bahan pertimbangan bagi perusahaan untuk menentukan strategi
perusahaan yang dapat dilakukan dalam rangka meningkatkan kualitas produksi sehingga dapat meningkatkan pendapatan yang akan diterima oleh
perusahaan.
1.5. Rumusan Permasalahan dan Asumsi
Dalam upaya permasalahan tersebut perlu diadakan pembatasan rumusan
permasalahan dan batasan, guna menghindari penyimpangan dari tujuan yang sebenarnya.
Batasan dalam penelitian ini antara lain berupa :
1. Apakah penelitian ini hanya dilakukan pada produk Door Jamb, Laminated
Board, dan Finger Joint ? .
2. Dalam penelitian ini dilakukan untuk mengetahui faktor-faktor yang mempengaruhi cacat produk dan apakah menyebabkan produk tidak sesuai dengan standard yang telah ditetapkan? .
3. Apakah permasalahan pengendalian mutu yang dibahas adalah pengendalian proses dengan mencari faktor-faktor penyebab kecacatan produk ? .
4. Apakah alat yang digunakan dalam penelitian dan analisis adalah tujuh alat pengendalian kualitas (seven tools)?.
Asumsi-asumsi yang digunakan berupa :
1. Bahan baku cukup tersedia dan dapat memenuhi kebutuhan produksi.
2. Seluruh peralatan dan mesin produksi dalam keadaan baik dan layak produksi.
1.6. Sistematika Penulisan Karya Akhir
Untuk memudahkan penulisan, pembahasan dan penilaian tugas akhir ini
maka dalam pembuatannya akan dibagi menjadi beberapa bab dengan sistematika sebagai berikut :
BAB I PENDAHULUAN
Menguraikan mengenai latar belakang masalah, perumusan permasalah yang terjadi, tujuan dan manfaat penelitian, pembatasan
masalah yang membatasi ruang lingkup penelitian yang dilakukan dan sistematika pembahasan penulisan.
BAB II LANDASAN TEORI
Menampilkan teori–teori dari referensi serta literatur-literatur yang berkaitan dengan materi penelitian dan mendukung interpretasi
dalam pemecahan masalah pada Pengendalian mutu. BAB III GAMBARAN UMUM PERUSAHAAN
Menjelaskan secara singkat sejarah dan gambaran umum perusahaan,
ruang lingkup bidang usaha, struktur organisasi, uraian tugas dan tanggung jawab, tenaga kerja, sistem pengupahan dan fasilitas yang
digunakan dan sekilas proses produksi serta bahan-bahan yang dibutuhkan, jumlah dan spesifikasi produk, serta mesin dan peralatan yang digunakan.
BAB IV METODOLOGI PENELITIAN
Mengemukakan langkah-langkah yang digunakan untuk pembahasan
masalah berupa uraian penelitian yang akan ditelitikan dalam pembahasan beserta penjelasan untuk langkah-langkah tersebut.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengidentifikasikan seluruh data dan penelitian dan pengolahan data dengan menggunakan berdasarkan metode landasan teori dalam
mendukung penyelesaian masalah yang dihadapi. BAB VI ANALISA PEMECAHAN MASALAH
Menganalisa dan membahas hasil penelitian secara menyeseluuh
pada bab sebelumnya.
BAB VII KESIMPULAN DAN SARAN
Pada bab ini dilakukan pengambilan kesimpulan berdasarkan hasil penelitian serta diuraikan saran-saran yang dapat diberikan berdasarkan analisa dan pembahasan terhadap data-data yang telah
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Bukit Emas Dharma Utama merupakan perusahaan yang bergerak di
bidang industri pengolahan kayu. Perusahaan ini didirikan pada tanggal 4 april 1997 oleh Bapak H.T. Ichsan Mahmud dan Bapak Husaini yang memiliki jabatan sebagai pimpinan pada PT. Bukit Emas Dharma Utama.
Pada awalnya perusahaan ini memiliki kantor cabang di Aceh tepatnya di suso (Pulo Kayu) Blang Pidie Aceh Selatan, dan juga memiliki kantor pemasaran
di Jl. Biduk no. 47 Medan.
Sekitar tahun 2001 ketika Indonesia sedang mengalami krisis moneter maka kantor cabang yang ada di Aceh ditutup dan pada tahun 2002 kantor yang
berada di Jl. Biduk disatukan di Jl. Medan-Binjai 13,8 tetapnya di Jl. Bintang Terang no. 85 Medan.
2.2. Ruang Lingkup Bidang Usaha
PT. Bukit Emas Dharma Utama bergerak dalam bidang usaha
woodworking dan komponen untuk bahan bangunan, dengan bahan baku utama
yaitu kayu damar laut, kayu meranti, dan kayu kruing, dengan tujuan proses produksi menghasilkan kayu olahan. Perusahaan ini berproduksi berdasarkan
pesanan pelanggan. Perusahaan ini didirikan dengan melihat adanya peluang untuk pengembangan industri kayu olahan, terutama bagi industri yang
memanfaatkan kayu dari hutan produksi. Selain itu dengan semakin membaiknya pertumbuhan ekonomi nasional dan kondisi keamanan yang berdampak kepada
meningkatnya permintaan pasar ekspor dari Sumatera Utara, sehingga terdapat peluang pasar yang potensial pada masa-masa mendatang.
Dengan tujuan utama proyek dalam bidang usaha perusahaan ini adalah pengembangan sarana produksi dan peningkatan modal kerja perusahaan yang
pada saat ini memiliki kapasitas terpasang sebesar 10.500 m3 per tahun ( 875
m3 per bulan). Namun karena keterbatasan sumber dana maka baru berproduksi
pada tingkat 350 m3 per bulan.
Daerah pemasaran kayu olahan produksi perusahaan terutama ditujukan
untuk pasar luar negeri (ekspor), melalui pelabuhan Belawan. Adapun beberapa perusahaan luar negeri yang telah melakukan permintaan dan kontrak jual beli produk kayu dengan pihak perusahaan, seperti berikut :
1. Bestimber Traders PTE LTD, Singapore 2. Mercantile International PTE LTD, Singapore
3. Hardin Company Limited, Hongkong
Ketiga perusahaan tersebut di atas secara kontinu setiap bulannya memesan produk kayu olahan kepada perusahaan. Dengan demikian setiap bulannya
perusahaan telah memiliki permintaan tetap. Walaupun jumlah permintaan tetap yang diterima perusahaan sudah cukup besar, perusahaan masih mempunyai
II-3
2.3.Organisasi dan Manajemen Perusahaan 2.3.1. Struktur Organisasi
Organisasi merupakan sekelompok orang yang bekerja untuk mencapai suatu tujuan yang sama dan di antara mereka diberikan pembagian tugas. Struktur
organisasi adalah merupakan gambaran skemetis tentang hubungan-hubungan dan kerja sama di antara fungsi-fungsi, bagian-bagian yang menggerakkan organisasi untuk mencapai tujuan.
Melaksanakan kegiatan perusahaan, PT. Bukit Emas Dharma Utama menggunakan struktur oganisasi yang disusun sedemikian rupa sehingga jelas terlihat batas-batas tugas, wewenang dan tanggung jawab dari setiap personil
dalam organisasi.
Stuktur organisasi yang baik adalah struktur organisasi yang fleksibel
dalam arti hidup, berkembang, bergerak sesuai dengan kondisi yang sedang dihadapi perusahaan.
