v Universitas Kristen Maranatha
ABSTRAK
Kualitas produk textile merupakan suatu hal yang sangat penting yang mampu membuat perusahaan semakin berkembang dan unggul di pasar komoditi textile ini. Perusahaan yang memiliki kualitas produk yang bagus akan dapat memberikan kepuasan kepada pelanggannya serta unggul dari pesaing-pesaing.
PT. Setiatex merupakan salah satu perusahaan yang bergerak di bidang pencelupan (Dyeing), printing dan finishing kain grey. Perusahaan ini menghasilkan produk jadi berupa kain polyester. Saat ini PT. Setiatex berusaha membangun keunggulan dengan meningkatkan kepuasan pelanggan. Namun permasalahan tingkat cacat yang tinggi masih terjadi saat ini, rata-rata produk cacat yang timbul pada produk kain polyester masih cukup tinggi yaitu 4% dari total produk yang dihasilkan. Cukup tingginya tingkat produk cacat tersebut membuat perusahaan kurang unggul dibandingkan dengan kompetitor-kompetitor yang ada.
Untuk dapat membantu perusahaan dalam menyelesaikan permasalahan tingkat cacat yang tinggi maka dilakukan penelitian perbaikan kualitas dengan menggunakan metode Six Sigma DMAIC. Penelitian ini dilakukan melalui beberapa tahap, tahapan pertama dilakukan pengumpulan data jenis dan jumlah cacat melalui wawancara serta observasi lapangan. Kemudian pengolahan data menggunakan metode stratifikasi untuk mengelompokkan cacat-cacat yang ada berdasarkan karakteristik keseriusan cacatnya, diagram pareto untuk dapat mengetahui jenis-jenis cacat yang menjadi prioritas penanganan perbaikan utama, perhitungan DPMO dan nilai sigma untuk tingkat kemampuan kinerja proses perusahaan, Fault Tree Analysis (FTA) untuk mengetahui akar-akar penyebab timbulnya cacat, Failure Mode and Effect Analysis (FMEA) untuk mengidentifikasi serta mencari fokus tindakan perbaikan dari mode kegagalan potensial atau cacat.
Dari hasil stratifikasi dapat diketahui jenis cacat yang ada berdasarkan tingkat keseriusan cacatnya yaitu kain sobek dan outprint (cacat kritis), crease mark dan warna kain belang (cacat mayor), dan kain kotor (cacat minor). Dari diagram pareto diketahui jenis cacat yang menjadi prioritas penangangan perbaikan utama adalah cacat kain sobek (35,49%), outprint (34,09%), crease mark (13,07%), kain kotor (8,77%), warna kain belang (8,56%). Tingkat kemampuan perusahaan berdasarkan perhitungan DPMO dan nilai sigma yaitu sebesar 3.7668 dengan DPMO 11700.
DAFTAR ISI
LEMBAR PENGESAHAN ... ii
SURAT KETERANGAN PERUSAHAAN ... iii
LEMBAR PERNYATAAN HASIL KARYA PRIBADI ... iv
x Universitas Kristen Maranatha 2.2.1. Definisi Pengendalian Kualitas ... 2 – 8 2.2.2. Faktor – Faktor yang Mempengaruhi Pengendalian Kualitas ... 2 – 9 2.2.2.1. Faktor Internal yang Mempengaruhi Pengendalian Kualitas ...
... 2 – 9 2.2.2.2. Faktor Eksternal yang Mempengaruhi Pengendalian Kualitas .
xii Universitas Kristen Maranatha 4.4. Pengendalian Kualitas yang Dilakukan Perusahaan ... 4 – 39
BAB 5 PENGOLAHAN DATA DAN ANALISIS ... 5 – 1 5.1. Stratifikasi ... 5 – 1 5.2. Diagram Pareto ... 5 – 5 5.3. Peta Kendali U ... 5 – 7 5.3.1. Peta Kendali U untuk Jenis Cacat Pada Proses Heat-Setting / Finishing ... 5 – 7 5.3.2. Peta Kendali U untuk Jenis Cacat Pada Proses Pencelupan (Dyeing) ....
5.5.1. Fault Tree Analysis (FTA) Untuk Jenis Cacat Kain Sobek ... 5 – 17 5.5.2. Fault Tree Analysis (FTA) Untuk Jenis Cacat Outprint ... 5 – 20 5.5.3. Fault Tree Analysis (FTA) Untuk Jenis Cacat Crease Mark ... 5 – 23 5.5.4. Fault Tree Analysis (FTA) Untuk Jenis Cacat Warna Kain Belang ...
