55 4.1 Perhitungan Gaya
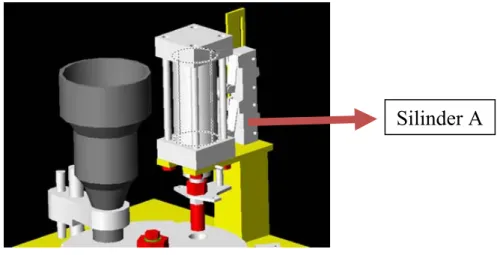
4.1.1 Perhitungan Gaya Silinder A Untuk Pemadatan Produk
Gaya yang membebani silinder A adalah gaya pegas, berat beban total dan gaya gesek.
Gambar 4.1 Silinder A
Gambar 4.2 Gaya yang Terjadi pada Silinder A
Gaya untuk silinder A dapat di hitung dengan ∑Fx: ∑Fx = 0
Gaya untuk silinder A dapat di hitung dengan ∑Fy: ∑Fy= 0
Fa – Fp + W – fk = 0 Fa = Fp – W + fk
Untuk menghitung besarnya Fsil terlebih dahulu kita harus menghitung komponen-komponen yang mempengaruhinya.
Gaya pegas
Pegas yang digunakan adalah 2 pegas tarik dengan ketentuan : Panjang Beban ( Lo ) = 48 ( mm )
Diameter Rata-rata ( D ) = 10 ( mm ) Diameter Penampang ( d ) = 1 ( mm ) Jumlah lilitan pegas = 17
Berdasarkan persamaan 2.3, maka : n = N – ( 1,4 S/d 2 ) = 17 – 2 = 15 Konstanta pegas (k) = . . . = . . . . = 0,066 (kg/mm)
Gaya tarik pegas (F) = k.x = 0.066 . 48 = 3,168 . 9,81 = 31,078 (N)
Gaya tarik pegas total (Fp) = 2 . 31,078 = 62,156 (N)
Beban total
Setelah dilakukan perhitungan terhadap punch, pemegang pegas dan mur di dapat massa sebesar 0,30 (kg), sehingga
W = 0,30 (kg) . 9.81 (m/s²) = 2,943 (N)
Maka:
fk = µk . N
µk = koeifisien gesek kinetis antara stainless steel dengan stainless steel besarnya adalah 0,4
fk = 0,4 . 2,943 (N) = 1,177 (N)
Jadi gaya yang membebani silinder A = Fa Fa = Fp – W + fk
Fa = 62,156 (N) - 2,943 (N) + 1,177 (N) Fa = 60,39 (N)
Perhitungan ukuran diameter silinder A:
Berdasarkan persamaa 2.1, maka gaya pada silinder : Rr = 3% x 60,39 (N) = 1.811 (N) A = P Rr F 2 4d = 7 , 0 811 , 1 39 , 60 2 d = 198 , 2 804 , 248 = 113,195 (mm) d = 113,195 = 10,639 (mm)
Berdasarkan perhitungan didapatkan diameter 10,639 (mm), Namun dipasaran tidak tersedia silinder dengan ukuran tersebut, dan karena memerlukan kesesuaian konstruksi sehingga diambil silinder dengan diameter 40 (mm) dan panjang langkah 50 (mm). Untuk menjaga agar hasil pencetakan tablet sesuai dengan yang diinginkan yaitu dengan cara mengatur tekanan udara
Gaya yang dibutuhkan untuk Pemadatan Tablet F tablet = ( A,P) – Rr = . P – Rr = . 3,14. 0,04 . 7.10 1,811 = ( 0,001256.7.10 ) – 1,811 = 879,2 – 1,811 = 877,389 (N)
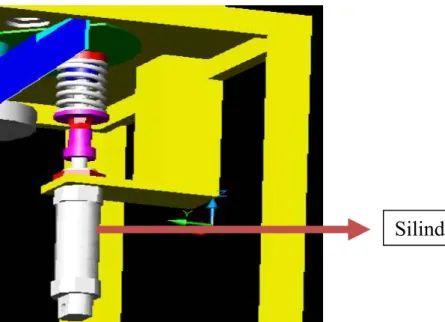
4.1.2 Perhitungan Gaya Silinder B untuk Mengeluarkan Produk Gaya yang membebani silinder B adalah gaya pegas dan berat beban total.
