TINJAUAN PUSTAKA
Batang Kelapa Sawit (Elaeis guineensis Jacq)
Batang kelapa sawit (BKS) berbentuk silinder dengan diameter sekitar
20-75 cm. Tinggi batang bertambah sekitar 25-45 cm per tahun. Dalam kondisi
lingkungan yang sesuai pertambahan tinggi dapat mencapai 100 cm per tahun.
Batang tanaman diselimuti bekas pelepah hingga umur 12 tahun. Setelah umur 12
tahun pelapah yang mengering akan terlepas sehingga penampilan menjadi mirip
dengan kelapa. Tinggi kelapa sawit dapat mencapai 30 m, namun di perkebunan
tingginya hanya mencapai 15 m dengan diameter 40-80 m. Tanaman kelapa sawit
yang mencapai umur 30 tahun dianggap tidak produktif karena produktifitas
buahnya menurun dan sulitnya dalam pemanenan (Prayitno, 1995)
Tomlinson (1961) mengklasifikasikan tanaman sawit sebagai barikut :
Kingdom : Plantae
Divisi : Spermatophyta
Sub-divisi : Angiospermae
Kelas : Monocotiledone
Famili : Arecaceae (palmae)
Sub-famili : Cocoideae
Genus : Elaeis
Gambar 1. Tanaman kelapa sawit (Elaeis guineensis Jacq)
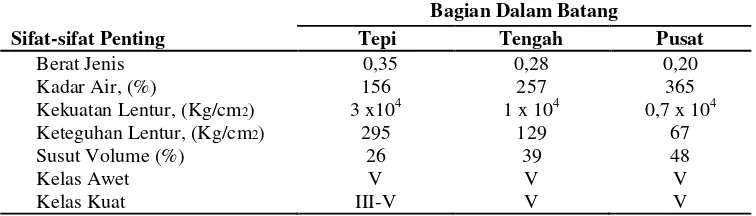
Kelapa sawit merupakan bahan berlignoselulosa yang memiliki sejumlah
kekurangan. Kekurangan tersebut menurut Bakar (2003) antara lain terletak pada
stabilitas dimensi, kekuatan, keawetan dan kadar air yang tinggi. Beberapa sifat
penting dari setiap bagian tepi, tengah, dan pusat batang kelapa sawit pada Tabel 1.
Tabel 1. Sifat-sifat dasar batang kelapa sawit
Bagian Dalam Batang
Sifat-sifat Penting Tepi Tengah Pusat
Berat Jenis 0,35 0,28 0,20
Kadar Air, (%) 156 257 365
Kekuatan Lentur, (Kg/cm2) 3 x104 1 x 104 0,7 x 104
Keteguhan Lentur, (Kg/cm2) 295 129 67
Susut Volume (%) 26 39 48
Kelas Awet V V V
Kelas Kuat III-V V V
Sumber : Bakar (2003)
Lebih lanjut Bakar (2003) mengemukakan kadar air batang kelapa sawit
bervariasi antara 100–500%. Bentang variasi kadar air pada BKS diindikasikan
terhadap ketinggian dan kedalaman posisi batang. Bagian terendah dan luar
batang memiliki nilai kadar air yang rendah dibandingkan bagian dalam dan ujung
batang. Kecenderungan kenaikan kadar air ini disebabkan distribusi jaringan
parenkim yang berfungsi menyimpan atau menahan lebih banyak air dari pada
jaringan pembuluh. Ketersediaan jaringan parenkim ini akan semakin berlimpah
Hasil penelitian Hartono, dkk (2011) mengemukakan kerapatan BKS
berkisar antara 0,23-0,74 g/cm3. Secara horizontal, kerapatan tertinggi BKS
berada pada bagian tepi, kemudian menurun pada bagian tengah dan terakhir
terdapat pada bagian pusat. Secara vertikal, kerapatan BKS pada bagian bawah
tepi luar sedikit lebih tinggi, kemudian menurun pada bagian tengah hingga pada
bagian atas BKS. Perbedaan nilai kerapatan ini berkaitan dengan jumlah distribudi
vascular bundles pada BKS. Sebaran vascular bundles pada bagian tepi BKS
lebih rapat dan berangsur-angsur berkurang ke arah pusat.
