BAB II
TINJAUAN PUSTAKA
2.1 PENDAHULUAN
Pada bab ini akan menjelaskan teori tentang operasi pembubutan dan beberapa parameter yang berkaitan dengan proses pembubutan. Semua karakteristik, teori perhitungan, dan semua efisiensi yang akan dijelaskan di bab ini.
2.2 OPERASI PEMBUBUTAN
Dalam proses pembubutan ada beberapa parameter yang harus di ketahui, beberapa parameter tersebut antara lain: elemen dasar pemesinan, aplikasi pada proses pembubutan, mekanisme pembentukan geram, komponen gaya dan kecepatan pemotongan orthogonal, daya dan efisiensi pemesinan kondisi pemotongan moderat.
2.2.1 Elemen Dasar Pemesinan
Berdasarkan gambar teknik, dimana dinyatakan spesifikasi geometrik suatu produk komponen mesin, salah satu atau beberapa jenis pemesinan seperti proses bubut, proses
gurdi dan lain-lain harus dipilih sebagai suatu proses atau urutan proses yang digunakan untuk membuatnya. Bagi suatu tingkatan proses, ukuran objektif ditentukan dan pahat harus membuang sebagian material benda kerja sampai ukuran objektif itu dicapai. Hal ini dapat dilaksanakan dengan cara menentukan penampang geram
(sebelum terpotong). Selain itu, setelah berbagai aspek teknologi ditinjau, kecepatan pembuangan geram dapat dipilih supaya waktu pemotongan sesuai dengan yang dikehendaki. Pekerjaan ini akan ditemui dalam setiap perencanaan proses pemesinan.
Untuk itu perlu dipahami lima elemen dasar proses pemesinan yaitu:
1. = Kecepatan potong (cutting speed) (m/min) 2. = Kecepatan makan (feeding speed) 3. = Kedalaman potong (depth of cut) 4. = Waktu pemotongan (cutting time)
5. = Kadar pembuangan material (rate of metal removal) )
Elemen proses pemesinan tersebut ( ) dihitung berdasarkan dimensi benda kerja dan pahat serta besaran dari mesin perkakas. Oleh sebab itu, rumus yang dipakai dalam setiap proses pemesinan bisa berlainan. Karena dalam penelitian ini penulis menggunakan mesin bubut (turning) maka yang akan dibahas dalam bab ini hanya mengenai elemen dasar proses pemesinan dari mesin bubut (turning).
2.2.2 Aplikasi Pada Proses Pembubutan
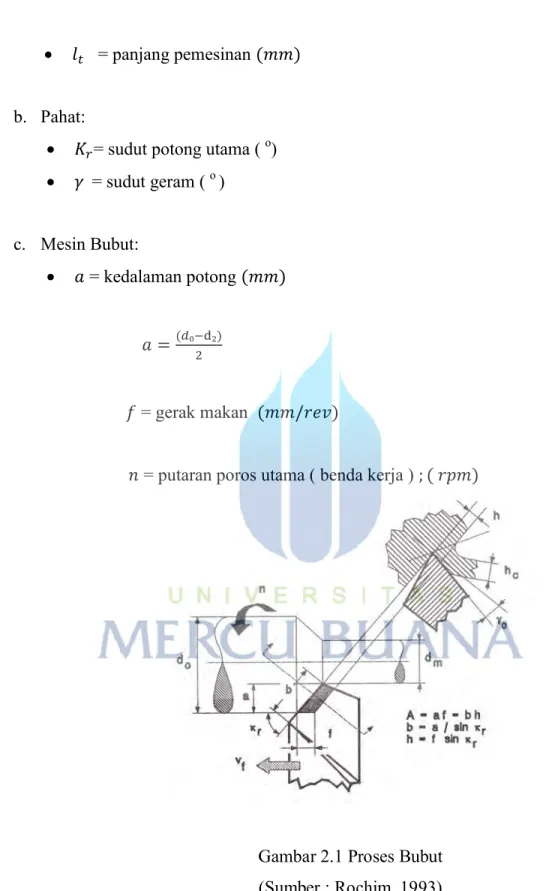
Elemen dasar dari proses bubut (turning) dapat diketahui atau dihitung dengan menggunakan rumus yang dapat diturunkan dengan memperhatikan Gambar 2.1 Kondisi pemotongan ditentukan sebagai berikut:
a. Benda kerja:
= diameter awal
= diameter luar
= panjang pemesinan
b. Pahat:
= sudut potong utama ( o)
= sudut geram ( o )
c. Mesin Bubut:
= kedalaman potong
(2.1)
= gerak makan
= putaran poros utama ( benda kerja )
Gambar 2.1 Proses Bubut (Sumber : Rochim, 1993)
Dari Gambar 2.1 terlihat bahwa proses bubut tersebut menggunakan suatu proses pemotongan miring (oblique cutting) yaitu suatu sistem pemotongan dengan
gerakan relatif antara pahat dan benda kerja membentuk sudut potong utama kurang dari 90º. Kecepatan makan dihasilkan oleh pergerakan dari pahat ke benda kerja.
