>.
.
STEMAN 2014 ISBN: 978-979-17047-5-5
PROSIDING
I,
i!
Seminar Nasional Teknologi Manufaktur 2014
(STEMAN 2014)
Tema:
Teknologi Manufaktur Sebagai Pendorong Produk
Industri Nasional
Bandung, 19-20 Agustus 2014
RINEKAMAYA
Politeknik Manufaktur
Negeri Bandung
Jl
.
Kanayakan No.
21 Oago
Bandung - 40135
Penyelenggara:
tI""-
...
'
:.(
>
',
pol man
-
Pir/rginExwlerrePOLITEKNIK MANUFAKTUR NEGERI BAN DUNG
Jln. Kanayakan 21,
Dago-Bandung 40135
Homepage
-h
t
tp
:/
/www
.
polman-bandung
.
ac
.i
d
Telepon
:
(022) 250 0241, Fax:
(022) 2502649
:
steman@polman-bandung.ac
.i
d
STEMAN 2014 ISBN: 978-979-17047-5-5
Seminar Nasional Teknologi Manufaktur 2014 (STEMAN 2014)
Tema:
Teknologi Manufaktur Sebagai Pendorong Produk Industri Nasional
Bandung,
19-20 Agustus 2014,
Politeknik Manufaktur
Negeri Bandung
RINEKAMAYA
Editor:
Siti Aminah,
S.T.,
M.T.
Nuryanti,
S.T.,
M.Sc.
Dewi Idamayanti,
S.Sc.,
M.T.
Desain Sampul:
Pramudiya Tri Hartadi
Hak Cipta (C) pad aPenulis.
HakPublikasi pada Politeknik Manufaktur Negeri Bandung (pOLMAN Bandung). Artikel pada prosiding ini dapat digunakan dan disebarkan secara bebas untuk tujuan bukan komersial, dengan syarat tidak menghapus atau mengubah atribut penulis. Dilarang memperbanyak sebagian atau seluruh isi buku ini dalam bentuk apapun tanpa izin tertulis dari Penerbit dan Penulis. Pemegang Hak Publikasi prosiding ini tidak bertanggung jawab atas tulisan dan opini yang dinyatakan oleh penulis dalam prosiding ini.
STEMAN 2014 ISBN 978-979-17047-5-5
KAT
A PENGANT AR
Prosiding ini berisi makalah-makalah
yang dipresentasikan
pada STEMAN2014, yaitu
seminar
dalam
rangka
memperingati
Dies Natalis
ke-37
Politeknik
Manufaktur
Negeri
Bandung
(
pOLMAN
Bandung)
dalam
bidang
Rekayasa
dan
Teknologi
Manufaktur di Indonesia. STEMAN2014 memilih tema Teknologi Manufaktur
Sebagai
Produk Industri Nasional
.
Tujuan utama dari seminar ini adalah:
1. Meningkatkan kontribusi
akademisi dan profesional
dalam pengembangan
rekayasa dan teknologi
manufaktur.
2. Sebagai media diskusi dan pertukaran informasi dalam kegiatan penelitian
dan pengembangan di bidang rekayasa dan teknologi
manufaktur.
3. Membangun komunikasi dan jaringan antara perguruan tinggi
,
industri,
lembaga penelitian
dan pihak lainnya yang terkait
.
Topik
-
topik
yang dibahas di dalam seminar dan prosiding ini meliputi
:
1
.
Rekayasa dan Teknologi Manufaktur
untuk Pertanian
,
Pertambangan
,
Otomotif
,
Elektronika
,
Lingkungan
,
Mitigasi Bencana, Energi Alternatif
dan
Terbarukan
,
Industri Kecil, dll
.
2
.
Perancangan dan Pengembangan Produk Manufaktur
3
.
Teknologi Mater
i
al & Metalurgi
4. P
r
oses dan Teknologi Manufaktur
5. Mesin dan Peralatan Industri Manufaktur
6
.
Sistem Manufaktur
7
.
Sistem Kendali dan Mekatronika
Industri Manufaktur
8. Sosio-Manufaktu
r
9
.
Topik-topik
lainnya yang terkait
dengan rekayasa dan teknologi
manufaktur
Seminar ini merupakan sarana diskusi ilmiah
,
komunikasi dan pertukaran
informasi
bagi para akademisi
,
peneliti
,
praktisi industri
,
pemerintah
dan stakeholder
lainnya
dalam pengembangan
rekayasa dan teknologi
manufaktur
.
P
a
n
i
tia
STEMAN 2014
menerima
Extended
Abstract
sebanyak 75 hasil penel
i
t
i
an
d
ar
i
mahasiswa dan
dosen Politeknik
Manufaktur
Negeri Bandung
,
Unive
r
s
i
tas
Gajah Mada
,
Un
i
vers
i
tas
Jenderal Achmad Yan
i,
Institut
Teknolog
i
Adh
i
Tam
a
S
ur
ab
aya
,
U
n
ivers
ita
s
Syiah
Kuala Aceh
,
Un
i
vers
i
tas Trunojoyo
Madura
,
Politekn
i
k
Merlim
au dan
Kole
j
Komuniti
Jasin
,
Malaysia
,
dan UPT. Balai Pengolahan Mine
r
al Lampung
-
LiPI
.
Set
e
lah melalu
i
seleks
i
dan evaluasi
oleh tim
reviewe
r
dan dewan edito
r
,
p
anit
ia
m
e
mu
tuskan
s
ebanyak 70 makalah dapat diterima
untuk d
i
p
r
ese
n
t
a
s
i
k
an
d
alam
STEMA
N
20
14
.
Hasil dari seminar nasional
i
n
i
diharapkan dapat membe
ri
kan
k
o
nt
r
i
bus
i
pe
mi
kiran
untuk mendukung terbentuknya
industri manufaktur
n
as
i
onal
yan
g
ung
gu
l
d
a
n
meningkatnya daya saing bangsa.
STEMAN 2014
SUSUNAN PANITIA STEMAN 2014
Komite Program :
Ketua Direktur POLMAN
Anggota Para Wadir POLMAN
1 '
!
Tim Pengarah :Prof. Dr. Ir. lsa Setiasyah Toha, M.Sc. (Direktur POLMAN Bandung) Prof. Dr. Ir. Yatna Yuwana M. (Dekan FTMD - ITB)
Prof. Dr. Ir. Tresna Priyana Soemardi, SE., M.S. (Universitas Indonesia) Dr. Zainal Arief, S.T., M.T. (Direktur PENS Surabaya)
1'1
Tim Penelaah :
Prof. Dr. Ir. Isa Setiasyah Toha, M.Sc. (pOLMAN Bandung/ITB) Prof. Dr. Ir. Yatna Yuwana M. (FTMD ITB)
Engr. Dr. Md Saidin Wahab (UTHM - Malaysia)
Ir. Dadet Pramadihanto, M.Eng., Ph.D. (PENS - Surabaya) Dr. Ismet P. Ilyas, BSMET, M.Eng.Sc. (pOLMAN Bandung) Dr. Carolus Bintoro, MT. (Politeknik Negeri Bandung) Dr. Ing. Yuliadi Erdani, M.Sc. (pOLMAN Bandung)
Dr. Beny Bandanadjaya, ST., MT. (pOLMAN Bandung)
Dr. Noval Lilansa, MT. (pOLMAN Bandung) Dr. Amang Sudarsono (PENS - Surabaya) Dr. Ali Ridho (PENS - Surabaya)
Dr. Dipl. Ing. Ahmad Taqwa, MT. (POLSRI-Palembang) Pelaksana:
Ketua Anggota
Emma Dwi Ariyani, S.Psi., M.Si.
