PRA RENCANA PABRIK
Oleh :
TOTOK HERBY SYANTO
053101 0081
JURUSAN TEKNIK KIMIA FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN” JAWA TIMUR
PABRIK TEPUNG MAIZENA
DENGAN PROSES WET MILLING
Oleh :
TOTOK HERBY SYANTO
053101 0081
Disetujui untuk diajukan dalam ujian lisan
Dosen Pembimbing,
dengan segala rahmat serta karuniaNya sehingga penyusun telah dapat
menyelesaikan Tugas Akhir “Pra Rencana Pabrik Tepung Maizena Dengan Proses
Wet Milling”, dimana Tugas Akhir ini merupakan tugas yang diberikan sebagai
salah satu syarat untuk menyelesaikan program pendidikan kesarjanaan di Jurusan
Teknik Kimia, Fakultas Teknologi Industri, Universitas Pembangunan Nasional
Surabaya.
Tugas Akhir “Pra Rencana Pabrik Tepung Maizena Dengan Proses Wet
Milling” ini disusun berdasarkan pada beberapa sumber yang berasal dari
beberapa literatur , data-data , majalah kimia, dan internet.
Pada kesempatan ini kami mengucapkan terima kasih atas segala
bantuan baik berupa saran, sarana maupun prasarana sampai tersusunnya Tugas
Akhir ini kepada :
1. Bapak Ir. Sutiyono, MT
Selaku Dekan FTI UPN “Veteran” Jawa Timur
2. Ibu Ir. Retno Dewati, MT
Selaku Ketua Jurusan Teknik Kimia, FTI,UPN “Veteran” Jawa Timur.
3. Bapak Ir. L. Urip Widodo, MT
selaku dosen pembimbing.
7. Semua pihak yang telah membantu , memberikan bantuan, saran serta
dorongan dalam penyelesaian tugas akhir ini.
Kami menyadari bahwa tugas akhir ini masih jauh dari sempurna,
karena itu segala kritik dan saran yang membangun kami harapkan dalam
sempurnanya tugas akhir ini.
Sebagai akhir kata, penyusun mengharapkan semoga Tugas Akhir yang
telah disusun ini dapat bermanfaat bagi kita semua khususnya bagi mahasiswa
Fakultas Teknologi Industri jurusan Teknik Kimia.
Surabaya , April 2011
dengan kapasitas 60.000 ton/tahun dalam bentuk padat. Pabrik beroperasi secara
kontinyu berjalan selama 24 jam tiap hari dan 330 hari kerja dalam setahun.
Industri tepung maizena di Indonesia mempunyai perkembangan yang
stabil, hal ini dapat dilihat dengan berkembangnya industri pertanian, terutama
produksi jagung di Indonesia. Pendirian pabrik tepung maizena di Indonesia
mempunyai peluang investasi yang menjanjikan dan mempunyai profitabilitas
yang tinggi. Secara singkat, uraian proses dari pabrik kitosan sebagai berikut :
Pertama-tama biji jagung dicuci dan kemudian dimasak dengan hembusan
gas sulfur dioxide. Biji jagung kemudian dihaluskan dan dicuci kembali untuk
kemudian maizena dipisahkan dari germ, dan gluten. Maizena padat kemudian
dikeringkan pada dryer dan kemudian dihaluskan dengan roll mill sehingga
menjadi produk akhir tepung maizena.
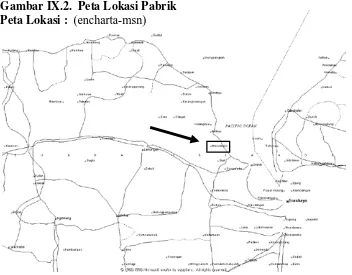
Pendirian pabrik berlokasi di Manyar, Gresik dengan ketentuan :
Bentuk Perusahaan : Perseroan Terbatas
Sistem Organisasi : Garis dan Staff
Jumlah Karyawan : 210 orang
Sistem Operasi : Kontinyu
* Fixed Capital Investment (FCI) : Rp. 37.358.649.000
* Working Capital Investment (WCI) : Rp. 13.323.607.000
* Total Capital Investment (TCI) : Rp. 50.682.256.000
* Biaya Bahan Baku (1 tahun) : Rp. 104.213.704.000
* Biaya Utilitas (1 tahun) : Rp. 7.011.344.000
- Steam = 144.522 lb/hari
- Air pendingin = 104 M3/hari
- Listrik = 8.568 kWh/hari
- Bahan Bakar = 2.040 liter/hari
* Biaya Produksi Total (Total Production Cost) : Rp. 159.883.285.000
* Hasil Penjualan Produk (Sale Income) : Rp. 212.680.566.000
* Bunga Bank (Kredit Investasi Bank Mandiri) : 13,5%
* Internal Rate of Return : 43,66%
* Rate On Investment : 42,66%
* Pay Out Periode : 2,4 Tahun
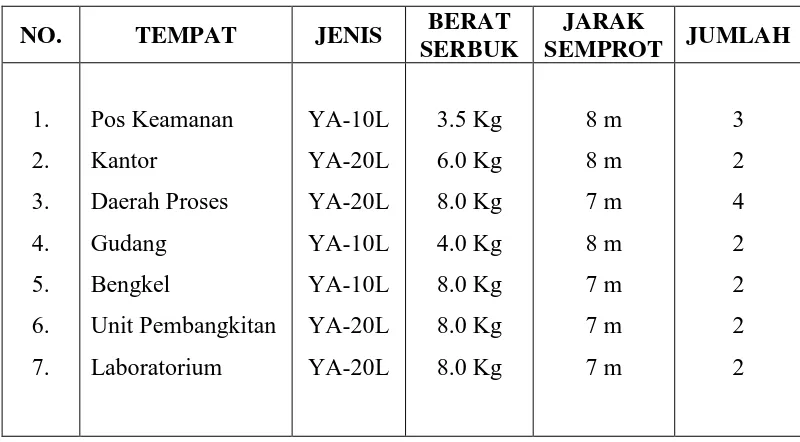
Tabel VII.2. Jenis Dan Jumlah Fire – Extinguisher ………. VII - 7
Tabel VIII.2.1. Baku mutu air baku harian ……….………… VIII-7
Tabel VIII.2.3. Karakteristik Air boiler dan Air pendingin ………… VIII-9
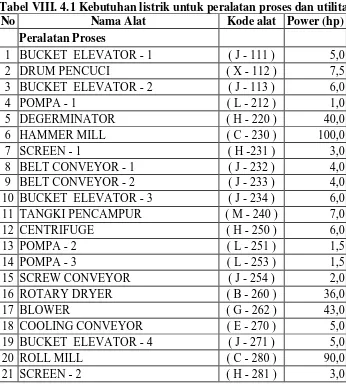
Tabel VIII.4.1. Kebutuhan Listrik Untuk Peralatan Proses Dan Utilitas
……….……….……….…… VIII-60
Tabel VIII.4.2. Kebutuhan Listrik Untuk Penerangan Ruang Pabrik
Dan Daerah Proses ……….………. VIII-62
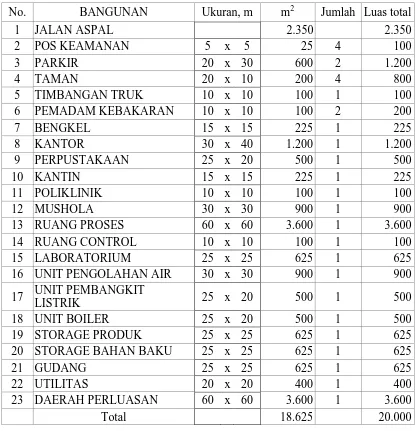
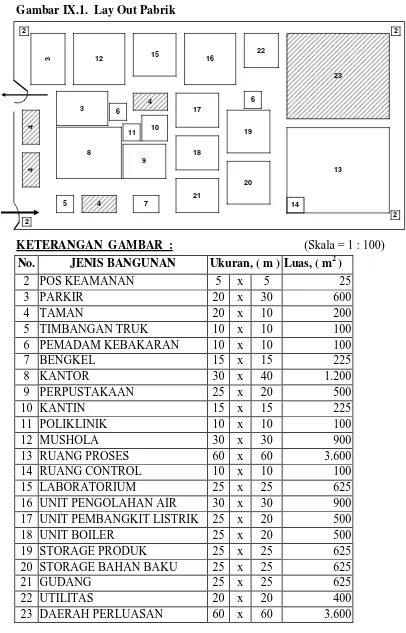
Tabel IX.1. Pembagian Luas Pabrik ……….……… IX - 8
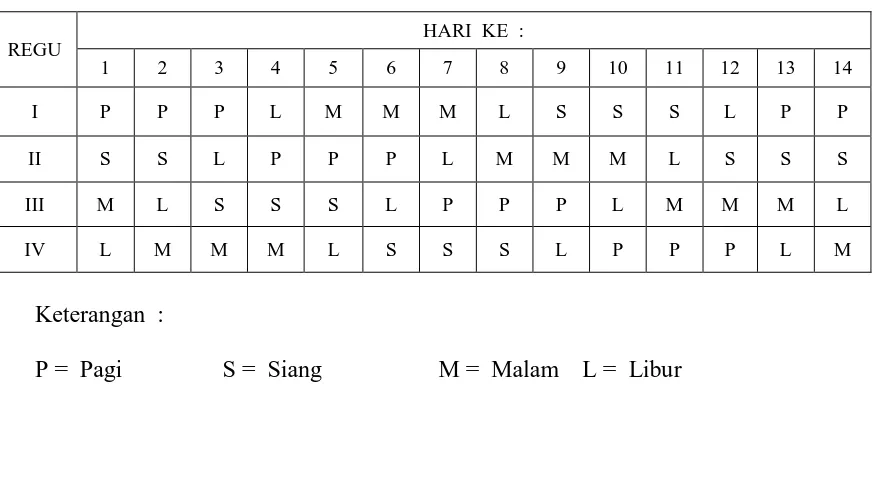
Tabel X.1. Jadwal Kerja Karyawan Proses ……….…… X - 11
Tabel X.2. Perincian Jumlah Tenaga Kerja ……….…… X - 13
Tabel XI.4.A. Hubungan kapasitas produksi dan biaya produksi … XI - 8
Tabel XI.4.B. Hubungan antara tahun konstruksi dengan modal sendiri
……….……….……….…… XI - 9
Tabel XI.4.C. Hubungan antara tahun konstruksi dengan modal pinjaman
……….……….……….……… XI - 9
Tabel XI.4.D. Tabel Cash Flow ……….……….…… XI - 10
Tabel XI.4.E. Pay Out Periode ……….……….…… XI - 14
Gambar IX.2 Peta Lokasi Pabrik ……….……….……… IX - 10
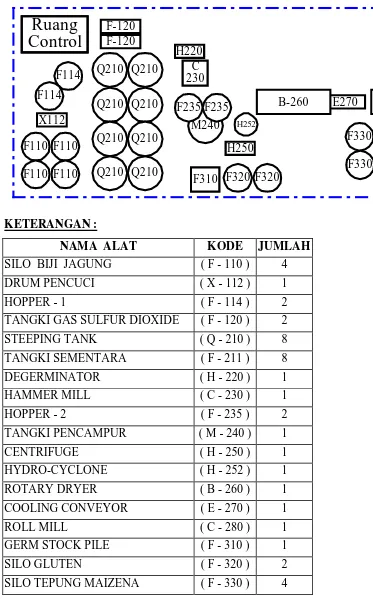
Gambar IX.3 Lay Out Peralatan Pabrik ……….………. IX - 11
Gambar X.1 Struktur Organisasi Perusahaan ……….………… X - 14
KATA PENGANTAR ……….……….………. ii
INTISARI ……….……….……….……… iv
DAFTAR TABEL ……….……….……….…… vi
DAFTAR GAMBAR ……….……….……… vii
DAFTAR ISI ……….……….……….………… viii
BAB I PENDAHULUAN ……….……….……… I – 1
BAB II SELEKSI DAN URAIAN PROSES ……….…… II – 1
BAB III NERACA MASSA ……….……….…… III – 1
BAB IV NERACA PANAS ……….……….……… IV – 1
BAB V SPESIFIKASI ALAT ……….……….. V – 1
BAB VI PERENCANAAN ALAT UTAMA ………. VI – 1
BAB VII INSTRUMENTASI DAN KESELAMATAN KERJA …. VII – 1
BAB VIII UTILITAS ……….……….……… VIII – 1
BAB IX LOKASI DAN TATA LETAK PABRIK ……….. IX – 1
BAB X ORGANISASI PERUSAHAAN ……….………… X – 1
BAB XI ANALISA EKONOMI ……….……….… XI – 1
BAB XII PEMBAHASAN DAN KESIMPULAN ……….. XII – 1
I.1. Latar Belakang
