4.1 Hasil Pengumpulan Data
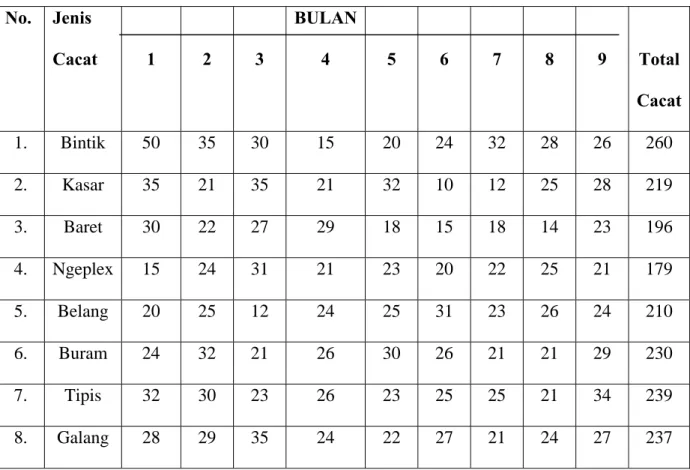
Data jenis cacat yang terjadi pada proses produksi di CV. Abadi Jaya diambil dari hasil audit proses produksi periode Januari 2005-September 2005 adalah sebagai berikut:
Tabel 4.1 Pengumpulan Data No. Jenis Cacat 1 2 3 BULAN 4 5 6 7 8 9 Total Cacat 1. Bintik 50 35 30 15 20 24 32 28 26 260 2. Kasar 35 21 35 21 32 10 12 25 28 219 3. Baret 30 22 27 29 18 15 18 14 23 196 4. Ngeplex 15 24 31 21 23 20 22 25 21 179 5. Belang 20 25 12 24 25 31 23 26 24 210 6. Buram 24 32 21 26 30 26 21 21 29 230 7. Tipis 32 30 23 26 23 25 25 21 34 239 8. Galang 28 29 35 24 22 27 21 24 27 237
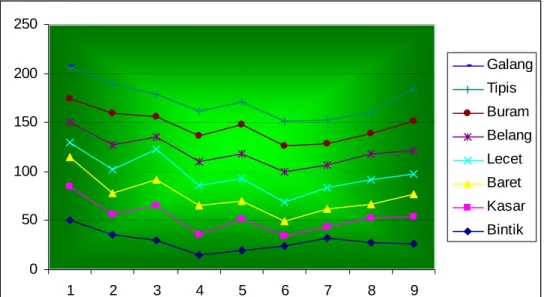
0 50 100 150 200 250 1 2 3 4 5 6 7 8 9 Galang Tipis Buram Belang Lecet Baret Kasar Bintik
Gambar 4.1 Grafik Pengumpulan Data 4.1.1 Pengumpulan Data
Pengumpulan Data dilakukan secara langsung di lantai produksi CV.Abadi
Jaya.
A. Bintik
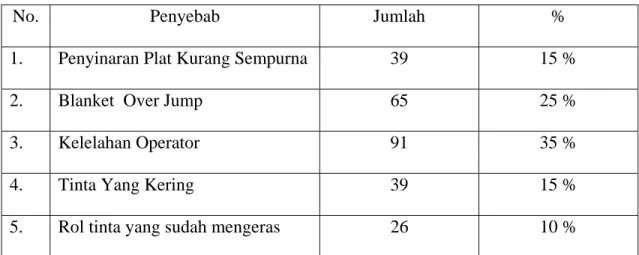
Bintik tinta yang sudah kering yang menonjol di permukaan, disebabkan oleh plat yang kurang bersih saat dicuci, dapat dihilangkan dengan spon yang diolesi dengan plat cleaner.
Tabel A. Cacat Bintik
No. Penyebab Jumlah %
1. Penyinaran Plat Kurang Sempurna 39 15 %
2. Blanket Over Jump 65 25 %
3. Kelelahan Operator 91 35 %
4. Tinta Yang Kering 39 15 %
5. Rol tinta yang sudah mengeras 26 10 %
B. Kasar
Hasil cetakan yang kasar karena adanya debu atau kotoran yang menempel di permukaan kertas yang belum kering atau masih basah. Akibat yang ditimbulkannya adalah warna menjadi kurang tajam.
