BAB 2
TINJAUAN PUSTAKA
2.1 Jenis – jenis Muda ( pemborosan )
Muda (pemborosan) merupakan permasalahan yang sering dihadapi oleh setiap perusahaan manufaktur yang mengakibatkan tingginya biaya produksi di perusahaan tersebut. Dalam Toyota Production System, Muda dibagi ke dalam 7 jenis yaitu :
1. Muda karena NG atau repair
Muda karena NG atau part yang perlu di-repair, sehingga menurunkan kualitas dan meningkatkan cost. Selain itu dengan adanya cacat produksi, maka akan mengakibatkan :
a) Pos kerja berikut menunggu
b) Biaya dan lead time yang dibutuhkan bertambah
c) Membutuhkan komponen baru untuk menggantikan komponen yang rusak
d) Jadwal produksi terganggu.
2. Muda karena over production ( produksi berlebih )
Muda karena over production dibagi ke dalam 2 bagian. Yang pertama adalah membuat melebihi dari jumlah yang diperlukan. Yang kedua adalah membuat dengan timing / waktu yang lebih cepat dari yang diperlukan. Muda karena membuat terlalu banyak akan menyebabkan Muda lainnya,
sehingga merupakan salah satu Muda yang paling penting untuk diamati. Masalah yang ditimbulkan oleh Muda karena produksi berlebih yaitu : a. Ada alat atau man power yang berlebihan
b. Material dan part digunakan lebih cepat c. Mengkomsumsi energi seperti listrik, oli dll.
d. Persiapan baru untuk tempat penyimpanan, ware house, dll. e. Memangkas tunas - tunas kaizen.
3. Muda dalam proses
Muda seperti melakukan proses yang tidak diperlukan dan yang tidak ada hubungannya dalam keakuratan proses dan kemampuan proses (over quality )
4. Muda dalam delivery ( pengangkutan )
Yang diangkut bukan hanya barang, tetapi juga berbagai informasi sehingga tugasnya menjadi besar tetapi bukan merupakan pengangkutan yang diperlukan dalam produksi just in time. Muda yang diakibatkan oleh delivery dan penanganan barang adalah Muda yang sering terjadi di perusahaan. Sering kali terjadi barang sama mendapatkan penanganan yang berulang, tanpa memberi nilai tambah.
5. Muda dalam stock
Muda yang timbul karena terlalu banyaknya jumlah part yang masuk dari supplier, terlalu banyaknya part supply inter proses sehingga melebihi jumlah yang diperlukan. Kelebihan persediaan akan memerlukan
penanganan ekstra, tempat ekstra, dll. Untuk mengurangi masalah yang diakibatkan persediaan, maka diperlukan tindakan :
a. Jangan memproduksi barang yang tidak diperlukan b. Usahakan memproduksi dalam jumlah lot kecil. 6. Muda pada gerakan
Gerakan mesin atau alat, serta gerakan orang yang tidak menghasilkan nilai tambah di dalam proses atau pekerjaan.
7. Muda karena menunggu
Pada saat mesin atau alat memproses secara otomatis, operator berdiri disampingnya untuk mengawasi mesin, sehingga meskipun operator tersebut ingin melakukan pekerjaan, karena mesin masih berjalan maka ia tidak dapat malakukan apa - apa karena harus menunggu mesin
2.2 Konsep Dasar sistem Berbasis Just-In-Time (JIT)
Dalam suatu prinsip JIT terdapat 3 prinsip dasar yang harus dipernuhi agar suatu manufakturing dapat menerapkan prisip JIT secara tepat yaitu : a. Pull System
Production Planning memberi petunjuk hanya kepada proses akhir, artinya hanya boleh memproduksi sejumlah yang telah digunakan oleh proses berikut, proses berikut mengambil ke proses sebelum, dan proses sebelum hanya boleh membuat sejumlah yang telah diambil, sehingga dengan pengambilan oleh proses berikut pelaksanaan JIT dapat terjamin
b. Continuous Flow Process
Untuk dapat memproduksi barang yang diperlukan, pada saat diperlukan dan sejumlah yang diperlukan, maka produk tidak diproduksi dalam jumlah lot, tetapi stock ditiadakan sehingga diperlukan produksi dengan cara Continuous Flow Process. Bila barang dibuat dengan cara continuous flow process maka lead time produksi menjadi lebih singkat, pemborosan menjadi lebih sedikit.
