Abstrak-Bahan pembuatan kapal cepat seperti katamaran saat ini banyak menggunakan material Aluminium 5083. Dalam proses pengelasan nya,Aluminium biasanya menggunakan metode GMAW atau GTAW. Namun,hasil pengelasan menggunakan proses tersebut menyebabkan timbulnya porositas dan deformasi. Untuk itu saat ini dikembangkan metode pengelasan Friction Stir Welding (FSW) untuk meminimalisir kekurangan yang biasanya terjadi pada metode yang lain tersebut. Akan tetapi hasil pengelasan ini menunjukkan adanya perbedaan karakteristik sifat fisik dan mekanik pada sisi advancing dan sisi retreating. Perbedaan tersebut terjadi karena adanya perbedaan suhu yang mempengaruhi ukuran butir struktur mikro. Maka untuk mengurangi perbedaan suhu pada kedua bagian bisa dilakukan percobaan dengan metode pengelasan dua sisi. Metode pengelasan dua sisi dilakukan pada plat Aluminium 5083 berukuran 400x300x6 menggunakan mesin Fraiss. Selama proses pengelasan dilakukan pengukuran suhu setiap 5 cm di permukaan joint line Hasil yang didapat menunjukkan bahwa persebaran suhu pada pengelasan dua sisi lebih merata dibanding pengelasan satu sisi. Dari pengujian mekanik menunjukkan hasil yang lebih baik jika ditinjau dari pengujian tarik dan hardness test yang masing - masing mempunyai nilai 27.371 % dan 17.73 % lebih baik. Pengujian bending, makroetsa dan radiografi juga menunjukkan tidak adanya cacat permukaan, cacat dalam, maupun open defect pada pengelasan dua sisi.
Kata Kunci : Friction Stir Welding (FSW), Suhu, Dua sisi, Satu Sisi, dan Mekanik
PENDAHULUAN
atamaran termasuk jenis kapal multi-hull dengan dua lambung (demihull) yang dihubungkan dengan struktur bridging. Strutur bridging ini merupakan sebuah keuntungan katamaran karena menambah tinggi lambung timbul (freeboard).Itulah yang menyebabkan katamaran menjadi populer dan sukses digunakan dalam moda transpotasi.Saat ini mulai dikembangkan kapal katamaran berbahan aluminium sebagai kapal produksi, antara lain kapal penumpang dan kapal ikan. ( Clarke, 1972 )
Secara umum Aluminium banyak digunakan untuk pembuatan kapal kecil, seperti kapal patroli atau kapal perang. Aluminium saat ini juga mulai dikembangkan untuk pembuatan kapal katamaran karena sifat ringan nya dapat menambah daya angkat kapal. Aluminium seri 5083 merupakan Aluminium paduan yang baik dalam segi kekuatan dan daya tahan korosi sehingga banyak digunakan
di dunia perkapalan. Pada umumnya penyambungan Aluminium dilakukan dengan proses GMAW dan GTAW. Akan tetapi kedua proses ini memungkinkan terbentuknya porositas dan deformasi. Untuk meminimalisir hal tersebut, maka digunakan proses Friction Stir Welding.
Friction Stir Welding merupakan proses pengelasan yang
di promosikan dengan sedikit biaya dan kualitas sambungan yang baik. Hal itu dikarenakan tidak membutuhkan logam pengisi dan bisa menghilangkan atau memperkecil jumlah cacat retak dan porositas. Prinsip FSW mengunakan tools yang berotasi dan bergerak melintas sehingga material terjadi penempaan pada pusat lasan dan akhirnya melebur. Variabel proses pengelasan FSW yaitu paramater tool dan parameter pengelasan. Parameter pengelasan meliputi kecepatan putar, kemiringan tool, kecepatan tempuh, penetrasi shoulder, penetrasi probe, bentuk dan dimensi probe, bentuk dan dimensi shoulder, material tool, dll.
Akan tetapi hasil pengelasan ini menunjukkan adanya perbedaan karakteristik sifat fisik dan mekanik pada sisi
advancing dan sisi retreating. Hal ini dapat dilihat dari
adanya perbedaan ukuran butir pada sisi advancing yang lebih besar dibandingkan dengan ukuran butir pada sisi
retreating, posisi patah uji tarik berada di sisi advancing,
karakter kekerasan selalu lebih rendah bagian advancing. Hal ini menunjukkan adanya ketidaksimetrian sifat fisik dan mekanik sambungan las FSW. Mishra dan Ma, (2005) membuktikan adanya perbedaan ukuran butir pada sisi
advancing, retreating, bagian permukaan serta akar las ini
disebabkan adanya perbedaan suhu pengelasan serta adanya perbedaan dissipasi panas. Biasanya penurunan kekuatan mekanik sambungan terjadi pada daerah HAZ pada sisi advancing yang disebabkan tingginya suhu pengelasan.
