Pengaruh Variasi Diameter Elektroda Pada Pengelasan Baja Karbon Rendah
Jenis ST 37 terhadap Distribusi Kekerasan, Kekuatan Impak, dan Struktur
Mikro
SKRIPSI
Diajukan Untuk Melengkapi
Syarat Memperoleh Gelar Sarjana Teknik
EDISON I MANURUNG
NIM : 08 04 01 074
Departemen Teknik Mesin
Fakultas Teknik
Universitas Sumatera Utara
Medan
i ABSTRAK
Ketangguhan suatu material menunjukkan sifat material itu sendiri. Tapi ada saatnya sifat material tersebut dapat berubah yaitu salah satunya dengan cara proses pengelasan. Untuk mengkaji hal tersebut disusunlah suatu penelitian yang bertujuan untuk mengetahui sifat-sifat fisis & mekanis dari suatu pelat St37 yang dilas dengan menggunakan las listrik dengan menggunakan elektroda yang berdiameter berbeda (2,6 mm ; 3,2 mm ; dan 4,0 mm). Hasil pengujian impak menunjukkan specimen St37 dengan menggunakan elektroda berdiameter 4,0 mm lebih tangguh dibandingkan menggunakan elektroda berdiameter 3,2 mm dan 2,6 mm. Nilai ketangguhan impak rata-rata yang diperoleh spesimen St37 dengan elektroda berdiameter 4,0 mm yaitu sebesar 2,5433 J/mm2, sedangkan nilai ketangguhan impak rata-rata yang diperoleh spesimen St37 yang dilas dengan menggunakan elektroda berdiameter 3,2 mm dan 2,6 mm yaitu sebesar 1,8263 J/mm2 dan 0,9929 J/mm2. Hasil pengujian kekerasan menunjukkan pengelasan St37 dengan menggunakan elektroda berdiameter 4,0 mm didapat nilai kekerasan (BHN) yang lebih tinggi yaitu sebesar 182;, 182;, 170, dibandingkan dengan menggunakan elektroda berdiameter 3,2 mm yang memiliki nilai kekerasan (BHN) berkisar 151;, 151;, 142, dan menggunakan elektroda berdiameter 2,6 mm yang hanya memiliki nilai kekerasan (BHN) sebesar 135;. 127;, 135. Sifat fisis S37 hasil pengelasan dengan menggunakan elektroda berdiameter 2,6 mm, 3,2 mm, dan 4,0 mm menunjukkan bahwa dengan menggunakan elektroda berdiameter 4,0 mm cenderung memiliki porositas (cacat las) lebih sedikit dibandingkan dengan menggunakan elektroda berdiameter 3,2 mm dan 2,6 mm.
ii ABSTRACK
Toughness of a material indicates the nature of the material itself. But there is time to change the nature of the material that is one way the welding process. To look into the matter was composed of a study that aims to determine the physical properties and mechanical of a plate that is welded St37 using electric welding electrodes by using different diameter (2.6 mm, 3.2 mm and 4.0 mm) . The test results showed specimen St37 impact by using electrodes with diameter 4.0 mm tougher than using an electrode diameter of 3.2 mm and 2.6 mm. The value of the average impact toughness specimens obtained St37 with a diameter of 4.0 mm electrode is equal to 2.5433 J / mm2, while the value of the average impact toughness obtained St37 specimens welded using electrodes with diameter 3.2 mm and 2, 6 mm is equal to 1.8263 J / mm2 and 0.9929 J / mm2. Hardness test results show St37 welding using 4.0 mm diameter electrodes obtained hardness value (BHN) were higher at 182 ;, 182 ;, 170, compared to using a 3.2 mm diameter electrode which has a value of hardness (BHN) ranges 151 ;, 151 ;, 142, and using a 2.6 mm diameter electrodes which only have a value of hardness (BHN) of 135 ;. 127 ;, 135. The physical properties of S37 welds using a 2.6 mm diameter electrodes, 3.2 mm, and 4.0 mm shows that by using an electrode diameter of 4.0 mm tend to have porosity (welding defects) is less than the using an electrode diameter of 3.2 mm and 2.6 mm.
iii
KATA PENGANTAR
Puji syukur penulis ucapkan kepada Tuhan Yang Maha Esa, berkat rahmat dan karunia-Nya sehingga penyusunan skripsi ini dapat di selesaikan. Tugas akhir ini merupakan salah satu syarat bagi mahasiswa Teknik Mesin dalam menyelesaikan studi di Universitas Sumateraa Utara.
Adapun judul dari skripsi ini adalah “Pengaruh Variasi Diameter Elektroda Pada Pengelasan Baja Karbon Rendah Jenis St37 terhadap kekuatan Impak, Kekerasan, dan Struktur Mikro”.
Pada kesempatan ini penulis ingin menyampaikan rasa terimakasih yang sebesar-besarnya kepada:
1. Ir. Alfian Hamsi, Msc selaku Dosen Pembimbing penulis yang telah banyak memberi masukan, kepercayaan serta membina saya selama mengerjakan penelitian ini.
2. Bapak Dr.Ing.Ir. Ikhwansyah Isranuri sebagai ketua Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara beserta seluruh Dosen dan Staf administrasi.
3. Kedua orang tua penulis, W.Manurung dan L.R Simanjuntak, yang telah banyak memberikan materi dan moril serta dukungan kepada penulis hingga saya dapat menyelesaikan tugas sarjana ini.
4. Bapak/Ibu Staff Pengajar dan Pegawai, Kak Sonta, Bang Syawal, dan Kak Ika, di Departemen Teknik Mesin USU.
5. Bang Sarjana, Bang Rustam, Bang Lilik, dan Bang Andi yang telah banyak memberi dukungan dan membantu dalam menyelesaikan tugas sarjana ini.
6. Teman Satu team, Jumain Halim, yang telah memberikan kesempatan kepada penulis untuk bergabung dan setia menemani dalam duka maupun suka dalam penyelesain tugas skripsi ini, 7. Kepada teman-teman seperjuangan penulis yaitu Satahi Naibaho,
Yansen Hasibuan, M.Rislandi Tarigan (Bob) yang setia menemani dan memberikan masukan saat penelitian ini dilaksanakan.
8. Teman-teman seperjuangan Teknik Mesin USU khususnya teman-teman angkatan 2008 yang banyak memberi motivasi serta dukungannya.
iv Simanjuntak, serta keluarga besar penulis yang banyak memberi dukungan kepada penulis untuk menyelesaikan kuliah dan hingga tugas sarjana ini selesai.
10.Enny Susanty Permatasari Tampubolon yang selalu mendukung dan memberi semangat kepada penulis, serta setia menemani penulis dalam suka maupun duka disaat menyelesaikan kuliah dan hingga tugas sarjana ini selesai.
11.Teman-teman sepermainan yaitu Jhon (Mejeng) Nababan, Harun Sibuea, Dewi Nababan, Tono Tampubolon, Christina Putri (Komo) Nababan, Maringan Tampubolon, Devi Sinaga, Rolan Sinaga, dan Christian Sinaga yang selalu setia mendukung dan memberi masukan kepada penulis dalam penyelesaian tugas akhir ini.
12.Keempat keponakan saya, Putri Lidya Kiki Rosawilani Panggabean, Afif, Indah, dan Rebecca.