Secara garis besar maufacturing lead time dibagi menjadi 5 elemen yaitu:
1. Waktu antrian (queue time), merupakan waktu menunggu sebelum operasi dimulai.
2. Waktu pengaturan (setup time), merupakan waktu setup mesin agar siap beroperasi
3. Waktu pelaksanaan (run time), merupakan waktu melaksanakan operasi
4. Waktu menunggu (wait time), merupakan waktu menunggu material sebelum dan setelah beroperasi
5. Waktu bergerak (move time), merupakan waktu bergerak secara fisik di antara operasi yang satu dan operasi lain.
c. Membuat sejumlah yang diperlukan berdasarkan Tact Time
Hubungan antara perencanaan produksi dengan perencanaan pernjualan. Rencana produksi harus disesuaikan dengna pesanan pelanggan (customer). Oleh karena itu dalam hal menentukan tact time
pun tidak hanya ditentukan berdasarkan kemampuan mesin atau peralatan, tetapi dihitung berdasarkan jumlah yang diperlukan dan waktu kerja murni.
Tact Time = Waktu kerja murni (shift schedule time)
Jumlah produksi (loading)
Tact Time aktual : dihitung dengan produksi waktu kerja murni, tetapi jika tidak dapat dihindarkan seperti pengangkutan, maka ada juga tact time yang di atur dengan waktu yang tidak fixed
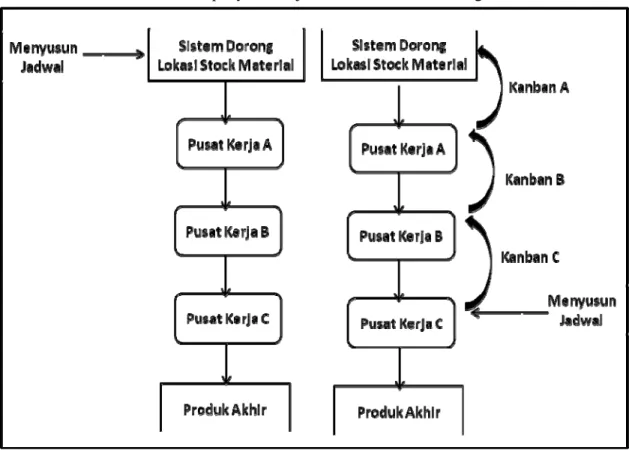
2.2.1 Konsep Dasar Sistem Dorong dan Sistem Tarik
Pada dasarnya dalam sistem dorong (push System), kita akan memindahkan material dan membuat produk dengan cara mendorong material itu sepanjang proses. Aktifitas ini akan berlangsung terus-menerus meskipun pusat-pusat kerja (work center) tidak mengkomsumsi material pada tingkat yang sama dengan material yang didorong dari proses sebelum. Apabila kita menggunakan sistem dorong (push system) sekali sistem itu beroperasi, akan sangat sulit untuk menghentikan proses karena dinamika dari sisem itu, pekerja yang terlibat dalam sistem dorong akan tidak bereaksi secara cepat terhadap perubahan tiba-tiba dalam permintaan untuk suatu part.
Konsep diatas akan berbeda dengan sistem tarik (pull system), karena dalam sistem tarik proses sesudah akan meminta atau menarik material dari proses sebelum berdasarkan kebutuhan aktual dari proses sesudah. Dalam hal ini proses sebelum tidak boleh mengirim dan mendorong atau memberikan parts kepada proses sesudah, sebelum ada permintaan.
2.2.2 Peraturan Dasar dalam Sistem Kanban
Terdapat sejumlah peraturan dasar yang harus diperhatikan dalam menggunakan kanban agar sesuai dengan prinsip –prinsip dari sistem Just –In-Time (JIT), antara lain :
1. Pemindahan suatu kanban boleh dilakukan hanya apabila part tersbut digunakan.
2. Tidak boleh ada penarikan parts tanpa disertai dengan kanban. 3. Banyaknya parts yang dikeluarkan atau dikirim ke proses berikut
harus tepat sama dengan yang dispesifikasikan oleh kanban. 4. Suatu kanban harus selalu dilampirkan atau ditaruh pada
produk-produk fisik.