Adies Rahman Hakim, ST., MT.
Agus Surjana Saefudin, ST., MT. Dewi Idamayanti, ST., MT.
Nuryanti, S.T, M.Sc.
Reza Yadi Hidayat, ST., MT.
Roni Kusnowo, ST., MT.
Supriyadi Sadikin, S.IP., M.Si. Siti Aminah, ST., MT.
Wiwik Purwadi, ST., MT. Yoyok Setiyo Pamuji, ST.
Kiki Sri Nur Endah, ST. Ratih Suhartini, S.Pd.
Yati Yulia, S.AP
Elis Siti Munawaroh, S.AP Idan Sukmara
Pramudiya Tri Hartadi Engkos Koswara Alamat Sekretariat :
Politeknik Manufaktur Negeri Bandung Sdri. Ratih Suhartini
Jl. Kanayakan No. 21 Dago Bandung -40135 Tel. 022-2500241 ; Fax. 022-250 2649 Email: steman@polman·bandung.ac.id Homepage: stem an.polman-bandung. ac.id
STEMAN 2014 ISBN 978-979-17047-5-5
DAFTAR ISI
Kata Pengantar
.
Susunan Pani
t
ia
ii
Da
f
ta
r I
s
i
.
...
.
..
.
..
...
..
.
.
....
.
.
.
.
...
.
..
.
..
.
.
.
..
.
....
.
..
.
.
.
...
.
...
..
iv
Keynote Speaker
Un
iv
e
r
s
i
tas Indonesia
P
r
of
.
D
r.
I
r.
Tresna Priyana Soemardi, SE.
,
M
.
S
.
Di
r
jen Kerjasama Industr
i
Internas
i
onal
Kemente
r
ian
Perindustr
i
an
I
r.
Agus Tjahajana
,
SE
.,
M
.
Sc
.
Ch
i
ef Operation Officer PT Astra Otoparts-Winteq
Direktur - PT Federal Izum
i
Mfg
.
Re
iz
a Treistanto
Abstrak Makalah Peserta
BIDANG KAJIAN : REKAYASA DAN TEKNOLOGI MANUFAKTUR
UNTUK PERTANIAN,
PERTAMBANGAN,
OTOMOTIF,
ELEKTRONIKA,
DLL
Aplikasi Metode Perancangan Pahl-Beitz pada Pe
r
ancangan Lini Produksi
Iman Apriana
..
.
. . .
.
. ..
.
.
.
..
..
.
2
Design for Sustainability
(
DFS) and Design for En
vironment
(
DfE
)
Practices
in
Automotive
industry
SKH Muhammad Bin SKH Abd Rahim.
8
Pembuatan dan Peng
u
jian Model Pahat Insert da
r
i Ba
ja 3
4C
r
N
i
Mo
6 Mel
al
u
i P
ro
s
e
s Pack
Carbu
rizin
g
Umen Rumendi.
1
5
Pengaruh Temperatur
dan Dwell Time Degassing terhadap
Porositas
Gas pada
Aluminium
JIS AC4C dengan Metode Gravity Casting
Balqis Mentari
Efendi.
21
The Optimization
Of Power Conversion From Wind Energy
Norhana Binti
Safee.
27
Mod
i
f
i
kas
i
Vesse
l
Nissan CWB45
-
ALDN45 untu
k
Pe
nin
g
ka
t
an
Kap
asitas A
ng
kut Unit Tr
uck
Herman Budi Harja.
3
2
IV
STEMAN 2014 ISBN 978-979-17047-5-5
Kajian Pengaruh Jenis Pasir,
Temperatur
Tuatig,
dan Jumlah Deoksidasi Alumunium
terhadap Porositas Gas dalam Proses Gravity Sand Casting pada Nozzle Cup Material
13
Ade Rachman.
38
Pengembangan Sistem Pengendali Suhu pada Heater Reaktor Auger untuk Proses
Pirolisis Cepat Cangkang Sawit
/zarul Machdar
. .
.
..
.
.
.. . ..
. . . .. . . .
.
.. . . .
..
48
Perencanaan strategis persediaan peralatan kebencanaan berdasarkan siklus
kebencanaan
Muhammad Dirhamsyah...
54Perancangan Ulang Tool Holder Untuk Alur Dovetail Pada Ragum Palm an 125
Menggunakan Metode DFMA
Somantri...
.
...
.
...
.
...
.
57
Perbaikan Rancang
-
Bangun Kopling-Dog Pengendali Roda Traktor- Tangan Polman
Bandung
Haris Sayoko,
Isa Setiasyah Toha
63
Perancangan Coren-Baja Menggunakan Bantuan Perangkat Lunak Simulasi Coran
Solidcast 8.2
.
5 Studi Kasus pad a Produk Link Track
8eny 8andanadjaja
.
.
71
BIDANG KAJIAN : PERANCANGAN
DAN PENGEMBANGAN
PRODUK MANUFAKTUR
Implementasi
Surfaces 3D Scanner Menggunakan
Metode Triangulation
dan Tesselation
untuk Reverse Engineering
Obyek Sederhana
8010 Dwiartomo.
78
Analisis Simulasi Reinforced Thermoplastic
Pipe Dengan M
e
toda Elem
e
n Hingga Melalui
Pendekatan P
i
pa Mult
i
layer
Menggunakan Perangkat Luna
k
Rekayas
a
Asep Indra Komara
,
. . .
.
.
.
..
. . .
. ..
.
.
..
.
.
.
. .
. .
86Optimasi Bentuk Pisau Penghancur
Lirnbah
Tempurung K
e
l
a
pa Be
r
b
en
tu
k
Piringan
Bertakik untuk Mendapatkan
Berat Optimum
Aji Gumilar
92
Perancangan dan Pembuatan Prototipe Mesin P
e
ngolah A
i
r Bersih S
i
stem Mobile untuk
Keadaan Darurat Air
STEMAN 2014 ISBN 978-979-17047-5-5
Perancangan Konstruksi Portable
Bridge dan Alat Bantunya untuk Mobil Perkebunan
(Wintor) dengan Mekanisme Lipat
Adies Rahman Hakim
"
.
.
....
.
.
.
105
BIDANG KAJIAN
:
TEKNOLOGI
MATERIAL METALURGI
Perbaikan Ketangguhan Meterial
Baja Cor Paduan NI-CR-MO Melalui Proses Tempe
r
ing
Ganda
Be
n
y Bandanadjaja
.
112
S
i
mulasi Proses Pe
rl
akuan Panas Permukaan untuk
Mendapat
k
an
Waktu Pemanasan
yang Sesuai
Oyok Yudianto
.