Struktur organisasi yang dilakukan oleh PT. Bukit Emas Dharma Utama
adalah struktur lini dan fungsional dimana wewenang dari pucuk pimpinan dilimpahkan kepada satuan-satuan di bawahnya dalam bidang kerja yang tertentu.
PT. Bukit Emas Dharma Utama membagi pegawai berdasarkan fungsi-fungsi pekerjaan yang ada, atasan dari seorang bawahan adalah orang-orang yang bertanggung jawab. Struktur organisasi perusahaan dapat dilihat pada Gambar 2.1,
di halaman berikut.
Direktur
General Manager
Manager Produksi
Manager Keuangan
Manager Pesonalia
Manager pemasaran
Staff bag. Pengolahan Staff Bag.
Teknik
Seksi Kepegawaian
Seksi Seksi Keberhasilan
Seksi Pemasaran Seksi Keuangan
Humas
Seksi Utility
Seksi Bengkel / Perawatan
Keterangan :
= Hubungan Lini --- = Hubungan Fungsional
II-5
U
n
iv
e
r
s
ita
s
Su
m
a
te
r
a
U
ta
r
2.3.2. Uraian Tugas dan Tanggung Jawab
Setiap organisasi baik organisasi pemerintah atau swasta selalu berusaha agar kegiatannya dapat berjalan dengan baik, sehat dan efisien. Salah satu sarana
dan upaya untuk itu adalah pembagian tugas dan penyusunan uraian jabatan di dalam organisasi. Adapun uraian jabatan yang mencakup tugas, wewenang dan tanggung jawab di lingkungan perusahaan adalah sebagai berikut :
1. Direktur
Direktur merupakan pimpinan tertinggi perusahaan yang diangkat oleh
Rapat Umum Pemegang Saham untuk menjalankan perusahaan. Direksi bertanggung jawab atas segala kegiatan di dalam dan di luar perusahaan. Di luar perusahaan bertanggung jawab kepada pemilik saham, pemerintah, masyarakat
disekitar perusahaan dan konsumen. Sedangkan di dalam perusahaan bertanggung jawab atas keselamatan kerja karyawan, hasil penelitian para manajer dan staf, peningkatan karir dan kesejahteraan staf dan karyawan. Selain itu, direktur
mempunyai tugas dan wewenang sebagai berikut :
a. Merencanakan dan merumuskan kebijaksanaan mengenai pengembangan
dan perbaikan perusahaan serta memberikan bimbingan dan petunjuk pelaksanaannya.
b. Mengadakan hubungan kerja dengan pihak luar, baik hubungan dengan
perusahaan lain maupun dengan kegiatan dalam perusahaan.
c. Mengkoordinir tugas-tugas yang didelegasikan kepada tiap-tiap direktur
d. Mengambil keputusan-keputusan dan tindakan-tindakan yang tepat demi
kepentingan, kelangsungan dan kelancaran jalannya perusahaan sehingga segala kegiatan organisasi menuju ke tujuan utama perusahaan.
2. General Manager
General Manager adalah pemimpin di perusahaan yang membawahi sejumlah operasional menager, manager dan kepala bagian. Tugas dan
tanggung jawabnya meliputi :
a. Memimpin dan mengkoordinasikan kegiatan yang berhubungan
dengan operasional perusahaan keseluruhan, meliputi persomalia/administrasi, pembelian bahan-bahan, penjualan (marketing) dan produksi.
b. Mengontrol setiap kegiatan agar sesuai dengan jadwal yang sudah dibuat.
c. Mengontrol kegiatan peyediaan bahan-bahan yang diperlukan. d. Mengembangkan jenis produk baru berdasarkan kebutuhan pasar. e. Memperluas pasar.
Wewenang dari general manager adalah sebagai berikut :
a. Mengawasi dan mengambil tindakan-tindakan (action) yang diperlukan
terhadap manajer produksi, manajer keuangan dan manajer marketing.
Tanggung jawab dari general manager adalah sebagai berikut :
a. Bertanggung jawab kepada Direktur mengenai pelaksanaan
instruksi-instruksi atau arahan-arahan Direktur.
3. Manajer Produksi
Tugas-tugas dari manajer produksi adalah sebagai berikut :
a. Merencanakan kegiatan produksi dan setiap bagian pendukungnya. b. Mengontrol pelaksanaan kegiatan produksi dan bagian pendukungnya.
c. Melakukan koordinasi dengan departemen penjualan terkait dengan order yang akan dikerjakan dan jadwal pengiriman.
d. Melakukan koordinasi dengan departemen keuangan terkait dengan kebutuhan produksi akan bahan baku, bahan penolong dan bahan pembantu.
e. Mengontrol kualitas produksi baik proses maupun mutu.
Wewenang dari manajer produksi adalah sebagai berikut :
a. Memberikan saran dan nasehat serta penilaian terhadap kinerja bawahannya.
b. Memberikan sanksi terhadap kesalahan dan pelanggaran bawahan.
c. Meminta nasehat, petunjuk dan bimbingan dari atasnya. d. Membuat inovasi baru dalam pengerjaan produksi.
e. Memberikan masukan kepada perusahaan terkait dengan departemennya. f. Melakukan koordinasi dengan departemen lain yang terkait dengan
Tanggung jawab dari manajer produksi adalah sebagai berikut :
a. Bertanggung jawab kepada General Manager mengenai pelaksanaan tugas-tugasnya.
Bagian Produksi membawahi : 1. Staf Bagian Teknik
Merupakan orang yang bertanggung jawab atas penyediaan kebutuhan
tenaga listrik, air, perbaikan-perbaikan mesin/peralatan yang rusak serta pemeliharaan/ perawatannya. Bagian teknik membawahi dua seksi yaitu :
- Seksi Utility
Seksi utility adalah orang yang bertugas dan menjalankan dan mengawasi segala kebutuhan operasi produksi.
- Seksi Bengkel dan Perawatan
Seksi bengkel dan perawatan adalah orang yang bertugas merawat semua peralatan instalasi dan bangunan.
2. Staf Bagian Pengolahan
Bagian pengolahan merupakan orang yang bertanggung jawab atas
kelancaran kegiatan operasi produksi mulai dari persiapan bahan baku hingga produk jadi.
4. Manajer Keuangan
Tugas-tugas manajer keuangan adalah sebagai berikut :
a. Mengawasi, mengendalikan dan mengevaluasi pelaksanaan anggaran
perusahaan sesuai dengan sistem dan prosedur yang berlaku.
b. Merencanakan, mengkoordinasikan, menggerakkan, mengevaluasi
pelaksanaan dan penyusunan laporan keuangan berkala yang meliputi neraca, laporan rugi laba dan laporan perubahan modal untuk kepentingan
pihak intern dan ekstren.
c. Mengatur posisi dan strategi pembayaran supplier, bunga bank, cicilan pinjaman bank, dan lain-lain sesuai dengan posisi saldo bank dan kondisi
perusahaan sehingga tercapai kelancaran liquiditas dan pembinaan
supplier sebaik mungkin.
d. Memecahkan masalah-masalah yang timbul dalam ruang lingkup keuangan dan mengambil keputusan untuk keuangan.
e. Menjaga dan memelihara hubungan baik dengan bank yang terkait dengan
pihak pajak sehingga perusahaan tidak mengalami penekanan oleh pihak ekstren.
f. Melaksanakan dengan sebaik-baiknya tugas-tugas lain yang diberikan
pimpinan
Wewenang manajer keuangan adalah sebagai berikut :
a. Memberi saran, nasehat dan memberikan penilaian terhadap kinerja bawahannya.
