Proses Setting Kondisi
Pentingnya setting condition
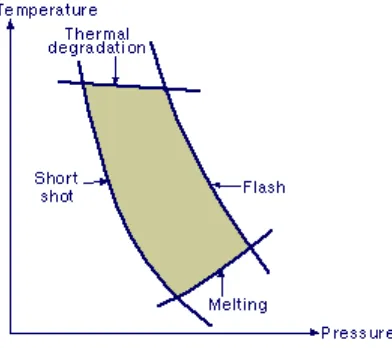
Kualitas part atau bagian yang dibentuk sangat dipengaruhi oleh kondisi-kondisi proses., Sebagai contoh, bagan setting proses yang ditunjukkan pada gambar di bawah ini.
1. Ketika anda menurunkan temperatur, tekanan lebih tinggi diperlukan untuk mengirim material plastic yang meleleh ke dalam cavity.
2.Jika temperatur terlalu tinggi, anda mengambil resiko menyebabkan menurunannya kualitas material. 3.Jika tekanan injeksi terlalu rendah,yang dihasilkan part dengan kondisi short-shot.
4.Jika tekanan terlalu tinggi, anda akan membuat kondisi cetakan lebih buruk karena akan muncul flashing.
Setting machine process conditions
Sebelum proses setting kondisi, anda perlu meyakinkan mesin injection aktif dan sesuai dengan kondisi cetakan baik dari segi pressure,stroke material,atau desain dari cetakan yang anda rencanakan .
Ikutilah step-by-step prosedur yang disajikan di bawah untuk mengendalikan pengaturan pada mesin anda.
Step 1
Set the melt temperature
Suhu leleh material adalah salah satu faktor yang paling utama di dalam injection molding. Jika pelelehan terlalu rendah, resin tidak sepenuhnya dilelehkan sehingga bisa menyebabkan terlalu lengket untuk mengalir melewati rongga-rongga cetakan. Jika suhu leleh terlalu tinggi, resin akan menurun kualitasnya, terutama jika resin itu adalah POM atau PVC. Di
rekomendasikan suhu Leleh dan temperature mold untuk material yang spesifik biasanya tersedia dari pembuat resin. Pada table material juga biasanya berisi uraian lengkap material, properties umum material, dan jenis aplikasi yang bisa digunakan.
Setting heater band temperatures
Kebanyakan pelelehan resin terjadi oleh karena pemanasan dan gesekan dari perputaran screw di dalam barrel. Alat pemanas atau barrel sebagian besar fungsinya untuk memelihara temperature leleh yang sesuai dengan material. Yang biasanya ada tiga sampai lima zone temperatur pada silinder .
Aturan untuk menentukan temperatur barel adalah sebagai berikut:
Temperatur perlu secara berangsur-angsur ber/kurang dari zone nozzle sampai pada zone yang paling dekat mini hopper.
Zone temperatur Yang ter]akhir, paling dekat mini hopper, harus 40º sampai 50ºC ( 72º ke 80ºF) lebih rendah dari suhu leleh yang telah ditentukan, untuk memberi transfer butir/pil plastik yang lebih baik selama plasticisasi.
Air-shot temperature
Actual suhu leleh , atau air-shot temperatur, pada umumnya lebih tinggi dibanding temperature barel yang telah ditentukan. Perbedaan ini adalah berkaitan dengan pengaruh tekanan balik(back press) dan perputaran screw dan pergeseran dan suhu leleh, sebagai tersebut di atas. Kita dapat mengukur actual suhu leleh dengan cepat dengan menempekan termometer ke dalam material plastic yang ditembakkan dari nozzle di luar cetakan.
Step 2
Set the mold temperature
Disarankan suhu leleh dan temperature cetakan untuk material yang spesifik sesuai dengan yang disediakan dari penyalur material.Umumnya terdapat pada table material seperti pada table berikut:
Resin data
Min.
Rec.
Max.
Min.
Rec.