Elemen dasar dapat dihitung dengan rumus-rumus berikut:
1. Kecepatan potong
( 2.2) dimana,
= kecepatan potong d = diameter rata rata
( ) (2.3)
n = putaran poros utama
Kecepatan potong maksimal yang diizinkan tergantung pada:
a. Bahan benda kerja, makin tinggi kekuatan bahan,makin rendah kecepatan potong.
b. Bahan pahat, pahat karbida memungkinkan kecepatan yang lebih tinggi dari pada pahat HSS.
c. Besar asutan, makin besar gerak makan, makin rendah kecepatan potong.
d. Kedalaman potong, makin besar kedalaman potong, makin renda kecepatan potong.
2. Kecepatan Pemakanan
(2.4)
dimana,
= kecepatan makan = gerak makan
= putaran poros utama (benda kerja)
3. Waktu Pemotongan
(2.5) dimana,
= waktu pemotongan panjang pemesinan
kecepatan makan
4. Kecepatan Penghasilan Geram
Kecepatan penghasil geram dapat dihitung dengan formula
(2.6)
dimana, penampang geram sebelum terpotong dimana,
= kecepatan penghasilan geram = gerak makan
= kedalaman potong
Pada Gambar 2.1 diperlihatkan sudut potong utama ( , principal cutting edge angle) yaitu merupakan sudut antara mata potong mayor dengan kecepatan makan . Untuk harga ( dan yang tetap maka sudut ini menentukan besarnya lebar pemotongan. ( , widh of cut) dan tebal geram sebelum terpotong ( , underformed chip thicknes) sebagai berikut:
a. Lebar pemotongan:
(2.7)
b. Tebal geram sebelum terpotong:
(2.8)
Dengan demikian penampang geram sebelum terpotong dapat dituliskan sebagai berikut:
(2.9)
Perlu dicatat bahwa tebal geram sebelum terpotong (h) belum tentu sama dengan tebal geram ( , chip thicknes) dan hal ini antara lain dipengaruhi oleh sudut geram, kecepatan potong dan material benda kerja.
2.2.3 Mekanisme Pembentukan Geram
Logam yang pada umumnya bersifat ulet (ductile) apabila mendapat tekanan akan timbul tegangan (stress) di daerah sekitar konsentrasi gaya penekanan mata potong pahat.
Tegangan pada logam (benda kerja) tersebut mempunyai orientasi yang kompleks dan pada salah satu arah akan terjadi tegangan geser (shearing stress) yang maksimum.
Apabila tegangan geser ini melebihi kekuatan logam akan terjadi deformasi plastik (perubahan bentuk) yang menggeser dan memutuskan benda kerja diujung pahat pada suatu bidang geser (shear plane). Ilustrasi mengenai mekanisme pembentukan geram ditunjukkan pada gambar 2.2.
Gambar 2.2 Teori modern (yang dianut) yang menerangkan terjadinya geram (Sumber : Rochim,1993)
2.2.4 Komponen Gaya Dan Kecepatan Pemotongan Orthogonal
Suatu analisa mekanisme pemotongan orthogonal yang dikemukakan oleh Merchant mendasarkan teorinya sebagai suatu sistem yang dipandang sebagai sebuah bidang dan diuraikan menjadi dua buah gaya yang saling tegak lurus.
a. Komponen Gaya Pembentuk Geram
Komponen gaya pembentuk geram dapat diuraikan sebagai berikut:
Gaya pada proses deformasi material.
1. Gaya geser
Adalah gaya yang mendeformasi material pada bidang geser.
– (2.10)
2. Gaya normal pada bidang geser
Adalah gaya yang menyebabkan pahat tetap melekat pada benda kerja.
(2.11)
Gaya dari pengukuran dinamometer.
1. Gaya potong
gaya yang bekerja searah dengan kecepatan potong.
(2.12) 2. Gaya makan
gaya yang searah dengan kecepatan makan.
(2.13)
Gaya yang bereaksi pada bidang geram.
1. Gaya gesek
Adalah gaya yang timbul karena aliran geram pada bidang geram.
(2.14)
2. Gaya normal pada bidang geram (Fγn )
Adalah gaya yang menyebabkan geram tetap mengalir pada bidang geram.
(2.15)
Komponen gaya di atas dapat dianalisa dengan lingkaran Merchant’s seperti diperlihatkan pada Gambar 2.3.
Gambar 2.3 Lingkaran Merchant’s (Sumber : Rochim,1993)
1. Sudut geser
(2.16)
(2.17)
2. Sudut gesek
(2.18)
dimana,
= tegangan geser pada bidang geser
= penampang bidang geser
= penampang geram sebelum terpotong
= rasio pemampatan geram
Rumus teoritik di atas diturunkan dalam analisa proses pemotongan orthogonal yang berarti dan Pada kondisi di atas, hanya factor sudut potong utama dan kondisi bahan yang diperhatikan sedangkan faktor- faktor koreksi untuk kondisi pemotongan, seperti kecepatan potong, kecepatan makan, dan lain-lain belum di pertimbangkan. Dari paparan di atas, maka kita dapat menggunakan rumus empiris yang lebih kompleks, diantaranya:
(2.19)
dimana,
= gaya potong spesifik
= penampang geram sebelum terpotong :
Gaya potong spesifik akan dipengaruhi oleh pahat (jenis dan geometri), benda kerja (jenis dan kondisi pengerjaan), dan kondisi pemotongan serta jenis proses pemesinan yang dapat berciri spesifik.