Tabel B. Cacat Kasar
No. Penyebab Jumlah %
1. Kertas dengan mutu yang rendah 77 35 %
2. Ruangan Kotor 65 30 %
3. Kualitas tinta yang kurang baik 77 35 %
C. Baret
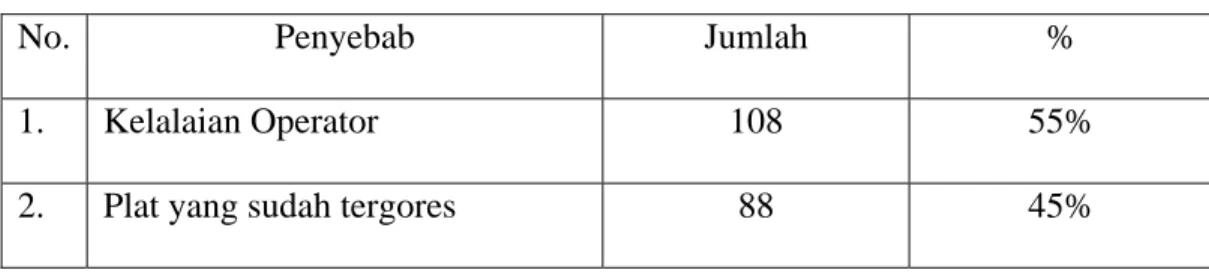
Hasil cetakan yang tergores yang seringkali ditimbulkan oleh roda-roda aparat yang terlalu menekan yang terdapat di dalam mesin cetak.
Tabel C. Cacat Baret
No. Penyebab Jumlah %
1. Kelalaian Operator 108 55%
2. Plat yang sudah tergores 88 45%
D. Ngeplex
Ngeplex terjadi bila cetakan yang dicetak itu berupa blok(raster 100%) tidak diberikan powder yang cukup, maka akan menimbulkan cetakan yang satu akan saling tindih dengan cetakan yang lain
Tabel D. Cacat Ngeplex
No. Penyebab Jumlah %
1. Tinta yang belum kering karena
cetakan ditumpuk terlalu tinggi
54 30 %
2. Cetakan yang belum kering
dipotong
54 30 %
3. Kelalaian operator karena kurang
memberikan powder yang cukup
E. Belang
Perbedaan intensitas warna karena proses yang dilakukan oleh operator tidak sempurna, karena kendala dari setelan tinta yang berubah-ubah atau tidak stbail
Tabel E. Cacat Belang
No. Penyebab Jumlah %
1. Setelan tinta yang tidak merata 105 50%
2. Rol tinta yang sudah aus 105 50%
F. Buram
Buram terjaadi karena terjadinya perbedaan warna yang tidak stabil yang dilakukan operator melalui CPC, hal ini bias dihilangkan dengan menggunakan minyak pembersih yang dinamakan minyak RWA.
Tabel F. Cacat Buram
No. Penyebab Jumlah %
1. Kelalaian operator dalam
menyetel CPC(Control Process
Unit)
138 60%
2. Film cetak yang dibuat tidak
sesuai dengan contoh yang diberikan
G. Tipis
Bagian cetakan yang mempunyai ketebalan warna yang tidak merata, dikarenakan setelan skala tinta tidak dibuka dan akibat yang ditimbulkannya adalah warna cetakan menjadi tipis.
Tabel G. Cacat Tipis
No. Penyebab Jumlah %
1. Penyetelan skala tinta yang kurang
sempurna
71 30 %
2. Penyinaran Plat terlalu lama 84 35 %
3. Pencucian plat terlalu lama 84 35 %
H. Galang
Galang berarti setelan tinta yang dilakukan oleh operator kurang pas. Galang kadang-kadang juga dipengaruhi faktor rol air, kalau rol air sudah botak atau sudah aus maka bisa menimbulkan galang
Tabel H. Cacat Galang
No. Penyebab Jumlah %
1. Setelan tinta yang kurang pas 71 30 %
2. Faktor rol air yang sudah aus 84 35 %
3. Pencampuran tinta yang dilakukan
operator kurang sempurna
Berikut ini adalah keterangan data jenis cacat yang paling umum ditemukan dalam proses produksi CV. Abadi Jaya adalah sebagai berikut:
A. Bintik
Bintik tinta yang sudah kering yang menonjol di permukaan, disebabkan oleh plat yang kurang bersih saat dicuci, dapat dihilangkan dengan spon yang diolesi dengan plat cleaner.
