1
PERANCANGAN TATA LETAK AREA PRODUKSI
PENYALUR UDARA (DUCTING) DENGAN
METODE SYSTEMATIC LAYOUT PLANNING DI
PT. ARISTA PRATAMA JAYA
Sukardi (1) Florida Butarbutar (2) Vera Nova L Raja (3)Jurusan Teknik Industri, Fakultas Teknik Universitas Krisnadwipayana,
Jalan Raya Jatiwaringin, RT. 03 / RW. 04, Jatiwaringin, Pondok Gede Jaticempaka, Pondokgede, Kota Bks, Jawa Barat 13077
ABSTRAK
Tata Letak merupakan salah satu aspek penting pada kelangsungan proses produksi suatu pabrik sehingga perlu perencanaan yang baik dalam penyusunan tata letak. Salah satu metode dalam penyusunan tata letak pabrik adalah Systematic Layout Planning. Area produksi Penyalur Udara (Ducting) pada PT. Arista Pratama Jaya, Jakarta yang terpisah-pisah membuat jarak pemindahan bahan menjadi panjang sehingga output tidak optimal. Hal itu sangat merugikan perusahaan mengingat produk Penyalur Udara (Ducting) yang permintaannya terus meningkat dan memiliki prospek yang baik dimasa yang akan datang. Sebagai tindakan mengatasi hal tersebut, dan antisipasi permintaan yang meningkat, pihak perusahaan berencana untuk memusatkan area produksi penyalur udara (ducting) menjadi satu area sehingga produk Penyalur Udara (Ducting) ini memiliki plant produksi sendiri. Pembangunan area produksi penyalur udara (ducting) ini tentunya membutuhkan perencanaan tata letak yang baik agar menghasilkan sistem produksi yang lebih efektif dan efisien. Dalam pengujian dari perhitungan data yang dilakukan penulis maka diperoleh hasil uji data menggunakan Metode Systematic Layout Planning hasil jumlah mesin teoritis Mesin Cutting AutoShear : 3, Mesin Cutting Plasma (CNC) : 4, Mesin Lock Former :4 ,Mesin Lock Stik Former : 4 ,Mesin TFD (Transfer Flange Duct) : 3 ,Mesin Bending :2. Dari analisa yang telah dilakukan maka penulis dapat menyimpulkan bahwa dengan adanya perubahan layout yang baru terjadi kelancaran produksi yang menyebabkan kenaikan delivery performance dari sebelumnya.
Kata kunci: Tata Letak, penyalur udara (ducting), Systematic Layout Planning, Delivery Performance, Relayout.
1. PENDAHULUAN Latar Belakang Masalah
Pada umumnya tata letak pabrik yang terencana dengan baik akan menjaga kesuksesan kerja suatu industri. Dalam membangun suatu perusahaan harus sesuai dengan perencanaan dan perancangan yang sesuai dengan syarat pendirian suatu perusahaan. Dengan adanya perencanaan dan perancangan tata letak fasilitas ini, diharapkan agar aliran proses serta pemindahan bahan yang ada di dalam suatu perusahaan berjalan dengan lancar. Kelancaran proses produksi dapat menghemat biaya dan mengoptimalkan keuntungan yang diperoleh. Selain tu, perencanaan dan perancangan tata letak fasilitas ini juga berguna untuk mengoptimalkan hubungan antar aktivitas. Upaya untuk mencapai efisiensi yang optimal dapat dengan melakukan dan menerapkan sistem yang sesuai dengan karakteristik produk dan proses yang dilakukan, untuk produk dan proses dalam menghasilkan produk penyalur ducting adalah dengan menerapkan System Layout
Planning. Dengan mengoptimalkan layout proses produksi diharapkan dapat mengatasi komplain
keterlambatan material dari proyek.
PT. Arista Pratama Jaya adalah perusahaan Kontraktor yang bergerak dalam bidang pengadaan dan jasa pemasangan instalasi Mekanikal & Elektrikal. Dalam hal pengadaan barang PT. APJ juga memproduksi alat penyalur udara yaitu Ducting kotak sebagai salah satu
2
devisi yaitu Devisi Workshop. Saat ini banyak menerima keluhan tentang keterlambatan
kedatangan ducting, dan tidak adanya kejelasan type sistem dan metode yang dipergunakan dalam
melakukan proses produksi ducting. Berdasarkan tata letak saat ini jumlah produksi yang dilakukan tidak sebanding dengan jumlah permintaan dari customer. Area proses produksi yang semakin sempit dan penuh dengan barang-barang hasil proses, membuat proses produksi menjadi terganggu. Hal ini mengakibatkan terjadinya pergerakan yang tidak efektif dan mengakibatkan penggunaan area-area yang tidak sesuai dengan peruntukanya. Selain itu juga penempatan stasiun kerja yang tidak beraturan membuat proses produksi menjadi lebih panjang, terutama dari segi jarak dan waktu. Hal ini menjadi kendala yang sangat serius bagi PT.APJ, terutama untuk jangka panjang, melihat bahwa kebutuhan akan permintaan konsumen yang semakin besar, maka hal ini menjadi sesuatu yang harus dipikirkan secara serius.
Secara garis besar kekurangan dari tata letak pabrik yang saat ini adalah perlu adanya penataan tata letak pabrik yang sesuai dengan kondisi kebutuhan dan permintaan akan produk saat ini.
