MOJ OSARI
SKRIPSI
Oleh:
FAJ AR NUARI
NPM:
1032010032
J URUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “ VETERAN”
J AWA TIMUR
Disusun oleh :
FAJ AR NUARI NPM : 1032010032
Telah diper tahankan dihadapan dan diter ima oleh Tim Penguji Skr ipsi J ur usan Teknik Industr i Fakultas Teknologi Industr i
Univer sitas Pembangunan Nasional “Veter an” J awa Timur Pada Tanggal 23 Desember 2014
Tim Penguji : Pembimbing :
1. 1.
Ir. Yustina Ngatilah, MT Ir. Iriani, MMT.
NIP.19570306 198803 2 001 NIP. 19621126 198803 2 001
2. 2.
Enny Ariyani, ST. MT Dwi Sukma D, ST.MT NPY. 3700 9950 0411 NIP. 19810726 200501 1 002
Mengetahui
Dekan Fakultas Teknologi I ndustr i
Univer sitas Pembangunan Nasional ”Veter an” J awa Timur Sur abaya
Disusun oleh :
FAJ AR NUARI NPM : 1032010032
Telah diper tahankan dihadapan dan diter ima oleh Tim Penguji Skr ipsi J ur usan Teknik Industr i Fakultas Teknologi Industr i
Univer sitas Pembangunan Nasional “Veter an” J awa Timur Pada Tanggal 23 Desember 2014
Tim Penguji : Pembimbing :
1. 1.
Ir. Yustina Ngatilah, MT Ir. Iriani, MMT.
NIP.19570306 198803 2 001 NIP. 19621126 198803 2 001
2. 2.
Enny Ariyani, ST. MT Dwi Sukma D, ST.MT
NPY. 3700 9950 0411 NIP. 19810726 200501 1 002
3.
Ir. Iriani, MMT
NIP. 19621126 198803 2 001
Mengetahui
Ketua J ur usan Teknik Industr i Fakultas Teknologi Industr i
Univer sitas Pembangunan Nasional “Veter an” J awa Timur Sur abaya
i
Alhamdulillah, puji syukur kehadirat Tuhan Yang Maha Esa, karena telah
berkenan memberikan rahmat dan hidayahNya sehingga penulis dapat
menyelesaikan skripsi ini dengan judul :
Analisis Kualitas Pr oduk Pupuk Organik Dengan Metode SIX SIGMA Dan
KAIZEN di CV. Fertilindo Agrolestari Mojosar i
Penyusunan skripsi ini guna memenuhi persyaratan dalam memperoleh
gelar Sarjana Teknik Jurusan Teknik Industri pada Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Penulis menyadari bahwa selama melakukan penelitian dan penyusunan
skripsi ini masih terdapat kekurangan dan kesalahan. Oleh karena itu, penulis
sangat mengharapkan saran dan kritik yang bersifat membangun dari pembaca
sangat penulis harapkan demi kesempurnaan.
Dalam kesempatan ini pula penulis mengucapkan terima kasih yang
sebesar-besarnya kepada :
1. Bapak Ir. Sutiyono, MT, selaku Dekan Fakultas Teknologi Industri UPN
“Veteran” Jawa Timur.
2. Bapak DRS Ir. Minto Waluy, MM selaku Ketua Jurusan Tenik Industri UPN
“Veteran” Jawa Timur.
3. Ibu Ir. Iriani, MT, selaku Dosen Pembimbing I.
4. Bapak Dwi Sukma D. ST.MT, selaku Dosen Pembimbing II.
5. Ibu Est er selaku Pem bim bing di perusahaan
6. Bapak Bambang selaku General M anager t elah mem berikan ijin untuk
melaksanakan penelitian.
7. Semua staf dan Karyawan perusahaan yang telah membantu selama
menyelesaikan tugas skripsi ini.
Semoga Allah SWT, senantiasa memberikan balasan atas amal perbuatan
dan segala kebaikan yang telah diberikan kepada penulis. Akhir kata penulis
berharap semoga hasil penelitian yang tertuang dalam skripsi ini banyak
bermanfaat bagi setiap pembaca pada umumnya.
Surabaya, 28 November 2014
Penulis
Fajar Nuari
iii
DAFTAR ISI ... iii
DAFTAR TABEL ... vi
DAFTAR GAMBAR ... vii
DAFTAR LAMPIRAN ... viii
ABSTRAK ... ix
ABSTRACT ... x
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 3
1.3 Batasan Masalah ... 4
1.4 Asumsi ... 4
1.5 Tujuan Penelitian ... 4
1.6 Manfaat Penelitian ... 4
1.7 Sistematika Penulisan ... 5
BAB II TINJ AUAN PUSTAKA 2.1 Kualitas ... 7
2.1.1 Definisi Kualitas …………... 7
2.1.2 Kualitas Produk ... 8
2.1.3 Faktor-Faktor Yang Mempengaruhi Kualitas .. 9
2.1.4 Perencanaan Kualitas ... 11
2.2 SIX SIGMA ... 12
2.3.2 Alat Implementasi Kaizen ... 24
2.3.3 Peneliti Terdahulu ... 28
BAB III METODE PENELITIAN 3.1 Tempat dan Waktu Penelitian ... 31
3.2 Identifikasi Variabel ... 31
3.3 Langkah-Langkah Pemecahan Masalah ... 32
3.4 Pengumpulan Data ... 37
BAB IV HASIL DAN PEMBAHASAN 4.1 Pengumpulan Data ... 39
4.1.1 Data Produksi ... 39
4.1.2 Data Jenis kecacatan Produk ... 39
4.1.3 Penyusunan Diagram SIPOC ... 40
4.2 Pengolahan Data ... 41
4.2.1 Define (Penentuan Obyek Penelitian) ... 41
4.2.2 Measure ... 41
4.2.2.1 Menentukan Karakteristik CTQ ... 42
4.2.2.2 Menentukan defect Terbesar ... 46
4.2.2.3 Menghitung DPMO ... 46
4.2.3 Analyze ... 48
4.2.4 Improve ... 51
4.2.5 Control ... 59
v
5.2 Saran ... 64
DAFTAR PUSTAKA
2.1 Manfaat Dari Pencapaian Beberapa tingkat Sigma ... 16
2.2 Tabel Konversi Sigma Motorola ... 16
4.1 Jumlah Data Produksi Dan Total Defect ... 39
4.2 Data Jenis Kecacatan Produk ... 39
4.3 Hasil Perhitungan Persentase Defect Bulan Januari – Juni 2014 ... 42
4.4 Data Persentase Defect Under Size Bulan Januari – Juni 2014 ……….. ... 44
4.5 Data Persentase Defect Over Size Bulan Januari – Juni 2014 . 45 4.6 Data Persentase Defect Pupuk Tidak Berbentuk Bulat Bulan Januari – Juni 2014 ... 45
4.7 Perhitungan DPMO dan Level Sigma Januari – Juni 2014 ... 47
4.8 Analisis Masalah dengan Five-M Checklist ... 52
vii
2.2 Diagram Sebab Akibat ... 22
3.1 Langkah-langkah Pemecahan Masalah ... 33
4.1 Diagram SIPOC Produk Pupuk Organik ... 40
4.2 Diagram Pareto Bulan Januari 2014 ... 43
4.3 Diagram Pareto Defect Under Size Bulan Januari-Juni 2014 .. 44
4.4 Diagram Pareto Defect Over Size Bulan Januari-Juni 2014 ... 45
4.5 Diagram Pareto Defect Pupuk Tidak Berbentuk Bulat Bulan Januari - Juni 2014 ... 46
4.6 Diagram Fishbone Under Size ... 48
4.7 Diagram Fishbone Over Size ... 49
LAMPIRAN A3 Gambar Pupuk Organik
LAMPIRAN B1 Perhitungan Persentase Defect dan Gambar Diagram Pareto Untuk Masing-masing Bulan Januari – Juni 2014 LAMPIRAN B2 Perhitungan DPMO dan Nilai Sigma bulan Januari –
Juni 2014
perbaikan berkesinambungan dengan alat implementasi kaizen berupa
Five-Step Plan, dan Five-M Checklis. Setelah dilakukan pengolahan data didapat
nilai DPMO sebesar 7291 pada bulan Januari 2014 dari total defect 95700.
Perusahaan berada pada tingkat sigma 3,1 dengan CTQ (Critical To Quality)
yang paling banyak menimbulkan cacat yaitu Over Size. Dari hasil analisis
maka dapat disimpulkan bahwa penyebab utama kecacatan adalah faktor
manusia, mesin dan berdasarkan alat-alat impelementasi kaizen maka
kebijakan utama yang harus dijalankan oleh pihak perusahaan yaitu
pengawasan atau kontrol yang lebih ketat.
continuous improvement Kaizen implementation in the form of Five-Step Plan, and the Five-M Checklis. After processing the data obtained DPMO value of 7291
in January 2014 from a total defect 95700. The company is located at 3.1 sigma level with CTQ (Critical To Quality) most defects that cause Over Size. From the analysis it can be concluded that the main cause of disability is a human factor,
BAB I
PENDAHULUAN
1.1 Latar Belakang
Kualitas merupakan keseluruhan karakteristik dan keistimewaan dari suatu
produk atau jasa yang dihasilkan dari kemampuan produk atau jasa untuk
memuaskan sebagian atau secara keseluruhan kebutuhan dari konsumen.