v
2.1.2 Klasifikasi Pengelasan………..………..…….7
2.2Las busur listrik……….….….9
2.2.1 Prinsip kerja las listrik……….……….…..…9
vi
2.4Baja………17
2.4.1 Klasifikasi Baja….………….…….…….……….17
2.4.2 Struktur Baja…..………...………...………29
2.4.3 Baja St37………….……….…….………….21
2.5Parameter Pengelasan……….……….………..21 2.6Klasifikasi Kawat Elektroda dan Fluksi……….………...23 2.6.1 Fluksi………..………...23
2.6.2 Kawat Elektroda……….…….24 2.7Teknik mengelas, dan Sambungan Las……….25
2.7.1 Macam-macam teknik cara mengelas……..……..……27
2.7.2 Sambungan Las………28 2.8Jenis Patahan………...………..30 2.9Pengujian Hasil Pengelasan……….…….31 2.9.1 Uji Impak………..……….31
2.9.1.1Mesin uji impak………....33
2.9.2 Uji kekerasan (Hardness)………..………….37 2.9.3 Uji Struktur Mikro………..……..…….40 BAB III METODOLOGI PENELITIAN……….44
3.1Tempat dan Waktu………44
3.1.1 Tempat………..……….…44
3.1.2 Waktu……….………...…44
vii
3.2.1 Persiapan Alat dan Bahan………..44
3.3Metodologi Penelitian………...………48
3.6.3 Pengujian Struktur Mikro………57
3.7Diagram Alir Penelitian………..…..59 BAB IV ANALISA DATA DAN PEMBAHASAN………..…61
4.1Pendahuluan………..61
4.2Hasil Pengujian……….61 4.2.1 Hasil pengujian Impak……….61
4.2.2 Hasil Uji kekerasan (Hardness)……….……….……..73
viii
Gambar 2.8 Penetrasi tidak sempurna………...………..15
Gambar 2.9 Penetrasi berlebihan………15
Gambar 2.10 Retak akar………...………16
Gambar 2.11 Terbakar tembus………...………..16
Gambar 2.12 Longsor pinggir akar……….…..17
Gambar 2.13 Macam-macam sambungan las……….…..29
Gambar 2.14 Sifat-sifat Patahan.……….….30
Gambar 2.15 Standar ASTM Uji Impak ………..31
Gambar 2.16 Mesin uji impak charpy……….….34
Gambar 2.17 Brinnell Test………...38
Gambar 2.18 Mikroskop Optik……….41
Gambar 3.1 Gergaji besi………...44
ix
Gambar 3.3 Mesin las………...46
Gambar 3.4 Mesin Skrap………..………47
Gambar 3.5 Mikroskop Optik………...47
Gambar 3.6 Bentuk dan ukuran spesimen………..………..50
Gambar 3.7 Kawat Elektroda ………..51
Gambar 3.8 Proses Pengelasan ………52
Gambar 3.9 Mesin impak Charpy………52
Gambar 3.10 Skema proses pengujian Impak ……….……53
Gambar 3.11 Tumpuan Spesimen………...………….……54
Gambar 3.12 Tool pemutar bandul………...………54
Gambar 3.13 Trigger………55
Gambar 3.14 Jarum Skala………..………...55
Gambar 3.15 Proses Pengujian impak………..56
Gambar 3.16 Brinnel Test………...………..56
Gambar 3.15 Spesimen sebelum dietsa & Spesimen setelah dietsa……....58
Gambar 4.1 Patahan spesimen baja ST37 dengan jenis elektroda RB26 diameter 2,6 mm………..62
Gambar 4.2 Patahan specimen baja ST37 dengan jenis elektroda RB26 diameter 3,2 mm………..63
Gambar 4.3 patahan specimen baja ST37 dengan jenis elektroda RB26 diameter 4,0 mm………..63
x
Gambar 4.5 Grafik nilai BHN baja ST37 RB26 diameter 2,6……….74
Gambar 4.6 Grafik nilai BHN baja ST37 RB26 diameter 3,2……….75
Gambar 4.7 Grafik nilai BHN Baja ST37 RB26 diameter 4,0………76
Gambar 4.8 Grafik nilai BHN terhadap diameter elektroda……….77
Gambar 4.9 Photo Mikro baja ST37 diameter elektroda 2,6 mm………….79
Gambar 4.10 Photo Mikro baja ST37 diameter elektroda 3,2 mm……...…80
xi DAFTAR NOTASI
A = Luas penampang (mm2)
I = Kuat Arus (ampere)
t = Waktu (detik)
Ep = Energi potensial (Joule)
Em = Energi mekanik (Joule)
m = Berat pendulum (Kg)
g = Gravitasi 9,81 (m/s²)
h1 = jarak awal antara pendulum dengan benda uji (m)
h2 = jarak akhir antara pendulum dengan benda uji (m)
λ = jarak lengan pengayun (m)
cos α = sudut posisi awal pendulum (0)
cos β = sudut posisi akhir pendulum (0)
I = Nilai ketangguhan impak (J/mm²)
E = Energi yang diserap (J)
D = diameter bola (mm)
xii
F = Load (beban) (Kgf)
HB = Brinnel Result (HB)
m = Massa (Kg)
p = Panjang (mm)
l = Lebar (mm)
xiii DAFTAR TABEL
Halaman
Tabel 4.1 Hasil pengujian impak pada spesimen baja ST37 dengan
jenis elektroda RB26 diameter 2,6 mm………...62 Table 4.2 Hasil pengujian impak pada spesimen baja ST37 dengan
jenis elektroda RB 26 diameter 3,2 mm………..62 Tabel 4.3 Hasil pengujian impak pada spesimen baja ST37 dengan
jenis elektroda RB26 diameter 4,0 mm………...63 Table 4.4 Hasil Perhitungan Data Impak………..71
i ABSTRAK
Ketangguhan suatu material menunjukkan sifat material itu sendiri. Tapi ada saatnya sifat material tersebut dapat berubah yaitu salah satunya dengan cara proses pengelasan. Untuk mengkaji hal tersebut disusunlah suatu penelitian yang bertujuan untuk mengetahui sifat-sifat fisis & mekanis dari suatu pelat St37 yang dilas dengan menggunakan las listrik dengan menggunakan elektroda yang berdiameter berbeda (2,6 mm ; 3,2 mm ; dan 4,0 mm). Hasil pengujian impak menunjukkan specimen St37 dengan menggunakan elektroda berdiameter 4,0 mm lebih tangguh dibandingkan menggunakan elektroda berdiameter 3,2 mm dan 2,6 mm. Nilai ketangguhan impak rata-rata yang diperoleh spesimen St37 dengan elektroda berdiameter 4,0 mm yaitu sebesar 2,5433 J/mm2, sedangkan nilai ketangguhan impak rata-rata yang diperoleh spesimen St37 yang dilas dengan menggunakan elektroda berdiameter 3,2 mm dan 2,6 mm yaitu sebesar 1,8263 J/mm2 dan 0,9929 J/mm2. Hasil pengujian kekerasan menunjukkan pengelasan St37 dengan menggunakan elektroda berdiameter 4,0 mm didapat nilai kekerasan (BHN) yang lebih tinggi yaitu sebesar 182;, 182;, 170, dibandingkan dengan menggunakan elektroda berdiameter 3,2 mm yang memiliki nilai kekerasan (BHN) berkisar 151;, 151;, 142, dan menggunakan elektroda berdiameter 2,6 mm yang hanya memiliki nilai kekerasan (BHN) sebesar 135;. 127;, 135. Sifat fisis S37 hasil pengelasan dengan menggunakan elektroda berdiameter 2,6 mm, 3,2 mm, dan 4,0 mm menunjukkan bahwa dengan menggunakan elektroda berdiameter 4,0 mm cenderung memiliki porositas (cacat las) lebih sedikit dibandingkan dengan menggunakan elektroda berdiameter 3,2 mm dan 2,6 mm.
ii ABSTRACK
Toughness of a material indicates the nature of the material itself. But there is time to change the nature of the material that is one way the welding process. To look into the matter was composed of a study that aims to determine the physical properties and mechanical of a plate that is welded St37 using electric welding electrodes by using different diameter (2.6 mm, 3.2 mm and 4.0 mm) . The test results showed specimen St37 impact by using electrodes with diameter 4.0 mm tougher than using an electrode diameter of 3.2 mm and 2.6 mm. The value of the average impact toughness specimens obtained St37 with a diameter of 4.0 mm electrode is equal to 2.5433 J / mm2, while the value of the average impact toughness obtained St37 specimens welded using electrodes with diameter 3.2 mm and 2, 6 mm is equal to 1.8263 J / mm2 and 0.9929 J / mm2. Hardness test results show St37 welding using 4.0 mm diameter electrodes obtained hardness value (BHN) were higher at 182 ;, 182 ;, 170, compared to using a 3.2 mm diameter electrode which has a value of hardness (BHN) ranges 151 ;, 151 ;, 142, and using a 2.6 mm diameter electrodes which only have a value of hardness (BHN) of 135 ;. 127 ;, 135. The physical properties of S37 welds using a 2.6 mm diameter electrodes, 3.2 mm, and 4.0 mm shows that by using an electrode diameter of 4.0 mm tend to have porosity (welding defects) is less than the using an electrode diameter of 3.2 mm and 2.6 mm.
1
BAB I
PENDAHULUAN
1.1Latar Belakang
Perkembangan zaman yang disertai oleh perkembangan ilmu pengetahuan
dan teknologi (IPTEK) yang pesat dewasa ini menciptakan era globalisasi dan
keterbukaan yang menuntut setiap individu untuk ikut serta didalamnya, sehingga
sumber daya manusia harus menguasai IPTEK serta mampu mengaplikasikannya
dalam setiap kehidupan.
Pengelasan merupakan bagian tak terpisahkan dari pertumbuhan
peningkatan industri karena memegang peranan utama dalam rekayasa dan
reparasi produksi logam. Hampir tidak mungkin pembangunan suatu pabrik tanpa
melibatkan unsur pengelasan.
Pada era industrialisasi dewasa ini teknik pengelasan telah banyak
dipergunakan secara luas pada penyambungan batang-batang pada konstruksi
bangunan baja dan konstruksi mesin. Luasnya pengguanaan teknologi ini
disebabkan karena bangunan dan mesin yang dibuat dengan teknik penyambungan
menjadi ringan dan lebih sederhana dalam proses pembuatanya.
Mutu dari hasil pengelasan di samping tergantung dari pengerjaan lasnya
sendiri dan juga sangat tergantung dari persiapan sebelum pelaksanaan
pengelasan, karena pengelasan adalah proses penyambungan antara dua bagian
logam atau lebih dengan menggunakan energi panas. Pada penelitian ini
pengelasan yang digunakan las listrik. Hal ini sangat erat hubungannya dengan
2 umumnya mempunyai pengaruh yang fatal terhadap keamanan dari konstruksi
yang dilas.
Maka dari itu untuk mengusahakan terhadap hasil pengelasan yang baik dan
berkualitas maka perlu memperhatikan sifat-sifat bahan yang akan dilas. Untuk itu
penelitian tentang pengelasan sangat mendukung dalam rangka memperoleh hasil
pengelasan yang baik. Terwujudnya standar-standar yang teknik pengelasannya
akan membantu memperluas lingkup pemakaian sambungan las dan memperbesar
ukuran bangunan konstruksi yang akan dilas.