Indentifikasi Masalah
Kapasitas produksi dan area produksi yang saat ini ada di PT. Arista Pratama Jaya merupakan salah satu dasar dalam perancangan tata letak. Dalam mengatasi masalah ini maka dapat di indentifikasikan permasalahannya adalah sebagai berikut :
1. Jumlah mesin tidak sesuai dengan kebutuhan.
2. Jumlah Bahan baku/material yang sering terjadi kekurangan 3. Susunan mesin yang tidak sesuai dengan urutan proses.
4. Luas area yang dibutuhkan tidak efektif dalam melakukan proses produksi 5. Posisi fasilitas produksi yang tidak teratur
Metodologi Penelitian
Metode Penelitian dilakukan melalui tahap-tahap yaitu menganalisa tata letak pabrik saat ini, melakukan perancangan tata letak pabrik, membuat beberapa usulan rancangan tata letak pabrik , dan analisa usulan rancangan tata letak pabrik. Sehingga diperoleh rancangan tata letak pabrik dengan jarak perpindahan bahan terkecil. Metoda yang digunakan dalam penelitian ini yaitu Systematic Layout Planning (SLP). Prosedur dalam melakukan perancangan dengan metode SLP adalah : a. Melakukan pengumpulan data awal b. Menentukan aliran material c. Menentukan hubungan aktivitas d. Membuat diagram hubungan aktivitas e. Menentukan jumlah kebutuhan ruang f. Menyesuaikan ruangan tersedia g. Membuat diagram hubuingan ruangan h. Membuat modifikasi dan batasan dalam pembuatan alternative layout i. Membuat pertimbangan praktis dalam pembuatan alternative layout j. Pembuatan alternative layout k. Mengevaluasi dan memilih alternative layout.
2. LANDASAN TEORI Perencanaan Tata Letak
Perancangan fasilitas dapat dibagi menjadi dua bagian, lokasi fasilitas dan tata letak fasilitas (Afrazeh, Keivani, & Farahani, 2010, p. 249). Pengertian perencanaan fasilitas dapat dikemukakan sebagai proses perencanaan fasilitas, termasuk di dalamnya analisis, perencanaan, desain dan susunan fasilitas, peralatan fisik, dan manusia yang ditunjukkan untuk meningkatkan efisiensi produksi dan sistem pelayanan (Purnomo, 2004, p. 1).
Perencanaan fasilitas merupakan rancangan dari fasilitas-fasilitas industri yang akan didirikan atau dibangun. Di dunia industri, perencanaan fasilitas dimaksudkan sebagai sarana untuk perbaikan layout fasilitas, digunakan dalam penanganan material (material handling) dan
3
untuk menentukan peralatan dalam proses produksi, juga digunakan dalam perencanaan fasilitas keseluruhan. Ada dua hal pokok dalam perencanaan fasilitas, yaitu berkaitan dengan perencanaan lokasi pabrik (plant location) dan perancangan fasilitas produksi yang meliputi perancangan struktur pabrik, perancangan tata letak fasilitas dan perancangan sistem penanganan material (Purnomo, 2004, p. 2).
Tujuan Perancangan Tata Letak
Tujuan perancangan fasilitas, yaitu untuk memenuhi kapasitas produksi dan kebutuhan kualitas dengan cara yang paling ekonomis melalui pengaturan dan koordinasi yang efektif dari fasilitas fisik. Adapun secara rinci beberapa tujuan perancangan tata letak fasilitas di antaranya adalah sebagai berikut (Purnomo, 2004, pp. 3 dan 117-120):
1. Memanfaatkan area yang ada.
2. Pendayagunaan pemakaian mesin, tenaga kerja, fasilitas produksi lebih besar. 3. Meminimumkan material handling.
4. Mengurangi waktu tunggu dan mengurangi kemacetan dan kesimpangsiuran. 5. Jaminan keamanan, keselamatan & kenyamanan bagi tenaga kerja.
6. Mempersingkat proses manufaktur. 7. Mengurangi persediaan setengah jadi. 8. Mempermudah aktivitas supervisi.
Perancangan dengan sistem fasilitas merupakan perancangan bangunan dengan mempertimbangkan beberapa aspek seperti sistem pencahayaan, kelistrikan, sistem komunikasi, suasana kerja, sanitasi, pembuangan limbah dan sebagainya. Aspek yang perlu diperhitungkan secara matang dalam perancangan tata letak antara lain meliputi peralatan-peralatan yang digunakan, mesin-mesin, dan semua perabotan perusahaan. Sedangkan dalam perancangan sistem material handling meliputi mekanisme yang dibutuhkan agar interaksi antara fasilitas yang ada seperti material, personal, informasi dan peralatan untuk mendukung produksi berjalan sempurna (Purnomo, 2004, p. 3).
Ruang Lingkup Rancang Fasilitas
Ruang lingkup rancang fasilitas mencakup satu kajian cermat paling tidak dari bidang-bidang berikut : (James M. Apple, 1990:3)
Tabel 1 : Ruang Lingkup Rancang Fasilitas
1. Pengangkutan 10. Pergudangan
2. Penerimaan 11. Pengiriman
3. Gudang bahan baku 12. Perkantoran
4. Produksi 13. Fasilitas Luar ( Penunjang)
5. Perakitan 14. Bangunan
6. Pengemasan dan pengepakan 15. Lahan 7. Pemindahan barang 16. Lokasi
8. Pelayanan Pegawai 17. Keamanan 9. Kegiatan Produksi Penunjang 18. Buangan
4 Permasalahan tata letak pada sistem manufaktur
Menurut James M. Apple, 1990:16-18, Masalah tata letak tidak selalu merupakan masalah perancangan tata letak untuk fasilitas baru, melainkan juga penataan ulang tata letak dari satu proses yang telah ada ataupun perubahan beberapa bagian dari susunan peralatan tertentu. Menurut James M. Apple, 1990:18 beberapa petunjuk diperlukannya pengkaian atas tata letak yang telah ada diantaranya adalah sebagai berikut :