Tanggung jawab manajer keuangan adalah sebagai berikut :
a. Merencanakan, menggerakkan, mengontrol, mengendalikan dan mengevaluasi semua pelaksanaan dan mekanisme kerja baik pembuatan
program administrasi dan pengontrolan atas implementasi anggaran, standar biaya operasi, alokasi biaya dan pengendalian laporan keuangan secara umum dalam ruang lingkup keuangan yang digunakan manajemen.
b. Memberikan laporan dan bertanggung jawab kepada wakil direktur keuangan mengenai pelaksanaan tugas-tugasnya.
Bagian ini membawahi Seksi Keuangan yang tugasnya adalah :
- Membuat laporan keuangan pada atasan secara berkala dan kepada pihak pemberi pinjaman modal yakni pihak bank.
- Menyusun budget (anggaran) pendapatan dan belanja perusahaan sesuai dengan hasil yang diharapkan pada tahun anggaran yang akan datang.
- Memberikan laporan keuangan kepada pihak pemerintah untuk menetapkan besarnya pajak yang harus dibayar oleh perusahaan.
- Mengadakan hubungan antara perusahaan dengan pihak luar seperti kantor
pajak, dinas perindustrian, dinas tenaga kerja, dinas perdagangan, rumah sakit, perusahaan-perusahaan pelanggang dan lain-lain.
- Membantu bagian personalia membuat dan mengawasi semua peraturan tentang tata tertib kerja, disiplin kerja dan pengumuman.
- Membuat kebijaksanaan operasional dan strategi perusahaan.
5. Manajer Personalia
Manajer personalia merupakan orang yang mempunyai tugas dan wewenang yang berhubungan dengan usaha-usaha untuk memaksimalkan produktivitas
tenaga kerja melalui penerangan kepersonaliaan. Bagian ini membawahi :
1). Kepegawaian, yang mempunyai tugas :
- Menentukan dan menilai sumber-sumber kerja.
- Menyeleksi tenaga kerja serta penempatannya dan pemutusan hubungan
kerja.
- Menetapkan aktivitas pergantian shift dan lembur. - Menerima keluhan-keluhan dari para karyawan.
- Memberi penghargaan kepada karyawan yang berprestasi. - Mengadakan latihan-latihan pegawai, up-grading dan training. 2). Hubungan masyarakat
Merupakan orang yang mempunyai tugas dan wewenang dalam memberikan keterangan mengenai keadaan perusahaan yang dibutuhkan oleh
pihak dari luar perusahaan. 3). Kebersihan
Merupakan orang yang mempunyai tugas dan wewenang dalam bidang
kebersihan kantor dan pekarangan perusahaan serta penyediaan air minum untuk para Direktur, Kepala Bagian, Staf dan Karyawan.
b. Mencari pembeli baru untuk meningkatkan penjualan perusahaan.
c. Menjaga hubungan baik dengan pembeli lama.
d. Membuat penawaran dari produk sampingan kepada pasar.
e. Membuat penawaran penjualan, melakukan riset pasar, mengikuti perkembangan pasar dan mencari pasar baru.
f. Melakukan koordinasi dengan departemen produksi terkait dengan order
yang akan dikerjakan dan jadwal pengiriman.
6. Manajer Pemasaran
Manajer pemasaran berkaitan dengan pengenalan produk terhadap pasar dan tentang pengembangan produk agar dapat memahami keinginan konsumen.
Wewenang manajer pemasaran adalah, sebagai berikut:
a. Menetukan target penjualan produk
b. Menjaga n membina kerjasama dengan pihak-pihak yang ada,baik didalam
negeri maupun di mancanegara.
Tanggung jawab dari manajer pemasaran adalah, sebagai berikut :
a. Memasarkan produk pengolahan kayu yang ada di perusahaan PT. Bukit
Emas Dharma Utama.
b. Menjaga kualitas prooduk pengolahan kayu dan meningkatkan
pengembangan produk.
7. Karyawan
Karyawan merupakan orang yang melakukan kegiatan-kegiatan perusahaan sesuai dengan komando atasan yang ditugaskan pada bagian-bagian
tertentu. Karyawan merupakan pekerja-pekerja yang produktif dan dinamis. Mereka diklasifikasikan atas beberapa grup. Masing-masing grup jumlahnya tertentu dan dipimpin oleh seorang mandor, dan para mandor dipimpin oleh
kepala bagian.
Dengan adanya penggolongan kerja, walaupun kegiatannya sama,
diharapkan akan memberikan semangat untuk berkompetisi di antara sesama grup. Dengan demikian dapat diketahui grup mana yang paling berprestasi dan pantas menerima penghargaan perusahaan.
2.3.3. Tenaga Kerja dan Kerja Perusahaan
Tenaga kerja pada perusahaan terdiri dari tenaga kerja langsung dan
tenaga kerja tidak langsung. Tenaga kerja langsung adalah pekerja pada bagian produksi/pengolahan di pabrik. Sedangkan menurut penggajian tenaga kerja terdiri dari tenaga kerja tetap yang meneriman gaji bulanan dan tenaga kerja
harian.
Jumlah tenaga kerja di PT. Bukit Emas Dharma Utama, saat ini adalah 122
Tabel 2.1. Jumlah Tenaga Kerja PT. Bukit Emas Dharma Utama
Jabatan Jumlah
(orang)
Dewan Komisaris 1
Direktur/Direksi 1
General Manager 1
Manajer Produksi 1
Manajer Marketing 1
Manajer Keuangan 1
Kepala Bagian Produksi 1
Staff Bagian Teknik 1
Staff Bagian Pengolahan 1
Seksi Utility 1
Seksi Bengkel dan Perawatan 1
Kepala Bagian Penjualan 1
Seksi Penjualan Ekspor 1
Seksi Penjualan Pembelian 1
Bagian Gudang 1
Bagian Ekspedisi 1
Kepala Bagian Keuangan & Umum 1
Seksi Keamanan 1
Seksi Personalia 1
Kepegawaian 1 Humas 1 Kebersihan 1
Karyawan Harian 100
Total 122
(Sumber : PT. Bukit Emas Dharma Utama)
Ketentuan jam kerja di PT. Bukit Emas Dharma Utama nantinya tidak terlepas dari kerja shift. Untuk tiga kelompok karyawan menurut pembagian kerja adalah
sebagai berikut :
a. Karyawan Bagian Kantor
Terdiri dari satu unit shift kerja, dengan jam kerja sebagai berikut :
1. Untuk hari Senin – Kamis :
- Pukul 08.00 – 12.00 WIB kerja aktif.
- Pukul 12.00 – 13.00 WIB istirahat.
- Pukul 13.00 – 16.00 WIB kerja aktif.
2. Untuk Hari Jum`at :
- Pukul 08.00 – 12.00 WIB kerja aktif.
- Pukul 12.00 – 13.30 WIB istirahat. - Pukul 13.30 – 16.00 WIB kerja aktif. 3. Untuk hari Sabtu :
- Pukul 08.00 – 13.30 WIB kerja aktif (tanpa istirahat). b. Karyawan Bagian Produksi
Terdiri dari dua shift kerja (jika diperlukan), dan jam kerja sebagai berikut: 1. Untuk hari Senin – Jumat :
- Shift A : Pukul 06.00 – 14.00 WIB.
- Shift B : Pukul 14.00 – 22.00 WIB. - Shift C : Pukul 22.00 – 06.00 WIB. 2. Untuk hari Sabtu :
- Shift A : Pukul 08.00 – 14.00 WIB. - Shift B : Pukul 14.00 – 20.00 WIB.