Perekat Urea Formaldehida dan Phenol Formaldehida
Perekat adalah suatu zat atau bahan yang memiliki kemampuan untuk
mengikat dua benda melalui ikatan permukaan. Faktor yang mempengaruhi
perekatan antara lain penetrasi perekat ke dalam kayu atau bahan berlignoselulosa
lainnya, tingkat kekasaran permukaan, serta komposisi multi polimer dan
keragaman jenis bahan yang direkatkan (Blomquist dalam Ruhendi, 2007).
Umumnya perekat yang digunakan dalam pembuatan papan partikel
merupakan jenis perekat thermosetting antara lain perekat Urea formaldehida
(UF) atau phenol formaldehida (PF). Perekat UF umumnya diperuntukan untuk
kayu lapis dan papan partikel pengunaan interior dan perekat PF lebih
kepengunaan eksterior. Perekat UF dan PF memiliki kekurangan dan kelebihan
masing-masing. Untuk UF memiliki harga yang lebih murah, tidak mudah
terbakar, tingkat pematangan cepat dan berwarna terang serta memiliki kelemahan
ikatannya tidak tahan terhadap cuaca dan kelembaban. Sedangkan perekat PF
memliki harga lebih tinggi dari perekat UF, memiliki warna gelap (Iskandar,
2009).
Menurut Ruhendi dan Hadi (1997), urea formaldehida merupakan hasil
kondensasi dari urea dan formaldehida dengan perbandingan molar 1: 1,5-2. Urea
formaldehida ini larut dalam air dan proses pegerasannya akan terbentuk pola
ikatan jaringan. Urea formaldehida akan cepat mengeras dengan naiknya
temperatur dan atau turunnya pH. Dengan adanya dua faktor yang sangat berperan
dalam proses pengerasan urea formaldehida ini, maka perekat ini dapat dikempa
panas maupun dikempa dingin, yaitu dengan cara mengatur keasaman perekatnya.
Phenol formaldehida merupakan hasil kondensasi formaldehida dengan
monorik phenol, termasuk phenol itu sendiri, creosol dan xylenol. Phenol
formaldehida dibagi menjadi dua kelas yaitu resol yang bersifat thrmoseting dan
novolak yang bersifat thrmoplastik. Perbedaan kedua ini disebabkan oleh
perbnadingan molar phenol dan formaldehida, serta katalis atau kondisi yang
terjadi selama berlangsungnya reaksi (Ruhendi dan Hadi, 1997)
Papan Partikel
Maloney (1993) mengatakan bahwa papan partikel adalah salah satu jenis
produk komposit/panel kayu yang terbuat dari partikel-partikel kayu atau
bahan-bahan berlignoselulosa lainya, yang diikat dengan perekat atau bahan-bahan pengikat
lain kemudian dikempa panas. Menurut Haygreen dan Bowyer (1996) papan
partikel merupakan gabungan antara partikel kayu dengan penambahan matriks
sebagai perekatnya dan dikempa secara hot press. Tsoumis (1991) juga
antara perekat dengan partikel kayu ataupun bahan lain yang berlignoselulosa
dengan memberikan tekanan. Namun pada umumnya kelemahan papan partikel
sebagai bahan bangunan adalah stabilitas dimensi yang rendah sehingga
kebanyakan produk papan partikel ini hanya dipakai untuk interior.
Pengolongan produk papan partikel sangatlah beragam. Pembagian
tersebut dapat ditinjau dari beberapa aspek, yaitu tujuan penggunaannya apakah
untuk konstruksi/pembebanan atau struktural dan non struktural. Papan partikel
dapat pula dikelompokkan berdasarkan lokasi penggunaannya. Papan partikel
yang tahan air dan kelembaban tinggi digolongkan sebagai papan partikel
eksterior, sedangkan papan partikel yang tidak tahan terhadap kelembaban tinggi
digolongkan sebagai papan partikel interior. Penentuan tipe eksterior dan interior
biasanya didasarkan pada sifat perekat yang digunakan. Papan partikel yang
menggunakan perekat phenol formaldehida atau isosianat dapat digolongkan
sebagai papan partikel eksterior karena sifat perekatnya yang tahan terhadap
kelembaban tinggi, sementara papapn partikel yang menggunakan perekat urea
formaldehida digolongkan sebagai papan partikel interior karena perekatnya tidak
tahan kelembaban tinggi (Suhasman, 2008).
