A CLOSED MODEL OF PRODUCTION SYSTEM FOR
ENERGY INDEPENDENT IN CORN FLOUR INDUSTRY
ANDREAS ZURIEL
DEPARTEMENT OF AGROINDUSTRIAL TECHNOLOGY FACULTY OF AGRICULTURAL TECHNOLOGY
BOGOR AGRICULTURAL UNIVERSITY BOGOR
STATEMENT OF ORIGINALITY, INFORMATION SOURCE
AND COPYRIGHT TRANSFER
I state that Skripsi entitled: “A Closed Model of Production System for
Energy Independent in Corn Flour Industry” is my own work assisted by supervisor and has not been submitted in any form to any collage. Source of information from published or unpublished works are cited in the text and listed in the references section. Hereby, I state that the copyright of this paper is transferred to Bogor Agricultural University.
Bogor, September 2015
Andreas Zuriel
ABSTRACT
ANDREAS ZURIEL. A Closed Model of Production System for Energy Independent in Corn Flour Industry. Supervised by: TAJUDDIN BANTACUT
Corn flour industry uses large amounts of energy to produces corn flour. Energy needs are still met by nonrenewable and limited energy sources that can affect the production activities in the future. In addition, production of corn flour produced waste. A byproduct of corn flour production process can be used as a sustainable alternative energy. The purpose of this research is to develop a model of the mass balance and energy industries for the processing of corn flour so as to minimize energy independent of fossil energy dependence. This research is expected to be a reference in the industrial development of energy independent corn flour or efficient energy. Closed system model is created from the simplest to the complex. The development of this model is made to modify the models based on corn flour production process. Modification of the model is done to obtain the most suitable model describing the actual situation of corn flour production process. Modeling results obtained from corn starch yield of 31% at the level of form 3. Corn cobs and corn husks from production process can be used as biomass energy by 3869.8 kWh by way of combustion with FBC Boilers with an efficiency of 68% so that the industry can be self-sufficient energy cornstarch .
Keywords: Corn flour, closed system, energy self-sufficient industry.
ABSTRAK
ANDREAS ZURIEL. Model Tertutup Sistem Produksi Mandiri Energi pada Industri Tepung Jagung. Dibimbing oleh: TAJUDDIN BANTACUT
Industri tepung jagung menggunakan energi dalam jumlah yang besar untuk memproduksi tepung jagung. Pemenuhan kebutuhan energi ini masih dipenuhi oleh sumber energi yang tidak terbarukan dan terbatas persediaanya sehingga dapat mempengaruhi kegiatan produksi dikemudian hari. Selain itu, dalam kegiatan produksi tepung jagung dihasilkan limbah. Hasil samping dari proses produksi tepung jagung dapat dimanfaatkan sebagai energi alternatif yang berkelanjutan. Tujuan penelitian ini adalah mengembangkan model kesetimbangan massa dan energi industri tepung jagung mandiri energi sehingga dapat meminimumkan ketergantungan terhadap energi fosil. Hasil penelitian ini diharapkan dapat dijadikan rujukan dalam pengembangan industri tepung jagung yang mandiri energi atau lebih hemat energi. Model sistem tertutup dibuat mulai dari yang paling sederhana sampai yang lebih kompleks. Model kesetimbangan massa dilakukan berdasarkan pada proses produksi tepung jagung. Pengembangan model dilakukan hingga diperoleh model yang paling sesuai menggambarkan situasi aktual proses produksi tepung jagung. Dari hasil pemodelan diperoleh rendemen tepung jagung sebesar 31% pada level 3. Limbah jagung berupa tongkol, dan kulit jagung dapat dimanfaatkan sebagai biomassa sumber energi sebesar 3869,8 kWh dengan cara pembakaran dengan Boiler FBC dengan efisiensi sebesar 68% sehingga industri tepung jagung dapat mandiri energi.
A CLOSED MODEL OF PRODUCTION SYSTEM FOR
ENERGY INDEPENDENT IN CORN FLOUR INDUSTRY
ANDREAS ZURIEL
Skripsi
As partial fulfillment of the requirements for the degree of Bachelor (Honour) of Agricultural Technology
at
Department of Agroindustrial Technology
DEPARTMENT OF AGROINDUSTRIAL TECHNOLOGY
FACULTY OF AGRICULTURAL ENGINEERING AND TECHNOLOGY BOGOR AGRICULTURAL UNIVERSITY
PREFACE
All the Praise and rejoice to my Lord and Savior Jesus Christ for mercies and blessings so the author could finish this skripsi on time that has completed very well. Author also say thanks and appreciate to :
1. Dr Tajuddin Bantacut as the author’s supervisor for his guidance, support and motivation until this Skripsi completed.
2. Juliani as my mom and Hasiholan as my Dad, my twin sister Vrila, and author’s big family for their pray and support.
3. Trifosa and Alfrida as my very best friend in college for the support from the very beginning of my college day in IPB.
4. All of lecturers and staffs of Agroindustrial Technology Department which provide excellent facilities and services.
5. Author’s partner: Mohammad Ryan Pratama, Muhammad Nurdiansyah and Aryosan Tetuko Haryono who have stood together to carry out this research. 6. Destiara for helping me in the modeling process.
7. Author’s classmates of Agroindustrial Technology 48 especially for class of P4 who have stayed together in every situation and condition.
