LAPORAN AKHIR
PROSES PRODUKSI 1
PENGELASAN
Disusun Oleh :
Nama : Renhard Niptro G
NIM : 1007113735
PROGRAM STUDI S1 TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS RIAU
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa, karena atas berkat dan rahmat-Nya penulis dapat menyusun Laporan Akhir Praktikum Pengelasan ini.
Penulis mengucapkan terimakasih kepada Bapak Yohanes,ST,.MT selaku dosen pengampu mata kuliah Proses Produksi 1, dan kepada Para Asisten dosen maupun Teknisi Laboratorium Teknologi Produksi serta kepada teman-teman satu kelompok yang saling memberikan dukungan agar laporan ini dapat terselesaikan..
Penulis menyadari bahwa laporan ini masi jauh dari sempurna dan masih terdapat banyak kekurangan, maka dari itu penulis mengharapkan kritik dan saran yang membangun agar laporan ini mengalami kesempurnaan untuk kedepannya dan menjadi lebih baik lagi. Akhir kata penulis mengucapkan terimakasih.
Pekanbaru, 28 Novermber 2013
DAFTAR ISI
KATA PENGANTAR ... i
DAFTAR ISI ... ii
DAFTAR GAMBAR ... iv
DAFTAR NOTASI ... vii
BAB IPENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Tujuan ... 1
1.3 Manfaat ... 1
1.4 Sistematika Penulisan ... 1
BAB II TEORI DASAR... 3
2.1 Pengertian ... 3
2.2 Jenis – Jenis Las ... 3
2.2.1 Las SMAW (Shield Metal Arc Welding) ... 3
2.2.2 Las Oxy-Acetylene... 6
2.2.3 Metal Inert Gas (MIG) ... 10
2.2.4 Tungsten Innert Gas (TIG) ... 12
2.3 Jenis - Jenis Sambungan Las ... 13
2.4 Kampuh Las ... 14
2.5 Posisi Pengelasan ... 15
2.6 Ayunan Elektroda ... 16
2.7 Cacat Las ... 16
4.1 Prosedur Kerja Untuk Las Acetylene ... 27
BAB VPEMBAHASAN ... 31
5.1 Perhitungan ... 31
5.2 Analisa Las Listrik (SMAW) dan Las OAW ... 33
BAB VIKESIMPULAN DAN SARAN ... 35
6.1 Kesimpulan ... 35
DAFTAR GAMBAR
Gambar 2. 6 Pengkodean Elektroda Menurut AWS ... 5
Gambar 2. 7 Pengkodean Elektroda Digit Terakhir AWS ... 5
Gambar 2. 8 Pengayunan Elektroda ... 6
Gambar 2. 9 Penyentuhan Elektroda ... 6
Gambar 2. 10 Tabung Acetylene... 7
Gambar 2. 11 Tabung Oksigen ... 8
Gambar 2. 12 Regulator ... 8
Gambar 2. 13 Selang (Hose) ... 8
Gambar 2. 14 Setang Las (Torch)... 9
Gambar 2. 15 Api Las Netral ... 9
Gambar 2. 16 Api Las Karburasi ... 9
Gambar 2. 17 Api Las Oksidasi... 10
Gambar 2. 18 Diagram MIG ... 10
Gambar 2. 19 Mesin Las MIG ... 10
Gambar 2. 20 Setang Las (Torch)... 11
Gambar 2. 21 Tabung Gas Mulia ... 11
Gambar 2. 27 Jenis - Jenis Sambungan Las ... 14
Gambar 2. 28 Jenis Kampuh Las ... 15
Gambar 2. 30 Porosity ... 17
Gambar 2. 31 Slag Inclusion ... 17
Gambar 2. 32 Incomplete Fusion... 17
Gambar 2. 33 Incomplete Penetration ... 18
Gambar 3. 1 Proses Las Oxy-Acetylene ... 7
Gambar 3. 2 Meja Las ... 19
Gambar 3. 3 Sikat Kawat ... 19
Gambar 3. 4 Palu ... 19
Gambar 3. 5 Apron ... 20
Gambar 3. 6 Sarung Tangan ... 20
Gambar 3. 7 (a) Tabung Acetylene, (b) Tabung Oksigen ... 20