- Shift C : Pukul 23.00 – 05.00 WIB.
c. Karyawan Bagian Perbengkelan dan Perawatan 1. Untuk hari Senin – Kamis :
- Pukul 08.00 – 12.00 WIB kerja aktif. - Pukul 12.00 – 13.00 WIB istirahat.
2. Untuk hari Jum`at :
- Pukul 08.00 – 12.00 WIB kerja aktif. - Pukul 12.00 – 13.30 WIB istirahat.
- Pukul 13.30 – 16.00 WIB kerja aktif. 3. Untuk hari Sabtu :
- Pukul 08.00 – 13.30 WIB kerja aktif (tanpa istirahat).
2.4. Proses Produksi 2.4.1. Bahan Baku
Bahan baku adalah semua bahan yang membentuk bagian integral dari suatu produk dimana bahan tersebut dengan mudah ditelusuri sampai ke bahan jadi atau sering juga disebut dengan bahan yang turut serta dalam penentuan
produk yang memiliki pengaruh yang paling besar dan dapat dilihat dengan jelas. Bahan baku yang digunakan oleh PT. Bukit Emas Dharma Utama, pada dasarnya
semua jenis kayu dapat digunakan untuk membuat produk kayu olahan (door
jamb, finger joint, dan laminated board).
2.4.2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi dan digunakan dalam proses pembuatan produk. Bahan penolong ini dibutuhkan jauh
lebih kecil dibandingkan bahan baku. Komponen bahan penolong tidak dapat dengan jelas dibedakan pada produk akhir. Bahan penolong yang dipergunakan adalah :
1. Kertas pasir / amplas.
Kertas pasir digunakan untuk menghaluskan kayu dan produk jadi. 2. Boron Plus (Pengawet)
Bahan ini digunakan untuk mengawetkan kayu sebagai anti blue stain dan anti bakteri. Dengan memakai pengawet produk kayu menjadi tidak mudah busuk dan tahan lama.
3. Hardener
Hardener digunakan sebagai bahan pengeras untuk lem, yang nantinya
akan dicampur dengan lem dengan perbandingan 2:1. 4. Lem kayu
Lem kayu digunakan untuk merekatkan dan menyambung
potongan-potongan kayu sehingga dapat membentuk produk yang diinginkan.
2.4.3. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan pada produk saat proses produksi berlangsung dimana keberadaannya tidak mengurangi nilai produk melainkan dapat menambah nilai produk, bahan tambahan dapat dilihat pada hasil
akhir produk. Bahan tambahan yang dipergunakan antara lain : 1. Plastik
Digunakan untuk membungkus produk agar kondisi produk tersusun rapi. 2. Label
3. Tali
Digunakan untuk mengikat produk satu dengan yang lain sehingga tersusun rapi.
4. Strapping Steel
Strapping Steel digunakan untuk mengikat bungkusan kayu olahan jadi
yang siap untuk dikirim. 5. Pallet
Pallet berguna pada saat produk jadi telah selesai lalu dibuat menjadi
bundel. 6. Dempul
Digunakan untuk menutupi permukaan yang tidak rapi pada produk.
2.5. Mesin dan Peralatan
PT. Bukit Emas Dharma Utama dalam menjalankan aktifitas produksinya menggunakan mesin-mesin buatan luar negeri dan mesin-mesin yang dirakit di
Indonesia. Perusahaan ini dalam menjalankan produksinya menggunakan teknologi semi otomatis.
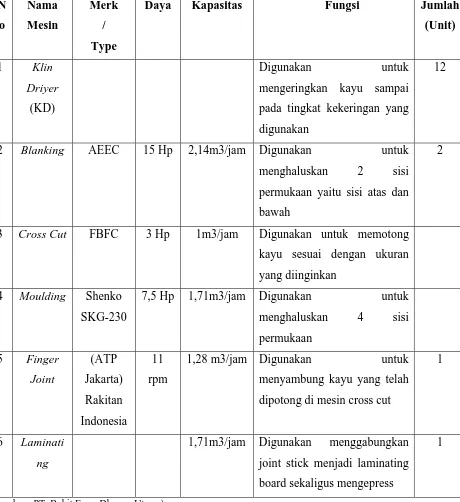
2.5.1. Mesin Produksi
Adapun mesin-mesin yang digunakan dalam pembuatan kayu adalah sebagai
berikut :
Tabel 2.2. Mesin Produksi pada PT. Bukit Emas Dharma Utama N o Nama Mesin Merk / Type
Daya Kapasitas Fungsi Jumlah (Unit)
1 Klin Driyer
(KD)
Digunakan untuk
mengeringkan kayu sampai pada tingkat kekeringan yang digunakan
12
2 Blanking AEEC 15 Hp 2,14m3/jam Digunakan untuk menghaluskan 2 sisi permukaan yaitu sisi atas dan bawah
2
3 Cross Cut FBFC 3 Hp 1m3/jam Digunakan untuk memotong kayu sesuai dengan ukuran yang diinginkan
4 Moulding Shenko SKG-230
7,5 Hp 1,71m3/jam Digunakan untuk menghaluskan 4 sisi permukaan
5 Finger Joint (ATP Jakarta) Rakitan Indonesia 11 rpm
1,28 m3/jam Digunakan untuk menyambung kayu yang telah dipotong di mesin cross cut
1
6 Laminati ng
1,71m3/jam Digunakan menggabungkan
joint stick menjadi laminating board sekaligus mengepress
1
(Sumber : PT. Bukit Emas Dharma Utama)
2.5.2. Mesin Pendukung
Tabel 2.3. Mesin Pendukung pada PT. Bukit Emas Dharma Utama No Nama
Mesin
Merk / Type
Daya Fungsi
1 Gerinda Makita, Jepang Digunakan untuk mengasah mata pisau pada mesin moulding,mesin
potong,finger joint,
2 Bor Digunakan sebagai mesin penyokong
mesin produksi dalam hal pembuatan lubang
3 Genset TZH 75 1500
rpm
Digunakan untuk menjadi sumber tenaga apabila terjadi pemadaman listrik dari PLN
4 Asah
Moulding
JF 230 1,5 Hp
(Sumber : PT. Bukit Emas Dharma Utama)
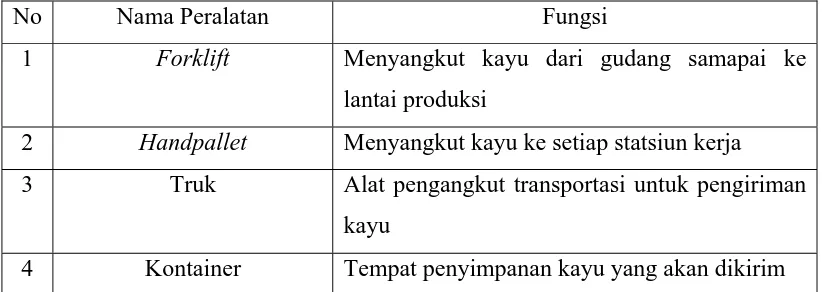
[image:42.595.107.518.469.615.2]2.5.3. Peralatan (Equipment)
Tabel 2.4. Peralatan pada PT. Bukit Emas Dharma Utama
No Nama Peralatan Fungsi
1 Forklift Menyangkut kayu dari gudang samapai ke lantai produksi
2 Handpallet Menyangkut kayu ke setiap statsiun kerja 3 Truk Alat pengangkut transportasi untuk pengiriman
kayu
4 Kontainer Tempat penyimpanan kayu yang akan dikirim
(Sumber : PT. Bukit Emas Dharma Utama)
2.6. Uraian Proses Produksi
Proses produksi pembuatan produk – produk pada P.T. Bukit Emas Dharma Utama tergantung pada spesifikasi jenis produk yang dipesan. Adapun
proses produksi pembuatan produk utama pada P.T. Bukit Emas Dharma Utama
adalah sebagai berikut :
a. Uraian Proses Produksi door jamb
Door jamb adalah produk kayu woodworking yang biasa digunakan untuk
[image:43.595.244.396.284.380.2]membuat kusen pintu. Gambar dari produk door jamb dapat dilihat pada gambar 2.2.