B. Kasar
Hasil cetakan yang kasar karena adanya debu atau kotoran yang menempel di permukaan kertas yang belum kering atau masih basah. Akibat yang ditimbulkannya adalah warna menjadi kurang tajam.
C. Baret
Hasil cetakan yang tergores yang seringkali ditimbulkan oleh roda-roda aparat yang terlalu menekan yang terdapat di dalam mesin cetak.
D. Ngeplex
Ngeplex terjadi bila cetakan yang dicetak itu berupa blok(raster 100%) tidakdiberikan powder yang cukup, maka akan menimbulkan cetakan yangsatu akan saling tindih dengan cetakan yang lain.
E. Belang
Perbedaan intensitas warna karena proses yang dilakukan oleh operator tidak sempurna, karena kendala dari setelan tinta yang berubah-ubah atau tidak stbail.
F. Buram
Buram terjaadi karena terjadinya perbedaan warna yang tidak stabil yang dilakukan operator melalui CPC(Control Process Unit), hal ini bias dihilangkan dengan menggunakan minyak pembersih yang dinamakan minyak RWA.
G. Tipis
Bagian cetakan yang mempunyai ketebalan warna yang tidak merata, dikarenakan setelan skala tinta tidak dibuka dan akibat yang ditimbulkannya adalah warna cetakan menjadi tipis.
H. Galang
Galang berarti setelan tinta yang dilakukan oleh operator kurang pas. Galang kadang-kadang juga dipengaruhi faktor rol air, kalau rol air sudah botak maka bisa menimbulkan galang. Galang yang dimaksud adalah suatu cetakan yang bergaris-garis.
4.2 Analisis Data
Analisis Data yang dilakukan adalah dengan menggunakan metode /alat-alat
yang terdapat dalamTQM( Total Quality Managment) adalah sebagai berikut:
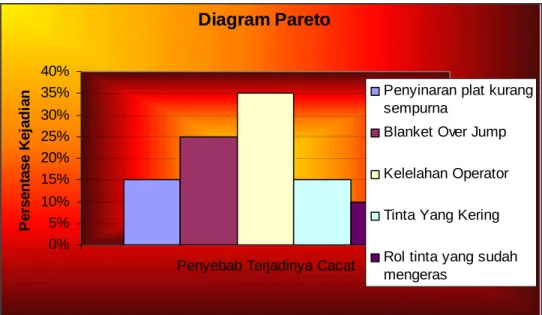
4.2.1 Diagram Pareto
Dari data yang diperoleh dari departemen Produksi terdapat banyak jeniscacat yang kemudian dapat diurutkan berdasarkan prosentase kejadian dari yang terbesar sampai yang terkecil. Dan dapat digambarkan dalam diagram pareto sebagai berikut ini:
Diagram Pareto 0% 5% 10% 15% 20% 25% 30% 35% 40%
Penyebab Terjadinya Cacat
P e rs e n ta s e K e ja d ia
n Penyinaran plat kurang
sempurna
Blanket Over Jump Kelelahan Operator Tinta Yang Kering Rol tinta yang sudah mengeras
Gambar 4.2.1 Digaram Pareto
Dengan diagram pareto maka kita dapat menganalisa sebab-sebab terjadinya bintik diantaranya adalah:
4.2.1.1 Penyinaran Plat Kurang Sempurna
Penyinaran plat kurang sempurna dikarenakan kurang atau lebihnya waktu penyinaran plat yang dilakukan oleh operator, sehingga menimbulkan bintik yang samar-samar terdapa di dalam plat yang pada akhirnya naik cetak akan menimulkan cacat bintik.
4.2.1.2 Blanket Over Jump
Blanket yang rusak dikarenakan kertas yang masuk silinder mesin sehingga
dapat terjadi kerusakan di blanket yaitu blanket menjadi rusak (cacat). Akibat yang ditimbulkannya adalah dengan kertas yang masuk di silinder maka blanket akan
mengalami bekas dari kertas tersebut dan bila melakukan proses percetakan maka akan menimbulkan cacat bintik yang diakibatkan oleh kertas tersebut.
4.2.1.3 Kesalahan Operator
Kesalahan operator karena disebabkan oleh kurang kontrol terhadap produk cetakan dan kurang pengalaman dari operator itu sendiri.