Untuk dapat mengetahui pengaruh hasil pengelasan las listrik dengan variasi
diameter elektroda yang digunakan pada baja St37 terhadap uji kekerasan, struktur
mikro dan kekuatan impak dari pengelasan maka perlu dilakukan pengujian
terhadap benda uji hasil dari pengelasan.
1.2Rumusan Masalah
Bertolak dari latar belakang maka dapat dirumuskan beberapa
permasalahan yaitu :
1. Sifat fisis dan mekanis yang dimiliki baja St37 setelah dilas dengan
menggunakan las listrik berdasarkan variasi diameter elektroda yang dipakai.
2. Pengaruh variasi diameter elektroda yang dipakai pada pengelasan baja St37
3
1.3Batasan Masalah
Agar permasalahan dalam penelitian ini tidak terlalu melebar dari tujuan
yang ingin dicapai, maka perlu ditentukan batasan masalah, adapun batasan
permasalahan adalah sebagai berikut:
1. Bahan yang digunakan adalah baja St37 (berbentuk batangan).
2. Pengelasan yang dilakukan adalah pengelasan listrik dengan elektoda
terbungkus RB 26.
3. Arus listrik yang digunakan dalam proses pengelasan listrik sebesar 130
Ampere.
4. Variasi diameter elektroda yang dipakai adalah 2.6 ; 3,2 dan 4,0 mm
5. Pengujian yang dilakukan adalah sifat fisik dan mekanik.
Sifat mekanik meliputi : pengujian kekuatan impak, pengujian kekerasan.
Sifat fisis meliputi : pengujian struktur mikro
1.4Tujuan Penelitian
Adapun tujuan yang ingin dicapai pada penelitian ini adalah untuk
mengetahui pengaruh variasi diameter elektroda yang dipakai pada pengelasan
baja karbon rendah jenis St37 terhadap distribusi Kekuatan Impak, Nilai
Kekerasan, dan Struktur Mikro.
1.5Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah mengetahui nilai hasil impak,
nilai kekerasan dan struktur mikro yang terjadi pada proses penyambungan setelah
4 dipakai. Dan dari hasil data-data ini dapat menjadi refrensi bagi peneliti
selanjutnya tentang pengelasan listrik.
1.6Sistematika Penulisan
Agar penyusunan skripsi ini dapat tersusun secara sistematis dan
mempermudah pembaca memahami tulisan ini, maka skripsi ini dibagi dalam
beberapa bagian yaitu:
BAB I : PENDAHULUAN
Bab ini menjelaskan pendahuluan tentang studi kasus dan pemecahan
masalah yang berisi antara lain : latar belakang, batasan masalah, tujuan
penelitian, manfaat penelitian, sistematika penelitian.
BAB II : TINJAUAN PUSTAKA
Bab ini berisi dasar teori dari topik yang dikaji dan digunakan sebagai
landasan dalam memecahkan masalah dan menganalisis permasalahan tersebut
meliputi penjelasan mengenai pengelasan, uji kekerasan dan bahan – bahan
capuran lainnya yang mempengaruhi dari kualitas baja St37. Dasar teori
didapatkan dari berbagai sumber, diantaranya berasal dari : buku - buku pedoman,
jurnal, paper, tugas akhir, e-mail, dan e-book.
BAB III : METODOLOGI PENELITIAN
Bab ini akan membahas mengenai pengambilan data dan langkah untuk
menganalisis permasalahan dan urutan proses analisis.
BAB IV : HASIL DAN PEMBAHASAN
Bab ini berisi tentang data yang diperoleh dari peninjauan langsung di
5 BAB V : KESIMPULAN DAN SARAN
Bab ini berisi tentang kesimpulan dari hasil analisa simulasi dan saran
untuk penyempurnaan hasil penelitian untuk penelitian berikutnya.
DAFTAR PUSTAKA
6
BAB II
TINJAUAN PUSTAKA
2.1 Pengelasan
Pada saat ini teknik las telah banyak digunakan dalam proses
penyambungan batang-batang pada konstruksi bangunan baja dan konstruksi
mesin. Banyaknya penggunaan teknologi teknologi las pada proses
penyambungan logam dikarenakan bangunan dan mesin yang dibuat dengan
menggunakan teknik ini menjadi lebih murah. Penggunaan proses las dalam
konstruksi sangat banyak, meliputi perkapalan, jembatan, rangka baja bejana
tekan, perpipaan dan lain sebagainya. Disamping itu proses las dapat digunakan
untuk memperbaiki, misalnya untuk menambal lapisan yang sudah aus.
Alat-alat las busur dipakai secara luas. Dalam penggunaannya ini dengan
memakai elektroda yang dibuat dari batang atau grafik. Karena panas yang timbul,
maka logam pengisi yang terbuat dari logam yang sama dengan logam induk
mencair dan mengisi tempat sambungan. pengembangkan cara pengelasan busur
yang baru dengan menggunakan busur listrik yang dihasilkan oleh dua batang
karbon.
2.1.1 Definisi Pengelasan
Berdasarkan definisi dari American Welding Society (AWS), las adalah
ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan
dalam keadaan lumer atau cair. Dari definisi tersebut dapat dijabarkan lebih lanjut
bahwa las adalah sambungan setempat dari beberapa batang logam dengan
7 pengelasan termasuk pengelasan yang dilaksanakan dengan hanya menekan dua
logam yang disambung sehingga terjadi ikatan antara atom-atom atau
molekul-molekul dari logam yang disambungkan.Pengelasan mempunyai banyak
keuntungan antara lain : praktis, hasilnya dapat diandalkan, effisien, dan
ekonomis. Shielded Metal Arc Welding (SMAW) atau Las elektroda terbungkus
merupakan proses pengelasan yang paling banyak digunakan.
Dalam proses pengelasan, bagian yang dilas menerima panas pengelasan
setempat. Hal yang perlu diperhatikan pada hasil pengelasan adalah tegangan sisa,
karena pada pengelasan terjadi tegangan termal akibat perbedaan suhu antara
logam induk dan daerah las. Tegangan sisa pada hasil pengelasan terjadi karena
selama siklus termal las berlangsung di sekitar sambungan las dengan logam
induk yang suhunya relatif berubah sehingga distribusi suhu tidak merata . Proses
perlakuan panas dalam dunia industri merupakan proses yang cukup berpengaruh
dalam menentukan sifat fisis dan mekanis suatu bahan logam. Melalui perlakuan
panas sifat-sifat yang kurang menguntungkan pada logam dapat diperbaiki.
Tujuan pengerjaan panas (Heat Treatment) adalah untuk memberi sifat yang
diinginkan.
2.1.2 Klasifikasi Pengelasan
Ditinjau dari sumber panasnya, pengelasan dapat dibedakan menjadi :
a. Mekanik
b. Listrik
8 Sedangkan menurut cara pengelasan dapat dibedakan menjadi dua bagian
besar yaitu
a. Pengelasan tekan (pressure welding)
b. Pengelasan cair (Fusion welding)
Pada saat ini belum ada kesempatan mengenai cara-cara pengklasifikasian
dalam bidang las. Hal ini disebabkan belum adanya kesepakatan dalam hal
tersebut. Secara konvensional pengklasifikasian tersebut dapat dibedakan menjadi
dua golongan, yaitu klasifikasi berdasar cara kerja dan klasifikasi berdasar energi
yang digunakan. Diantara kedua klasifikasi tersebut, klasifikasi berdasarkan cara
kerja yang paling banyak digunakan.
Berdasarkan pengklasifikasian cara kerja, proses pengelasan dibagi menjadi
tiga kelas utama yaitu:
1. Pengelasan Cair
Cara pengelasan dimana sambungan dipanaskan sampai mencair dengan
sumber panas dari busur listrik atau semburan api gas yang terbakar.
2. Pengelasan Tekan
Cara pengelasan dimana sambungan dipanaskan dan kemudian ditekan
hingga menjadai satu.
3. Pematrian
Cara pengelasan dimana sambungan diikat dan disatukan dengan
menggunakan paduan logam lain yang memiliki titik cair yang rendah. Dalam
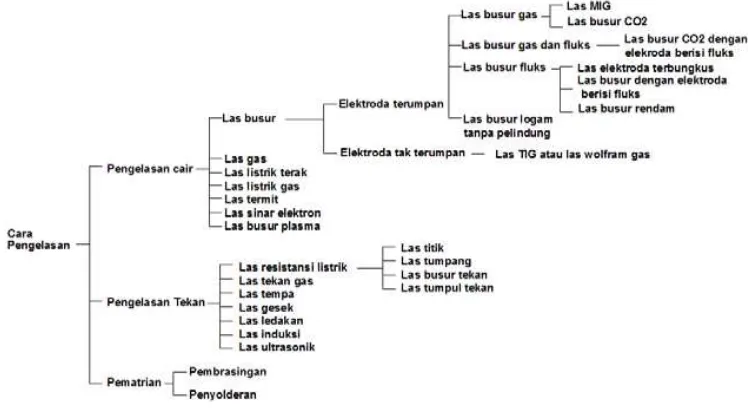
9 Perincian lebih lanjut dari klasifikasi ini dapat dilihat dalam gambar 2.1 di
bawah ini.