... 5 – 25 5.5.5. Fault Tree Analysis (FTA) Untuk Jenis Cacat Kain Kotor ... 5 – 28 5.6. Failure Mode and Effect Analysis (FMEA) ... 5 – 30
5.6.1. Failure Mode and Effect Analysis (FMEA) Jenis Cacat Kain Sobek .... ... 5 – 30 5.6.2. Failure Mode and Effect Analysis (FMEA) Jenis Cacat Outprint ...
... 5 – 48 5.6.3. Failure Mode and Effect Analysis (FMEA) Jenis Cacat Crease Mark .. ... 5 – 55 5.6.4. Failure Mode and Effect Analysis (FMEA) Jenis Cacat Warna Kain Belang ... 5 – 59 5.6.5. Failure Mode and Effect Analysis (FMEA) Jenis Cacat Kain Kotor ... ... 5 – 65 5.7. Rekapitulasi Nilai Risk Priority Number (RPN) ... 5 – 70 5.8. Usulan Perbaikan Kualitas ... 5 – 74
BAB 6 KESIMPULAN DAN SARAN ... 6 – 1 6.1. Kesimpulan ... 6 – 1 6.2. Saran ... 6 – 4
xiv Universitas Kristen Maranatha
DAFTAR TABEL
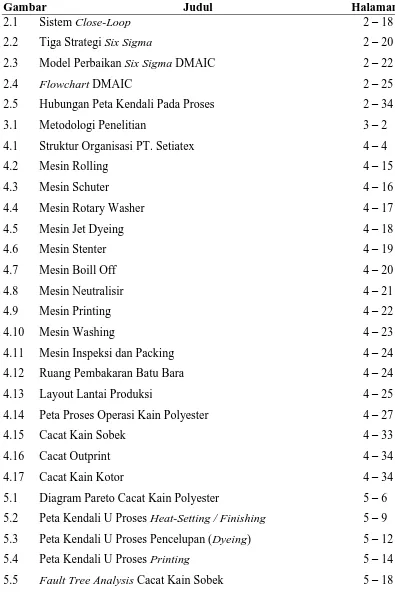
Tabel Judul Halaman
1.1 Data Persentase Cacat Dalam 6 Bulan Terakhir 1 – 3
4.1 Waktu Kerja Tenaga Bagian Non-Shift 4 – 2
4.2 Waktu Kerja Tenaga Bagian Shift 4 – 3
4.3 Klasifikasi Critical To Quality 4 – 32
4.4 Jenis dan Jumlah Cacat Pada Proses Heat-Setting / Finishing 4 – 36 4.5 Jenis dan Jumlah Cacat Pada Proses Pencelupan (Dyeing) 4 – 37 4.6 Jenis dan Jumlah Cacat Pada Proses Printing 4 – 38
5.1 Klasifikasi Cacat 5 – 1
5.2 Pengolahan Diagram Pareto Pembobotan 5 – 5
5.3 Peta Kendali U Proses Heat-Setting / Finishing 5 – 8 5.4 Peta Kendali U Proses Pencelupan (Dyeing) 5 – 10
5.5 Peta Kendali U Proses Printing 5 – 13
5.6 Failure Mode and Effect Analysis (FMEA) Cacat Kain Sobek 5 – 37 5.7 Failure Mode and Effect Analysis (FMEA) Cacat OutPrint 5 – 39 5.8 Failure Mode and Effect Analysis (FMEA) Cacat Crease Mark 5 – 42 5.9 Failure Mode and Effect Analysis (FMEA) Cacat Warna Kain
Belang 5 – 43
5.10 Failure Mode and Effect Analysis (FMEA) Cacat Kain Kotor 5 – 46 5.11 Rekapitulasi Nilai Risk Priority Number (RPN) Berdasarkan Mode
Kegagalan Potensial 5 – 70
5.12 Rekapitulasi Nilai Risk Priority Number (RPN) Berdasarkan Penyebab
Kegagalan Potensial 5 – 70
xvi Universitas Kristen Maranatha
5.6 Fault Tree Analysis Cacat Outprint 5 – 22
5.7 Fault Tree Analysis Cacat Crease Mark 5 – 24
5.8 Fault Tree Analysis Cacat Warna Kain Belang 5 – 27
5.9 Fault Tree Analysis Cacat Kain Kotor 5 – 29
5.10 Area Di Lantai Produksi yang Akan Dipasang Exhaust Fan 5 – 77 5.11 Usulan Lokasi Penempatan Exhaust Fan Tambahan pada Area 2 5 – 77 5.12 Usulan Lokasi Penempatan Exhaust Fan Tambahan pada Area 1 5 – 78