Konsumen sebagai pemakai produk semakin kritis dalam memilih atau memakai
produk, keadaan ini mengakibatkan peranan kualitas semakin penting. Berbagai
macam metode dikembangkan untuk mewujudkan suatu kondisi yang ideal dalam
sebuah proses produksi yaitu zero defect atau tanpa cacat. Sedangkan menurut Rizan (2011) mengatakan bahwa untuk menghadapi tingkat persaingan yang
ketat, perusahaan harus mampu meningkatkan kualitas produk atau jasa yang
dihasilkan karena dengan meningkatkan produk atau jasa yang dihasilkan adalah
cara terpenting untuk menguasai pasar dan meningkatkan pertumbuhan suatu
perusahaan.
CV Fertilindo Agrolestari merupakan perusahaan yang bergerak di bidang
produksi pupuk organik. Perusahaan ini merupakan industri pupuk organik yang
di suplai ke PT Petrokimia Gresik. Dalam sebulan perusahaan dapat memproduksi
pupuk organik kurang lebih 500.000 kg. CV Fertilindo Agrolestari sering
mengalami kecacatan dalam memproduksi pupuk, kecacatan tersebut yaitu: under
size, over size, pupuk tidak berbentuk bulat(granul). Disini yang dimaksud Under
ditentukan, begitu juga dengan Over size adalah ukuran yang terlalu besar dari
standar ukuran yang di tentukan. Standar dari ukuran yang ditentukan adalah
5mm. Untuk bulan januari 2014 didapatkan data produksi dengan total 437220 kg
beserta kecacatan mencapai 95700 kg dengan persentase defect mencapai
21,88829 %. Perusahaan CV. Fertilindo Agrolestari mempunyai target kecacatan
pada produknya kurang lebih 5%.
Berdasarkan permasalahan yang ada di perusahaan maka, dengan
menerapkan Metode Six Sigma dan melakukan perbaikan dengan metode Kaizen, diharapkan dapat menurunkan jumlah kecacatan produk. Metode ini disusun
berdasarkan sebuah metodologi penyelesaian yang sederhana. Metode Six Sigma
digunakan untuk mereduksi defect, serta digunakan untuk mengukur tingkat kapabilitas proses, dan juga perbaikan untuk mencapai hasil yang mendekti
sempurna.
Proses ini menghilangkan langkah-langkah proses yang tidak produktif,
sering berfokus pada pengukuran-pengukuran baru, dan menetapkan teknologi
untuk peningkatan kualitas menuju target Six Sigma. Metode ini disusun berdasarkan sebuah metodologi penyelesaian yang sederhana, dimana di dalam
metode six sigma ini terdapat cara penyelesaian masalahyaitu: define (merumuskan), measure (mengukur), analyze (menganalisa), improve (meningkatkan/memperbaiki), yang menggabungkan bermacam-macam perangkat
statistik serta pendekatan perbaikan proses lainnya.
Metode Kaizen, merupakan istilah dalam bahasa jepang yang berarti
kualitas produksi atau jasa dengan cara mengurangi atau menambah alat
penunjang sehingga didapatkan hasil yang maksimal. Pada penerapannya dalam
perusahaan, kaizen mencakup pengertian perbaikan berkesinambungan yang melibatkan seluruh pekerjanya, dari manajemen tingkat atas sampai manajemen
tingkat bawah dan karyawan. Kaizen menekankan bahwa tahap pemrosesan dalam
perusahaan harus disempurnakan agar hasil dapat meningkat, sehingga dapat
disimpulkan bahwa filsafat ini mengutamakan proses. Dalam kaizen dipercaya
bahwa proses yang baik akan memberikan hasil yang baik pula. Adapun alat – alat
implementasi kaizen yaitu kaizen Five set up dan kaizen M checklist.
Dalam penelitian ini, peneliti menggunakan beberapa tahapan untuk
mengetahui bagian mana yang menyebabkan kecacatan hasil produksi sehingga
dapat meminimalkan kecacatan agar keuntungan produksi tidak berkurang. Dan
diharapkan dengan menggunakan metode SIX SIGMA dan KAIZEN kecacatan produk dapat berkurang.
1.2 Perumusan Masalah
Berdasarkan latar belakang diatas, maka dapat dirumuskan suatu
permasalahan yaitu :
“Bagaimana kualitas produk Pupuk Organik dan usulan perbaikannya di CV.
Fertilindo Agrolestari sehingga produk yang dihasilkan sesuai dengan spesifikasi
1.3 Batasan Masalah
Untuk mencapai tujuan yang diinginkan dalam penelitian maka perlu
dilakukan pembatasan terhadap masalah yang dihadapi :
1. Penelitian hanya dilakukan pada produk pupuk organik
2. Pendekatan yang digunakan dengan metode SIX SIGMA dan KAIZEN
3. Penelitian tidak memperhitungkan biaya yang ditimbulkan
1.4 Asumsi
Asumsi-asumsi dalam penelitian ini adalah sebagai berikut:
1. Selama penelitian berlangsung proses produksi dalam keadaan stabil.
2. Kondisi lingkungan internal perusahaan bersifat tetap dan berjalan normal.
3. Perolehan data yang berkaitan dengan kualitas diambil dalam jangka waktu
penelitian
1.5 Tujuan Penelitian
Berdasarkan perumusan masalah diatas, maka tujuan yang ingin dicapai
dari penelitian ini adalah sebagai berikut :
1. Mengetahui kualitas dari produk pupuk organik
2. Memberikan usulan perbaikan dengan tujuan mengurangi jumlah defect
paling dominan (terbesar) yang ada pada proses produksi.
1.6 Manfaat Penelitian
Manfaat yang diperoleh dari penelitian ini adalah sebagai berikut :
Dengan adanya penerapan metode SIX SIGMA dan KAIZEN, perusahaan dapat mengurangi jumlah defect produk yang dialami selama ini.
2. Bagi Peneliti
Dapat menambah pengetahuan serta wawasan mengenai metode SIX SIGMA dan KAIZEN.
3. Bagi Universitas
Memberikan referensi tambahan dan perbendaharaan perpustakaan agar
berguna di dalam mengembangkan ilmu pengetahuan dan juga berguna sebagai
pembanding bagi mahasiswa dimasa yang akan datang.
1.7 Sistematika Penulisan
Sistematika penulisan yang digunakan dalam pelaksanaan penelitian ini
adalah:
BAB I PENDAHULUAN
Pada bab ini berisi tentang latar belakang masalah, perumusan
masalah, tujuan penelitian, manfaat, asumsi, dan sistematika
penulisan.
BAB II TINJ AUAN PUSTAKA
Pada bab ini berisi tentang landasan teori-teori yang digunakan
dalam pelaksanaan penelitian sebagai penunjang untuk mengolah
dan menganalisa data-data yang diperoleh secara langsung maupun
BAB III METODE PENELITIAN
Pada bab ini berisi tentang langkah-langkah dalam melakukan
penelitian, mulai dari lokasi pencarian data, metode pengambilan
data, identifikasi variabel, dan metode pengolahan data, yang
dilakukan untuk mencapai tujuan dari penelitian selama
pelaksanaan penelitian.
BAB IV ANALISA DAN PEMBAHASAN
Pada bab ini berisi tentang data-data yang telah terkumpul,
kemudian diolah dengan menggunakan metode yang digunakan
untuk menyelesaikan masalah yang ada.
BAB V KESIMPULAN DAN SARAN
Pada bab ini merupakan penutup tulisan yang berisi kesimpulan
dan saran mengenai analisa yang telah dilakukan sehingga dapat
memberikan suatu rekomendasi sebagai masukan ataupun
perbaikan bagi pihak perusahaan.
DAFTAR PUSTAKA
BAB II
TINJ AUAN PUSTAKA
2.1 Kualitas
Kualitas merupakan keseluruhan karakteristik dan keistimewaan dari suatu
produk atau jasa yang dihasilkan dari kemampuan produk atau jasa untuk
memuaskan sebagian atau secara keseluruhan kebutuhan dari konsumen.
Konsumen sebagai pemakai produk semakin kritis dalam memilih atau memakai
produk, keadaan ini mengakibatkan peranan kualitas semakin penting. Berbagai
macam metode dikembangkan untuk mewujudkan suatu kondisi yang ideal dalam
sebuah proses produksi yaitu zero defect atau tanpa cacat. Sedangkan menurut
Rizan (2011) mengatakan bahwa untuk menghadapi tingkat persaingan yang
ketat, perusahaan harus mampu meningkatkan kualitas produk atau jasa yang
dihasilkan karena dengan meningkatkan produk atau jasa yang dihasilkan adalah
cara terpenting untuk menguasai pasar dan meningkatkan pertumbuhan suatu
perusahaan.
2.1.1 Definisi Kualitas
kualitas merupakan kondisi dinamis yang berhubungan dengan produk,
jasa, sumber daya manusia, proses, dan lingkungan yang memenuhi atau melebihi
harapan. Kualitas menurut Hence, Kualitas: “The quality of a product or service is the fitness of that product or service for meeting its intended used as required
Dijabarkan juga oleh J.R. Evans dan W.M. Lindsay dalam buku “The Management and Control of Quality” (2008), Bahwa Kualitas dapat diartikan
sebagai: Kesempurnaan, Konsistensi, Menghilangkan kerugian, Kecepatan
pengiriman, Proses mengikuti prosedur dan kebijakan, Menghasilkan produk yang
baik dan berguna, Melakukan yang benar dari awal, Memanjakan atau
menyenangkan pelanggan dan Pelayanan dan kepuasan total bagi pelanggan. Hal
senada juga dikemukakan oleh ASO, bahwa kualitas merupakan derajat atau
tingkatan karakteristik yang melekat pada produk yang mencukupi persyratan atau
keinginan .Arti derajat/tingkatan menandahkan bahwa selalu terdapat peningkatan
setiap saat. sedangkan , karakteristik pada istilah tersebut berarti hal-hal yang
dimilk produk,yang dapat terdiri dari berbagai macam. Kotler (2007) mendefinisikan kualitas sebagai keseluruhan cirri serta sifat barang dan jasa yang
berpengaruh pada kemampuan memenuhi kebutuhan yang dinyatakan maupun
yang tersirat.
