1
PENINGKATAN KAPASITAS PRODUKSI MUFFLER
MENGGUNAKAN METODE LINE BALANCING
BUDI SETYO UTOMO DAN HERI SULISTIAWANProgram Studi Teknik Industri Universitas Suryadarma Jakarta
ABSTRAK
Line muffler 3C1 Assy di PT. Sakura Java Indonesia mempunyai waktu idle karena waktu proses di stasiun kerja yang belum seimbang kadang menyebabkan stop line. Dari perhitungan diketahui bahwa cycle time / waktu siklus yang diperoleh adalah sebesar 43,25 detik dan angka tersebut diambil berdasarkan waktu terbesar dari 6 stasiun kerja yang ada. Penulis bermaksud ingin meneliti sebab-sebab terjadinya keterlambatan waktu proses yang terjadi pada line muffler 3C1 Assy dan memberikan sumbang saran untuk perbaikan yang akan datang.
Penelitian ini menggunakan metode line balancing dan system production layout. Diantaranya mencari waktu siklus pada 6 stasiun terbesar sebagai acuan dalam penentuan perhitungan berikutnya, menghitung kapasitas perusahaan, penentuan efisiensi mesin, perhitungan jumlah mesin, penambahan jumlah mesin dan penambahan luas lantai. Data diambil dari pengamatan di lapangan dan check sheet daily report. Penulis menggunakan dua metode yaitu metode line balancing dan metode system produksi layout.
Metode line balancing dan system production layout yang telah dilakukan terjadi penurunan cycle time, dari 43,25 detik menjadi 29,00 detik, dan menyebabkan kenaikan produksi sehingga mampu memenuhi kebutuhan pasar sebesar 52.000 unit / bulan.
Kata kunci : Cycle time, Line balancing, Bottleneck
PENDAHULUAN
Dewasa ini perindustrian di Indonesia berkembang dengan pesat dan merupakan penopang yang kuat bagi pertumbuhan ekonomi di Indonesia. Selain itu pertumbuhan industri di Indonesia telah mampu menciptakan suatu persaingan antar industri itu sendiri, dimana untuk memenangkan persaingan tersebut diperlukan suatu kerja yang baik dalam industri tersebut dan salah satunya adalah suatu system produksi yang efisien dan efektif yang ditunjukkan dengan adanya peningkatan kapasitas produksi, efisiensi dan produktifitas.
Umumnya dalam kenyataan yang terjadi sering dijumpai suatu sistem produksi yang diatur seadanya, dimana para pengelola industri tersebut lebih mementingkan agar produksi dapat berjalan terus dan tetap menghasilkan
keuntungan tanpa melalui perhitungan perencanaan produksi yang matang, hal ini secara tidak langsung dapat mengakibatkan adanya penumpukan bahan baku dan produk-produk antara (barang setengah jadi) pada lantai produksi, hal ini disebut sebagai bottleneck. Bottleneck terjadi akibat waktu proses yang lebih lama untuk proses-proses tertentu yang terjadi di
dalam lantai produksi. Secara
keseluruhan peningkatan kapasitas dari suatu proses produksi tergantung ada
tidaknya mesin yang mengalami
bottleneck. Jadi secara tidak langsung bila jumlah mesin yang mengalami bottleneck dapat diminimumkan maka kapasitas produksi dapat meningkat. Hal ini pula yang terjadi di PT. Sakura Java Indonesia.
Masalah yang diteliti adalah kapasitas yang tidak dapat mengikuti permintaan
2 pasar, dalam hal ini kapasitas mesin las
dari bagian pengelasan (Welding line 3C1),sehingga menjadikan pemintaan tersebut ditunda. Adakah kesenjangan Cycle Time di line muffler 3C1 Assy?
Dimanakah kesenjangan tersebut
terjadi? Untuk memenuhi target produksi tindakan apa yang harus dilakukan? Batas diperlukan agar permasalahan tidak terlalu luas dan keluar dari maksud penelitian. Supaya permasalahan yang dianalisis mengarah pada tujuan yang
diharapkan, maka diperlukan
pembatasan masalah sebagai berikut : a. Pengadaan dan pengendalian bahan
baku diasumsikan dapat terpenuhi. b. Penelitian hanya difokuskan pada
satu jenis produk yaitu produk muffler 3C1 (muffler v-ixion) yang tingkat kenaikannya paling tinggi.
c. Penelitian dilakukan dengan study kasus pada lantai produksi PT. Sakura Java Indonesia 1.
d. Penelitian hanya dilakukan pada line assy 3C1.
e. Biaya investasi tidak diperhitungkan. f. Perhitungan luas lantai hanya pada
tahapan yang mengalami
penambahan jumlah mesin/stasiun kerja.
Tujuan penelitian yang dilakukan ini adalah :
a. Menghitung jumlah mesin/stasiun kerja yang diperlukan tiap tahapan proses untuk memenuhi target produksi.
b. Menghitung luas lantai yang diperlukan pada tahapan-tahapan
proses mengalami penambahan
jumlah mesin/stasiun kerja.
c. Memberikan gambaran layout
berdasarkan penambahan luas lantai. d. Menerapkan ilmu yang telah diperoleh
selama kuliah.
METODE
Aliran proses produksi suatu department yang lain membutuhkan
waktu proses (waktu siklus) produk tersebut. Apabila terjadi hambatan atau
ketidak efisienan dalam suatu
department akan mengakibatkan tidak lancarnya aliran material ke department berikutnya, sehingga terjadi waktu tunggu (delay time) dan penumpukkan material (material in proses storage).
Dalam upaya menyeimbangkan line produksi, maka tujuan pokok dari metode ini adalah untuk mengurangi dan meminimumkan waktu menganggur (idle time) pada lintasan yang ditentukan oleh operasi yang paling lambat yaitu dengan cara mendistribusikan unit-unit atau elemen-elemen kerja pada setiap stasiun kerja agar waktu menganggur (idle time) dari stasiun kerja pada suatu lintasan produksi dapat ditekan seminimal mungkin, sehingga pemanfaatan dari peralatan maupun operator dapat
digunakan semaksimal mungkin,
sehingga tercapai tingkat efisiensi yang tinggi bagi setiap department dan berusaha memenuhi rencana produksi yang telah ditetapkan, sehingga diupayakan untuk memenuhi perbedaan waktu kerja antar department dan memperkecil waktu tunggu.