Maka untuk mengurangi perbedaan suhu pada kedua bagian percobaan dilakukan dengan metode pengelasan dua sisi. Prosedur yang digunakan adalah bagian yang pada pengelasan pertama dianggap sebagai Advancing,sedangkan pada saat dibalik pada pengelasan kedua dianggap sebagai
Retreating. Sehingga suhu diantara keduanya dapat
disetarakan dan menjadikan kekuatan pada sisi Advancing yang awalnya lebih rendah pun menjadi relatif sama.
Berdasarkan latar belakang tersebut maka penulis berinisiatif untuk menganalisis perbandingan sifat fisik pengelasan dua sisi dengan pengelasan satu sisi pada pengelasan Friction Stir Welding Aluminium 5083. Konsentrasi khusus terletak pada analisa cacat hasil pengujian tekuk (Bending Test) dan perbandingan pada
STUDI PERBANDINGAN SIFAT MEKANIK PADA
PENGELASAN SATU SISI DAN DUA SISI FRICTION STIR
WELDING ALUMINIUM 5083 KAPAL KATAMARAN
Ratnaning Fitroh Endartyana, Dosen Pembimbing : Dony Setyawan
Teknik Perkapalan, Fakultas Teknologi Kelautan, Institut Teknologi Sepuluh Nopember (ITS)
Jl. Arief Rahman Hakim, Surabaya 60111 Indonesia
e-mail: dony@na.its.ac.id
permukaan atas dan bawah hasil pengelasan. Dari perbandingan keduanya akan didapatkan mana yang lebih optimal dari segi sifat mekanik hasil pengelasan.
1. FRICTIONSTIRWELDING
Pengelasan FSW ini tidak sama dengan proses Fusion
Welding, proses pengelasan FSW merupakan metode
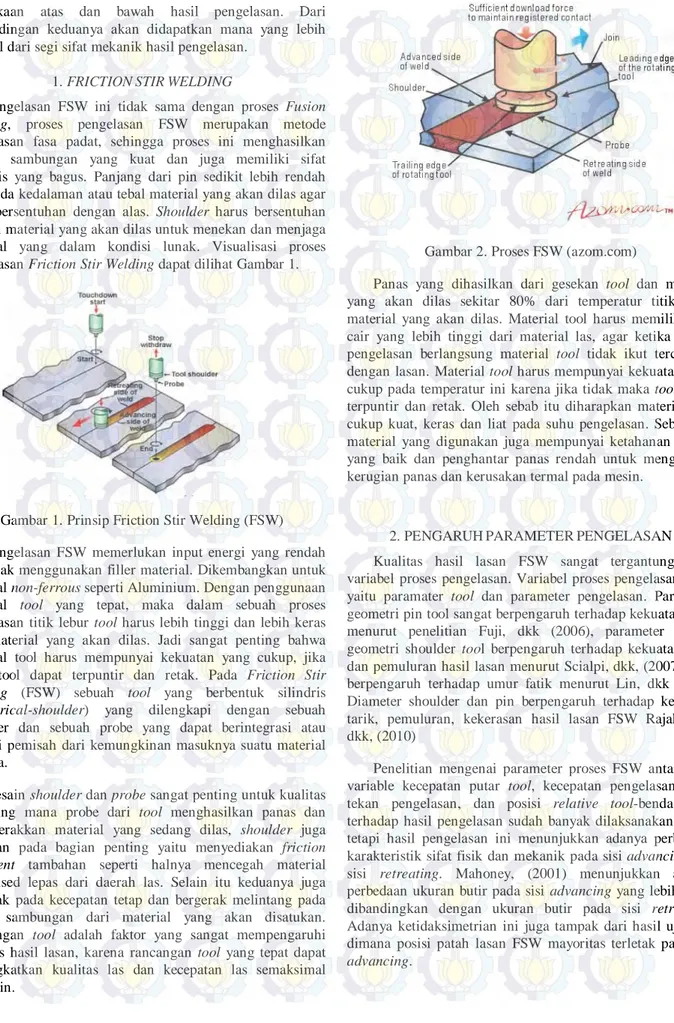
pengelasan fasa padat, sehingga proses ini menghasilkan sebuah sambungan yang kuat dan juga memiliki sifat mekanis yang bagus. Panjang dari pin sedikit lebih rendah dari pada kedalaman atau tebal material yang akan dilas agar tidak bersentuhan dengan alas. Shoulder harus bersentuhan dengan material yang akan dilas untuk menekan dan menjaga material yang dalam kondisi lunak. Visualisasi proses pengelasan Friction Stir Welding dapat dilihat Gambar 1.