Gambar 2.1 Klasifikasi cara pengelasan
(Sumber : http://klasifikasi_las_teknikmesin.blogspot.com)
2.2 Las busur listrik
Las busur listrik atau yag sering disebut dengan las listrik adalah suatu
proses penyambungan logam dengan menggunakan tenaga listrik sebagai sumber
panas. Jenis sambungan dengan las listrik ini adalah merupakan sambungan tetap
dengan menggunakan busur listrik untuk pemanasan. Panas oleh busur listrik
terjadi karena adanya loncatan electron dari elektroda melalui udara ke benda
kerja. Elektron tersebut bertumbukan dengan udara /gas serta memisahkannya
menjadi electron dan ion positif . Daerah dimana terjadi loncatan elektron disebut
busur (Arc). Busur yang terjadi diantara katoda karbon dan anoda logam dapat
10 Las busur listrik dapat dibagi menjadi :
1. Las Elektroda Karbon
2. Las Elektroda Terbungkus
3. Las busur rendam
4. Las busur CO2
5. Las TIG
6. Las MIG
7. Las busur dengan elektroda berisi Fluks.
2.2.1 Prinsip kerja las listrik
Pada dasarnya las listrik yang menggunakan elektroda karbon maupun
logam, menggunakan tenaga lisrtik sebagai sumber panas. Busur listrik yang
terjadi antara ujung elektroda dan benda kerja dapat mencapai temperature tinggi
yang dapat melelehkan sebagian bahan merupakan perkalian antara tegangan
listrik (E) dengan kuat arus (I) dan waktu (t) yang dinyatakan dalam satuan panas
joule, atau kalori seperti rumus di bawah ini:
H=E x I x t Dimana : H = Panas Dalam Satuan joule.
E= Tegangan Listrik Dalam Volt.
I = Kuat Arus Dalam Amper.
11
2.3 Cacat Pada las
Jenis Cacat Permukaan Las:
1. Lubang Jarum (Pin Hole)
Sebab: Terbentuk gas di dalam bahan las sewaktu pengelasan akibat
kandungan belerang dalam bahan.
Akibat: Kemungkinan bocor di lokasi cacat.
Penanggulangan: Gouging 100% di lokasi cacat dan perbaiki sesuai
pembuatan prosedur pengelasan (WPS) asli.
Gambar 2.2 Cacat las Lubang jarum.
(Sumber: Sri Widharto, 2007)
2. Percikan Las (Spatter)
Sebab: Elektrode lembab, kampuh kotor, angin kencang, lapisan galvanisir,
ampere capping terlalu tinggi.
Akibat: Tampak jelek, mengalami karat permukaan.
Penanggulangan: Cukup dibersihkan dengan pahat. Pembersih dengan gerinda
12 Gambar 2.3 Cacat las Percikan las.
(Sumber: Sri Widharto, 2007)
3. Retak (Crack)
Sebab: Tegangan di dalam material, penggetasan pada bahan dan daerah
terimbas panas, karat tegangan, bahan tidak cocok dengan kawat las,
pengelasan tanpa perlakuan panas yang benar.
Akibat: Fatal.
Penanggulangan:Diselidiki dulu sebabnya, setelah diketahui baru ujung-ujung
retak dibor dan bagian retak digouging (dikikis) 100% kemudian diisi dengan
bahan yang cocok sesuai dengan pembuatan prosedur pengelasan(WPS). Jika
sebabnya adalah ketidak cocokan materil atau retak berada di luar kampuh,
maka seluruh sambungan las berikut bahannya diganti.
Gambar 2.4 Cacat las keadaan Retak.
13 4. Keropos (Porosity)
Sebab: Lingkungan las lembab atau basah, kampuh kotor, angin berhembus
dipermukaan las, lapisan galvanis, salah jenis arus, salah jenis polaritas,
ampere capping terlalu besar.
Akibat: Melemahkan sambungan, tampak buruk, mengawali karat permukaan.
Penanggulangan: Cacat digerinda hingga hilang kemudian dilas isi sesuai
dengan pembuatan prosedur pengelasan (WPS).
Gambar 2.5 Cacat Las keadaan Keropos.
(Sumber: Sri Widharto, 2007)
5. Muka Cekung (Concavity)
Sebab: Tukang las terlalu cepat selesai, amper capping terlalu tinggi,
kecepatan las capping terlalu tinggi, elektroda terlalu kecil, bukaan sudut
kampuh terlalu besar.
Akibat: Melemahkan sambungan, mengawali karat permukaan, dapat terjadi
keretakan akibat tegangan geser.
Penanggulangan: Cukup di sempurnakan bentuk capping dan sedikit penguat
14
Gambar 2.6 Cacat Las Keadaan Muka cekung.
(Sumber: Sri Widharto, 2007)
6. Longsor Pinggir (Undercut)
Sebab: Suhu metal terlalu tinggi, ampere capping terlalu tinggi.
Akibat: Melemahkan sambungan, mengawali karat permukaan.
Penanggulangan: Cukup diisi dengan stringer saja.Undercut yang tajam
seperti takik, dilarang (harus segera diperbaiki) karena dapat menyebabkan
keretakan notch.
Gambar 2.7 Cacat Las keadaan Longsor Pinggir.
(Sumber: Sri Widharto, 2007)
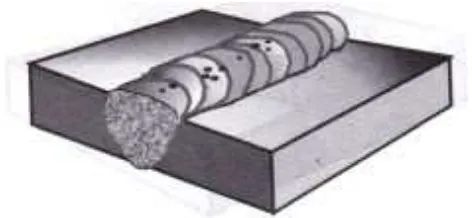
7. Penguat berlebihan (Excessive Reinforcement)
Sebab: Elektrode terlalu rapat, kecepatan capping terlalu rendah, ampere
capping terlalu rendah, suhu metal terlalu dingin.
Akibat: Diragukan fusi dan kekuatannya, perlu diuji ultrasonik proba sudut
15 Penanggulangan: Gounging 100% dan dilas ulang sesuaidengan pembuatan
prosedur pengelasan (WPS).
Gambar 2.8 Cacat Las keadaan Penguat berlebihan.
(Sumber: Sri Widharto, 2007)
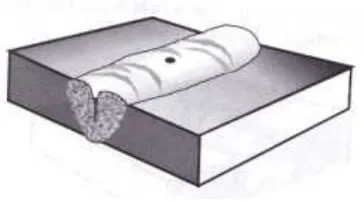
8. Penetrasi Tidak Sempurna (Incomplete Penetration)
Sebab: Celah terlalu sempit, elektrode terlalu tinggi, ampere mesin las tidak
tetap, celah tidak seragam (sempit dan lebar tidak beraturan), ampere akar las
rendah, kampuh kotor, elektrode terlalu besar.
Akibat: Di bagian cacat berpotensi retak.
Penanggulangan: Gouging 100% pada bagian cacat dan dilas ulang sesuai WPS.
Gambar 2.9 Cacat Las Karena Penetrasi tidak sempurna.
(Sumber: Sri Widharto, 2007)
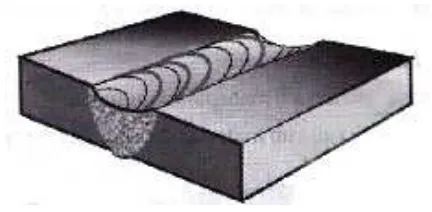
9. Penetrasi Berlebihan (Excessive Penetration)
Sebab: Celah terlalu lebar, elektrode terlalu kecil, ampere akar terlalu tinggi,
16 Akibat: Biasa menyebabkan retak akar, karat sebelah dalam, menghancurkan
piq (bola pembersih dalam pipa).
Penanggulangan: Bongkar total, setel kembali dan dilas ulang sesuai WPS.
Gambar 2.10 Cacat Las karena Penetrasi berlebihan.
(Sumber: Sri Widharto, 2007)
10.Retak Akar (Root Crack)
Sebab: Celah terlalu lebar, elektrode terlalu kecil, ampere akar terlalu tinggi,
kecepatan akan terlalu rendah, elektrode terlalu dalam.
Akibat: Biasa menyebabkan retak akar, karat sebelah dalam, menghancurkan
piq (bola pembersih dalam pipa).
Penanggulangan: Bongkar total, setel kembali dan dilas ulang sesuai WPS.
Jika retak keluar dari jalur las maka seluruh material diganti.
Gambar 2.11 Cacat Las keadaan Retak akar.
17 11.Terbakar Tembus (Blow Hole)
Sebab: Celah tidak seragam, ampere mesin las tiba-tiba naik, posisi elektrode
naik turun.
Akibat: Pada lokasi cacat sambungan lemahdan terdapat kemungkinan bocor,
mengawali erosi dan karat tegangan pada lokasi cacat.
Penanggulangan: Gouging 100% di lokasi cacat dan diisi ulang sesuai WPS.
Gambar 2.12 Cacat Las keadaan Terbakar tembus.
(Sumber: Sri Widharto, 2007)
12.Longsor Pinggir Akar (Root Undercut)
Sebab: Suhu metal terlalu tinggi pada saat pengelasan akar, ampere akan
terlalu besar.
Akibat: Mengawali erosi dan karat sebelah dalam, memungkinkan terjadinya
retak takik (notch).
Penanggulangan: Lokasi cacat di gouging 100% dan dilas ulang sesuai WPS.
Gambar 2.13 Cacat Las Keadaan Longsor pinggir akar.
18
2.4 Baja
2.4.1 Klasifikasi Baja
1. Menurut kekuatannya,
St37. St42. St50, dst. Standar DIN (jerman) St X X kekuatan tarik dalam
kg/mm2 steel (baja). Contoh : St37 : baja dengan kekuatan tarik sebesar 37
kg/mm2.