5.13 Usulan Lembar Pemeriksaan Generator 5 – 80
DAFTAR LAMPIRAN
LAMPIRAN 1
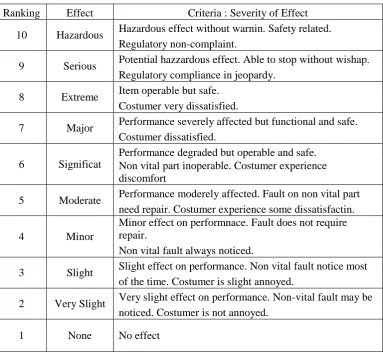
Tabel Ranking Severity
Ranking Effect Criteria : Severity of Effect
10 Hazardous Hazardous effect without warnin. Safety related.
Regulatory non-complaint.
9 Serious Potential hazzardous effect. Able to stop without wishap.
Regulatory compliance in jeopardy.
8 Extreme Item operable but safe.
Costumer very dissatisfied.
7 Major Performance severely affected but functional and safe.
Costumer dissatisfied.
6 Significat
Performance degraded but operable and safe. Non vital part inoperable. Costumer experience discomfort
5 Moderate Performance moderely affected. Fault on non vital part
need repair. Costumer experience some dissatisfactin.
4 Minor
Minor effect on performnace. Fault does not require repair.
Non vital fault always noticed.
3 Slight Slight effect on performance. Non vital fault notice most
of the time. Costumer is slight annoyed.
2 Very Slight Very slight effect on performance. Non-vital fault may be
noticed. Costumer is not annoyed.
LAMPIRAN 2
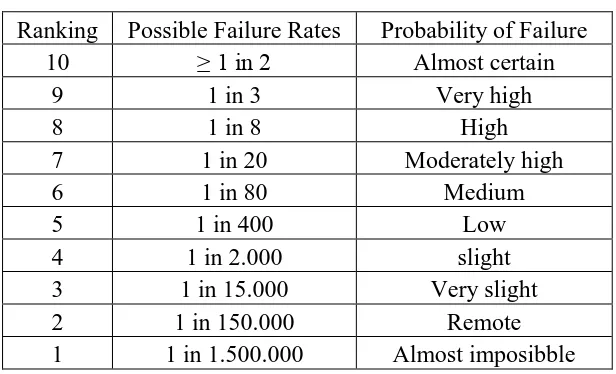
Tabel Ranking Occurrence
Ranking Possible Failure Rates Probability of Failure
10 ≥ 1 in 2 Almost certain
9 1 in 3 Very high
8 1 in 8 High
7 1 in 20 Moderately high
6 1 in 80 Medium
5 1 in 400 Low
4 1 in 2.000 slight
3 1 in 15.000 Very slight
2 1 in 150.000 Remote
LAMPIRAN 3
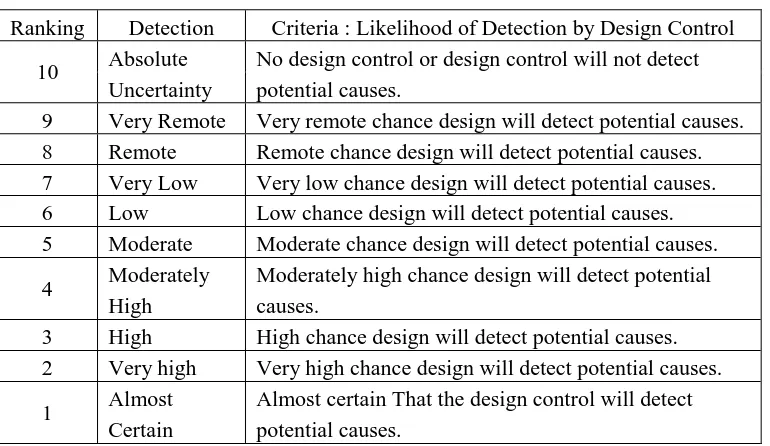
Tabel Ranking Detectability
Ranking Detection Criteria : Likelihood of Detection by Design Control
10 Absolute No design control or design control will not detect
Uncertainty potential causes.