Konsep kesimbangan lini produksi
sangat cocok diterapkan untuk
perusahaan bertipe produksi massal, penyeimbangan lintasan ini akan sangat bermanfaat. Pada produksi misalnya penurunan sedikit waktu siklus produksi akan memberikan penghematan besar dalam biaya produksi. Lini produksi yang seimbang berarti tidak ada operasi-operasi yang menganggur (idle), juga akan memberikan efisiensi yang bermuara pada optimalitas biaya produksi.
Pada produksi massal, lini produksi yang seimbang juga akan memudahkan penyiapan fasilitas dan bahan-bahan
pembantu. Beberapa perusahaan
mengimplementasikan keseimbangan lintasan ini secara maksimal, disertai pemasangan konveyor.
3 Keseimbangan Lintas Produksi
Syarat umum keseimbangan lintas
produksi adalah memaksimumkan
efisiensi dan meminimumkan waktu menganggur. Keseimbangan lintas produksi merupakan keseimbangan antara kapasitas stasiun kerja yang satu dengan kapasitas stasiun kerja lainnya di dalam proses produksi.
Tujuan perencanaan keseimbangan lintas produksi adalah mendistribusikan elemen-elemen kerja pada setiap kerja agar waktu menganggur dari stasiun kerja yang satu dengan stasiun kerja yang lain dapat ditekan seminimal mungkin, sehingga pemanfaatan dari peralatan atau operator dapat digunakan semaksimal mungkin.
Persyaratan yang harus
diperhatikan untuk menunjang
kelangsungan lintasan produksi antara lain :
a. Pemerataan distribusi kerja yang seimbang di setiap stasiun kerja yang terdapat di dalam suatu lintasan produksi fabrikasi atau suatu lintasan perakitan yang bersifat manual.
b. Pergerakan aliran benda kerja yang kontinu pada kecepatan seragam, alirannya tergantung pada waktu operasi.
c. Arah aliran material harus tetap sehingga memperkecil daerah
penyebaran dan mencegah
timbulnya atau mengurangi waktu tunggu karena keterlambatan kerja. d. Produksi yang kontinu guna
menghindari adanya penumpukan benda berja di lain tempat sehingga diperlukan aliran benda kerja pada lintasan produksi secara kontinu.
Pengaturan pekerjaan pada
stasiun kerja di lintasan perakitan produksi tergantung pada :
a. Ukuran part yang akan dirakit b. Predence requitment
c. Luas lantai yang tersedia d. Elemen kerja
e. Sifat pekerjaan yang akan dilakukan.
Permasalahan utama dalam
menyeimbangkan lintas perakitan diantaranya kesimbangan stasiun kerja dan menjaga kelancaran lintas produksi dari lintas perakitan
Setiap perusahaan baik besar maupun kecil akan menghadapi persoalan tentang tata letak/layout. Saat ini yang sering dibicarakan adalah re-layout karena adanya perbaikan, perubahan, ataupun penambahan sebagi dari layout keseluruhan yang ada.
Terdapat beberapa definisi mengenai tata letak fasilitas, diantaranya adalah :
a. James M. Moore, mendefenisikan tata letak fasilitas sebagai perencanaan dari tata Letak fasilitas produksi yang ada sehingga pelaksanaan proses produksi di dalam perusahaan tersebut akan dengan seoptimal mungkin.
b. James M. Apple, mendefenisikan tata letak fasilitas sebagai penggambaran hasil rancangan tentang kegiatan yang berhubungan dengan susunan unsur fisik suatu kegiatan dan selalu berhubungan erat dengan industri manufaktur. c. Drs. Sofjan Assauri, mendefinisikan
tata letak fasilitas sebagai susunan dari mesin-mesin peralatan produksi di suatu pabrik.
d. Fred E. Meyer, mendefinisikan tata
letak fasilitas sebagai
pengorganisasian fasilitas-fasilitas fisik untuk menghasilkan efisiensi
produksi dengan
mempertimbangkan peralatan,
bahan baku, tenaga kerja, dan mesin.
4 Faktor-Faktor Perencanaan Tata Letak
Fasilitas
Faktor-faktor yang berpengaruh terhadap perencanaan tata letak fasilitas.
a.
Produk yang dihasilkanHal ini perlu diperhatikan
1) Besar dan berat produk.
2) Sifat dari produk tersebut yaitu apakahmudah pecah atau tidak, apakah cepatrusak, dsb.
b.
Urutan produksinya.c.
Kebutuhan akan ruangan yang cukup luas.d.
Peralatan/mesin-mesin itu sendiri, berat dan besar mesin.e.
Maintenance dan replacementMesin-mesin harus ditempatkan
sedemikian rupa sehingga
Maintenance – nya dilakukan dan replacement-nya juga mudah.
f.
Adanya kapasitas. Dalam hal ini tidakada balance sehingga ada
pemborosan.
Keseimbangan kapasitas harus
diperhatikan terutama dalam
productlayout karena di sini diatur menurut urutan prosesnya.
g.
Minimum movement, dengan gerak yang sedikit maka biayanya akan lebih rendah.h.
Aliran (flow) dari material, yaitu arus yang harus diikuti oleh suatu produk pada waktudiproduksi.i.
Employee area, yaitu tempat kerja buruh di pabrik harus Cukupmengganggu keselamatan dan
kesehatannya serta kelancaran produksi.
j.
Service area, seperti kantin, WC, dll harus diatur sedemikian rupa sehingga dekat dengan tempat kerja.k.
Waiting area, yaitu untuk mencapaialiran material yang optimum, maka kita harus menyimpan barang-barang sambil menunggu proses selanjutnya.
l.