2. Menurut komposisinya,
a. baja karbon rendah (low carbon steel) : C~0,25 %
b. baja karbon menengah (medium carbon steel) :C=0,25%-0,55%
c. baja carbon tinggi (high carbon steel):C>0,55%
d. baja paduan rendah (low alloysteell):unsur paduan < 10 %
e. baja paduan tinggi (high alloy steel): unsure paduan >10%
3. Menurut mikrostrukturnya:
a. baja hipoeutektoik :ferit dan ferlit
b. baja eutektoit : perlit
c. baja hipereutektoit : sementit dan perlit
d. baja bainit
19 4. Menurut cara pembuatannya
a. baja Bessemer
b. baja siemen- martin
c. baja listrik
d. dan lain-lain
5. Menurut penggunaannya :
a. baja konstruksi
b. baja mesin
c. baja pegas
d. baja ketel
e. baja perkakas
6. Menurut bentuknya
a. baja pelat
b. baja strip
c. baja sheet
d. baja pipa
20 2.4.2 Struktur Baja
Baja adalah seluruh macam besi yang dengan tidak di kerjakan terlebih
dahulu lagi, sudah dapat di tempa. Baja adalah bahan yang serba kesamaannya
(homogenitasnya) tinggi, terdiri terutama dari Fe dalam bentuk kristal dan C.
Pembuatannya di lakukan sebagai pembersihan dalam temperature yang tinggi
dari besi mentah yang di dapat dari proses dapur tinggi. Baja adalah besi mentah
tidak dapat ditempa.
1. Terdapat 3 macam besi mentah:
a. Besi mentah putih
b. Besi mentah kelabu
c. Besi mentah bentuk antar
2. Proses pembuatan baja:
a. Proses Bessemer
b. Proses Thomas
c. Proses martin
d. Proses dengan dapur elektro
e. Proses dengan mempergunakan kui
f. Proses aduk (proses puddle)
3. Sifat-sifat umum dari baja : sifat-sifat dari baja yaitu teristimewa
kelakuannya dalam berbagai macam keadaan pembebanan atau muatan
terutama tergantung:
a. Cara meleburnya
21 c. Cara (proses) yang di gunakan waktu pembuatannya
d. Dalam proses pembuatan baja maka logam campuran baja sebagian
sudah ada dalam bahan mentah itu namun masih perlu di tambahkan
pada waktu pembuatan baja seperti :C, Mn, Si termasuk bahan utama
S dan P.
4. Sifat-sifat utama baja untuk dapat dipergunakan sebagai bahan bangunan :
a. Keteguhan ( solidity) artinya m empunyai ketahanan terhadap tarikan,
tekanan atau lentur
b. Elastisitas ( elasticity) artinya kemampuan atau kesanggupan untuk
dalam batas- batas pembebanan tertentu, sesudahnya pembebanan
ditiadakan kembali kepeda bentuk semula.
c. Kekenyalan /keliatan ( tenacity) artinya kemampuan atau kesanggupan
untuk dapat menerima perubahan bentuk yang besar tanpa menderita
kerugian- kerugian berupa cacat atau kerusakan yang terlihat dari luar
dan dalam untuk jangka waktu pendek.
d. Kemungkinan di tempa ( malleability) sifat dalam keadaan merah pijar
menjadi lembek dan plastis sehingga dapat di rubah bentuknya.
e. Kemunggkinan di las ( weklability) artinya sifat dalam keadaan panas
dapat digabungkan satu sama lain dengan memakai atau tidak
memakai bahan tambahan, tanpa merugikan sifat-sifat keteguhannya.
f. Kekerasan ( hardness) kekuatan melawan terhadap masuknya benda
22
induk. Baja St 37 dijelaskan secara umum merupakan baja karbon rendah, disebut
juga baja lunak, banyak sekali digunakan untuk pembuatan baja batangan, tangki,
perkapalan, jembatan, menara, pesawat angkat dan dalam permesinan. Pada
pengelasan akan terjadi pembekuan laju las yang tidak serentak, akibatnya timbul
tegangan sisa terutama pada daerah HAZ (Heat Affected Zone) dan las. Tegangan
sisa dapat diturunkan dengan cara pemanasan pasca las pada daerah tersebut, yang
sering disebut post heat.
2.5 Parameter pengelasan
Kesetabilan dari busur api yang terjadi pada saat pengelasan merupakan
masalah yang paling banyak terjadi dalam proses pengelasan dengan SAW, oleh
karena itu kombinasi dari arus listrik (I) yang dipergunakan dan tegangan (V)
harus benar-benar sesuai dengan spesifikasi kawat elektroda dan fluksi yang
dipakai.
1. Pengaruh dari arus listrik (I)
Setiap kenaikan arus listrik yang dipergunakan pada saat pengelasan akan
meningkatkan penetrasi serta memperbesar kuantiti lasnya. Penetrasi akan
meningkat 2mm/100ampere dan kuantiti las meningkat juga 1.5Kg/jam
23 diameter yang dipergunakan pada saat proses pengelasan adalah diameter
(mm) x (100-200) A.
2. Pengaruh dari tegangan listrik (V)
Setiap peningkatan tegangan listrik (v) yang dipergunakan pada proses
pengelasan akan semakin memperbesar jarak antara tiap elektroda dengan
maternal yang akan dilas, sehingga busur api yang terbentuk akan
menyebar dan mengurangi dan penetrasi pada material las. Konsumsi
fluksi yang yang dipergunakan akan meningkat sekitar 10% pada setiap
kenaikan 1volt tegangan.
3. Pengaruh kecepatan pegelasan.
Jika kecepatan awal pengelasan dimulai pada kecepatan 40cm/menit,
setiap pertambahan kecepatan akan membuat bentuk jalur las yang kecil
(welding beat), penetrasi lebar serta kedalaman las pada benda kerja akan
berkurang. Tetapi jika kecepatan pengelasannya berkurang di bawah
40cm/menit cairan las yang terjadi di bawah busur api las akan menyebar
serta penetrasi yang dangkal, hal ini dikarenakan overheat.
4. Pengaruh polaritas arus listrik (AC/DC)
Pengelasan dengan kawat elektroda tunggal pada umumnya menggunakan
arus direct current (DC), elektroda positif (ep), jika menggunakan
elektroda negative (en) penetrasi yang terbentuk akan rendah dan kuantiti
las yang tingggi. Pengaruh dari arus alternative current (AC) pada bentuk
butiran las dan kuantiti pengelasan antara elektroda positif adalah sama
yaitu cenderung porosity, oleh karena itu dalam proses pengelasan yang
24
2.6 Klasifikasi Kawat Elektroda dan Fluksi
2.6.1. Fluksi.
Fluksi merupakan pembungkus elektroda yang sangat dibutuhkan untuk
meningkatkan mutu sambungan karena fluksi bersifat melindungi metal cair dari
udara bebas serta menstabilkan busur.
Terdapat dua fluksi sesuai dengan pembuatannya.
a. Fused Fluksi
Fused Fluksi terbuat dari campuran butir-butir material seperti mangan,
kapur, boxid, kwarsa dan fluorfar di dalam suatu tungku pemanas.
b. Bonded Fluksi
Bonded Fluksi dibuat di pabrik dengan jalan mencampur butiran-butiran
material yang ukurannya jauh lebih halus seperti material, ferroalloy,
water glass, sebagai pengikat dalam suatu pengaduk (mixer) yang khusus.
Campuran tersebut kemudian akan dikeringkan dalam suatu pengering
yang berputar pada temperature 600-800 ºC.
2.6.2. Kawat Elektroda
1. Elektroda Baja Lunak
Elektroda baja lunak dan baja paduan rendah untuk las busur listrik menurut
klasifikasi AWS (American Welding Society) dinyatakan dengan tanda E XXXX
yang artinya sebagai berikut :
25 XX (dua angka) sesudah E menyatakan kekuatan tarik deposit las dalam
ribuan Ib/in² lihat table.
X (angka ketiga) menyatakan posisi pengelasan angka 1 untuk pengelasan
segala posisi. Angka 2 untuk pengelasan posisi datar di bawah tangan.
X (angka keempat) menyatakan jenis selaput dan jenis arus yang cocok
Dapat dipakai untuk pengelasan segala posisi
Jenis selaput elektroda Rutil-Kalium dan pengelasan dengan dengan arus
AC atau DC+ atau DC-.
2. Elektroda Berselaput.
Dalam penelitian ini, variasi diameter elektroda yang dipakai, yaitu 2,6mm
; 3,2mm; dan 4,0mm. Elektroda berselaput yang dipakai pada las busur listrik
mempunyai perbedaan komposisi selaput maupun inti. Ukuran standar diameter
kawat inti adalah dari 1,5 mm sampai 7 mm dengan panjang antara 350 mm
sampai 450 mm.
Tebal selaput elektroda berkisar 50% sampai 70% dari diameter elektroda
tergantung dari jenis selaput. Pada saat pengelasan selaput elektroda ini akan
26 listrik, dan sebagian benda terhadap udara luar. Karena udara luar yang disebut
dapat mempengaruhi sifat mekanik dari logam las, seperti gas O2 dan gas N.