8. All of Friends in Fellowship Students Commission of PMK IPB.
9. All of author’s friends include almamater or not and all parties that support completion of this skripsi.
The Author hopes this skripsi can contribute significantly to the development of science and technology. Author expects critics and suggestion for further development of better agriculture.
Bogor, September 2015
TABLE OF CONTENTS
Process Flow of Self Sufficient Energy 4
MASS BALANCE MODEL 4
Mass Balance Model Level 1 4
Mass Balance Model Level 2 5
Mass Balance Model Level 3 7
RESULT AND DISCUSSION 13
Mass Balance Model Level 1 14
Mass Balance Model Level 2 14
Mass Balance Model Level 3 15
Energy Self-Sufficient in Corn Flour Industry 17
Closed System Production of Corn Flour Industry 19
CONCLUSION AND RECOMENDATION 20
Conclusion 20
Recommendation 20
REFERNCES 21
LIST OF FIGURES
1 The Mass Model Balance Level 1 5
2 The Mass Model Balance Level 2 5
3 The Mass Model Balance Level 3 8
4 Result for the implementation of the Mass Balance Model Level 1 14 5 Result for the implementation of the Mass Balance Model Level 2
(symbols are shown in Table 2)
14
6 Result for the implementation of the Mass Balance Model Level 3 (symbols are shown in Table 4)
16
7 Closed system model of corn flour industry 19
LIST OF TABLES
1 Type of mechine and energy needs for process 1 ton of corn 4
2 Symbols used in Mass Balance Model Level 2 6
3 Efficiency values of Mass Balance Model Level 2 7
4 Symbols used in Mass Balance Model Level 3 9
5 Efficiency values of Mass Balance Model Level 3 13
6 Yield of corn flour and corn oil calculation results based on the models at levels 1 to 3
17
7 The energy needs for processing 12 Ton of corn intact 17
8 The mass balance energy of the energy-independent in corn flour industry
18
A LIST OF APPENDICES
1 The Mass Balance Model calculations of level II 23
2 The Mass Balance Model calculations of level III 24
INTRODUCTION
Background
Corn is a strategic commodity for Indonesia because its extensive use as animal feed (directly or processed), staple food for a large part of population (and potentially for wider society) snacks, industrial raw materials (starch, sugar, processed food), and energy (bioethanol). The calorific and nutritional value of corn is good enough to make the corn industry has great development potential.
Corn is composed of 68.86% of corn seeds, 17.53% of corn husks, and 62% of corn cobs (Indradewa et al. 2005). Corn that have been removed from its husks, endosperm, germs and tip cap then milled to produce corn flour (SNI 01-3727-1995). Corn flour is a semi-finished product of dried corn kernels (Suryawijaya 2009).
Parts of the corn from 40 to 50% of the total weight of intact corn (including corn cobs and corn husks) was underutilized. Waste produced by this processing industry makes the industry need to add a waste-processing unit, which is usually done in end of pipe (Christina et al. 2007). This solution is not effective as the resulting additional-cost will be more expensive yet the handling result is still not good.
The corn flour industry consumes considerable energy in the production process. The corn flour industry with a production capacity of 182 ton/ day requires electricity by 8,568 kWh/ day (Syanto 2011). Fuel used for the production process is fossil fuel which belongs to the renewable energy sources. The use of non-renewable fuel may bring a great impact on the corn flour industry when it runs out of fuel and can not do the production activity any longer.
The problems relating to waste and energy use are the main issues of the corn flour industry. These problems require the development of new systems that can be a solution to solve such problems (Christina et al. 2007). It is necessary to use a new approach in the form of an industrial system which is not seen separated from its surrounding systems, rather it is seen as an integral part which supports one another to optimize the material cycle as raw materials to be processed into products (Gamer 1995).
Waste produced by the corn flour industry consists of corn cobs and corn husks containing lignocellulose forms (with 38.99% of fiber content) with the highest amount of xylan (12.4%) among the other agricultural waste (Richana et al. 2004). The content makes the waste produced by the corn flour industry can be used as the source of energy for corn processing. Therefore, the application of a closed system can cope with the problems of waste and energy that is encountered by the industry.
Research Objective
This research was aimed at developing a closed-system model of energy independent corn flour production. The research objective is met by:
1. Developing a mass balance model of the corn flour industry; 2. Calculating the energy needs of the corn flour industry;
3. Calculating the energy potential of the waste produced by the corn flour industry; and
4. Developing a closed system model for corn flour industry.
Scope of Research
This research covers the calculations of the mass balance and the energy balance. The input used in the model was a mass balance consisting of corn husks, corn fiber, corn cobs and corn kernels. The corn flour industries with capacity of 12 ton of intact corn/day was used as a basis of model. The model to develop the industrial closed-system consisted of corn-flour models, ranging from the simple to the complex ones. Presented in different model complexity levels, that is named by Level 1, 2 and 3. The higher the level of a model, the more complex the model is.
RESEARCH METHODS
Data Collection
The data used in this research consisted of primary data and secondary data. The primary data were obtained from direct observation of corn production processes, energy needs and the energy sources used. The secondary data used were journals, research papers, theses, dissertations, and books.