.
.
. .
.
.
.
. . . .
.
.
. .
.
.
. .
.
.
.
.
.
.
.
.
.
. .
.
.
.
.
.
.
. . . .
.
. . .
.
.
.
. . . . .
116
Pengaruh Laju Pendinginan dan Bahan Paduan terhadap
Pemb
e
ntuk
an
Karbida M
3
Cdan
Ketahanan Aus Besi Cor EN-JN2019
K
us Hanald
i.
121
Kajian Faktor
-
Faktor
yang Memberi Kesan Pros
e
s EDM t
e
rhadap AISI H
13
Mohamad Shahril Bi
n
Ibrahim.
...
.
...
.
..
.
.
..
....
.
...
.
.
..
..
..
.
.
..
.
..
.
..
.
...
.
.
..
.
126
A Study On Types Pineapple Leaf Fibers
(
PALF) Reinforced
Polylact
id
e
(
PLA
)
Nu
r
ul Hayat
i
B
i
nti Jam
i
l
.
.
131
Anal
i
sis Struk
t
ur M
i
k
r
o dan Kekerasan Permukaan Baja ST 37 Ca
r
buriz
e
d melalui Proses
Dekarbu
r
as
i
Oleh Ai
r
Muhammad H
i
lm
i
Wahhab
....
.
...
...
....
.
.
...
.
.
.
...
.
.
.
..
.
..
..
.
.
...
.
.
.
..
..
..
.
..
..
.
..
.
.
.
.
.
137
R
i
serless Casting of FCD 500 in Gr
e
en Sa
n
d Mold
Wiw
ik
Purwadi
.
....
..
.
.
...
.
.
..
..
.
..
..
.
.
.
.
.
.
..
..
.
.
..
..
.
.
.
.
..
..
...
.
.
.
....
.
..
.
.
.
..
.
...
..
.
1
4
5
Anali
si
s Kak
i
san Ai
r
pada
L
ogam dalam Si
s
tem Aliran D
an
d
ang
Noo
r
Azlan B
in
N
g
asma
n
.
.
1
52
Ka
j
ian Prestas
i
Ma
t
a Alat Karbida Bersalut Semasa M
e
l
ar
i
k
K
e
lu
li
A
I
S
I
H13 M
e
n
gg
unakan
Bendal
i
r Pemotong
Azlan Shah Bin Kamaruddin
1
58
Analisa Uji Keaus
an
Mate
r
ial ST 37 Hasil Carburi
z
ing d
an
H
a
rden
in
g d
eng
a
n
Menggunakan Mesi
n
U
ji
Keausan Horizontal
T
ri
Sugeri Gumilar Permana
.
.
.
..
.
.
.
..
.
.
.
.
. . .
.
.
.
.
.... .
.
.
...
.
. ..
.
. . .
.
. . .
.
.
.
. ..
.
. .
.
. . ..
. ...
.
.
163
Analisa Perbandingan K
ek
e
r
asan
,
Distribusi K
e
kerasan da
n
St
r
uk
tu
r M
ikr
o Ma
te
r
ia
l ST
3
7 pad a Proses Karbu
r
a
si
dengan Metoda Single Que
n
c
h
i
n
g
da
n D
irec
t Que
nc
h
i
n
g
Ge
r
ri Rinaldi
..
.
...
..
.
.
...
.
...
..
...
.
..
.
.
.
.
...
..
..
.
...
. .
.
.
.
.
.
.
.
.
.
. .
. .
.
.
.
. .
.
.
.
.
.
.
..
.
.
.
.
. . .
.
.
169
VISTEMAN2014 ISBN 978-979-17047-5-5
ANALI
SA PERBANDINGAN KEKERASAN PERMUKAA
N,
DIST
RIBU
S
I KEKERASAN, DAN STRUKTUR MIKRO
MATE
RI
AL
ST 37
PADA
PROSES
KARBURASI DE
N
GAN
METODA
SINGLE
QUENCHING
DAN
DIRECT QUENCHING.
Ger
ri R
in
a
l
d
i, Um
e
n
Rum
e
nd
i,
Po\iteknik Manufaktur Negeri Bandung
J\Kana)'akan No. 21 - Dago, Bandung - 40l3S
Phone/Fax: 022. 250 0241 /2502649
Email: ~erririna\di(/I.yahon.com
A
B
S
TRA
K
Karburasi adalah salah satu proses perlakuan panas. Proses karburasi adalah metode penambahan karbon untuk
meningkatkan kualitas baja karbon rendah, dengan tujuan meningkatkan nilai kekerasan. Ada beberapa metode
dari proses karburasi diantaranya yaitu single quenching, direct quenching, dan double quenching '. ~~to~a
umum atau yang sering digunakan pada proses karburasi adalah single quenching. Pada penehha~
I
.
m mgm
menganalisa dan membandingkan hasil dari metoda single dandirect quenching. Karakteristik yang
dibandingkandarihasilkarburasidenganmetodasingle quenching dan metodadirect quenchingmeliputi
kekerasanpermukaan, distribusi kekerasan, dan strukturmikro. Penelitian ini menggunakan
spesimenujibajakarbomendah St 37 dengan proses solid pack carburizingdanmedia karburasi arang batok
kelapa. Karburasi dengan metode single quenching dilakukan pada suhu 930°C dalam tungku
dengan
holdingtime 4 jam, kemudian didinginkan didalam tungku (furnace quenching) ataus/ow cooling.
Tahapselanjutnyadarimetodasingle quenchingadalah proses pengerasan dengan suhu 870°C di dalam
tungkudenganholding time I jam, kemudian quenching kedalam air. Karburasi dengan metodadirect quenchingdilakukan pada suhu 930°C dalam tungku dengan holding time 4jam, kemudian didinginkan hingga
suhu 870°C dalam tungku dan setelahituquenching secara langsung kedalam air. Hasil dari penelitain
inimenunjukanbahwa kedua metoda karburasi tersebut mempunyai karakteristik yang sarna yang meliputi
kekerasanpermukaan, distribusi kekerasan, dan stukturmikro. Dengan hasil tersebut metode direct quenching
dapat lebih baik digunakan pada proses karburasi karena dapat mereduksi waktu proses dan biaya.
Kata kunci: karburasi, single quenching,
direct
quenching,
bajakarbonrendah St 37, kekerasan,
strukturmikro, pack
carburizing
1. PENDAHULUAN
1.1 Latar Belakang
Karburasi merupakan proses perlakuan panas yang umumnya dilakukan pada baja dengan kandungan
karbon dibawah 0,3%, proses ini mampu
mendifusikan karbon pada baja karbon rendah
dengan kedalaman antara 0,2-1,2 mm.