Plant Climate, yaitu pengaturan udaradalam pabrik sehingga sesuai dengan kebutuhan produk dan buruh.
m.
Flexibility, penambahan ataupun perubahan mesin, produk, dan prosesakan terjadi seiring dengan
perkembangan teknologi dan waktu. Olehkarena itu layout dibuat sedemikian rupa dapat fleksibel.
Tujuan Pengaturan Tata Letak
Fasilitas
Pengaturan tata letak fasilitas
mempunyai beberapa tujuan
diantaranya:
a. Meningkatkan efisiensi penggunaan peralatan produksi.
b. Mengurangi waktu tunggu/delay. c. Mengurangi bottleneck.
d. Meningkatkan output perusahaan. e. Mengurangi ongkos produksi. f. Perawatan lebih mudah dilakukan. g. Mempertinggi keselamatan kerja. h. Mempertinggi fleksibelitas untuk
menghadapi permintaan perubahan. System Production Layout
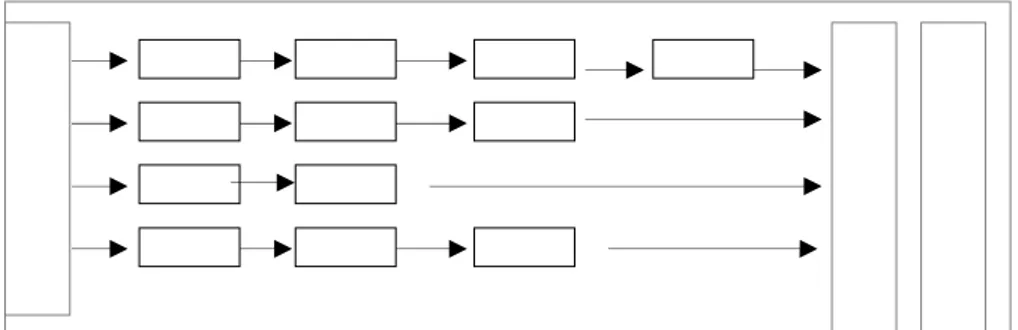
Produk layout merupakan
penyusunan letak fasilitas produksi berdasarkan urutan proses dari bahan baku sampai menjadi produk akhir. Penempatan mesin dan peralatan produksi yang dipergunakan dalam pabrik akan didasarkan kepada urutan proses yang ada di dalam perusahaan tersebut. Dengan demikian mesin yang urutan proses yang berdekatan akan diletakkan pada tempat yang berdekatan pula. Demikian pula sebaliknya untuk mesin vang mempunyai urutan proses yang berjauhan.
Pada umumnya, produk yang dihasilkan oleh perusahaan- perusahaan yang menggunakan layout ini merupakan produk standar. Variasi produk yang ada akan relatif lebih kecil apabila dibandingkan dengan jumlah unit produk yang diproduksi.
Mesin dan peralatan produksi yang dipergunakan, umumnya mempunyai sifat yang khusus sehingga tidak dapat
dipergunakan untuk memproduksi
produk yang lain. Tata letak seperti ini umumnya digunakan jika perusahaan
5 ingin mendapatkan kuantitas produk
yang besar.
Layout ini ditunjukkan pada Gambar 1.
Gambar 1 Product Lay Out
a. Keuntungan dari product Layout 1) Aliran pemindahan material
berlangsung lancar, sederhana, logis, dan biaya material handling rendah
2) Total waktu yang dipergunakan untuk produksi relatif singkat 3) Work in process jarang terjadi
karena lintasan produksi sudah diseimbangkan
4) Pengendalian proses produksi mudah dilaksanakan
b. Kerugian dari product Layout 1) Apabila terdapat kerusakan
salah satu mesin akan dapat menghentikan aliran proses produksi secara total.
2) Tidak adanya fleksibelitas untuk membuat produk yang berbeda. 3) Stasiun paling lambat akan menjadi hambatan bagi aliran produksi.
4) Adanya investasi dalam jumlah besar untuk pengadaan mesin baik dari segi jumlah maupun akibat spesialisasi fungsi yang dimilikinya.
Routing Sheet
Routing Sheet merupakan suatu
atau dokumen yang menyatakan
keterangan atau hal-hal yang perlu diketahui setiap proses yang dilakukan untuk menghasilkan suatu produk tertentu, seperti: efisiensi, jumlah mesin teoritis, waktu proses, dll.
Routing Sheet dibuat
untukmemperkirakan waktu siklus proses produksi secara keseluruhan dalam menyelesaikan satu produk jadi, jumlah
mesin yang dibutuhkan, yang
disesuaikan dengan banyaknya bahan yang terbuang atau produk cacat (defect). Adanya defect tersebut disebabkan karena adanya kesalahan operasi sehingga menghasilkan produk
ditolak karena tidak memenuhi
spesifikasi yang diinginkan.
Waktu Proses Rata-Rata
Pengukuran waktu tersebut dapat dilakukan dengan cara langsung ataupun tidak langsung. Secara langsung dapat dilakukan di tempat pekerjaan yang bersangkutan, dengan operator
dansituasi kerja yang normal.
Pengukuran dilakukan dengan metode jam henti (stopwatch). Secara tidak langsung dapat dilakukan dengan
6 melihat tabel-tabel yang sudah standar
asalkan mengetahui jalannya pekerjaan melalui elemen-elemenperkerjaan. n X X Dengan :
X
= harga rata-rataX
= jumlah total hargan = banyaknya harga
Konsep Efisiensi Kerja Mesin
Efisiensi mesin/stasiun pada umumnya tidak pernahmencapai 100% karena ada beberapa faktor, yaitu:
a. Macam/tipe mesin produksi yang dipakai
b. Cara kerja mesin atau produksi tersebut akan dioperasikan.
c. Kebijaksanaan yang diambiI untuk aktivitas perawatan.