Jagung (Zea mays L.) merupakan salah satu tanaman pangan dunia yang
terpenting, selain gandum dan padi. Sebagai sumber karbohidrat utama di
Amerika Tengah dan Selatan, jagung juga menjadi alternatif sumber pangan di
Amerika Serikat. Penduduk beberapa daerah di Indonesia (misalnya di Madura
dan Nusa Tenggara) juga menggunakan jagung sebagai pangan pokok. Selain
sebagai sumber karbohidrat, jagung juga ditanam sebagai pakan ternak (hijauan
maupun tongkolnya), diambil minyaknya (dari biji), dibuat tepung (dari biji,
dikenal dengan istilah tepung jagung atau maizena), dan bahan baku industri (dari
tepung biji dan tepung tongkolnya). Tongkol jagung kaya akan pentosa, yang
dipakai sebagai bahan baku pembuatan furfural. Jagung yang telah direkayasa
genetika juga sekarang ditanam sebagai penghasil bahan farmasi.
Biji jagung sebagai bahan baku mempunyai kegunaan yang luas pada
industri kimia di Indonesia, hal ini dapat kita lihat pada kegunaan biji jagung pada
bidang industri kimia starch, furfural, dan terutapa sebagai tepung maizena.
Industri tepung maizena di Indonesia mempunyai perkembangan yang
stabil, hal ini dapat dilihat dengan berkembangnya industri pertanian, terutama
produksi jagung di Indonesia. Pendirian pabrik tepung maizena di Indonesia
mempunyai peluang investasi yang menjanjikan dan mempunyai profitabilitas
I.2. Manfaat
Manfaat lebih lanjut dengan didirikannya pabrik ini diharapkan dapat
mengurangi impor tepung maizena, sehingga Indonesia tidak mengimpor tepung
maizena. Dengan demikian dapat mendorong pertumbuhan industri-industri
kimia, menciptakan lapangan pekerjaan, mengurangi pengangguran dan yang
terakhir diharapkan dapat menumbuhkan serta memperkuat perekonomian di
Indonesia. Kebutuhan tepung maizena di Indonesia dipenuhi oleh beberapa negara
pengimpor. Sampai saat ini Indonesia masih membutuhkan tepung maizena dari
negara-negara penghasil tepung maizena.
I.3. Aspek Ekonomi
Tepung maizena sangat penting dalam industri kimia sintesa senyawa
kimia dan industri pelarut organik dan resin. Data kebutuhan dari Departemen
Perindustrian dan Perdagangan tahun 2004-2008 terlihat pada table I.1, sehingga
kebutuhan pada tahun 2012 dapat ditentukan dengan metode regresi linier
sehingga penentuan prediksi kapasitas produksi dapat direncanakan.
Tabel I.1. Data impor tepung maizena
Tahun Kebutuhan
(ton/th)
2004 59.750
2005 62.320
2006 74.800
2007 81.360
2008 85.428
Dengan menggunakan Metode Regresi linier, dengan persamaan : y = a + bx
Dengan : a = y (rata-rata harga y)
b =
( )
n x xn y x y x
2 2
i i
Σ − Σ
Σ Σ − Σ
(n = jumlah data)
(Peters & Timmerhaus : 760)
Berdasarkan metode regresi linier, maka didapat kebutuhan Indonesia pada tahun
2012 adalah sebesar ≈ 114.969 ton/th
Untuk kapasitas pabrik terpasang digunakan :
Kapasitas produksi terpasang = 60.000 ton/th
Kapasitas produksi harian = 60.000 ton/th / 330 hari/th
≈± 182 ton/hari
Dengan demikian, maka penting sekali adanya perencanaan pendirian
pabrik tepung maizena di Indonesia. Hal ini membantu industri-industri kimia di
dalam negeri dalam penyediaan bahan baku dan bila memungkinkan untuk
I.4. Sifat Bahan Baku dan Produk
Bahan Baku :
I.4.A. Biji Jagung (Kelly S. Davis, Wikipedia, Perry 7ed)
Nama Lain : kernel of maize
Rumus Molekul : (C6H12O6)24
(komponen utama starch)
Rumus Bangun :
Berat Molekul : 180 (mono)
Warna : kuning
Bau : manis
Bentuk : biji
Specific gravity : 1,544
Melting point : ~°C
Boiling point : ~°C
Solubility, Water : ~
Komposisi biji jagung : (Kelly S. Davis)
Komponen % Berat
Starch 61,00%
Minyak 3,80%
Protein 8,00%
Serat 11,20%
H2O 16,00%
I.4.B. Sulfur dioxide (Wikipedia, Perry 7ed)
Nama Lain : Sulfurous anhydride
Rumus Molekul : SO2 (komponen utama)
Rumus Bangun :
Berat Molekul : 64
Warna : tidak berwarna
Bau : berbau kuat
Bentuk : gas
Specific gravity : 1,434
Melting point : -75,5°C (1 atm)
Boiling point : -10,0°C (1 atm)
Solubility, Water : 22,8 kg / 100 kg H2O
Komposisi sulfur dioxide : (PT. Nuansa Kimia Sejati)
Komponen % Berat
SO2 99,00%
H2O 1,00%
Produk :
I.4.C. Tepung maizena (Chemicalland21, Wikipedia, Perry 7ed)
Nama Lain : cornstarch, cornflour
Rumus Molekul : (C6H12O6)24
(komponen utama starch)
Rumus Bangun :
Berat Molekul : 180 (mono)
Warna : putih
Bau : tidak berbau
Bentuk : powder 325 mesh
Specific gravity : 1,544
Melting point : ~°C
Boiling point : ~°C
Solubility, Water : ~
Komposisi tepung maizena : (Qingdao Century)
Komponen % Berat
Starch 86,40%
Protein 0,35%
Lemak 0,15%
Ash 0,10%
H2O 13,00%
II.1. Macam Proses
Secara umum pembuatan tepung maizena dilakukan dengan mengolah biji
jagung menjadi starch atau pati untuk kemudian dihaluskan menjadi tepung.
Dalam perkembangan teknologi proses, maka didapat dua cara pengolahan biji
jagung menjadi tepung maizena, yaitu : Pengolahan secara dry milling dan
Pengolahan secara wet milling. Secara ringkas macam pembuatan tepung maizena
adalah :
II.1.1. Pembuatan secara dry milling
II.1.2. Pembuatan secara wet milling
II.1.1. Pembuatan secara dry milling
Pada proses dry milling ini, biji jagung pertama-tama dicuci dengan air
untuk kemudian dipisahkan dari germ (lembaga) pada germ separation, sehingga
dihasilkan endosperm (82% dari biji ≈ bagian terbesar) (Harsono). Endosperm
kemudian dicampur dengan air hangat selama 1 – 3 jam pada suhu 30°C untuk
Cleaning Germ
Separation Tempers Grinding Corn
Germ
Washing Screening Centrifugal
Separator
Gluten Washing
Hydrocyclone Drying
Corn Starch
menjaga kadar air dalam biji maksimal 13%, hal ini berfungsi untuk memudahkan
proses pemisahan starch (pati) dan gluten (protein) (Agripedia).