Terdapat beberapa metoda pendinginan
(quenching) untuk proses karburasi, metoda pendinginan yang sering dilakukan untuk proses
karburasi adalah metoda single quenching. Akan
tetapi pada metoda single quenching memiliki
tahapan proses yang panjang dan waktu yang
lama. Pada penelitian ini ingin menganalisa
metoda lain dari proses karburasi yaitu dengan
metoda direct quenching. Metoda direct quenching
memiliki tahapan yang lebih singkat dibandingkan
dengan metoda single quenching pada proses
karburasi. Tetapi karakteristik suatu material baja
yang dilakukan proses direct quenching belum
diketahui. Sehingga pada penelitian ini proses
karburasi dengan metoda direct quenching akan
dianalisa dan dibandingkan dengan proses
karburasi menggunakan metoda pendinginan
single quenching . Dengan kedua metoda pendinginan tersebut kemungkinan akan didapat
karakteristik yang mirip dari suatu material uji
yang sarna. Material uji yang akan digunakan
untuk penelitian adalah baja karbon rendah St 37.
Karakteristik yang dianalisa dan dibandingkan
meJiputi kekerasan, distribusi kekerasan, dan
struktur mikro. Untuk itulah diperlukan analisis
perbandingan proses karburasi suatu material baja
karbon rendah dengan dua metoda karburasi
tersebut sehingga dapat mengetahui
karakteristik-karakteristiknya. Dari penelitian ini selanjutnya
dapat dijadikan referensi untuk metoda karburasi
yang efektif, efisien, dan tepat.
1.2 Perumusan Masalah
Berdasarkan uraian permasalahan di atas, maka
perlu adanya pengkajian mengenai karakteristik
kedua metoda karburasi yang meliputi kekerasan
permukaan, distribusi kekerasan, dan struktur
STEM AN 2014
1.3 Tujuan Pcnulisan
Tujuan dari penelitian ini adalah untuk
menganalisa dan membandingkan kekerasan
pennukaan, distribusi kekerasan, dan struktur
mikro material uji hasil karburasi dari kedua
proses pendinginan.
2. TINJAUA!\ PUSTAKA
2.1 Karburasi (Carburizing)
Carburizing adalah proses pengerasan lapisan pt:"rn11.!lnH'1"'I:,:!j~(.~r:-'1g~~(n:~lP~l"!lt?~~.0.ift!~:ikRrkarbon
padil rentang temper»t IIr
!
"~J
(AIISff'l!ife) dimana baja berada dalam fasa austenit dengan sel satuan FCC (Face Centered Cubic). Carburizing padaumumnya diterapkan pada jenis-jenis baja yang
tidak mudah dikeraskan dengan cara pendinginan
tQuenchings langsung karena dipengaruhi oleh
kandungan karbon yang kecil yaitu di bawah
0.3%, seperti pada baja karbon rcndah. Agar baja
tersebut dapat ditingkatkan kekerasan pada
permukaannya, maka pengubahan komposisi baja
dilakukan dengan cara mendifusikan karbon pada
permukaannya.
Proses carburruns; pada priusipnya dilakukan
dengan cara memanaskan baja tersebut sampai
temperatur austenit. Pada urnumnya dilakukan
pada temperatur sekitar 815 - 955 "C (1500 - 1750
OF) dengan media yang memiliki karbon potensial
yang tinggi, sehingga terjadi difusi atom-atom
Iql.rhl'l!1 ,11;i ll'1p(l;~~1.:".rhl?", hr;'r1'1 r".rrrmkaan
haja. Proses di fusi ini akan menghasilkan gradien
karbon dari perrnukaan ke inti, yang
memungkinkan permukaan haja tersebut hisa
dikeraskan dengan cara quenching.
2.2 Proses-proses Carburizln .[..;
Ctlrbi.ir;;::iii~0. dapar dilakukan dalam lingkungan
gas (gas carburizingv; karburasi eair(/iqllid
carburizingi, dan campuran padar (pack
carburizingv. Dalam proses carburizing; karbon
bebas berdifusi ke lapisan permukaan baja yang
memiliki L::lt1(illPg~)n karbon ynng rendah
Kandungan karbon di permukuan dapat mencapai
kandungan karbon potensial dari medium.
Walaupun demikian, kandungan karbon tidak
dapat melewati batas kelarutan dalam fasa logam tersebut.
Pack Carburlzlng
(Kalhurisasf Padat)
Saat pernanasan, oksigen (02) dari udara di sekitar
sumber karbon bereaksi dengan medium karbon
mernbentuk karbon dioksida (C02), dalam bentuk
reaksi kimia sebagai berikut :
c
02~ CO2C'C).~yan~ terbenruk kernudian bereaksi kernbali
dengan karbon dari medium dengan reaksi sebagai
berikut:
CO2.!.. C ~ 2CO
Dengan meningkatkan ternperarur, kesetimbangan
rp:,kc.;; akan nprgpc.;(,"1' kp 1.:'\11(\11c.;ehingga kadar
ISBN 978-979-17047-5-5
karbon rnonoksida (CO) akan bertambah banyak.
Sehingga reaksi kimia selanjutnya yang terbentuk
adalah sebagai berikut :
2CO ~ CO,+C
Atom karbon -(C) yang dihasilkan dari rekasi di
ataskemudian larut ke dalarn fasa austenit melalui
proses difusi. Sedangkan CO2 yang dihasilkan dan
reaksi di atas akan kembali bereaksi dengan atom
karbon pada medium dan menghasilkan 2CO. Lalu
diikuti kembali dengan penguraian CO2,,, C pada permukaan logam dan demikian seterusnya.
Pa"ldPi'akLHdJYL1~ pr\J~~~pemben.uk.,n CO2 Jl.1il ('0
seperti di atas berlangsung sangat lambut. Maka
untuk mernpercepat proses pembentukan CO2 dan
CO. ditambahkanlah ke dalarn medium suatu
katalis atau energizer. Energizer yang dapat
digunakan adalah BaCO), BaCI, BaO.
cso.
K~CO:. N(l~CO:. K~SO~.dan K~FE(CN),.
Puda temperatur tinggi, energizer berfungsi untuk
mempercepat pembentukan gas
CO
menurut reaksiberikut.
BaC03
=
>
BaO'" CO2C01+ C ~2CO
Ga; CO yang tetjadi kemudian larut ke dalam fasa
austerrit atau bereaksi dengan Fe. Berikut adalah
reaksi yang terjadi.
3Fe + 2CO
=
>
FejC -'-CO2Gas CO2 yang terbentuk kemudian bereaksi
dengan BaO dan membentuk BaC03• Maka
BaC03 senantiasa ada selama proses sehingga
reakst-reaksi di atas dapat berjalan terus.
iv1ekani~llle proses carhllrizing dapat uilihat pada
r,m
b
"21
(),'I
._ co, (~hCIC'~lq dcmlMIt,,,,,l.\,utIli
1\'1kinh
('. 0:-+ ('0:
II, ((JpAtLI Il,nl.oc,,,,huIm~\lll>rreu:.i,
drn~all(' '
co:IC+ l{'O
III. Rl."al'l2COUCUjtOUlJ1<tUlI1L.'lUl ba}I
~)lIo.t<'lIC"1Upc1l1hu hll)l:}n1("a).."u hctlbfll\l~c pennukaan 1M),,! 2("0" ("t("(): II 2('0
c
2('0 tillGambar 2.1 Mekanisme Proses Pack Carburizing
2.3.1 Temperatur Carburizing dan Holding
Time
Pada proses pack carburizing biasanya dilakukan
pada temperatur 815 - 955 oC (1500 - 1750 "F),
dimana baja berada dalam fasa austenit. Seiring
dengan peningkatan temperatur, total kandungan
karbon akan meningkat karena kelarutan karbon
dalam austenit juga semakin meningkat. Biasanya
distorsi juga sermg terjadi seiring dengan
peningkatan temperarur terurama pada benda kerja
berbentuk tipis dan kompleks.