Gambar 1. Prinsip Friction Stir Welding (FSW) Pengelasan FSW memerlukan input energi yang rendah dan tidak menggunakan filler material. Dikembangkan untuk material non-ferrous seperti Aluminium. Dengan penggunaan material tool yang tepat, maka dalam sebuah proses pengelasan titik lebur tool harus lebih tinggi dan lebih keras dari material yang akan dilas. Jadi sangat penting bahwa material tool harus mempunyai kekuatan yang cukup, jika tidak tool dapat terpuntir dan retak. Pada Friction Stir
Welding (FSW) sebuah tool yang berbentuk silindris
(cylindrical-shoulder) yang dilengkapi dengan sebuah shoulder dan sebuah probe yang dapat berintegrasi atau sebagai pemisah dari kemungkinan masuknya suatu material berbeda.
Desain shoulder dan probe sangat penting untuk kualitas las, yang mana probe dari tool menghasilkan panas dan menggerakkan material yang sedang dilas, shoulder juga berperan pada bagian penting yaitu menyediakan friction
treatment tambahan seperti halnya mencegah material
plasticised lepas dari daerah las. Selain itu keduanya juga bergerak pada kecepatan tetap dan bergerak melintang pada kedua sambungan dari material yang akan disatukan. Rancangan tool adalah faktor yang sangat mempengaruhi kualitas hasil lasan, karena rancangan tool yang tepat dapat meningkatkan kualitas las dan kecepatan las semaksimal mungkin.
Gambar 2. Proses FSW (azom.com)
Panas yang dihasilkan dari gesekan tool dan material yang akan dilas sekitar 80% dari temperatur titik lebur material yang akan dilas. Material tool harus memiliki titik cair yang lebih tinggi dari material las, agar ketika proses pengelasan berlangsung material tool tidak ikut tercampur dengan lasan. Material tool harus mempunyai kekuatan yang cukup pada temperatur ini karena jika tidak maka tool dapat terpuntir dan retak. Oleh sebab itu diharapkan material tool cukup kuat, keras dan liat pada suhu pengelasan. Sebaiknya material yang digunakan juga mempunyai ketahanan oksida yang baik dan penghantar panas rendah untuk mengurangi kerugian panas dan kerusakan termal pada mesin.
2. PENGARUH PARAMETER PENGELASAN Kualitas hasil lasan FSW sangat tergantung pada variabel proses pengelasan. Variabel proses pengelasan FSW yaitu paramater tool dan parameter pengelasan. Parameter geometri pin tool sangat berpengaruh terhadap kekuatan tarik menurut penelitian Fuji, dkk (2006), parameter kontur geometri shoulder tool berpengaruh terhadap kekuatan tarik dan pemuluran hasil lasan menurut Scialpi, dkk, (2007) serta berpengaruh terhadap umur fatik menurut Lin, dkk (2008. Diameter shoulder dan pin berpengaruh terhadap kekuatan tarik, pemuluran, kekerasan hasil lasan FSW Rajakumar, dkk, (2010)