Gambar 4.3 Silinder B
Gambar 4.4 Gaya yang Terjadi pada Silinder B
Gaya untuk silinder B dapat di hitung dengan ∑Fx: ∑Fx = 0
Gaya untuk silinder B dapat di hitung dengan ∑Fy: ∑Fy= 0
Fp – Fb + W = 0 Fb = Fp + W
Untuk menghitung besarnya Fa terlebih dahulu kita harus menghitung komponen-komponen yang mempengaruhinya.
Gaya pegas
Pegas yang digunakan adalah pegas tekan dengan ketentuan : Panjang Beban ( Lo ) = 20 ( mm )
Diameter Rata-rata ( D ) = 22,5 ( mm ) Diameter Penampang ( d ) = 2 ( mm ) Jumlah lilitan pegas = 8
G= Modulus geser = 8.10 (kg/mm²) Berdasarkan persamaan 2.3, maka : n = N – ( 1,4 S/d 2 ) = 8 – 2 = 6 Konstanta pegas (k) = . . . = . . . . , = 0,234 (kg/mm)
Gaya pegas (Fp) = k.x = 0,234. 20 = 4,68 . 9,81 = 45,911(N) Beban total
Setelah dilakukan perkiraan terhadap punch bagian bawah dan mur di dapat massa sebesar 0,35 (kg), sehingga
W = 0,35 (kg) . 9.81 (m/s²) = 3,4335 (N)
Jadi gaya yang membebani silinder B = Fb Fb = Fp + W
Fb = 45,911 (N) + 3,433 (N) Fb = 49,343 (N)
Perhitungan ukuran diameter silinder B: Berdasrkan Persamaan 2.1, maka : Rr = 3% x 49,343 (N) = 1.480 (N) A = P Rr F 2 4d = 7 , 0 480 , 1 343 , 49 2 d = 198 . 2 293 , 203 = 92,490 d = 92,490 = 9,617 (mm)
Berdasarkan perhitungan didapatkan diameter 9,617 (mm), Namun di pasaran tidak tersedia ukuran tersebut, serta karena memerlukan kesesuaian konstruksi sehingga diambil silinder dengan diameter 26 (mm) dan panjang langkah 30 (mm). Ukuran silinder yang lebih besar tidak berpengaruh terhadap kualitas produk karena silinder B hanya digunakan untuk mengeluarkan produk dari Die.
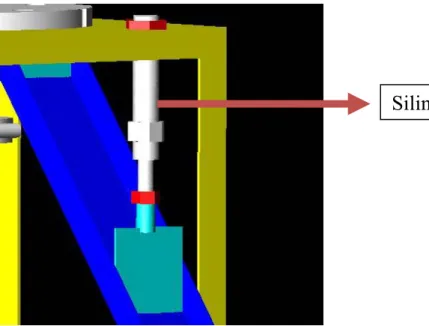
4.1.3 Perhitungan Gaya Silinder C Untuk Mengangkat Pintu Keluaran Produk
Gaya yang membebani silinder C adalah berat pintu yang terbuat dari plat dan gaya gesek yang diasumsikan tidak ada.
Gambar 4.5 Silinder C
Gambar 4.6 Gaya yang Terjadi pada Silinder C
Jadi gaya yang membebani silinder C = Fc
Fc = W
= m.g
= 0,05 (kg) . 9,81 (m/s²) = 0,490 (N)
Perhitungan ukuran diameter silinder C: Berdasarkan Persamaan 2.1, maka :
Rr = 3% x 0,490 (N) = 0,015 (N) A = P Rr F 2 4d = 7 , 0 015 , 0 490 , 0 2 d = 198 . 2 505 . 0 = 0,229 (mm) d = 0,229 = 0,479 (mm)
Berdasarkan perhitungan didapatkan diameter 0,479 (mm), Namun di pasaran tidak tersedia ukuran tersebut, serta karena memerlukan kesesuaian konstruksi sehinnga diambil silinder dengan diameter 22 (mm) dan panjang langkah 20 (mm).