System Boundary
The corn flour industry has a complex production system because it involves many factors that are interconnected with one another. The factors input (materials and energy) are required in the production process as well as output (by-products) which are generated by such production process are interconnected. These factors require a comprehensive approach to find the optimal solution to the energy needs. Therefore, the system approach was used to analyze the flow of the necessary energy mass, including the potential energy of the by-products generated by the corn-flour production process.
`
The mass balance model was developed in accordance with the process flow which is based on the compartment that describes the actual production process. The model was developed to determine independent variables as the input and dependent variables as the output. The model was built using the ratio (coefficient of efficiency) of the independent variables to the dependent variables based on the principles of linear equations. Microsoft Excel was used to perform the calculations.
Results of the model calculations were compared with the actual production process of the corn flour industry. Those results were also used to identify and calculate the quantity of by-products with the potential of providing a source of energy to meet the needs of the production process. This model has a higher degree of accuracy and in accordance with the production of actual processess, it forms a basis for analyzing the potential energy to develop energy independent production process. based on the assumption that the system is a single compartment without any spesific flow of input and output.
The mass balance equations were solved by formulating a matrix based on the efficiency factor (the ratio of the variable values) from the secondary data on the mass flow of the corn flour industry. After identifying the mass balance and the efficiency of the factor, the value of the efficiency and mass balance equations can be determined.
Energy Content of By-Product
Based on the mass balance model describing the actual condition of the corn flour industry, the potential energy of by-products can be calculated using the following equation:
Potential Energy kCal = Mass kg × Caloric Value kCal/kg
Process Flow of Self-Sufficient Energy in Corn Flour Industries
The by-products of corn processing were examined at the utility as the primary energy source to meet the energy needs of the corn processing industry. The energy use analysis began with calculating the mass balance through observation of the input-output system of the mass of the materials. The results were in the forms of by-products and the potential conversion of the mass into energy. Energy needs were analyzed based on the classification of the tools (machines) used in the production process, the calculation of the amount of energy used for the production, and the available energy sources
The corn processing industry uses electricity to do the production process. However, the energy needs of the corn processing industry differ from one another, depending on the process technology employed. The amount of electricity required by the corn processing industry with a capacity of 12,000 kg of corn per day is presented in Table 1
.
Table 1 Type of machines and energy needed to process 1 ton of corn
Process Type of machine Energy need/ton
Corn husk discharging Corn husk remover 22 kWh
Corn in Cob drying Tray dryera 10 kWh
Corn seed discharging Corn seed discharger 22 kWh
Corn kernel drying Flat bed dryerb 15 kWh
Corn hulling Corn huller 40 kWh
Corn Milling 1 Multi millc 22 kWh
Corn Milling 2 Disc millc 20 kWh
Corn oil extraction Screw presserc 7.5 kWh
Source: a Ogechukwu 2012 general. Corn parts which can be processed are corn kernels with a total of 68.86% of corn intact (Indradewa et al. 2005). Corn processing using the dry milling method will produce corn flour, from 44.5% (Syanto 2011) to 48.4% (Ryan, 2010; Syanto 2011). At the model of the first level, corn flour was 32.36% of the total corn intact was obtained.
Mass Balance Model Level 1
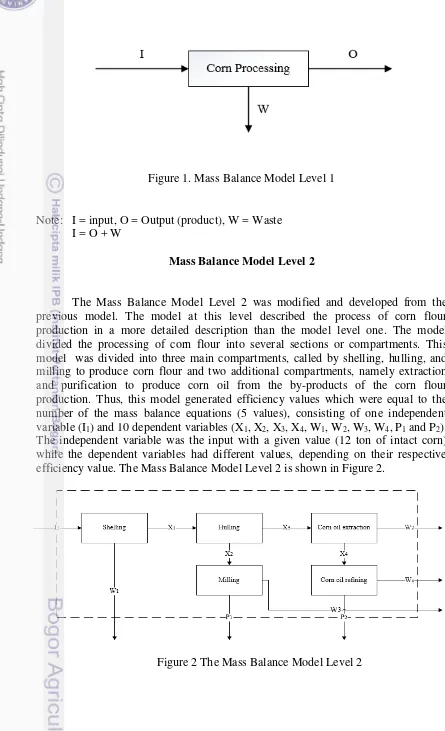
Figure 1. Mass Balance Model Level 1
Note: I = input, O = Output (product), W = Waste I = O + W
Mass Balance Model Level 2
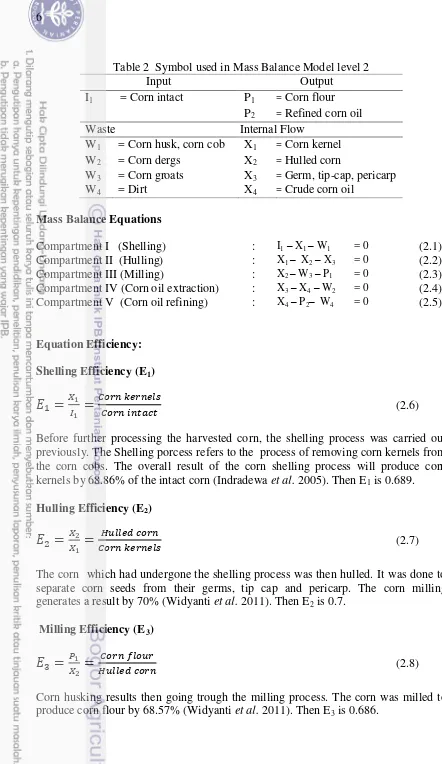
The Mass Balance Model Level 2 was modified and developed from the previous model. The model at this level described the process of corn flour production in a more detailed description than the model level one. The model divided the processing of corn flour into several sections or compartments. This model was divided into three main compartments, called by shelling, hulling, and milling to produce corn flour and two additional compartments, namely extraction and purification to produce corn oil from the by-products of the corn flour production. Thus, this model generated efficiency values which were equal to the number of the mass balance equations (5 values), consisting of one independent variable (I1) and 10 dependent variables (X1, X2, X3, X4, W1, W2, W3, W4, P1 and P2).