Efisiensi dapat diartikan sebagai
perbandinganantara waktu mesin
beroperasi terhadap waktu kerja
yangtersedia. Efisisensi dapat
dirumuskan sebagaiberikut: D D S D H E 1 t t Dimana : E = efisiensi mesin
H = running time yang diharapkan per periode (jam)
Dt = down time (jam)
St = set Uptime untuk proses pekerjaan per periode (jam)
D = jam kerja perhari (jam)
Penetapan Jumlah Produk Yang
Harus Diproses Oleh Masing-Masing Tahapan
Dalam menjalankan proses
produksi, realita umumyang dijumpai adalah produksi selalu ada defect (produkcacat). Untuk itu suatu kelonggaran (allowance) atautoleransi
harus dibuat dengan memperhatikan adanyabeberapa unit produk akan rusak pada saat aktifitasproduksi berlangsung untuk setiap tahapan prosesnya. Dengan demikian demand rate akan menjadi:
P = Pg + Pd
Dengan :
P = jumlah produk yang
dikehendaki “demand rate”
Pg = jumlah produk yang berkualitas
baik (good parts)
Pd = jumlah produk yang rusak
(defective parts)
Banyaknya produk yang rusak dari masing-masing tahapan proses yang ada pada masing-masing stasiun seperti kondisi mesin atau peralatan yang
dipakai, efektifitas perawatan
(maintenance) yang dilaksanakan, kemampuan operator yang ada dan lain-lain.
Jumlah produk yang rusak ini dapat pula dinyatakan dalam bentuk prosentase kerusakan (p) dari jumlah produk yang berkualitas baik, sehingga rumus diatas dapat disesuaikan menjadi:
) 1 ( p P p g
Penetapan Jumlah Mesin Yang
Dibutuhkan Masing-Masing Tahapan Dalam sebuah pembuatan produk
maka proses produksi bisa
diselenggarakan melalui satu tahapan proses (one-stage) atau melalui
beberapa tahapan proses
(multiple-stage). Bilamana proses
produksi terdiri dari hanya satu tahapan proses saja, maka penetapan kapasitas produksi dari mesin atau fasilitas lainnya ditentukan secara langsung berdasarkan output rate dari sistem produksi tersebut. Seperti terlihat pada gambar 2.
7 Gambar 2 Proses Produksi Operasi Tunggal
Dalam prakteknya, untuk
pembuatan sebuah produk yang
umumnya dijumpai harus melalui berbagai tahapan proses di mana antar satu proses dengan proses yang lainnya
memiliki kapasitas produksi yang berbeda-beda sehingga sering terjadi ketidak lancaran aliran material akibat kapasitas mesin yang berbeda-beda
tersebut. Hal ini ditunjukkan
padagambar.3. Kelebihan kapasitas
(exces capacity)
Gambar 3 Proses Produksi Operasi Bertingkat
Pada proses produksi tahap operasi bertingkat ini digunakan berbagai macam mesin atau peralatan produksi untuk melaksanakan kegiatan operasi setiap tahapan. Dengan demikian sangatlah sulit dan tidak mungkin untuk memasang setiap tahapan proses dengan kapasitas setiap tahapan proses dengan kapasitas maksimum yang sama. Konsekuensi logis yang harus diterima akan hal tersebut adalah terjadinya penyumbatan-penyumbatan arus aliran material (bottlenecks). Untuk
mengatasi kemacetan-kemacetan
tersebut dapat dilakukan dengan langkah-langkah seperti pengaturan keseimbangan lintasan produksi (line-balancing).
Suatu langkah dasar dalam
pengaturan tata letakpabrik yang baik adalah dengan menentukan jumlah mesinatau peralatan produksi yang dibutuhkan secara tepat.
Untuk keperluan penentuan jumlah mesin yang dibutuhkan maka disini ada beberapa informasi yang harus diketahui sebelumnya, yaitu :
a.
Volume produksi yang ingin dicapai.b.
Estimasi scrap pada setiap prosesoperasi.
c.
Waktu kerja standar untuk proses operasi yang berlangsung.Selanjutnya untuk menentukan jumlah mesin yang dibutuhkan pada masing-masing tahapan proses adalah menggunakan rumus umum berikut:
E D P x T Ni i i . 60 Dengan :
Ni = jumlah mesin untuk tahapan proses-I (unit)
Ti = waktu operasi (menit)
Pi = jumlah produk yang harus dibuat pada tahap –i
D = waktu kerja per hari (jam/hari) Ei = faktor efisiensi kerja mesin yang
8
pair, atau hal-hal lain yang menyebabkan terjadainya idle
Jumlah mesin yang didapat apabila berupa desimal, maka dibulatkan ke atas. Hal ini dilakukan untuk meminimalisasi idle dalam pembebanan kerja mesin. Untuk pelaksanaan pembuatan angka disarankan pada saat akhir proses perhitungan
Perancangan Tata Letak Fasilitas Produksi
Perancangan ini memerlukan beberapa data yang akan dipergunakan sebagai dasar pertimbangan. Oleh
karena itu dalam kegiatan
mengumpulkan data yang diperlukan sedapat mungkin dapat dilaksanakan dengan sebaik-baiknya. Hal tersebut dilakukan agar tidak penyimpangan dalam analisis data yang dilaksanakan guna perancangan layout. Adapun beberapa data yang diperlukan sebagai berikut:
a. Jumlah dan jenis produk. b. Komponen produk.
c. Urutan pelaksanaan proses
produksi.
d. Mesin dan peralatan produksi yang digunakan, data-data seperti jenis, ukuran, dll.
Luas lantai yang diperlukan, dalam perhitungannya diperlukan faktor kelonggaran/allowance yang ditentukan berdasarkan kebijakan dari perusahaan itu sendiri. Faktor kelonggaran digunakan untuk ruang gerak bagi tenaga kerja, produk, komponen produk ataupun alat pemindah material.
Pada sub ini adalah awal bagi penulis untuk menerangkan tujuan dari penelitian yang akan dilakukan, sehingga
penulis dapat memfokuskan
pembahasan yang akan diteliti. Adapun tujuannya adalah menganalisis tentang keterlambatan waktu proses / idle time yang paling banyak. Penelitian ini menata ulang keseimbangan lintasan
dan memungkinkan penambahan mesin serta luas lantai yang digunakan.