2.7 Teknik mengelas, dan Sambungan Las
2.7.1 Macam macam cara teknik mengelas
Dalam teknik pengelasan dikenal beberapa cara yaitu:
1. Pengelasan di bawah tangan
Pengelasan di bawah tangan adalah proses pengelasan yang dilakukan
di bawah tangan dan benda kerja terletak di atas bidang datar. Sudut ujung
pembakar (brander) terletak diantara 60° dan kawat pengisi (filler rod)
dimiringkan dengan sudut antara 30°-40° dengan benda kerja. Kedudukan
ujung pembakar ke sudut sambungan dengan jarak 2–3 mm agar terjadi
panas maksimal pada sambungan. Pada sambungan sudut luar, nyala
diarahkan ke tengah sambungan dan gerakannya adalah lurus.
2. Pengelasan mendatar (horizontal)
Pada posisi ini benda kerja berdiri tegak sedangkan pengelasan
dilakukan dengan arah mendatar sehingga cairan las cenderung mengalir ke
bawah, untuk itu ayunan brander sebaiknya sekecil mungkin. Kedudukan
brander terhadap benda kerja menyudut 70° dan miring kira-kira 10° di bawah
garis mendatar, sedangkan kawat pengisi dimiringkan pada sudut 10° di atas
27 3. Pengelasan tegak (vertikal)
Pada pengelasan dengan posisi tegak, arah pengelasan berlangsung ke
atas atau ke bawah. Kawat pengisi ditempatkan antara nyala api dan tempat
sambungan yang bersudut 45°-60° dan sudut brander sebesar 80°.
4. Pengelasan di atas kepala (over head)
Pengelasan dengan posisi ini adalah yang paling sulit dibandingkan
dengan posisi lainnya dimana benda kerja berada di atas kepala dan
pengelasan dilakukan dari bawahnya. Pada pengelasan posisi ini sudut
brander dimiringkan 10° dari garis vertikal sedangkan kawat pengisi berada di
belakangnya bersudut 45°-60°.
5. Pengelasan dengan arah ke kiri (maju)
Cara pengelasan ini paling banyak digunakan dimana nyala api
diarahkan ke kiri dengan membentuk sudut 60° dan kawat las 30° terhadap
benda kerja sedangkan sudut melintangnya tegak lurus terhadap arah
pengelasan. Cara ini banyak digunakan karena cara pengelasannya mudah dan
tidak membutuhkan posisi yang sulit saat mengelas.
6. Pengelasan dengan arah ke kanan (mundur)
Cara pengelasan ini adalah arahnya kebalikan daripada arah
pengelasan ke kiri. Pengelasan dengan cara ini diperlukan untuk pengelasan
28 2.7.2 Sambungan Las
Untuk menghasilkan kualitas sambungan las yang baik, salah satu faktor
yang harus diperhatikan yaitu kampuh las. Kampuh las ini berguna untuk
menampung bahan pengisi agar lebih banyak yang merekat pada benda kerja,
dengan demikian kekuatan las akan terjamin.
Faktor-faktor yang harus diperhatikan dalam pemilihan jenis kampuh
adalah:
a. Ketebalan benda kerja.
b. Jenis benda kerja.
c. Kekuatan yang diinginkan.
d. Posisi pengelasan.
Sebelum memulai proses pengelasan terlebih dahulu ditentukan jenis
sambungan las yang akan dipilih. Hal-hal yang harus diperhatikan bahwa
sambungan yang dibuat akan mampu menerima beban (beban statis, beban
dinamis, atau keduanya).
Dengan adanya beberapa kemungkinan pemberian beban sambungan las,
maka terdapat beberapa jenis sambungan las, yaitu sebagai berikut:
1. Kampuh V Tunggal
Sambungan V tunggal juga dapat dibuat tertutup dan terbuka. Sambungan
ini juga lebih kuat dari pada sambungan persegi, dan dapat dipakai untuk
menerima gaya tekan yang besar, serta lebih tahan terhadap kondisi beban statis
29 2. Kampuh Persegi
Sambungan ini dapat dibuat menjadi 2 kemungkinan, yaitu sambungan
tertutup dan sambungan terbuka. Sambungan ini kuat untuk beban statis tapi tidak
kuat untuk beban tekuk.
3. Kampuh V Ganda
Sambungan ini lebih kuat dari pada V tunggal, sangat baik untuk kondisi
beban statis dan dinamis serta dapat menjaga perubahan bentuk kelengkungan
sekecil mungkin. dipakai pada ketebalan 18 mm-30 mm.
4. Kampuh Tirus Tunggal
Sambungan ini digunakan untuk beban tekan yang besar. Sambungan ini
lebih baik dari sambungan persegi, tetapi tidak lebih baik dari pada sambungan V.
Letaknya disarankan terbuka dan dipakai pada ketebalan pelat 6 mm-20 mm.
5. Kampuh U Tunggal
Kampuh U tunggal dapat dibuat tertutup dan terbuka. Sambungan ini lebih
kuat menerima beban statis dan diperlukan untuk sambungan berkualitas tinggi.
30
Gambar 2.14 Alur sambungan las Tumpul
31
2.8 Jenis Patahan
Pada spesimen yang telah dilakukan pengujian impak, akan dapat
diketahui jenis patahan yang dihasilkan. Adapun jenis-jenis patahan tersebut
antaralain:
1. Patahan Getas
Ciri-ciri patahan getas adalah memiliki permukaan rata dan
mengkilap, apabila potongan ini disambung kembali maka kedua
potongan ini akan menyambung dengan baik dan rapat. Hal ini
disebabkan pada saat proses patahnya,spesimen tidak mengalami
deformasi. Bahan yang memiliki jenis patahan ini mempunyai kekuatan
impak yang rendah.
2. Patahan Liat
Ciri-ciri permukaan patahan jenis ini tidak rata dan tampak seperti
beludru, buram dan berserat. Jika potongan disambungkan kembali
maka sambungan tidak akan rapat. Bahan yang memiliki jenis patahan
ini mempunyai kekuatan impak yang tinggi, karena sebelum patah
bahan mengalami deformasi terlebih dahulu.
3. Patahan Campuran
Ciri-cirinya patahan jenis ini adalah permukaan patahan sebagian terdiri
dari patahan getas dan sebagian yang lain adalah patahan liat.
(a) (b) (c)
32
2.9 Pengujian Hasil Pengelasan
2.9.1 Uji Impak
Uji impak adalah pengujian dengan menggunakan pembebanan yang cepat
(rapit loading). Pada uji inpak terjadi proses penyerapan energi yang besar ketika
beban menumbuk spesimen.
Energi yang diserap material ini dapat dihitung dengan menggunakan
prinsip perbedaan energi potensial. Tapi jika di mesin ujinya sudah menunjukkan
energi yang dapat diserap material, tidak perlu menghitung manual. Proses
penyerapan energi ini akan di ubah menjadi berbagai respon material, yaitu:
1. Depormasi plastis
2. Efek hysteresis
3. Efek inersia
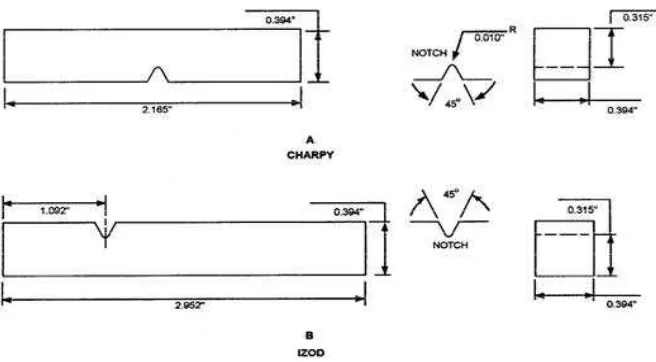
Standar ASTM uji impak
Gambar 2.16 Standar ASTM Uji Impak
33 Ada dua macam pengujian impak, yaitu:
1. Charpy
2. Izod
Perbedaan charpy dengan izod adalah peletakan spesimen. Pengujian
dengan menggunakan charpy lebih akurat karena pada izod, pemegang spesimen
juga turut menyerap energi, sehingga energi yang terukur bukanlah energi yang
mampu diserap material seutuhnya.
Faktor yang mempengaruhi kegagalan material pada pengujian impak
adalah:
1. Notch
Notch pada material akan menyebabkan terjadinya konsentrasi tegangan
pada daerah yang lancip sehingga material lebih mudah patah. Selain itu
notch juga akan menimbulkan triaxial stress. Triaxial stress ini sangat
berbahaya karena tidak akan terjadi deformasi plastis dan menyebabkan
material menjadi getas. Sehingga tidak ada tanda-tanda bahwa material
akan mengalami kegagalan.
2. Temperatur
Pada temperature tinggi material akan getas karena pengaruh vibrasi
elektronnya yang semakin rendah, begitupun sebaliknya.
3. Strainrate
Jika pembebanan di berikan pada strain rate yang biasa-biasa saja, maka
material akan sempat mengalami depormasi palstis, karena pergerakan
34 kemudian patah. Namun pada uji impak, strain rate yang di berikan sangat
tingi sehingga dislokasi tidak sempat bergerak, apalagi terjadi deformasi
plastis, sehingga material akan mengalami patah transgranular, patahnya di
tngah-tengah atom, bulan di batas butir. Karena dislokasi gak sempat
gerak ke batas butir. Kemudian, dari hasil percobaan akan di dapatkan
energi dan temperatur. Dari data tersebut, kita akan buat diagram harga
impak terhadap temperature. Energi akan berbanding lurus dengan harga
impak. Kemudian kita akan mendapatkan temperature transisi.