The independent variable was the input with a given value (12 ton of intact corn) while the dependent variables had different values, depending on their respective efficiency value. The Mass Balance Model Level 2 is shown in Figure 2.
Table 2 Symbol used in Mass Balance Model level 2 previously. The Shelling porcess refers to the process of removing corn kernels from the corn cobs. The overall result of the corn shelling process will produce corn kernels by 68.86% of the intact corn (Indradewa et al. 2005). Then E1 is 0.689.
Hulling Efficiency (E2)
� =
=
(2.7)The corn which had undergone the shelling process was then hulled. It was done to separate corn seeds from their germs, tip cap and pericarp. The corn milling generates a result by 70% (Widyanti et al. 2011). Then E2 is 0.7.
Milling Efficiency (E3)
� =
�=
(2.8)
Extraction Efficiency (E4)
� =
=
, � − , � (2.9)Germs, tip cap and pericarp from the hulling process contain corn oil. They were extracted to obtain crude corn oil and such a process generated 4.5% to 5% of crude corn oil from the extracted materials (Koswara 2009). Then E4 is 0.045.
Refining Efficiency (E5)
� =
�=
� � �(2.10)
The corn oil resulted from the extraction still contains many impurities. It needs to be refined to obtain pure corn oil. The corn oil refining process generate 95% of refined crude corn oil (CRA 2006). Then E5 is 0.95.
Based on equation of efficiency coefficient, the summary of factor efficiency coefficient can be seen in Table 3. The value of the coefficient of efficiency of Model Level 2 used to supplement matrix in building a model of level 2 (Appendices 1).
Table 3 Efficiency values of the Mass Balance Model Level 2
Efficiency Value compartments which were developed from those in the previous model.
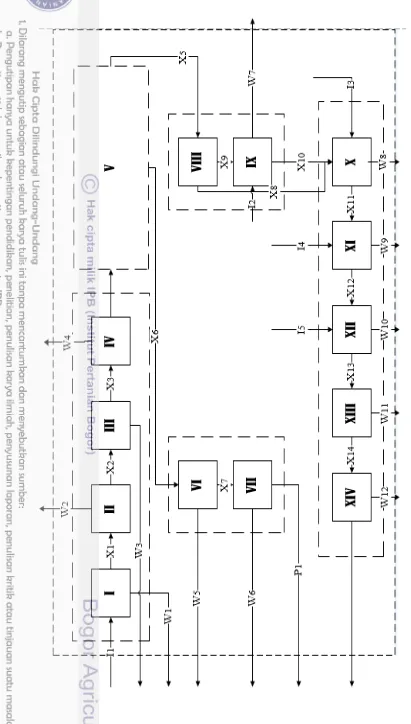
This model generated efficiency values which were equal to the number of the compartments (fourteen compartments), consisting of five independent variables (I1,I2,I3,I4,I5) and twenty eight dependent variables (X1, X2, X3, X4, X5, X6, X7, X8, X9,
X10, X11, X12, X13, X14, W1, W2, W3, W4, W5, W6, W7, W8, W9, W10, W11, W12, P1
and P2). The independent variables were consistent variables with a given value (12
F
igure
3 T
he
Mass Bala
n
ce
Mode
l Lev
Mass Balance Equations
Corn husk discharging efficiency (E1)
� =
=
� ℎ ℎ (3.15)
Once the corn had been harvested, it was left for a few moments. Then, the corn husks were removed. The separation of corn husks obtained corn in cob by 86.4% of the weight of corn intact (Indradewa et al. 2005). Then E1 is 0.864.
Corn-on-Cob Drying Efficiency (E2)
� =
=
� � ℎ ℎ (3.16)Corn is generally harvested during the rainy season with heavy rainfall and humidity. Such a condition makes newly-harvested corn has high moisture content, ranging from 25 to 35% (Firman et al. 2006). The newly-harvested corn needs to be dried to reduce its moisture content until 18% (Thahir et al. 1988) or between 17 and 20% (Wijandi 2003). Corn drying is performed to avoid damage to corn at the time it undergoes the shelling process (Handerson and Perry 1982). Then E2 is 0.875.
Corn Seeds Discharging Efficiency (E3)
Corn without husks were removed from the cobs. This process made corn oncob into corn kernels. The corn kernels obtained were equal to 85.2% of the weight of the corn intact (Indradewa et al. 2005). Then E3 is 0.852.