Gambar 2.2. Produk Door jamb
Proses pembuatan produk Door jamb adalah sebagai berikut :
- Kayu diambil dari gudang bahan baku
- Kemudian kayu dibawa ke kiln dryer dengan menggunakan hand truck.
- Kayu dikeringkan selama ± 12 hari dengan menggunakan kiln dryer, sampai tingkat kekeringan 12 %
- Kemudian kayu dibawa ke mesin double planner dengan menggunakan hand
truck.
- Diketam sisi atas dan bawah dengan mesin double planner, chips dari proses
- Kayu yang tidak sesuai ketebalannya dibawa kembali ke mesin double
planner, untuk diketam ulang.
- Kayu yang telah diketam sisi atas dan bawah dibawa ke mesin double planner
kedua untuk diketam sisi kiri dan kanan, dengan menggunakan hand truck,
chips dari proses pengetaman dibawa ke gudang bahan bakar menggunakan
kereta sorong.
- Kayu yang telah selesai diketam di bawa ke bagian inspeksi dengan menggunakan hand truck.
- Pada bagian inspeksi kayu diperiksa ketebalannya dengan menggunakan jangka sorong.
- Kayu yang tidak sesuai ketebalannya dibawa kembali ke mesin double
planner, untuk diketam ulang.
- Kayu yang telah selesai di ketam dibawa ke mesin cross cut dengan menggunakan hand truck.
- Kayu diukur dengan menggunakan meteran dan dipotong dengan menggunakan mesin cross cut , kayu sisa potongan diperiksa.
- Kayu sisa potongan yang masih dapat digunakan dibawa ke gudang penyimpanan sementara, dengan menggunakan hand truck.
- Serbuk kayu sisa pemotongan dihisap dengan menggunakan dust collector ke
gudang bahan bakar.
- Kayu sisa potongan yang tidak dapat digunakan dibawa ke gudang bahan
bakar, dengan menggunakan hand truck.
- Kayu hasil pemotongan dibawa ke mesin moulding dengan menggunakan
hand truck.
- Pada mesin moulding keempat permukaan kayu di haluskan.
- Serbuk sisa penghalusan kayu dibawa ke gudang bahan bakar dengan memakai dust collector.
- Kemudian kayu di bawa ke bagian pendempulan dengan menggunakan hand
truck.
- Kayu di dempul secara manual dan diamplas dengan menggunakan kertas
pasir, serbuk sisa pengamplasan kayu di bawa ke gudang bahan bakar dengan menggunakan mesin dust collector.
- Kayu yang telah selesai didempul dibawa ke bagian penyemprotan dengan
menggunakan hand truck.
- Bahan pengawet disemprotkan pada kayu sambil di periksa secara visual hasil penyemprotan.
- Kayu dibawa ke bagian pengepakan dengan menggunakan hand truck.
- Kayu di bagian pengepakan dihitung jumlahnya, kemudian dikemas
menggunakan plastik dan tali pengikat lalu dipasangi label. - Kayu di bawa gudang produk jadi, menggunakan hand truck. - Produk disimpan di gudang produk jadi.
b. Uraian Proses Produk Laminated board
Laminated board adalah produk kayu woodworking yang biasa digunakan
Gambar 2.3. Produk Laminated board
Adapun proses pembuatan produk Laminated board adalah sebagai berikut:
- Kayu diambil dari gudang bahan baku
- Kemudian kayu dibawa ke kiln dryer dengan menggunakan hand truck.
- Kayu dikeringkan selama ± 12 hari dengan menggunakan kiln dryer, sampai
tingkat kekeringan 12 %
- Kemudian kayu dibawa ke mesin double planner dengan menggunakan hand
truck.
- Diketam sisi atas dan bawah dengan mesin double planner, chips dari proses pengetaman dibawa ke gudang bahan bakar menggunakan kereta sorong.
- Di bawa ke bagian pemeriksaan dengan menggunakan hand truck. - Kayu diperiksa ketebalannya dengan menggunakan jangka sorong.
- Kayu yang tidak sesuai ketebalannya dibawa kembali ke mesin double
planner, untuk diketam ulang.
- Kayu yang telah diketam sisi atas dan bawah dibawa ke mesin double planner
kedua untuk diketam sisi kiri dan kanan, dengan menggunakan hand truck,
chips dari proses pengetaman dibawa ke gudang bahan bakar menggunakan
kereta sorong.
- Kayu yang telah selesai diketam di bawa ke bagian inspeksi dengan menggunakan hand truck.
- Pada bagian inspeksi kayu diperiksa ketebalannya dengan menggunakan jangka sorong.
- Kayu yang tidak sesuai ketebalannya dibawa kembali ke mesin double
planner, untuk diketam ulang.
- Kayu yang telah selesai di ketam dibawa ke mesin cross cut dengan
menggunakan hand truck.
- Kayu diukur dengan menggunakan meteran dan dipotong dengan menggunakan mesin cross cut , kayu sisa potongan diperiksa.
- Kayu sisa potongan yang masih dapat digunakan dibawa ke gudang penyimpanan sementara, dengan menggunakan hand truck.
- Kayu sisa potongan yang tidak dapat digunakan dibawa ke gudang bahan bakar, dengan menggunakan hand truck.
- Serbuk kayu sisa pemotongan dihisap dengan menggunakan dust collector ke
gudang bahan bakar.
- Kayu hasil pemotongan dibawa ke mesin moulding dengan menggunakan
hand truck.
- Serbuk sisa penghalusan kayu dibawa ke gudang bahan bakar dengan
memakai dust collector.
- Kayu dibawa ke bagian pengeleman dengan menggunakan hand truck.
- Kemudian kayu diberi lem secara manual, sebelumnya lem dicampur dengan
hardener di dalam mixer box.
- Setelah diberi lem kayu dibawa ke bagian laminating dengan menggunakan
dengan menggunakan hand truck.
- Di bagian laminating di press dengan menggunakan mesin up-press.
- Kayu dibawa ke mesin moulding dengan menggunakan hand truck.
- Kemudian kayu dihaluskan keempat sisinya dengan menggunakan mesin
moulding
- Serbuk sisa penghalusan kayu dibawa ke gudang bahan bakar dengan memakai dust collector.
- Kemudian kayu dibawa ke bagian pendempulan dengan menggunakan hand
truck.
- Kayu didempul secara manual dan di amplas dengan menggunakan kertas
pasir, serbuk kayu sisa pengamplasan di bawa ke gudang bahan bakar dengan menggunakan mesin dust collector
- Kayu yang telah selesai didempul dibawa ke bagian penyemprotan dengan
menggunakan hand truck.
- Bahan pengawet disemprotkan pada kayu sambil di periksa secara visual hasil
penyemprotan.