Campuran starch-gluten kemudian dihaluskan dengan hammer mill sampai
dengan ukuran 20 mesh (US.Patent 0029432 : 3). Campuran starch-gluten
kemudian dicuci dengan air pencuci dengan perbandingan campuran dan air = 1 :
0.5. Campuran kemudian disaring untuk proses pemisahan gluten. Untuk
menyempurnakan proses pemisahan gluten, maka campuran dialirkan ke
centrifugal separator (US.Patent 5,198,035 : 2).
Proses pemisahan gluten dari starch kemudian dilanjutkan pada proses
pemisahan akhir menggunakan hydrocyclone dengan penambahan air proses yang
bertujuan untuk melarutkan semua gluten yang tersisa, sehingga didapatkan starch
dengan kadar tinggi (Kelly S. Davis).
Starch kemudian dikeringkan pada dryer dengan suhu konvensional untuk
mengurangi kadar air dalam starch maksimum 13% (Qingdao Century). Starch
atau maize kemudian dihaluskan sampai ukuran 325 mesh dengan menggunakan
roller mill dan siap untuk dijual menjadi tepung maizena.
Pada proses dry milling, karena pemisahan germ (lembaga) jagung
dilakukan sebelum proses pemanasan, maka terjadi kehilangan lemak yang lebih
banyak dibandingkan dengan proses wet milling, sehingga mengurangi nilai jual
dari germ yang merupakan bahan baku pembuatan minyak jagung. Yields starch
II.1.2. Pembuatan secara wet milling
Pada proses wet milling ini, biji jagung pertama-tama dicuci dengan air.
biji jagung yang sudah bersih, kemudian di steeping (dilunakkan) pada steeping
tank dengan penambahan larutan SO2. Proses steeping dilakukan dengan suhu
operasi 50°C selama 12 jam, dimana penambahan gas SO2 dijaga pada kadar 0,2%
(US.Patent 5,067,982 : 2). Campuran kemudian dipisahkan dari germ (lembaga)
pada germ separation, sehingga dihasilkan endosperm (82% dari biji ≈ bagian
terbesar) (Harsono). Endosperm kemudian dicampur dengan air hangat selama 1 –
3 jam untuk menjaga kadar air dalam biji maksimal 13%, hal ini berfungsi untuk
memudahkan proses pemisahan starch (pati) dan gluten (protein) (Agripedia).
Campuran starch-gluten kemudian dihaluskan dengan hammer mill sampai
dengan ukuran 20 mesh (US.Patent 0029432 : 3). Campuran starch-gluten
kemudian dicuci dengan air pencuci dengan perbandingan campuran dan air = 1 :
0,5. Campuran kemudian disaring untuk proses pemisahan gluten. Untuk
menyempurnakan proses pemisahan gluten, maka campuran dialirkan ke
centrifugal separator (US.Patent 5,198,035 : 2).
SO2 + H2O
Cleaning Steeping Germ
Separation Grinding Corn
Germ
Washing Screening Centrifugal
Separator
Gluten Washing
Hydrocyclone Drying
Proses pemisahan gluten dari starch kemudian dilanjutkan pada proses
pemisahan akhir menggunakan hydrocyclone dengan penambahan air proses yang
bertujuan untuk melarutkan semua gluten yang tersisa, sehingga didapatkan starch
dengan kadar tinggi (Kelly S. Davis).
Starch kemudian dikeringkan pada dryer dengan suhu konvensional untuk
mengurangi kadar air dalam starch maksimum 13% (Qingdao Century). Starch
atau maize kemudian dihaluskan sampai ukuran 325 mesh dengan menggunakan
roller mill dan siap untuk dijual menjadi tepung maizena. Yields starch pada
proses ini adalah 66%-67% (US.Patent 0279983 : T-24)
II.2. Seleksi Proses
Parameter Macam Proses
Dry milling Wet Milling
Bahan Baku Biji jagung Biji jagung
Bahan pembantu air proses SO2 + H2O
Suhu Operasi 30oC-50°C 50oC
Produk samping Germ
kadar rendah
Germ kadar tinggi
Sistem batch 3 jam 12 jam
Yields produk
(starch) 44,5-48,4% 66%-67%
Dari uraian cara pembuatan tepung maizena yang telah dijelaskan di atas,
maka proses yang paling efisien adalah pembuatan tepung maizena dengan proses
wet milling. Keuntungan dari proses ini adalah :
1. Menghasilkan produk samping germ dengan kandungan minyak tinggi.
2. Proses pelunakan biji jagung lebih sempurna dengan penambahan SO2.
II.3. Uraian Proses
Pada pra rencana pabrik ini, dapat dibagi menjadi 3 Unit pabrik, dengan
pembagian unit sebagai berikut :
1. Unit Pengendalian Bahan Baku Kode Unit : 100
2. Unit Proses Kode Unit : 200
3. Unit Pengendalian Produk Kode Unit : 300
Adapun uraian proses pembuatan tepung maizena dengan proses wet milling
adalah sebagai berikut :
Pertama-tama biji jagung dari supplier ditampung pada silo F-110 dengan
bucket elevator J-111. Biji jagung kemudian dicuci pada drum pencuci X-112
dengan air proses dari utilitas. Biji jagung kemudian diumpankan ke hopper F-114
dengan bucket elevator J-113. Biji jagung kemudian dimasak pada steeping tank
dengan penambahan gas SO2 dari tangki F-120 yang dihembuskan pada bagian
bawah steeping tank Q-210.
Pada steeping tank terjadi proses perendaman biji jagung dengan
penambahan air proses dari utilitas dan ditambahkan gas SO2 untuk
mempermudah proses pemasakan biji jagung. Steeping tank dijaga kondisi
operasinya pada tekanan 1 atm dengan suhu 50°C selama 48 jam. Biji jagung
kemudian ditampung pada tangki F-211 dan kemudian dialirkan ke degerminator
X-220 untuk proses pemisahan germ dan biji jagung. Germ yang terpisah,
kemudian ditampung pada germ stock pile F-310 sebagai produk samping
sedangkan biji jagung kemudian dihaluskan pada hammer mill C-220 untuk
jagung yang tidak lolos ayak kemudian di recycle kembali ke hammer mill C-230
dengan bucket elevator J-232, sedangkan biji jagung yang lolos diumpankan ke
hopper F-235 dengan belt conveyor J-233 dan bucket elevator J-234.
Biji jagung kemudian diumpankan pada tangki pencampur M-240 untuk
dicampur dengan air proses dari utilitas dan dimasak kembali dengan kondisi
tekanan 1 atm dengan suhu 70°C selama 1 jam. Biji jagung kemudian
diumpankan ke centrifuge H-250 untuk proses pemisahan starch dan gluten.
Gluten yang terpisah kemudian diumpankan ke silo gluten F-320, sedangkan
campuran starch diumpankan ke hydro cyclone H-252 untuk proses pemisahan
starch lebih lanjut. Gluten yang terpisah dari hydro cyclone kemudian
diumpankan ke F-320, sedangkan starch yang didapat diumpankan ke rotary dryer
B-260 dengan screw conveyor J-254.