Corn Kernel Drying Efficiency (E4)
� =
=
� (3.18)Corn kernels have moisture content by 17 to 20% (Wijandi 2003). Then, the corn needs to be dried again until the moisture content ranges from 12 to 14% (Brooker et al. 1974) and the maximum moisture content is 17% (Firmansyah et al. 2005). The efficiency value generated from the drying process is equal to 91%. Such a process is aimed at making corn kernels more durable (Handerson and Perry 1982). Then E4 is
0.91.
Hulling Efficiency (E5)
� =
=
� (3.19)
Corn hulling refers to the process of corn grinding to separate the germ, tip-cap and pericarp. The milling process generates an efficiency value by 70% (Widayanti et al.
2011). Then E1 is 0.7.
Second Milling Efficiency (E7)
� =
�=
ℎ � (3.21)
Corn that has passed the first milling process undergoes the second milling process and produces corn flour by 87% of the processed materials (Widayanti et al. 2011). Then E1 is 0.87.
First Extraction Efficiency (E8)
� =
=
, � − , � � (3.22)to produce corn oil by means of compression. This extraction by processing the oil. It can be extracted using solvents (hexan). This oil extraction will produce coarse corn by 1.4% of the total ingredients extracted (Koswara 2009). Then E9 is 0.14.
Degumming Efficiency (E10)
� =
+ +=
� + �(3.24)
Pure corn oil is obtained from coarse corn oil refining. The first stage of the refining process is degumming. The degumming process is carried out to remove impurities in the form of gum using 1 to 3% of hot water from the total oil. It produces oil by 96% of the total crude corn oil (CRA 2006). Then E10 is 0.96.
Neutralization Efficiency (E11)
� =
+=
� �� � + � � . (3.25)
The second stage of the purification process is neutralization. This purification process aims to neutralize the corn oil using the alkali treatment, the addition of alkali is 1% of the total oil. This process will produce corn oil by 97% of the materials processed (The Asosiation of Corn Sugar Manufacturers 2006). Then E11 is
0.97.
Bleaching Efficiency (E12)
� =
=
� �� ℎ � + �ℎ� ℎ (3.26)The corn oil bleaching process is performed using bleaching earth to eliminate the color of the oil. The refining process will yield corn oil generated by the bleaching process by 97% of the materials processed (The Asosiation of Corn Sugar Manufacturers 2006). Then E12 is 0.97.
Winterization Efficiency (E13)
The winterization process is done to separate the wax from the oil content of the corn. This process will produce winterized corn oil by 98% of the total input materials (The Asosiation of Corn Sugar Manufacturers 2006). Then E13 is 0.98.
Deodorization Efficiency (E14)
� =
�=
� � �� � �(3.28)
The deodorization process is carried out with the aim of eliminating the smell of the corn oil. This process is done by heating causing the volatile compounds to evaporate. This is the final stage of the corn oil refining process. This process will generate pure corn oil by 98% of the total corn oil processed (The Asosiation of Corn Sugar Manufacturers 2006). Then E14 is 0.98.
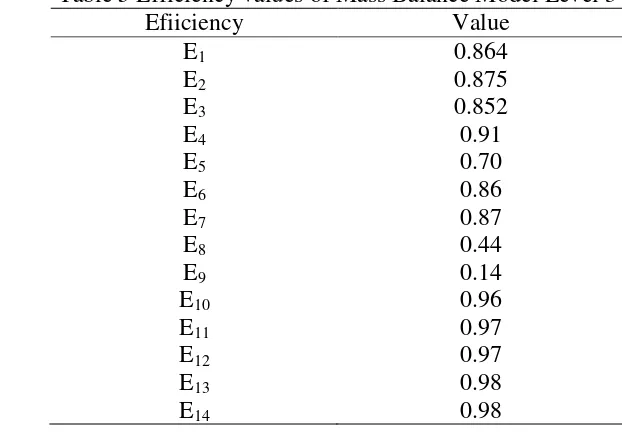
Based on equation of efficiency coefficient, the summary of factor efficiency coefficient can be seen in Table 5. The value of the coefficient of efficiency of Model Level 3 used to supplement matrix in building a model of level I3 (Appendices 2).
Table 5 Efficiency values of Mass Balance Model Level 3
Efiiciency Value
MassBalance Level 1
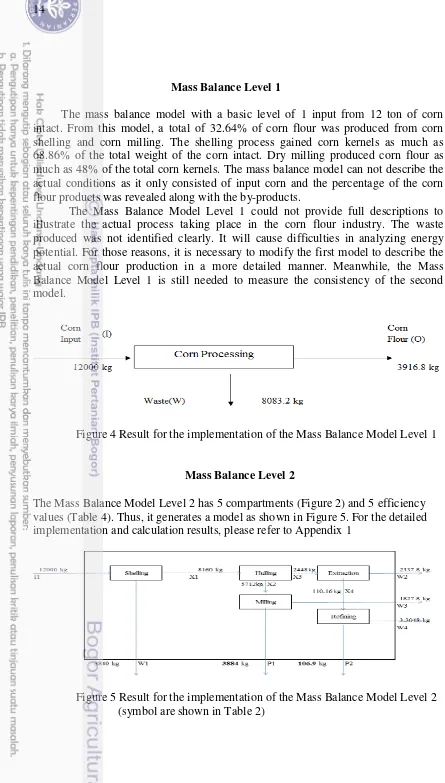
The mass balance model with a basic level of 1 input from 12 ton of corn intact. From this model, a total of 32.64% of corn flour was produced from corn shelling and corn milling. The shelling process gained corn kernels as much as 68.86% of the total weight of the corn intact. Dry milling produced corn flour as much as 48% of the total corn kernels. The mass balance model can not describe the actual conditions as it only consisted of input corn and the percentage of the corn flour products was revealed along with the by-products.