- Kayu dibawa ke bagian pengepakan dengan menggunakan hand truck.
II-28
- Kayu di bagian pengepakan dihitung jumlahnya, kemudian dikemas
menggunakan plastik dan tali pengikat lalu dipasangi label. - Kayu di bawa gudang produk jadi, menggunakan hand truck.
- Produk disimpan di gudang produk jadi. C.Uraian Proses Produksi Finger joint
Finger joint adalah produk kayu woodworking yang diolah dengan cara
menyambungkan potongan kayu bahan baku dengan potongan-potongan kayu sisa dari door jamb dan laminated board. Gambar dari produk
[image:49.595.172.453.361.568.2]finger joint dapat dilihat pada gambar 2.4.
Gambar 2.4. Produk Finger joint
BAB III
LANDASAN TEORI
3.1. Pengertian Pengendalian KualitasPengendalian dapat diartikan sebagai suatu kegiatan atau usaha yang
dilakukan untuk menjamin agar hasil dari pelaksanaan sesuai dengan tujuan yang
telah ditetapkan dalam perencanaan. Pengendalian dalam istilah industri diartikan
sebagai suatu proses pendelegasi tanggung jawab dan wewenang untuk kegiatan
manajemen dengan tetap menggunakan cara-cara menjamin hasil yang
memuaskan.
Kualitas adalah perpaduan semua fungsi dari perusahaan kedalam falsafa
holistig yang dibagun berdasarkan konsep kualitas, teamwork, produktivitas dan
kepuasan pelanggan.1 merupakan salah satu sasaran dan tanggung jawab pembuatan keputusan sehingga kualitas menjadi salah satu tujuan penting
sebagian besar perusahaan. Mengingat kualitas ini menyangkut organisasi secara
keseluruhan maka fungsi operasi dibebani tanggung jawab untuk menghasilkan
mutu yang baikdan terjamin bagi kosumen.
Secara umum kualitas dapat juga diartikan sebagai suatu kumpulan data
sejumlah karakteristik/sifat yang menunjukan tingkat/ derajat kebaikan suatu
produk sehingga mampumemenuhi keinginan konsumen. Dengan kata lain
kualitas berarti kecocokan penggunaan yang diinginkan bagi konsumen. Ini
berarti produk tersebut cocok dan sesuai dengan apa saja yang diinginkan
konsumen.
1
Fandy Tjiptono, Anastasia Diana, Total Quality Management,hal 4.
Pengendalian kualitas adalah prosedur untuk mencapai kualitas yang
diingikan dengan tujuan memperbaiki produk dan menurunkan ongkos kualitas
secara keseluruhan. Dengan adanya pengendalian kualitas, diharapkan
penyimpangan dapat dikurangi dan proses diarahkan pada tujuan.
Inti dari pengendalian kualitas sebenarnya adalah pengendalian kualitas
produk selama dalam proses pembuatan sampai produk jadi untuk mencegah
adanya produk yang tidak memenuhi kualitas yang telah ditetapkan dan bukan
untuk memperbaiki kualitas setelah produk setelah diproses.
Menurut A.V. Feigenbaum, pengendalian kualitas dapat didefenisikan
sebagai suatu system yang terdiri atas pemeriksaan atau pengujian, analisis, dan
tindakan-tindakan yang harus diambil dengan memanfaatkan kombinasi seluruh
peralatan dan teknik-teknik guna mengendalikan kualitas produk dengan ongkos
minimal sesuai dengan keinginan konsumen tertentu.2
Berdasarkan standar industri Jepang (JIS), pengendalian kualitas
didefenisikan sebagai suatu system tentang metode produksi yang secara
ekonomis memproduksi produk/jasa yang berkualitas dan dapat memenuhi
kebutuhan konsumen.
Sedangkan Kaoru Iskawa, mengartikan pengendalian kualitas sebagai
metode untuk mengembangkan, mendesain, memproduksi, dan memberi jasa
produk bermutu yang paling ekonomis, paling berguna dan selalu memuaskan
konsumen.
2
Pengendalian kualitas dapat dibagi dalam empat langkah, yakni :
Penentuan standar kualitas, yang meliputi standar biaya, hasil, keamanan, dan
keandalan yang diperlukan untuk produk tersebut.
Menilai kesesuaian sifat produk yang dibuat dengan standar yang telah
ditentukan.
Mengambil tindakan kerektif apabila diperlukan dengan mencari penyebabnya
melalui faktor-faktor yang paling mempengaruhi kepuasan konsumen.
Merencanakan perbaikan standar, yaitu dengan melakukan usaha
pengembangan yang kontinu untuk memperbaiki standar biaya, kinerja,
keamanan, dan keandalan.3
Dengan adanya pengendalian kualitas diharapkan munculnya
penyimpangan dapat dikurangi dan proses dapat diarahkan pada tujuan yang ingin
dicapai. Pengendalian kualitas dapat dikatakan efektif apabila dapat menekan
sampai batas minimum penyimpangan terhadap rencana.
3.2. Data Atribut dan Data Variabel
Pengumpulan data adalah langkah awal dalam proses pengendalian
kualitas. Dalam pengumpulan data terdapat dua jenis data yaitu data atribut dan
data variabel.
Data atribut diperoleh dengan membandingkan suatu kejadian dengan
spesifikasi yang telah ditetapkan, apakah memenuhi atau tidak. Atribut ini
biasanya menyimpulkan informasi jumlah cacat atau persen cacat.
3
Amin Widjaja Tunggal, Ak, MBA, Manajemen Mutu Terpaedu, 1998. hal 82-84.
Data variabel adalah semua karakteristik yang dapat diukur yang
digunakan untuk menentukan sejumlah penyimpangan dari spesifikasi, seperti
berat yang diukur dalam gram. Ukuran-ukuran data variabel ini memberikan
kemampuan mengolah data untuk menentukan rata-rata dan standar deviasi dan
juga memberikan informasi yang lebih berguna untuk pengendalian proses.
Data variabel bisa juga disebut dengan data yang diperoleh dari
pengukuran yang digunakan untuk menentukan sejumlah penyimpangan dari
spesifikasi. Data ini dipakai untuk menentukan rata-rata, rentang dan standar
deviasi.
Data atribut adalah semua karakteristik mutu yang dikelompokkan dalam
kesesuaian atau ketidaksesuaiannya terhadap spesifikasi yang ada, seperti baik
atau jelek, bagus atau cacat dan lain-lain.
Selain itu banyak pula karakteristik yang ditetapkan sebagai variabel
terukur, tetapi diperiksa yang sesuai dan tidak sesuai dengan spesifikasi. Didalam
penelitian ini data yang digunakan adalah data atribut.
3.3. Pengendalian Proses Statistik
Statistik adalah pengetahuan yang berhubungan dengan cara-cara
pengumpulan data. Pengolahan atau penganalisaannya dan penarikan kesimpulan
berdasarkam kumpulan dan penganalisaan yang dilakukan Metode statistik
digunakan untuk pengumpulan, penyajian, analisis, dan penafsiran data.4 .
4
Pengendalian proses statistik adalah alat utama yang digunakan untuk
membuat produk dengan benar sejak awal. Tujuan utama pengendalian ini adalah
untuk menyelidiki dengan cepat terjadinya sebab-sebab terduga atau pergeseran
proses sedemikian rupa sehingga penyelidikan terhadap proses tersebut dan
tindakan perbaikan dapat dilakukan sebelum unit yang tidak sesuai tersebut terlalu
banyak diproduksi. Bagan kendali adalah teknik pengendali proses yang
digunakan untuk maksud tersebut.