Pada rotary dryer B-260 starch (maizena) dikeringkan dengan bantuan
udara panas secara berlawanan arah. Udara panas dan padatan terikut kemudian
dipisahkan pada cyclone H-261, dimana udara panas dibuang ke pengolahan
limbah gas, sedangkan padatan terikut diumpankan bersamaan dengan produk
rotary dryer menuju ke cooling conveyor E-270 untuk didinginkan sampai suhu
kamar. Maizena kemudian diumpankan pada roll mill C-280 dengan bucket
elevator J-271. Pada roll mill C-280, maizena dihaluskan sampai 100 mesh dan
kemudian disaring pada screen H-281. Maizena yang tidak lolos ayak kemudian
direcycle kembali ke roll mill dengan belt conveyor J-282, sedangakan maizena
Kapasitas produksi = 60.000 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun
Satuan massa = kilogram
1. DRUM PENCUCI ( X - 130 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Biji jagung dr F-110 * Biji jagung bersih ke F-133
Biji jagung 11875,0000 Biji jagung 11863,1249
* Air pencuci dr utilitas * Air pencuci pada biji jagung
Air pencuci 11875,0000 Air pencuci 118,7500
* Air keluar setelah pencucian
Air pencuci 11756,2500
Kotoran yg terikut
air pencuci dr
jagung 11,8751
2. STEEPING TANK ( Q - 210 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Biji jagung bersih dr F-133 * Campuran ke F-211
Biji jagung 11981,8749 Starch 6803,0000
* Gas SO2 dr F-120 Gluten 707,5168
SO2 35,1252 Germ 776,2754
H2O 0,3548 Serat 1038,3556
35,4800 Impuritis 639,8771
* Air proses dr utilitas SO2 35,4800
H2O 5580,7351 H2O 7597,5851
17598,0900
17598,0900 17598,0900
3. DEGERMINATOR ( H - 230 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr F-211 * Campuran ke C-230
Starch 6803,0000 Starch 6803,0000
Gluten 707,5168 Gluten 707,5168
Germ 776,2754 SO2 0,7096
Serat 1038,3556 H2O 151,9517
Impuritis 639,8771 7663,1781
SO2 35,4800 * Germ ke F-310
H2O 7597,5851 Germ 776,2754
17598,0900 Serat 1038,3556
Impuritis 639,8771
SO2 34,7704
H2O 7445,6334
9934,9119
4. HAMMER MILL ( C - 230 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Biji jagung dr H-220 * Biji jagung ke H-231
Starch 6803,0000 Starch 7143,1500
Gluten 707,5168 Gluten 742,8926
SO2 0,7096 SO2 0,7451
H2O 151,9517 H2O 159,5493
7663,1781 8046,3370
* Recycle dr H-231
Starch 340,1500
Gluten 35,3758
SO2 0,0355
H2O 7,5976
383,1589
8046,3370 8046,3370
5. SCREEN-1 ( H - 231 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Biji jagung dr C-230 * Biji jagung ke F-235
Starch 7143,1500 Starch 6803,0000
Gluten 742,8926 Gluten 707,5168
SO2 0,7451 SO2 0,7096
H2O 159,5493 H2O 151,9517
8046,3370 7663,1781
* Recycle
Starch 340,1500
Gluten 35,3758
SO2 0,0355
H2O 7,5976
383,1589
6. TANGKI PENCAMPUR ( M - 240 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr F-235 * Campuran ke H-250
Starch 6803,0000 Starch 6803,0000
Gluten 707,5168 Gluten 707,5168
SO2 0,7096 SO2 0,7096
H2O 151,9517 H2O 3983,5408
7663,1781 11494,7672
* Air proses dr utilitas
H2O 3831,5891
11494,7672 11494,7672
7. CENTRIFUGE ( H - 250 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr M-240 * Campuran ke H-252
Starch 6803,0000 Starch 6803,0000
Gluten 707,5168 Gluten 70,7517
SO2 0,7096 SO2 0,6386
H2O 3983,5408 H2O 3585,1867
11494,7672 10459,5770
* Gluten ke F-320
Gluten 636,7651
SO2 0,0710
H2O 398,3541
1035,1902
8. HYDRO CYCLONE ( H - 250 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr H-250 * Maizena ke B-260
Starch 6803,0000 Starch 6803,0000
Gluten 70,7517 Gluten 17,6879
SO2 0,6386 SO2 0,1597
H2O 3585,1867 H2O 896,2967
10459,5770 7717,1443
* Gluten ke F-320
Gluten 53,0638
SO2 0,4789
H2O 2688,8900
2742,4327
10459,5770 10459,5770
9. ROTARY DRYER ( B - 260 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Maizena dr H-252 * Maizena ke E-270
Starch 6803,0000 Starch 6796,1970
Gluten 17,6879 Gluten 17,6702
SO2 0,1597 H2O 757,0964
H2O 896,2967 7570,9636
7717,1443 * Campuran ke H-261
Starch 6,8030
Gluten 0,0177
SO2 0,1597
H2O 139,2003
146,1807
10. CYCLONE ( H - 261 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Campuran dr B-260 * Maizena ke E-270
Starch 6,8030 Starch 6,7962
Gluten 0,0177 Gluten 0,0176
SO2 0,1597 6,8138
H2O 139,2003 * Limbah gas
146,1807 Starch 0,0068
Gluten 0,0001
SO2 0,1597
H2O 139,2003
139,3669
146,1807 146,1807
11. COOLING CONVEYOR ( E - 270 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Maizena dr B-260 * Maizena ke C-280
Starch 6796,1970 Starch 6802,9932
Gluten 17,6702 Gluten 17,6878
H2O 757,0964 H2O 757,0964
7570,9636 7577,7774
* Maizena dr H-261
Starch 6,7962
Gluten 0,0176
6,8138
12. ROLL MILL ( C - 280 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Maizena dr E-270 * Maizena ke H-281
Starch 6802,9932 Starch 7483,2925
Gluten 17,6878 Gluten 19,4566
H2O 757,0964 H2O 832,8060
7577,7774 8335,5551
* Maizena dr H-281
Starch 680,2993
Gluten 1,7688
H2O 75,7096
757,7777
8335,5551 8335,5551
13. SCREEN-2 ( H - 281 )
Komponen Masuk (kg/j) Komponen Keluar (kg/j)
* Maizena dr E-270 * Maizena ke F-330
Starch 7483,2925 Starch 6802,9932
Gluten 19,4566 Gluten 17,6878
H2O 832,8060 H2O 757,0964
8335,5551 7577,7774
* Maizena ke C-280
Starch 680,2993
Gluten 1,7688
H2O 75,7096
757,7777
Kapasitas produksi = 60.000 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun
Satuan massa = kilogram
Satuan panas = kilokalori
1. STEEPING TANK ( Q - 210 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Biji jagung bersih dr F-133 * Campuran ke F-211
Biji jagung 9496,5363 Starch 36583,9422
* Gas SO2 dr F-120 Gluten 3071,8944
SO2 26,1332 Germ 5065,9065
H2O 0,8303 Serat 5573,9310
26,9635 Impuritis 3441,0366
* Air proses dr utilitas SO2 133,3111
H2O 12469,8450 H2O 85063,4148
138933,4366
* Q steam 123094,8335 * Q loss 6154,7417
2. TANGKI PENCAMPUR ( M - 240 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Campuran dr F-235 * Campuran ke H-250
Starch 36583,9422 Starch 67485,1034
Gluten 3071,8944 Gluten 5658,6456
SO2 2,6692 SO2 4,8513
H2O 1701,2760 H2O 80463,1263
41359,7818 153611,7266
* Air proses dr utilitas
H2O 8561,4746
* Q steam 109147,8634 * Q loss 5457,3932
3. ROTARY DRYER ( B - 260 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Maizena dr H-252 * Maizena ke E-270
Starch 7132,5781 Starch 116365,0167
Gluten 15,0022 Gluten 243,6290
SO2 0,1191 H2O 25576,0323
H2O 2002,7268 142184,6780
9150,4262 * Campuran ke H-261
* Udara panas Starch 116,4985
Udara 1009288,972 Gluten 0,4024
SO2 1,8466
H2O 80030,2499
Udara 796105,7223
876254,7197
1018439,3977 1018439,3977
4. HEATER ( E - 263 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* ∆H Udara bebas * ∆H Udara panas
Udara 52954,3185 Udara 1009288,9715
* Q steam 1006668,0558 * Q loss 50333,4028
5. COOLING CONVEYOR ( E - 270 )
Komponen Masuk (kkal/j) Komponen Keluar (kkal/j)
* Maizena dr B-260 * Maizena ke C-280
Starch 116365,0167 Starch 10011,3852
Gluten 243,6290 Gluten 21,0537
H2O 25576,0323 H2O 2368,8756
142184,6780 12401,3145
* Maizena dr H-261
Starch 116,4985
Gluten 0,4024
116,9009 * Q serap 129900,2644
Waktu operasi = 24 jam / hari ; 330 hari / tahun
Satuan massa = kilogram
Satuan panas = kilokalori
1. SILO BIJI JAGUNG ( F - 110 )
Fungsi : Menampung biji jagung dari supplier
Type : silinder tegak dengan tutup atas datar dan bawah conis
Dasar pemilihan : umum digunakan untuk menampung padatan
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = suhu kamar
- Waktu penyimpanan = 7 hari
Spesifikasi :
Volume : 19845 cuft = 562 m3
Diameter : 20 ft
Tinggi : 60 ft
Tebal shell : 3/8 in
Tebal tutup atas : 3/8 in
Tebal tutup bawah : 3/8 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253)
Jumlah : 4 buah
inlet
2. BUCKET ELEVATOR - 1 ( J - 111 )
Fungsi : memindahkan bahan padat dari supplier ke silo F-110
Type : Continuous Discharge Bucket Elevator
Dasar pemilihan : untuk memindahkan bahan dengan ketinggian tertentu
Spesifikasi :
Kapasitas maksimum = 14 ton/jam
Ukuran = 6 in x 4 in x 4 ¼ in
Bucket Spacing = 12 in
Tinggi Elevator = 68 ft
Ukuran Feed (maximum) = ¾ in
Bucket Speed = (11,9 / 14) x 225 ft/mnt = 192 ft/menit
Putaran Head Shaft = (11,9 / 14) x 43 rpm = 37 rpm
Lebar Belt = 7 in
Power total = 5 hp
Alat pembantu = Hopper Chute (pengumpan)
Jumlah = 1 buah
3. DRUM PENCUCI ( X - 112 )
Fungsi : Mencuci biji jagung dengan air proses.
Tipe : Tumbler – Double cone with spray nozzle
Kondisi operasi : Tekanan operasi = 1 atm (atmospheric pressure)
Suhu operasi = 40°C (Suhu kamar)
Waktu proses = Continuous
Spesifikasi :
Sistem kerja : 10 minutes mixing per cycle
Panjang : 15 ft
Diameter : 3 ft
Tinggi cone : 1,131 ft
Rate pencampuran : 6 cuft/mnt
Putaran cone : 18 ft/min
Total power : 7,5 hp
Bahan konstruksi : Carbon steel
Jumlah : 1 buah
4. BUCKET ELEVATOR - 2 ( J - 113 )
Fungsi : memindahkan bahan padat dari X-112 ke F-114
Type : Continuous Discharge Bucket Elevator
Spesifikasi :
Kapasitas maksimum = 14 ton/jam
Ukuran = 6 in x 4 in x 4 ¼ in
Bucket Spacing = 12 in
Tinggi Elevator = 98 ft
Ukuran Feed (maximum) = ¾ in
Bucket Speed = (12,0 / 14) x 225 ft/mnt = 192 ft/menit
Putaran Head Shaft = (12,0 / 14) x 43 rpm = 37 rpm
Lebar Belt = 7 in
Power total = 6 hp
Alat pembantu = Hopper Chute (pengumpan)
Jumlah = 1 buah
5. HOPPER - 1 ( F - 114 )
Fungsi : Menampung biji jagung untuk 8 jam proses.