The Mass Balance Model Level 1 could not provide full descriptions to illustrate the actual process taking place in the corn flour industry. The waste produced was not identified clearly. It will cause difficulties in analyzing energy potential. For those reasons, it is necessary to modify the first model to describe the actual corn flour production in a more detailed manner. Meanwhile, the Mass Balance Model Level 1 is still needed to measure the consistency of the second model.
Figure 4 Result for the implementation of the Mass Balance Model Level 1
Mass Balance Level 2
The Mass Balance Model Level 2 has 5 compartments (Figure 2) and 5 efficiency values (Table 4). Thus, it generates a model as shown in Figure 5. For the detailed implementation and calculation results, please refer to Appendix 1
The second-level model used the same basis as the previous model. The amount of corn flour produced was 32.36%. The corn flour production process produced corn oil by 0.89% as a by-product of the corn germ. Calculations at the second level were carried out at each stage of the corn flour processing. However, this model can not describe the actual process of corn processing as at this level, calculations were done only for any compartment describing the principal station of the corn flour processing.
Mass balance of Level 3
Calculations of the Mass Balance Models at Levels 1, 2 and 3 generated consistent results as shown in Table 3, the model used for the next discussion is the Mass Balance Model Level 3 because this model is more detailed and provides more descriptions of the actual conditions relating to corn flour production.
Table 6 Yield of corn flour and corn oil calculation results based on the models at levels 1 to 3 more specific and results in different values.
Energy Self-Sufficient in Corn Flour Industry
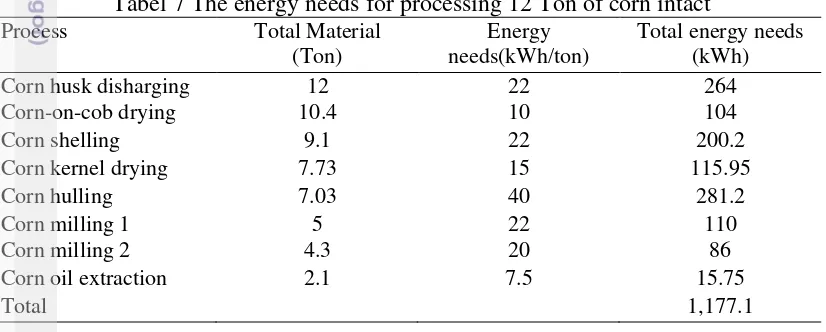
The corn flour industry needs electricity to carry out the production process. The primary processing activities carried out by the corn flour industry are removing corn husks, performing the drying process, performing the corn shelling process, hulling, milling and extracting corn oil. Each process involves the use of machines which require electricity. The types and specifications of the machines are shown in Table 1. Based on Table 1, the corn flour industry with a capacity of 12 ton of corn per day requires 1,177.1 kWh of electricity, the calculation results are shown in Table 7.
Tabel 7 The energy needs for processing 12 Ton of corn intact
Process Total Material
thermochemistry and biochemistry. The thermochemistry paths are combustion, gasification and pyrolysis while the biochemistry paths are fermentation and esterification.
Corn cobs and corn husk can be used as biomass for thermal gasification processes. The calorific value of corn cobs is equal to 13.4 MJ/ kg. With the carbonization process, the calorific value of corn cobs can be increased into 3,500 to 4,500 kcal/ kg or 14 to 18.9MJ/ kg, while combustion makes the energy content reach 32 MJ/ kg (Watson 1988 in Prostowo et al. 1998; Mochidzuki et al. 2002).
The use of corn cobs as a gasification material has been very common, however a number of obstacles are still encountered. One of the most visible obstacles is the low calorific value and density of the corn cobs. According to Urono (2010), the combustion process can increase the carbon content and the calorific value of the corn cob waste. It makes the calorific value of corn cobs increase by approximately 65% and the carbon content increase by about 67%. The combustion generate the bound carbon content and the high calorific value at a temperature of 380ºC carbonization by 52.6% and 7,128.38 kcal/ kg, respectively. The low calorific value and density make the gasification process of corn cobs will very quickly burn and become unstable so that the gas cannot be utilized optimally and can only be used by 12%.
Waste in the form of corn cobs and corn husks can be used as alternative fuel. Corn waste can be processed into ethanol and butanediol through fermentation. This fermentation process will generate ethanol with an energy value by 122 MJ/ kg and 2,3-butanediol with an energy value by 114 MJ/ kg. (Anon 2002; Lachke 2002).
The thermochemistry paths tend to be chosen in this research. They are easier to be applied. Thus, thermochemistry through direct combustion is chosen to be number of benefits, such as: a compact boiler design, flexibility with the fuel used, higher combustion efficiency and reduced emissions of noxious pollutants such as SOx and NOx. The fuel is burnt in these boilers, including coal, washery rejects, and other agricultural waste (UNEP 2007).