2.1.2 Kualitas Produk
Menurut Kotler dan Amstrong (2012) kualitas produk adalah “the ability of a product to perform its functions, it includes the product’s overall durability,
reliability, precision, ease of operation and repair, and other valued attributes” yang artinya kemampuan sebuah produk dalam memperagakan fungsinya, hal itu
termasuk keseluruhan durabilitas, reliabilitas, ketepatan, kemudahan
pengoperasian dan reparasi produk juga atribut produk lainnya. Dimensi kualitas
Performance (kinerja) yaitu berhubungan dengan karakteristik operasi dasar dari sebuah produk. Durability (daya tahan), yang berarti berapa lama umur produk
bertahan sebelum produk tersebut harus diganti. Conformance to specifications (kesesuaian dengan spesifikasi), yaitu sejauh mana produk memenuhi spesifikasi
atau tidak ditemukannya cacat pada produk. Features (fitur), adalah karakteristik
produk yang dirancang untuk menyempurnakan fungsi produk atau ketertarikan
konsumen terhadap produk. Reliabilty (reliabilitas), adalah probabilitas bahwa
produk akan bekerja dengan memuaskan atau tidak dalam periode waktu tertentu.
Aesthetics (estetika), berhubungan dengan bagaimana penampilan produk. Perceived quality (kesan kualitas), sering dibilang merupakan hasil dari
penggunaan pengukuran yang dilakukan secara tidak langsung karena terdapat
kemungkinan bahwa konsumen tidak mengerti atau kekurangan informasi atas
produk yang bersangkutan.
2.1.3 Faktor-Faktor Yang Mempengar uhi Kualitas
Terlepas dari komponen yang dapat dijadikan obyek pengukuran kualitas,
secara umum faktor-faktor yang mempengaruhi kualitas dapat diklarifikasikan
sebagai berikut:
1. Fasilitas operasi seperti kondisi fisik bangunan
2. Peralatan dan perlengkapan
3. Bahan baku dan material
4. Pekerjaan ataupun staf organisasi
Secara khusus faktor-faktor yang mempengaruhi kualitas diuraikan sebagai
1. Pasar atau tingkat persaingan
Persaingan sering merupakan penentu dalam menetapkan tingkat
kualitas output suatu perusahaan, makin tinggi tingkat persaingan akan
memberikan pengaruh pada perusahaan untuk menghasilkan produk yang
berkualitas.
2. Tujuan Organisasi
Apakah perubahan bertujuan untuk menghasilkan output tinggi,
barang yang berharga rendah atau mengahsilkan barang berharga mahal.
3. Testing Produk
Testing yang kurang memadai terhadap produk yang dihasilkan
dapat berakibat kegagalan dalam mengungkapkan kekurangan yang
terdapat pada produk.
4. Desain Produk
Cara mendesain produk pada awalnya dapat menentukan kualitas
produk itu sendiri.
5. Proses Produki
Prosedur untuk memproduksi produk dapat juga menentukan
kualitas produk yang dihasilkan.
6. Kualitas Input
Jika bahan yang digunakan tidak memenuhi standar, tenaga kerja
tidak terlatih, atau perlengkapan yang digunakan tidak tepat, akan
7. Perawatan Perlengkapan
Apabila perlengkapan tidak dirawat secara tepat atau suku cadang
tidak tersedia maka kualitas produk akan berkurang dari semestinya.
8. Standar Kualitas
Jika perhatian terhadap kualitas dalam organisasi tidak nampak,
tidak ada testing maupun inspeksi, maka output yang berkualitas tinggi
sulit dicapai.
9. Umpan Balik
Jika perusahaan kurang sensitif terhadap keluhan-keluhan konsumen,
kualitas tidak akan meningkat.
2.1.4 Perencanaan Kualitas
Perencanaan kualitas meliputi pengembangan produk, sistem, dan proses
yang dibutuhkan untuk memenuhi atau melampaui harapan pelanggan.
Langkah-langkah yang dibutuhkan menurut The Juran Trilogy adalah:
1. Menentukan siapa yang menjadi pelanggan.
2. Mengidentifikasi kebutuhan para pelanggan.
3. Mengembangkan produk dengan keistimewaan yang dapat memenuhi
kebutuhan pelanggan.
4. Mengembangkan sistem dan proses yang memungkinkan organisasi untuk
menghasilkan keistimewaan tersebut.
1.2 SIX SIGMA
Sigma (
σ
) adalah sebuah abjad yunani yang menotasikan standar deviasiatau simpangan baku suatu proses. Standar deviasi mengukur varisi atau jumlah
persebaran suatu rata–rata proses. Tingkat kualitas Sigma biasanya juga dipakai
untuk menggambarkan output dari suatu proses, semakin tinggi tingkat Sigma maka semakin kecil toleransi yang diberikan pada kecacatan, semakin tinggi
kapabilitas proses oleh karena itu semakin baik.
Six Sigma Motorola merupakan suatu metode atau teknik pengendalian
Peningkatan kualitas dramatik yang diterapkan oleh perusahaan motorola sejak
tahun 1986, yang merupakan terobosan baru dalam bidang manajemen kualitas.
Banyak ahli manajemen kualitas menyatakan bahwa metode Six Sigma Motorola
dikembangkan dan diterima secara luas oleh dunia industri, karena manajemen
industri frustasi terhadap sistem manajemen kualitas yang ada, yang tidak mampu
melakukan peningkatan kualitas secara dramatik menuju tingkat kegagalan (zero defect). Defect adalah kegagalan untuk memberikan apa yang diinginkan oleh pelanggan,
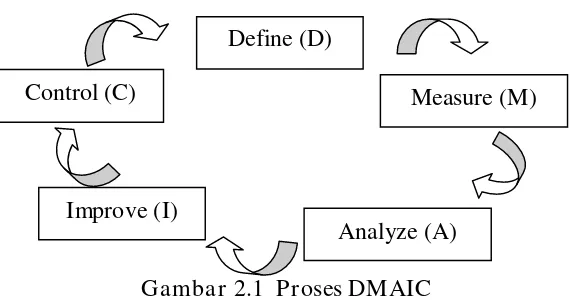
2.2.1 DMAIC (Define, Measure, Analyze, Improve, Control)
DMAIC merupakan proses untuk peningkatan terus-menerus menuju
target Six Sigma. DMAIC dilakukan secara sistematik, berdasarkan ilmu pengetahuan dan fakta. Proses ini menghilangkan langkah-langkah proses yang
tidak produktif, sering berfokus pada pengukuran-pengukuran baru, dan
Gambar 2.1 Proses DMAIC
1. Define (D)
Merupakan langkah operasional pertama dalam program peningkatan
kualitas Six Sigma. Pada tahap ini, yang paling penting untuk dilakukan adalah identifikasi produk dan atau proses yang akan diperbaiki. Kita harus menetapkan
prioritas utama tentang masalah-masalah dan atau kesempatan peningkatan
kualitas mana yang akan ditangani terlebih dahulu. Pemilihan proyek terbaik
adalah berdasarkan pada identifikasi proyek yang sesuai dengan kebutuhan,
kapabilitas, dan tujuan organisasi yang sekarang.
Secara umum setiap proyek Six Sigma yang terpilih harus mampu
memenuhi kategori:
1. Memberikan hasil-hasil dan manfaat bisnis.
2. Kelayakan.
3. Memberikan dampak positif kepada organisasi. (Sumber: Gaspersz Vincent, 2002)
Control (C)
Define (D)
Improve (I)
Analyze (A)
2. Measur e (M)
Merupakan langkah operasional kedua dalam program peningkatan
kualitas Six Sigma. Terdapat 3 hal pokok yang harus dilakukan dalam tahap Measure, yaitu:
1. Memilih atau menentukan karakteristik kualitas (CTQ) kunci yang
berhubungan langsung dengan kebutuhan spesifik dari pelanggan.
2. Melakukan pengumpulan data melalui pengukuran yang dapat
dilakukan pada tingkat proses, output dan/atau outcome.
3. Mengukur kinerja sekarang (current performance) pada tingkat proses, output, dan/atau outcome untuk ditetapkan sebagai baseline kinerja
(performance baseline) pada awal proyek Six Sigma. (Sumber: Gaspersz Vincent, 2002).
A. Pengukuran Baseline Kinerja (performance baseline)
Baseline kinerja dalam proyek Six Sigma biasanya diterapkan menggunakan satuan pengukuran DPMO dan tingkat kapabilitas sigma (sigma
level). Sesuai dengan konsep pengukuran yang biasanya diterapkan pada tingkat proses, output dan outcome, maka baseline kinerja juga dapat ditetapkan pada
tingkat proses, output dan outcome. Pengukuran biasanya dimaksudkan untuk mengetahui sejauh mana output dari proses dapat memenuhi kebutuhan pelanggan. (Sumber: Gaspersz Vincent, 2002).
B. DPO (Defects Per Opportunities)
Defect (cacat) adalah kecacatan untuk memberikan apa yang diinginkan
kegagalan yang dihitung dalam program peningkatan kualitas Six Sigma, yang menunjukkan banyaknya cacat atau kegagalan per satu kesempatan, dihitung
dengan menggunakan formula DPO.