4.1.4 Perhitungan Daya Motor
Tablet yang telah di cetak akan dibawa oleh piringan yang terbuat dengan bahan nilon menuju lubang pembuangan. Piringan digerakkan oleh sebuah motor DC dengan menggunakan transmisi puli
Gaya yang membebani motor (Ft) yaitu: Ft = Fp + W + fs
Gaya pegas
Pegas yang digunakan adalah pegas tekan dengan ketentuan : Panjang Beban ( Lo ) = 20 ( mm )
Diameter Rata-rata ( D ) = 20 ( mm ) Diameter Penampang ( d ) = 1 ( mm ) Jumlah lilitan pegas = 9
G = 8.10 (kg/mm²)
Berdasarkan persamaan 2.3, maka : n = N – ( 1,4 S/d 2 )
= 9 – 2 = 7
Konstanta pegas (k) = . . . = . . . . = 0,017 (kg/mm) Gaya pegas (Fp) = k.x = 0,017. 20 = 0,357 . 9,81 = 3,504 (N)
Setelah dilakukan perhitungan di dapat massa piringan sebesar 0,5 (Kg) Maka: W = m.g = 0,5 (Kg). 9,81 (m/s²) = 4,9 (N) Maka: fk = µk . N
µk = koeifisien gesek kinetis antara PVC dengan Nylon besarnya adalah 0,4
fk = 0,4 . 4,9 (N) = 1,962 (N)
Jadi gaya yang membebani motor (Ft) yaitu: Ft = Fp + W + fk
= 3,504 (N) + 4,9 (N) + 1,962 (N)
Kecepatan sudut ( )
=
Dimana n didapat dari:
=
d2= 80 (mm) d1= 20 (mm) n2= 20 (rpm)1 =
. = .=
80 (rpm) Sehingga:=
= = 8,37 (rad/detik) Jadi daya motor yang dibutuhkan yaitu:P = Ft .
.
r= 10,366 (N) . 8,37(rad/detik) . 0,04(m) = 3,47 (W)
Berdasarkan perhitungan yang didapatkan, daya motor yang dibutuhkan yaitu 3,47(W).
4.2 Sistem Kontrol Pneumatik
4.2.1 Diagram Langkah Aktuator
Pembuatan diagram langkah bertujuan untuk mengetahui sistem pengontrolan pemindahan gerakan dengan bermacam-macam langkah kerja. Sumbu horizontal sebagai langkah kerja dan sumbu vertikal sebagai pemindahan gerakan. Pada posisi 1 menunjukkan bahwa silinder berada pada kondisi maksimal dan pada posisi 0 menunjukkan bahwa silinder berada pada kondisi minimum. Sedangkan pada diagram kontrol menunjukkan hubungan katup kontrol arah aliran yang berfungsi untuk mengontrol gerakan silinder pada mekanisme dalam satu siklus langkah kerja. Sumbu horizontal sebagai langkah kerja dan sumbu vertikal kondisi katup kontrol. Pada posisi 1 menunjukkan bahwa katup kontrol berada pada kondisi berisi udara dan pada posisi 0 menunjukkan bahwa katup kontrol berada pada kondisi tidak berisi udara. Sedangkan pada sensor, pada posisi 1 menunjukkan bahwa sensor tersebut aktif dan pada posisi 0 menunjukkan bahwa sensor tersebut tidak aktif. Langkah kerja silinder pneumatik pada alat cetak tablet ini, jika dinyatakan dalam bentuk diagram langkah adalah sebagai berikut:
Gambar.4.7 Diagram Langkah Actuator Silinder B Silinder A Silinder C Motor Solenoid Y1 Solenoid Y2 Solenoid Y3 Solenoid Y4 Solenoid Y5 Solenoid Y6 Sensor S3 Sensor a1 Sensor a0 Sensor b1 Sensor b0
4.2.2 Rangkaian Sistem Pneumatik
Rangkaian sistem pneumatik dari alat pencetak tablet merupakan rangkaian komponen-komponen pneumatik yang terdiri dari silinder, throttle check valve, dan katup 5/2 double solenoid.