9 Very Remote Very remote chance design will detect potential causes.
8 Remote Remote chance design will detect potential causes.
7 Very Low Very low chance design will detect potential causes.
6 Low Low chance design will detect potential causes.
5 Moderate Moderate chance design will detect potential causes.
4 Moderately Moderately high chance design will detect potential
High causes.
3 High High chance design will detect potential causes.
2 Very high Very high chance design will detect potential causes.
1 Almost Almost certain That the design control will detect
LAMPIRAN 4
Simbol – simbol yang digunakan dalam Fault Tree Analysis (FTA)
Top Event atau Intermediate Event
(masalah utama yang terjadi)
Basic Event
(Kejadian Paling Dasar)
OR Gate
AND Gate
Undeveloped Event
SURAT KETERANGAN PERUSAHAAN
Dalam surat ini menyatakan bahwa mahasiswa Universitas Kristen Maranatha yang bertanda tangan di bawah ini :
Nama : Tresna Egy Suwandi
NRP : 0823069
Jurusan / Fakultas : Teknik Industri / Teknik
Bahwa benar telah melakukan penelitian untuk keperluan Tugas Akhir di PT. Setiatex.
Demikian surat keterangan ini dibuat untuk keperluan kelengkapan akademik dalam mencapai gelar Sarjana Strata Satu (S1) pada jurusan Teknik Industri, Fakultas Teknik, Universitas Kristen Maranatha, Bandung melalui laporan tugas akhir mahasiswa tersebut
Bandung, 29 Juni 2012
KOMENTAR DAN SARAN SIDANG
Nama : Tresna Egy Suwandi
NRP : 0823069
Nama Dosen Pembimbing : Rudijanto Muis, S.T., M.T. Nama Dosen Penguji :
1. Ir. Christina Wirawan, M.T. 2. Christina, S.T., M.T.
3. Ir. Rudy Wawolumaja, M.Sc. Komentar dan Saran :
Perhatikan Pengetikan sesuai EYD.
Usulan lebih diperjelas dan kongkrit.
Perjelas dan perbaiki butir – butir perumusan penelitian.
Perjelas dan perbaiki butir – butir tujuan penelitian.
DATA PENULIS
Nama : Tresna Egy Suwandi
NRP : 0823069
Alamat : Jalan Mutiara-Sampora No. 23 Kp. Sekeawi Desa Sukamenak Kec. Margahayu Kab. Bandung Tempat Tanggal Lahir : Bandung, 04 Agustus 1990
Alamat email : [email protected] /
[email protected] / [email protected]
Pendidikan :
Sekolah Dasar Negeri Sukamenak V (1996 – 2002)
Sekolah Menengah Pertama Negeri 38 Bandung (2002 – 2005)
Sekolah Menengah Atas Negeri 11 Bandung (2005 – 2008)
Universitas Kristen Maranatha (2008 – 2012) Tanggal Sidang : 01 Agustus 2012
6 – 1 Universitas Kristen Maranatha BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil penelitian yang telah dilakukan, dapat dijabarkan kesimpulan yang merupakan akhir dari proses penelitian ini, yaitu:
1 Jenis cacat beserta klasifikasi karakteristiknya yang mempengaruhi kualitas produk kain tekstil polyester yang dihasilkan oleh PT Setiatex, adalah:
Cacat kain sobek, masuk ke dalam karakteristik cacat kritis, yang tidak dapat diperbaiki.
Cacat outprint, masuk ke dalam karakteristik cacat kritis, yang tidak dapat diperbaiki.
Cacat Crease Mark, masuk ke dalam karakteristik cacat mayor, yang masih dapat diperbaiki.
Cacat warna kain belang, masuk ke dalam karakteristik cacat mayor, yang masih dapat diperbaiki.
Cacat kain kotor, masuk ke dalam karakteristik cacat minor, yang tingkat pengaruhnya kecil terhadap kepuasan konsumen.
2. Nilai sigma yang didapatkan oleh PT Setiatex adalah sebesar 3.7668 sigma, nilai ini menunjukkan bahwa PT Setiatex telah mencapai tingkat kemampuan yang cukup baik dikarenakan nilai sigma yang diperoleh telah berada diatas rata – rata nilai sigma industri yaitu 3 sigma. Dan nilai DPMO yang diperoleh sebesar 11700, yang menunjukkan terdapat 11700 kesempatan terjadinya cacat dalam satu juta kesempatan.