5. Parts yang cacat harus tidak boleh dikirim ke proses sesudah 6. Proses kanban dalam setiap pusat kerja dilakukan dengan susunan
atau urutan tibanya kanban itu di pusat kerja.
Jenis – Jenis kanban yang digunakan dalam proses produksi a. Kanban produksi
• Kanban Proses
• Kanban isyarat / material b. Kanban pindahan
• Kanban Pabrik (internal) • Kanban Pemasok
Pertimbangan Just–In-Time (JIT) untuk Penyimpanan dan Transportasi
1. Aliran distribusi yang mulus dari pemasok ke pelanggan, yang mampu menyerahkan hanya barang-barang yang memang diperlukan dari titik pemasok ke titik pengguna dengan
menghilangkan banyak kebutuhan untuk intermediate inventories of goods.
2. Repeatable delivery cycle: melalui sistem perencanaan yang baik kita dapat memberikan beban kerja yang merata pada pemasok dan sistem transportasi.
3. Use of small, standard-sized containers, akan memudahkan
penanganan dan menghindari kerusakan barang-barang dalam pengukuran, juga membuat produk-produk lebih mudah dihitung untuk mempertahankan catatan yang akurat.
Terdapat beberapa kebijakan, aturan, dan prosedur manajemen produksi yang berkaitan dengan perencanaan dan penjadwalan produksi dalam operasi JIT. Beberapa kebijakan, aturan, dan prosedur tersebut disebut sebagai prinsip manajemen produksi JIT. Pada bab ini kita mencoba untuk mengembangkan prinsip umum yang dijelaskan pada bab sebelumnya dimana secara langsung difokuskan pada perencanaan dan penjadwalan produksi. Prinsip perencanaan dan penjadwalan produksi meliputi :
2.2.3 Mencari jadwal produksi harian yang seragam
Jadwal produksi harian yang seragam adalah jadwal produksi hari ke hari dimana hanya terdapat sedikit atau tidak ada variasi dalam kuantitas produksi diantara hari-hari tersebut.
Untuk menyelesaikan jadwal produksi harian yang seragam dibutuhkan perencanaan aktivitas yang disebut load levelling. Load levelling adalah rencana produksi yang disusun dimana diperbolehkan adanya unitary level dari setiap produk agar memiliki fleksibilitas untuk mengubah dari bulan ke bulan, tetapi tetap setiap hari yang sama selama periode perencanaan bulanan. Pergeseran jumlah produk diizinkan pada basis bulanan untuk memenuhi pergeseran pada permintaan konsumen, tetapi produksi tiap hari dalam satu bulan diadakan secara bertingkat.
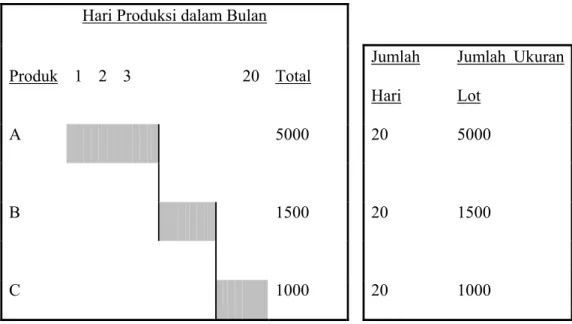
Hari Produksi dalam Bulan
Produk 1 2 3 20 Total Jumlah
Hari Jumlah Ukuran Lot A 5000 20 5000 B 1500 20 1500 C 1000 20 1000
Pada tabel diatas ditampilkan jadwal harian dan bulanan. Pada tabel 2.2, jadwal bulanan untuk tiga produk (A, B, dan C) diperlihatkan dimana dijadwalkan pada operasi lot yang besar (large-lot operation). Jumlah produksi untuk produk A setiap hari selama large-lot operation dapat berbeda-beda karena keterbatasan peralatan dan personil untuk produk khusus ini. Tentunya jika produk A membutuhkan peralatan khusus, operasi harus menyediakan investasi lebih untuk peralatan dalam rangka menjaga seluruh waktu istirahat dari personil yang sibuk selama waktu running (run time) produk A.