Lama wakru penahanan (holding time) bergantung
pada kedalaman difusi karbon yang diinginkan.
Tujuan dari holding time yaitu untuk mendifusikan
karbon secara homogen pada permukaan bcja.
STEMAN 2014
Semakin lama holding time, semakin dalam difusi karbon yang terjadi, seperti yang ditunjukkan pada gambar2.2. .., .¥
is
'-' I__
_
_
.
.
J
Dt~a,,:.Gambar 2.2Pengaruh Holding Time Terhadap Kedalaman Difusi Pada Bajafl] 2.4 Quenching
Quenching adalah proses pendinginan cepat suatu komponen logam dari temperatur austenisasi ke temperatur dimana fasa yang kita inginkan dapat terbentuk, pada baja umumnya adalah struktur mikro martens it. Quenching dikatakan berhasil jika telah mendapatkan struktur mikro, kekerasan, kekuatan maupun ketangguhan yang diinginkan dengan tetap meminimalisasi tegangan sisa, distorsi, dan kemungkinan terjadinya retak (cracking).
Setelah proses karburasi, baja di-quench dari temperatur austenite untuk mendapatkan kekerasan yang diinginkan. Metoda pendinginan setelah proses karburasi dapat dengan metoda single quenching atau direct quenching.
2.4.1
Single Quenching
Setelah dilakukan pendinginan lambat dari temperature karburasi (930°C), kemudian dilakukan proses pemanasan kembali pada temperatur diatas titik kritis baja (temperatur austenite) dan dilukakan proses quenching. Permukaan baja
menjadi
kerasdan
kasar,
sedangkan pada inti akan menjadi halus dan keras. Metoda ini dilakukan untuk memperbaiki proses difusidari atom-atom
karbon
agar gradientkomposisi lebih ha/us.
2
.
4.2
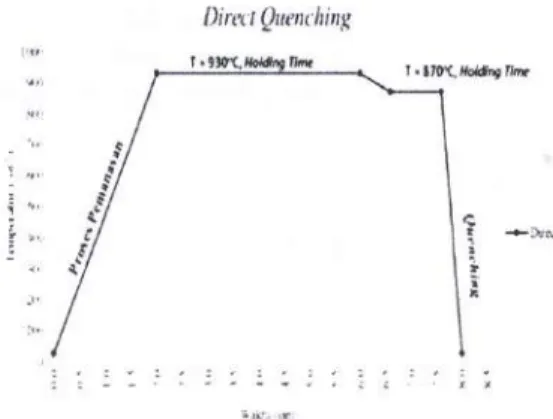
Direct Quenching
Pada proses ini di/akukan pendinginan langsung pada quenchant dari temperature karburasi atau pendinginan langsun dari media karburasi. Permukaan baja menjadi keras, sedangkan pada inti keras tapi butiran tidak teratur.
Efek lain
yang timbul adalah kemungkinan adanya pengelupasan pada benda kerja.Dengan parameter yang sarna metoda direct quenching menghasilkan kekerasan yang relative lebih tinggi dibandingkan dengan metoda single quenching.
2.5 Tempering
Pada umumnya tempering dilakukan karena baja hasil proses pengerasan memiliki kekerasan yang
ISBN 978-979-17047-5-5
yang keras cukup tebal cenderung untuk
mengelupas. Untuk mengurang kegetasan tersebut maka perlu dilakukan proses temper. Tempering adalah proses pemanasan kembali baja hasil pengerasan dengan tujuan .untuk mengurangi kegetasan dan meningkatkan ketangguhan baja tersebut. Fenomena transformasi fasa yang disebabkan oleh adanya difusi atom karbon yang keluar dari fasa martens it.
Temperatur pemanasan untuk proses temper berada pada rentang J OO°C- 600°C atau dibawah temperature eurectoid. Temperatur temper yang berbeda akan menghasilkan sifat dan struktur yang berbeda pula.
2.6 Difusi
Mekanisme yang menyebabkan terjadinya migrasi atom karbon dari permukaan baja ke bagian inti pada proses carburizing adalah difusi. Difusi adalah pergerakan atom relatif terhadap tetangganya dalam suatu fasa di bawah pengaruh energi termal dan perbedaan konsentrasi. Faktor utama yang menyebabkan terjadinya difusi adalah energi dan waktu.
Difusi pada umumnya dapat dibedakan menjadi 2 mekanisme, yaitu difusi interstisi dan difusi subtitusi (vacancy). Mekanisme yang terjadi pada proses carburizing adalah difusi interstisi, karena atom C mengisi posisi interstisi. •
1" I~I
Gambar 2.3(a) Difusi Vacancy, (b) Difusi Interstisi'"
2.7 Case Depth
Beberapa definisi mengenai lapisan hasil
carburizing
antara lain:I
.
Total Case Depth adalah jarak yangdiukur
tegak lurus terhadap permukaan baja yang
relah atau sebe/ummengalami
proses pengerasan menuju ke inti material di mana ditemukannya kekerasan awal dari material.2.
Effective Case Depthadalah jarak yang
diukur tegak lurus terhadap permukaan baja yang telah menjalani proses pengerasan ke titik di mana kekerasan yang dicapai adalah 550 VH.
3. PELAKSANAANPENELITIAN
3.1 Preparasi Spesimen Uji
Pad a penelitian ini spesimen uji yang digunakan berbentuk balok dengan dimensi 60x20x I0 mm. Pembuatan spesimen uji dilakukan di workshop jurusan Teknik Manufaktur, mesin yang digunakan pada pembuatan spesimen uji yaitu mesin milling dan mesin gerinda datar.
Penelitian ini menggunakan 6 spesimen uji dengan perincian:
STEMAN 2014
l.Spesimen as if is: untuk metaiografi dan uji kekerasan (Rockwelll.
2.spesimen as carburizcd with single quenching:
untuk metalografi, uji kekerasan (Rockwell), dan uji distribusi kekerasan (Vickers),
3.Speslmen as carburized with direct quenching:
untuk meraiografi, lIJI kekerasan (Rockwell). dan uji distribusi kekerasan (Vickers)
3.2 Karakterisasi Awal Spesirnen Uji
Karakterisasi awal yang digunakan pada spesimen uji adalah penzuiian kekerasan makro dengan menggunakan Rockwell hardness B dengan beban
indentor 100 kgf berbentuk bola baja 01/16", Hal tersebut dilakukan untuk mengetahui kekerasan dari spesimen uji sebelum dilakukan proses perlakuan panas,
3.3 Persiapan Media Karbon
Pada penelitian irn, media karbon yang digunakan merupakan campuran dari arang batok kelapa ditambah energizer berupa barium karbonat (8aC03). Arang batok terlebih dahulu dihaluskan hingga berbentuk granular berukuran sekitar
lxL, : H1lH. G~iJLuJ.. gil.lnuLil dipilih tl.,t;t11
menghasilkun kedalaman penetrasi karbon yang
lebih tinggi dibandingkan bentuk lainnya. Setelah itu dilakukan pencampuran arang batok kelapa dengan 8aC03 10% wt, kemudian dimasukkan pada kotak sernentasi.