Gambar 3. 8 Regulator ... 21
Gambar 3. 17 Setang Las Listrik ... 24
Gambar 3. 18 Hack Saw ... 24
Gambar 3. 19 Benda Kerja Las OAW ... 25
Gambar 3. 20 Kawat Las ... 25
Gambar 3. 21 Benda Kerja Las SMAW ... 25
Gambar 3. 22 Elektroda AWS E6013 ... 26
Gambar 4. 1 Hasil Pengelasan Rigi-Rigi OAW ... 27
Gambar 4. 2 Proses Pengelasan ... 28
Gambar 4. 4 Hasil Pengelasan Rigi-Rigi Las SMAW ... 29
Gambar 4. 5 Hasil Pengelasan Job Sheet 2 ... 30
Gambar 4. 6 Job Sheet 1 ... 32
DAFTAR NOTASI
Simbol Satuan Keterangan
HI J/menit Heat input
I Ampere Kuat arus
v m/menit Kecepatan
V Volt Tegangan
t menit Waktu
BAB I
PENDAHULUAN
1.1 Latar Belakang
Dalam dunia penidustrian pengelasan merupakan hal yang penting dimana digunakan untuk proses penyambungan material dengan menggunakan tenaga panas yang membutuhkan keterampilan yang cukup tinggi agar hasil pengelasan memuaskan.
Adapun pengelasan yang dipraktikumkan pada mata kuliah Proses Produksi 1 ini yaitu pengelasan SMAW ( Shielded Metal Arc Welding), oxy-acetylene, MIG (Metal ine Insert Gas), dan TIG (Tungsten Innerst Gas).
1.2 Tujuan
1. Agar praktikan dapat mempraktekkan teori pengelasan.
2. Agar mahasiswa dapat menggunakan Las SMAW , oxy-acetylene, MIG dan TIG dengan baik.
1.3 Manfaat
1. Bisa melakukan pengelasan SMAW, oxy-acetylene, MIG, dan TIG.
2. Dapat menghasilkan produk dari pengelasan SMAW, oxy-acetylene, MIG
dan TIG.
1.4 Sistematika Penulisan
Adapun sistematika penulisan laporan ini adalah sebagai berikut: BAB I Pendahuluan
Berisikan tentang latar belakang, tujuan, manfaat serta sistematika laporan ini.
BAB II Teori Dasar
BAB III Alat Dan Bahan
Berisikan tentang alat dan bahan yang digunakan. BAB IV Prosedur Kerja
Berisikan tentang prosedur yang dilakukan pada saat pengelasan. BAB V Pembahasan
Berisikan tentang perhitungan las OAW dan SMAW serta analisanya.
BAB VI Kesimpulan Dan Saran
BAB II
TEORI DASAR
2.1 Pengertian
Pengelasan adalah proses penyambungan dua buah logam atau lebih menjadi satu yang menggunakan tenaga panas , baik dengan bahan tambah yang biasanya dengan menggunakan kawat las ataupun tidak.
2.2 Jenis – Jenis Las
2.2.1 Las SMAW (Shield Metal Arc Welding)
Pengelasan dengan menggunakan las SMAW adalah proses pengelasan yang sumber panasnya berasal dari daya listrik yang bahan tambahnya berasal dari elektroda las listrik.
Adapun bagian bagian dari las SMAW adalah sebagai berikut :
1. Mesin Las Listrik (SMAW)
Yang berfungsi sebagai pengubah arus bolak-balik dari PLN menjadi arus pengelasan, serta menjaga kestabilan arus.
Gambar 2. 1 Mesin Las Listrik
2. Kabel Las Listrik
Gambar 2. 2 Kabel Las
3. Setang Las
Yang berfungsi sebagai pemegang elektroda yang digunakan sebagai bahan isisan dalam pengelasan.
Gambar 2. 3 Setang Las
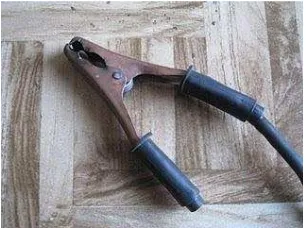
4. Klem Massa
Berfungsi sebagai penghantar arus massa yang dijepit ke benda kerja.