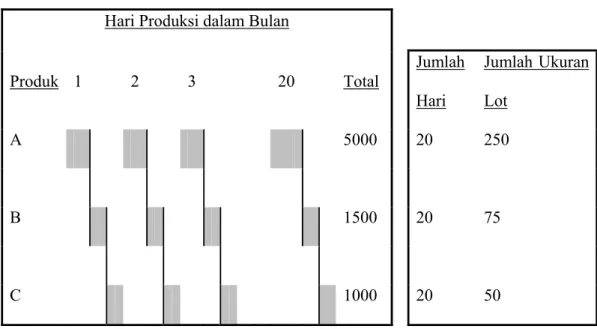
Sebagai alternatif, jadwal produksi bulanan dapat dibagi menjadi jadwal produksi harian, dimana masing-masing memiliki level produksi yang sama. Dengan cara ini, produksi lot kecil (small-lot) dari ketiga produk tersebut dapat dijawalkan setiap hari, dan pada
Hari Produksi dalam Bulan
Produk 1 2 3 20 Total Jumlah Hari Jumlah Ukuran Lot A 5000 20 250 B 1500 20 75 C 1000 20 50
akhir bulan akan sama dengan total produksi bulanan. Dengan menggunakan produksi lot kecil (small-lot) dari semua stasiun kerja (work center)dalam operasi pada setiap harinya, jadwal ini pada prinsipnya akan meminimasi kapasitas yang menganggur baik untuk pekerja maupun peralatan. Salah satu metode penjadwalan yang digunakan untuk mencapai jadwal produksi harian yang seragam adalah mixed model schedule (heijunka sistem)
2.2.4 Mencari fleksibilitas jadwal produksi
Berdasarkan prinsip JIT yang pertama kita tahu bahwa suatu jadwal produksi dibuat untuk mengetahui permintaan konsumen. Karena kapasitas produksi untuk permintaan konsumen tersebut berada di bawah kendali manajemen, kita akan menentukan tingkatan kapasitas yang diperbolehkan memerlukan fleksibilitas untuk memenuhi pergeseran kecil dalam permintaan konsumen. Operasi JIT harus memiliki fleksibilitas yang cukup untuk menghadapi pergeseran harian dalam jadwal produksi (dan semua sistem pendukung lainnya termasuk vendor/pemasok yang menyediakan inventori) untuk menyesuaikan pergeseran aktual pada permintaan pasar.
Akan tetapi, sedapat mungkin upaya pengambilan keputusan oleh manajemen dapat mengimbangi biaya dari fleksibilitas ini. Terlalu banyak kapasitas yang menganggur akan menimbulkan pemborosan
(waste), dan terlalu sedikit akan menyebabkan kekurangan inventori, lini yang menganggur, dan sejumlah besar ineffisiensi. Untungnya terdapat beberapa strategi JIT yang dapat digunakan untuk memandu pengambilan keputusan manajemen pada area ini. Salah satu strategi yang direkomendasikan pada operasi JIT memiliki upaya yang sederhana pada penjadwalan produksi dimana lebih sedikit daripada kapasitas penuh. Seberapa banyak kekurangan yang harus dijadwalkan tergantung pada biaya kelebihan maupun kekurangannya. Idealnya kapasitas dan produksi adalah sama satu sama lain. Ketika fokus upaya pada operasi JIT adalah biasanya dimaksudkan untuk menghindari kapasitas berlebih (dimana dipandang sebagai pemborosan), strategi kelebihan kapasitas (excess capacity strategy) ditawarkan sebagai metode pengenalan untuk mengurangi kapasitas pada akhirnya. Ketika operasi JIT dimulai, penjadwalan berguna untuk menghindari pekerja yang tertekan akibat mempelajari metode dan kebiasaan kerja yang baru. Dengan penjadwalan pada kapasitas yang lebih sedikit daripada kapasitas penuh, pekerja diberi waktu untuk mengerti penggunaan JIT, dan mereka menggunakan beberapa waktu untuk mengembangkan aktivitas kerja mereka, menerima beberapa pelatihan, dan juga pelayanan perlatan. Pada akhirnya peningkatan akan dihasilkan pada suatu penjadwalan yang mendekati jadwal kapasitas penuh. (Waktu yang tidak digunakan untuk aktivitas kerja dinamakan pemborosan
tetapi hal ini diperlukan pada tugas pengendalian kualias JIT yang penting lainnya)
2.2.5 Mencari sistem tarik yang sinkron
Suatu operasi sistem tarik hanya terdapat pada lingkungan produksi dimana permintaan konsumen yang diketahui dapat menjalankan upaya produksi. Jadwal produksi ditarik oleh, dan diharapkan sinkron dengan, permintaan aktual konsumen. Karena konsumen adalah diluar operasi JIT, penempatan konsumen pada suatu aktivitas pemesanan adalah untuk menarik inventori melewati atau di luar dari operasi produksi. Dengan kata lain pada sistem tarik, manajemen menentukan apa yang akan diproduksi berdasarkan para ramalan permintaan, dan mencoba menekan produksi dan inventori melalui operasi agar dapat memenuhi ramalan permintaan. Berdasarkan prinsip JIT ini, suatu operasi akan mencari sistem penjadwalan yang sinkron antara aktivitas produksi dengan permintaan yang ditarik melalui operasi dengan permintaan konsumen yang telah diketahui.