Penelitian mengenai parameter proses FSW antara lain variable kecepatan putar tool, kecepatan pengelasan, gaya tekan pengelasan, dan posisi relative tool-benda kerja terhadap hasil pengelasan sudah banyak dilaksanakan. Akan tetapi hasil pengelasan ini menunjukkan adanya perbedaan karakteristik sifat fisik dan mekanik pada sisi advancing dan sisi retreating. Mahoney, (2001) menunjukkan adanya perbedaan ukuran butir pada sisi advancing yang lebih besar dibandingkan dengan ukuran butir pada sisi retreating. Adanya ketidaksimetrian ini juga tampak dari hasil uji tarik dimana posisi patah lasan FSW mayoritas terletak pada sisi
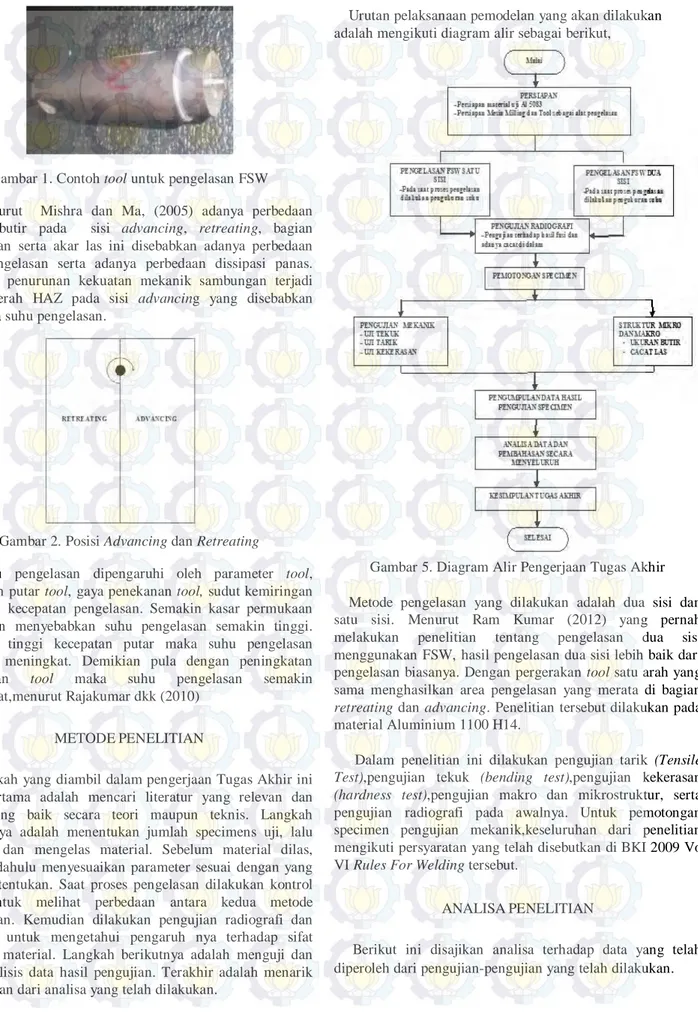
Gambar 1. Contoh tool untuk pengelasan FSW Menurut Mishra dan Ma, (2005) adanya perbedaan ukuran butir pada sisi advancing, retreating, bagian permukaan serta akar las ini disebabkan adanya perbedaan suhu pengelasan serta adanya perbedaan dissipasi panas. Biasanya penurunan kekuatan mekanik sambungan terjadi pada daerah HAZ pada sisi advancing yang disebabkan tingginya suhu pengelasan.
Gambar 2. Posisi Advancing dan Retreating
Suhu pengelasan dipengaruhi oleh parameter tool, kecepatan putar tool, gaya penekanan tool, sudut kemiringan
tool, dan kecepatan pengelasan. Semakin kasar permukaan tool akan menyebabkan suhu pengelasan semakin tinggi.
Semakin tinggi kecepatan putar maka suhu pengelasan semakin meningkat. Demikian pula dengan peningkatan penekanan tool maka suhu pengelasan semakin meningkat,menurut Rajakumar dkk (2010)
METODE PENELITIAN
Langkah yang diambil dalam pengerjaan Tugas Akhir ini yang pertama adalah mencari literatur yang relevan dan mendukung baik secara teori maupun teknis. Langkah selanjutnya adalah menentukan jumlah specimens uji, lalu mencari dan mengelas material. Sebelum material dilas, terlebih dahulu menyesuaikan parameter sesuai dengan yang sudah ditentukan. Saat proses pengelasan dilakukan kontrol suhu untuk melihat perbedaan antara kedua metode pengelasan. Kemudian dilakukan pengujian radiografi dan mekanik untuk mengetahui pengaruh nya terhadap sifat mekanik material. Langkah berikutnya adalah menguji dan menganalisis data hasil pengujian. Terakhir adalah menarik kesimpulan dari analisa yang telah dilakukan.