Max.
Recomme
nded
4
2
4
8
4
7
PET
27
5 290
265/50
9
270/51
8
290/55
4
80/17
6
100/21
2
120/24
8
150/302
PETG
23
5 260
220/42
8
255/49
1
290/55
4
10/50
15/60
30/86
59/137
PMMA
10
3.8
230
240/46
4
250/48
2
280/53
6
35/90
60/140
80/176
85/185
POM
20
2.16
190
180/35
6
225/43
7
235/45
5
50/12
2
70/158
105/22
1
118/244
PP
20
2.16
230
200/39
2
230/44
6
280/53
6
20/68
50/122
80/176
93/199
PPE|
PPO
40
10
265
240/46
4
280/53
6
320/60
8
60/14
0
80/176
110/23
0
128/262
PS
15
5 200
180/35
6
230/44
6
280/53
6
20/68
50/122
70/158
80/176
PVC
50
10
200
160/32
0
190/37
4
220/42
8
20/68
40/104
70/158
75/167
SAN
30
10
220
200/39
2
230/44
6
270/51
8
40/10
4
60/140
80/176
85/185
Step 3
Set the switch-over position
switch-over position adalah posisi di mana inj ram pada proses injection berada pada posisi perpindahan dari proses
Step 4
Set the screw rotation speed
Tentukan kecepatan putar screw sesuai dengan kebutuhan pelelehan material plastic.Proses placticizing sebaiknya tidak lebih lama dari cycle time.Jika terjadi demikian maka naikkan kecepata putar screw.Kecepatan putar screw idealnya akan membuat plastizing selesai pada titik yang paling lambat masih dalam waktu cycle time tanpa memperpanjang waktu cycle time itu. Produsen resin biasanya menyediakan setingan perputaran screw untuk jenis material yang spesifik.
Step 5
Step
Set the back pressure
Di rekomendasikan menentukan back press pada point 5 sampai 10 Mpa.Back press yang terlalu rendah dapat
mengakibatkan part dalam kondisi yang tidak stabil.Meningkatnya back press akan meningkatkan kontribusi pergeseran suhu leleh dan mempercepat waktu pelelehan.
Gunakan back press yang lebih tinggi untuk mencapai suatu shot size dimana shot size tersebut prosentasenya lebih besar dari kapasitas mesin, dalam rangka mempercepat pelelehan. Gunakanlah back press lebih rendah untuk shot size yang lebih kecil dari kapasitas mesin sebab material akan tinggal di dalam barrel yang lebih panjang untuk melewatinya sebelum material itu menjangkau kepala screw.
Step 6
Step
Set the injection pressure to the machine maximum
Inject pressure adalah tekanan yang diberikan pada material yang telah meleleh di depan sekrup. Pada saat setting mesin, tetapkan tekanan injeksi pada tekanan maksimum mesin. Tujuan adalah dengan sepenuhnya memanfaatkan percepatan injection mesin, yang ini tidak akan terjadi kerusakan pada cetakan karena switch over position telah disetting dan pressure hold masih belum diaktifkan.
Step 7
Step
Set the holding pressure at 0 MPa
Pada saat pertama kali setting mesin set holding pressure pada posisi 0 Mpa sehingga screw akan stop ketika mencapai switch over position yang ini bertujuan mencegah kerusakan mold atau kelebihan pressure.
Pada proses step ke 17 presure holding akan dinaikkan ketika finishing setting.
Step 8
Step
Set the injection velocity to the machine maximum
Dengan percepatan injection yang paling tinggi, kamu dapat memperkecil flow resistency,memperpanjang jangkauan aliran material, dan memperkecil kemungkinan weld line.
Hal hal yang perlu diperhatikan:
Gas vent yang tidak cukup akan menyebabkan tekanan udara terjerat di dalam cavity. Ini mengakibatkan temperatur sangat tinggi dan tekanan di dalam cavity, menyebabkan burn mark, penurunan kualitas material, dan shot short. Kamu perlu mendisain suatu gas vent sistem untuk menghindari atau memperkecil cacat disebabkan oleh udara terperangkap di dalam cetakan.