Type : silinder tegak dengan tutup atas datar dan bawah conis
Dasar pemilihan : umum digunakan untuk menampung padatan
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = suhu kamar
- Waktu penyimpanan = 8 jam proses
Spesifikasi :
Volume : 2490 cuft = 71 m3
Diameter : 10 ft
Tinggi : 30 ft
Tebal shell : 3/16 in
inlet
Tebal tutup atas : 3/16 in
Tebal tutup bawah : 3/16 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253)
Jumlah : 2 buah
6. TANGKI GAS SULFUR DIOXIDE ( F - 120 )
Fungsi : menampung gas sulfur dioxide dalam bentuk liquid
Type : silinder horizontal dengan tutup dished
Dasar Pemilihan : efisien untuk penyimpanan dengan tekanan tinggi.
Kondisi Operasi : - Tekanan = 24,8 atm (Universal Gas Storage Inc.)
- Suhu = 30°C (suhu kamar)
- Waktu penyimpanan = 7 hari
Spesifikasi :
Volume : 525 cuft = 15 M3
Tekanan : 6 atm gauge
Diameter : 7 ft
Panjang : 21 ft
Tebal shell : ½ in
Tebal tutup : ½ in
Bahan konstruksi : Carbon steel SA-212 grade B (Brownell : 276)
Jumlah : 2 buah
7. STEEPING TANK ( Q - 210 )
Perhitungan dan penjelasan pada Bab VI Perencanaan Alat Utama
Masuk
8. TANGKI SEMENTARA ( F - 211 )
Fungsi : menampung phosphoric acid dari supplier
Type : silinder tegak , tutup bawah datar dan tutup atas dish
Dasar Pemilihan : Umum digunakan untuk liquid pada tekanan atmospheric
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = 30°C (suhu kamar)
- Waktu penyimpanan = 1 hari
Spesifikasi :
Volume : 20070 cuft = 568 M3
Diameter : 29 ft
Tinggi : 29 ft
Tebal shell : ¼ in
Tebal tutup atas : ¼ in
Tebal tutup bawah : ¼ in
Bahan konstruksi : Stainless Steel 316 (Perry 7ed,T.28-11)
Jumlah : 8 buah
9. POMPA - 1 ( L - 212 )
Fungsi : Memindahkan bahan dari F-211 ke H-220
Type : Reciprocating Pump
Dasar Pemilihan : sesuai liquid yang mengandung solid.
Masuk
Keluar
PISTON SUCTION
Spesifikasi :
Bahan konstruksi : Commercial Steel
Rate Volumetrik : 83,50 gpm
Total DynamicHead : 22,72 ft.lbf/lbm Effisiensi motor : 80%
Power : 1,0 hp = 0,8 kW
Jumlah : 1 buah
10. DEGERMINATOR ( H - 220 )
Fungsi : Pemisahan germ dari biji jagung.
Type : Direct drive Beall Degerminator
Dasar pemilihan : umum digunakan untuk degerminasi jagung
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = suhu kamar
- Waktu proses= kontinyu
Spesifikasi :
Kapasitas maksimum : 80 bph
Floor space : 92 ¾ in x 36 in
Tinggi : 28 5/8 in
Panjang : 99 ¾ in
Shipping weight : 823,75 kg
Speed : 900 rpm
Bahan konstruksi : Carbon steel
Jumlah : 1 buah
11. HAMMER MILL ( C - 230 )
Fungsi : Menghaluskan bahan sampai dengan 20 mesh
Type : Reversible Hammer Mill
Dasar pemilihan : dipilih karena sesuai dengan bahan dan kapasitas.
Spesifikasi :
Kapasitas maksimum : 40 ton/jam
Sieve number : No. 20
Model : 505
Rotor Dimension : 30 in x 30 in
Maximum feed : 2 ½ in
Maximum speed : 1200 rpm
Power : 100 hp
Bahan : Heavy Duty Steel
Jumlah : 1 buah
12. SCREEN - 1 ( H -231 )
Fungsi : Menyaring biji jagung dari C-230.
Type : Vibrating Screen
Spesifikasi :
Kapasitas : 8,1 ton/jam
Speed : 50 vibration/dt
Power : 3 Hp (Peter’s 4ed;p.567)
Ty Equivalent design : 20 mesh
Sieve No. : 20
Sieve design : standard 841 micron
Sieve opening : 0,841 mm
Ukuran kawat : 0,510 mm
Effisiensi : 99,73 %
Jumlah : 1 buah
13. BELT CONVEYOR - 1 ( J - 232 )
Fungsi : memindahkan bahan dari H-231 ke C-230
Type : Troughed belt conveyor with rolls of equal length
Dasar pemilihan : dipilih conveyor jenis belt sesuai dengan bahan
Spesifikasi :
Kapasitas maksimum : 32 ton/jam
Belt - width : 14 in
Masuk
Keluar
- trough width : 9 in
- skirt seal : 2 in
Belt speed : (0,4 / 32) x 100 ft/mnt = 1 ft/min
Panjang : 32 ft
Sudut elevasi : 21,8 o
Power : 4 Hp
Jumlah : 1 buah
14. BELT CONVEYOR - 2 ( J - 233 )
Fungsi : memindahkan bahan dari H-231 ke J-234
Type : Troughed belt conveyor with rolls of equal length
Dasar pemilihan : dipilih conveyor jenis belt sesuai dengan bahan
Spesifikasi :
Kapasitas maksimum : 32 ton/jam
Belt - width : 14 in
- trough width : 9 in
- skirt seal : 2 in
Belt speed : (7,7 / 32) x 100 ft/mnt = 24,1 ft/min
Panjang : 32 ft
Sudut elevasi : 21,8 o
Power : 4 Hp
Jumlah : 1 buah
15. BUCKET ELEVATOR - 3 ( J - 234 )
Fungsi : memindahkan bahan padat dari J-233 ke F-235
Type : Continuous Discharge Bucket Elevator
Dasar pemilihan : untuk memindahkan bahan dengan ketinggian tertentu
Masuk
Keluar
Spesifikasi :
Kapasitas maksimum = 14 ton/jam
Ukuran = 6 in x 4 in x 4 ¼ in
Bucket Spacing = 12 in
Tinggi Elevator = 103 ft
Ukuran Feed (maximum) = ¾ in
Bucket Speed = (7,7 / 14) x 225 ft/mnt = 124 ft/menit
Putaran Head Shaft = (7,7 / 14) x 43 rpm = 24 rpm
Lebar Belt = 7 in
Power total = 6 hp
Alat pembantu = Hopper Chute (pengumpan)
Jumlah = 1 buah
16. HOPPER - 2 ( F - 235 )
Fungsi : Menampung biji jagung untuk 8 jam proses.
Type : silinder tegak dengan tutup atas datar dan bawah conis
Dasar pemilihan : umum digunakan untuk menampung padatan
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = suhu kamar
Spesifikasi :
Volume : 1520 cuft = 44 m3
Diameter : 9 ft
Tinggi : 27 ft
Tebal shell : 3/16 in
Tebal tutup atas : 3/16 in
Tebal tutup bawah : 3/16 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253)
Jumlah : 2 buah
17. TANGKI PENCAMPUR ( M - 240 )
Fungsi : Perendaman biji jagung dengan penambahan air proses.
Type : Silinder tegak , tutup atas dished, tutup bawah conis
dilengkapi pengaduk, dan jaket pemanas.
Kondisi operasi : * Tekanan operasi = 1 atm (Tekanan atmosfer)
* Suhu operasi = 48oC (US.Paten 6,566,125 B2) * Waktu operasi = 3 jam (US.Paten 6,566,125 B2)
Spesifikasi :
Dimensi Shell :
Diameter Shell , inside : 7 ft
Tinggi Shell : 14 ft
Tebal Shell : 3/16 in
inlet
Dimensi tutup :
Tebal tutup atas (dished) : 3/16 in
Tinggi Tutup atas : 0,95 ft
Tebal tutup bawah (conis) : 3/16 in
Tinggi Tutup bawah : 0,80 ft
Sistem Pengaduk
Dipakai impeler jenis turbin dengan 6 buah flat blade dengan 1 buah impeller.
Diameter impeler : 2,334 ft
Panjang blade : 0,584 ft
Lebar blade : 0,467 ft
Power motor : 7 hp
Sistem Pemanas
Diameter jaket : 7,05 ft
Tinggi jaket : 10,5 ft
Jaket spacing : 3/16 in
Tebal Jaket : 3/16 in
Bahan konstruksi : Stainless Steel 316 (Perry 7ed,T.28-11)
Jumlah tangki : 1 buah
18. CENTRIFUGE ( H - 250 )
Fungsi : Memisahkan cake dan filtrat
Type : Disk-Bowls Centrifuge (automatic continuous discharge cake)
Spesifikasi :
Bahan : Carbon Steel
Kapasitas maksimum : 50 gpm
Diameter Bowl : 13 in
Speed : 7500 rpm
Maximum Centrifugal Force : 10400 lbf/ft2
Power Motor : 6 Hp
Jumlah : 1 buah (automatic continuous discharge cake)
19. POMPA - 2 ( L - 251 )
Fungsi : Memindahkan bahan dari H-250 ke H-252
Type : Reciprocating Pump
Dasar Pemilihan : sesuai liquid yang mengandung solid.
Spesifikasi :
Bahan konstruksi : Commercial Steel
Rate Volumetrik : 49,50 gpm
Total DynamicHead : 49,75 ft.lbf/lbm Effisiensi motor : 80%
Power : 1,5 hp = 1,2 kW
Jumlah : 1 buah
20. HYDRO-CYCLONE ( H - 252 )
Fungsi : untuk memisahkan padatan yang terikut larutan
Type : Van Tongeren Cyclone
Dasar pemilihan : efektif dan sesuai dengan jenis bahan PISTON
SUCTION
Spesifikasi :
Kapasitas : 6,66 cuft/dt
Diameter partikel : 0,002116ft
Tebal shell : 3/16 in
Tebal Tutup atas : 3/16 in
Tebal Tutup bawah : 3/16 in
Jumlah : 1 buah
21. POMPA - 3 ( L - 253 )
Fungsi : Memindahkan bahan dari H-253 ke F-320
Type : Reciprocating Pump
Dasar Pemilihan : sesuai liquid yang mengandung solid.