Urutan pelaksanaan pemodelan yang akan dilakukan adalah mengikuti diagram alir sebagai berikut,
Gambar 5. Diagram Alir Pengerjaan Tugas Akhir Metode pengelasan yang dilakukan adalah dua sisi dan satu sisi. Menurut Ram Kumar (2012) yang pernah melakukan penelitian tentang pengelasan dua sisi menggunakan FSW, hasil pengelasan dua sisi lebih baik dari pengelasan biasanya. Dengan pergerakan tool satu arah yang sama menghasilkan area pengelasan yang merata di bagian
retreating dan advancing. Penelitian tersebut dilakukan pada
material Aluminium 1100 H14.
Dalam penelitian ini dilakukan pengujian tarik (Tensile
Test),pengujian tekuk (bending test),pengujian kekerasan (hardness test),pengujian makro dan mikrostruktur, serta
pengujian radiografi pada awalnya. Untuk pemotongan specimen pengujian mekanik,keseluruhan dari penelitian mengikuti persyaratan yang telah disebutkan di BKI 2009 Vo VI Rules For Welding tersebut.
ANALISA PENELITIAN
Berikut ini disajikan analisa terhadap data yang telah diperoleh dari pengujian-pengujian yang telah dilakukan.
A. Analisa Hasil Pengukuran suhu
Dari pengujian tarik yang telah dilakukan maka diperoleh data sebagai berikut :
Tabel 1.
Data hasil pengukuran suhu
Dari Tabel 1 dapat diketahui bahwa sepanjang pengelasan setiap material uji mempunyai trend masing masing. Pada pengelasan dua sisi, dapat terlihat perbandingan suhu yang cukup bervariasi antara sisi advancing dan retreating. Begitupun dengan yang terjadi pada Pengelasan satu sisi. Saat suhu di sisi advancing dan retreating di ambil rata - rata lalu dibandingkan terlihat bahwa pengelasan dua sisi mempunyai trend yang lebih baik. Pada pengelasan sisi kedua suhu yang awalnya lebih besar di bagian Advancing,akhirnya menjadi rata di dua sisi advancing dan retreating. Hal tersebut dapat mengartikan bahwa dengan metode pengelasan dua sisi suhu di dua sisi dapat seimbang.
B. Analisa Hasil Uji Radiografi
Pemeriksaan radiografi dilakukan untuk pemeriksaan awal hasil pengelasan dalam hal adanya cacat yang tidak terlihat secara visual. Pengujian radiografi menggunakan sinar x ray untuk mendeteksi jenis,letak,dan ukuran cacat. Karena termasuk jenis pengujian tidak merusak (Non Destructive
Test) maka pengujian ini dilakukan di awal proses sebelum
test piece dipotong menjadi specimen uji lain.
Gambar 6. Hasil radiografi Pengelasan dua sisi
Gambar 7. Hasil radiografi Pengelasan satu sisi
Dari pengujian radiografi yang dilakukan mendapat hasil bahwa pada hasil pengelasan dua sisi tidak terdapat cacat yang tidak terlihat. Sedangkan pada hasil pengelasan satu sisi terdapat cacat pengelasan wormhole hampir di sepanjang
joint line pengelasan (A-B) seperti yang terlihat pada Gambar
7 di atas.
C. Analisa Hasil Uji Tarik
Pengujian tarik dilakukan untuk mengetahui kemampuan suatu material uji menerima beban gaya tarik. Dari hasil pengujian didapatkan tegangan maksimal dari maretial uji. Dari hasil tersebut akan dibandingkan dengan ketentuan tegangan maksimal (ultimate stress) dari material. Berikut adalah hasil pengujian tarik dari material pengelasan satu sisi dan dua sisi.
Tabel 2.
Data hasil Pengujian Tarik
Dari tabel di atas dapat terlihat trend ultimate stress yang terjadi pada masing - masing specimen uji. Pada pengelasan dua sisi mempunyai kuat tarik yang lebih tinggi dari hasil pengelasan satu sisi. Hal tersebut terjadi karena adanya dua kali pengadukan yang membuat struktur butir dari pengelasan dua sisi semakin kecil sehingga dapat memiliki kuat tarik yang lebih tinggi. Sedangkan untuk pengelasan satu sisi mempunyai trend kuat tarik yang lebih rendah. Hal tersebut dapat terjadi karena adanya cacat wormhole pada hasil pengelasan. Cacat tersebut dapat memulai adanya initial crack sehingga kuat tarik material berkurang. Daerah putus untuk pengelasan satu sisi dan dua sisi terjadi di bagian weld
metal.