Production of electricity energy uses steam turbine generators with an efficiency value by 33 to 35% and can be optimalized to 74.13 to 86.40% in the isentropic condition (Batt and Rajkumar 1999). Steam production using boilers is heated by fluidized bed combustion. Efficiency of steam production using these boilers is equal to 68% (Yadav and Singh 2011). Calculations relating to the use of corn waste through energy independence are shown in Table 8 and Appendix 3.
Table 8 The mass balance energy of the energy-independent in corn flour industry
Type of energy Value (kWh)
Energy obtained from biomass 3,869
Energy Needs 1,177.1
Based on calculation above corn flour industry can be energy independent by applying closed production system utilizing corn waste as energy resource.
The using of corn cob and corn husk as energy resource can reduce fossil fuel using of corn flous industry. If corn flour energy need is assumed to be fulfilled by grid so it can reduce coal consumption. Energy produced by PLN comes from coal with ratio of 2,655 kWh per ton of coal (Sulistyono 2012). If corn flour industries consumes 1,177.1 kWh per ton of corn so it will consumes 443.1 kg coal per ton of corn. Thus, corn cob and corn husk will reduce the use of coal.
Closed System Production of Corn Flour Industry
A production system produces by-products in the forms of evaporated water, corn husks, corn cobs, corn groats and corn dergs. The resulting evaporated water can be reutilized for the degguming process. By-products such as corn groats and corn dergs can be used as animal feed. By-products which still contain energy such as corn husks and corn cobs can be utilized as energy input. The model illustrating the utilization of by-products from the corn flour industry can be seen in Figure 7
CONCLUSIONS AND RECOMMENDATIONS
Conclusions
Shelling processes produce corn waste such as corn husks and corn cobs that can be utilized as sources of energy for the corn flour industry. The research indicates that the corn flour industry can be developed into an energy-independent industry if it includes its processing activity with the shelling process.
For the corn flour industry with a capacity of 12 ton of corn intact per day, it produces 1,632 kg of corn husks and 1,298 kg of corn cobs. The by-products can generate electricity by 3,869.8 kWh per day more than the electricity required for production that by 1,177.1 kWh. Therefore, this industry can be considered to be energy surplus industry.
Suggestion
This research is based on dry milling process that is different from wet milling process. For future research, it will be needed making the wet milling process model for comparation between the dry and the wet milling process to choose the best result and application of energy independent.
REFERENCES
[Balitsereal] Badan Penelitian Serealia.Teknologi pengeringan dan pemipilan untuk perbaikan mutu biji jagung. [Internet]. [Waktu dan tempat tidak
diketahui]. [diunduh 2015 Juni 29]: Tersedia pada:
balitsereal.litbang.pertanian.go.id/ind/images/stories/49.pdf
[CRA] Corn Refiners Association. 2006. Corn Oil. Washington DC (US): Corn Refiners Associaion.
[UNEP] United Nations Environment Programme. 2007. Technical Study Report on
Biomass Fired Fluidized Bed Combustion Boiler Technology for Cogeneration.
United Nations Environment Programme
Anon. 2002. Melirik ethanol sebagai alternatif bahan bakar. [Internet]. [Waktu dan
tempat tidak diketahui]. [diunduh 2015 Mei 28]: Tersedia pada:
http://www.indomedia.com/Intisari/2002/01/khas_infotekno_tebar1.htm
Bhatt MS, Rajkumar N. 1999. Performance enhancement in coal fired
Brooker DB, FW Bakker, CW Arkema. 1974. Drying cereal grains. The A VI Publishing Co. Inc, West Port. USA.
Christina P, Megasari K. 2007. Kajian Penerapan Ekologi Industri di Indonesia.
Seminar Nasional III. Yogyakarta (ID): SDM Teknologi Nuklir.
Davis ML, Cornwell DA. 2013. Introduction to Environmental Engineering 5th
edition. New York (US): Mc Graw Hill Companies. ISBN 9780073401140.
Dubat A. 2004. The Importance and Impact of Starch Damage and Evolution of
Measuring Methods. New York (US): Sdmatic.
Firmansyah IU, Saenong S, Abidin B, Sinuseng Y, Suarni. 2005. Proses pascapanen untuk menunjang perbaikan produk biji jagung berskala industri dan ekspor [laporan hasil penelitian].Balai Penelitian Tanaman Serealia. Maros. 20-25. Firmansyah IU, Saenong S, Abidin B, Sinuseng Y, Suarni. 2006. Proses pascapanen
untuk menunjang perbaikan produk biji jagung berskala industri dan ekspor [laporan hasil penelitian].Balai Penelitian Tanaman Serealia. Maros. 1-15. Garner A. 1995. Industrial Ecology: An Introduction, Pollution Prevention and
Industrial Ecology. Amerika Serikat (US): University of Michigan
Handerson SM, Perry RL. 1982. Agricultural process engineering. Third edition. The AVI Publishing Company Inc., Westport Connecticut.
Indradewa D, Kastono D, Soraya Y. 2005. Possibilityof corn seed yield increase by stem height reduction.JIlmu Pertanian. 12(2). 1-12
Jiang H, Zhu X, Guo Q, Zhu Q. 2003. Gasification of rice husk in a fluidized bed gasifier without inert additives. J of Chemical Engineering. 264: 899–935. Koopmans A, Koppejan J. 1997. Agricultural and Forest Residues-Generation,
Utilization and Avaibility. Paper presented at the Regional Consultation on Modern Applications of Biomass Energy, 6-10 January 1997, Kuala Lumpur, Malaysia.Lestari, E.A. 2003. Audit Energi pada Pengolahan Susu Cair
Menjadi SusuBubuk di PT. Ultrindo Intijaya Jakarta. Skripsi. Departemen
Teknik Pertanian. FATETA. IPB. Bogor.