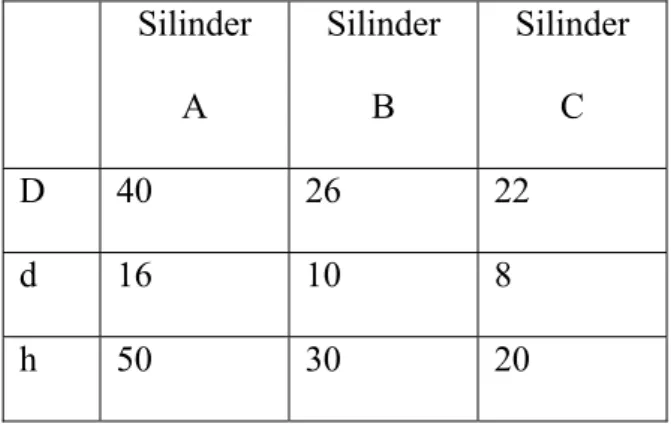
4.2.3 Kebutuhan Udara
Tabel 4.1 Tabel Silinder yang Digunakan Silinder A Silinder B Silinder C D 40 26 22 d 16 10 8 h 50 30 20
Banyaknya Pemakaian Udara, berdasarkan persamaan 2.1.1 maka : Q = { (h.0,785.D²) + h.0,785. (D²-d²) }.n. Perbandingan kompresi dimana Perbandingan kompresi = , ,
= , , Perbandingan kompresi = , , , = 68,9
1. Kebutuhan udara silinder A
Qa = { (h.0,785.D²) + h.0,785. (D²-d²) }.n. Perbandingan kompresi = { (50.0,785.40²) + 50.0,785. (40²-16²) }.14 . 68,9 = { 62.800 + 52.752 } 14. 68,9 = 111.461.459,2 (mm³/menit) = 111.461,5 (cm3/menit)
2. Kebutuhan udara silinder B Qb = { (h.0,785.D²) + h.0,785. (D²-d²) }.n. Perbandingan kompresi = { (30.0,785.26²) + 50.0,785. (26²-11²) }.14 . 68,9 = { 15.919 + 13.564,8 } 14. 68,9 = 28.440.073,5 (mm³/menit) = 28.440 (cm3/menit)
3. Kebutuhan udara silinder C
Qc = { (h.0,785.D²) + h.0,785. (D²-d²) }.n. Perbandingan kompresi = { (20.0,785.22²) + 50.0,785. (22²-8²) }.14 . 68,9 = { 7.598 + 6.594 } 14. 68,9 = 13.689.603,2 (mm³/menit) = 13.689,6 (cm3/menit) 4. Kebutuhan udara selang
Qd = (h.perbandingan kompresi.d²) = (4000 . 68,9 . 4²)
= 4.409.600 (mm³/menit) = 4.409,6 (cm3/menit) Jadi kebutuhan udara 1 kali proses :
Qsiklus = Qa + Qb + Qc +Qd
= 111.461,5 + 28.440 + 13.689,6 + 4.409,6 = 158.001 (cm3/menit)
4.2.4 Gambar Pengawatan
Gambar di bawah ini merupakan gambar pengawatan dari alat cetak tablet.
Gambar 4.9 Gambar Pengawatan
4.2.5 Sensor Kontrol Kerja Langkah Aktuator
Urutan langkah aktuator digunakan untuk menentukan sensor kontrol langkah kerja dari aktuator tersebut. Sensor kontrol langkah kerja berfungsi untuk mengatur langkah kerja dari setiap aktuator untuk melakukan kerja selama satu siklus. Sensor kontrol kerja yang digunakan yaitu sensor kontak dengan roller.
4.2.6 Program PLC
Program yang digunakan haruslah sesuai dengan perangkat PLC yang digunakan, dalam hal ini PLC yang digunakan adalah LS-XGB-5000 dari LG. Bahasa program yang digunakan yaitu Ladder Diagram (Diagram Tangga).
Sebelum membuat program Ladder Diagram terlebih dahulu membuat Allocation list.