Data untuk penelitian ini diambil di PT. Sakura Java Indonesia yang diambil pada bulan Juli – Agustus 2011.
Teknik Analisis Data
Setelah data yang diperlukan terkumpul, maka dilakukan analisis data sebagai berikut :
a. Kapasitas produksi line 3C1 saat ini dan cycle time rata-rata tiap tahapan proses.
b. Perhitungan jumlah mesin/stasiun kerja untuk memenuhi target produksi. Untuk menentukan jumlah mesin dan tenaga kerja guna memenuhi permintaan yang ada, dalam penelitian ini langkah pertama yang dilakukan adalah menetukan waktu proses dari masing-masing tahapan. Setelah itu, perlu diketahui tingkat efesiensi mesin/stasiun kerja dan prosentase produk cacat tiap tahapan proses.
c. Perhitungan luas lantai yang
dibutuhkan setelah adanya
penambahan jumlah mesin/stasiun kerja, untuk memenuhi target produksi.
d. Menggambarkan layout setelah
adanya penambahan jumlah
mesin/satuan kerja dan luas lantai. HASIL DAN PEMBAHASAN
Setelah pengamatan yang penulis lakukan di lapangan, maka langkah selanjutnya adalah pengumpulan data hasil pengamatan yang telah diperoleh. Pengumpulan data yang saya lakukan adalah mencatat dan menghitung waktu dari masing-masing stasiun kerja dan tiap proses yang dilakukan selama penelitian berlangsung, pengumpulan data yang dilakukan adalah sebagai berikut :
9
a. Data waktu siklus pada perakitan Muffler Assy 3CI
Jumlah data waktu siklus yang diambil adalah 10 buah data perakitan untuk setiap elemen kerja atau work
assignment dari varian tersebut.
Pengambilan data waktu siklus untuk tiap-tiap elemen pekerjaan dilakukan dengan cara menggunakan metode jam henti (stopwacth) sebagai alat bantu di lapangan.
b. Setiap elemen kerja ditangani oleh operator dalam satu stasiun kerja
Di bawah ini merupakan tabel
nama-nama elemen kerja untuk
perakitan Muffler Assy 3CI adalah sebagai berikut:
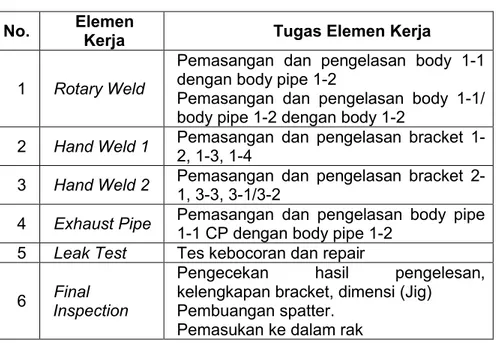
Tabel 1 Elemen Kerja Line Muffler Assy 3CI
No. Elemen
Kerja Tugas Elemen Kerja
1 Rotary Weld
Pemasangan dan pengelasan body 1-1 dengan body pipe 1-2
Pemasangan dan pengelasan body 1-1/ body pipe 1-2 dengan body 1-2
2 Hand Weld 1 Pemasangan dan pengelasan bracket 1-2, 1-3, 1-4
3 Hand Weld 2 Pemasangan dan pengelasan bracket 2-1, 3-3, 3-1/3-2
4 Exhaust Pipe Pemasangan dan pengelasan body pipe 1-1 CP dengan body pipe 1-2
5 Leak Test Tes kebocoran dan repair
6 Inspection Final
Pengecekan hasil pengelesan,
kelengkapan bracket, dimensi (Jig) Pembuangan spatter.
Pemasukan ke dalam rak
Data Jumlah Waktu Pengamatan Waktu siklus elemen kerja adalah
waktu yang diambil pada saat
pengamatan berlangsung pada tiap elemen kerja. Penulis mengambil data di PT. Sakura Java Indonesia yang diambil pada bulan Juli – Agustus 2011.Jumlah pengamatan yang dilakukan sebanyak 10 kali pengamatan dan menggunakan alat bantu berupa jam henti / stopwatch. Pengukuran waktu dengan stop watch ini dilakukan secara terus – menerus
(continous timing), maka pengamat akan menekan tombol stopwatch pada saat
elemen pertama dimulai dan
membiarkan jarum petunjuk stopwatch berjalan secara terus-menerus sampai periode / siklus kerja selesai berlangsung. Data tabel waktu siklus 10 kali pengamatan pada 6 elemen kerja, dapat dilihat pada tabel 2.