:L~.l Karburncl Padar rtl'Jlgan Metoda
Single QuenchiJlg
Pada proses karhurasi padat dengan metoda single
quenching terdapat 2 tahap proses, yaitu tahap karburasi dan hardening. Pada tahap karburasi dilakukan pada temperatur 930°C didalam tungku
peruanas. dengan waktu 4 Jam. Spesimen
duempatkan diuatarn kotak tahun panas atau kolak
sementasi yang telah diisi dengan media karbon (arang batok kelapa) yang telah dicampur dengan
energizer, Kemudian ditutup rapat dengan dilapisi
semen tahan api agar gas yang dihasilkan tidak
1-.~:U"1.P':;iJ,liii~ii,aii ('i",,,,l<./;;/lK) hasi] karbu.asi
dilakukan dcngun [urnacc quenching atau SI0H' cooling. Pada gambar 3.1 merupakan siklus atau diagaram proses dari metoda single quenching
pada tahap karburasi yang dilakukan pada
penelitian ini.
Single QI/('I/(III11,'.( •(lrl>l/n~il/g
Gambar3.1 Diagram proses single quenching
-carburizing
ISBN 978·979·17047·5·5 Tahap seianjutnya adalah proses hardenlt
spesimen yang telah dikarburasi, temperatur unn
hardening870°C didalam tungku pemanas dengr
waktu 1jam, Spesimen ditempatkan didalam ken
tahan panas yang diisi dengan arang
ka
y
Pendm
g
inan
(quenching) pada proses hardenudilakukan dengan wafer quenching. Gambar 3
merupakan siklus atau diagram proses dari metoi
single quenching pada tahap hardening.
Sill):'"Quel/ching. HarJel/ing
·,1.d'~'1Jl'!'
Gambar3.2Diagram proses single quenchin
g-hardening
3.3.2 Karburasi Padat dengan Metol
Direct Quenching
Pada proses karburasi padat dengan metoda dire
quenching spesimen ditempatkan didalam kot
tahan panas yang telah diisi dengan media karbi (arang batok kelapa) yang telah dicampur deng, energizer IO%wt. Seianjutnya kotak tahan pan diternpatkan pada tungku pemanas, karbun dilakukan pada temperatur 930"C dengan waktu
jam. Kemudian turunkan temperatur tung pemanas menjadi 870°C dengan holding time
jam. Pendinginan (quenching) pada proses dir,
quenching dilakukan dengan water quenchit.
Gambar 3.3 merupakan siklus atau diagram pros
dari metoda direct quenching yang dilakukan pa penelitian ini.
Direct QlIl'IIching
r.llO'("'*"'9Tlmr
Gambar 3.3Diagram proses direct quenching
3.3.3 Proses Tempering
Setelah dilakukan proses karburasi dengan meto
single quenching dan direct quenchir Selanjutnya dilakukan proses tempering pa
kedua spesimen tersebut.
STEMAN 2014
Proses tempering dilakukan dengan temperatur 200°C selama 1 jam, kemudian pendinginan dilakukan secara perlahan ataudidiarnkan diudara
(air quenching).
3.4 Pengamatan Struktur Mikro
Pada pengamatanstruktur mikro untuk
mendapatkan hasil yang baik, maka dilakukan beberapa persiapan pada spesimen uji diantaranya pengampelasan, pemolesan, dan pengetsaan.
Kemudian persiapan selanjutnya adalah pengampelasan spesimen uji, agar mendapatkan permukaan yang bebas goresan. Hal yang paling penting saat proses pengampelasan adalah kehalusan permukaan, kerataan, dan kesejajaran.
3.5 Pengujian Kekerasan
Pengujian kekerasan yang dilakukan spesimen uji penelitian ada 2, yaitu pengujian secara makro dan mikro. Pengujian kekerasan secara makro bertujuan untuk mengetahui kekerasan permukaan pada material. Sedangkan pengujian kekerasan secara mikro dilakukan untuk mengetahui distribusi kekerasan secara spesifik pada beberapa titik dari permukaan hingga ke inti.
I. Pengujian Kekerasan Makro
Pengujian makro dilakukan menggunakan alat
Rockwell hardness tester dengan metoda Rockwell B dan C sesuai dengan standar ASTM E 18
"Standard Test Methods for Rockwell Hardness of Metallic Materials ". Metode ini menggunakan beban 100 kgf dan 150 kgf dengan indentor intan berbentuk kerucut dengan sudut 120°. Metode
Rockwell B dan C sesuai bila digunakan untuk baja karbon rendah, medium, atau tinggi.
2. Pengujian Kekerasan Mikro
Pengujian distribusi kekerasan mikro
menggunakan alat Vickers hardness tester dengan metode sesuai dengan standar ASTM E 92
"Standard Test Method for Vickers Hardness of Metallic Materials ". Metode ini menggunakan beban 1000 grf dalam waktu ) 0 detik. Indentor
yang digunakan adalah intan berbentuk piramida dengan sudut 136°. Jejak yang dihasilkan berbentuk bujur sangkar berdiagonal. Panjang diagonal diukur dengan skala pada mikroskop pengukur jejak.
4. ANALISA DAN PENGOLAHAN DATA
4.1 Analisa Kekerasan
Pegujian kekerasan dilakukan dengan dua metoda yaitu pengujian kekerasan makro dan pegujian kekerasan mikro. Pengujian kekerasan makro digunakan untuk pengujian kekerasan permukaan sampel, yang bertujuan mengetahui kekerasan permukaan yang mewakili area yang lebih luas.
Sedangkan pengujian kekerasan mikro digunakan untuk pengujian case depth hardness, yang bertujuan untuk mengetahui kekerasan sampel dari permukaan sampai kedalaman tertentu.
ISBN 978-979-17047-5-5 4.1.1 KekerasanMakro (Surface Hardness)
Pengujian kekerasan makro dilakukan menggunakan Rockwell B dengan pembebanan sebesar 100 kgf dan Rockwell C dengan pembebanan 150 kgf. Setiap sample dilakukan penjejakan sebanyak 5 kali. Berikut hasil pengujian kekerasan makro yang didapatkan.