1. Bangunan tidak cocok dengan yang dibutuhkan.
2. Kegagalan dalam menerapkan jalur teknik produksi ketika diterapkan
3. Perubahan rancangan produk atau proses dibuat tanpa membuat perubahan yg diperlukan pd tata letak.
4. Pemasangan peralatan tambahan tanpa mempetimbangkan keterkaitannya dengan pola aliran yang ada.
5. Waktu terbuang dan menganggur yang tak terduga. 6. Kesulitan pengendalian persediaan.
7. Menurunnya produksi pada satu tempat kerja 8. Kondisi penuh sesaknya ruang ruang kerja 9. Terlalu banyak orang yang memindahkan barang 10. “Leher botol” dalam produksi
11. Langkah balik
12. Penyimpanan sementara terlalu banyak. 13. Hambatan dalam aliran barang
14. Kesulitan penjadwalan 15. Pemborosan ruangan
Tanda-Tanda Tata Letak yang Baik
Menurut James M. Apple, 1990:19, Tata letak yang baik dapat terwujud dengan adanya memiliki beberapa karakteristik yang jelas yang dapat dilihat bahkan dari satu pengamatan biasa. Karakteristik tata letak yang baik yang sangat penting diantaranya adalah sebagai berikut :
1. Keterkaitan kegiatan yang terencana 2. Pola aliran barang terencana
3. Aliran yang lurus
4. Langkah balik (kembali ketempat yang telah dilalui) yang minimum
2.7. Pola Aliran Umum
Langkah pertama dalam mendesain fasilitas manufaktur adalah menentukan pola aliran umum untuk material, part, dan WIP, yang melalui sistem.
“Flow pattern refer to the overall pattern in which the product flows from the beginning to end – that is , while it is being transformed from raw material (at the receiving stage) through semifinished product (at the fabrication stage) to the finished product (at the assembly stage).”
(Sunderesh S. Heragu, 2008:37-39) Tipe Layout
Terdapat 5 tipe layout yang biasa terapkan tidak hanya pada sistem manufaktur tetapi juga
5
a. Product layout
Produk layout sering disebut juga sebagai flow-line layout, production-line layout, assembly-line
layout, dan layout by product. Pada product layout, mesin dan workstation disusun sepanjang
rute produk secara berurutan sesuai dengan urutan pengoperasian yang dialami produk.
b. Process Layout
Pada process layout, tata letak diatur berdasarkan proses yang berlangsung. Semua milling machines diletakkan disatu departemen, semua turning machines diletakkan bersama-sama satu dengan yang lain, dan seterusnya. Process Layout disebut juga job-shop layout. Proses layout sangat berguna bagi perusahaan yang memproduksi jenis produk atau pekerjaan dengan kuantitas yang kecil/sedikit, dimana masing-masing pekerjaan biasanya berbeda dari yang lainnya. Meskipun process layout menawarkan fleksibilitas, dan membuat seseorang menjadi ahli dalam satu proses/fungsi tertentu, namun jenis layout ini juga memiliki beberapa kekurangan yaitu, meningkatkan biaya material handling, kemacetan lalu lintas, antrian dan cycle time yang panjang, kompleksitas pada perencanaan dan pengendalian, dan menurunkan produktifitas.
c. Fixed Position Layout
Pada layout seperti ini, produk tidak berpindah-pindah dari satu lokasi kelokasi lain melainkan proses dan peralatan yang digunakan untuk membuat produk inilah yang dibawa ketempat dimana produk dibuat. Layout seperti ini digunakan pada proses manufaktur yang produknya tidak mudah untuk dipindah-pindahkan seperti pada pembuatan kapal-kapal besar, pesawat, konstruksi rumah, dll. Keuntungan dari jenis layout ini adalah produk yang diproduksi besar sekali dan harganya mahal. Hal tersebut membuat peluang kerusakan lebih kecil, dan mengurangi biaya pemindahan juga. Tetapi meskipun begitu, ada peningkatan pada biaya pemindahan peralatan, dan utilisasi peralatan juga rendah. Sekali peralatan dibawa ke lokasi pembuatan, maka alat tersebut akan berada disana sampai proses manufaktur selesai. Karena itu kita akan melihat beberapa peralatan menganggur di lokasi konstruksi.
d. Group technology based (GT) layout.
Layout yang sering digunakan pada situasi job-shop. Biasanya komponen yang tidak sama
dikelompokan kedalam satu kelompok berdasarkan kesamaan bentuk komponen, bukan kesamaan bentuk penggunaan akhir. Hal ini memungkinkan pemakaian kelompok jalur produksi, ketimbang mesin mandiri atau pusat-pusat mesin (atau jenis mesin yang sama), yang memungkinkan lot kecil dari komponen yang tidak sama dikerjakan dengan satu dasar produksi massal. (James M. Apple, 1990:64)
e. Hybrid layout
Hybrid layout merupakan kombinasi dari layout yang dibahas sebelumnya yaitu process layout, product layout, dan GT layout.
Systematic Layout Planning (SLP)
Systiematic Layout Planning (SLP) banyak diaplikasikan untuk berbagai macam persoalan
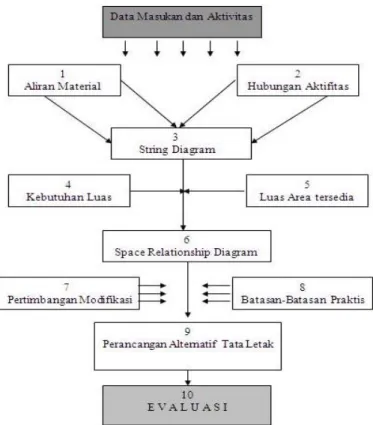
meliputi antara lain problem produksi, transportasi, pergudangan, suporting services dan aktifitas-aktifitas yang dijumpai dalam perkantoran. Data masukan dan aktifitas-aktifitas dalam proses SLP adalah sebagai berikut :
1. Aliran material 2. Hubungan aktifitas 3. String diagram 4. Kebutuhan luas area 5. Luas area tersedia
6 6. Space Relationship Diagram
7. Pertimbangan modifikasi 8. Batasan-batasan praktis
9. Perencanaan alternatif tata letak 10. Evaluasi.
Langkah awal : Pengumpulan Data Awal dan Aktivitas. Langkah 1 : Analisa Aliran Material.