4.2.1.4 Faktor Tinta Yang Kering
Tinta yang kering ini disebabkan oleh terlalu lamanya tinta dibuka dan tidak ditutup kembali. Dan akibat yang ditimbulkannya adalah bila tinta yang kering itu walaupun bisa dipakai tetap akan menghasilkan cetakan yang berbintik, hal ini disebabkan oleh di dalam tinta itu sendiri sudah terjadi proses pengerasan zat tinta.
4.2.1.5 Rol tinta yang sudah mengeras
Rol yang sudah mengeras disebabkan oleh tidak bersihnya pencucian rol yang dilakukan operator. Akibat yang ditimbulkannya adalah bekas tinta yang sudah mengeras bersama rol pada waktu pencetakan akan mengeluarkan serbuk yang pada akhirnya akan menjadi bintik yang menempel di permukaan cetakan.
4.2.2 Histogram
Histogram digunakan membuat diagram batang tentang jumlah cacat bintik
dari data audit peride januari 2005 – september 2005. Dengan histogram maka akan lebih mudah dilihat distribusi frekuensi atau data yang ada untuk melihat beragam persoalan, dimana dalam gambar akan terlihat harga dan derajat penyebarannya,
selain itu juga akan lebih mudah dalam melihat jenis data yang mempunyai frekuensi tertinggi maupun yang terndah dalam suatu persoalan.
Histogram 0 10 20 30 40 50 60 1 2 3 4 5 6 7 8 9
Penyebab Terjadinya Cacat
Fre k ue ns i K e ja di a
n Penyinaran plat kurang
sempurna
Blanket Over Jump kelelahan operator Tinta Yang kering rol tinta yang sudah mengeras
Gamabr 4.2.2 Histogram
Analisa dengan menggunakan histogram adalah kita dengan mudah dapat mengetahui jumlah cacat bintik dan penyebabnya itu seperti apa. Kita juga dapat mengetahui jumlah frekunensi cacat bintik yang terjadi pada suatu cetakan dalam kurun waktu tertentu.
4.2.3 Diagram Sebab-Akibat (Diagram Fishbone)
Diagaram Sebab-Akibat merupakan salah satu dari banyak alat yang dapat membantu mengidentifikasi lokasi yang mungkin dari terjadinya masalah-masalah mutu dan lokasi pemeriksaan, yang juga disebut Diagaram Ishikawa atau Diagaram Tulang Ikan(Fishbone).
Dalam menentukan faktor-faktor penyebab utama dari cacat belang ini , maka untuk memudahkan pengamatan dilakukan terhadap faktor-faktor utama yang mempengaruhi berlangsungnya proses produksi yaitu: manusia, mesin, material(bahan baku), metode dan lingkungan. Dari kelima faktor tersebut diatas, hanya ada 4 faktor yang menyebabkan terjadinya cacat tersebut, yaitu: manusia, mesin, metode dan lingkungan.
Faktor Material tidak dapat dikatakan sebagai faktor penyebab dengan alasan sebagai berikut:
Material yang digunakan merupakan material dengan mutu terbaik dan sudah lolos pemeriksaan kelaiakan pakai pada awal proses. Bila ada material yang salah atau tidak memenuhi standar mutu terbaik maka akan langsung dikembalikan ke perusahaan yang bersangkutan.
Dari hasil pengolahan data penyebab utama dari cacat ini diurutkan mulai dari yang paling dominan yaitu:
4.2.3.1 Manusia
Elemen manusia mempunyai peranan yang sangat penting dalam proses produksi, oleh karenanya harus diketahui faktor-faktor apa saja yang dapat menggangu kegiatan kerjanya. Berikut ini merupakan faktor-faktor yang mempengaruhi kesalahan kerja operator dalam proses produksi :
4.2.3.1.1 Kurangnya Pelatihan (traning) yang diberikan
Kurangnya pelatihan (traning) yang diberikan mepakan salah satu faktor yang dapat menganggu kegiatan kerja seorang operator. Bila seorang operator tidak diberikan fasilitas pendidikan atau pelatihan oleh orang yang lebig ahli, maka akan mengakibatkan hasil kerja dari seorang operator akan tidak maksimal, dan ujung-ujungnya maka konsumen(pelanggan) menjadi tidak percaya lagi akan kualitas cetakan yang operator hasilkan dan perusahaan dalam hal ini CV. Abadi Jaya akan mengalami kerugian yang cukup besar.