Tabel4.1 KekerasanPermukaan
Spesimen Single Single Direct
Titik
Awal Qllenching- Qllenching- Quenching
ke- Carburized Hardened
(HRB) (HRB) (HRC) (HRC) 1 71.1 (129 91 (190 HV) 67 (903 HV) 64(798 HV) HV) 2 71.3 (129 89.4 (182 HV) 66.8 (895 63.5 (783 HV) HV) HV) 3 71.1 (129 91.9 (194 HV) 65.8 (856 63.9 (795 HV) HV) HV) 4 71.2 (129 99.2 (235 HV) 66 (863 HV) 65.5 (846 HV) HV) 5 71.2 (129 98.2 (226 HV) 62.7 (760 63.6 (786 HV) HV) HV) Rata 71.12 93.94 (205.4 65.66 (855.4 64.1 (801.6
-rata (129 HVl RVI ffirl HVl
Data yang disajikan pada tabel 4.1 berupa data kekerasan dari spesimen awal, sampel setelah
single quenching-carburized, single quenching-hardened, dan karburasi dengan metoda direct
quenching. Dari tabel diatas, dapat diamati bahwa kekerasan rata-rata spesimen awal adalah 129 HV.
Untuk nilai kekerasan permukaan sampel setelah
single quenching-carburized sebesar 205,4 HV.
single quenching-hardened sebesar 855,4 HV, dan untuk direct quenching sebesar 801,6 HV. Persentase kenaikan nilaikekerasan sampel setelah
single quenching-carburized adalah 59,2 %, single
quenching-hardened adalah 563, I %, dan direct quenching adalah 521,4%.
Dala Kekerasan Permukaan !QI.(I (~IO ion :;; -1)(1 :: MO ~ '00 ~ lOiJ
-
~'
.100 :,Xl JI>() o-:-
:-:~
-o .\mgif QIlt'Hc!IIJ!g. C(1riJlin.~;d •••• ~lI!(.!iI·O,,("/(;Jl'le . U;jJ'dt:Ju'ti ' o o •.•.•.D;rwi QUOI(liillg o o TIl!kk Gambar4.1 Grafiknilaikekerasanpermukaan Dari data pada tabel 4.1 dan gambar 4.1 didapat bahwa kekerasan permukaan sampel karburasi dengan metoda single quenching cenderunglebih besar dibandingkan kekeresan permukaan sampel karburasi dengan metoda direct quenching.STEMAN 2014
KckcrasanMikro(Case
Hardness)
Pengujian kekerasan mikro dilakukan untuk dapat mengetahui kekerasan sampel dari permukaan
sampai kedalaman tertentu. Pengujian kekerasan
yang diiakukan menghasilkan nilai case depth dan
nilai effective case depth. Berikut hasil pengujian kekerasan mikro yang didapatkan.
Data Kekerasan Single Quenching dan
Direct Quenching 4.1.2 Depth 900 850 800 750 ~700
s:
650 ",-,6\JG .::: ~550 ~500 ~450 ~400 350 300 .l5u -- Effcctiv« Case Deplh1\ •
•
•
.
.
_Sample It-•..
,
V\
Single*
_
~
.~
Quenching~~-=
J
2008
c:i o N c:i o 0 '<t Il:> c:i c:ig 8 ~
o rl rl fiirlfil
rl Kedalaman (mm)Gambar4.1 Grafikdistribusikekerasansingle dandirect quenching
Pada garnbar 4.2 merupakan grafik hasil pengujian
kekerasan mikro case depth hardness. Dari data
diatas, dapat dilihat bahwa untuk kedua metoda
karburasi terjadi penurunan kekerasan dari permukaan meuuju ke inti. Hal tersebut menunjukan adanya pcrilaku perlakuan pana:;
perrnukaan, dimana bagian permukaan sampel
akan memiliki kekerasan yang lebih tinggi daripada bagian kedalaman tertentu dan inti. Hal tersebut diakibatkan oleh terdifusinya atom karbon
yang terkandung riCll1!11 tll'1~kll atan kotak sementasi menuju permukaan sarnpel. sehinggaa
rerjadi gradasi kandungan karbon pacta sampel dari permukaan sampai kedalaman tertentu dan inti. Dari gambar 4.2 dapat dilihat bahwa pada proses
karburasi dengan metoda single dan direct quenching ini, terjadi proses dekarburasi, karena proses dekarhurasi ditandai dengan peningkatan
nilai kekerasan pada sub-permukaan, jib
dibandingkan dengan kekerasan pada permukaan diatasnya!". Proses dekarburasi terjadi akibat adanya peningkatan kadar karbon pada kedalaman tertentu, atau pengurangan kadar karbon pada permukaan akibat aJanya ga"
C
o
~
yang berlebihan pada tungku. Gasc
o
,
tersebut berperan dalamproses dekarburasi rnenurut persarnaarmya, Dari data yang didapatkan bahwa karburasi dengan metoda direct quenching cenderung lebih tinggi
nilai untuk distribusi kekerasannya dibandingkan nC'ne111 mC'tochL<il1g/e ql/P,I1('hingI4!
I'
I
, ~,
ISBN 978-979-17047-5-5
Setelah dilakukan proses karburasi dengan metoda single quenching, kemudian dilakukan proses tempering pada metoda tersebut. Dari gambar 4.3
dapat dilihat distribusi kekerasan karburasi metoda single quenching sebelum dan setelah tempering.
Setelah proses tempering kekerasan matenal mengaiami penurunan, sesuai dengan literatur.
DataKekerasan Single Quenching sebeJum
dansetelah Tempering --Effective CaseDepth 900 850 800 750 -700 i650 ';;"600 ~550 [':500 11) 7,450 ~400 350 300' 250 200 ?-•. , _Sample 1
F
Single ~ • sQebe.uelumnChil1g tempering _Sample} Single Quenching setelah Tempering g ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ o ci 6 c::i 0 - - - _ _ ("'I e-i • Kedalarnan (mm) Garnbar 4,2(.irafik disrribusi kekerasan quenching sebelum dansetelah temperingSetelah dilakukan proses karburasi dengan metoda direct quenching, kemudian dilakukan proses tempering pada metoda tersebut. Dari gambar 4.4 dapat dilihat distribusi kekerasan karburasi metoda single quenching sebelum dan setelah tempering.
Setelah proses tempering kekerasan material tidak mengalami penurunan tetapi cenderung naik kekerasannya. Hal tersebut mungkin terjadi karena
butiran yang tidak teratur atau tidak merata akibat metoda direct quenching. Data Kekerasan Direct Quenching sebe\um dan setelah Tempering 900 850 800 :; 7~'J ~ 700 .::: 650
'"
~ 600 ~ 550 ~ SOO 450 400 350 300 ISO 200 -- Effective Cast! Depth -.-SuJljplL~ Direct Quenching sebelum "Tempering -_Sample 2 Direct Quenching setelah Tempering 000000000000 ON"1"'DOOON"1"'COOONooooo""':""':""':""':""':C'iN Kedalaman (rnm)
Gambar4.3Grafik distribusi kekerasan direct quenching sebelum dan setelah tempering
4.2 AnalisaStruktur Mikro
Pengamatan struktur mikro pada penelitian 1111
menggunakan zat etsa nital 3%. Sebelum pengamatan struktur mikro, telah dilakukan
STEMAN2014
preparasi terlebih dahulu, berupa pengampelasan,
pemolesan, dan pengetsaan. Pengujian struktur
mikro dilakukan padasampel uji kedua metoda
karburasi. Pengujian ini dilakukan agar dapat
mengetahui perubahan dan perbandingan struktur
mikro permukaan sampel. Berikut adalah hasil uji
struktur mikro yang telah dilakukan.