Dimana formula DPO adalah banyaknya cacat atau kegagalan yang
ditemukan dibagi dengan (banyaknya unit yang diperiksa dikalikan banyaknya
CTQ potensial yang menyebabkan cacat atau kegagalan itu).
(
Banyaknya unit yang diperiksa Banyaknya CTQ potensial)
cacat
(Sumber: Gaspersz Vincent, 2002).
C. DPMO (Defects Per Million Opportunities)
Ukuran kegagalan dalam program peningkatan kualitas Six Sigma, yang
menunjukkan kegagalan persejuta kesempatan, untuk menghitung menggunakan formula:
DPMO = DPO ⊗ 1.000.000
Selanjutnya jika ingin mengetahui tingkat kegagalan per satu juta
kesempatan (DPMO), dalam Microsoft Excel menggunakan formula berikut :
DPMO = 1.000.000-normdist (– 1,5 + Nilai Sigma) ⊗1.000.000
Pemahaman terhadap DPMO ini sangat penting dalam pengukuran
keberhasilan dalam pengukuran keberhasilan aplikasi penigkatan kualitas Six
Sigma.
Six Sigma merupakan suatu visi peningkatan kualitas menuju target 3,4
kegagalan per sejuta kesempatan (DPMO) untuk setiap transaksi produk
(barang dan jasa) upaya giat menuju kesempurnaan (zero defect). Vincent
Hasil–hasil dari peningkatan kualitas dramatik di atas , yang diukur
berdasarkan persentase antara COPQ (cost of poor quality) terhadap
penjualan ditunjukkan dalam Tabel 2.1
Tabel 2.1. Manfaat Dar i Pencapaian Beberapa Tingkat Sigma
COPQ ( Cost of Poor Quality )
Tingkat Pencapaian
Sigma
DPMO (defect per million opportunities) COPQ
1 – sigma
(rata – rata industri Indonesia)
(rata – rata industri USA)
(Industri kelas dunia)
Setiap peningkatan atau pergeseran 1- sigma akan memberikan peningkatan keuntungan sekitar 10
% dari penjualan
Sumber : Vincent Gaspersz, 2002
Saat ini pihak Motorola telah membuat gambaran kapabilitas sebuah
proses dalam perbandingan antara sigma dan DPMO yang ditunjukkan di tabel 2.2
Tabel 2.2 Tabel konversi Sigma Motorola
Presentase yang
memenuhi spesifikasi DPMO Sigma
30,9 %
3. Analyze (A)
Merupakan langkah operasional ketiga dalam program peningkatan
kualitas Six Sigma. Pada tahap ini yang perlu diperhatikan adalah beberapa hal sebagai berikut:
1. Menentukan kapabilitas/kemampuan dari proses.
Process capability merupakan suatu ukuran kinerja kritis yang menunjukkan proses mampu menghasilkan sesuai dengan spesifikasi
produk yang telah ditetapkan oleh manajemen berdasarkan kebutuhan
dan ekspektasi pelanggan.
2. Mengidentifikasi sumber-sumber dan akar penyebab kecacatan atau
kegagalan. Untuk mengidentifikasi sumber-sumber penyebab kegagalan,
dapat menggunakan Fishbone diagram (cause and effect diagram).
Dengan analisa cause and effect, manajemen dapat memulai dengan akibat sebuah masalah, atau dalam beberapa kasus, merupakan akibat
atau hasil yang diinginkan dan membuat daftar terstruktur dari penyebab
potensial. (Sumber: Gaspersz Vincent, 2002).
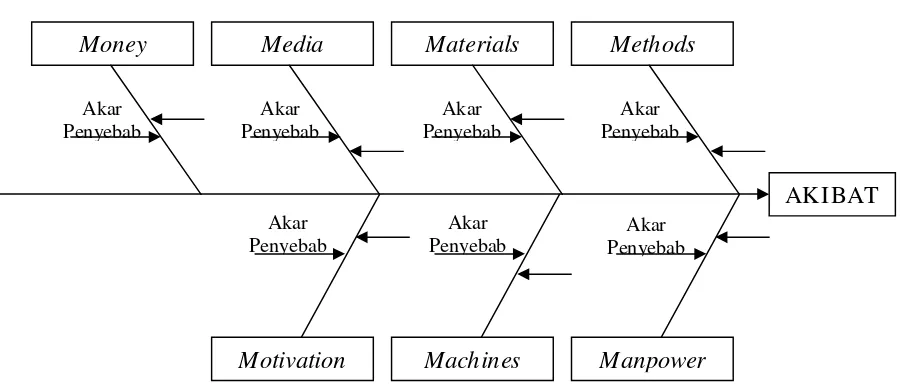
Setelah akar-akar penyebab dari masalah ditemukan, maka dimasukkan ke
dalam cause and effect diagram yang telah mengkategorikan sumber-sumber penyebab berdasarkan prinsip 7M, yaitu:
1) Manpower ( Tenaga Kerja ).
2) Machines ( Mesin-mesin ). 3) Methods ( Metode Kerja ).
5) Media (Surat Kabar). 6) Motivation ( Motivasi ).
7) Money ( Keuangan ).
(Sumber: Gaspersz Vincent, 2002).
4. Improve (I)
Merupakan langkah operasional keempat dalam program peningkatan
kualitas Six Sigma. Langkah ini dilakukan setelah sumber-sumber dan akar
penyebab dari masalah kualitas teridentifikasi. Pada tahap ini ditetapkan suatu
rencana tindakan (action Plan) untuk melaksanakan peningkatan kualitas Six Sigma. (Sumber: Gaspersz Vincent, 2002).
5. Contr ol (C)
Merupakan langkah operasional kelima dalam program peningkatan
kualitas Six Sigma. Pada tahap ini hasil-hasil peningkatan kualitas didokumentasikan dan disebarluaskan, praktek-praktek terbaik yang sukses dalam
meningkatkan proses distandarisasikan dan disebarkan, prosedur-prosedur
didokumentasikan dan dijadikan pedoman kerja standar, serta kepemilikan atau
tanggung jawab ditransfer dari tim Six Sigma kepada pemilik atau penanggung
jawab proses, yang berarti proyek Six Sigma berakhir pada tahap ini. Standarisasi dimaksudkan untuk mencegah masalah yang sama atau praktek-praktek lama
terulang kembali. (Sumber: Gaspersz, Vincent, 2002).
A. Seven Tools
Tidak mungkin untuk memeriksa atau menguji kualitas kedalam suatu
produksi harus stabil dan mampu beroperasi sedemikian hingga sebenarnya semua
produk yang dihasilkan sesuai dengan spesifikasi. Pengendalian kualitas adalah
aktivitas keteknikan dan manajemen, yang dengan aktivitas itu kita ukur ciri-ciri
kualitas produk, membandingkannya dengan spesifikasi atau persyaratan dan
mengansumsi, tindakan penyehatan yang sesuai apabila ada perbedaan antara
penampilan yang sebenarnya dan yang standar.
Pengendalian proses statistik pada jalur adalah alat utama yang digunakan
dalam membuat produk dengan benar sejak awal. Terdapat alat-alat pengendalian
kualitas yang memiliki tujuan yang sama, atau yang biasa lebih dikenal dengan
nama Seven tools, Seven tools adalah 7 alat yang dipakai untuk mengendalikan
kualitas dengan macam kegunaan dan fungsi yang berbeda namun memiliki
tujuan yang sama. Seven tools tersebut antara lain:
1. Histogram
Histogram mempunyai bentuk seperti diagram batang yang dapat digunakan
untuk mengetahui harga rata-rata atau central tendency dari nilai data yang
terkumpul, harga maksimum dan minimum data, range data, besar
penyimpangan atau dispersi terhadap harga rata-rata, bentuk distribusi data
yang terkumpul.
2. Check Sheet
Adalah alat bantu untuk memudahkan proses pengumpulan data. Berupa
lembaran dengan tabel-tabel untuk pengisian data. Informasi dari lembar
3. Diagram Pareto
Diagram ini berguna untuk menunjukkan persoalan utama yang dominan dan
perlu segera diatasi dengan suatu grafik yang meranking klasifikasi data dalam
urutan terbesar ke terkecil dari kiri ke kanan.
4. Defect Concentration Diagram
Merupakan salah satu alat pengendalian kualitas yang digunakan sebagai alat
untuk memastikan lokasi defect yang dapat memberikan informasi tentang
penyebab potensial defect. Konsep utama adalah menunjukkan secara langsung letak cacat yang terjadi pada spesimen dengan memberi tanda
khusus pada gambar spesimen.
5. Cause-Effect Diagram
Diagram ini disebut juga dengan diagram tulang ikan karena bentuknya seperti
ikan. Selain itu disebut juga dengan diagram Ishikawa karena yang
menemukan adalah Prof. Ishikawa yang berasal dari Jepang. Diagram ini
digunakan untuk menganalisa dan menemukan faktor-faktor yang berpengaruh
secara signifikan dalam menentukan karakteristik kualitas output kerja, mencari penyebab-penyebab yang sesungguhnya dari suatu masalah.
Menurut Vincent, akar-akar penyebab dari masalah yang ditemukan melalui ”
Mengapa” beberapa kali kepada staf produksi dan pihak manajemen, maka
dimasukkan ke dalam diagram sebab-akibat yang telah mengkategorikan
1. Manpower (tenaga kerja) : berkaitan dengan kekurangan dalam pengetahuan (tidak terlatih, tidak berpengalaman), kekurangan dalam keterampilan dasar
yang berkaitan dengan mental dan fisik, kelelahan, stress, ketidakpedulian, dll.