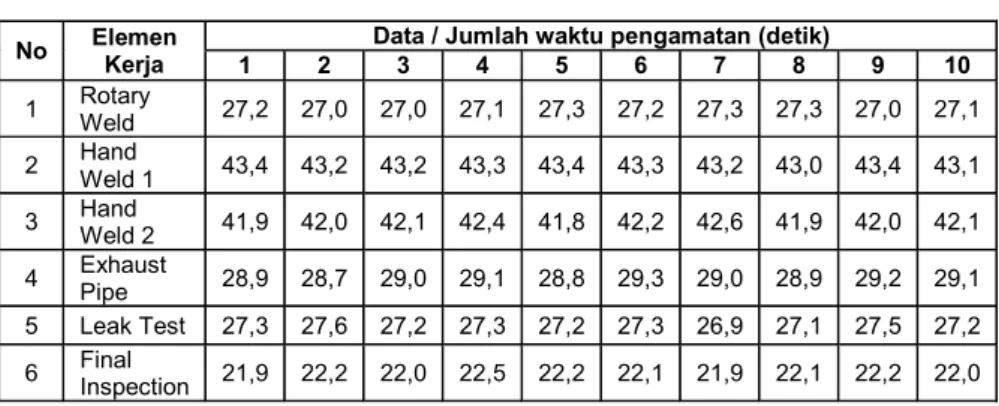
10 Tabel 2
Lembar Pengamatan Dengan Metode Stopwatch
No Elemen Kerja
Data / Jumlah waktu pengamatan (detik)
1 2 3 4 5 6 7 8 9 10 1 Rotary Weld 27,2 27,0 27,0 27,1 27,3 27,2 27,3 27,3 27,0 27,1 2 Hand Weld 1 43,4 43,2 43,2 43,3 43,4 43,3 43,2 43,0 43,4 43,1 3 Hand Weld 2 41,9 42,0 42,1 42,4 41,8 42,2 42,6 41,9 42,0 42,1 4 Exhaust Pipe 28,9 28,7 29,0 29,1 28,8 29,3 29,0 28,9 29,2 29,1 5 Leak Test 27,3 27,6 27,2 27,3 27,2 27,3 26,9 27,1 27,5 27,2 6 Final Inspection 21,9 22,2 22,0 22,5 22,2 22,1 21,9 22,1 22,2 22,0
Data Jumlah Mesin dan Jumlah Tenaga Kerja Untuk Tiap Tahapan Proses
Untuk data jumlah mesin dan jumlah tenaga kerja untuk tiap tahapan
proses dapat dilihat pada tabel 3 sebagai berikut :
Lembar Pengamatan dengan
Metode stopwatch
Tabel 3 Data Jumlah Mesin dan Jumlah Operator No Tahapan Proses Jumlah
Mesin
Jumlah Operator per mesin per shift 1 Rotary Weld 1 1 2 Hand Weld 1 1 1 3 Hand Weld 2 1 1 4 Exhaust Pipe 1 1 5 Leak Test 1 1 6 Final Inspection 1 1
Tabel 4 Data Jam Kerja Karyawan
Shift Hari Jam Istirahat 1 Istirahat 2 I Senin – Jum`at 08.00 – 17.00 11.45 – 12.45 15.20 – 15.40 II Senin – Jum`at 20.00 – 05.00 00.00 – 01.00 03.20 – 03.40
Tabel 5 Data Jam Kerja Lembur Harian
Shift Hari Jam Istirahat I Senin –
Jum`at 17.00 – 20.00 18.00 – 18.30 II Senin –
11 Total jam kerja aktif per hari = 9
jam 45 menit
1 bulan kerja = 22 hari Asumsi 1 bulan = 30 hari 1 bulan ada 8 hari libur
Data D, St, Dt dan % Defect
Data Jam operasi kerja mesin / tenaker yang tersedia,dataset up time untuk proses pengerjaan per periode, data down time per periode,dandata presentase kecacatan produk per tahapan proses.
Tabel 6 Data D, St, Dt dan % Defect No Tahapan Proses D (jam) St (menit) Dt (menit) defect % 1 Rotary Weld 9,75 16 12 0 2 Hand Weld 1 9,75 8 8 0 3 Hand Weld 2 9,75 8 8 0 4 Exhaust Pipe 9,75 12 12 0 5 Leak Test 9,75 24 20 0 6 Final Inspection 9,75 8 8 0,01 Keterangan :
D : Jam operasi kerja mesin / tenaker yang tersedia St : Set up time untuk proses pengerjaan per periode Dt : down time per periode
% : presentase kecacatan produk per tahapan proses
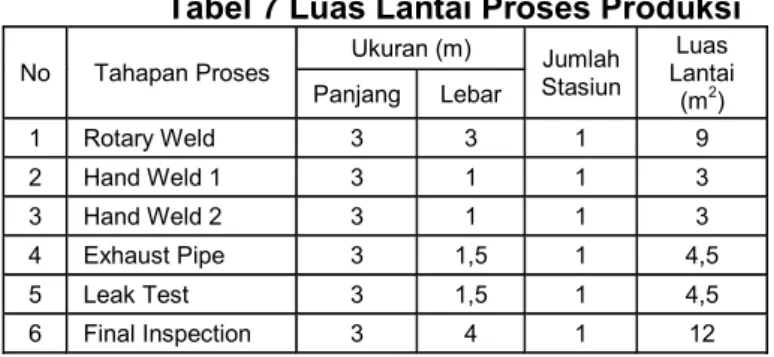
Luas lantai proses produksi yang ada pada perusahaan saat ini dapat dilihat pada tabel 7.
Tabel 7 Luas Lantai Proses Produksi
No Tahapan Proses Ukuran (m) Jumlah Stasiun Luas Lantai (m2) Panjang Lebar 1 Rotary Weld 3 3 1 9 2 Hand Weld 1 3 1 1 3 3 Hand Weld 2 3 1 1 3 4 Exhaust Pipe 3 1,5 1 4,5 5 Leak Test 3 1,5 1 4,5 6 Final Inspection 3 4 1 12
Penentuan Waktu Proses Rata-Rata Untuk mengetahui waktu proses rata-rata dilakukan dengan membagi jumlah total data dengan banyaknya data
yang diambil. Hal tersebut ditentukan berdasarkan hukum rata-rata.
Untuk harga rata-rata waktu proses dari masing-masing stasiun kerja secara lengkap, dapat dilihat pada tabel 8.
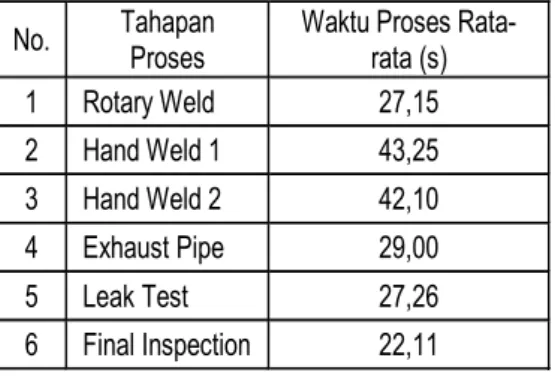
12 Tabel 8 Waktu Proses Rata-Rata Per Stasiun Kerja
No. Tahapan
Proses
Waktu Proses Rata-rata (s) 1 Rotary Weld 27,15 2 Hand Weld 1 43,25 3 Hand Weld 2 42,10 4 Exhaust Pipe 29,00 5 Leak Test 27,26 6 Final Inspection 22,11 Kapasitas Produksi
a. Menentukan Stasiun Kerja Tersibuk Stasiun kerja tersibuk diperoleh dari waktu siklus terbesar per mesin/stasiun kerja. Yang dimaksud Ws di sini adalah waktu proses antar
keluarnya produk dari suatu
departemen yang dipengaruhi oleh jumlah mesin / stasiun dalam departemen tersebut.