D. Analisa Hasil Pengujian Kekerasan
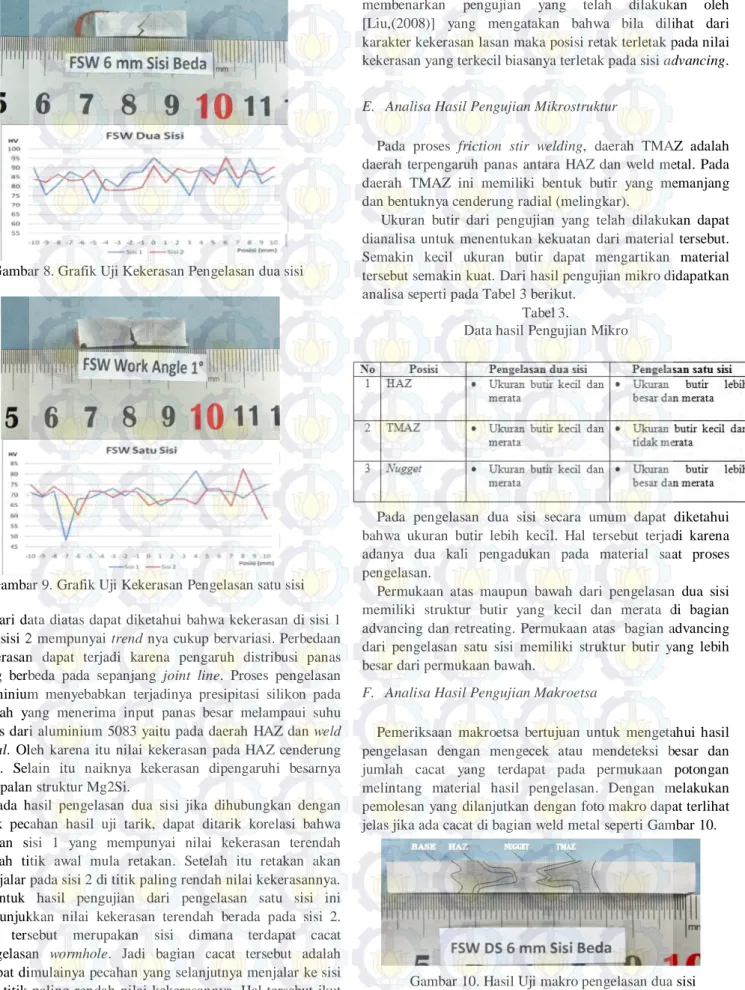
Untuk mengetahui distribusi kekerasan yang terjadi pada material uji perlu dilakukan pengujian kekerasan. Pengujian dilakukan pada permukaan atas dan bawah hasil pengelasan satu sisi dan dua sisi Aluminium 5083. Dari percobaan ini diperoleh nilai kekerasan dari permukaan material yang dilakukan pada 10 titik sebelum nugget dan 10 titik setelah nugget. Kurva hasil pengujian tersebut dapat dilihat seperti Gambar 8 berikut ini.
Gambar 8. Grafik Uji Kekerasan Pengelasan dua sisi
Gambar 9. Grafik Uji Kekerasan Pengelasan satu sisi Dari data diatas dapat diketahui bahwa kekerasan di sisi 1 dan sisi 2 mempunyai trend nya cukup bervariasi. Perbedaan kekerasan dapat terjadi karena pengaruh distribusi panas yang berbeda pada sepanjang joint line. Proses pengelasan aluminium menyebabkan terjadinya presipitasi silikon pada daerah yang menerima input panas besar melampaui suhu kritis dari aluminium 5083 yaitu pada daerah HAZ dan weld
metal. Oleh karena itu nilai kekerasan pada HAZ cenderung
naik. Selain itu naiknya kekerasan dipengaruhi besarnya gumpalan struktur Mg2Si.
Pada hasil pengelasan dua sisi jika dihubungkan dengan letak pecahan hasil uji tarik, dapat ditarik korelasi bahwa bagian sisi 1 yang mempunyai nilai kekerasan terendah adalah titik awal mula retakan. Setelah itu retakan akan menjalar pada sisi 2 di titik paling rendah nilai kekerasannya.