2. Machines (mesin-mesin) dan peralatan : berkaitan dengan tidak ada sistem perawatan preventif terhadap mesin-mesin produksi, termasuk fasilitas dan
peralatan lain, tidak sesuai dengan spesifikasi tugas, tidak dikalibrasi, terlalu
complicated, terlalu panas, dll.
3. Methods (metode kerja) : berkaitan dengan tidak ada prosedur dan metode kerja yang benar, tidak diketahui, tidak terstandarisasi, tidak cocok, dll.
4. Materials (beban baku dan bahan penolong) : berkaitan dengan ketiadaan
spesifikasi kualitas dari bahan baku dan bahan penolong yang digunakan,
ketidaksesuaian dengan spesifikasi kualitas bahan baku dan bahan penolong
yang ditetapakan, ketiadaan penanganan yang efektif terhadap bahan baku dan
bahan penolong itu, dll.
5. Media : berkaitan dengan tempat dan waktu kerja yang tidak memperhatikan
aspek-aspek kebersihan, kesehatan, dan lingkungan kerja yang kondusif,
kekurangan dalam lampu penerangan, ventilasi yang buruk, kebisingan yang
berlebihan, dll.
6. Motivation (motivasi) : berkaitan dengan ketiadaan sikap kerja yang benar dan profesional (tidak kreatif, bersikap reaktif, tidak mampu bekerja sama dalam
tim, dll), yang dalam hal ini disebabkan oleh sistem balas jasa dan
7. Money (keuangan) : berkaitan dengan ketiadaan dukungan finansial (keuangan) yang mantap guna memperlancar proyek peningkatan kualitas Six
Sigma yang akan diterapkan.
Gambar 2.2 Diagr am Sebab Akibat
(Sumber: Gaspersz, Vincent, 2002)
2.3 Metode Kaizen
Kaizen merupakan istilah dalam bahasa jepang yang berarti“perbaikan
berkesinambungan”. Pada penerapannya dalam perusahaan, kaizen mencakup
pengertian perbaikan berkesinambungan yang melibatkan seluruh pekerjanya, dari
manajemen tingkat atas sampai manajemen tingkat bawah dan karyawan. Kaizen
menekankan bahwa tahap pemrosesan dalam perusahaan harus disempurnakan
agar hasil dapat meningkat, sehingga dapat disimpulkan bahwa filsafat ini
mengutamakan proses. Dalam kaizen dipercaya bahwa proses yang baik akan
memberikan hasil yang baik pula. Salah satu langkah awal penerapan kaizen
• Rencana (plan)
Penetapan target untuk perbaikan dan perumusan rencana tindakan guna
mencapai target tersebut.
• Lakukan (do)
Pelaksanaan dari rencana yang telah dibuat.
• Periksa (check)
Kegiatan pemeriksaan segala prosedur yang telah dijalankan guna
memastikannya agar tetap berjalan sesuai rencana sekaligus memantau
kemajuan yang telah ditempuh.
• Tindak (act)
Menindaklanjuti ketiga langkah yang ditempuh sekaligus memutuskankan
prosedur baru guna menghindari terjadinya kembali masalah yang sama
atau menetapkan sasaran baru bagi perbaikan berikutnya.
Siklus PDCA berputar secara terus menerus dengan diselingi oleh siklus
Standarize-Do-Check-Act (SDCA) di antaranya.Dalam langkah Standar (Standarize) pada siklus ini, segala prosedur baru yang telah diputuskan pada
langkah Tindak (Act) dalam siklus PDCA sebelumnya disahkan menjadi pedoman
yang wajib dipenuhi. SDCA fokus pada kegiatan pemeliharaan, sedangkan PDCA
lebih mengacu pada perbaikan.
2.3.1 Pengertian Budaya Kaizen
Suatu keberhasilan kerja, berakar pada nilai-nilai yang dimiliki dan
kebiasaan, agama, norma dan kaidah yang menjadi keyakinannya menjadi
kebiasaan dalam perilaku kerja atau organisasi. Nilai-nilai yang telah menjadi
kebiasaan tersebut dinamakan budaya. Oleh karena budaya dikaitkan dengan mutu
atau kualitas kerja, maka dinamakan budaya kerja.
Budaya Kerja Jepang dikenal dengan sebutan Kaizen. Kaizen menurut
Imai (2008) adalah “kemajuan dan perbaikan terus menerus dalam kehidupan
seseorang, kehidupan berumah tangga, kehidupan bermasyarakat dan kehidupan
kerja”.
2.3.2 Alat Implementasi Kaizen
Terdapat beberapa alat implementasi kaizen, yakni: 1. Five M Checklist
Alat ini berfokus pada lima faktor kunci yang terlibat dalam setiap proses,
yaitu Man (operator atau orang), Machine(mesin), Material (material), Jurnal
Teknologi, Volume 4 Nomor 1, Juni 2011, 61-53 81Methods (metode) dan
Measurement (pengukuran). Dalam setiap proses, perbaikan dapat dilakukan
dengan jalan memeriksa aspek-aspek proses
tersebut.
2. Konsep 3 M (Muda, Mura, dan Muri).
Konsep ini dibentuk untuk mengurangi banyaknya proses kerja, meningkatkan
mutu, mempersingkat waktu dan mengurangi atau efisiensi
b. Mura diartikan sebagai pengurangan perbedaan. c. Muri diartikan sebagai pengurangan ketegangan.
3. Five Step Plan
Five Step Plan pada dasarnya merupakan proses perubahan sikap dengan menerapkan penataan, kebersihan, dan kedisiplinan di tempat kerja. Five Step
Plan merupakan budaya tentang bagaimana seseorang memperlakukan tempat
kerjanya secara benar. Bila tempat kerja tertata rapi, bersih, tertib maka
kemudahan bekerja perorangan dapat diciptakan. Dengan kemudahan bekerja ini,
empat bidang sasaran pokok industri yang meliputi:
1. Efisiensi Kerja
2. Produktifitas Kerja
3. Kualitas Kerja, dan
4. Keselamatan Kerja dapat lebih mudah dipenuhi.
Salah satu metode perubahan dan perbaikan yang dilakukan banyak perusahaan
adalah menerapkan 5S / 5R. 5S / 5R adalah cara untuk meningkatkan
produktivitas dengan melakukan kegiatan menata tempat kerja. Karena
lingkungan kerja yang nyaman, dan teratur, dapat meningkatkan efisiensi dan
produktivitas yang tinggi di perusahaan. Di Jepang, cara ini sudah menjadi budaya
kerja dan dikenal dengan 5S, sedangkan di Indonesia disebut 5R, yaitu :
1. Seiri. = Ringkas
3. Seiso. = Resik
4. Seiketsu = Rawat
5. Shitsuke = Rajin
5S / 5R diatas merupakan urutan dalam menata tempat kerja, yang merupakan
tanggung jawab semua pekerja, mulai dari CEO sampai Cleaning Service Setiap
pekerja bertanggung jawab melakukan penataan tempat kerja kearah yang lebih
baik, dan ini harus menjadi budaya perusahaan.
1. Seiri/Ringkas:
Membuang barang barang yang tidak diperlukan, dan menyimpang barang
yang diperlukan dengan cara tertentu agar mudah diakses ketika dibutuhkan.
Langkah langkah Ringkas :
2. Cek barang di area kerja masing masing
3. Tentukan kategori barang yang dibutuhkan dan tidak dibutuhkan.
4. Beri label merah utk barang yang tidak dibutuhkan.
5. Siapkan tempat untuk membuang barang barang yang tidak dibutuhkan.
6. Secara berkala, buanglah barang barang berlabel merah ke tempat yang telah
disiapkan
2. Seiton / Rapi :
Adalah menyimpan barang sesuai dengan tempatnya. Kerapian adalah
seberapa cepat kita menyimpan barang, dan seberapa cepat kita mengambilnya
Langkah-langkah Rapi:
a. Rancang metode penempatan barang yang diperlukan, sehingga mudah
didapatkan kembali saat dibutuhkan.
b. Tempatkan barang-barang yang diperlukan ke tempat yang telah dirancang
dan disediakan.
c. Beri label / identifikasi untuk mempermudah penggunaan maupun
pengembalian ke tempat semula.
3. Seiso / Resik:
Adalah membersihkan tempat kerja/lingkungan kerja, mesin/peralatan, dan
barang-barang agar tidak terdapat debu dan kotoran. Kebersihan harus
dilaksanakan dan dibiasakan oleh tiap karyawan.
Langkah-langkah Resik:
a. Sediakan sarana kebersihan
b. Pembersihan tempat kerja secara berkala.
c. Peremajaan tempat kerja.
d. Pelestarian Resik
4. Seiketsu / Rawat :
Adalah mempertahankan hasil yang telah dicapai pada 3R sebelumnya dengan
menstandarisasikannya.
Langkah Rawat :
a. Tetapkan standar kebersihan, penempatan, dan penataan
5. Shitsuke / Rajin :
Adalah terciptanya kebiasaan pribadi karyawan untuk menjaga dan
meningkatkan apa yang sudah dicapai. Rajin di tempat kerja berarti
pengembangan kebiasaan positif di tempat kerja.
Langkah langkah melakukan Rajin :
a. Tentukan Target bersama
b. Teladan atasan
c. Komunikasi di lingkungan kerja
d. Kesempatan belajar
2.3.3 Peneliti Terdahulu
Adapun peneliti terdahulu yang dapat digunakan sebagai acuan penelitian
ini adalah sebagai berikut :
1) Joko Susetyo, Winarni, Catur Hartanto (2003) dengan judul penelitian
“Aplikasi DMAIC dan KAIZEN sebagai metode pengendalian dan
perbaikan kualitas produk kaos di PT. Mondarin”.