Langkah 2 : Analisa Hubungan Aktifitas Kerja (Activity Relationship). Langkah 3 : Penyususnan String Diagram.
Langkah 4 : Kebutuhan Luas Area.
Langkah 5 : Pertimbangan Terhadap Luas Yang Tersedia. Langkah 6 : Pembuatan Space Relationship Diagram.
Langkah 7 & 8 : Modifikasi Layout Berdasarkan Pertimbangan Praktis. Langkah 9 & 10 : Pemilihan dan Evaluasi Alternatif Layout.
Gambar 1. Prosedur Merencanakan Systematik Layout
Input dari teknik SLP ini dibagi ke dalam 5 kategori (Sunderesh S. Heragu, 2008:70) yaitu : P = Product (Tipe produk yang akan dihasilkan)
Q = Quantity (Volume dari tiap tipe part) R = Routing (Urutan operasi dari tiap tipe part)
7
T = Timing (Kapan setiap tipe part diproduksi? apa mesin yang akan digunakan pada periode tersebut?)
Peta Proses Operasi
Teknik ini terutama untuk melihat operasi mandiri dari tiap komponen atau rakitan. Peta ini memberikan gambaran yang lebih cermat tentang pola aliran produksi karena peta ini menambahkan data kuantitatif pertama pada usulan perencanaan aliran.
Hubungan Keterkaitan Antar Kegiatan
Jenis – jenis keterkaitan yang ada dalam beberapa kegiatan diantaranya adalah sebagai berikut:
1. Antara 2 kegiatan produksi
2. Antara suatu kegiatan produksi, kegiatan pelayanan, atau kegiatan tambahan 3. Antara 2 kegiatan pelayanan
Perancangan keterkaitan kegiatan ini dibuat dengan langkah-langkah yaitu membuat ARC, ARD dan ARD Muther.
Activity Relationhip Chart (ARC)
James M. Apple, 1990:226, ARC adalah suatu teknik ideal untuk merencanakan keterkaitan antara setiap kelompok kegiatan yang saling berkaitan. Peta ini berguna dalam:
1. Penyusunan urutan pendahuluan bagi satu peta dari ke
2. Lokasi nisbi dari pusat kerja atau departemen dalam satu kantor. 3. Lokasi kegiatan dalam satu usaha pelayanan
4. Lokasi pusat kerja dalam usaha perawatan atau perbaikan 5. Lokasi nisbi dari daerah pelayanan dalam satu fasilitas produksi
6. Menunjukkan hubungan dari satu kegiatan dengan yang lainnya serta alasannya. 7. Memperoleh satu landasan bagi penyusunan daerah selanjutnya.
Activity Relationhip Diagram (ARD)
Sementara peta keterkaitan kegiatan berguna untuk perencanaan dan penganalisisan keterkaitan kegiatan, informasi yang dihasilkan hanya berguna jika diolah kedalam satu diagram. Inilah tujuan dari diagram keterkaitan kegiatan yang menjadi dasar perencanaan keterkaitan antara pola aliran barang dan lokasi kegiatan pelayanan dihubungkan dengan kegiatan produksi 3. PENGUMPULAN DAN PENGOLAHAN DATA
Pengumpulan Data
Spesifikasi Produk
Seperti yang sudah dijelaskan sebelumnya bahwa bahasan khusus pada penelitian ini adalah produk penyalur udara (Ducting). Produk - produks tersebut dapat kami jelaskan adalah sebagai berikut :