Pengendalian kualitas statistik dapat dikelompokkan atas dua bagian, yaitu
pengendalian proses (process control) dan pengendalian produk (product
control). Untuk pengendalian proses digunakan peta kendali dan untuk
pengendalian produk digunakan sampling penerimaan.
Peta kontrol adalah suatu alat statistik yang dapat dipergunakan untuk
memperlihatkan variasi-variasi di dalam kualitas keluaran yang disebabkan karena
kesempatan dan sebab-sebab yang dapat diberikan. Manfaat dari peta kontrol
adalah memberitahukan kapan harus membiarkan suatu proses berjalan apa
adanya atau kapan harus mengambil tindakan untuk mengatasi gangguan.
Penghapusan sebab-sebab terusut yang menimbulkan fluktuasi yang menyimpang
disebut sebagai pengaturan sebuah proses menjadi terkendali, dan hal ini
merupakan sebab utama bagi terjadinya penurunan biaya pengendalian mutu
secara statistik.
3.4. Tujuh Alat Pengendalian Kualitas (Seven Tools)
Tujuh alat pengendalian kualitas merupakan alat sederhana yang dipakai
untuk membantu analisis masalah atau fakta sehingga dapat diketahui
faktor-faktor penyebab masalah.
Fungsi tujuh alat pengendalian kualitas adalah untuk meningkatkan
kemampuan perbaikan proses, sehingga akan diperoleh :
Peningkatan kemampuan berkompetisi
Penurunkan cost of quality dan pengkatan fleksibel harga
Meningkatkan produktivitas sumber daya
Adapun maksud dan tujuan penggunaan seven tools adalah sebagai
berikut :
Mengetahui masalah
Mempersempit ruang lingkup masalah
Mencari faktor yang diperkirakan menjadi penyebab
Mencegah kesalahan akibat kurang hati-hati
Ketujuh alat pengendalian kualitas tersebut adalah:
1. Stratifikasi (Stratification)
Stratifikasi adalah metoda mengidentifikasikan sumber variasi dari
kumpulan data, mengklasifikasikan data sesuai dengan bermacam-macam faktor.5 Stratifikasi merupakan usaha atau tata cara menguraikan dan mengelompokan
data menjadi unsur-unsur tunggal persoalan atau dengan kata lain
5
mengelompokkan data ke dalam kelompok-kelompok yang mempunyai
karakteristik yang sama. Manfaat dari stratifikasi adalah :
a. Menemukan persoalan dan faktor-faktor penyebab utama kualitas secara
mudah.
b. Membantu pembuatan diagram tebar (Scatter diagram) dan diagram pareto.
c. Mempelajari secara menyeluruh masalah yang dihadapi.
Tujuan Stratifikasi adalah menguji perbedaan nilai rata-rata dan variasi
antar kelas yang berbeda dan mengambil pengukuran terhadap perebedaan.6 Untuk menyakinkan akan pentingnya faktor-faktor yang diduga, data yang
terkumpul harus disusun dalam lapisan (strata) sesuai karakteristik data, karena
akan sulit memperbaiki cacat jika datanya tidak distratifikasi. Untuk menyusun
stratifikasi data ada beberapa jenis kriteria yaitu :
a. Material
b. Produk
c. Jenis cacat
d. Sebab cacat
e. Lokasi cacat
f. Tanggal produksi
g. Kelompok kerja
h. Shift kerja
i. Individu operator
j. Lot produksi, dan lain-lain
6
Hitoshi Kume, Metode Statistik Untuk Peningksatan Mutu,juli 1985. hal 124.
2. Lembar Pemeriksaan (Check Sheet)
Lembaran Pemeriksaan mempunyai banyak tujuan, tetapi yang terutama
adalah membuat pengumpulan data dalam bentuk yang dapat dengan mudah
digunakan dan dianalisis secara otomatis. Check sheet merupakan alat praktis
untuk mengumpulkan, mengelompokan, dan menganalisa data secara sederhana
dan mudah. Ada beberapa hal yang perlu diperhatikan dalam mengumpulakan
data menggunakan check sheet, yaitu :
a. Maksud dan tujuan pembuatan check sheet dan pengisian data.
b. Pengelompokan data benar dan sesuai dengan apa yang ingin diketahui.
c. Check sheet dapat diisi dengan cepat dan mudah.
Ada beberapa jenis check sheet yang biasa digunakan untuk
mengumpulkan data, diantaranya adalah :
a. Production Process Distribution Check Sheet
Check sheet jenis ini untuk mengumpulkan data yang berasal dari proses
produksi atau proses kerja lainnya. Output kerja yang telah diklasifikasikan
dimasukkan ke dalam lembar pemeriksaan untuk mendapatkan pola distribusi
produk. Data seperti ini biasanya dikumpulkan pada selang waktu yang sama.
Dari check sheet jenis ini dapat dianalisis model atau pola distribusi yang ada serta
hubungan yang ada antara frekuensi dengan batas spesifikasi standar sehingga
dapat terlihat tipe distribusi apakah terpusat atau tidak.
b. Defective Check Sheet
Untuk mengurangi jumlah kesalahan atau cacat yang ada dalam suatu
kesalahan yang ada dalam jumlahnya. Dari jenis-jenis kesalahan tersebut akan
didapat faktor penyebab yang bebeda pula sehingga dapat dilakukan tindakan
preventif untuk proses yang akan datang sesuai dengan jenis kesalahannya.
3. Diagram Histogram (Histogram Diagram)
Histogram juga biasa disebut peta distribusi frekuensi karena
kegunaanya adalah menganalisa masalah dengan mengetahui distribusi atau
penyebaran data yang ada. Histogram merupakan suatu penarikan sampel grafik
dari serangkaian urutan, angka-angka tersebut kemudian dikelompokan dalam
bentuk balok-balok yang dengan mudah dapat diperhatikan pemisahannya dengan
pembatasan tetentu sehingga dapat terlihat penyebarannya. Apapun histrogram
memenuhi spesifikasi :
a. Memelihara keadaan waktu itu merupakan semua yang
diperlukan, karena histrogram cukup memenuhi spesifikasi.
b. Spesifikasi dipenuhi, tetapi tidak ada batas lebih. Oleh sebab
itu lebih baik mengurangi variasi dengan tingkat yang rendah.
c. Perlu untuk mengukur, membawa rata-rata lebih dekat
ketengah spesifikasi.
d. Hal ini membutuhkan tindakan untuk mengurangi variasi.
Berikut adalah langkah-langkah pembuatan histogram :
Langkah 1 : Kumpulkan data yang diperlukan.
Langkah 2 : Tentukan kelas yang akan dibuat.
Langkah 3 : Masukkan dan susun data tadi ke dalam tabel frekuensi untuk
mengetahui frekuensi tiap kelas.
Langkah 4 : Gambarkan histogram berdasarkan tabel frekuensi dengan sumbu
vertikal sebagai jumlah frekuensi dan sumbu horizontal sebagai jenis
atau ukuran kelas.