Maloney (1993) membagi kerapatan papan partikel ke dalam 3 (tiga)
golongan yaitu:
1. Papan partikel kerapatan rendah (low density particleboard), memiliki
kerapatan kurang dari 0,4 g/cm3.
2. Papan partikel kerapatan sedang (medium density particleboard), memiliki
3. Papan partikel kerapatan tinggi (hight density particleboard), memiliki
kerapatan lebih dari 0,8 g/cm3.
Iswanto (2002) mengemukakan beberapa faktor yang mempengaruhi sifat
papan partikel antara lain jenis kayu, tipe bahan baku, tipe partikel, perekat,
jumlah dan distribusi lapisan, aditif (parafin untuk menghasilkan papan yang
tahan terhadap penyerapan air), kadar air dan kerapatan. Pernyataan hampir sama
juga di kemukakan oleh Sutigno (1994) yaitu faktor-faktor yang mempengaruhi
mutu papan partikel antara lain :
1. Berat jenis kayu
Perbandingan antara kerapatan atau berat jenis papan partikel dengan berat
jenis kayu harus lebih dari 1, yaitu sekitar 1,3 agar mutu papan partikelnya
baik.
2. Zat ekstraktif kayu
Zat ekstraktif akan mengganggu proses perekatan.
3. Jenis kayu
Beberapa jenis kayu (meranti kuning) yang dibuat papan partikel emisi
formaldehidanya lebih tinggi dari jenis lain (meranti merah). Masih
diperdebatkan apakah karena pengaruh warna atau pengaruh zat ekstraktif
atau pengaruh keduanya.
4. Campuran jenis kayu
Jika ingin menghasilkan papan partikel struktural lebih baik terbuat dari
satu jenis kayu daripada dari campuran jenis kayu (kehomogenan antar
5. Ukuran partikel
Papan partikel yang dibuat dari tatal akan lebih baik daripada yang dibuat
dari serbuk karena ukuran tatal lebih besar daripada serbuk. Karena itu,
papan partikel struktural dibuat dari partikel yang relatif panjang dan
relatif lebar.
6. Kulit kayu
Semakin banyak kulit kayu dalam partikel kayu, maka sifat papan partikel
akan semakin kurang baik karena kulit kayu akan mengganggu proses
perekatan antar partikel. Banyaknya kulit kayu maksimum sekitar 10%.
7. Perekat
Penggunaan perekat urea formaldehida yang kadar formaldehidanya tinggi
akan menghasilkan papan partikel yang keteguhan lentur dan keteguhan
rekat internalnya lebih baik tetapi emisi formaldehidanya lebih jelek.
8. Pengolahan
Kadar air hamparan (campuran partikel dengan perekat) yang optimum
adalah 10-14%, bila terlalu tinggi keteguhan lentur dan keteguhan rekat
internal papan partikel akan menurun.
Menurut Marra (1992) pembuatan papan partikel terdiri dari beberapa
tahapan, tahapan tersebut diuraikan sebagai berikut :
a. Kayu dengan dimensi yang lebih besar dikonversi menjadi bentuk partikel
kemudian disaring dan dikeringkan untuk menyeragamkan ukurannya.
b. Partikel tersebut kemudian dicampurkan dengan perekat dengan kadar
padatan perekat (resin solid content) berkisar antara 6 – 10% berdasarkan
c. Campuran partikel dan perekat kemudian dibentuk menjadi lembaran
dengan menggunakan cetakan.
d. Melakukan pengempaan panas selama jangka waktu tertentu (biasanya
antara 5 – 15 menit).
e. Melakukan pengkondisian sebelum papan tersebut siap digunakan atau
diproses lebih lanjut pada pengolahan sekunder. Setiap tahapan dalam
proses pembuatan partikel tersebut memiliki aspek kritisnya
masing-masing, sehingga memerlukan kecermatan untuk membuat papan partikel
yang berkualitas baik.