1. Ducting Lurus
Ducting ini dibentuk dengan mesin Autoshear / mesin Cutting. Satu set ducting terdiri dari dua bagian berbntuk “L” untuk sampai dengan BJLS 60. Sedangkan untuk BJLS 80 ke atas menjadi 4 pcs/lembar.
8
Tabel 2. Produksi Ducting Lurus
Produk Model Produksi
/Hari Produksi / Bulan Pengiriman/ Hari Lurus A Lurus B 200 Duct 175Duct 4000 Duct 3500 Duct 2 Palet 2 Palet 2. Ducting Elbow
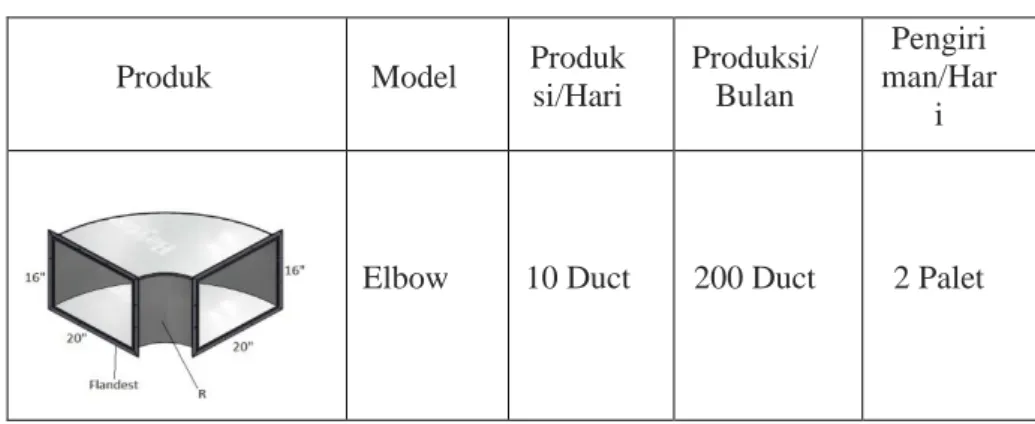
Ducting ini dibentuk dimesin Flasma/CNC. Satu set ducting terdiri dari 4 pcs/lembar, yaitu 2 pcs sisi lebar dan 2 pcs sisi tebal.. Untuk jenis ini berlaku pada semua BJLS
Tabel 3. Produksi Ducting Eblow
Produk Model Produk
si/Hari Produksi/ Bulan Pengiri man/Har i
Elbow 10 Duct 200 Duct 2 Palet
3. Ducting TEECross
Ducting ini dibentuk dimesin Flasma/CNC. Satu set ducting terdiri dari 6pcs/lembar, yaitu 2 pcs sisi lebar dan 4 pcs sisi tebal. Untuk jenis ini berlaku pada semua BJLS
Tabel 4. Produksi Ducting TEECross
Produk Model Produksi
/Hari
Produksi/ Bulan
Pengirim an/Hari
TEECross 8 Duct 160 Duct 1 Palet
4. Ducting Cabang TY Left
Ducting ini dibentuk dimesin Flasma/CNC. Satu set ducting terdiri dari 6 pcs/lembar, yaitu 2 pcs sisi lebar dan 4 pcs sisi tebal. Untuk jenis ini berlaku pada semua BJLS
9
Tabel 5. Produksi Ducting Cabang TY Left
Produk Model Produksi
/Hari
Produksi/ Bulan
Pengirim an/Hari
TY Left 8 Duct 160 Duct 1 Palet
5. Ducting Cabang TY Right
Ducting ini dibentuk dimesin Flasma/CNC. Satu set ducting terdiri dari 6 pcs/lembar, yaitu 2 pcs sisi lebar dan 4 pcs sisi tebal. Untuk jenis ini berlaku pada semua BJLS
Tabel 6. Produksi Ducting Cabang TY Right
Produk Model Produks
i/Hari
Produksi/ Bulan
Pengirim an/Hari
TY Left 8 Duct 160 Duct 1 Palet
6. Ducting Cabang Tee
Ducting ini dibentuk dimesin Flasma/CNC. Satu set ducting terdiri dari 6 pcs/lembar, yaitu 2 pcs sisi lebar dan 4 pcs sisi tebal. Untuk jenis ini berlaku pada semua BJLS
Tabel 7. Produksi Ducting Cabang Tee
Produk Model Produksi
/Hari
Produksi/ Bulan
Pengirim an/Hari
TY Left 8 Duct 160 Duct 1 Palet
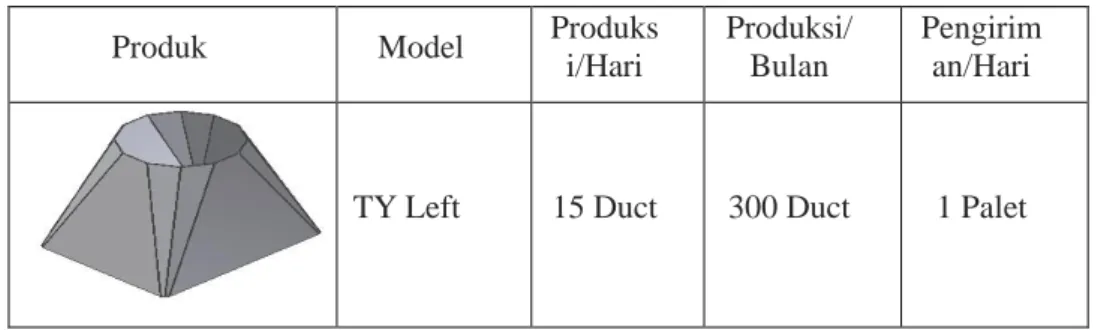
7. Ducting Transisi
Ducting ini dibentuk dimesin Flasma/CNC. Satu set ducting terdiri dari 4 pcs/lembar, yaitu 2 pcs sisi lebar dan 2 pcs sisi tebal. Untuk jenis ini berlaku pada semua BJLS
10
Produk Model Produks
i/Hari
Produksi/ Bulan
Pengirim an/Hari
TY Left 15 Duct 300 Duct 1 Palet
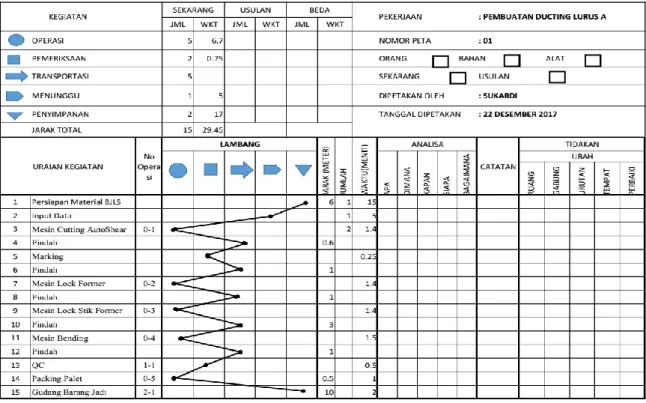
Operation Process Chart
Menggambarkan kegiatan kerja secara sistematis dan memuat informasi yang diperlukan untuk analisis lebih lanjut, seperti waktu yang dihabiskan, material yang digunakan, dan mesin yang dipakai.