0 100 200 300 400 500 600 700 800 900 1000
Ju
m
la
h
c
ac
at
Jenis Cacat
Histogram
Ukuran Produk
Kadar Air
Kerapian & Kehalusan
4. Diagram Pareto (Pareto Diagram)
Diagram pareto sebagai salah satu dari tujuh alat pengendalian kualitas
bertujuan untuk menemukan masalah utama dan menyatakan perbandingan
masing-masing masalah terhadap keseluruhannya. Penentuan masalah utama ini
penting dilakukan untuk menetapkan prioritas perbaikan sebesar 80% dari
masalah yang berasal 20 % dari penyebab masalah yang ada , karena memecahkan
masalah yang paling dominan tentu lebih bermanfaat daripada memecahkan
Berikut adalah langkah-langkah pembuatan digram pareto :
Langkah 1 : tentukan macam masalah yang anda ingin miliki.
Langkah 2 : Merencakan lembaran catatan data yang mendatar semua item,
dengan menyediakan ruang untuk jumlah total.
Langkah 3 : Isi lembaran catatan dan hitung jumlah total.
Diagram Pareto 49.23 24.51 26.26 49.23 73.74 100.00 0.00 10.00 20.00 30.00 40.00 50.00 60.00 70.00 80.00 90.00 100.00
1 2 3
Jenis Produk P ers en ta se 0.00 10.00 20.00 30.00 40.00 50.00 60.00 70.00 80.00 90.00 100.00 Pe rs e n ta se K u m u la ti f
5. Diagram Pencar (Scatter Diagram)
Diagram Pencar adalah mempelajari kaitan dua variabel seperti kecepatan
mesin bubut dan dimensi komponen mesin, konsentrasi dan masa jenis.7 Diagram pencar dipakai untuk melihat korelasi (hubungan) dari suatu faktor yang kontinyu
terhadap suatu faktor lain. Ada beberapa jenis hubungan antara dua faktor, yaitu :
a. Hubungan sebab-akibat
b. Hubungan antara satu dan lain sebab
c. Hubungan antara satu sebab dengan dua sebab lainnya
Berikut adalah langkah-langkah pembuatan diagram pencar, yaitu :
Langkah 1 : Kumpulkan data-data yang akan dibuat hubungannya dan masukkan
dalam satu lembar data.
Langkah 2 : Gambarkan sumbu grafik vertikal dan horizontal. Biasanya sumbu
vertikal menunjukkan akibat dan sumbu horizontal menunjukkan
sebab.
Langkah 3 : Plot data ke dalam grafik.
Hubungan antara faktor sebab dan akibat dapat diuji dengan rumus
korelasi. Terdapat beberapa jenis hubungan sebab dan akibat, yaitu :
a. Korelasi positif
b. Tidak terlihat adanya korelasi
c. Korelasi negative
Diagram Pencar
0 10 20 30 40 50 60 70 80 90 100
0 1 2 3 4 5 6 7 8 9 10 11 12
Periode
Ju
m
la
h
C
a
c
a
t
6. Diagram Sebab Akibat (Cause and Effect Diagram)
Diagram sebba akibat adalah metode untuk menyatakan hal ini secara
sederhana dan mudah. Diagram ini biasa disebut fish bone diagram (diagram
tulang ikan) yang pertama kali diperkenalkan tahun 1943 oleh Prof. Kaoru
Ishikawa (Tokyo University). Diagram sebab akibat adalah suatu alat yang
digunakan untuk mememukan faktor-faktor yang berpengaruh pada masalah yang
akan dipecahkan. Cara pembuatan diagram sebab akibat ini adalah melalui
sumbang saran (brainstorming) yang merupakan cara yang cukup efektif dalam
mencari penyebab permasalahan.
Ada lima faktor yang mungkin menjadi penyebab utama dari
penyimpangan kualitas, yaitu:
Manusia (Man)
Metode kerja (Method)
Mesin (Machine)
Bahan baku ( Material)
Lingkungan kerja (Environment)
Berikut adalah langkah-langkah pembuatan diagram sebab akibat :
Langkah 1 : Gambarkanlah diagram dengan kotak di ujung kanannya dan tentukan
masalah yang hendak diperbaiki.
Langkah 2 : Tentukan faktor-faktor penyebab utama permasalahan. Gambarkan
cabang-cabang yang berarti faktor-faktor ini mengarahkan pada
panah utama pada Langkah 1.
III-14
Langkah 3 : Perinci lebih lanjut faktor-faktor dari Langkah 2 dengan membentuk
ranting pada cabang.
Langkah 4 : Periksa apakah semua faktor yang berkaitan dengan masalah telah
dicantumkan dalam diagram.
Langkah 5 : Cari faktor penyebab yang paling dominan dari diagram yang telah
lengkap.
Manusia Peralatan
Ukuran Produk
Bahan Baku Metode
Kurang Teliti
Skill Rendah
Tidak Akurat
Dalam Masalah
Kurang Perawatan
Kurang sosialisasi Cara Salah
Kualitas Rendah
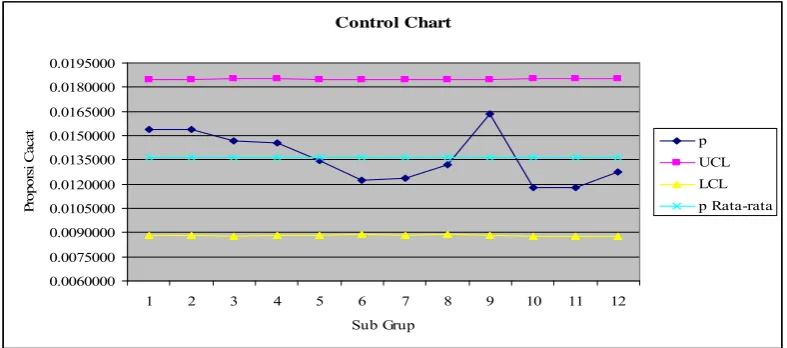
7. Peta Kontrol (Control Chart)
Peta kontrol merupakan grafik garis dengan mencantumkan batas
maksimum dan batas minimum yang merupakan daerah kendali. Suatu proses
dikatakan dalam batas kontrol bila semua data berada dalam batas kendali (stabil).
Peta ini menunjukan perubahan data dari waktu ke waktu tapi tidak menunjukan
penyebab penyimpangan, walaupun adanya penyimpangan akan terlihat pada peta
Penggunaan statistik dibuat dari grafik dengan menggambarkan garis batas
kendali kedalam peta kendali. Berikut adalah pengelompokan peta kontrol :
a. Peta kontrol untuk variabel
Peta kontrol untuk variabel adalah peta kontrol untuk data yang dapat diukur
secara numerik (seperti : berat, panjang, dan lain-lain). Peta kontrol variabel
terdiri dari :
Peta kontrol X
Peta ini menggambarkan variasi harga rata (mean) dari suatu sampel lot data
yang ditarik dari suatu proses kerja.
Peta kontrol R
Peta ini menggambarkan variasi range dari suatu sampel lot data yang ditarik
dari suatu proses kerja.
Peta kontrol S
Peta ini menggambarkan variasi standar deviasi dari suatu sampel lot data
yang ditarik dari suatu proses kerja.
b. Peta kontrol untuk atribut
Peta kontrol untuk atribut adalah peta kontrol untuk karakteristik kualitas yang
dapat dinyatakan dalam bentuk numerik. Biasanya objek yang diperiksa
hanya dinyatakan sesuai atau tidak dengan spesifikasi, seperti keropos, patah,
bengkok, bergelombang, retak rambut, tipis. Peta kontrol atribut terdiri dari :
Peta kontrol p
Peta ini menggambarkan bagian yang ditolak karena tidak sesuai dengan
spesifikasi yang diinginkan. Bagian yang ditolak (p) dapat didefenisikan
sebagai ratio dari banyaknya barang yang