(2.20)
dimana,
= gaya potong spesifik referensi = pangkat tebal geram = 0,2
= faktor koreksi sudut potong utama Cγ = faktor koreksi sudut geram
= faktor koreksi keausan = faktor koreksi kecepatan potong
Untuk menentukan harga ) dapat diperoleh dari dengan korelasi
persamaan gaya potong spesifik referensi dengan kekuatan tarik.
(2.21)
dimana,
= kekuatan tarik
b. Komponen Kecepatan Pemesinan
Oleh karena adanya pemampatan tebal geram, maka kecepatan aliran geram selalu lebih rendah dari pada kecepatan potong, seperti terlihat pada gambar 2.4.
Gambar 2.4 Kecepatan geser yang ditentukan oleh kecepatan geram dan kecepatan potong .
(Sumber : Rochim, 1993)
Berdasarkan polygon kecepatan diatas, maka;
1. Kecepatan geram(
(2.22)
Dari persamaan λ =
maka diperoleh; = (2.23) dimana,
= kecepatan potong =kecepatan geram = kecepatan geser
2. Kecepatan geser
(2.24)
2.1.5 Daya dan efisiensi Pemesinan
Daya pemotongan ditentukan oleh gaya dan kecepatan pemotongannya, daya pemotongan dapat dinyatakan:
(2.25)
dimana,
= daya pemotongan total = daya potong
= daya makan
1. Daya potong
Daya potong adalah daya yang dibutuhkan saat pemotongsn berlangsung, jadi daya potong terjadi atau dibutuhkan pada pahat.
= (kW) (2.26)
2. Daya makan
Daya makan adalah daya yang dibutuhkan agar pahat tetap bergerak melakukan gerak makan searah kecepatan makan.
= (2.27)
3. Daya pemotongan
Daya pemotongan adalah daya yang terpakai dalam proses pembentukan geram, selain daya pemotongan, motor mesin perkakas juga harus menanggung daya yang hilang karena terpakai untuk menggerakkan komponen mesin dan gesekan pada sistem transmisi daya pada mesin tersebut.
Maka daya dalam proses pemesinan Nmc adalah:
(2.28) dimana,
= Daya pemesinan = Daya yang hilang
Oleh karena itu, efisiensi pemesinan dapat didefinisikan sebagai berikut;
(2.29) Setiap mesin memiliki karakteristik tertentu yang berhubungan dengan daya.
Karakteristik daya tersebut dapat diselidiki dengan mengukur daya idel (idle power) yaitu daya yang dipakai motor listrik sewaktu mesin dijalankan dengan benda kerja dalam keadaan terpasang pada berbagai kecepatan potong dan kecepatan makan dalam keadaan tanpa melakukan pemotongan. Berdasarkan daya nominal yang tertulis pada motor listrik, maka daya yang tersedia untuk pemesinan adalah:
(2.30) dimana,
= daya tersedia
= daya nominal
= daya idle
Dengan demikian, daya mesin perkakas dapat dinilai dari efisiensi mekanis
(2.31)
Umumnya pemilihan motor penggerak disesuaikan dengan kekuatan dan kekakuan dari komponen utama mesin, sehingga diharapkan daya yang tersedia dapat dimanfaatkan sepenuhnya. Tapi dalam prakteknya, daya yang tersedia tidak selalu mungkin sepenuhnya dimanfaatkan karena beberapa kendala teknologi seperti kehalusan produk. Untuk mengukur sampai seberapa jauh pemanfaatan daya yang tersedia tersebut, dapat dinyatakan dengan persentase beban, yaitu:
(2.32) Selain dengan efisiensi pemesinan dan persentase beban ( ), maka kondisi pemesinan juga dapat pula dinilai berdasarkan energi pemotongan specifik ( ).
(3.33)
dimana,
= daya pemotongan total
Z = kecepatan penghasil geram
2.3 Kondisi Pemotongan Moderat
Kecepatan potong modera adalah kecepatan potong yang memberikan kondisi dimana keausan tepi mulai terus membesar (pada suatu harga kecepatan potong) dan keausan kawah juga mulai membesar dimana sebelumnya hampir tidak ada terjadi keausan kawah. Harga kecepatan potong moderat akan turun jika kecepatan makan dipertinggi, jadi kondisi pemotongan moderat merupakan fungsi dari kecepatan potong dan kecepatan makan.
Lebar daerah pemotongan moderat dibatasi oleh garis bawah Rmin, yang menyatakan saat hilangnya BUE dan garis atas yang menunjukan saat terjadinya deformasi dan laju keausan kawah yang semakin cepat. Pada daerah yang moderat tersebut, hendaknya kondisi pemesinan direncanakan. Hal ini bergantung pada kombinasi pahat dan material benda kerja. Jika daerah pemotongan moderat menjadi lebih sempit, maka dianggap pasangan pahat dan material benda kerja tak sesuai. Dan jika kondisi pemesinan yang direncanakan ternyata jatuh diluar daerah pemesinan moderat, maka harus dilakukan pengubahan, yaitu jika memungkinkan dilakukan pengubahan kecepatan potong dan gerak makan secara serentak sedemikian rupa sehingga kecepatan penghasil geram tidak berubah.