Spesifikasi :
Bahan konstruksi : Commercial Steel
Rate Volumetrik : 13,80 gpm
Total DynamicHead : 49,32 ft.lbf/lbm Effisiensi motor : 80%
Power : 1,5 hp = 1,2 kW
Jumlah : 1 buah
PISTON SUCTION
22. SCREW CONVEYOR ( J - 254 )
Fungsi : memindahkan bahan dari H-252 ke B-260
Type : Plain spouts or chutes
Dasar pemilihan : Umum digunakan untuk padatan dengan sistem tertutup
Spesifikasi :
Kapasitas : 301 cuft/jam
Panjang : 30 ft
Diameter : 16 in
Kecepatan putaran : 12 rpm
Power : 2,0 hp
Jumlah : 1 buah
23. ROTARY DRYER ( B - 260 )
Fungsi : mengeringkan bahan dengan bantuan udara panas
Type : Rotary Drum
Dasar pemilihan : sesuai untuk pengeringan padatan
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = 100°C (berdasarkan titik didih air)
Spesifikasi :
Kapasitas : 7717,1443 kg/jam
Isolasi : Batu isolasi
Diameter : 1,3 m
Panjang : 6 m
Tebal isolasi : 4 in
Tebal shell : 3/16 in
Tinggi bahan : 0,639 ft
Sudut rotary : 1°
Time of passes : 20 menit
Jumlah flight : 12 buah
Power : 36 hp
Jumlah : 1 buah
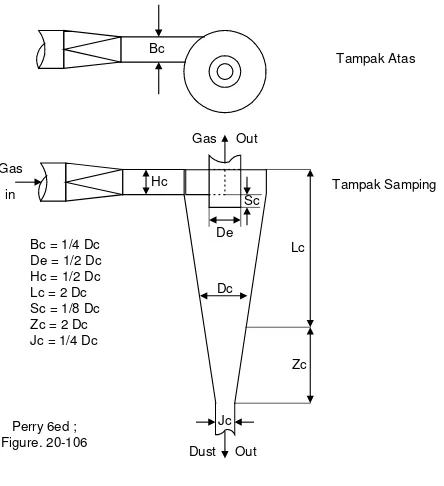
24. CYCLONE ( H - 261 )
Fungsi : untuk memisahkan padatan yang terikut udara
Type : Van Tongeren Cyclone
Dasar pemilihan : efektif dan sesuai dengan jenis bahan
Bc
Hc Gas
in
De Sc
Lc
Dc
Zc
Jc
Dust Out Gas Out
Bc = 1/4 Dc De = 1/2 Dc Hc = 1/2 Dc Lc = 2 Dc Sc = 1/8 Dc Zc = 2 Dc Jc = 1/4 Dc
[image:49.595.200.422.506.749.2]Perry 6ed ; Figure. 20-106
Tampak Atas
Spesifikasi :
Kapasitas : 913,554 cuft/dt
Diameter partikel : 0,000040ft
Tebal shell : 3/16 in
Tebal Tutup atas : 3/16 in
Tebal Tutup bawah : 3/16 in
Jumlah : 1 buah
25. BLOWER ( G - 262 )
Fungsi : memindahkan udara dari udara bebas ke B-260
Type : Centrifugal Blower
Dasar Pemilihan : Sesuai dengan jenis bahan , efisiensi tinggi.
Spesifikasi :
Bahan : Commercial Steel
Rate Volumetrik : 2204 cuft/menit
Adiabatic Head : 15000 ft.lbf/lbm gas
Effisiensi motor : 80%
Power : 43 hp
Jumlah : 2 buah - multistage
26. HEATER ( E - 263 )
Fungsi : Memanaskan udara dari 30°C menjadi 120°C
Type : 1 – 2 Shell and Tube Heat Exchanger (Fixed Tube)
Dasar Pemilihan : Umum digunakan dan mempunyai range perpindahan
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = 120°C (suhu dryer=100°C)
- Waktu proses = continuous
Spesifikasi :
Tube : OD = ¾ in ; 16 BWG
Panjang = 16 ft
Pitch = 1 in square
Jumlah Tube , Nt = 640
Passes = 2
Shell : ID = 31,0 in
Passes = 1
Bahan konstruksi shell = Carbon steel
Heat Exchanger Area , A = 2010,1 ft2 = 187 m2
Jumlah exchanger = 1 buah
27. COOLING CONVEYOR ( E - 270 )
Fungsi : Mendinginkan bahan sampai dengan 32°C
Type : Plain spouts or chutes
Dasar pemilihan : Umum digunakan untuk padatan dengan sistem tertutup
Spesifikasi :
Kapasitas : 295 cuft/jam
Panjang : 70 ft
INLET
OUTLET Tampak
Depan
Diameter : 16 in
Kecepatan putaran : 12 rpm
Tebal jaket standar : 2 in
Power : 5 hp
Jumlah : 1 buah
28. BUCKET ELEVATOR - 4 ( J - 271 )
Fungsi : memindahkan bahan padat dari E-270 ke C-280
Type : Continuous Discharge Bucket Elevator
Dasar pemilihan : untuk memindahkan bahan dengan ketinggian tertentu
Spesifikasi :
Kapasitas maksimum = 14 ton/jam
Ukuran = 6 in x 4 in x 4 ¼ in
Bucket Spacing = 12 in
Tinggi Elevator = 72 ft
Ukuran Feed (maximum) = ¾ in
Bucket Speed = (7,6 / 14) x 225 ft/mnt = 123 ft/menit
Putaran Head Shaft = (7,6 / 14) x 43 rpm = 24 rpm
Lebar Belt = 7 in
Power total = 5 hp
Alat pembantu = Hopper Chute (pengumpan)
29. ROLL MILL ( C - 280 )
Fungsi : menghaluskan bahan sampai 100 mesh
Type : Raymond Ring-Roller Mill (Perry 7ed; 20-44)
Dasar pemilihan : dipilih jenis ini karena sesuai dengan bahan dan kapasitas.
Spesifikasi :
Kapasitas maksimum : 3,8 ton/jam
Ukuran Feed : maksimum ¼ - 3/8 in
Ukuran Produk : 100 mesh
Putaran : 1200 rpm
Power : 90 hp
Jumlah : 3 buah
30. SCREEN - 2 ( H - 281 )
Fungsi : Menyaring tepung maizena dari C-280.
Type : Vibrating Screen
Spesifikasi :
Kapasitas : 8,4 ton/jam
Speed : 50 vibration/dt
Power : 3 Hp (Peter’s 4ed;p.567)
Ty Equivalent design : 100 mesh
Sieve No. : 100
Sieve design : standard 149 micron
Sieve opening : 0,149 mm
Ukuran kawat : 0,110 mm
Effisiensi : 99,73 %
Jumlah : 1 buah
31. BELT CONVEYOR - 3 ( J - 282 )
Fungsi : memindahkan bahan dari H-281 ke C-280
Type : Troughed belt conveyor with rolls of equal length
Dasar pemilihan : dipilih conveyor jenis belt sesuai dengan bahan
Spesifikasi :
Kapasitas maksimum : 32 ton/jam
Belt - width : 14 in
- trough width : 9 in
- skirt seal : 2 in
Belt speed : (0,8 / 32) x 100 ft/mnt = 2,5 ft/min
Panjang : 32 ft
Sudut elevasi : 21,8 o
Power : 4 Hp
Jumlah : 1 buah
Masuk
Keluar
32. GERM STOCK PILE ( F - 310 )
Fungsi : Menampung produk samping germ.
Dasar Pemilihan : Bahan berbentuk solid
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = 30°C (suhu kamar)
- Waktu penyimpanan = 7 hari
Spesifikasi :
Kapasitas : 2176 m3
Bentuk : empat persegi panjang
Ukuran : Panjang = 16,4 m
Lebar = 16,4 m
Tinggi = 8,2 m
Bahan konstuksi : Beton
Jumlah : 1 buah
33. SILO GLUTEN ( F - 320 )
Fungsi : Menampung produk samping gluten.
Type : silinder tegak dengan tutup atas datar dan bawah conis
Dasar pemilihan : umum digunakan untuk menampung padatan
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = suhu kamar
Spesifikasi :
Volume : 15960 cuft = 452 m3
Diameter : 19 ft
Tinggi : 57 ft
Tebal shell : 3/8 in
Tebal tutup atas : 3/8 in
Tebal tutup bawah : 3/8 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253)
Jumlah : 2 buah
34. SILO TEPUNG MAIZENA ( F - 330 )
Fungsi : Menampung produk utama tepung maizena.
Type : silinder tegak dengan tutup atas datar dan bawah conis
Dasar pemilihan : umum digunakan untuk menampung padatan
Kondisi Operasi : - Tekanan = 1 atm (atmospheric pressure)
- Suhu = suhu kamar
- Waktu penyimpanan = 7 hari
inlet
Outlet inlet
Spesifikasi :
Volume : 15488 cuft = 439 m3
Diameter : 19 ft
Tinggi : 57 ft
Tebal shell : 3/8 in
Tebal tutup atas : 3/8 in
Tebal tutup bawah : 3/8 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253)
BAB VI
PERENCANAAN ALAT UTAMA
STEEPING TANK ( Q - 210 )
Fungsi : Pemasakan biji jagung dengan penambahan air dan gas SO2.
Type : Silinder tegak , tutup atas dished, tutup bawah conis
dilengkapi pengaduk , jaket pemanas , dan sparger.