3. Faktor-faktor yang dapat menyebabkan terjadinya cacat pada produk kain tekstil polyester, antara lain sebagai berikut :
Tidak adanya alat bantu pengukuran jarak jarum stenter dengan kain. Prosedur kerja pengaturang jarak jarum stenter dengan kain yang tidak
Bab VI Kesimpulan dan Saran 6 - 2
Perusahaan kurang mempertimbangkan pengadaan pelatihan operator pemotongan sambungan kain secara berkala.
Kekuatan cahaya lampu yang kurang di area mesin stenter. Kurangnya titik – titik lampu di area mesin senter.
Kurangnya ventilasi udara.
Tidak ada upaya perusahaan untuk mengatasi kejenuhan operator pemotongan sambungan kain yang bekerja pada shift malam.
Kurangnya intensitas pembinaan kedisiplinan operator pemotongan sambungan kain dari perusahaan.
Belum adanya jadwal penggantian alat potong secara berkala.
Belum adanya jadwal pemeriksaan dan perawatan alat potong secara berkala.
Perawatan rantai mesin printing yang tidak teratur.
Tidak adanya pencatatan umur pakai komponen mesin printing. Pemaksaaan penggunaan mesin secara berlebihan.
Jadwal pemeriksaan dan perawatan mesin printing diabaikan. Adanya pemadaman listrik dari PLN.
Belum adanya jadwal pemeriksaan dan perawatan generator listrik. Tidak adanya prosedur pencucian screen printing yang baik. Pemakaian screen yang berulang.
Prosedur kerja perendaman / penghilangan kanji tidak spesifik. Pemeriksaan bahan baku kain grey yang kurang ketat.
Prosedur campuran zat kimia yang kurang jelas. Tidak menggunakan zat anti crease mark agent.
Jadwal pemeriksaan dan perawatan mesin jet dyeing yang diabaikan. Tidak adanya upaya perusahaan untuk menghilangkan bau zat kimia yang
menyengat.
Kurangnya pengawasan kebersihan lingkungan kerja. Penjadwalan produksi yang kurang baik.
Kurangnya pengawasan terhadap kebersihan mesin
Bab VI Kesimpulan dan Saran 6 - 3
Laporan Tugas Akhir Universitas Kristen Maranatha Kurangnya pengawasan terhadap kebersihan gerobak kain.
Prosedur pemeriksaan dan perawatan gerobak kain yang kurang jelas. Operator tidak mematuhi standar kebersihan diri operator.
Volume kain yang berlebihan di dalam gerobak kain.
Belum adanya jadwal perawatan dan pemeriksaan gerobak kain secara berkala.
4. Prioritas penanganan utama mengenai mana yang harus diperbaiki terlebih dahulu dapat digunakan menggunakan metode FMEA dimana prioritas akan didasarkan pada nilai RPN terbesar.
5. Hal – hal yang dapat diusulkan untuk membantu memperbaiki kualitas produk kain tekstil polyester di PT Setiatex, antara lain sebagai berikut :
Meningkatkan keterampilan operator mesin jet dyeing.
Menambah jumlah ventilasi udara dan penggunaan exhaust fan. Membuat prosedur pencatatan umur pakai komponen mesin. Membuat jadwal pemeriksaan dan perawatan generator listrik. Melakukan jadwal pemeriksaan dan perawatan mesin secara teratur. Melakukan evaluasi terhadap keterampilan teknisi pemeriksaann mesin. Meningkatkan pembinaan kedisiplinan operator.
Membuat standar proses pencucian screen printing.
Membuat standar waktu serta sertifikasi penggantian alat penunjang produksi.
Membuat jadwal pemeriksaan dan perawatan alat penunjang produksi. Melakukan pemeriksaan bahan baku dengan lebih baik.
Memperbaiki kondisi pencahayaan di area produksi yang gelap. Meningkatkan pengawasan kebersihan lingkungan kerja dan operator. Melakukan evaluasi terhadap penjadwalan produksi.
Melakukan desain ulang prosedur kerja agar lebih spesifik dan jelas. Melakukan perawatan serta pelumasan rantai mesin printing.