(3.34) dimana,
R = konstanta dari kecepatan potong untuk f sebesar 1 satuan α = pangkat gerak makan = 0,77
kondisi pemesinan yang diharapkan
2.4 BAHAN PAHAT
Bahan pahat dalam dunia manufaktur dan fabrikasi terdapat beberapa macam dan fungsi misalnya: bahan pahat komersial, bahan pahat karbida.
2.4.1 Bahan Pahat Komersial
Dalam suatu pemesinan jenis pekerjaan pemesinan yang tertentu diperlukan pahat dari jenis material yang cocok. Keterbatasan kemampuan suatu jenis material pahat perlu diperhitungkan. Berikut adalah pahat yang sering digunakan menurut urutannya mulai dari material yang relatif lunak sampai dengan yang paling keras sebagai berikut:
1. Baja Karbon Tinggi (High Carbon Steel, Carbon Tool Steels, CTS) 2. HSS (High Speed Steels, Tool Steels)
3. Paduan Cor Nonlogam (Cast Nonferous Alloys, Cast Carbides) 4. Karbida (Cermeted Carbides, Hardmetals)
5. Keramik (Ceramic)
6. CBN (Cubic Boron Nitride)
7. Intan (Sintered Diamons & Natural Diamonds)
2.4.2 Bahan Pahat Karbida
Jenis karbida yang disemen (Cemeted Carbides) merupakan bahan pahat yang dibuat dengan cara menyinter serbuk karbida (nitrida dan oksida) dengan bahan pengikat yang umumnya dari cobalt (Co), dengan cara carburizing masing- masing bahan dasar serbuk Tungsten (wolfram), Titanium, Tantalum dibuat menjadi karbida yang kemudian digiling dan disaring. Campuran serbuk karbida tersebut kemudian dicampur dengan bahan pengikat (Co) dan dicetak tekan dengan memakai bahan pelumas kemudian dipanaskan sampai 1600 . Ada tiga jenis bahan utama pahat karbida yaitu:
1. Karbida Tungsten (WC + Co) yang merupakan jenis pahat karbida untuk memotong besi tuang.
2. Karbida Tungsten Paduan (WC-TiC + Co, WC-TaC-TiC + Co, WC-TaC + Co, WC-TiC-TiN + Co, TiC+Ni+Mo) merupakan jenis pahat karbida yang digunakan untuk pemotongan baja.
3. Karbida lapis (Coated Cemeted Carbides) merupakan jenis karbida Tungsten yang dilapis (Rochim, 1993).
a. Karbida tungsten (WC + Co)
Karbida tungsten murni merupakan jenis yang paling sederhana terdiri dari karbida tungsten (WC) dan pengikat cobalt (Co). Jenis yang cocok untuk pemesinan dimana mekanisme keausan pahat terutama disebabkan oleh proses abrasi seperti terjadi pada berbagai besi tuang, apabila digunakan untuk baja akan terjadi keausan kawah yang berlebihan. Untuk pemesinan baja dipakai jenis karbida tungsten paduan Rochim, 1993).
b. Karbida WC-TiC + Co
Pengaruh utama dari TiC adalah mengurangi tendensi dari geram untuk melekat pada muka pahat (BUE: Buit Up Edge) serta menaikkan daya tahan keausan kawah ( Rochim, 1993).
c. Karbida WC- TaC- TiC +Co
Penambahan TaC memperbaiki efek samping TiC yang menurunkan transverse rupture strength. Hot Hardness dan compressive strength dipertinggi, sehingga ujung pahat tahan terhadap deformasi plastik (Rochim, 1993).
d. Karbida WC –TaC + Co
Pengaruh TaC adalah hampir serupa dengan pengaruh TiC, akan tetapi
TaC lebih lunak dibandingkan dengan TiC. Jenis ini lebih tahan terhadap thermal shock cocok untuk pembuatan alur (Rochim, 1993).
e. Karbida Lapis (Coated Cemented Carbide)
Jenis karbida lapis ini sedang berkembang dan banyak digunakan dalam berbagai jenis permesinan, pemakainya sekitar 40 % dari seluruh jenis pahat karbida yang digunakan. Material dasarnya adalah karbida tungsten (WC + Co) yang dilapis dengan bahan keramik (karbida, nitrida dan oksida) yang keras tahan terhadap temperatur tinggi (Rochim, 1993).
2.4.3 Pahat Karbida Pada Operasi Pembubutan
Geometri Pahat
Proses pemesinan menggunakan pahat sebagai perkakas potongnya dan geometri pahat tersebut merupakan salah satu faktor terpenting yang menentukan keberhasilan suatu proses pemesinan. Geometri pahat harus dipilih dengan benar disesuaikan dengan jenis material benda kerja, material pahat, dan kondisi pemotongan sehingga salah satu atau beberapa objektif seperti tingginya umur pahat, rendahnya gaya atau daya pemotongan, halusnya permukaan, dan ketelitian geometri produk dapat tercapai. Untuk itu, disini akan dibahas optimisasi geometri pahat bubut yaitu sudut-sudut pahat ditinjau dalam sistem referensi orthogonal karena dalam sistem referensi yang lain efeknya akan sama.