Penelitian ini bertujuan untuk mengetahui kemampuan proses berdasarkan
produk cacat yang ada dengan pendekatan DMAIC yang kemudian
dilakukan pengendalian dengan menganalisis penyebab kecacatan
mengunakan seven tools serta mengupayakan perbaikan dengan alat
implementasi kaizen berupa kaizen Five step plan, 5W dan 1H, dan Five-M
terdapat 4509,384 kemungkinan produk yang dihasilkan mengalami
kecacatan. Perusahaan berada pada tingkat 4,11 sigma dengan CTQ(Critical
To Quality) yang paling banyak menimbulkan cacat yaitu dek sebesar
20,76% dari total cacat 22517. Dari hasil analisis maka dapat disimpulkan
bahwa penyebab utama kecacatan adalah faktor manusia dan berdasarkan
alat-alat implementasi kaizen maka kebijakan utama yang harus dijalankan
oleh pihak perusahaan yaitu pengawasaan atau control yang lebih ketat di
segala bidang.
2) Purwanto Edi Yuwono (2006) dengan judul penelitian“ Analisis kualitas
produk vinyl paper dengan metode DMAIC di PT. Karya Terang Sedati”.
Penelitian ini bertujuan untuk mengukur tingkat DPMO dan level sigma dan Menentukan tindakan perbaikan yang dapat dilakikan untuk memperbaiki
kualitas produksi vinyl paper di PT.Karya Terang Sedati. Setelah dilakukan pengolahan data yang diperoleh dari data selama bulan januari – juni 2010
dengan jumlah pemeriksaan produk 20.700 dan defect (kecacatan) sebanyak
808 didapat nilai DPMO sebesar 7806 dengan level sigma sebesar 3,92. Adapun usulan perbaikan dengan metode FMEA yang diberikan untuk
mengurangi jumlah defect atau kecacatan adalah:
Prioritas 1 : Melakukan perawatan berkala dengan menjadwalkan
pengecekan dan perawatan mesin secara berkala.
Prioritas 2 : Proses pembersihan dan pelapisanpolyethylene, silicon, pencampuran bahan lebih lama dan merata.
perlu mengadakan training permesinan yang lebih detail.
Prioritas 4 : Membersihkan kotoran sebelum proses produksi dimulai
BAB III
METODE PENELITIAN
3.1 Lokasi dan Waktu Penelitian
Lokasi penelitian untuk penyusunan tugas akhir ini dilakukan pada CV. Fertilindo
Agrolestari, KM 5, Trawas-Mojosari. Pengambilan data diambil pada bagian produksi,
yaitu proses produksi terutama pada proses produksi. Pengambilan data mulai diambil
pada waktu pabrik berproduksi tiap hari sampai data yang di perlukan terpenuhi.
3.2 Identifikasi Var iabel
Dalam identifikasi variabel terdapat variabel-variabel yang didapatkan
berdasarkan data dari perusahaan yang digunakan dalam perhitungan Six sigma beserta
definisi operasionalnya. Variabel-variabel tersebut adalah sebagai beikut:
a. Variabel Bebas
1. Jumlah output produk
Jumlah produk yang dihasilkan pada proses produksi selama periode tertentu.
2. Jumlah defect (cacat) produk
Jumlah defect (cacat) yang ada produk selama proses produksi berlangsung dalam
periode tertentu.
3. Karakteristik kualitas (CTQ)
Yaitu suatu parameter-parameter yang dapat mempengaruhi suatu kualitas
produk antara lain:
a. Under size
b. Over size
Survey Lapangan
Mulai
Tujuan Peneltian
Perumusan Masalah Studi Pustaka
Pengumpulan Data
- Data Produksi Dan Total Defect - Data Jenis Kecacatan Produk
- Penyusunan Diagram SIPOC
Pengolahan Data
b. Variabel Terikat
Yaitu variabel terikat yang nilainya tergantung dari variasi perubahan
variabel bebas. Adapun variabel terikat dalam penelitian ini adalah:
DPMO yaitu:
Nilai yang dicapai dalam perhitungan defect (cacat) yang kemudian akan
dikonversikan dengan ukuran-ukuran Six sigma dimana nilai itu berada.
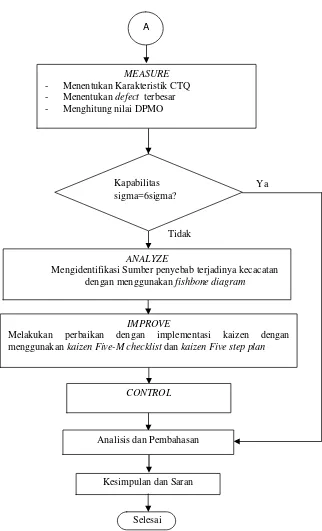
3.3 Langkah-langkah Pemecahan Masalah
Untuk memecahkan permasalahan dalam penelitian ini dapat dibuat
tahapan/langkah pemecahan masalah, hal ini seperti ditunjukan pada gambar 3.1.
Tahap
pengolahan
data (DMAIC)
DEFINE
Penentuan obyek penelitian
Kesimpulan dan Saran
Selesai
Ya
Tidak
Gambar : 3.1. Langkah-langkah Pemecahan Masalah
MEASURE
- Menentukan Karakteristik CTQ - Menentukan defect terbesar - Menghitung nilai DPMO
Kapabilitas sigma=6sigma?
ANALYZE
Mengidentifikasi Sumber penyebab terjadinya kecacatan dengan menggunakan fishbone diagram
IMPROVE
Melakukan perbaikan dengan implementasi kaizen dengan menggunakan kaizen Five-M checklist dan kaizen Five step plan
CONTROL
Penjelasan langkah-langkah Pemecahan Masalah
1. Mulai
Tahap ini menjelaskan langkah awal yang dilakukan sebelum penelitian
dilakukan yaitu mengidentifikasi sistem yang berjalan pada perusahaan
dengan jalan melakukan pengamatan pada proses produksi.
2. Survey lapangan
Survey lapangan sangat diperlukan dalam suatu penelitian karena pada tahap
ini dimaksudkan untuk mengetahui kondisi nyata obyek yang akan diteliti
serta untuk merencanakan dan memilih lokasi penelitian yang nantinya akan
diperbaiki dengan metode yang sesuai.
3. Studi pustaka
Studi pustaka merupakan tahap penelusuran referensi, dapat bersumber dari
buku, jurnal, maupun penelitian yang telah ada sebelumnya. Berguna untuk
mendukung tercapainya tujuan penelitian yang telah dirumuskan. Dari studi
kepustakaan akan diperoleh landasan teori serta acuan-acuan yang akan
digunakan dalam penelitian ini.
4. Perumusan Masalah
Masalah yang muncul dalam tugas akhir ini adalah mengurangi jumlah cacat
pada proses cetak cover buku untuk meningkatkan kualitas. Oleh karena itu
perlu dilakukan pengukuran tingkat defect (cacat), identifikasi
5. Tujuan Penelitian
Setelah dilakukan penentuan perumusan masalah yang akan diteliti, maka
dapat ditentukan tujuan akhir yang akan dilaksanakan tersebut guna
memberikan arah dalam melaksanakan penelitian. Adapun tujuan dari
penelitian ini adalah memperbaiki sistem proses produksi, yang berdasarkan
fase improvement SIX SIGMA 6. Pengumpulan Data
Tahap ini merupakan tahap dimana seluruh data dan informasi dikumpulkan
dan kemudian diolah sesuai dengan metode yang telah ditetapkan. Data yang
digunakan berupa data primer yang diperoleh dengan cara interview dan
observasi dan data sekunder dari perusahaan yang berupa kriteria kecacatan
pada produk.
7. Pengolahan Data
Tahap ini merupakan penerapan metode Define, Measure, Analyze, Improve, Control (DMAIC) dimana pada tahap Define dilakukan pemilihan produk
yang menjadi obyek penelitian dan pendefinisian CTQ. Selanjutnya pada
tahap Measure, dilakukan pengukuran DPMO ( Defect per Millon Opportunitties ) dan nilai Baseline kinerja. Pada tahap Analyze, menentukan
penyebab terjadinya kecacatan suatu produk. Kemudian, setelah sumber –
sumber penyebab terjadinya kecacatan teridentifikasi, maka pada tahap
Improve dilakukan penetapan rencana tindakan perbaikan dan melakukan prioritas dari rencana perbaikan. Tahap akhir dari Six Sigma adalah tahap
8. Define
Mendefinisikan dan mendeskripsikan masalah dalam ruang lingkup yang jelas
dan penentuan produk yang menjadi obyek penelitian. Dalam penelitian ini
ruang lingkup yang dimaksud adalah proses cetak di CV. Fertilindo
Agrolestari dengan obyek penelitian hanya difokuskan pada bagian proses
produksi pupuk. Selain itu juga melakukan tahap pengumpulan data
perusahaan.
9. Measure
Menentukan karakteristik CTQ, menentukan CTQ, menentukan defect yang
terbesar, dan kemudian mengukur baseline kinerja dimana semakin tinggi
target sigma yang dicapai, maka kinerja sistem industri akan semakin baik.
10.Analyze
Menganalisa kapabilitas proses untuk mengetahui potential cause dan menganalisa terjadinya defect terbesar (faktor-faktor penyebab tingkat kegagalan tinggi pada produk) dengan menggunakan Cause & Effect
Diagram. Diagram ini dibuat dengan jalan secara brainstorming antara staf produksi dengan pengawas lapangan, dimana brainstorming menjadi satu
bagian yang paling berpengaruh dalam pengerjaan penelitian ini.