Salah satu metode penjadwalan dengan sistem tarik yang paling umum digunakan dan dapat mendukung tipe operasi JIT adalah sistem kartu yang disebut kanban .
2.2.6 Memperbaiki komunikasi dan kontrol visual
Penelitian telah menunjukkan bahwa peningkatan komunikasi sangat penting untuk kesuksesan JIT . Specific area of action atau startegi komunikasiyang akan memfasilitasi performansi JIT termasuk planning meetings yang melibatkan banyak departemen, kewajiban komunikasi departemen yang tergabung yang melibatkan seluruh area operasi produksi, Meeting departemen khusus, yang mengkomunikasikan ide kontinu dan kepentingan JIT, informasi tertulis kontinu membahas prinsip JIT, mendorong komunikasi informal antara pekerja sebagai subjek JIT, dan pertemuan individual antara manajer dan subordinat mereka untuk membahas tujuan JIT.
Memperbaiki komunikasi tidak hanya menyangkut pembahasan tujuan JIT, tetapi juga memperlihatkan bahwa tujuan tersebut sedang dilakukan. Operasi JIT harus didesain untuk memfasilitasi apa yang terkadang disebut sebagai visibility management, yang mempertinggi pengendalian managemen dan perbaikan saat deviasi tujuan diobservasi. Posting produktivitas grup atau tim merupakan satu contoh visibility management. Informasi yang diposting berfungsi untuk memberikan informasi pengendalian produksi yang dapat dengan mudah dilihat dan dimengerti. Visibility management juga menyangkut desain layout keseluruhan dari fasilitas produksi.
Dengan mendesain fasilitas untuk memfasilitasi observasi dari deviasi terhadap tujuan JIT, manager dan pekerja akan termotivasi untuk memecahkan masalah yang dapat menyebabkan ketidakefisiensian di dalam produksi dengan lebih cepat. Satu cara operasi JIT dapat memfasilitasi lingkungan kerja yang lebih visibel adalah dengan mengeliminasi dinding interior plant. Hal ini mencegah pekerja dan manager untuk menyembunyikan masalah produksi. Masalah assembly produk yang mungkin dapat dicegah dengan meletakkan papan peringatan di dinding plant yang menggmbarkan kerja yang tidak baik. Papan peringatan, mengilustrasikan masalah pekerja yang potensial yang umumnya terjadi; bertindak sebagai continual reminder dari apa yang pekerja harus perhatikan untuk pencegahan dalam pekerjaannya.
Visibility management juga ditujukan pada waktu produksi pekerja sisa. Mari kita melihat pada satu contoh bagaimana meningkatkan visibility dalam mengendalikan mekanisme dapat menyimpan waktu produksi pekerja. Misalkan seorang pekerja harus mengecek dan memastikan rangkaian dari empat ukuran pada tingkat tekanan optimum dengan tujuan untuk memulai proses produksi. Misalkan tiap pengukur mengukur sebuah part yang berbeda dari proses produksi, dan seperti biasanya, memiliki tingkat tekanan optimum yang berbeda-beda. Perencanaan produksi JIT dan prinsip penjadwalan dalam bagian ini sama sekali tidak lengkap.