4.2.3.1.2 Kurang Pengalaman (Under Experienced)
Walaupun operator sudah diberikan pelatihan(training), itu masih belum cukup untuk menjamin opeartor tersebut akan menghasilkan suatu cetakan dengan hasil kualitas yang memukau, Seorang operator membruhkan waktu selama 6 tahun untuk menguasai segala sesatu yang berhubungan dengan mesin yang dijalaninya. Jadi setelah operator dberikan pelatihan dan ternyata hasilnya memuaskan belum menjadi garansi seorang operator dapat mengasilkan suatu cetakan yang berkulaitas.
4.2.3.1.3 Kelelahan dan Kejenuhan Akibat Kerja Yang Monoton.
Di dalam proses produksi dalam hal memproduksi sebuah cetakan, maka sangat dibutuhkan tingkat ketelitian dan keterampilan yang tinggi dalam proses pengerjaannya. Sedikit saja terjadi kesalahan maka dapat menyebabkan cacat produk.
Kelelahan dan kejenuhan merupakan salah satu masalah pada faktor manusia, di samping masalah keterampilan. Untuk mengantisipasi hal tersebut diatas maka telah ditetapkan sistem kerja shift untuk para operator dan para keneknya. Hal
ini bertujuan untuk mengatasi kejenuhan dan kelelahan bekerja yang mungkin timbul. Standar yang diterapkan adalah dengan menggunakan sistem kerja shift
(rolling) kepada karyawan yang pagi dan malam dalam hal ini operator dan kernet
setipa minggu, hal ini dilakukan agar tidak terjadi kejenuhan dalam bekerja.
4.2.3.2 Mesin dan Peralatan
Peralatan yang digunakan dalam kondisi kotor dan sudah hampir rusak, terkadang ada perlatan tertentu yang hilang atau kurang, tetapi operator tetap meneruskan pekerjaannya dengan menggunakan alat pengganti seadanya. Standar yang diterapkan adalah setiap sudah selesai bekerja maka para operator wajib membersihkan dan merawat mesin-mesin dengan cara menyemprotkan oli ke bagain yang mulai mengalami proses oksidasi(karat), hal ini penting dilakukan agar kinerja mesin tetap dapat bekerja dengan optimal.
4.2.3.3 Lingkungan
Kondisi ruangan dan blower yang kotor juga menjadi penyebab terjadinya cacat bintik, hal ini terjadi karena adanya debu dari hasil kerja produksi yang lain. Standar yang digunakan adalah perusahaan membuat sistem piket setiap pagi dari jam 8 –jam 9 kepada seluruh karyawan untuk menyapu bagian lingkungannya masing-masing.
4.2.3.4 Metode
Metode yang digunakan dalam proses produksi belum sesuai dengan standar yang diharapkan. Hal ini ditunjukkan dengan beragam cacat yang terjadi. Standar yang diterapkan adalah metode yang dilakukan oleh operator dan kernet mesin cetak
harus melalui prosedur-prosedur tang telah ditetapkan oleh perusahaan seperti kernet setiap pagi harus menyiapkan air untuk membersihkan plat dan operator harus mempertanggungjawabkan hasil cetakan yang salah dan sebagainya.
Metode Mesin Dan Peralatan
Penerapan Kondisi tool sudah Perintah yang rusak
salah Tool kotor Penanganan metode
Yang sulit dimengerti
Cacat Bintik
Kurang Pengalaman Ruangan Kotor (Underexperienced)
Kelelahan akibat Kerja yang monoton Blower Kotor
Kurangnya training yang diberikan
Lingkungan Manusia
Gambar 4.2.3 Diagram Tulang Ikan(Fishbone)
4.2.4 Diagram Pencar
Membuat diagram pencar tentang jumlah cacat bintik dari data audit januari 2005-September 2005. dengan diagram pencar, maka dapat dilihat ada atau tidak adanya korelasi dari suatu penyebab terhadap penyebab lain.