Temperature transisi adalah range temperature di mana sifat material dapat
berubah dari getas keulet jika material dipanaskan.
2.9.1.1 Mesin uji impak
Mesin uji bentur (impact) yang digunakan untuk mengetahui harga impak
suatu bahan yang di akibatkan oleh gaya kejut pada bahan uji tersebut. Tipe dan
bentuk kontruksi mesin uji bentur beraneka ragam mulai dari jenis konvensional
sampai dengan system digital yang lebih maju. Dalam pembebanan statis dapat
juga terjadi laju deformasi yang tinggi kalau bahan di beri takikan, maka tajam
kakikan makin besar deformasi yang terkonsentrasikan pada takikan, yang
memunggkinkan meningkatkan laju regangan beberapa kali lipat, patah getas
menjadi permasalahan penting pada baja dan besi.
Pengujian impact charpy banyak di pergunakan untuk menentukan
kualitas bahan. Benda uji takikan berbentuk V yang mempunyai keadaan takikan
35 pada semua permukaan. Mesin uji inpact charpy ditunjukkan pada gambar di
bawah ini.
Takikan dibuat dengan mesin freis atau alat nocth khusus takik. Semua
dikerjakan menurut standar yang ditetapkan. Pada pengujian adalah suatu bahan
uji yang ditakikan, dipukul oleh pendulum (bandul) yang mengayun. Dengan
pengujian ini dapat diketahui sifat kegetasan suatu bahan . berikut ini merupakan
salah satu mesin uji impak.
Gambar 2.17 Mesin uji impak charpy
(Sumber: Laboratorium Ilmu Logam Fisik, Teknik Mesin USU)
Cara ini dapat dilakukan dengan cara charpy, pendulum diarahkan pada
bagian belakang takik dari batang uji. Sedangkan pada pengujian impact cara izod
adalah pukulan pendulum diarahkan pada jarak 22 mm dari penjepit dan
takikannya menghadap pendulum.
Ada juga jenis Standar ASTM untuk pengujian impak. Pada baja dan
36 aluminium menunjukkan bahwa ketangguhan baja lebih tinggi jika di bandingkan
dengan aluminium. Ketangguhan adalah kemampuan material untuk menyerap
energi dan berdeformasi plastis hingga patah.
Selain suhu, hal lain yang mempengaruhi harga impak suatu material
adalah kadar karbonnya. Material yang memiliki kadar karbon yang tinggi akan
lebih getas. Hal ini akan mempengaruhi harga impaknya dan temperature
transisinya.material yang memiliki kadar karbon tinggi akan memiliki temperature
transisi yang lebih panjang jika di bandingkan dengan material yang memikiki
kadar karbon rendah. Temperature transisi yang berbeda beda ini akan
mempengaruhi ketahanan material terhadap perubahan suhu. Material yang
memiliki temperature transisi rendah maka material tersebut tidak akan tahan
terhadap perubahn suhu.
Untuk mencari nilai impak terlebih dahulu mencari ketinggian bandul
sebelum dan setelah terjadi pemukulan. Dapat dicari dengan menggunakan rumus
berikut :
h1 = (Sin (α-90).s) + s
dimana : h1 = ketinggian bandul sebelum terjadi pemukulan.
Sin α = sudut awal bandul (1470)
s = jarak lengan pengayun (0.75 m)
Setelah didapat nilai ketinggian bandul maka dicari nilai kecepatan akhir
37 Ep = Ek
m.g.h2 = 1/2 m.v22
dimana :
Ep = Energi potensial
Ek = Energi Kinetik
Pada pembebanan impak ini terjadi proses penyerapan energi yang besar.
Usaha yang dilakukan pendulum waktu memukul benda uji atau energi yang
diserap benda uji patah didapat rumus yaitu
E = Ep1– Ep2
= m.g.h1– m.g.h2
= m.g(h1-h2)
= m.g(λ(1- cos α) –λ (cos β –cos α))
= m.g λ (cos β –cos α)
Keterangan: Ep = energi potensial, Em = energi mekanik
m = berat pendulum (Kg)
g = Gravitasi 9,81 m/s²
h1 = jarak awal antara pendulum dengan benda uji (m)
h2 = jarak akhir antara pendulum dengan benda uji (m)
λ = jarak lengan pengayun (m)
cos α = sudut posisi awal pendulum
38 Dari persamaan di atas dapat diketahui harga impak yaitu :
I = E / A
Dimana :
I = Nilai ketangguhan impak (J/mm²)
E = Energi yang diserap (J)
A = Luas penampang di bawah takikan (mm²)
Takik (notch) dalam benda uji standar ditujukan sebagai suatu konsentrasi
segangan sehingga perpatahan diharapkan akan terjadi di bagian tersebut. Selain
berbentuk V dengan sudut 45º, takik dapat pula dibuat dengan bentuk lubang
kunci (key hole)
2.9.2 Uji Kekerasan (Hardness)
Kekerasan (Hardness) adalah salah satu sifat mekanis dari suatu material.
Kekerasan suatu material harus diketahui khususnya untuk material yang dalam
penggunaannya akan mengalami pergesekan (frictional force) dan deformasi
plastis. Deformasi plastis adalah suatu keadaan dari suatu material ketika material
tersebut diberikan gaya maka struktur mikro dari material tersebut sudah tidak
bisa kembali ke bentuk asal. Lebih ringkasnya kekerasan itu dapat diartikan
sebagai kemampuan suatu bahan/material untuk menahan beban induksi atau
penetrasi (penekanan).
Di dunia teknik umumnya pengujian kekerasan menggunakan 4 macam
39 1. Brinnel (HB/BHN)
Jenis pengujian ini bertujuan untuk menentukan kekerasan suatu
bahan/material dalam bentuk daya tahan material terhadap bola baja (identor)
yang ditekankan (penetrasi) pada permukaan bahan/material tersebut.
Uji kekerasan Brinnel dapat dirumuskan sebagai berikut :
HB =
2F�/2.D(D− D2−d2
Dimana : D = diameter bola (mm)
d = impression diameter (mm)
F = Load (beban) (Kgf)
HB = Brinnel Result (HB)
Gambar 2.18 Brinnell Test
(Sumber: Laboratorium Ilmu Logam Fisik, Teknik Mesin USU)
2. Rockwell (HR/RHN)
Pengujian kekerasan dengan metode ini bertujuan untuk menentukan
40 indentor berupa bola baja ataupun kerucut intan yang ditekankan pada permukaan
material uji tersebut.
Rumus yang digunakaan yaitu,
HR = E – e
Dimana :
HR = besarnya nilai kekerasan dengan metode hardness
E = jarak antara indentor saat diberi minor load dan zero reference
line.
e = jarak antara kondisi 1 dan kondisi 3 yang dibagi dengan 0.002
mm
3. Vikers (HV/VHN)
Metode ini bertujuan untuk menentukan kekerasan suatu bahan/material
dalam yaitu daya tahan material terhadap indentor intan yang cukup kecil dan
mempunyai bentuk geometric berbentuk pyramid. Beban yang digukan juga jauh
lebih kecil dibangding yang digunakan pada pengujian Rockwell dan brinnel yaitu
antara 1 sampai 1000 gram.
Rumus yang digunakan adalah
HV =�. sin 136°/2 d²/2
HV = 1,854 F/d²
Dimana: HV = angka kekerasan Vickers
F = beban
41 4. Micro Hardness (knoop hardness)
Metode ini bertujuan untuk pengujian material yang tingkat nilai
kekerasannya rendah. Knoop biasanya digunakan untuk mengukur material yang
getas seperti keramik.
Rumus perhitungannya yaitu
HK = 14,2 F / I²
Dimana:
HK = angka kekerasan knoop
F = Beban (kgf)
I = panjang dari indentor (mm)
Setelah kita mengetahui macam-macam pengujian untuk uji kekerasan maka
segera ditentukan metode apa yang akan dipakai dalam penelitian ini yaitu dengan
cara memperhatikan permukaan material, jenis dan dimensi material, jenis data
yang diinginkan, dan ketersediaan alat uji.
2.9.3 Uji Struktur Mikro
Suatu logam mempunyai sifat mekanik yang tidak hanya tergantung pada
komposisi kimia suatu paduan, tetapi juga tergantung pada struktur mikronya.
Suatu paduan dengan komposisi kimia yang sama dapat memiliki struktur mikro
yang berbeda, dan sifat mekaniknyapun akan berbeda. Ini tergantung pada proses
pengerjaan dan proses laku-panas yang diterima selama proses pengerjaan.
42 Gambar 2.19 Mikroskop Optik
(Sumber: Laboratorium Ilmu Logam Fisik, Teknik Mesin USU)
Struktur bahan dalam orde kecil sering disebut struktur mikro. Struktur ini
dapat dilihat dengan mata telanjang, tetapi harus menggunakan alat pengamat
struktur mikro. Penelitian ini menggunakan mikroskop cahaya. Persiapan yang
dilakukan sebelum mengamati struktur mikro adalah pemotongan specimen,
pengampelasan, pemolesan, dan pengetsaan. Setelah dipilih, bahan uji diratakan
permukaannya dengan menggunakan kikir. Setelah rata digosok dengan
menggunakan ampelas mulai dari yang kasar sampai yang halus.
