PRAKTIKUM PERANCANGAN TATA LETAK FASILITAS
Modul 3
Penentuan Alat Material Handling dan From-To Chart
LABORATORIUM SISTEM PRODUKSI PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS KATOLIK PARAHYANGAN
BANDUNG
2017
MODUL 3
PENENTUAN ALAT MATERIAL HANDLING DAN FROM-TO CHART
A. Tujuan Praktikum
1. Mengetahui cara penentuan alat material handling
2. Mampu menentukan frekuensi perpindahan material per periode 3. Memahami dan mampu membuat From-To Chart
B. Landasan Teori
1. Penanganan Material (Material Handling)
Tompkins et al. (1996) menyatakan penanganan material adalah ilmu yang terkait dengan pemindahan, penyimpanan, pengamanan, dan pengendalian material. Penanganan material juga berarti pengadaan material yang tepat dengan jumlah yang tepat, pada kondisi yang tepat di tempat yang tepat dengan orientasi yang tepat berdasarkan urutan yang tepat, waktu yang tepat, dan dengan biaya dan metode yang tepat.
Material yang tepat berarti pemindahan material yang sesuai dengan jumlah yang sesuai pula dengan kebutuhan. Jumlah yang tepat terkait dengan berapa banyak persediaan material yang harus disiapkan di gudang (storage atau receiving) maupun di lantai produksi. Kesalahan biasanya terjadi pada saat material dipindahkan dimana identifikasi jumlah dan jenis material yang seharusnya diangkut tidak akurat.
Kondisi yang tepat berarti material diterima oleh pihak yang membutuhkan (atau konsumen) sesuai dengan kondisi yang mereka inginkan, kondisi yang tidak rusak dan lengkap. Tempat yang tepat terkait dengan proses transportasi material dan penyimpanannya. Sebaiknya, material dikirim langsung ke tempat penggunaannya dan tidak disimpan di lokasi penyimpanan sementara. Orientasi yang tepat berarti peletakan material yang tepat untuk kemudahan pemindahan atau penanganan material. Material yang diangkut oleh robot, misalnya, perlu diposisikan dengan seakurat mungkin agar robot dapat mengangkut material tersebut dengan tepat.
Urutan yang tepat terkait dengan aktivitas pada operasi manufaktur atau distribusi, dimana pekerjaan penanganan material dilakukan secara efisien. Waktu yang tepat berarti material dikirim pada waktunya, tidak terlalu cepat atau terlambat. Biaya yang tepat bukan berarti biaya yang minimum tetapi biaya yang optimal. Tujuan yang tepat pada permasalahan penanganan material adalah penggunaan sistem penanganan material yang paling efisien dengan biaya yang masuk akal.
Metode yang tepat menekankan pentingnya penggunaan beberapa metode yang tepat untuk melakukan hal-hal penanganan material secara tepat.
2. Prinsip-prinsip Penanganan Material
Berdasarkan College-Industry Council on Material Handling Education dalam Tompkins et al. (2003), ada 10 prinsip penanganan material:
1. Prinsip perencanaan. Rencana adalah sekumpulan bentuk tindakan yang telah diatur sebelumnya untuk penerapan lebih lanjut. Perencanaan penanganan material menentukan material apa yang akan dipindahkan dan kemana dan kapan material tersebut akan dipindahkan termasuk bagaimana cara pemindahannya dan siapa yang akan memindahkannya.
2. Prinsip standarisasi. Standarisasi berarti variasi yang berkurang namun tetap melihat kustomisasi metode dan alat yang digunakan yang sesuai dengan kebutuhan.
3. Prinsip kerja. Pengukuran kerja adalah aliran material (volume, berat, atau jumlah per unit waktu) dikalikan dengan jarak perpindahan.
4. Prinsip ergonomi. Penanganan material perlu memperhatikan kondisi kerja yang sesuai dengan kemampuan pekerjanya.
5. Prinsip unit load. Unit load adalah kesatuan material yang dapat disimpan dan dipindahkan sebagai satu entitas pada periode waktu tertentu. Unit load dapat dilihat sebagai pallet, container, atau tote tanpa mempertimbangkan jumlah material yang ada di dalamnya.