1. Sudut Bebas (α)
Fungsinya adalah mengurangi gesekan antara bidang utama Aα dengan bidang transien dari benda kerja sehingga temperatur tinggi akibat gesekan dapat dihindari sehingga aus tepi tidak cepat terjadi.
Gerak makan f akan menentukan harga sudut bebas, semakin besar gerak makan maka gaya pemotongan akan semakin besar sehingga untuk memperkuat pahat
dibutuhkan sudut penampang βo yang besar yaitu dengan memperkecil sudut bebas α bila sudut geram γ tetap.
Sebagai petunjuk umum dalam pemesinan baja, harga sudut bebas dipilih sesuai dengan gerak makan, yaitu:
2. Sudut Geram (γ)
Sudut geram adalah sudut dari bidang geram terhadap bidang normal. Sama seperti sudut bebas, sudut geram juga memiliki harga optimum. Untuk kecepatan potong tertentu, sudut geram yang besar akan menurunkan rasio pemampatan tebal geram ( ) yang mengakibatkan kenaikan sudut geser (Ф) yang besar akan menurunkan penampang bidang geser sehingga gaya potong menurun, tapi sudut geram (γ) yang terlalu besar akan menghambat proses perambatan panas sehingga temperatur naik, hal ini mengakibatkan menurunnya umur pahat (T).
3. Sudut Miring
Sudut miring mempengaruhi arah aliran geram, bila berharga nol maka arah aliran geram tegak lurus mata potong. Dengan adanya sudut miring, maka panjang kontak antara pahat dan benda kerja menjadi lebih diperpanjang. Temperatur bidang kontak akan mencapai harga minimum bila λs = + 5o untuk proses penghalusan (finishing) dan -5o untuk proses pengasaran (roughing).
4. Sudut Potong Utama
Sudut potong utama mempunyai peran antara lain:
1. Menentukan lebar dan tebal geram sebelum terpotong (b dan h).
2. Menentukan panjang mata potong yang aktif atau panjang kontak antara geram dengan bidang pahat, dan
3. Menentukan besarnya gaya radial Fx
Gaya radial akan membesar dengan pengecilan kr, hal ini akan menyebabkan lenturan yang besar ataupun getaran sehingga menurunkan ketelitian geometri produk dan hasil pemotongan terlalu kasar.
5. Sudut Potong Bantu
Pada prinsipnya, sudut potong bantu dapat dipilih sekecil mungkin karena selain memperkuat ujung pahat, maka kehalusan produk dapat dipertinggi. Yang menjadi kendala adalah kekakuan sistem pemotongan karena k’r yang kecil akan mempertinggi gaya radial Fx, sebagai petunjuk:
1. sistem pemotongan yang kaku, k’r = s.d 2. sistem pemotongan yang lemah, k’r = s.d 6. Radius Pojok
Radius pojok berfungsi untuk memperkuat ujung pertemuan antara mata potong utama dengan mata potong minor dan selain itu menentukan kehalusan permukaan hasil pemotongan. Untuk rє yang relatif besar, maka bersama-sama dengan gerak makan yang dipilih sehingga mempengaruhi kehalusan permukaan produk.
7. Kondisi Pemotongan
Pada dasarnya dalam setiap proses pemesinan ada tiga variabel proses yang perlu ditetapkan harganya yaitu kedalaman potong , gerak makan , dan kecepatan potong , untuk menghasilkan produk sesuai dengan geometri dan toleransi yang diminta. Sesuai dengan urutan proses yang direncanakan, jelas perlu ditentukan
terlebih dahulu jenis mesin perkakas dan pahatnya (material pahat disesuaikan dengan material benda kerja, geometri pahat disesuaikan dengan kondisi proses yang direncanakan). Kemudian tiga variabel proses di atas harus dipilih supaya kecepatan penghasilan geram setinggi mungkin. Kecepatan penghasilan geram yang tinggi dapat dicapai dengan menaikkan ketiga variabel proses tersebut dengan urutan yaitu kedalaman potong (sebesar mungkin) ditentukan terlebih dahulu dengan memperhatikan dimensi bahan dan dimensi produk (dimensi akhir), kekakuan sistem, dan dimensi mata potong pahat, sehingga langkah pemotongan sependek mungkin (satu atau beberapa langkah pengasaran dan mungkin diperlukan langkah akhir yang berupa penghalusan). Gerak makan ditentukan sebesar mungkin, tergantung pada gaya pemotongan maksimum yang diizinkan (defleksi) serta tingkat kehalusan permukaan yang diminta (tidak selalu harus halus), kecepatan potong harus ditentukan supaya daya pemotongan tidak melebihi daya tersedia serta umur pahat diharapkan sesuai dengan batasan yang akan ditentukan kemudian. Prosedur penentuan harga ketiga variabel proses ini pada umumnya dapat dilaksanakan dengan mudah pada proses pemesinan dimana tidak terjadi fluktuasi gaya.