5. Elektroda Las
Digunakan sebagai bahan tambah untuk proses pengelasan, dimana bagian selaput luar akan terbakar pada saat proses pengelasan dan menghasilkan gas pelindung.
Gambar 2. 5 Elektroda
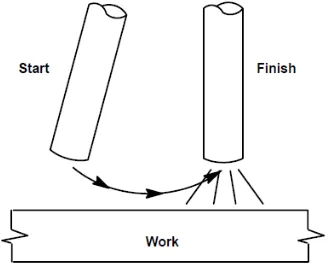
Gambar 2. 6 Pengkodean Elektroda Menurut AWS
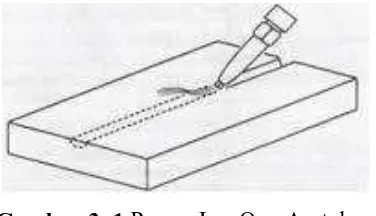
Ada 2 cara untuk menyalakan busur listrik yaitu sebagai berikut:
a. Diayunkan
Penyalaan ini dengan cara mengayunkan elektroda terhadap benda kerja.
Gambar 2. 8 Pengayunan Elektroda
b. Disentuhkan
Penyalaan ini dengan cara menyentuhkan elektroda tegak lurus terhadap benda kerja.
Gambar 2. 9 Penyentuhan Elektroda
2.2.2 Las Oxy-Acetylene
Gambar 3. 1 Proses Las Oxy-Acetylene
Las Oxy-Acetylene adalah keterampilan manual yang diperlukan untuk praktek. Las ini dilakukan dengan atau tanpa bahan tambah/pengisi dapat digunakan mulai dari bahan yang tipis sampai yang sedang. Peralatan las ini murah dan dapat dipindahkan dengan mudah. Banyak digunakan pada pengerjaan fibrikasi ringan serta industry kendaraan.
Adapun bagian-bagian utama las oxy-acetylene adalah sebagai berikut:
1. Tabung Gas Acetylene
Berfungsi sebagai sumber bahan bakar pengelasan oxy-acetylene.
Gambar 2. 10 Tabung Acetylene
2. Tabung Gas Oksigen
Gambar 2. 11 Tabung Oksigen
3. Regulator
Berfungsi untuk mengetahui tekanan isi tabung oksigen dan acetylene dan untuk mengatur tekanan kerja yang dubutuhkan pada saat pengelasan.
Gambar 2. 12 Regulator
4. Selang (Hose)
Digunakan untuk mengalirkan gas acetylene dan oksigen dari tabung yang melalui regulator yang akan menuju ke setang las (torch).
5. Setang Las (Torch)
Berfungsi sebagai tempat pencampur gas acetylene
dengan gas oksigen, pada setang las terdapat katup acetylene dan katup oksigen yang berfungsi untuk mengatur besarnya gas yang akan dikeluarkan sekaligus tempat pembakaran campuran gas acetylene dan oksigen.
Gambar 2. 14 Setang Las (Torch)
Disamping itu ada juga jenis-jenis api dari pengelasan oxy-acetylene yaitu sebagai berikut:
1. Api Netral
Yaitu api yang campuran gas acetylene dengan gas oksigen adalah sama banyak.
Gambar 2. 15 Api Las Netral
2. Api Karburasi
Yaitu nyala api yang campuran gas a cetylene lebih banyak dari gas oksigennya.
3. Api Oksidasi
Yaitu nyala api yang campuran gas oksigen lebih banyak dari gas acetylene.
Gambar 2. 17 Api Las Oksidasi
2.2.3 Metal Inert Gas (MIG)
Pengelasan MIG adalah proses pengelasan yang energinya diperoleh dari busur las listrik dengan dilindungi oleh gas mulia dengan bahan tambahnya ditambahkan melalui torch, yang termasuk dalam jenis elektroda terumpan.