Untuk hasil pengujian dari pengelasan satu sisi ini menunjukkan nilai kekerasan terendah berada pada sisi 2. Sisi tersebut merupakan sisi dimana terdapat cacat pengelasan wormhole. Jadi bagian cacat tersebut adalah tempat dimulainya pecahan yang selanjutnya menjalar ke sisi 1 di titik paling rendah nilai kekerasannya. Hal tersebut ikut
membenarkan pengujian yang telah dilakukan oleh [Liu,(2008)] yang mengatakan bahwa bila dilihat dari karakter kekerasan lasan maka posisi retak terletak pada nilai kekerasan yang terkecil biasanya terletak pada sisi advancing.
E. Analisa Hasil Pengujian Mikrostruktur
Pada proses friction stir welding, daerah TMAZ adalah daerah terpengaruh panas antara HAZ dan weld metal. Pada daerah TMAZ ini memiliki bentuk butir yang memanjang dan bentuknya cenderung radial (melingkar).
Ukuran butir dari pengujian yang telah dilakukan dapat dianalisa untuk menentukan kekuatan dari material tersebut. Semakin kecil ukuran butir dapat mengartikan material tersebut semakin kuat. Dari hasil pengujian mikro didapatkan analisa seperti pada Tabel 3 berikut.
Tabel 3.
Data hasil Pengujian Mikro
Pada pengelasan dua sisi secara umum dapat diketahui bahwa ukuran butir lebih kecil. Hal tersebut terjadi karena adanya dua kali pengadukan pada material saat proses pengelasan.
Permukaan atas maupun bawah dari pengelasan dua sisi memiliki struktur butir yang kecil dan merata di bagian advancing dan retreating. Permukaan atas bagian advancing dari pengelasan satu sisi memiliki struktur butir yang lebih besar dari permukaan bawah.
F. Analisa Hasil Pengujian Makroetsa
Pemeriksaan makroetsa bertujuan untuk mengetahui hasil pengelasan dengan mengecek atau mendeteksi besar dan jumlah cacat yang terdapat pada permukaan potongan melintang material hasil pengelasan. Dengan melakukan pemolesan yang dilanjutkan dengan foto makro dapat terlihat jelas jika ada cacat di bagian weld metal seperti Gambar 10.
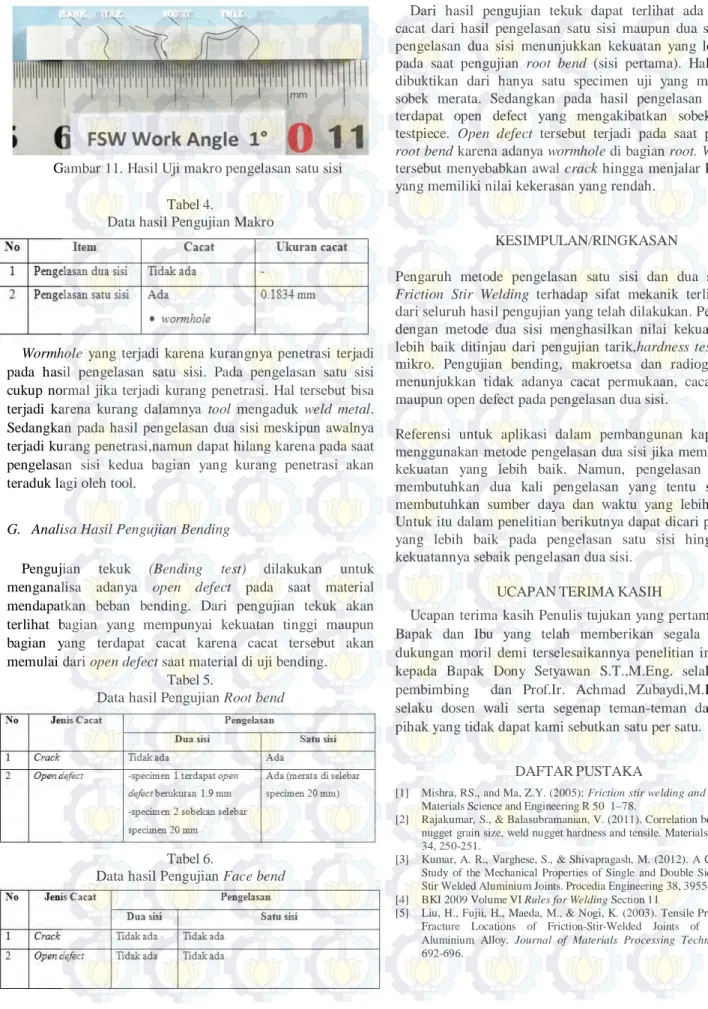
Gambar 11. Hasil Uji makro pengelasan satu sisi Tabel 4.