6. Prinsip utilisasi ruang. Ruang dalam penanganan material adalah tiga dimensi dan digambarkan dalam meter kubik atau satuan ruang kubik lain.
7. Prinsip sistem. Pentingnya melihat permasalahan penanganan material sebagai interaksi antar entitas yang saling interdependen dan membentuk suatu kesatuan.
8. Prinsip otomasi. Otomasi adalah teknologi yang terkait dengan aplikasi penggunaan alat-alat elektromekanika, elektronik, dan sistem komputer untuk pengoperasian dan pengendalian aktivitas produksi dan jasa.
9. Prinsip lingkungan. Perlunya kesadaran lingkungan dengan mengurangi penggunaan bahan- bahan alami dan mengurangi tindakan yang tidak perlu untuk menghindari dampak negatif terhadap lingkungan.
10. Prinsip biaya siklus hidup (life cycle cost). Biaya siklus hidup melingkupi semua aliran kas yang terjadi dalam perencanaan dan pengadaan alat penanganan material ataupun penggunaan metode baru sampai metode dan alat tersebut tidak terpakai lagi.
3. From-To Chart (FTC)
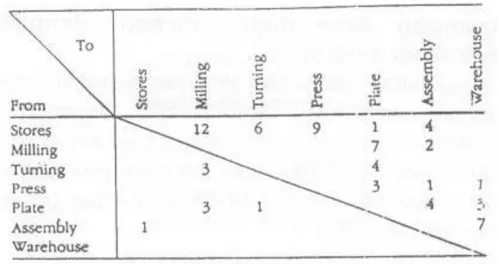
From-To Chart digunakan untuk mengukur perpindahan material antar departemen secara kuantitatif (Tompkins et al. 1996). From-To Chart sering disebut sebagai matriks aliran material (material flow matrix) yang berisi matriks kotak sesuai dengan jumlah departemen dan biasanya matriks tersebut tidak simetris. Ketidaksimetrisan From-To Chart biasanya karena aliran material dari departemen satu ke departmen dua belum tentu sama dengan aliran dari departemen dua ke
departemen satu. Contoh, aliran dari receiving ke departemen milling tidak sama dengan aliran dari departemen milling ke departmen receiving. Gambar 1 di bawah ini menunjukkan contoh From-To Chart.
Tahap-tahap pembuatan From-To Chart adalah sebagai berikut (Tompkins et al. 2003):
1. Tulis semua departemen dalam baris dan kolom dengan urutan yang sama.
2. Tentukan aliran material untuk departemen tersebut sesuai dengan volume perpindahan terhitung. Jika jumlah material yang dipindahkan sesuai dengan jumlah perpindahannya karena pertimbangan kemudahan perpindahan, maka jumlah perpindahan langsung dimasukkan ke dalam From-To Chart. Namun, jika material yang dipindahkan bervariasi dalam ukuran, berat, nilai, resiko, dan pertimbangan lain, maka perlu ditentukan sebuah unit pengukuran dan selanjutnya jumlah yang tercatat dalam From-To Chart disesuaikan dengan perbandingan yang sesuai terhadap volume perpindahan tersebut.
3. Berdasarkan jumlah dan jalur aliran material untuk seluruh material yang akan dipindahkan dan ukuran aliran yang sesuai, jumlahkan seluruh volume aliran pada From-To Chart.