Gambar 2. 18 Diagram MIG
Adapun bagian utama dari pengelasan MIG adalah sebagai berikut :
1. Mesin Las
2. Setang Las (Torch)
Gambar 2. 20 Setang Las (Torch)
3. Tabung Gas Mulia
Tabung gas mulia berfungsi untuk menampung gas mulia yang akan digunakan selama pengelasan berlangsung, pada
pengelasan MIG menggunakan gas mulia berupa gas
karbondioksida
Gambar 2. 21 Tabung Gas Mulia
4. Kawat Las MIG
2.2.4 Tungsten Innert Gas (TIG)
Las TIG adalah proses las cair, dimana pengelasan yang sumber panasnya berasal dari loncatan bunga api listrik dengan dilindungi oleh gas mulia dan bahan tambahnya ditambahkan dari luar.
Gambar 2. 23 Rangkaian Las TIG
Adapun bagian-bagian dari las ini adalah sebagai berikut :
1. Mesin Las TIG
Berfungsi untuk mengubah arus AC menjadi arus pengelasan.
Gambar 2. 24 Mesin Las TIG
2. Tabung Gas Mulia
Gambar 2. 25 Tabung Gas Mulia
3. Setang Las (Torch)
Berfungsi sebagai tempat keluarnya gas mulia dan tempat penyalaan busur listrik.
Gambar 2. 26 Setang Las
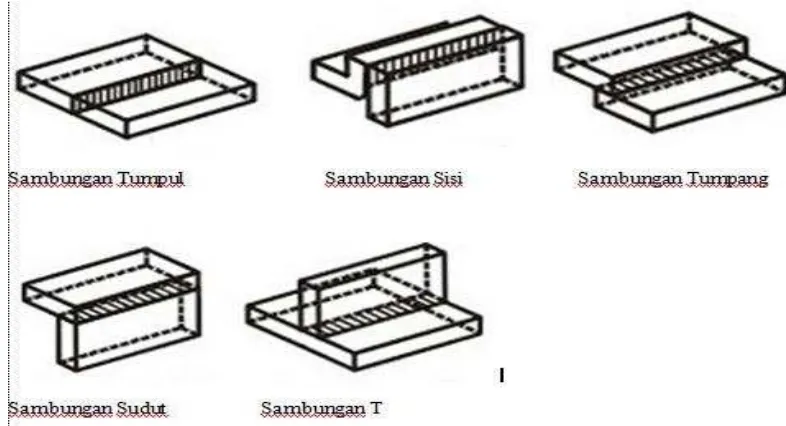
2.3 Jenis - Jenis Sambungan Las
Adapun jenis – jenis dari sambungan las adalah sebagai berikut :
1. Sambungan Tumpul.
2. Sambungan Sisi.
3. Sambungan Tumpang.
4. Sambungan Sudut.
Gambar 2. 27 Jenis - Jenis Sambungan Las
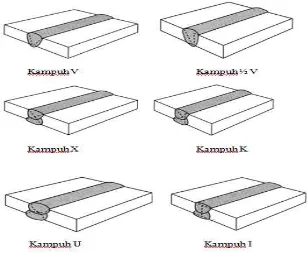
2.4 Kampuh Las
Adapun jenis – jenis dari kampuh las adalah sebagai berikut :
1. Kampuh V.
2. Kampuh 1 2 V.
3. Kampuh X.
4. Kampuh K.
5. Kampuh Double U.
Gambar 2. 28 Jenis Kampuh Las
2.5 Posisi Pengelasan
1. Posisi Dibawah Tangan
Pada posisi ini benda kerja yang akan dilas berada dibagian bawah tangan welder.
2. Posisi Sejajar Tangan
Pada posisi ini benda kerja yang akan dilas berada sejajar tangan welder, dimana terdapat dua arah pengelasan yaitu horizontal dan vertikal.
3. Posisi Diatas Kepala
2.6 Ayunan Elektroda
Adapun jenis – jenis ayunan elektroda adalah sebagai berikut : 1. Alur Spiral.
2. Alur Zig-Zag.
3. Alur Melingkar.
4. Alur Segitiga.
5. Alur Trapesium.
Gambar 2. 29 Jenis Ayunan Elektroda
2.7 Cacat Las
Adapun jenis – jenis dari cacat las adalah sebagai berikut : 1. Porosity
Gambar 2. 30 Porosity
2. Slag Inclusion
Adalah pengotor dari terak/ kotoran terak, cara mencegahnya adalah dengan membersihkan manik las sebelum melakukan pengelasan lapisan berikutnya.