Data hasil Pengujian Makro
Wormhole yang terjadi karena kurangnya penetrasi terjadi
pada hasil pengelasan satu sisi. Pada pengelasan satu sisi cukup normal jika terjadi kurang penetrasi. Hal tersebut bisa terjadi karena kurang dalamnya tool mengaduk weld metal. Sedangkan pada hasil pengelasan dua sisi meskipun awalnya terjadi kurang penetrasi,namun dapat hilang karena pada saat pengelasan sisi kedua bagian yang kurang penetrasi akan teraduk lagi oleh tool.
G. Analisa Hasil Pengujian Bending
Pengujian tekuk (Bending test) dilakukan untuk menganalisa adanya open defect pada saat material mendapatkan beban bending. Dari pengujian tekuk akan terlihat bagian yang mempunyai kekuatan tinggi maupun bagian yang terdapat cacat karena cacat tersebut akan memulai dari open defect saat material di uji bending.
Tabel 5.
Data hasil Pengujian Root bend
Tabel 6.
Data hasil Pengujian Face bend
Dari hasil pengujian tekuk dapat terlihat ada tidaknya cacat dari hasil pengelasan satu sisi maupun dua sisi. Hasil pengelasan dua sisi menunjukkan kekuatan yang lebih baik pada saat pengujian root bend (sisi pertama). Hal tersebut dibuktikan dari hanya satu specimen uji yang mengalami sobek merata. Sedangkan pada hasil pengelasan satu sisi terdapat open defect yang mengakibatkan sobek selebar testpiece. Open defect tersebut terjadi pada saat pengujian
root bend karena adanya wormhole di bagian root. Wormhole
tersebut menyebabkan awal crack hingga menjalar ke bagian yang memiliki nilai kekerasan yang rendah.
KESIMPULAN/RINGKASAN
Pengaruh metode pengelasan satu sisi dan dua sisi pada
Friction Stir Welding terhadap sifat mekanik terlihat jelas
dari seluruh hasil pengujian yang telah dilakukan. Pengelasan dengan metode dua sisi menghasilkan nilai kekuatan yang lebih baik ditinjau dari pengujian tarik,hardness test dan uji mikro. Pengujian bending, makroetsa dan radiografi juga menunjukkan tidak adanya cacat permukaan, cacat dalam, maupun open defect pada pengelasan dua sisi.
Referensi untuk aplikasi dalam pembangunan kapal dapat menggunakan metode pengelasan dua sisi jika membutuhkan kekuatan yang lebih baik. Namun, pengelasan dua sisi membutuhkan dua kali pengelasan yang tentu saja juga membutuhkan sumber daya dan waktu yang lebih banyak. Untuk itu dalam penelitian berikutnya dapat dicari parameter yang lebih baik pada pengelasan satu sisi hingga nilai kekuatannya sebaik pengelasan dua sisi.
UCAPAN TERIMA KASIH
Ucapan terima kasih Penulis tujukan yang pertama kepada Bapak dan Ibu yang telah memberikan segala doa dan dukungan moril demi terselesaikannya penelitian ini. Kedua kepada Bapak Dony Setyawan S.T.,M.Eng. selaku dosen pembimbing dan Prof.Ir. Achmad Zubaydi,M.Eng,Ph.D selaku dosen wali serta segenap teman-teman dan pihak-pihak yang tidak dapat kami sebutkan satu per satu.
DAFTAR PUSTAKA
[1] Mishra, RS., and Ma, Z.Y. (2005): Friction stir welding and processing, Materials Science and Engineering R 50 1–78.
[2] Rajakumar, S., & Balasubramanian, V. (2011). Correlation between weld nugget grain size, weld nugget hardness and tensile. Materials and Design 34, 250-251.
[3] Kumar, A. R., Varghese, S., & Shivapragash, M. (2012). A Comparative Study of the Mechanical Properties of Single and Double Sided Friction Stir Welded Aluminium Joints. Procedia Engineering 38, 3955-3961. [4] BKI 2009 Volume VI Rules for Welding Section 11
[5] Liu, H., Fujii, H., Maeda, M., & Nogi, K. (2003). Tensile Properties and Fracture Locations of Friction-Stir-Welded Joints of 2017-T351 Aluminium Alloy. Journal of Materials Processing Technology 142, 692-696.