Dasar-dasar yang ada hanya memberikan pengenalan singkat pada dasar manajemen produksi JIT. Semuanya mencoba untuk menggambarkan kesederhanaan dan manfaat logis dalam manajemen produksi JIT.
2.2.7 Metode penjadwalan Model campuran (mixed model
scheduling)
Jika proses produksi semakin kecil tiap hari bermanfaat, bagaimana cara kita melaksanakan penjadwalan proses produksi? Secara rinci, bagaimana seharusnya membedakan model produk yang dirangkai sepanjang jadwal produksi harian? Jawaban untuk masalah penjadwalan ini ditemukan dengan menggunakan metode mixed model scheduling. Metode mixed model scheduling adalah prosedur yang dapat digunakan untuk menentukan jumlah minimal unit ke sequence proses produksi untuk jadwal produksi harian. Metode ini berdasarkan pada minimasi ukuran lot (lot size) dan menentukan ukuran proses produksi. Sementara metode ini mencoba untuk mencapai prinsip JIT dalam produksi per satuan, lot size untuk poduk harus lebih besar dari satu untuk memaksimasi aliran produksi.
Satu pendekatan untuk metode mixed model scheduling terdiri dari langkah-langkah berikut :
a. Menetapkan jadwal produksi per satuan harian untuk campuran model produk.
Permintaan bulanan untuk tiap produk diproduksi selama bulan dibagi dengan jumlah hari kerja dalam bulan itu. Rasio untuk tiap produk menentukan jumlah unit yang harus diproduksi tiap hari dalam bulan sesuai dengan tujuan MPS untuk bulan itu.
b. Menetapkan waktu siklus untuk masin-masing produk.
Waktu siklus untuk satu produk adalah jumlah waktu yang diperlukan antara penyelesaian berurutan dari satu produk, atau jumlah waktu untuk menyelesaikan satu unit poduk.
c. Menentukan hubungan timbal balik waktu siklus untuk tiap produk. Pada kasus ilustrasi ini akan berturut-turut menjadi :
d. Menentukan rasio jumlah total minimal unit dalam urutan pada waktu urutan.
Tahap Ini dikerjakan dengan pertama menyederhanakan rasio pecahan dalam langkah 3 ke dalam penyebut yang sesuai dan menambah fraksi bersamaan untuk memberikan rasio yang diinginkan. Ini hanya merupakan konversi matematika sederhana yang menentukan total waktu urutan, jumlah total waktu siklus diperlukan untuk melengkapi satu sequence produksi. Intepretasi
C produk siklus waktu 1 B produk siklus waktu 1 A produk siklus waktu 1
dari rasio ini menentukan ukuran proses produksi tunggal, untuk diproduksi berulang unit sequence.
e. Menentukan jadwal sequence unit pesan.
Penjadwalan pesanan dimana produk individual diproduksi dalam sequence berulang yang seharusnya didasarkan pada produksi per satuan dalam prinsip JIT yang diterapkan. Itu merupakan pesanan sequence produk yang seharusnya diterapkan untuk mencapai produksi per satuan kecuali konstrain produksi yang mudah diterapkan memerlukan lot size yang besar. Beberapa peralatan manufaktur dengan waktu set up yang tetap mungkin membatasi lot size dengan memaksa jumlah unit tetap untuk diproduksi dalam satu kali.
2.3 Heijunka
Heijunka adalah meratakan produksi baik dari volume maupun bauran produk, heijunka tidak membuat produk berdsarkan urutan aktual dari pesanan pelanggan, yang dapat naik turun secara tajam, tapi mengambil jumlah total pesanan dalam satu periode dan meratakannya sehingga dibuat dalam jumlah dan bauran yang sama setiap hari. Tujuan adanya metode heijunka adalah :
1. Mengurangi persediaan material (JIT): Produksi dengan lot kecil, pengiriman lebih sering
3. Meningkatkan efisiensi
4. Penggunaan alat trasnportasi yang lebih stabil
Terdapat empat hal yang salah dalam jadwal yang tidak merata yaitu: a. Pembelian pelanggan biasanya tidak dapat diprediksi.