2.5 BAHAN MATERIAL
Secara garis besar material bahan dapat dikelompokkan kedalam dua jenis, yaitu bahan logam (Ferrous Metal) dan bahan bukan logam (Non Ferrous Metal).
Gambar 2.5 Diagram fasa fe-fe3c (Sumber: Surdia & Saito, 2000)
2.5.1 Bahan Logam (Ferrous Metal)
Pada umumnya dapat dibagi kedalam: besi tuang yang terdiri dari kandungan karbon yang relatif tinggi dan baja yang biasanya dengan 1% C atau kurang. yang kemudian dapat dibagi atas baja karbon dengan kandungan karbon rendah, menengah dan tinggi, paduan baja rendah dan tinggi, dan baja perkakas.
1. Baja (Steel)
Beberapa sifat baja, diantaranya:
1. Modulus elastisitasnya: 200.000 Mpa
2. Kekerasan dipengaruhi kandungan karbon bukan paduan.
3. Ketangguhan baja untuk kekerasan yang seragam dalam volumenya bergantung pada jumlah dan jenis paduan.
Baja adalah logam yang memiliki batas pertahanan. Kegagalan material biasanya disebabkan pembebanan yang berulang, tegangan untuk material dapat tahan di bawah pembebanan konstan jauh di bawah pembebanan statik.
2. Baja Karbon (Carbon Steel)
Faktor utama yang mempengaruhi sifat dari baja karbon adalah kandungan karbon dan mikrostruktur yang ditentukan oleh komposisi baja,seperti: dan elemen sisanya seperti dan . Dan dengan pengerjaan akhir, pengerolan, penempaan dan perlakuan panas.
Baja karbon biasa dalam fase perilitic, dalam kondisi penuangan, pengerolan, dan penempaan. Dalam kondisi hypo eutectoid adalah ferrite dan pearlite. Dan hypo eutectoid adalah cementite dan pearlite.
3. Baja Paduan (Steel Alloy)
Baja paduan adalah paduan dari besi dan karbon yang berisi elemen paduan satu atau lebih, yaitu , atau paduan spesifik yang mencapai , dan lain-lain (Timoshenko, 1958).
Baja paduan dapat menghasilkan kekuatan, kegetasan, dan keuletan yang lebih baik dari baja karbon. Baja paduan sesuai untuk tegangan tinggi dan beban kejut.
Pengaruh paduan elemen dan baja paduan adalah sebagai berikut
1. ; menghasilkan keuletan, tahan korosi, dan kekerasan yang lain.
2. ; tahan korosi, keuletan, dan kemampuan pengerasan.
3. ; menghasilkan ketahanan, oksida temperature tinggi, menaikkan temperature kristis. Pada perlakuan panas, meningkatkan kecenderungan dekaburisasi dan gravitasi.
4. Baja Perkakas (Tool Steel)
Baja perkakas sama seperti baja paduan karbon tinggi, dengan sifat tahan aus dan kejut, keras, tangguh dan ulet yang didapat dari perlakuan panas, dan pabrifikasi. Baja perkakas biasanya dikombinasikan dengan besi dari satu atau lebih elemen berikut:
Tabel 2.1 Unsur dan komposisi baja perkakas
No Unsur Komposisi (%)
1 C (Carbonium) 0,8 – 1,3%
2 Mn (Manganium) 0,2 – 1,6%
3 Si (Sillicium) 0,5 – 2,0%
4 Mo (Molybdenum) 0,8 – 5,0%
5 Cr (Chromium) 0,25 – 1,4%
5 Co (Cobalt) 0,75 – 1,2%
(Sumber: Suhardi & Rachmat)
Kekerasan dipengaruhi oleh kecepatan pendinginan, dari di atas temperatur kritis ke temperatur transformasi kebutuhan (sekitar ), (Sudjana,1996)
5. Baja Tahan Karat (Stainless Steel)
Sifat terpenting adalah ketahan korosi, yang berhubungan dengan lapisan tipis yang terbentuk di atas permukaan. Lapisan tersebut hanya tahan terhadap oksidasi seperti asam nitrit, tapi tidak pada penyerongan bahan, seperti asam hidrochloris, dan banyak garam halogen.
6. Besi Tuang (Cast Iron)
Ada 5 jenis besi tuang, diantaranya besi tuang kelabu besi tuang ulet, lunak, paduan tinggi dan putih. Dan yang paling terkenal besi tuang kelabu dan ulet. Variasi jenis di atas ditentukan kandungan karbon. Sifat mekanik besi tuang, yaitu:
1. Kekuatan tarik, yang dipengaruhi oleh kecepatan pendinginan dalam cetakan.
2. Kekuatan tekan, kekuatan tekan besi tuang kelabu biasanya 3-5 kali kekuatan tariknya dan tegangan gesernya sama dengan tegangan tariknya.