Koswara S. 2009. Teknologi Pengolahan Jagung. [diakses pada 2015 Mei 07]:
tersedia padaEbook pangan.com
Lachke A. 2002. Biofuel from d-xylose the second most abundant sugar. [Internet].
[Waktu dan tempat tidak diketahui]. [diunduh 2015 mei 28]: Tersedia pada:
http://www.iisc.ernet.in/academy/resonance/May2002/pdf/May 2002
Loha C, Chattopadhyay H, Chatterjee PK. 2013. Energy generation from fluidized bed gasification of rice husk. (in) Soltani N, Bahrami A, Pech-Canul MI, Gonzalez LA 2015. J of Chem. Engineering. 264: 899–935.
Manurung R. 2004. Teknologi Konversi Limbah Pertanian Sebagai Sumber Energi
Terbarukan di Indonesia. Serpong (ID): Balai Besar Pengembangan
Mekanisasi Pertanian
Mochidzuki K. Lloyd S. Paredes, Michael JAJr. 2002. Flash carbonization of biomass. [Internet]. [Waktu dan Tempat Tidak diketahui].[diunduh 2015 april 07]: Tersedia pada: Http://www.hnei.hawai.edu/flash_carb biomass.pdf
Ogechukwu, Clara O. 2012. Design and fabrication of maize corn on cob tray dryer [thesis] Nigeria(NG): Caritas University
Prasetyo T, Handoyo J, Setiani C. 2002. Karakteristik sistem usahatani jagung-ternak di lahan irigasi [prosiding seminar nasional]. Pusat Penelitian dan Pengembangan Sosial Ekonomi Pertanian, Badan Litbang Pertanian.
Prastowo B, Hanif R, Lando TM. 1998. Rekayasa Teknologi Pengeringan dan Penyimpanan Jagung di Daerah Tadah Hujan. [Iinternet]. [Waktu dan Tempat Tidak diketahui]. [diunduh 2015 Juni 29 ]: Terdapat pada: http://bbpmektan.litbang.deptan.go.id/abstrak/th_1998/tek._pengeringan_penyi mpanan_jagung.htm
Rahmat TA. 2001. Audit energy pada proses produksi crude palm oil (CPO) di uu rejosari [skripsi]. Bogor (ID): Departemen Teknik Pertanian. FATETA. IPB. Richana N, Lestina P, Irawadi TT. 2004. Karakterisasi lignoselulosa: xilan dari
limbah tanaman pangan dan pemanfaatannya untuk pertumbuhan bakteri RXA III-5 penghasil xilanase. J.Penelitian Pertanian. 23(3): 171-176.
Ryan A. 2010. Kajian sifat fisikokimia tepung jagung di tinjau dari beberapa varietas [skripsi]. Purwokerto (ID): Universitas Jenderal Sudirman.
Suardi Suarni, Prabowo A. 2002. Teknologi sederhana prosesing sorgum sebagai bahan pangan [prosiding seminar nasional]. Sulawesi Selatan (ID): Balai Pengkajian Teknologi Pertanian.
Sudradjat R. 2004. The Potential of Biomass Energy Resources in Indonesia for the Possible Development of Clean Technology Process (CTP). Proceedings (Complete Version) International Workshop on Biomass & Clean Fossil Fuel Power Plant Technology: Sustainable Energy Development & CDM, 36-59. Suprapto, HAR Marzuki. 2005. Bertanam Jagung Cetakan ke-14. Jakarta (ID):
Penebar Swadaya.
Sulistyono D. 2012. Analisis Potensi Pembangkit Listrik Tenaga GAS Batubara di Kabupaten Sintang. J ELKHA. 4(2): 38-42.
Syanto, Herby T. 2011. Pabrik tepung maizena dengan proses wet milling [skripsi]. Jawa Timur (ID): Universitas Pembangunan Nasional.
Thahir R, Sudaryono, Soemardi, dan Soeharmadi. 1988. Teknologi Pasca panen Jagung dalam Subandi, M.Syam dan Adi Widjono (Eds). Jagung. Pusat Penelitian dan Pengembangan Tanaman Pangan. Badan Penelitian dan Pengembangan Pertanian. Bogor thermal power plants. Part II: steam turbines.
J Energy Res. 23: 489–515.
Widyanti, Mulyani S, Ismono H, dan Hidayati S. 2011. Determination of selected agro- industry based on corn commodity in lampung province. J Teknologi
APPENDICES
Appe
ndice
s
2 Th
e Mass
B
alanc
e M
ode
l
ca
lcula
ti
o
ns of le
ve
l II
BIOGRAPHY
Author was born in Jakarta at May 5th, 1993 from Couple of Hasiholan Sitompul and Juliani Djajapranata. He was graduated from Senior High School 2 Jakarta at 2011. He was accepted as a student of Agroindustrial Technology, Bogor Agricultural University in the same year through SNMPTN.
Author joined internal and external organizations in the collage. He also served as a member of student service commission of IPB Christian Community in 2011–2015.