Gambar 1. From-To Chart (Sumber: Tompkins et al. 2010)
Contoh:
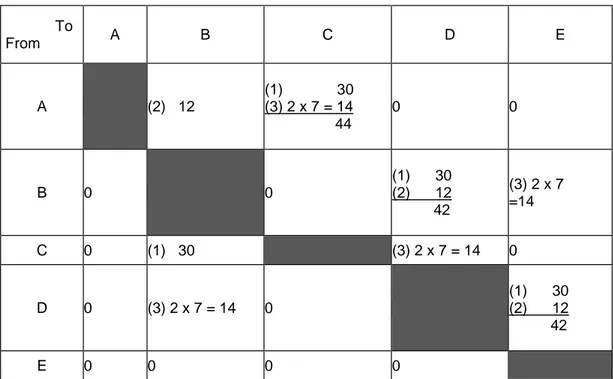
Sebuah perusahaan memproduksi tiga komponen. Komponen 1 dan 2 memiliki ukuran dan berat yang sama sementara komponen 3 berukuran dua kali lebih besar. Perpindahan dua unit komponen 1 atau 2 setara dengan perpindahan satu unit komponen 3. Terdapat 5 departemen (A, B, C, D, dan E) untuk proses produksi komponen-komponen tersebut. Jumlah dan urutan proses komponen-komponen tersebut adalah sebagai berikut.
Tabel 1. Tabel Urutan Proses Komponen 1, 2, dan 3
Komponen Jumlah produksi (per hari) Urutan proses
1 30 A-C-B-D-E
2 12 A-B-D-E
3 7 A-C-D-B-E
Maka dalam pembuatan From-To Chart, langkah pertama adalah membuat matriks dengan urutan kolom dan baris yang sesuai dari departemen yang ada (A, B, C, D, dan E). Selanjutnya, dihitung jumlah aliran keseluruhan dimana untuk komponen 3, aliran komponen 3 adalah 2 kali aliran komponen 1 atau 2. Tabel 2 berikut menunjukkan bentuk From-To Chart dari permasalahan di atas.
Tabel 2. Contoh Perhitungan From-To Chart
To
From A B C D E
A (2) 12
(1) 30 (3) 2 x 7 = 14 44
0 0
B 0 0
(1) 30 (2) 12 42
(3) 2 x 7
=14
C 0 (1) 30 (3) 2 x 7 = 14 0
D 0 (3) 2 x 7 = 14 0
(1) 30 (2) 12 42
E 0 0 0 0
Tabel Aliran Perpindahan Material
Untuk memudahkan perhitungan aliran material, maka sebaiknya dibuat sebuah tabel yang memiliki komponen-komponen sebagai berikut.
Tabel 3. Tabel Perhitungan Aliran Material (1)
No
(2) From
(3) To
(4)
Nama Komponen
(5) No Komponen
(6) Demand/Shift
(7) Demand/Hari
(8)
Dimensi/part (m) (9)
Volume/part (m3)
(10)
Massa Jenis (kg/m3)
(11) Massa/part (kg)
p l t
(12) Jumlah part/batch
(13) Berat/batch (kg)
(14) Frekuensi
(15)
Alat Material Handling Terpilih
Manusia Handtruck
Keterangan:
1. Nomor
2. From (Lokasi asal material) 3. To (Lokasi tujuan material)
4. Nama Komponen 5. Nomor Komponen 6. Demand/Shift
a. Storage ke mesin pertama fabrikasi = nilai Q pada masing-masing part
b. Perpindahan bahan pembantu dari storage ke fabrikasi atau assembly = kebutuhan part/ produk * nilai Q
Note:
Untuk komponen yang karakter unit receive nya menggunakan karung, nilai demand per shift dikonversikan terlebih dahulu dari unit menjadi kilogram.
7. Demand/hari = demand per shift * jumlah shift per hari
8. Dimensi/part (dalam satuan meter), meliputi: panjang material (p), lebar material (l), dan tebal material (t).
9. Volume/batch = panjang * lebar * tebal (dalam satuan m3)
10. Massa jenis (dalam satuan kg/m3) untuk kayu veneer dan plat alumunium Tabel 4. Massa Jenis
Part Massa Jenis (kg/m3)
Kayu Veneer 650
Plat Alumunium 2700
11. Massa/part (dalam satuan gram) = sesuai dengan berat masing-masing part, untuk material yang memiliki berat jenis = volume/part * massa jenis
12. Jumlah part / batch =
a. Khusus untuk material kayu veneer dan plat aluminium, langsung digunakan handtruck seperti gambar di bawah untuk perpindahan materialnya.