b. Terdapat resiko barang yang tidak dijual c. Penggunaan sumber daya yang tidak seimbang
d. Menempatkan permintaan yang tidak seimbang ke proses hulu
Sedangkan dengan metode yang disesuaikan dengan bauran komponen yang dipesan terdapat empat keuntungan dari jadwal campur merata yaiitu : a. Fleksibilitas untuk membuat apa yang diinginkan oleh pelanggan ketika
mereka menginginkannya
b. Mengurangi risiko barang tidak terjual
c. Penggunaan sumber kerja dan mesin seimbang
d. Permintaan yang teratur pada proses hulu pabrik dan pabrik pemasok
2.4 Pengukuran Kerja
Untuk mendapatkan prisip-prinsip terbaik pengaturan kerja perlu dilaksanakan pengukuran waktu terhadap bagian-bagian kerja, atau terhadap kerja keseluruhan. Pengkuran waktu ini dimaksudkan untuk mendapatkan waktu baku penyelesaian pekerjaan yaitu waktu yang dibutuhkan secara
wajar oleh seorang pekerja normal untuk menyelesai kansuatu pekerjaan yang dijalankan dalam sistem kerja terbaik.
Pada garis besarnya teknik-teknik pegukuran waktu kerja ini dapat dibagi atau dikelompokkan ke dalam dua bagian, yaitu pengukuran waktu kerja secara langsung dan pengukuran kerja secara tidak langsung.
a. Pengukuran waktu secara langsung
Pengukuran dilaksanakan secara langsung yaitu dimana pekerjaan yang diukur dijalankan. Cara pengukuran kerja dengan jam henti (stopwatch time study) dan sampling kerja (work sampling)
b. Pengukuran waktu secara tidak langsung
Melakukan perhitungan waktu kerja tanpa si pengamat harus di tempat pekerjaan diukur. Aktifitas yang dilakukan hanya melakukan perhitungan waktu kerja dengan membaca table-tabel waktu yang tersedia, aktivitas data waktu buku dan data waktu gerakan.
2.4.1 Uji kecukupan data dan Keseragaman data
Untuk mendapatkan rata-rata waktu yang valid maka dilakukan uji kecukupan data dengan rumus yaitu : (Sutalaksana , 1979)
N’ = k / s N∑Xi² - (∑Xi)² ∑Xi
dimana :
Xi =Data waktu pengukuran N = Jumlah data
k = Harga indeks S = Tingkat ketelitian
Dalam aktifitas pengukuran kerja biasanya akan diambil 95% tingkat kepercayan (convidence level) dan 5% derajad ketelitian (degree of accuracy).Hal ini berarti bahwa sekurang-kurangnya 95% dari 100% harga rata-rata dari waktu yang dicatat atau diukur untuk suatu elemen kerja akan memiliki penyimpangan tidak lebih dari 5% tingkat keyakinan.
Tingkat kepercayaan yang digunakan adalah : - Untuk tingkat kepercayaan 68% harga k adalah 1 - Untuk tingkat kepercayaan 95% harga k adalah 2 - Untuk tingkat kepercayaan 99% harga k adalah 3
Dilakukan uji kecukupan data untuk mengetahui bahwa data tersebut yang di gunakan cukup atau tidak.
Untuk mengetahui bahwa data tersebut seragam atau tidak maka dilakukan perhitungan keseragaman data. Rumus yang dipakai adalah : (Render dan Haizer, 2001 )
BKA = X + Z
α
x
BKB = X - Zα
x
Dimana :
BKA = Batas kontrol Atas BKB = Batas kontrol Batas X = Rata-rata sample
z = Jumlah standar deviasi untuk selang kepercayaan 95% = 2
α
x
= Standar deviasi rata-rata sampeln = Ukuran sampel
2.4.2 Menentukan besarnya faktor penyesuaian
Setelah pengukuran berlangsung, pengukuran harus mengamati kewajaran kerja yang ditunjukan operator. Ketidakwajaran dapat saja terjadi misalnya bekerja tanpa kesunguhan, sunguh cepat seolah-olah diburu waktu, atau karena menjumpai kesulitan-kesulitan seperti karena kondisi ruangan yang buruk. Sebab-sebab seperti ini mempengaruhi kecepatan kerja yang berakibat terlalu singkat atau terlalu panjang waktu penyelesaian.