Persamaaan yang
digunakan adalah :
Ws = Waktu proses Jumlah mesin / stasiun Hasil perhitungan selengkapnya
disajikan pada tabel 9.
Tabel 9 Penentuan Tahapan Kerja Tersibuk
No Tahapan proses Waktu proses rata – rata (s) Jumlah mesin Ws ( detik ) 1 Rotary Weld 27,15 1 27,15 2 Hand Weld 1 43,25 1 43,25 * 3 Hand Weld 2 42,10 1 42,10 4 Exhaust Pipe 29,00 1 29,00 5 Leak Test 27,26 1 27,26 6 Final Inspection 22,11 1 22,11
* = tahapan kerja tersibuk Dari hasil perhitungan tersebut
dapat diketahui bahwa stasiun kerja tersibuk adalah hand weld 1 dengan waktu siklus paling besar, yaitu 43,25 detik
Kapasitas Perusahaan
Kapasitas produksi perusahaan (line 3C1 Assy) secara umum dapat diketahui dengan membagi waktu yang tersedia dengan waktu siklus stasiun terbesar.
13 Waktu efektif yang tersedia :
= 19 jam 30 menit / hari = 1.170 menit / hari = 70.200 detik / hari
Kapasitas perusahaan= Waktu tersedia Ws terbesar
= 70.200 = 1623,1213 43,25
= 1.623 unit / hari
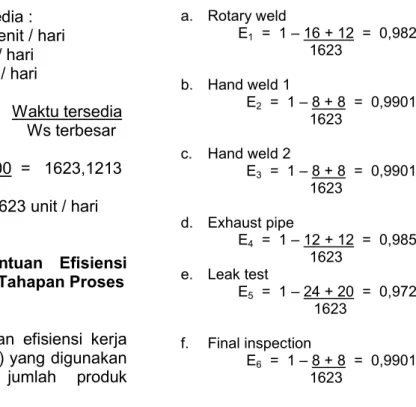
Routhing SheetPenentuan Efisiensi Kerja Mesin Dari Tiap Tahapan Proses
Dalam menentukan efisiensi kerja mesin / tenaga kerja (E) yang digunakan untuk menghasilkan jumlah produk dalam setiap harinya.
a. Rotary weld E1 = 1 – 16 + 12 = 0,9828 1623 b. Hand weld 1 E2 = 1 – 8 + 8 = 0,9901 1623 c. Hand weld 2 E3 = 1 – 8 + 8 = 0,9901 1623 d. Exhaust pipe E4 = 1 – 12 + 12 = 0,9852 1623 e. Leak test E5 = 1 – 24 + 20 = 0,9729 1623 f. Final inspection E6 = 1 – 8 + 8 = 0,9901 1623
Tabel 10 Efisiensi Kerja Mesin / Tenaga Kerja dan % Defect
No Tahapan Proses E Defect (%)
1 Rotary Weld 0,9828 0 2 Hand Weld 1 0,9901 0 3 Hand Weld 2 0,9901 0 4 Exhaust Pipe 0,9852 0 5 Leak Test 0,9729 0 6 Final Inspection 0,9901 0,1
Perhitungan Jumlah Mesin / Stasiun Perhitungan jumlah mesin/stasiun yang dibutuhkan untuk memenuhi permintaan, dilakukan berdasarkan permintaan yang belum terpenuhi saat ini dan sekaligus menjadi target produksi bagi perusahaan.
Sebelum menghitung jumlah
mesin/stasiun yang dibutuhkan, terlebih dahulu ditentukan jumlah produk yang harus dibuat oleh masing-masing tahapan proses. Untuk menentukannya dilakukan dengan cara perhitungan
terbalik, yaitu dari tahapan proses terakhir menuju ke tahapan proses paling awal.
Berikut ini adalah teknis
perhitungannya : Jumlah target produksi = 52.500 unit / bulan = 52.500 / 22 hari = 2386,36 unit / hari = 1194 unit / shift
14
a. Tahapan Final Inspection
P6 = 1194 = 1195, = 1196 unit / hari
(1 – 0.001) b. Tahapan Leak Test
P5 = 1196 = 1196 unit / hari
(1 – 0)
c. Tahapan Exhaust Pipe P4 = 1196 = 1196 unit / hari
(1 – 0)
d. TahapanHand Weld 2 P3 = 1196 = 1196 unit / hari
(1 – 0)
e. Tahapan Hand Weld 1 P2 = 1196 = 1196 unit / hari
(1 – 0)
f. Tahapan Rotary Weld P1 = 1196 = 1196 unit / hari
(1 – 0)
Setelah jumlah produk yang harus dibuat oleh masing-masing tahapan proses diketahui, jumlah mesin/tenaga yang dibutuhkan pada masing-masing tahapan proses dapat dihitung dengan persamaan (3.5) dengan memperhatikan tabel 4.6, tabel 4.14, tabel 4.16.
a. Tahapan Rotary Weld
N1 = 27,5 x 1196 = 0,97 = 1 mesin 60 x 585 x 0,9828
b. Tahapan Hand Weld 1
N2 = 43,25 x 1196 = 1,50 = 2 mesin 60 x 585 x 0,9901
c. Tahapan Hand Weld 2
N3 = 42,10 x 1196 = 1,46 = 2 mesin 60 x 585 x 0,9901
d. Tahapan Exhaust Pipe
N4 = 29 x 1196 = 0,98 = 1 mesin 60 x 585 x 0,9852
e. Tahapan Leak Test
N5 = 27,26 x 1196 = 0,98 = 1 mesin 60 x 585 x 0,9729
f. Tahapan Final Inspection
N6 = 22,11 x 1196 = 0,77 = 1 mesin 60 x 585 x 0,9901
Jumlah operator / tenaga kerja per shift yang dibutuhkan setiap tahapan
proses didapatkan dengan
menjumlahkan jumlah operator / tenaga kerja per mesin/stasiun sebanyak mesin/stasiun yang ada pada tiap tahapan proses. Lebih jelasnya dapat dilihat pada lampiran 4.