Gambar 2. Handtruck GAZD (Sumber: Bhinneka.com)
Handtruck tersebut memiliki kapasitas 3 ton dengan ukuran 1220x685 mm. Jumlah part/batch ditentukan sendiri oleh praktikan sesuai dengan kapasitas dan dimensi dari handtruck itu sendiri.
b. Sedangkan selain kedua material di atas, dapat menggunakan manusia atau handtruck dalam perpindahannya. Secara garis besar, material akan dimasukkan ke dalam keranjang container plastic seperti gambar di bawah ini.
Gambar 3. Keranjang Kontainer Plastik Tipe 2293 P (Sumber: www.rumahrakindonesia.com)
Keranjang tersebut memiliki dimensi 600 x 400 x 250 mm. Untuk orientasi penempatan material beserta dengan kapasitas container ditentukan oleh praktikan.
Kemudian, dilakukan perhitungan massa container setelah terisi penuh. Apabila massa container di bawah 15 kg maka proses perpindahan material menggunakan manusia. Apabila di atas 15 kg, digunakan handtruck sebagai alat perpindahan materialnya. NB: Kontainer diletakkan di atas handtruck. Berbeda dengan material kayu veneer dan plat aluminium yang tidak membutuhkan perantara container sebagai alat perpindahan materialnya.
13. Massa/batch (kg) = Massa/ part * jumlah part/ batch 14. Frekuensi = roundup (demand/hari / jumlah part/ batch) 15. Alat Material Handling Terpilih
Rute perpindahan material pada seluruh proses:
Gambar 2. Bagan Perpindahan Material
Storage Fabrikasi Assembly Inspection
Room Warehouse
Secara garis besar, perpindahan material dibagi menjadi dua macam, yaitu:
1. Untuk part
Storage Fabrikasi Assembly 2. Untuk komponen bahan pembantu
Storage Mesin fabrikasi atau assembly yang membutuhkan
Note:
1. Pemindahan material hanya dilakukan oleh satu alat material handling dan satu transfer batch.
2. Transfer batch untuk rute c (assembly ke inspection room) sebesar 30 unit skateboard dan rute d (inspection room ke warehouse) sesuai dengan kapasitas 1 pallet.
Informasi Tambahan
Tabel 5 berikut merupakan data berat skateboard PSTI dalam gram.
Tabel 5. Data Berat Skateboard PSTI Jenis Berat (gram) Skateboard A 3000
Skateboard B 2800
Tabel 6 berikut merupakan data berat bahan pembantu dalam gram.
Tabel 6. Data berat bahan pembantu (dalam gram) Part Berat (gram)
Nut 1,01
Axel Nut 3,18 Kingpin Nut 3,87 Sticker 17,5 Grain 31,2
Lem 5000
Pernis 5000
Dus 100
C. Input dan Output Modul Input modul 3:
LRP
Matriks clustering terpilih
Perhitungan Luas Lantai Storage Bahan Baku dan Bahan Pembantu Output modul 3:
Penentuan alat material handling
From-To Chart
D. Prosedur Pelaksanaan Praktikum
1. Membuat perhitungan pemilihan material handling yang akan digunakan.
2. Membuat From-To Chart (FTC) dari pemilihan alat penanganan material (material handling) yang telah dipilih
E. Target Asistensi
Asistensi 1 : perhitungan pemilihan material handling dan penyusunan From-To Chart untuk Process Layout dan GT Layout.
Asistensi 2 : tabel pemilihan material handling, From-To Chart untuk Process Layout dan GT Layout, teori & konsep yang berhubungan dengan modul.
F. Daftar Pustaka
Tompkins, J. A., White, J. A., Bozer, Y. A., dan Tanchoco, J. M. A. (2010) Facilities Planning, 4th ed., Hoboken, NJ: John Wiley & Sons, Inc.