Gambar 2. 31 Slag Inclusion
3. Incomplete Fusion
Adalah pencairan yang tidak sempurna dari manik las, pencegahannya adalah bersihkan daerah lasan dan lakukan pre-heating.
Gambar 2. 32 Incomplete Fusion
4. Incomplete Penetration
Gambar 2. 33 Incomplete Penetration
v : Kecepatan Pengelasan (m/s)
l : Panjang Pengelasan (m)
t : Waktu Pengelasan (min)
BAB III
ALAT DAN BAHAN
3.1 Alat
Adapun alat yang digunakan adalah sebagai berikut:
1. Meja Las
Digunakan sebagai tempat untuk menaruh benda kerja yang akan dilas.
Gambar 3. 2 Meja Las
2. Sikat Kawat
Digunakan untuk membersihkan terak dan kotoran pada rigi las.
Gambar 3. 3 Sikat Kawat
3. Palu
Digunakan untuk membersihkan terak pengelasan.
4. Baju Las/ Apron
Digunakan untuk melindungi tubuh welder dari percikan api pengelasan.
Gambar 3. 5 Apron
5. Sarung Tangan
Digunakan untuk melindugi tangan welder dari percikan api pengelasan.
Gambar 3. 6 Sarung Tangan
6. Tabung Acetylene dan Tabung Oksigen
Sebagai bahan bakar untuk pengelasan.
(a) (b)
7. Regulator
Untuk menentukan tekanan kerja dan tekanan pada tabung.
Gambar 3. 8 Regulator
8. Kawat Las
Gambar 3. 9 Kawat Las
9. Kaca Mata Las
Digunakan untuk melindungi mata welder dari percikan api pengelasan.
10.Penggrais
Digunakan untuk mengukur benda kerja.
Gambar 3. 11 Penggaris
11.Penggores
Digunakan untuk menandai benda kerja yang berupa garis lurus.
Gambar 3. 12 Penggores
12.Topeng Las
Digunakan untuk melindungi bagian wajah dan mata welder dari sinar ultraviolet dan percikan api las.
Gambar 3. 13 Topeng Las
13.Torch (Setang Las Acetylene)
Gambar 3. 14 Torch
14.Klem Massa
Digunakan untuk menjepit kabel las massa ke meja las.
Gambar 3. 15 Klem Massa
15.Kabel Las Listrik
Digunakan untuk mengalirkan arus listrik dari mesin las ke benda kerja.
16.Setang Las Listrik
Digunakan untuk menjepit elektroda las listrik.
Gambar 3. 17 Setang Las Listrik
17.Hack Sa w
Digunakan untuk memotong benda kerja.
Gambar 3. 18 Hack Sa w
3.2 Bahan
Adapun bahan yang dipakai pada pengelasan OAW dan SMAW adalah sebagai berikut :
2 buah pelat untuk pengelasan OAW
1. Pelat dengan spesifikasi sebagai berikut :
Panjang : 100 mm
Gambar 3. 19 Benda Kerja Las OAW
2. Kawat Las
Gambar 3. 20 Kawat Las
2 buah Pelat untuk pengelasan SMAW
1. Pelat dengan spesifikasi berikut :
Panjang : 100 mm
Lebar : 50 mm Tebal : 9 mm
2. Elektroda Las Listrik AWS E6013 (RB-26)
BAB IV
PROSEDUR KERJA
4.1 Prosedur Kerja Untuk Las Acetylene
Prosedur Kerja Job Sheet 1 (Rigi-Rigi Las)