11
Gambar 3. Layout OPC Produk Ducting Lurus
12
Tabel 9. Quantity Produk Ducting Perhari/mesin
Produk Ukuran Produk Mesin Cutting AutoSh ear Mesin Cuttin g Plasm a (CNC) Mesin Lock Forme r Mesin Lock Stik Former Mesin TFD (Transfe r Flange Duct) Mesin Bendi ng QC & Packin g Palet Gudang Barang Jadi Ducting Lurus A Bjls 50-60 200 - 150 150 140 140 140 Ducting Lurus B Bjls 80-120 175 150 150 150 150 150 Elbow Bjls/Fitting - 10 7 7 8 8 8 TEECross Bjls/Fitting - 8 6 6 7 7 7 TYLeft Bjls/Fitting - 8 6 6 7 7 7 TYRight Bjls/Fitting - 8 6 6 7 7 7 TEE Bjls/Fitting - 8 6 6 7 7 7 Transisi Bjls/Fitting - 15 12 15 15 15 15
Tabel 10. Cycle Time Per Produk Ducting
Jenis Produk Produk Talk Time Cycle Time
Ducting
Lurus Ducting Lurus A 7.5 menit/duct 8.7 menit/duct
Ducting Lurus B 7.5 menit/duct 8.4 menit/duct
Ducting
Fitting Elbow 7.5 menit/duct 8.2 menit/duct
TEECross 7.0 menit/duct 7.1 menit/duct
TYLeft 7.0 menit/duct 7.1 menit/duct
TYRight 7.0 menit/duct 7.1 menit/duct
TEE 7.0 menit/duct 7.1 menit/duct
Transisi 10 menit/duct 14.8 menit/duct
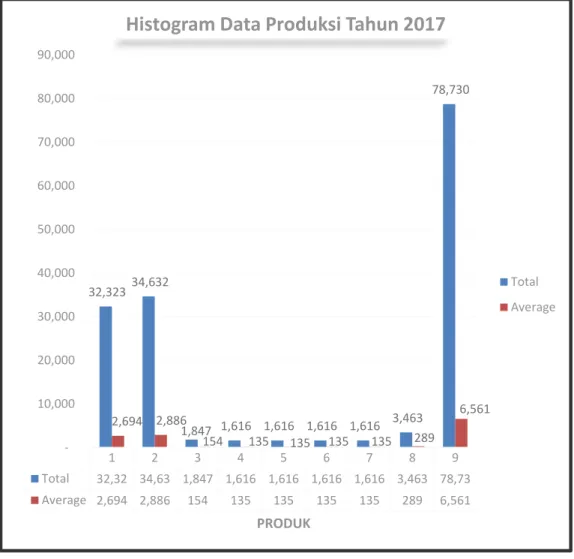
Tabel 11. Data Produksi Ducting tahun 2017
Produk Ducting Lurus A Ducting Lurus B Elbow TEECro ss TYLeft TYRigh t TEE Transisi TOTA L TOTAL 32,323 34,632 1,847 1,616 1,616 1,616 1,616 3,463 78,730 Rata-rata/Bulan 2,694 2,886 154 135 135 135 135 289 6,561
13
Gambar 5. Histogram data produksi tahun 2017
Tabel 12. Data Kapasitas Mesin Terhadap Produksi Ducting
No Mesin Jumlah Mesin Saat Ini Total Produksi Ducting/ Hari Jam Kerja Perbulan (Hari) Total Produksi Ducting/ Bulan Biaya Upah Produksi/Duct /hari (Rp) TOTAL (Rp) 1 Mesin Cutting AutoShear 2 375 20 7500 4,000 30,000,000
2 Mesin Cutting Plasma
(CNC) 2 57 20 1140 26,316 30,000,000
3 Mesin Lock Former 2 432 20 8640 926 8,000,000
4 Mesin Lock Stik Former 2 432 20 8640 926 8,000,000
5 Mesin TFD 3 232 20 4640 2,586 12,000,000 6 Mesin Bending 2 200 20 4000 2,000 8,000,000 TOTAL 96,000,000 1 2 3 4 5 6 7 8 9 Total 32,32 34,63 1,847 1,616 1,616 1,616 1,616 3,463 78,73 Average 2,694 2,886 154 135 135 135 135 289 6,561 32,323 34,632 1,847 1,616 1,616 1,616 1,616 3,463 78,730 2,694 2,886 154 135 135 135 135 289 6,561 10,000 20,000 30,000 40,000 50,000 60,000 70,000 80,000 90,000 PRODUK
Histogram Data Produksi Tahun 2017
Total Average
14 Pengolahan Data
Tabel 13. Kebutuhan Mesin Teoritis terhadap Realisasi Kebutuhan Mesin
Tabel 14. Activity Relation Chart (ARC)
Produksi : Ducting Proyek : Perancangan Layout
Dibuat : Sukardi Dengan :
Tanggal : 30 Januari 2018 Lembar : 1 (satu) Referensi : Produk Ukuran Produk Mesin Cutting AutoShear Mesin Cutting Plasma (CNC) Mesin Lock Former Mesin Lock Stik Former Mesin TFD (Transfer Flange Duct) Mesin Bending Packing Palet Ducting Lurus A Bjls 50-60 1.17 1.53 1.53 0.00 1.53 1.56 Ducting Lurus B Bjls 80-120 1.26 1.64 1.64 1.64 1.67 Elbow Bjls/Fitting 0.47 0.09 0.09 0.14 0.15 TEECross Bjls/Fitting 0.43 0.08 0.08 0.12 0.13 TYLeft Bjls/Fitting 0.41 0.08 0.08 0.12 0.13 TYRight Bjls/Fitting 0.41 0.08 0.08 0.12 0.13 TEE Bjls/Fitting 0.43 0.08 0.08 0.12 0.13 Transisi Bjls/Fitting 0.84 0.16 0.16 0.27 0.27
TOTAL Kebutuhan mesin per
JAM 2.43 2.99 3.73 3.73 2.55 1.53 4.17
TOTAL Realisasi Kebutuhan
16
Tabel 15. Peta Aliran Proses
Delivery Performance Per 6 Bulan Terakhir
Mencapai kinerja pengiriman yang dapat diterima adalah tantangan manufaktur yang paling signifikan yang dihadapi oleh banyak organisasi. Diperlihatkan pada tabel dan grafik di bawah ini adanya tingkat efisiensi dalam hal pengiriman barang atau Delivery Performance sehingga bisa menjadi analisa tersendiri dalam penelitian selanjutnya.