3. Modulus Elastisitas, dalam menentukan modulus elastisitas dari besi tuang kelabu biasanya digunakan slope dari kurva defleksi pembebanan pada 25%
tegangan tarik sehingga dianjurkan memilih besi tuang dengan modulus elastisitas yang rendah pada aplikasi yang membutuhkan ketahanan kenaikan temperatur yang tiba-tiba.
4. Kekerasan, kekerasan besi tuang kelabu bervariasi dengan tegangan tariknya.
2.6 PEMESINAN KERING (Dry Machining)
Pemesinan kering atau dalam dunia manufakturing dikenal dengan pemesinan hijau (Green Machining) merupakan suatu cara proses pemesinan atau pemotongan logam
tanpa menggunakan cairan pendingin melainkan menggunakan partikel udara sebagai media pendingin selama proses pemesinan berlangsung untuk menghasilkan suatu produk yang diinginkan dengan maksud untuk mengurangi biaya produksi, meningkatkan produktivitas serta ramah lingkungan.
Mengingat persaingan dalam dunia manufakturing begitu ketatnya maka penelitian terhadap teknologi pemesinan hijau (green machining) terus dilakukan, karena walaupun teknologi pemesinan hijau (green machining) terus berkembang akan tetapi teknologi yang ada sekarang ini hanya mampu digunakan untuk proses dengan pemakanan yang kecil sehingga biasanya hanya dipakai untuk proses penghalusan (finishing).
2.6.1 Perkembangan Pemesinan Kering
Saat ini pengembangan pemesinan kering (Green machining) hangat dibicarakan di kalangan orang teknologi pemesinan. Pemesinan kering pada industri manufaktur sekarang ini masih sedikit sekali atau boleh dikatakan masih dalam tahap uji coba, ini disebabkan karena belum tegaknya undang- undang lingkungan hidup dan masih minimnya pahat yang direkomendasi untuk pemesinan kering, sehingga industri manufaktur masih tetap bertahan pada sistem yang lama yaitu pemesinan basah. Ada tiga faktor yang menyebabkan pemesinan kering menjadi menarik dibicarakan yaitu:
1. Pemesinan kering hanya dipilih untuk mengatasi masalah pemutusan atau penguraian rantai ikatan kimia yang panjang dengan waktu paruh yang sangat lama (non biodegradable) yang potensial untuk merusak lingkungan.
7. Teknik pemesinan kering sangat potensial untuk mengurangi biaya produksi.
Hasil riset menunjukkan bahwa pada industri otomotif Jerman, biaya cairan pemotongan (7-20) % dari biaya pahat total. Jumlah ini adalah dua sampai empat kali lebih besar dari biaya pahat potong.
3. Salah satu cara pemesinan yang tidak menimbulkan limbah dan pengabutan udara serta tidak menimbulkan sisa pada serpihan adalah pemesinan kering.
Keuntungan utama dari cairan pemotongan adalah untuk mengurangi panas dan gesekan yang ditimbulkan sepanjang daerah pemotongan serta juga bermanfaat untuk membersihkan serpihan dari daerah pemotongan. Jika cairan pemotongan tidak digunakan pada proses pemesinan maka kedua keuntungan di atas tidak diperoleh mengakibatkan koefisien gesekan serta suhu pemotongan meningkat sehingga akan menimbulkan keausan pada pahat yang disebabkan difusi pahat. Mekanisme keausan pahat ditunjukkan dalam pemotongan kering beban kerja tinggi (beban termal) Sebaliknya dalam perspektif pahat sebagai material yang rapuh, pemotongan kering memberikan manfaat untuk menghindari tegangan termal yang umumnya diindikasikan oleh keretakan sisir (comb crack) pada permukaan pahat potong.
Pahat potong dioptimalkan dengan pemilihan material pahat bersalut dan geometri pahat yang sesuai. Material yang tahan terhadap suhu yang tinggi dan keausan tinggi adalah karbida, sermet, keramik, CBN dan PCD. Tujuan penggunaan pemesinan kering ini, untuk mencapai peningkatan kemampuan mesin dengan mengurangi koefisien gesekan dan panas selama proses pemotongan. Sekarang ini material yang berlapis telah ditemukan menjamin suksesnya pemesinan kering.
(Marinov & Valery, 2010) melaporkan bahwa pemesinan yang sukses untuk masa yang akan datang adalah pemesinan kering dengan menggunakan pahat potong karbida berlapis, CBN, Sialon dan PCD. CBN dan PCD telah banyak digunakan untuk pemesinan kering kecepatan tinggi 1000 m/menit. Dalam kasus baja paduan, beberapa peneliti melaporkan bahwa karbida berlapis keramik, CBN dan PCD sangat potensial digunakan.
Pemesinan kering meniadakan kebutuhan untuk pembuangan dan pembelian cairan pendingin, menghapus ditutupnya produksi pembersih pemesinan dan meningkatkan keselamatan dan kesehatan pekerja. Pemesinan kering juga akan memberikan lebih
bersih lingkungan benda kerja seperti tak adanya minyak yang melekat pada benda kerja. Selain itu, geram akan menjadi tak terkontaminasi. Keuntungan biaya dari pemesinan kering meliputi tanpa pendingin, tanpa pompa pendingin, tak ada pembelian filter dan tak ada penjualan pembersih geram.