11.Improve
Setelah akar permasalahan diketahui pada tahap analyze, maka langkah
selanjutnya adalah melakukan usulan perbaikan. Dimana usulan perbaikan
pada potential cause, dimana hal ini dipandang sebagai penyebab defect (cacat) yang terbesar pada hasil cetakan.
12. Control
Memantau dan menjaga hasil dari perbaikan yang telah dilakukan, tapi dalam
hal ini dilakukan oleh pihak perusahaan sendiri.
13. Analisis dan Pembahasan
Tahap ini berisikan tentang Pembahasan Masalah meliputi menghitung
DPMO, CTQ potensial dengan Diagran Pareto, Identifikasai sumber
penyebab kecacatan/defect dengan diagram sebab-akibat, dan melakukan
perbaikan dengan menggunakan implementasi kaizen berupa kaizen Five setup
dan kaizen Five M Checklist. 14. Kesimpulan dan Saran
Tahap ini merupakan tahap akhir dalam penelitian yaitu menarik kesimpulan
atas hal-hal yang diperoleh dari serangkaian langkah penelitian yang telah
dilakukan. Disamping itu juga diajukan saran-saran untuk mengembangkan
penelitian sejenis dimasa mendatang.
3.4 Pengumpulan Data
Dalam pengumpulan data selama penelitian data yang dikumpulkan
terbagi menjadi 2, yaitu:
1. Data Primer
Data yang diperoleh peneliti secara langsung dari sumber informasi dengan
a. Interview
Dengan melakukan wawancara secara langsung ke sumber yang dapat
memberikan informasi.
b. Observasi
Pengamatan langsung ke obyek yang diteliti sehingga dapat diketahui
jalannya proses produksi yang bertujuan untuk memecahkan masalah yang
terjadi dalam penelitian.
2. Data Sekunder
Data yang diperoleh dari hasil dokumentasi orang lain dengan cara mengutip
BAB IV
HASIL DAN PEMBAHASAN
4.1 Pengumpulan Data
4.1.1 Data Produksi
Produk yang dihasilkan CV. Fertilindo Agrolestari adalah Pupuk Organik.
Berikut ini adalah total produksi dan total defect pada bulan Januari 2014 – Juni 2014 yang ditampilkan pada tabel berikut:
Tabel 4.1 Jumlah Data Produksi Dan Total Defect
Bulan Total Produksi (kg) Total Defect (kg) Total Sesuai Ukuran (kg)
Januari 2014 437.220 95.700 341.520
Februari 2014 531.880 90.920 440.960
Maret 2014 561.250 92.330 468.920
April 2014 572.280 97.920 474.360
Mei 2014 400.840 71.920 328.920
Juni 2014 872.800 158.120 714.680
Jumlah 3.376.270 606.910 2.769.360
Sumber : data internal perusahaan
Keterangan: Total Produksi = Total Defect + Total Sesuai Ukuran.
Adapun rinciannya ada pada tabel 4.2 berikut
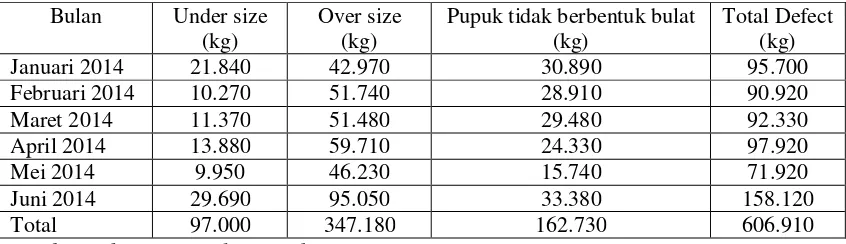
4.1.2 Data J enis Kecacatan Produk
Tabel 4.2 Data Jenis Kecacatan Produk
Bulan Under size (kg)
Over size (kg)
Pupuk tidak berbentuk bulat (kg)
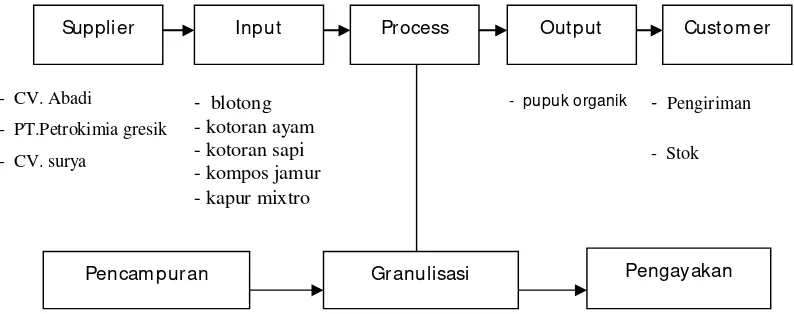
4.1.3 Penyusunan Diagram SIPOC
Untuk dapat menganalisis menggunakan pendekatan DMAIC, maka perlu
diketahui proses produksi dari produk tersebut. Adapun proses produksi dari
produk pupuk organik dapat dipetakan melalui diagram SIPOC (Suppliers, Inputs, Process, Outputs, Customers) pada gambar 4.1 berikut.
Gambar 4.1 Diagram SIPOC Produk pupuk organik Keterangan :
Supplier : Untuk memasok bahan baku pupuk organik didatangkan dari tiga
supplier yaitu CV. Abadi, PT. Petrokimia Gresik dan CV. Surya.
Input : Bahan baku yang digunakan adalah berupa kotoran ayam, kotoran
sapi, blotong, dan kompos jamur serta bahan campuran mixtro, kapur.
Process : Pada bagian proses terdapat 3 macam proses dalam pembuatan pupuk organik, yaitu pencampuran, granulisasi dan pemanasan.
- Pencampuran : pada proses ini semua bahan baku di campur pada mesin mixer .
- Granulisasi : pada proses ini dilakukan pembentukan butiran granul
- CV. Abadi
- PT.Petrokimia gresik - CV. surya
- pupuk organik - Pengiriman
- Stok
Granulisasi
Supplier Input Process Out put Cust omer
- blotong - kotoran ayam - kotoran sapi - kompos jamur - kapur mixtro
- Pengayakan : pada proses ini butiran granul diayak supaya pupuk
terpisah, mana yang under size, over size dan pupuk tidak
berbentuk bulat.
Output : keluaran yang dihasilkan adalah pupuk organik
Customer : Produk jadi diperuntukkan untuk pengiriman atau untuk keperluan
stok.
4.2 Pengolahan Data
4.2.1 Define (Penentuan Obyek Penelitian)
CV. Fertilindo Agrolestari perusahaan yang menghasilkan produk pupuk
organik merupakan prioritas pertama dalam proyek peningkatan kualitas Six Sigma. Penentuan obyek Penelitian difokuskan pada proses pembuatan produk
pupuk organik, dan sering terjadi defect sehingga penelitian akan lebih difokuskan pada pupuk organik.
4.2.2 Measure
Tahap ini merupakan langkah operasional kedua dalam siklus DMAIC
dimana pada tahap ini dilakukan pengukuran terhadap obyek penelitian yaitu
Pupuk organik. Pengukuran dilakukan dari segi tingkat kecacatan serta mengukur baseline kinerja dalam kurun waktu Januari – juni 2014. Untuk baseline kinerja,
4.2.2.1 Menentukan Karakteristik CTQ
Karakteristik kualitas berhubungan langsung dengan keinginan dan
kebutuhan pelanggan oleh karena itu karakteristik kualitas, harus mewakili
keinginan dan kebutuhan pelanggan serta kinerja proses operasional. Berikut
adalah karakteristik CTQ Pupuk Organik:
1. Under size : Ukuran yang kurang dari 5mm
2. Over size : Ukuran yang lebih dari 5mm
3. Pupuk tidak berbentuk bulat : Bentuk pupuk yang tidak berbentuk bulat
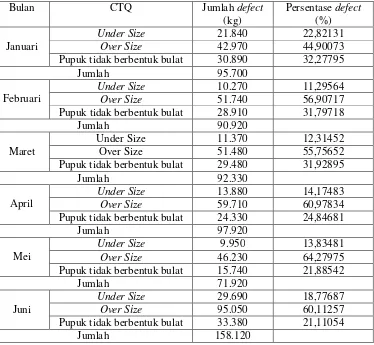
Berikut adalah tabel CTQ, jumlah defect dan persentase defect dari bulan Januari - Juni 2014
Tabel 4.3 Hasil Perhitungan Persentase Defect PadaBulan Januari - Juni 2014
Bulan CTQ Jumlah defect
(kg)
Persentase defect
(%)
Januari
Under Size 21.840 22,82131
Over Size 42.970 44,90073
Pupuk tidak berbentuk bulat 30.890 32,27795
Jumlah 95.700
Februari
Under Size 10.270 11,29564
Over Size 51.740 56,90717
Pupuk tidak berbentuk bulat 28.910 31,79718
Jumlah 90.920
Maret
Under Size 11.370 12,31452
Over Size 51.480 55,75652
Pupuk tidak berbentuk bulat 29.480 31,92895
Jumlah 92.330
April
Under Size 13.880 14,17483
Over Size 59.710 60,97834
Pupuk tidak berbentuk bulat 24.330 24,84681
Jumlah 97.920
Mei
Under Size 9.950 13,83481
Over Size 46.230 64,27975
Pupuk tidak berbentuk bulat 15.740 21,88542
Jumlah 71.920
Juni
Under Size 29.690 18,77687
Over Size 95.050 60,11257
Untuk pengukuran persentase defect sendiri pada bulan Januari adalah sebagai berikut:
Under size = 21840 kg, Over size = 42970 kg, Pupuk tidak berbentuk bulat =
30890 kg. Didapatkan total defect 95700 kg.