Tabel 16. Tabel Delivery Performance tahun 2017
Volume Pencapaian Juli Agustus September Oktober Nopember Desember
Prosentase Target 100% 100% 100% 100% 100% 100%
Actual 80% 75% 85% 90% 90% 75%
Quantity Target 5,456 7,843 7,161 8,184 7,877 6,138 Actual 4,365 5,882 6,087 7,366 7,089 4,604
17
Histogram Delivery Performance Semua produk 6 bulan terakhir
4. ANALISA HASIL PENGOLAHAN DATA
Tabel 17. Analisa Perhitungan Jumlah Mesin Sebelum dan Sesudah Improvment
Produk Mesin Cutting AutoShear Mesin Cutting Plasma (CNC) Mesin Lock Former Mesin Lock Stik Former Mesin TFD (Transfer Flange Duct) Mesin Bending Packing Palet TOTAL Kebutuhan mesin per JAM 2.43 2.99 3.73 3.73 2.55 1.53 4.17 TOTAL Realisasi Kebutuhan Mesin 2 2 2 2 3 2 2 TOTAL Mesin Actual 2 3 4 4 4 2 10 Selisih Kebutuhan Mesin 0 1 2 2 1 0 8
Tabel 18. Analisa Perhitungan Jumlah Material Yang Dibutuhkan
Produk Efektif Kebutuhan Material Perhari (m2) Efektif Work Day Efektif Kebutuhan Material Perbulan (m2) Efektif Kebutuhan Material Per 6 bulan (m2) Efektif Kebutuhan Material Perbulan (coi) Efektif Kebutuhan Material Per 6 bulan (m2) Ducting Lurus A 246 20 4911 29466 12 74 Ducting Lurus B 259 20 5188 31128 13 78 Elbow 19 20 376 2253 1 6 TEECross 14 20 290 1739 1 4 TYLeft 14 20 290 1739 1 4 TYRight 14 20 277 1663 1 4 TEE 17 20 345 2069 1 5 Transisi 37 20 736 4417 2 11
TOTAL PENGADAAN BJLS PERBULAN (M2) 74473
TOTAL PENGADAAN BJLS (COIL) 31 186
0 1000 2000 3000 4000 0 2 4 6 8
Delivery Performance
Ducting Lurus A Ducting Lurus B Elbow TEECross TYLeft18
Produksi : Ducting Proyek : Perancangan Layout
Dibuat : Sukardi Dengan :
Tanggal : 30 Januari 2018 Lembar : 1 (satu) Referensi :
19
Tabel 19. Penjelasan Activity Relation Diagram Setelah Improvment (ARD)
Kegiatan Derajat
Kegiatan Penjelasan
1 Mesin Cutting AutoShear
Posisi mesin ini harus digeser, untuk memberi akses keleluasaan pada sekitar mesin dan pengoperasian, poisinya mutlak dalam rangkaian proses produksi.
2 Mesin Cutting Plasma
(CNC)
Posisi mesin ini harus digeser, untuk memberi akses keleluasaan pada sekitar mesin dan pengoperasian, poisinya mutlak dalam rangkaian proses produksi. 3 Mesin Lock Former Mesin Lock forming sudah cukup baik
posisinya dengan mesin cutting Autoshear 4 Mesin Lock Stik Former Mesin Stik forming sudah cukup baik
posisinya dengan mesin cutting Autoshear 5 Mesin TFD (Transfer
Flange Duct)
Proses Pembuatan Flange eng ductign dengan mesin TFD lokasinya dipindah 6 Mesin Bending Proses bending ducting posisinya
dipindah untuk mengefektifkan aliran
7 Storage Packing Palet
Posisi perletakan palet packing ini sebenarnya bisa dipindah secara spontan, perletakannya harunya bisa diseting lebih efektif lagi
8 Ruang Kendali Ruang kendali (Ruang kontrol) ini
posisinya tidak bisa diimprove.
9 Raw Material Storage
Lokasi gudang bahan baku menjadi penting, karena banyak menyita area dan memerlukan alat pemindah untuk penggunaannya.
10 Loading/Unloading
Loading/unloading sebagian area digunakan sebagai penyimpan barang (palet) siap kirim. Sehingga posisinya sangat penting bagi keleluasaan dan kenyaman proses-proses lainnya.
20
Tabel 20. Analisa Lembar Kebutuhan Ruang Produksi Sebelum dan Sesudah Improvement
DATA MESIN DAN AREA SEBELUM
IMPROVMENT SESUDAH IMPROVMENT No AREA No Operasi Mesin Jumlah Mesin/ Area Total Dimensi Mesin/ Area (PxL) Total Area (m2) Yang Ada Jumlah Mesin/ Area Total Dimensi Mesin/ Area (PxL) Total Area (m2)
1 Produksi Mesin Cutting
AutoShear 2 108 2 108
2 Mesin Cutting
Plasma (CNC) 3 99.18 3 99.18
3 Mesin Lock
Former 2 7.68 4 15.36
4 Mesin Lock Stik
Former 2 9.45 4 18.9 5 Mesin TFD (Transfer Flange Duct) 3 28.8 4 38.4 6 Mesin Bending 2 12.15 2 12.15 7 Palet 5 8 5 8 8 Office Operator 1 18 1 18 9 Ruang Panel 1 18 1 18 10 Loading/ Unloading Gudang Barang Jadi 1 144 1 144 11 Loading/Unloading BJLS 1 144 1 144 864 864
12 Gudang Gudang Barang
Bahan 1 24 24 1 24 24
621.26 888 647.99 888
21 Sebelum
Sesudah
22 Sebelum
Sesudah
23
Gambar 9. Layout keseluruhan sesudah di Improvment Analisa Delivery Performance Sebelum dan Sesudah Improvment
Gambar 10. Analisa Delivery Performance Sebelum dan Sesudah Improvement
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 Jan u ari Fe b ru ari Mar e t A p ri l Me i Ju n i Ju li A gu st u s Se p t. Okto b er N o p . De s.