Diagram Pencar 0 10 20 30 40 50 60 0 2 4 6 8 10 Bulan Ju m lah C a c a t Bintik
Gambar 4.2.4 Diagram Pencar
Tabel 4.2 Stratifikasi Cacat Bintik
Bulan Jumlah Cacat Bintik
Janauari 50 Febuari 35 Maret 30 April 15 Mei 20 Juni 24 Juli 38
Agustus 22 September 26
Kemudian dari tabel Stratifikasi Cacat Bintik, maka dapat dibuat peta kendali
C dengan perhitungan seperti dibawah ini:
C Bar = 260/9 = 28,8
UCL = 28,8 + 3√28,8 = 36,99 LCL = 28,8 - 3√28,8 = 12,70
Dari perhitungan peta kendali C yang didapat dari data-data yang diperoleh, maka diperoleh hasil nilai C bar= 28,8 , UCL = 36,99 , LCL = 12,70
Hal ini menunjukkan bahwa proses produsi di lantai produksi CV. Abadi Jaya mengalami defect yang berada di luar batas control. Hal ini dapat dilihat dari adanya cacat bintik pada bulan januari yang berada di luar batas kendali mutu dari peta kendali C yang dibuat.
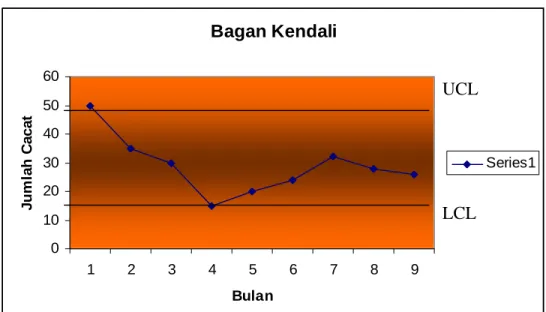
4.2.5 Pengendalian Proses Secara Statisitk (PPS)
PPS berkaitan dengan usaha memonitor standar, penentuan cara mengukur kinerja, dan usaha untuk mengambil tindakan pada saat barang sedang diproduksi.
Sampel produk dari suatu proses diuji; apabila proses berada dalam batas- batas yang dapat diterima, proses dapat dilanjutkan. Bila proses berada di luar batas spesifik tertentu, proses harus dihentikan dan biasanya penyebabnya akan berusahaditemukan dan selanjutnya dihilangkan.
Bagan Kendali 0 10 20 30 40 50 60 1 2 3 4 5 6 7 8 9 Bulan Ju m lah C a c a t Series1 Diagram pengendalian proses ini merupakan grafik yang menunjukkan batas atas dan batas bawah dari suatu proses yang ingin dikendalikan. Diagaram pengendalian proses merupakan persentasi grafik data selam kurun waktu tertentu yang memungkinkan data baru dapat dengan cepat dibandingkan dengan apa yang pernah dilakukan.
UCL
LCL
Gambar 4.2.5 Bagan Kendali
4.3 Evaluasi Kinerja
Evaluasi kinerja yang dapat saya paparkan adalah bahwa jumlah cacat (defect) yang terjadi di CV. Abadi Jaya disebabkan oleh beberapa faktor yakni sebagai berikut:
4.3.1 Faktor Lingkungan
Bila kondisi lingkungan kotor dan berdebu, hal ini akan sangat berisiko terhadap cetakan yang masih basah(belum kering). Bila debu menempel pada hasil cetakan yang belum kering maka akan menyebabkan cacat yakni berupa warna menjadi tidak kontras atau tidak terang lagi.
Di dalam departemen proses produksi ini kemungkinan hasil cetakan yang sudah jadi terkena kotoran tetap ada. Untuk mengantisipasi hal tersebut maka penjagaan kebersihan terhadap area proses produksi harus sangat diperhatikan. Standar yang digunakan adalah perusahaan membuat sistem piket setiap pagi dari jam 8 –jam 9 kepada seluruh karyawan untuk menyapu bagian lingkungannya masing-masing.
4.3.2 Faktor Manusia
Di dalam proses produksi dalam hal memproduksi sebuah cetakan, maka sangat dibutuhkan tingkat ketelitian dan keterampilan yang tinggi dalam proses pengerjaannya. Sedikit saja terjadi kesalahan maka dapat menyebabkan cacat produk. Kelelahan dan kejenuhan merupakan salah satu masalah pada faktor manusia, di samping masalah keterampilan.