Proses pengempaan tergantung dari tipe atau jenis perekat yang
dipergunakan. Prinsip yang dipakai untuk menentukan lama waktu pengempaan
adalah jenis perekat dan kondisi adonan perekat yang dipakai sewaktu
pengempaan. Waktu kempa juga dipengaruhi oleh ketebalan bahan yang
direkatkan dan suhu kempa tersebut. Peroses pengempaan dalam pembuatan
papan komposit dibagi ke dalam dua tipe yaitu pengempaan dingin (repressing
atau cold pressing) dan pengempaan panas (hot pressing) dengan suhu dan
tekanan tertentu. Pengempaan dingin sebagai proses pematangan perekat
memerlukan waktu yang lama tetapi biaya pengempaan murah dan umumnya
proses pengempaan jenis ini dipakai untuk pembuatan papan serat, sedangkan
pada kempa panas diperuntukan pada pembuatan papan partikel dengan waktu
pengempaan pendek sehingga dapat menaikkan kapasitas pengempaan sekaligus
menaikkan produksi. Namum pengempaan panas memerlukan biaya yang tinggi
Menurut Yusuf (2000) suhu kempa optimum sangat penting mengingat
proses pengempaan panas dalam produksi papan partikel merupakan salah satu
kunci kualitas papan partikel yang dihasilkan. Pengempaan papan partikel di atas
suhu optimum akan menyebabkan papan partikel yang dihasilkan over matured
sehingga bersifat getas dan menyebabkan ikatan antar partikel menjadi tidak
normal. Sebaliknya apabila pengempaan pada suhu dibawah suhu optimum
menyebabkan perekat tidak matang serta kemungkinan partikel yang digunakan
belum melekat satu sama lain. Pengempaan pada suhu optimum diharapkan
menghasilkan kualitas rekatan yang baik antara partikel-partikel kayu. Pada
umumnya semakin besar tekanan kempa semakin padat lembaran papan yang
dihasilkan.
Kadar Perekat dan Ukuran Partikel
Kualitas papan partikel dipengaruhi oleh perekat. Hal ini dikemukakan
oleh Sulastiningsih dkk (2008) penelitiannya yang berjudul Pengaruh kadar
perekat terhadap sifat Papan partikel bamboo, menunjukkan bahwa sifat fisis dan
mekanis papan partikel bambu sangat dipengaruhi oleh kadar perekat yang
digunakan. Semakin tinggi kadar perekat sampai titik tertentu maka semakin baik
sifat papan partikel bambu yang dihasilkan. Penggunaan kadar perekat minimum 11%
dari berat kering partikel bambu menghasilkan papan partikel bambo yang cukup kuat
dan stabil serta memenuhi persyaratan Standar Nasional Indonesia.
Secara keseluruhan dapat diketahui bahwa dengan meningkatnya kadar
perekat dalam pembuatan papan partikel bambu, terjadi peningkatan nilai keteguhan
rekat internal, modulus patah dan modulus elastisitas. Sebaliknya nilai pengembangan
perekat. Hal ini berarti semakin tinggi kadar perekat yang digunakan dalam
pembuatan papan partikel bamboo semakin baik sifat papan partikel bambu yang
dihasilkan (Sulastiningsih, 2008).
Perbedaan ukuran partikel (dalam ukuran mesh) berpengaruh terhadap
sifat fisik dan mekanik dari komposit. Ukuran mesh yang besar menghasilkan
permukaan kasar dan ikatan antar partikel lemah sehingga ada pori di antara
partikel serta tidak semua partikel berikatan baik dengan matrik. Ukuran partikel
yang kecil menghasilkan permukaan yang halus dan ikatan antar partikel yang
baik karena matrik berikatan baik dengan partikel (Zhongli, 2007).
Bentuk dan ukuran partikel termasuk salah satu faktor penting yang
mempengaruhi proses pembuatan dan sifat akhir dari papan partikel. Sifat akhir
yang dipengaruhi oleh ukuran partikel antara lain sifat mekanis, stabilitas dimensi,
karakteristik permukaan papan dan sifat pengerjaan mesin. Demikian juga ukuran
partikel akan memberi pengaruh terhadap proses pembuatan papan partikel seperti
pengeringan partikel, pencampuran dengan perekat, pembentukan lembaran dan
pengempaan (Maloney, 1993).
Pengunaan partikel halus sebanyak 5-20% akan bermanfaat untuk
mengurangi ruang kosong antar partikel yang dapat memperlambat penyerapan air
dan memperbaiki karakteristik permukaan papan partikel. Pemakaian partikel
halus akan memberikan ikatan yang kompak dalam membentuk lapisan partikel
dan mengurangi adanya ruang kosong antara partikel serta mencegah timbulnya
celah di permukaan papan partikel. Akan tetapi pengunaan partikel yang terlalau
halus akan mengurangi kekuatan papan partikel itu sendiri karena konsentrasi