1. Alat dan bahan disiapkan untuk pengelasan Acetylene. 2. Pastikan regulator pada tabung posisi nol.
3. Buka kran pada tabung oksigen dan acetylene sampai tekanan kerja 0 sampai 50 psi.
4. Buka kran pada tabung acetylene.
5. Nyalakan api pada torch serta atur penetrasinya.
6. Lakukan pengelasan pada pelat untuk membuat rigi-rigi las, seperto dilhat pada gambar dibawah :
Gambar 4. 1 Hasil Pengelasan Rigi-Rigi OAW
7. Setelah selesai melakukan pengelasan matikan/tutup api pada torch.
Prosedur Kerja Job Sheet 2 (Kampuh I)
1. Siapkan alat dan bahan.
2. Benda kerja diatur sesuai dengan pengelasan untuk kampuh I.
3. Nyalakan kembali torch dengan menggunakan mancis/korek api.
Gambar 4. 2 Proses Pengelasan
5. Hasil pengelasan akhir dapat dilihat pada gambar dibawah.
Gambar 4. 3 Hasil Akhir Pengelasan Kampuh I dan Rigi-Rigi Las
6. Setelah selesai melakukan pengelasan tutup kembali katub tabung acetylene dan oksigen.
4.2 Prosedur Kerja Untuk Las SMAW
Prosedur Kerja Job Sheet 1 (Rigi-Rigi Las)
1. Alat dan bahan disiapkan untuk pengelasan SMAW.
2. Kabel pada setang las dihubungkan ke katub positif mesin las. 3. Kabel pada klem massa dihubungkan ke katub negatif mesin las. 4. Tekan tombol induk/ power, sehingga mesin aktif.
5. Atur tegangan arus yang dibutuhkan untuk pengelasan. 6. Pelat percobaan disiapkan.
7. Pasang elektroda pada setang las.
8. Letakkan pelat percobaan pada meja las.
9. Lakukan pengelasan rigi-rigi, seperti pada gambar dibawah.
Gambar 4. 4 Hasil Pengelasan Rigi-Rigi Las SMAW
Prosedur Kerja Job Sheet 2 (Kampuh I)
1. Alat dan bahan disiapkan.
2. Atur posisi benda kerja yang akan dilas.
3. Setelah mengatur posisi pelat yang akan dilas, kemudian satukan 2 buah pelat tersebut dan lakukan pengelasan titik di kedua ujung benda kerja agar pada saat pengelasan tidak goyang atau lepas.
4. Lakukan pengelasan pada benda kerja dengan tinggi pengelasan 3 mm
dan untuk job sheet 1 dan 2 diberi jarak 2 mm, agar pengelasan menjadi lebih kuat.
Gambar 4. 5 Hasil Pengelasan Job Sheet 2
6. Setelah selesai melakukan pengelasan matikan mesin las.
BAB V
PEMBAHASAN
5.1 Perhitungan
Perhitungan untuk las SMAW :
Diketahui : Diameter elektroda = 2,6 mm
Panjang elektroda = 350 mm-50 mm = 300 mm
Volume pengelasan
Jadi, kawat las yang diperlukan untuk membuat rigi-rigi adalah 3,19 batang.
b. Pada Job Sheet 2
Volume Pengelasan
3
Jadi, kawat las yang diperlukan untuk membuat kampuh I adalah 3,20 batang.
Total elektroda yang diperlukan adalah : 3,19 3, 20
6 3, 9batang.
Perhitungan untuk las OAW
a. Pada Job Sheet 1
b. Pada Job sheet 2
Gambar 4. 7 Job Sheet 2
5.2 Analisa Las Listrik (SMAW) dan Las OAW
Pada pengelasan las listrik (SMAW) dapat ditarik analisa bahwa saat melakukan pengelasan jarak sentuh elektroda dengan benda kerja tidak boleh terlalu jauh, apabila terlalu jauh mengakibatkan hasil dari pengelasan tidak beraturan dan tidak padat. Agar pengelasan tidak lengket-lengket maka sudut kemiringan elektroda terhadap benda kerja harus diperhatikan dan juga tegangan pada mesin listrik.
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
1. Pengelasan secara praktek tidak dapat disesuaikan dengan cara teori. Ini karena banyak factor-faktor yang dialami pada saat pengelasan.
2. Penggunaan las OAW lebih mudah daripada menggunakan las SMAW.
Sedangkan untuk hasil dan kekuatan pengelasanya adalah dengan menggunakan las SMAW daripada las OAW.
6.2 Saran
1. Pada saat melakukan pengelasan gunakan kacamata las, apron, da sarung tangan.
DAFTAR PUSTAKA
Miller. 2010. Shielded Metal Arc Welding. USA: Miller Electric. Miller. 2010. Guidelines For GMAW. USA: Miller Electric.