Data efisiensi, defect, output, input jumlah mesin teoritis, dan waktu proses selengkapnya tercantum pada routing sheet.
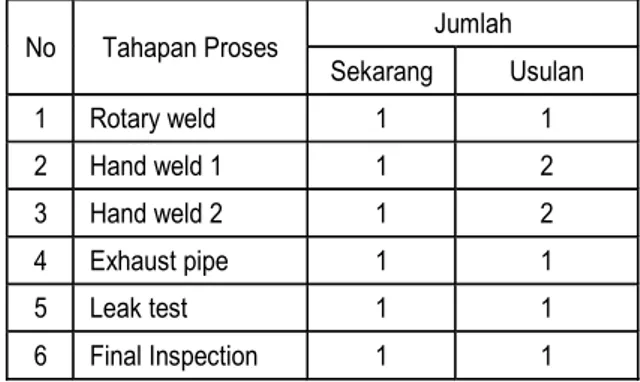
Penambahan Jumlah Mesin / Stasiun Jumlah mesin / stasiun sekarang dan usulan dapat dilihat pada tabel 11.
Tabel 11 Jumlah Mesin / Stasiun Sekarang dan Usulan
No Tahapan Proses Jumlah
Sekarang Usulan 1 Rotary weld 1 1 2 Hand weld 1 1 2 3 Hand weld 2 1 2 4 Exhaust pipe 1 1 5 Leak test 1 1 6 Final Inspection 1 1
15
Jumlah mesin yang harus
ditambah dapat diketahui dengan cara mengurangi jumlah mesin / stasiun usulan (lampiran 3) dengan jumlah mesin / stasiun yang ada saat ini (lampiran 2)
Penambahan mesin / stasiun pada tahapan :
1) Rotary weld = 1 – 1 = 0 mesin 2) Hand weld 1 = 2 – 1 = 1 mesin 3) Hand weld 2 = 2 – 1 = 1 mesin 4) Exhaust pipe = 1 – 1 = 0 mesin 5) Leak test = 1 – 1 = 0 mesin 6) Final inspection = 1 – 1 = 0 mesin
KESIMPULAN
Berdasarkan tujuan penelitian yang dilakukan, dapat diambil kesimpulan sebagai berikut :
a. Berdasarkan perhitungan dapat diketahui waktu proses rata-rata Cycle Time per stasiun kerja di line muffler 3CI Assy, yaitu :
1) Rotary weld dengan waktu proses rata-rata 27,15 detik
2) Hand weld 1 dengan waktu proses rata-rata 43,25 detik
3) Hand weld 2 dengan waktu proses rata-rata 42,10 detik
4) Exhaust pipe dengan waktu proses rata-rata 29,00 detik
5) Leak test dengan waktu proses rata-rata 27,26 detik
6) Final inspection dengan waktu proses rata-rata 22,11 detik
b. Dari data di atas dapat diketahui terjadi kesenjangan Cycle Time di line muffler 3CI Assy yaitu di stasiun kerja Hand weld 1 dan stasiun kerja Hand weld 2 yang memiliki waktu proses rata-rata paling tinggi diantara stasiun kerja yang lain.
c. Untuk memenuhi target produksi dari 35.000 unit / bulan menjadi 52.500 unit / bulan perusahaan harus menambah jumlah mesin dan stasiun kerja, yaitu stasiun
kerja Hand weld 1 dan stasiun kerja Hand weld 2.
d. Penambahan luas lantai yang dibutuhkan yaitu 6 m2 dengan rincian, 3 m2 di stasiun kerja Hand weld 1 dan 3 m2 di stasiun kerja Hand weld 2. (lampiran 5)
e. Gambar layout setelah adanya penambahan jumlah mesin, stasiun kerja dan luas lantai dapat dilihat pada lampiran 4.
Berdasarkan kesimpulan dari analisis data dan pembahasan maka penulis menyarankan kepada pihak perusahaan untuk memilih salah satu alternatif dibawah, untuk memenuhi target produksi. Hal tersebut dapat dilakukan dengan cara :
a. Berinvestasi dengan menambah luas lantai produksi untuk penambahan jumlah mesin/stasiun. b. Bekerja sama dengan pihak lain.
16 DAFTAR PUSTAKA
Ahyari, A. 1994. Manajemen Produksi
Perencanaan Sistem Produksi.
BPFE. Yogyakarta.
Apple, J.M. 1990. Tata Letak Pabrik
dan Pemindahan Bahan. ITB.
Bandung.
Assauri, S. 1980. Managemen
Produksi. Lembaga Penerbit
Fakultas Ekonomi Universitas
Indonesia. Jakarta.
Ginting, Rosnani,2007,Sistem
Produksi,Yogyakarta : Graha Ilmu. Meyers, F.E. 1993. Plant Layout And
Material Handling, Regen / Prentice Hall, New Jersey.
Moore, J.M. 1962. Plant Layout And Design, Macmillan Publishing Co., Inc, New York.
Sutalaksana, I, Z.,Anggawisata, R., Tjakraatmadja, J.H,1979, Teknik Tata Cara Kerja, Departemen Teknik Industri Institut Teknologi Bandung, Bandung.
Wignjosoebroto, S. 1996. Tata Letak Pabrik dan Pemindahan Bahan. PT. Candimas Metropole. Jakarta.
Modul Praktis TeoriPengelasan,
2009,PT. Sakura Java Indonesia.
Modul Praktis Quality
Management2009, PT. Sakura Java Indonesia.
Modul Praktis Total Productivity
Maintenace,2009,PT. Sakura Java Indonesia .