Biasanya penyesuaian dilakukan dengan mengakalikan siklus rata rata atau waktu elemen rata-rata dengan satuan harga (p) yang disebut faktor penyesuaian.
Besarnya harga (p) tentunya sedemikian rupa sehingga hasil perkalian yang diperoleh mencerminkan waktu yang sewajarnya atau yang normal. Bila penguuran berpendapat bahwa operator
= s
n
bekerja diatas normal (terlalu cepat) maka harga p-nya akan lebih besar dari satu (p1); sebaliknya jika operator dipandang bekerja dibawah normal maka harga pakai lebih kecil dari satu (p). seandainya pengukuran berpendapat bahwa operator bekerja dengan wajar maka harga p-nya sama dengan satu (p=1). (Sutalaksana , 1979 :138)
2.4.3 Menentukan besarnya kelonggaran
Menutut (Sutalaksana , 1979 : 149), kelongaran diberikan untuk tiga hal yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique dan hambatan-hambatan yang tidak dapat dihindarikan. Ketiganya merupakan hal-hal yang dibutuhkan oleh pekerja,dan yang selama pengukuran tidak diamati, diulur, dicatat ataupun dihitung
1. Kelongaran untuk kebutuhan pribadi.
Yang termasuk kedalam kebutuhan pribadi di sini adalah hal-hal seperti minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekedar untuk menhilangkan ketegangan atau kejenuhan dalam kerja. 2. Kelongaran untuk menghilangkan rasa fatique.
Rasa fatique tercermin antara lain dari menurunnya hasil produksi baik jumlah maupun kualitas. Karenanya salah satu cara untuk menentukan besarnya kelongaran ini adalah dengan
melakukan pengamatan sepanjang hari kerja dan mencatat pada saat-saat melakukan pengamatan sepanjang hari kerja dan mencatat pada saat-saat dimana hasil produksi menurun.
3. Kelongaran untuk hambatan-hambatan yang tidak terhindarkan.
Dalam melaksanakan pekerjaanya, pekerja tidak akan lepas dari berbagai “hambatan”. Ada hambatan yang dapat dihindarkan seperti mengobrol yang berlebihan dan mengangur dengan sengaja, ada pula hambatan yang tidak dapat dihindari karena berada di luar kekuasaan pekerja untuk mengendalikanya.
Beberapa contoh hambatan yang tak terhindarkan adalah : a. menerima atau meminta petunjuk kepada pengawas b. melakukan penyesuaian-penyesuaian mesin
c. mengasah peralatan potong
d. mengambil alat-alat khusus atau hambatan khusus dari gudang.
2.4.4 Menentukan Waktu Baku
Waktu merupakan elemen yang sangat menentukan dalam merancang atau memperbaiki suatu sistem kerja. Waktu baku merupakan waktu yang diperoleh melalui penambahan waktu normal yang diperoleh melalui penambahan waktu normal dengan
cadangan-cadangan untuk kebutuhan pribadi, menghilangkan rasa kelelahan dan untuk hambatan-hambatan tak terhindarkan. Menurut (Wignjosoebroto,1993 : 94 ). Waktu baku sangat dibutuhkan terutama sekali untuk :
• Man Power Planning ( perencanaan kebutuhan tenaga kerja) • Estimasi biaya-biaya upah untuk karyawan atau pekerja • Perancangan sistem perbaikan bonus dan insentif bagi
karyawan/pekerja yang berprestasi.
• Indikadsi keluaran (out put) yang mampu dihasilkan oleh
seorang pekerja.
• Menyeimbangkan lintasan produksi.
Cara untuk mendapatkan waktu baku dari data yang terkumpul itu adalah sebagai berikut : ( Wignjosoebroto, 1993 :123)
a. waktu siklus rata-rata dengan rumus :
dimana : Xi = Nilai tiap data N = Jumlah data
Ws =
Σ
Xi
b. waktu normal dengan rumus : Wn = Ws x p
dimana : Ws = Waktu siklus rata-rata p = Faktor penyesuaian
c. waktu baku dengan rumus :
Dimana : Wn = waktu normal Wb = waktu baku
All = allowance (faktor kelongaran)
Wb = Wn X 100% 100% - % all