Perhitungan persentase defect untuk Under size:
( )
= 32,27795. Untuk perhitungan selanjutnya pada bulan
Februari - Juni 2014 dapat mengikuti perhitungan Januari diatas.
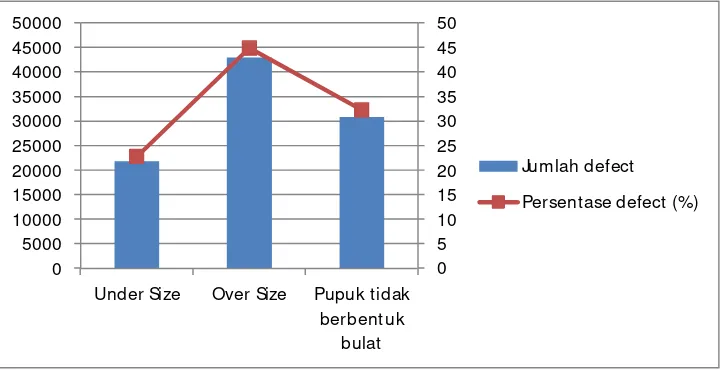
Berdasarkan tabel 4.3 diatas, maka dapat dibuat diagram pareto seperti
pada gambar 4.2 dibawah ini untuk bulan Januari 2014.
Gambar 4.2 Diagram Pareto Bulan Januari 2014
Untuk diagram pareto selanjutnya pada bulan Februari – Juni 2014 dapat
dilihat pada Lampiran B1.
Under Size Over Size Pupuk t idak
berbent uk bulat
Jumlah defect
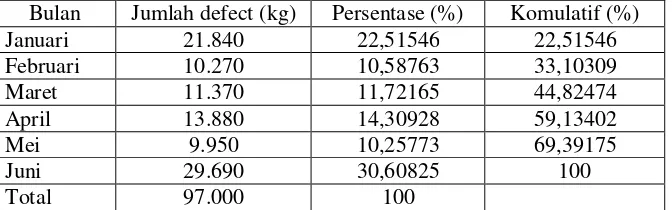
Selanjutnya akan dihitung persentase per CTQ dari bulan Januari – Juni
2014. Berikut adalah tabel 4.4 data persentase defect Under size bulan Januari –
Juni 2014.
Tabel 4.4 Data Persentase Defect Under Size Bulan Januari-Juni 2014 Bulan Jumlah defect (kg) Persentase (%) Komulatif (%)
Januari 21.840 22,51546 22,51546
Februari 10.270 10,58763 33,10309
Maret 11.370 11,72165 44,82474
April 13.880 14,30928 59,13402
Mei 9.950 10,25773 69,39175
Juni 29.690 30,60825 100
Total 97.000 100
Berdasarkan tabel 4.4 diatas, maka dapat dibuat diagram pareto pada gambar
4.3 Diagram Pareto defect Under size bulan Januari-Juni 2014.
Gambar 4.3 Diagram Pareto DefectUnder Size bulan Januari-Juni 2014
Berikut adalah tabel 4.5 data persentase defect Over Size bulan Januari – Juni 2014.
Januari Februari M aret April M ei Juni
Jumlah defect
Tabel 4.5 Data Persentase DefectOver Size Bulan Januari - Juni 2014 Bulan Jumlah defect (kg) Persentase (%) Komulatif (%)
Januari 42.970 12,376865 12,37686503
Februari 51.740 14,9029322 27,2797972
Maret 51.480 14,8280431 42,1078403
April 59.710 17,1985713 59,3064117
Mei 46.230 13,3158592 72,6222709
Juni 95.050 27,3777291 100
Total 347.180 100
Sumber: Pengolahan data internal perusahaan
Berdasarkan tabel 4.5 diatas, maka dapat dibuat diagram pareto pada
gambar 4.4 diagram pareto defect Over size bulan Januari-Juni 2014.
Gambar 4.4 Diagram Pareto Defect Over Size bulan Januari-Juni 2014 Berikut adalah tabel 4.6 data persentase defect Pupuk tidak berbentuk
bulatbulan Januari – Juni 2014.
Tabel 4.6 Data Persentase Defect Pupuk Tidak Berbentuk Bulat Bulan Januari - Juni 2014
Bulan Jumlah defect (kg) Persentase (%) Komulatif (%)
Januari 30.890 18,98236342 18,98236342
Februari 28.910 17,76562404 36,74798746
Maret 29.480 18,1158975 54,86388496
April 24.330 14,95114607 69,81503103
Mei 15.740 9,67246359 79,48749462
Berdasarkan tabel 4.6 diatas, maka dapat dibuat diagram pareto pada
gambar 4.5 diagram pareto defect Pupuk Tidak Berbentuk Bulat bulan
Januari-Juni 2014.
Gambar 4.5 Diagram Pareto Defect Pupuk Tidak Berbentuk Bulat Bulan Januari - Juni 2014
4.2.2.2Menentukan Defect Terbesar
Dari hasil tabel identifikasi perhitungan CTQ didapatkan bahwa defect
pada produk pupuk organik yang terbesar terdapat pada Over Size. Persentase defect Over size untuk bulan Januari mencapai 44.90073 %, Februari 56.90717 %, Maret 55.75652 %, April 60.97834 %, Mei 64.27975%, Juni 60.11257 %. Dapat
dilihat pada tabel hasil perhitungan persentase defect pada bulan januari - juni 2014.
4.2.2.3Menghitung DPMO
Berdasarkan kecacatan pada Tabel 4.1 maka dapat dihitung DPMO dan
nilai sigma bulan Januari 2014 sebagai berikut:
0
Januari Februari M aret April M ei Juni
Jumlah defect
Mengukur tingkat DPMO
DPO =
( )
DPMO = DPO x 1.000.000
Jumlah pemeriksaan/produksi : 437.220
Jumlah cacat ditemukan : 95.700
Jumlah CTQ : 3
DPO =
= 0.072961
DPMO = 0.072961 x 1.000.000 = 72.961
Dari perhitungan diatas dapat diketahui bahwa pada bulan januari
dilakukan pemeriksaan sebanyak 437.220 kg produk dengan jumlah produk yang
cacat mencapai 95.700 kg. Sedangkan untuk Karakteristik kualitasnya adalah
sebanyak 3 buah, sehingga kesempatan kegagalan yang terjadi dalam satu juta
produk adalah sebanyak 72.961. Dengan level sigma yang berada pada sigma 3.
Dengan cara yang sama dapat dilihat pada lampiran B2. Rangkuman hasil
perhitungan DPMO dan level sigma pada bulan Januari – Juni 2014 dapat dilihat
pada tabel 4.7 sebagai berikut :
Tabel 4.7 Perhitungan DPMO dan Level Sigma Januari - Juni 2014
Bulan Total Pemeriksaan Total Defect CTQ DPMO Nilai Sigma
Januari 437.220 95.700 3 72.961 3
Februari 531.880 90.920 3 56.980 3,1
Maret 561.250 92.330 3 54.836 3,1
April 572.280 97.920 3 57.035 3,1
Mei 400.840 71.920 3 59.808 3,1
Juni 872.800 158.120 3 60.388 3,1
4.2.3 Analyze
Berdasarkan Data kecacatan Under size dapat dibuat diagram sebab-akibat
/ diagram Fishbone sebagai berikut:
Gambar 4.6 Diagram Fishbone Under Size
Berdasarkan diagram fishbone pada kecacatan Under Size pada proses granulisasi pupuk organik didapat penyebab pada faktor material yaitu
pencampuran semua bahan baku yang kurang larut. Pada faktor mesin yaitu rotasi
motor mesin Pan yang terlalu cepat. Pada faktor manusia yaitu kurang telitinya
karyawan dalam bekerja dan karyawan yang tisak mengecek kondisi mesin dan
bahan baku, dan karyawan yang ceroboh dalam bekerja. Pada faktor lingkungan
yaitu udara di dalam proses produksi yang bersuhu lembab dan kotor yang
Tidak mengecek bahan baku dan kondisi mesin
Ceroboh Kotor
Udara lembab
Pencampuran Bahan baku kurang larut
Rotasi motor mesin pan terlalu cepat
Manusia
Under size
Mesin Material
Metode Minim instruksi kerja
menyebabkan karyawan menjadi kurang teliti dalam bekerja. Faktor metode yaitu
minimnya instruksi sebelum karyawan bekerja.
Gambar 4.7 Diagram Fishbone Over Size
Berdasarkan diagram fishbone pada kecacatan Over Size pada proses granulisasi pupuk organik didapat penyebab pada faktor material yaitu
pencampuran semua bahan baku yang kurang larut. Pada faktor mesin yaitu rotasi
motor mesin Pan yang terlalu lambat. Pada faktor manusia yaitu kurang telitinya
karyawan dalam bekerja dan karyawan yang tisak mengecek kondisi mesin dan
bahan baku, dan karyawan yang ceroboh dalam bekerja. Pada faktor lingkungan
yaitu udara di dalam proses produksi yang bersuhu lembab dan kotor yang
Tidak mengecek bahan
baku dan kondisi mesin Ceroboh Kotor
Udara lembab
Pencampuran Bahan baku kurang larut
Rot asi motor mesin pan t erlalu lambat Manusia
Over size
Mesin Material
Metode Minim instruksi kerja