Step
Set the holding time
Pengaturan hold time yang ideal adalah sampai kondisi gate mengeras atau kondisi part yang mulai mengeras atau yang mana saja lebih pendek
.
Step 10
Step
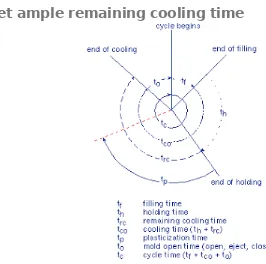
Set ample remaining cooling time
FIGURE 4.
Cycle time and its components
Cooling time dapat diperhitungkan atau diperkirakan.Cooling time berisi holding time dan remaining time seperti digambarkan pada gambar diatas.
Step 11
Step
Set the mold open time
Mold open time biasanya diset pada 2 sampai 5 Sec.Didalamnya termasuk mold open,ejection part kemudian mold close seperti dapat dilihat pada gambar 4.cycle time adalah gabungan dari filling time,cooling time dan mold open time.
Step 12
Step
Mold a short-shot series by increasing injection
volume
Untuk tahap ini, isilah 2 – 3 step .Holding pressure harus diset pada posisi 0 Mpa sehingga injection akan terhenti ketika mencapai switch over position,kemudian naikkan shot size 5 sampai 10% sampai mencapai 95% mold terisi semua.
Step
Switch to automatic operation
Direcomendasikan menggunakan system automatic untuk menjaga kestabilan proses.
Step 14
Step
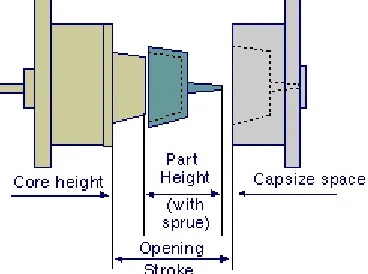
Set the mold opening stroke
Mold opening stroke adalah terdiri atas lebar core,panjang part(sprue),dan lebar cavity seperti tergambar pada gambar 5.Idealnya seminim mungkin untuk menetapkan mold opening stroke atau sesuai dengan kebutuhannya saja.kecepatan mebuka dari cetakan idealnya adalah dari awal membuka adalah pelan sampai pada posisi yang aman untuk dipercepat kemudian dipelanka kembali pada saat ketika mencapai mold opening stroke.
FIGURE 5.
Required mold opening
Step 15
Step
Set the ejector stroke, start position, and velocity
Cek kondisi slider dan pastikan dalam kondisi bebas/aman.Setinglah panjang ejector pada posisi maximum dari panjang core.
Step 16
Step
Set the injection volume to 99% mold filled
Ketika proses telah berjalan stabil(ketika part tercetak sama pada setiap shotnya).Setinglah switch over position pada posisi 99% sehingga cetakan terisi semua.
Step 17
Step
Increase the holding pressure in steps
Naikkan holding pressure pada setiap stepnya,kurang lebih 10 Mpa.Jika pada step pertama cetakan tidak terisi sepenuhnya maka naikkan shot sizenya.
Step 18
Step
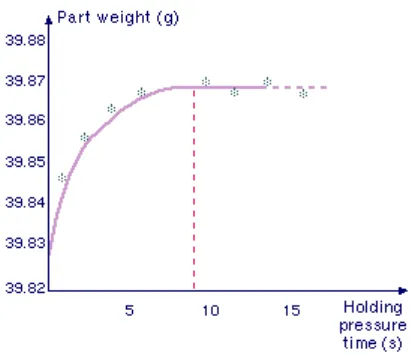
Minimize the holding time
Cara tercepat untuk menemukan minimum holding time adalah dengan mensetting holding time lebih lama kemudian kurangilah holding time sampai muncul sink mark(hike).