2.7 KEKASARAN PERMUKAAN (Sueface Roughness)
Yang dimaksud dengan permukaan adalah batas yang memisahkan benda padat dengan sekelilingnya. Jika ditinjau dengan skala kecil pada dasarnya konfigurasi permukaan suatu elemen mesin (produk) juga merupakan suatu karakteristik geometrik, yang dalam hal ini termasuk dalam golongan mikrogeometrik. Sementara itu yang termasuk makrogeometrik adalah permukaan secara keseluruhan yang membuat bentuk atau rupa yang spesifik misalnya permukaan poros, lubang, dan sisi. yang dalam hal ini perancangan toleransinya telah tercakup dalam elemen geometrik ukuran bentuk dan posisi (Rochim, 2001).
Tabel 2.2 Ketidakteraturan suatu profil
(Sumber: Rochim, 2001)
Karakteristik suatu permukaan memegang peranan penting dalam perancangan komponen mesin/peralatan. Banyak hal dimana karakteristik permukaan perlu dinyatakan dengan jelas misalnya dalam kaitannya dengan gesekan, keausan, pelumasan, tahanan kelelahan, perekatan dua atau lebih komponen-komponen mesin dan sebagainya. Setiap
proses pengerjaan mempunyai ciri yang tertentu/khas atas permukaan benda kerja yang dihasilkannya. Dalam memilih proses pengerjaan aspek permukaan ini perlu dipertimbangkan. Ketidakteraturan konfigurasi suatu permukaan bila ditinjau dari profilnya dapat diuraikan menjadi beberapa tingkatan, seperti yang dijelaskan pada tabel 5 (Rochim, 2001). Sepintas perbedaan antara tingkat ketidakteraturan ini dapat dimengerti dan dapat pula diperkirakan faktor-faktor penyebabnya. Akan tetapi persoalannya adalah bagaimana membuat dan secara kuantitatif suatu parameter yang dapat menjelaskan satu-persatu tingkat ketidakteraturan suatu permukaan yang sekaligus mempunyai kombinasi ketidakteraturan.
Untuk meproduksi profil suatu permukaan, sensor/peraba (stylus) alat ukur harus digerakkan mengikuti lintasan yang berupa garis lurus dengan jarak yang telah ditentukan terlebih dahulu. Panjang lintasan ini disebut dengan panjang pengukuran (traversinglength). Sesaat setelah jarum berhenti secara elektronik alat ukur melakukan perhitungan berdasarkan data yang dideteksi oleh jarum peraba. Reproduksi profil sesungguhnya adalah seperti yang ditunjukkan pada gambar 22 (Rochim, 2001).
Gambar 2.6 Posisi profil referensi, profil tengah, dan profil alas terhadap profil terukur, untuk satu panjang sample
(Sumber: Rochim, 2001)
Parameter Ra cocok apabila digunakan untuk memeriksa kualitas permukaan komponen mesin yang dihasilkan dalam jumlah yang banyak dengan menggunakan suatu proses pemesinan tertentu. Hal ini dikarenakan harga Ra lebih sensitif terhadap perubahan atau penyimpangan yang terjadi pada proses pemesinan. Dengan demikian, jika permukaan produk dimonitor dengan menggunakan Ra maka tindakan pencegahan permukaan dapat dilakukan jika ada tanda-tanda bahwa ada peningkatan kekasaran (misalnya dengan mengasah atau mengganti perkakas potong atau batu gerindanya). Harga tingkat kekasaran Ra dapat dilihat pada tabel 7 (Rochim, 2001).
Tabel 2.3 Angka kekasaran permukaan
Tingkat Kekasaran, ISO Number
Mean Roughness (Ra,
µm) Simbol Segitiga Keterangan
N12 50,0 Sangat kasar
N11 25,0
N10 12,5 V Kasar
N9 6,3
N8 3,2 VV Normal
N7 1,6
N6 0,8
N5 0,4 VVV Halus
N4 0,2
N3 0,1 VVVV Sangat halus
(Sumber : Rochim, 2001)
Untuk memperoleh profil suatu permukaan, digunakan suatu alat ukur yang disebut surface tester. Dimana jarum peraba (Stylus) dari alat ukur bergerak mengikuti lintasan yang berupa garis lurus dengan jarak yang ditentukan terlebih dahulu. Panjang lintasan panjang pengukuran sesaat setelah jarum bergerak dan sesaat sebelum jarum berhenti, maka secara elektronis alat ukur melakukan perhitungan berdasarkan data yang diperoleh dari jarum peraba. Bagian dari panjang ukuran dilakukan analisa dari profil permukaan yang disebut sebagai panjang sampel. (Rochim, 1993), Pengukuran adalah suatu proses mengukur atau menilai kualitas sesuatu yang belum diketahui dengan cara
membandingkan, dengan acuan standar atau menguji dengan suatu alat.
Pada dasarnya ada dua metode pokok pengukuran yaitu pengukuran langsung dan pengukuran tidak langsung. Pengukuran langsung adalah pengukuran yang dilakukan secara langsung dengan membandingkan sesuatu atau benda dengan besaran atau ukuran standar.