Gambar 4.5 merupakan hasil sampel yang telah
dilakukan proses pack carburizing dengan metoda
single quenching yang belum di-hardening.
Berikut adalah struktur mikro permukaan dan
bagian inti sampel assingle quenching-carburized.
400
(b) Struktur Mikro Bagian
Gambar 4.5Struktur Mikro sampel I as single
quenching-carburizing(a) Bagian Permukaan
(b) Bagian Tengah
Gambar 4.5 (a) actalah gambar struktur mikro
untuk area permukaan dari sampel as single
quenching-carburizing dan gambar 4.5 (b)
merupakan gambar struktur mikrountuk area
tengah atau inti dari sampelas single quenching
-carburizing.
Dari hasil pengamatan struktur mikro yang
ditunjukan pada gambar 4.5 (a), bagian permukaan
material sudah menunjukkan adanya difusi karbon
pada permukaan sample sehingg amembentuk
struktur pearlite (wamahitam) dan cementite garis
putih. Sementara pada bagian tengah atau inti
material yang ditunjukan pada gambar 4.5 (b)
terdapat pearlite (wamahitam) dan ferrite
(warnaputih).
Gambar 4.6 merupakan hasil sampel yang telah
dilakukan proses pack carburizing dengan metoda
single quenching setelah proses hardening. Berikut
adalah struktur mikro permukaan dan bagian inti
dari sampelas single quenching-hardening.
ISBN 978-979-17047-5-5
400x
(b)Struktur Mikro Bagian Tengah
Gambar 4.6Struktur Mikro sampel 2 assingle
quenching-hardening(a) Bagian Permukaan
(b) Bagian Tengah
Dari hasil pengamatan struktur mikro yang
ditunjukan pada gambar 4.6 (a), struktu rmikro
pada bagian permukaan material yang terbentuk
dari hasil proses hardening adalah struktur
martensite halus (warna hitam) yang tersebar
merata sampai kedalaman tertentu. Sementara
pada bagian tengah atau inti material yang
ditunjukan pad a gambar 4.6 (b) terdapat struktur
pearlite dan cementite.
Gambar 4.7 merupakan hasil sampel yang telah
dilakukan proses pack carburizing dengan metoda
direct quenching. Berikut adalah struktur mikro
permukaan dan bagian inti dari sampelas direct
quenching.
400x
(b) Struktur Mikro Bagian
Gambar 4.7Struktur Mikro sampel 3 asdirect
quenching(a) Bagian Permukaan
,
,)
STEMAN 2014
Dari hasil pengamatan struktur mikro yang
ditunjukan pada gambar 4.7 (a), struktur mikro
pada bagian permukaan material yang terbentuk
dari metoda direct quenching adalah struktur
martensite (warnahitarn) yang tersebar cukup
merata dan Iebih terlihat jelas ditandat dengan
bentuk jarum-jarum. Sementara pada bagian
tengah atau inti material yang ditunjukan pada
gambar 4.7 (b) terdapat struktur pearlite
(wanahitam) yang lebih banyak dan terlihat jelas
dibandingkan as single quenching dan juga
terdapat cementite (garis warna putih).
5. KESIMPULAN DAN SARAN
5.1 Kesimpulan
I. Kekerasan permukaan awal baja St 37
adalah 129 HY. Setelah dilakukan proses
karhurasi dengan metoda single
quenching terjadi peniugkatan kekerasan
menjadi 855,4 HV, sedangkan dengan
metoda direct quenching kekerasan
menjadi 801,6 HY.
2. Berdasarkan hasil penelitian yang
dilakuk.m. proses pack carburizing
dengan metoda single dan direct
quenching memiliki karakteristik yang
hampir sarna, meliputi kekerasan dan
struktur mikro.
3. Proses pack carburizing dengan metoda
directquenching lehih efektif dan efisien
terhadap waktu dan biaya dengan
kualitas yang sama dibandingkan dengan
metoda single quenching terhadap fungsi
kekerasan.
5.2 Saran
I. I'erlu dilukilktii"! pengamatan lebih lanjut
pada struktur mikro hasil tempering
untuk mengetahui penyebab
meningkatnya kekerasan Setelah
tempering pada metoda direct
quenching.
2. Untuk pengernbanzan lebih lanjut dapat
pula dilakukan analisis mengenai kedua
metoda karburasi ini dengan pengujian
yang lain.
3. Sebaiknya dilakukan pula analisis
pengerasan pada material baja lainnya.
DAFTAR PUSTAKA
[I] Callister Jr.. W.D. and David G. Rethwisch. 2009.
Materials science and engineering an
introduction 8th edition.New York: John
Wiley & Sons.
[2] Brooks, Charlie R., dkk. 1991. Heat Treating
Volume 4. Amerika: ASM 1nternational.
ISBN 978-979-17047-5-5
(3] Totten, George E. 2002. Handbook of Residual
Stress and Deformation of Steel. Ohio:
ASM International.
[4] Canale, L.C.F., dkk. 2008. Faliure Analysis of·
Heat Treated Steel Components. Ohio: :
ASM International.
[5] Krauss, George. 1990. Steels: Heat treatment and
Processing Principles. Ohio: ASM·
International.
[6] Sharma, Romesh C. 1996. Principles of Heat ,I
Treatment of Steels. New Delhi: New
Age International.
[7] ASTM E 1X-03. 20D3. Standard Test Method/or
Vickers Hardness of Metallic Materials.
Amerika: ASTM International.
[8] ASTM E 92-00. 2000. Standard Test Method
for
Vickers Hardness of Metallic Materials.
Arnerika: ASTM International,
[9] Fahrudin, Ely. 2005.. ,Pack Carburizing dengan
Media Arang Batok pada Baja Karbon
Rendah untuk Dies dan Punch Proses
Stamping Profil Lingkaran: Studi Kasus
di Alpa Sparepart", Bandung: Institut
Teknologi Bandung.
IIUJ Bird, C.R.: dkk. 1992. Metallography and
Microstructures Volume 9. Amerika:
ASM International.
[ll]Sanjaya, M Dimas. 2012. " Pengaruh Waktu
pada Proses High Concentration
Carburizing terhadap Karakteristik Baja
Sc.\f 440pada Koniponcn Pin Rantai
Tipe Timing Chain ".Depok: Universitas
Indonesia.
[12]Munawir, Khairil. Karburasi pada Logam dan
Pendinginan (Quenching).
hftp:llsekolah007.blogspot.caI20J 31041k
grburasi-l1ada::.lQg{!m-f
i!m-pendinginan.html. 23 Februari 2014.
[13J .Carburizing.httpu/muhumm
adrohan.wordpress.com/20 1011J/261
carburizing! 20 Maret 2014.
[14]Adwan, Niko N. 2013. "Analisis Proses Pack
Carburizing dengan Campuran Media
Karbon Sekam Padi
+
lU%, 2U%Dan3U% BaCo3 untuk Meningkatkan
Kekerasan Permukaan Baja 5,,41".
Bandung: Politeknik Manufaktur Negeri
Bandung.