Untuk mengantisipasi hal tersebut diatas maka telah ditetapkan sistem kerja shift untuk para operator dan para keneknya. Hal ini bertujuan untuk mengatasi kejenuhan dan kelelahan bekerja yang mungkin timbul. Standar yang diterapkan adalah dengan menggunakan sistem kerja shift (rolling) kepada karyawan yang pagi
dan malam dalam hal ini operator dan kernet setipa minggu, hal ini dilakukan agar tidak terjadi kejenuhan dalam bekerja.
4.3.3 Faktor Mesin Dan Peralatan
Seperti yang kita ketahui mesin-mesin cetak yang dipunyai oleh CV. Abadi Jaya merupakan teknologi yang canggih yang bertujuan untuk menghasilkan cetakan dengan mutu dan kualitas yang terjamin. Namun demikian hal ini juga harus diimbangi dengan sumber daya manusia (SDM) yang handal.
Teknologi yang canggih tidak akan berfungsi secara maksimal bila tidak didukung oleh sumber daya yang memadai. Standar yang diterapkan adalah setiap sudah selesai bekerja maka para operator wajib membersihkan dan merawat mesin-mesin dengan cara menyemprotkan oli ke bagain yang mulai mengalami proses oksidasi(karat), hal ini penting dilakukan agar kinerja mesin tetap dapat bekerja dengan optimal.
4.3.3 Faktor Metode
Metode dalam proses produksi yang ditetapkan harus sesuai dengan standar yang ditetapkan. Maksudnya adalah untuk meminimalisasi kesalahan produk dalam menghasilkan kualitas produk yang memenuhi standar yang diharapkan. Standar yang diterapkan adalah metode yang dilakukan oleh operator dan kernet mesin cetak harus melalui prosedur-prosedur tang telah ditetapkan oleh perusahaan seperti kernet setiap pagi harus menyiapkan air untuk membersihkan plat dan operator harus mempertanggungjawabkan hasil cetakan yang salah dan sebagainya.
4.4 Rencana Implementasi
Rencana Implementasi dengan menggunakan pendekatan kaizen yaitu sebagai berikut:
4.4.1 Why
Pencegahan cacat bintik pada proses produksi CV. Abadi Jaya sangat dibutuhkan. Hal ini selain menganggu jalannya proses tetapi juga menambah biaya produksi yang cukup besar karena hasil produksi majalah banyak yang terbuang disebabkan cacat bintik. Dengan menggunakan faktor-faktor penyebab terjadinya cacat ini maka perusahaan akan dapat mengurangi jumlah cacat sedikit mungkin sehingga biaya produksi juga berkurang dan ini juga akan meningkatkan kualitas dan kuantitas produksi.
4.4.2 What
Faktor yang paling menyebabkan cacat bintik ini adalah kesalahan manusia dalam hal ini operator yang mengalami kelelahan. Operator harus selalu diingatkan untuk selalu bekerja sesuai dengan prosedur yang ditentukan perusahaan.
4.4.3 Where
Pennaggulangan cacat bintik ini dilakukan dilini produksi CV. Abadi Jaya. Khususnya pada mesin cetak yang terdiri dari mesin Sorm2 W, GTO 4 W dan mesin GTO 1W.
4.4.4 When
Penanggulangan cacat bintik ini harus dipecahkan sesegera mungkin supaya cacat bintik ini bisa berkurang agar proses produksi menjadi lebih lancar dan produktivitas kerja jadi meningkat.
4.4.5 Who
Penanggulangan cacat bintik ini harus dilakukan kerjasama antara bagian QC(Quality Control) dengan bagian produksi. Dalam penanggulangan ini operator mempunyai peranan yang paling besar dalam menurunkan cacat bintik ini.
4.4.6 How
Untuk pelaksanaan penanggulangan cacat bintik ini maka melibatkan faktor manusia yaitu kepala Quality Control harus selalu megingatkan operator untuk selalu mengikuti prosedur kerja yang telah ditetapkan.
Metode yang digunakan untuk menangani masalah adalah sebagai berikut: Dengan menggunakan sistem kerja shift (rolling) kepada karyawan yang pagi
dan malam dalam hal ini operator dan kernet setipa minggu, hal ini dilakukan agar tidak terjadi kejenuhan dalam bekerja.
Karyawan harus diberikan pelatihan (training) yang cukup agar dapat meminmalisir kesalahan yang terjadi.