Arah pengampelasan tiap tahap harus diubah, pengampelasan yang lama
dan penuh kecermatan akan menghasilkan permukaan yang halus dan rata. Bahan
yang halus dan rata diberi autosol untuk membersihkan noda yang menempel pada
bahan. Langkah terakhir sebelum dilihat struktur mikro adalah dengan
mencelupkan specimen kedalam larutan etsa dengan penjepit tahan karat dan
permukaan menghadap keatas. Kemudian specimen dicuci, dikeringkan dan
43 Untuk mendapatkan kemampuan resolusi dari lensa objektif yang
digunakan, kontras bayangan haruslah mencukupi. Kontras bayangan bergantung
pada persiapan spesimen dan optika. Perbedaan pada pemantulan sinar dari
permukaan spesimen mengakibatkan adanya amplitudo bentuk yang dapat dilihat
oleh mata setelah adanya perbesaran. Perbedaan fase yang ditimbulkan oleh
pemantulan sinar pasti dapat dilihat dengan penggunaan fase kontras atau dengan
menambahkan alat interferensi kontras pada mikroskop.
1. Penyinaran Daerah Terang
Penyinaran daerah terang , merupakan cara pengujian yang paling banyak
digunakan. Dalam operasinya, sinar dilewatkan melalui lensa objektif dan
menumbuk permukaan spesimen secara tegak lurus. Bentuk permukaan yang
normal terhadap sinar datang akan memantulkan sinar itu kembali melalui lensa
objektif menuju mata. Permukaan yang miring akan memantulkan sinar lebih
sedikit ke lensa objektif dan kelihatan lebih gelap, tergantung pada sudutnya.
2. Penyinaran Miring
Pada beberapa mikroskop, dapat dipasangi dngan kondensator atau cermin
sehingga sinar yang lewat melalui lensa objektif menumbuk permukaan spesimen
pada sudut yang tidak tegak lurus. Kekasaran permukaan spesimen akan
membentuk bayangan–bayangan, menghasilkan tampilan tiga dimensi. Hal ini
memungkinkan kita untuk menentukan bentuk relif atau lekukan. Namun hanya
sedikit tingkat kemiringan yang dapat digunakan, karena cara ini menyebabkan
44 3. Penyinaran Daerah Gelap
Sinar yang dipantulkan oleh bentuk yang miring, dikumpulkan, dan sinar
yang dipantulkan dari bentuk yang normal terhadap pancaran sinar datang diblok.
Oleh karena itu kontras merupakan kebalikan dari penyinaran daerah terang;
dimana bentuk yang terang pada penyinaran daerah terang kelihatan gelap. Ini
akan menghasilkan kontras bayangan yang sangat kuat, dengan adanya
kemiringan benda akan kelihatan berkilauan. Pada beberapa kondisi, mungkin
tidak bisa melihat bentuk dengan menggunakan penyinaran daerah terang. Cara
penyinaran daerah gelap sangatlah praktis untuk digunakan dalam mempelajari
struktur-struktur butir, namun intensitas cahaya yang rendah akan membuat
fotomikroskop menjadi lebih rumit, namun masalah ini dapat diatasi dengan
menggunakan alat pengatur cahaya otomatis.
Prinsip Kerja Mikroskop Optik
Secara umum prinsip kerja mikroskop optik adalah sinar datang yang
berasal dari sumber cahaya melewati lensa kondenser, lalu sinar datangitu menuju
glass plane yang akan memantulkan sinar datang itu menuju spesimen. Sebelum
mencapai spesimen sinar datang itu melewati beberapa lensa pembesar. Kemudian
sinar datng tersebut sebagian akan dipantulkan kembali, sedangkan sebagian lagi
akan menyimpang akibat mengenai permukaan yang telah terkorosi pada saat
pengetsaan. Sinar datang yang dipantulkan kembali ke mikroskop optik akan
45
BAB III
METODOLOGI PENELITIAN
3.1 Tempat dan Waktu
3.1.1 Tempat
Penelitian ini dilakukan di Laboratorim Proses Produksi dan Laboratorium
Ilmu Logam Fisik. Departemen Teknik Mesin, Fakultas Teknik, Universitas
Sumatera Utara.
3.1.2 Waktu
Waktu penelitian dilaksanakan pada bulan Juli-September 2014.
3.2 Metode Pembuatan Spesimen
3.2.1 Persiapan Alat dan Bahan
Pada tahap ini dilakukan atau dipersiapkan bahan-bahan dan alat-alat yang
diperlukan untuk pengujian.
Alat yang digunakan pada penelitian ini adalah sebagai berikut :
1. Gergaji (saw)
Mesin gergaji yang digunakan Merk Viebahn 220 V dengan kecepatan
potong 10 mm. Gergaji ini digunakan sebagai alat pemotong benda uji.
`Gambar 3.1 Gergaji besi
46 Spesifikasi:
Tipe : TNW
ART No : Model 200 K
Item No : ME 1 7
Tegangan : 380/50 V
U/min : 2860 P.K : 1.10
AV 220 – Amp 2.33
YV 380 – Amp 1.35
2. Gerinda tangan
Dalam penelitian ini gerinda tangan digunakan untuk merapikan hasil las an
pada pesawat tanpa awak. Batu gerinda merupakan komposisi aluminium oksida.
gerinda ini dapat mengahsilkan putaran sekitar 11.000- 15.000 rpm.
Gambar 3.2 gerinda tangan
(Sumber : Laboratorium Ilmu Logam Fisik, Teknik Mesin USU)
Spesifikasi:
Syle No : S1M-DY01-100B
Wheel specification : 100x16x4
Tegangan : 110/220/240 V
Frekuensi : 50/60 Hz
47
Kecepatan : 11000 r/min
Berat : 2 kg
Ukuran gerinda : 290x120x100
3. Mesin las
Mesin las yang digunakan yaitu mesin las listrik.
Gambar 3.3 Mesin las
(Sumber: Laboratorium Ilmu Logam Fisik, Teknik Mesin USU)
Spesifikasi:
Tipe : LEGS 225
No : 3433613
Tegangan : 380/220 V
Cos φ . bei A Cos φ bei A
DB 100% ED 150 A 26 V
HSB 60 % ED 200 A 28 V
48 4. Mesin sekrap
Mesin sekrap yang digunakan adalah type L-450, mesin sekrap digunakan
sebagai proses pembentukan benda uji pada uji tarik dan uji impak. Mesin ini
menggunakan mata pahat sebagai media pemakanan. Bentuk mata pahat dapat
disesuaikan dengan bentuk benda yang diinginkan.
Gambar 3.4 Mesin Skrap
(Sumber: Laboratorium Ilmu Logam Fisik, Teknik Mesin USU)
Type : L-450
5. Mikroskop optic
Mikroskop optic digunakan unutk melihat bentuk mikrostruktur daerah
lasan. Adapun perbesaran yang digunakan adalah 100,200, dan 500X.
Gambar 3.5 mikroskop optik
49 Spesifikasi :
Merk : Rax Vision No.545491
Perbesaran optic : 50X, 100X, 200X, 500X dan 800X
3.3 Metodologi Penelitian
Adapaun beberapa proses pelaksanaan pengujian sebagai berikut:
1. Proses pengujian dilaksanakan sepenuhnya, terhadap variabel-variabel yang
mempengaruhi pemakaian elektroda, dalam hal ini dengan menggunakan
elektroda yang berdiameter berbeda yang ditinjau dengan pengujian impak,
pengujian kekerasan, dan uji mikro.
2. Teknik pengumpulan data yang diperoleh dari proses pengelasan yang
dilakukan dari hasil pengujian impak terhadap benda uji sebanyak 9
spesimen, masing-masing 3 spesimen dengan diameter elektroda sebesar 2,6
mm, 3 spesimen dengan elektroda berdiameter 3,0 mm, dan 3 spesimen
dengan elektroda berdiameter 4,0 mm. Pengumpulan data dari hasil
pengujian kekerasan terhadap benda uji sebanyak 3 spesimen, dimana
tiap-tiap specimen diambil tiga titik pembebanan. Dan untuk pengumpulan data
mikto sebanyak 3 spesimen.
3. Metode analisa dan evaluasi data yang diperoleh dari pengujian yang
dilakukan di laboraturium pada masing-masing spesimen adalah kualitatif.
Dari data inilah akan dicari harga untuk sifat mekanis dari masing-masing
spesimen dan merupakan nilai yang dicapai dari uji impak dan kekerasan
50 4. Dari sinilah penelitian akan mendapatkan kesimpulan yang sebenarnya
bagaimana pengaruh variasi diameter elektroda terhadap sifat mekanisnya
dari material St37 didalam standar pengujian yang berlaku.
5. Penyusunan laporan, yang termasuk didalamnya kesimpulan dari hasil yang
dicapai serta pengambilan langkah-langkah yang berhubungan terhadap
hasil kekuatan sambungan las pada material uji lebih ditekankan, sehingga
pada akhirnya tujuan penelitian dapat sepenuhnya tercapai.
3.4 Variabel-Variabel Pengujian
Dari metode penelitian di atas maka dapat ditentukan hal-hal dasar terhadap
variabel-variabel pengujian.
Variabel bebas
Menerangkan bahwa variabel bebas adalah variasi diameter elektroda yang
dipakai.
Variabel terikat
Variabel terikat adalah variabel yang dipengaruhi oleh variabel bebas,
adapun yang menjadi variabel terikat dalam penelitian ini adalah ketebalan dan