SEBELUM IMPROVMENT SESUDAH IMPROVMENT
Delivery Performance
Ducting Lurus A Ducting Lurus B Elbow
TEECross TYLeft TYRight
24
Analisa Kenaikan Produksi Terhadap Biaya Upah Produksi
Tabel 21. Kenaikan Produksi Terhadap Biaya Upah Produksi
URAIAN Ducting Lurus A Ducting Lurus B Elbow TEECro ss TYLeft TYRigh
t TEE Transisi TOTAL Produksi Sebelum Improvment (Duct) 2,694 2,886 154 135 135 135 135 289 6560.84 Produksi Sesudah Improvment (Duct) 3,848 3,367 192 154 154 154 154 289 8311.68 Kenaikan Produksi (%) 30% 14% 20% 13% 13% 13% 13% 0% 21% Biaya Upah Perbulan Sebelum Improvment 35,640 33,264 623,701 712,801 712,801 712,801 712,801 332,640 3,876,448 Biaya Upah Perbulan Sesudah Improvment 24,948 28,512 498,960 623,701 623,701 623,701 623,701 332,640 3,379,863 Penurunan Biaya Upah Produksi (%) -43% -17% -25% -14% -14% -14% -14% 0% -15%
5. KESIMPULAN DAN SARAN Kesimpulan :
Metode Systematic Layout Planning dapat diaplikasikan dalam penentuan tata letak industri di dalam suatu kawasan industri untuk meningkatkan efisiensi. Tata letak industri dalam klaster perlu dipertimbangkan berdasar aliran material, proses produksi serta kedekatan dan keterkaitan antar industri. Kesimpulan dari pendekatan metode tersebut adalah :
1. Perhitungan jumlah mesin teoritis yang dibutuhkan data dilihat pada tabel.
2. Perhitungan jumlah material yang dibutuhkan berdsarkan data produk sebelum nya yaitu : Total kebutuhan material : 12400m2/bulan
3. Analisa Activity Relation Chart (ARC) adalah ada beberapa mesin-mesin yang mutlak berdekatan atau berwarna merah adalah mesin Autoshear, CNC dengan Mesin Lock, Mesin Stik dan Mesin TFD. Untuk mesin bending kedekatannya bisa berwarna hijau (Penting). 4. Perhitungan luas kebutuhan ruangan atau area yang dibutuhkan berdasarkan hasil
Improvment adalah : Luas area keseluruhan 888m2, penggunaan sebelum Improvment adalah 621.26m2 (70%), sesudah Improvment 647.99m2 ( 73%).
5. Dari analisa layout yang baru, terdapat perubahan jarak antara mesin potong dengan mesin lock, stik dan tfd, yang sebelumnya cukup jauh (bisa mencapai 5-10meter) memutar dan
25 sekarang jaraknya antara 1-1.5meter saja.
6. Deangan layout yang telah di improvment ini terdapat kenaikan presentasi (%) Delivery performance. Delivery performance adalah :
⚫ Sebelum Improvment Delivery Performance untuk jenis ducting lurus A&B adalah 75%, setelah Improvment menjadi 97% ada kenaikan 22%.
⚫ Sebelum Improvment Delivery Performance untuk jenis ducting fitting adalah 60%, setelah Improvment menjadi 82% ada kenaikan 22%.
7. Dari Analisa biaya upah produksi terhadap produktivitas adalah adanya kenaikan produksi sebesar rata-rata 21% (dari 6560.84 menjadi 8311.68duct/bulan) dan penurunan biaya upah produksi sebesar 15% (dari Rp, 3,876,448 menjadi Rp. 3,379,863/bulan) setelah dilakukannya Improvment.
5.1. SARAN
Setelah penulis menganalisa sampai dengan kesimpulan, ada beberapa saran yang perlu disampaikan kepada pihak manajemen PT. Arista Pratama Jaya adalah sebagai berikut :
1. Dalam menentukan dan menghitung kebutuhan mesin dan material, agar menghitung juga luasan area yang dibutuhkan, untuk menjaga pola aliran yang seimbang.
2. Segala aktifitas adalah saling berhubungan dan berkaitan, maka diperlukan jembatan komunikasi, bisa melalui meeting-meeting kecil dan briefing.
3. Untuk menjaga dan tetap meningkatkan Delivery Performance sampai dengan 99% harus selalu dilakukan improvment secara berkelanjutan.
DAFTAR PUSTAKA
Apple, James M. (1990). Tata Letak Pabrik dan Pemindahan Bahan, Bandung : Penerbit ITB.
Dewi, AI, Perencanaan Ulang Tata Letak Fasilitas. Berdasarkan Hasilsimulasi Proses Produksi
Rokok. (Studi Kasus Pt Bayi Kembar Malang), Malang 2004.
Suyono, Dwi haryati, Perancangan Tata Letak area Produksi paper packaging pada pt. gramedia
printing unit cikarang dengan metode systematic layout planning, Jakarta 2012.
Susetyo, Joko., Simanjuntak, R.A., Ramos J.M. (2010). Perancangan Ulang Tata Letak Fasilitas
Produksi dengan Pendekatan Group Technology dan Algoritma Blocplan untuk Meminimasi Ongkos Material Handling. Jurnal Teknologi, Volume 3 Nomor 1, 75-84.
Yudawan, Albertus Pasca, Penataan Ulang Tataletak Pabrik Assesories Mobil Berbahan Polimer pada PT. FLN dengan metode Sistematic Layout Planning, Jakarta 2011