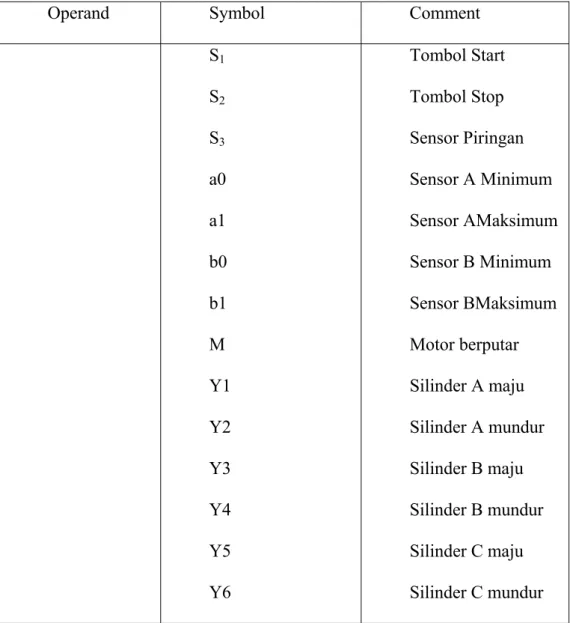
Allocation list dari deskripsi kerja di atas adalah sebagai berikut: Tabel 4.2. Allocation List
Operand Symbol Comment
S1 S2 S3 a0 a1 b0 b1 M Y1 Y2 Y3 Y4 Y5 Y6 Tombol Start Tombol Stop Sensor Piringan Sensor A Minimum Sensor AMaksimum Sensor B Minimum Sensor BMaksimum Motor berputar Silinder A maju Silinder A mundur Silinder B maju Silinder B mundur Silinder C maju Silinder C mundur
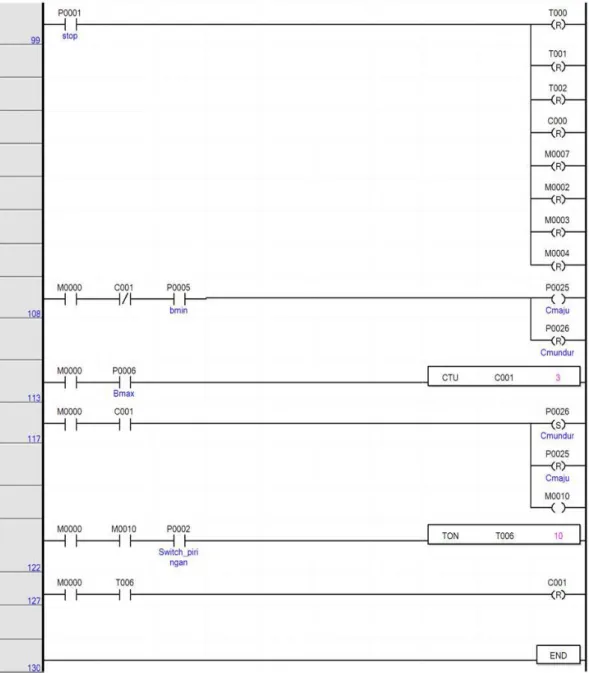
4.2.7 Pembuatan Program dengan Diagram Ladder
Diagram Ladder merupakan bahasa pemrograman yang menggunakan simbol dan keterangan – keterangan mengenai input dan output dalam bentuk gambar diagram untuk mewakili fungsi kerja suatu
proses dari pneumatik yang dikontrol. Diagram Ladder mudah dimengerti khususnya oleh para teknisi, sementara perangkat lunaknya (software) sudah dapat diciptakan dan dapat diinstal kedalam pneumatik.
4.3 Kapasitas Produksi Alat Pencetak Tablet
Dari perhitungan-perhitungan pada sub bab sebelumnya, penulis dapat menghitung kapasitas mesin, dengan ketentuan sebagai berikut : Tabel 4.3. Parameter kerja aktuator
Nilai Satuan
Tekanan Kerja 7 Bar
Jumlah Penumbukan silinder A 6 kali/siklus
Holding Time Silinder A 5 detik
Waktu Kerja Silinder B 1 detik
Kecepatan Motor 20
3
Rpm Rps
Dalam satu siklus, waktu yang diperlukan dapat dihitung sebagai berikut : T = TA + TB + TM
= jumlah penumbukan.holding time + TB + 2.1 4.kecepatan motor
= 6.5 + 1 + 2.0,25.3 = 30 + 1 +1,5 = 32,5 detik/siklus
Jadi kapasitas mesin untuk memproduksi tablet per jam : = 3600 32,5