Bab VI Kesimpulan dan Saran 6 - 4
Penggunaan alat bantu ukur pada proses mesin stenter.
Membuat prosedur pemeriksaan dan pembersihan gerobak kain. Penggunaan alat pelindung diri operator.
Membuat standar kapasitas volume kain di dalam gerobak kain.
6.2Saran
Adapun saran yang diusulkan untuk PT Setiatex adalah sebagai berikut: 1. Pihak perusahaan sebaiknya memasang alat ventilasi udara dan exhaust fan
yang lebih banyak agar dapat mengurangi temperature tinggi di area produksi. 2. Pihak perusahaan juga sebaiknya lebih memperhatikan kenyamanan
lingkungan kerja bagi operator yang meliputi faktor lingkungan serta faktor lain seperti alat-alat yang digunakan sebisa mungkin tidak mempersulit operator sehingga dapat menunjang kelancaran proses produksi.
3. Pihak perusahaan disarankan agar tidak hanya berorientasi kepada keuntungan yang ingin mereka dapatkan semata, melainkan juga memperhatikan faktor-faktor penunjang berjalannya proses produksi yang berarti dengan berjalannya proses produksi itu berarti memberikan mereka keuntungan. Oleh sebab itu pemeliharaan seluruh aset sebaiknya mengikuti saran dan aturan yang telah ditetapkan guna menunjang lancarnya kegiatan produksi di dalam perusahaan. 4. Pihak perusahaan sebaiknya terus melakukan usaha perbaikan kualitas setelah
dilakukannya perbaikan kualitas ini guna terus meminimalisir jumlah cacat, dengan cara melakukan melakukan pencatatan jenis dan jumlah secara detail pada lembar pemeriksaan sehingga upaya perbaikan dapat dilakukan dengan lebih mudah.
Universitas Kristen Maranatha
DAFTAR PUSTAKA
1. Tjiptono, Fandy dan Diana, Anastasia., “Total Quality Management” Edisi Revisi, Penerbit Andi, Yogyakarta, 2003.
2. Nasution, Drs. M. Nur, M.Sc., A.P.U.; “Manajemen Mutu Terpadu”, Edisi Kedua, Ghalia Indonesia, 2005.
3. Basterfield, Dale H.; “Quality Control”, Fourth Edition, Prentice Hall Internationals Editions, 1994.
4. Pande, Pete,., Larry, Holpp.; “Berpikir Cepat Six Sigma”. Andi, Yogyakarta, 2003.
5. Wahyu, Dorothea, Ariani.; “Manajemen Kualitas”, Edisi Pertama, Universitas Atma Jaya, Yogyakarta, 1999.
6. Kurniawan, Agung.; “Implementasi Pengendalian Kualitas Six Sigma dengan Menggunakan Metode DMAIC pada Lini Produksi Final D
Serta Lini Top Cabinet dan CD Changer Departemen Audio PT.
Sharp Yasonta Indonesia”, Universitas Gunadarma, 2005.
7. Six Sigma dalam Manajemen Mutu.
http:72.14.253.104/search?q=cache:zK1Kbbg.31RoJ:www.angelfire.com/ moon/artemisiaDiana/Files?UTSManajemenMutu.doc+FMEA&hl=id&ct= clnk&cd=51&Ir=lang.id
8. Miranda dan Widjaja Tunggal, Amin; “Six Sigma : Gambaran Umum,
Penerapan Proses Dan Metode – Metode Yang Digunakan Untuk
Perbaikan”, Harvarindo, Jakarta, 2002.
9. Pande, Peter S., Robert P. Neuman dan Roland R. Cavanagh.; “The Six Sigma Way”, Andi, Yogyakarta, 2002.
10. Gasperz, Vincent.; “Pedoman Implementasi Program Six Sigma
Terintegrasi dengan ISO 9001:200, MBNQA, Dan HACCP”, PT.
Gramedia Pustaka Utama, Jakarta, 2002.
12. Gasperz, Vincent.; “Metode Analisis Untuk Peningkatan Kualitas: ISO
9001:2000, Clause 8: Measurement, Analysis, and Improvement”. PT.
Gramedia Pustakan Utama, Jakarta, 2002.
13.Pzydek, Thomas.; The Six Sigma Handbook : “Panduan Lengkap Untuk
Greenbelts, Blackbelts, Dan Manajer Pada Semua Tingkat”. Edisi