Kondisi operasi : * Tekanan operasi = 1 atm (Tekanan atmosfer)
* Suhu operasi = 50oC (US.Patent 5,067,982 : 2)
* Waktu operasi = 48 jam (US.Patent 5,067,982 : 2)
Berdasarkan pertimbangan atas fase zat yang tercampur, dan kapasitas
produksi, maka tangki proses dapat dibedakan jenisnya yaitu : tangki berpengaduk
(mixed flow) dan tangki pipa alir (plug flow). Pada steeping tank ini bahan baku
biji jagung merupakan fase padat, sedangkan air proses merupakan liquid dan
sulfur dioxide merupakan fase gas, maka dipilih jenis tangki berpengaduk (mixed
flow) untuk memudahkan dan mempercepat kontak.
Q-210
50 1
Biji Jagung Air proses
Steam
Steam Condensate
Gas SO2
Produk Udara
bebas
Kondisi feed :
1. Feed biji jagung dari silo F-114 :
Rate massa = 11981,8749 kg/jam = 26415,2414 lb/jam
jagung = 53,1 lb/cuft (Sherwood)
rate volumetrik= densitas massa rate = cuft / lb jam / lb 53,1 26415,2414
= 498 cuft/jam
2. Feed gas SO2 dari tangki F-120 :
Komponen Berat (kg) Fraksi berat B M
SO2 35,1252 0,9900 64
H2O 0,3548 0,0100 18
35,4800 1,0000
BM campuran = (0,99 x 64) + (0,01 x 18) = 63,54
campuran pada P = 2 atm, T=30C = 546 R ; udara std = 492 R
campuran =
359 63,54 1 2 546 492
= 0,319 lb/cuft [Himmelblau:249]
Rate massa = 35,4800 kg/jam = 78,2192 lb/jam
Rate Volumetrik =
cuft / lb jam / lb 0,319 78,2192
= 246 cuft/jam
3. Feed air proses dari utilitas :
Rate massa = 5580,7351 kg/jam = 12303,2886 lb/jam
H2O = 62,43 lb/cuft (Sherwood)
Rate Volumetrik =
cuft / lb jam / lb 62,43 12303,2886
= 198 cuft/jam
Tahap-tahap Perencanaan
1. Perencanaan Dimensi Steeping Tank
2. Perencanaan Sistem Pengaduk
3. Perencanaan Sistem Pemanas
4. Perencanaan Sistem Sparger
1. PERENCANAAN DIMENSI STEEPING TANK
Total rate volumetrik = 942 cuft/jam
campuran = 58,0 lb/cuft (produk bawah) Waktu operasi = 48 jam (US.Patent 5,067,982 : 2)
Direncanakan proses untuk 48 jam dengan 8 buah tangki (mempermudah
pengisian dan pengosongan), sehingga volume tangki adalah
=
gki tan 8
jam 48 jam cuft 942
= 5652 cuft
Asumsi volume bahan (larutan) mengisi 80 % volume tangki sehingga volume
ruang kosong sebesar 20% dan digunakan 1 buah tangki.
Volume tangki = 5652 / 80% = 7065 cuft
Menentukan ukuran tangki dan ketebalannya
Diambil dimension ratio H
D = 2 (Ulrich ; T.4-27 : 248)
Dengan mengabaikan volume dished head.
Volume tangki = 4 . D
2
. H
7065 =
4
. D2
. 2 D
D = 17 ft = 204 in
Penentuan tebal shell :
Tebal shell berdasarkan ASME Code untuk cylindrical tank :
t min = C
P 6 , 0 fE
ri P
[Brownell & Young ,pers.13-1,hal.254]
dengan : t min = tebal shell minimum; in
P = tekanan tangki ; psi
ri = jari-jari tangki ; in ( ½ D )
C = faktor korosi ; in (diambil 1/8 in)
E = faktor pengelasan, digunakan double welded butt joint.
faktor pengelasan, E = 0,8
f = stress allowable, bahan konstruksi stainless steel 316
maka f = 36000 psi [Perry 7ed,T.28-11]
P operasi = P hydrostatis = H
P hydrostatis =
14434 % 80 0 ,
58
= 11,0 psi
P design diambil 10% lebih besar dari P operasi untuk faktor keamanan.
P design = 1,1 x 11,0 = 13 psi
r = ½ D = ½ x 204 in = 102 in
t min =
0,12513 6 , 0 8 , 0 36000
102 13
Dimensi tutup atas, standard dished :
Untuk D = 204 in, didapat rc = 170 in (Brownell & Young, T-5.7)
digunakan persamaan 13.12 dari Brownell & Young.
Tebal standard torispherical dished (atas) :
th =
P 1 , 0 fE
rc P 885 , 0
+ C [Brownell & Young; pers.13.12]
dengan : th = tebal dished minimum ; in
P = tekanan tangki ; psi
rc = crown radius ; in [B&Y,T-5.7]
C = faktor korosi ; in (diambil 1/8 in)
E = faktor pengelasan, digunakan double welded butt joint.
faktor pengelasan, E = 0,8
f = stress allowable, bahan konstruksi stainless steel 316
maka f = 36000 psi [Perry 7ed,T.28-11]
P design = 13 psi
th =
36000 0,8
0,1 13
170 13 885 , 0
+ 0,125 = 0,193 in , digunakan t = ¼ in
h = rc -
4 D rc
2 2
= 2,84 ft
C a
t r
ID sf
b icr
OA
Tutup bawah, conis :
Tebal conical =
C0,6P -fE cos 2 D . P
[Brownell,hal.118; ASME Code]
dengan = ½ sudut conis = 30/2 = 15
tc =
81 13 6 , 0 8 , 0 36000 15 cos 2 12 17 13
o
0,173 in = 3/16 in
Tinggi conical :
h =
2 m D tg
[Hesse, pers.4-17]
Keterangan : = ½ sudut conis ; 15
D = diameter tangki ; ft
m = flat spot center ; 12 in = 1 ft
maka h =
21 D 15
tg o
= 2
16 268 ,
2. PERENCANAAN SISTEM PENGADUK
Dipakai impeler jenis turbin dengan 6 buah flat blade. Dari ( Perry 6ed ; p.19-9 ) :
Diameter impeler (Da) = 1/3 diameter shell = 1/3 x 17 = 5,667 ft
Lebar blade (w) = 0,2 diameter impeller = 0,2 x 5,667 = 1,134 ft
Panjang blade = 0,25 x diameter impeller = 0,25 x 5,667 = 1,417 ft
Penentuan putaran pengaduk :
V = x Da x N (Joshi; hal.389)
Dengan : V = peripheral speed ; m/menit
Untuk pengaduk jenis turbin :
peripheral speed = 200 – 250 m/menit (Joshi; hal.389)
Da = diameter pengaduk ; m
N = putaran pengaduk ; rpm
Diambil putaran pengaduk , N = 40 rpm = 0,7 rps
Da = 5,667 ft = 1,729 m
V = x 1,729 x 40 = 217,1624 m/mnt (memenuhi range 200 – 250 m/mnt) Karena peripheral speed memenuhi range, maka pengambilan putaran pengaduk
sebesar 40 rpm adalah benar.
