BAB II LANDASAN TEORI. Total Productive Maintenance mula mula berasal dari pemikiran PM ( Preventive
Teks penuh
Gambar

Garis besar
Dokumen terkait
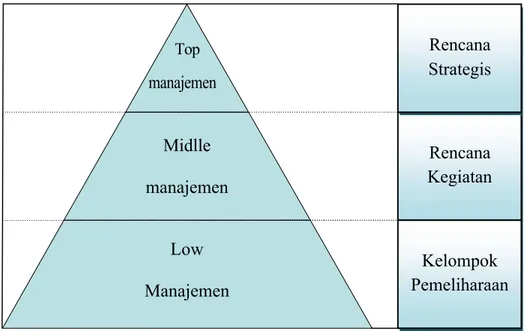
Total Productive Maintenance (TPM) sebagai suatu konsep perawatan yang memgorganisasikan seluruh karyawan dari manajemen puncak sampai personil bawah produksi,
Penelitian ini dilakukan untuk mendapatkan gambaran tentang kesesuaian faktor-faktor yang menentukan kebutuhan penerapan total productive maintenance dengan kondisi perusahaan
Overall equipment effectiveness (OEE) merupakan metode yang digunakan sebagai alat ukur dalam penerapan program total productive maintenance (TPM) guna menjaga peralatan
Penelitian ini menggunakan penerapan Total Productive Maintenance (TPM) dengan metode Overall Equipment Effectiveness (OEE) dimana metode tersebut pada mesin press Sinohara
USULAN PENERAPAN TOTAL PRODUCTIVE MAINTENANCE (TPM) UNTUK MENINGKATKAN EFEKTIVITAS MESIN DENGAN MENGGUNAKAN METODE OVERALL EQUIPMENT EFFECTIVENESS (OEE) PADA PLANT LARGE
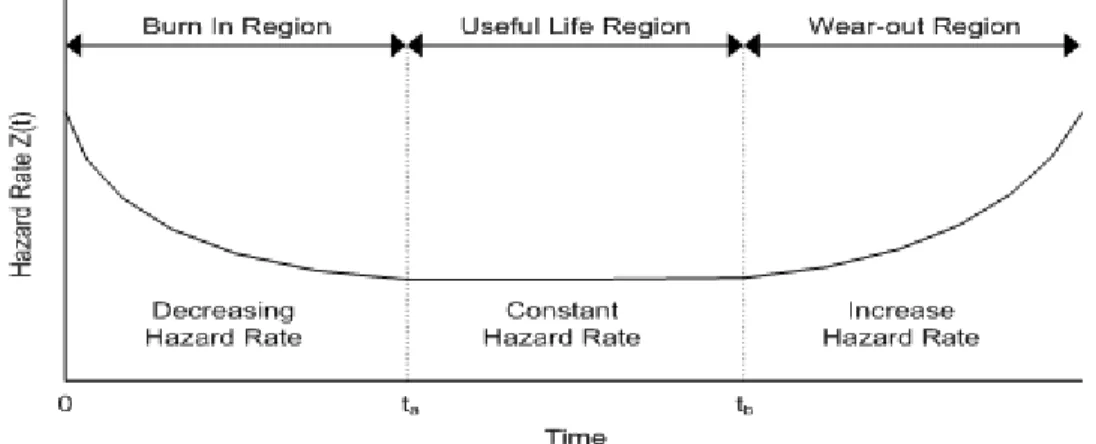
Unplanned maintenance adalah pemeliharaan yang dilakukan ketika mesin mengalami kerusakan secara mendadak, termasuk penyetelan dan reparasi yang telah di hentikan
Dengan ini kami menyatakan laporan akhir “Penerapan Total Productive Maintenance Pada Produksi Smax Ring Keju di PT Pacific Food Indonesia Tangerang Banten”
Adapun maksud dari total productive maintenance tersebut adalah Total yang berarti kesediaan atau keterlibatan seluruh aspek dan seluruh karyawan, Produktive yang