Da E
J H
Penentuan Jumlah Pengaduk :
Jumlah Impeller =
gki tan Diameter sg liquid tinggi (Joshi; hal.389)
sg bahan =
) O H ( reference bahan 2
= lb/cuft cuft / lb 43 , 62 0 , 58 = 0,929
Jumlah Impeller =
17 0,929 34
% 80
1 buah
Bilangan Reynolds ; NRe :
Putaran pengaduk , N = 40 rpm = 0,7 rps
campuran = 58,0 lb/cuft sg = 0,929
bahan = reference reference
sg
bahan sg
= 0,00085
0,996 0,929
= 0,0008 lb/ft dt (berdasarkan sg bahan)
NRe =
Da2 N
1629831
Karena NRe > 10000 , maka digunakan baffle. [Perry 6ed ; hal 19-8]
Untuk NRe > 10000 diperlukan 4 buah baffle , sudut 900 (Perry, 6ed , hal. 19-8 )
Lebar baffle, J = J/Dt = 1/12
Power pengaduk :
Untuk NRe > 10000 perhitungan power digunakan persamaan 5.5 Ludwig,
halaman190 dengan persamaan :
P = 3
N 3 D 5 gK
[Ludwig,Vol-1,pers.5.5,hal.190]
dengan : P = power ; hp
K3 = faktor mixer (turbin) = 6,3 [Ludwig,Vol-1,T.5.1,hal.192]
g = konstanta gravitasi ; 32,2 ft/dt2 x lbm/lbf
= densitas ; lb/cuft N = kecepatan putaran impeller ; rps
D = diameter impeller ; ft
P = 58,0
0,7 3 5,667
5 2, 32
3 , 6
= 22891,8 lb.ft/dt = 41,7 hp(1 lb.ft/dt=1/550 hp)
Perhitungan losses pengaduk :
Gland losses (kebocoran tenaga akibat poros dan bearing) = 10 %(Joshi:399)
Gland losses 10 % = 10 % x 41,7 4,17 hp (minimum=0,5) Power input dengan gland losses = 41,7 + 4,17 = 45,87 hp
Transmission system losses = 20 %(Joshi:399)
Transmission system losses 20 % = 20 % x 45,87 9,17 hp
Power input dengan transmission system losses = 45,87 + 9,17 = 55,04 hp
3. PERENCANAAN SISTEM PEMANAS
Perhitungan Jaket :
Perhitungan sistem penjaga suhu : ( Kern , hal 719 )
Dari neraca panas : suhu yang dijaga = 50C
Q = 123094,8335 kkal/jam = 488472 Btu/jam
Suhu masuk rata-rata = 30C = 86F Suhu keluar rata-rata = 50C = 122F
T = 122 – 86 = 36F Kebutuhan media = 188 kg/jam = 415 lb/jam
Densitas media = 0,2 lb/cuft (densitas steam)
Rate volumetrik =
cuft / lb
jam / lb bahan
bahan rate
= 2075 cuft/jam = 0,58 cuft/dt
Asumsi kecepatan aliran = 10 ft/dt [Kern, T.12, hal. 845]
Luas penampang =
dt / ft
dt / cuft aliran tan kecepa
volumetrik rate
= 0,58 / 10 = 0,06 ft2
Luas penampang = /4 (D22 - D12)
dengan : D2 = diameter dalam jaket
D1 = diameter luar bejana = Di bejana + (2 x tebal)
= 17 + 2 ( 3/16 in 0,02 ft ) = 17,04 ft Luas penampang = /4 (D22 - D12)
0,06 = /4 (D22 – 17,04 2)
D2 = 17,05 ft
Spasi = 2
D D2 1
=
2 ,04 17 17,05
Perhitungan Tinggi Jaket :
UD = 8 (Kern, Tabel 8)
A = t U
Q
D
= 36 8 488472
= 1697 ft
2
A conis = 0,785 (D x m) 4h2
Dm
0,785d2(Hesse : pers. 4-16)m = 12 in = 1 ft (Hesse : 85)
h : tinggi conical = 2,1 ft
d : Indise Diameter Jaket = 17,05 ft
D : Outside Diameter Jaket = OD + (2 x tebal jaket) = 17,092 ft
A conis = 0,785 (D x m) 4h2
Dm
0,785d2= 381,7 ft2Ajaket = A shell + A conis
1697 = ( . (17,05) . h ) + 381,7 hjaket = 25 ft
4. PERENCANAAN SISTEM SPARGER
Perhitungan Sparger (Perforated Pipe) Bagian Bawah :
Total rate gas = 35,4800 kg/jam = 78,2193 lb/jam
campuran = 0,319 lb/cuft Rate volumetrik =
cuft / lb
jam / lb densitas
massa
= 245,3 cuft/jam = 4,1 cuft/mnt
Berdasarkan Peter 4ed , fig. 14-2 , halaman 498 ,dengan asumsi aliran turbulen
didapat : ID optimum = 1,1 in , maka digunakan pipa ukuran = 1 in sch. 40
Dari Foust , App. C-6a , didapatkan :
OD = 1,315 in
ID = 1,049 in = 0,087 ft
A = ¼ Dp2 = 0,0060 ft2 Kecepatan aliran , V =
60 1 ft
cuft/menit
2 = 11,4 ft/dt
dengan : = 0,0051 cp = 0,00000343 lb/ft.dt (berdasarkan sg bahan) NRe =
V D
= 92581 > 2100
dengan NRe < 2100 untuk menentukan diameter sparger digunakan persamaan
6.5 dari Treybal halaman 141 : dp = 0,052 x NRe–0,05
dengan : dp = diameter sparger ; ft
d = diameter pipa (ID) ; ft
dp = 0,052 x (NRe)–0,5 = 0,013 ft = 3,96 mm (1 ft = 304,8 mm)
[ukuran diameter (minimum) = 1,6 mm = 0,01 ft]
Untuk pemasangan sejajar atau segaris pada pipa, jarak interface ( C ) dianjurkan
minimal menggunakan jarak 3 dp. maka C = 3 x 0,013 ft = 0,039 ft
Panjang pipa direncanakan 0,75 Diameter shell = 0,75 x 17 ft = 12,8 ft
Posisi sparger direncanakan disusun bercabang 20.
maka banyaknya lubang =
C
Cabang Pipa
Panjang
6565 lubang
Jumlah lubang tiap cabang =
cabang ang lub Jumlah
Spesifikasi :
Fungsi : Pemasakan biji jagung dengan penambahan air dan gas SO2.
Type : Silinder tegak , tutup atas dished, tutup bawah conis
dilengkapi pengaduk , jaket pemanas , dan sparger.
Dimensi Shell :
Diameter Shell , inside : 17 ft
Tinggi Shell : 34 ft
Tebal Shell : 3/16 in
Dimensi tutup :
Tebal tutup atas (dished) : ¼ in
Tinggi Tutup atas : 2,84 ft
Tebal tutup bawah (conis) : 3/16 in
Tinggi Tutup bawah : 2,10 ft
Bahan konstruksi : Stainless steel 316 (Perry 7ed,T.28-11)
Sistem Pengaduk Turbin 6-flat blade
Diameter impeler : 5,667 ft
Panjang blade : 1,417 ft
Lebar blade : 1,134 ft
Power motor : 56 hp
Sistem Pemanas
Diameter jaket : 17,05 ft
Tinggi jaket : 25 ft
Jaket spacing : 3/16 in
Tebal Jaket : 3/16 in
Sparger (standard perforated pipe)
Bahan konstruksi : commercial steel
Diameter lubang : 3,96 mm
Jumlah cabang : 20 buah
Lubang tiap cabang : 329 buah
VII.1. Instrumentasi
Dalam rangka pengoperasian pabrik, pemasangan alat-alat instrumentasi
sangat dibutuhkan dalam memperoleh hasil produksi yang optimal. Pemasangan
alat-alat instrumentasi disini bertujuan sebagai pengontrol jalannya proses
produksi dari peralatan-peralatan pada awal sampai akhir produksi. dimana
dengan alat instrumentasi tersebut, kegiatan maupun aktifitas tiap-tiap unit dapat
tercatat kondisi operasinya sehingga sesuai dengan kondisi operasi yang
dikehendaki, serta mampu memberikan tanda-tanda apabila terjadi penyimpangan
selama proses produksi berlangsung.
Pada uraian diatas dapat disederhanakan bahwa dengan adanya alat
instrumentasi maka :
1. Proses produksi dapat berjalan sesuai dengan kondisi-kondisi yang
telah ditentukan sehingga diperoleh hasil yang optimum.
2. Proses produksi berjalan sesuai dengan efisiensi yang telah
ditentukan dan kondisi proses tetap terjaga pada kondisi yang sama.
3. Membantu mempermudah pengoperasian alat.
4. Bila terjadi penyimpangan selama proses produksi, maka dapat
segera diketahui sehingga dapat ditangani dengan segera.
Adapun variabel proses yang diukur dibagi menjadi 3 bagian, yaitu :
1. Variabel yang berhubungan dengan energi, seperti temperatur,
tekanan, dan radiasi.
2. Variabel yang berhubungan dengan kuantitas dan laju, seperti pada
kecepatan aliran fluida, ketinggian liquid dan ketebalan.
3. Variabel yang berhubungan dengan karakteristik fisika dan kimia,
seperti densitas, kandungan air.
Yang harus diperhatikan didalam pemilihan alat instrumentasi adalah :
- Level, Range dan Fungsi dari alat instrumentasi.
- Akurasi hasil pengukuran.
- Bahan konstruksi material.
- Pengaruh yang ditimbulkan terhadap kondisi operasi proses yang
berlangsung.
- Mudah diperoleh di pasaran.
- Mudah dipergunakan dan mudah diperbaiki jika rusak.
Instrumentasi yang ada dipasaran dapat dibedakan dari jenis
pengoperasian alat instrumentasi tersebut, yaitu alat instrumentasi manual atau
otomatis. Pada dasarnya alat-alat kontrol yang otomatis lebih disukai dikarenakan
pengontrolannya tidak terlalu sulit, kontinyu, dan efektif, sehingga menghemat
tenaga kerja dan waktu. Akan tetapi mengingat faktor-faktor ekonomis dan
investasi modal yang ditanamkan pada alat instrumentasi berjenis otomatis ini,
maka pada perencanaan pabrik ini sedianya akan menggunakan kedua jenis alat
Adapun fungsi utama dari alat instrumentasi otomatis adalah :
- Melakukan pengukuran.
- Sebagai pembanding hasil pengukuran dengan kondisi yang ditentukan.
- Melakukan perhitungan.
- Melakukan koreksi.
Alat instrumentasi otomatis ini dapat dibagi menjadi tiga jenis, yaitu :
1. Sensing / Primary Element / Sensor.
Alat kontrol ini langsung merasakan adanya perubahan pada
variabel yang diukur, misalnya temperatur. Primary Element
merubah energi yang dirasakan dari media yang sedang dikontrol
menjadi sinyal yang bisa dibaca (misalnya dengan tekanan fluida).
2. Recieving Element / Elemen Pengontrol.
Alat kontrol ini akan mengevaluasi sinyal yang didapat dari sensing element dan diubah menjadi data yang bisa dibaca (perubahan data
analog menjadi digital), digambarkan dan dibaca oleh error detector. Dengan demikian sumber energi bisa diatur sesuai dengan perubahan-perubahan yang terjadi.
3. Transmitting Element.
Alat kontrol ini berfungsi sebagai pembawa sinyal dari sensing element ke receiving element. Alat kontrol ini mempunyai fungsi untuk merubah data bersifat analog (tidak terlihat) menjadi data
Disamping ketiga jenis tersebut, masih terdapat peralatan pelengkap
yang lain, yaitu : Error Detector Element, alat ini akan membandingkan besarnya harga terukur pada variabel yang dikontrol dengan harga yang diinginkan dan
apabila terdapat perbedaan alat ini akan mengirimkan sinyal error. Amplifier akan digunakan sebagai penguat sinyal yang dihasilkan oleh error detector jika sinyal yang dikeluarkan lemah. Motor Operator Sinyal Error yang dihasilkan harus diubah sesuai dengan kondisi yang diinginkan, yaitu dengan penambahan variabel
manipulasi. Kebanyakan sistem kontrol memerlukan operator atau motor untuk
menjalankan Final Control Element. Final Control Element adalah untuk mengoreksi harga variabel manipulasi.
Macam instrumentasi pada suatu perencanaan pabrik misalnya :
1. Flow Control ( F C )
Mengontrol aliran setelah keluar suatu alat.
2. Flow Ratio Control ( F R C )
Mengontrol ratio aliran yang bercabang.
3. Level Control ( L C )
Mengontrol ketinggian liquid didalam tangki