PERANCANGAN PERBAIKAN KUALITAS PRODUK
DENGAN MENGGUNAKAN TAGUCHI’S QUALITY LOSS
FUNCTION DAN FAILURE MODE AND EFFECT ANALYSIS
(FMEA) PADA PT. XYZ
T U G A S S A R J A N A
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh
MHD FAUZI HARAHAP NIM : 100403007
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan yang Maha Esa yang telah memberikan berkat dan karunia-Nya sehingga penulis dapat menyelesaikan Tugas Sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “Perancangan Perbaikan Kualitas Produk dengan Menggunakan Taguchi’s Quality Loss Function dan Failure Mode and Effect Analysis (FMEA)
pada PT. XYZ”.
Penulis menyadari bahwa penulisan tugas sarjana ini masih jauh dari kesempurnaan sehingga diperlukan perbaikan dan penyesuaian lebih lanjut. Untuk itu penulis mengharapkan kritik atau saran yang membangun dalam penyempurnaan laporan ini.
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan ini, banyak pihak yang telah membantu, maka pada kesempatan ini penulis mengucapkan terima kasih kepada:
1. Kedua orang tua penulis, yaitu Bapak M. Arifin Hrp dan Ibu Rita Isnani yang tiada hentinya mendukung penulis baik secara moril maupun materil serta dukungan doa sehingga penulis dapat menyelesaikan Tugas Sarjana ini.
2. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, Medan
3. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, Medan
4. Ibu Ir. Rosnani Ginting, MT selaku Koordinator Tugas Sarjana yang telah meluangkan waktunya untuk memberikan arahan-arahan yang mendukung ketuntasan penyelesaian laporan Tugas Sarjana ini.
5. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng selaku Dosen Pembimbing I yang telah meluangkan waktu dan ilmunya serta memberikan motivasi untuk penulis dalam penyelesaian laporan Tugas Sarjana ini.
6. Bapak Ikhsan Siregar, ST. M.Eng selaku Dosen Pembimbing II Tugas Sarjana yang juga telah membimbing dan mengajarkan ilmunya untuk penulis dalam penyelesaian laporan Tugas Sarjana ini.
8. Pegawai administrasi Departemen Teknik Industri, Bang Nur, Bang Mijo, Bang Ridho, Kak Dina, dan Kak Ani yang telah membantu penulis dalam melakukan urusan administrsi di Departemen Teknik Industri USU.
9. Abang dan adik penulis, Arfan M. Hrp dan M. Chairul Fahri Hrp yang telah memberi dukungan dan semangat kepada penulis dalam pengerjaan tugas akhir ini.
10.Rekan seperjuangan penyelesaian tugas akhir di PT. XYZ, Gemadana Irza dan Danu Jaya Sahputro yang telah memberikan bantuan dalam pengumpulan data perusahaan dan proses pengerjaan laporan tugas akhir ini.
11. Sahabat penulis Liyana Fadhillah, Rahmadhansyah Saragih, Chandra H. Nst, Ridhaul Fuadi, Utomo Hadi, Rahel Hutahayan, M. Zain Fachriansyah, Zul Ardian Amralis, Nixon, M. Ikhsan, Nadia Amalia Pilli, Miftahul Ahyan, Syahreza Aulia Hsb, Wahyu Listyo Jati, Kharis Fadhila dan Vanessa Aulia Putri, yang telah memberikan bantuan dan dukungannya dalam mengerjakan laporan ini.
12. Seluruh rekan-rekan angkatan 2010 (TITEN) Teknik Industri FT. USU yang terus memotivasi penulis dalam penyelesaian laporan ini.
Medan, Oktober 2015
DAFTAR ISI
1.5. Sistematika Penulisan Tugas Sarjana ... I-6DAFTAR ISI (Lanjutan)
BAB HALAMAN 4.10. Kesimpulan dan Saran ... IV-10
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.1.1. Data Karakteristik Pengujian Tepung ... V-1 5.2. Pengolahan Data ... V-4 5.2.1. Perhitungan Loss Karakteristik Pengujian Tepung V-4 5.2.1.1. Pembuatan Peta Kontrol X dan s ... V-4 5.2.1.2. Perhitungan Process Capability ... V-12
5.2.1.2.1. Perhitungan Process
Capability Index Karakteristik
DAFTAR ISI (Lanjutan)
5.2.1.3.1. Identifikasi Losses Perusahaan V-17
5.2.1.3.2. Pemetaan Taguchi’s Quality
Loss Function ... V-23
5.2.1.3.2.1.Pemetaan
Taguchi’s Quality Loss Function Karakteristik pH ... V-23
5.2.1.3.2.2.Pemetaan
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.1.3.2.3.Pemetaan
Taguchi’s Loss Function Karakteristik Warna ... V-25
5.2.1.3.2.4.Pemetaan
Taguchi’s Loss Function Karakteristik Kadar Air ... V-26
5.2.1.3.3. Perhitungan Loss Perusahaan . V-27
5.3. Usulan Perbaikan Loseses Perusahaan ... V-29 5.3.1. Pengukran Karakteristik Pengujian Tepung ... V-29 5.3.2. Peta Kontrol X-s Karakteristik KadarAIr ... V-31 5.3.3. Perhitungan Loss Usulan Perbikan ... V-34 5.4. Failure Mode and Effect Analysis ... V-36
DAFTAR ISI (Lanjutan)
BAB HALAMAN VI KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
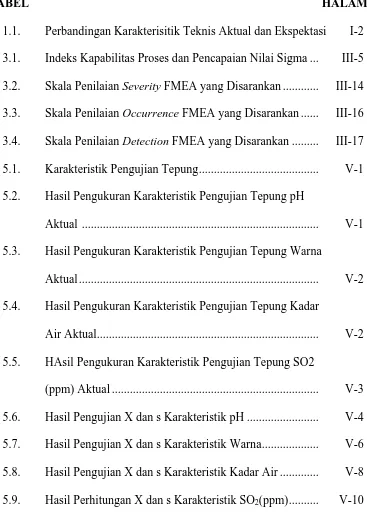
1.1. Perbandingan Karakterisitik Teknis Aktual dan Ekspektasi I-2 3.1. Indeks Kapabilitas Proses dan Pencapaian Nilai Sigma ... III-5 3.2. Skala Penilaian Severity FMEA yang Disarankan ... III-14 3.3. Skala Penilaian Occurrence FMEA yang Disarankan ... III-16 3.4. Skala Penilaian Detection FMEA yang Disarankan ... III-17 5.1. Karakteristik Pengujian Tepung ... V-1 5.2. Hasil Pengukuran Karakteristik Pengujian Tepung pH
Aktual ... V-1 5.3. Hasil Pengukuran Karakteristik Pengujian Tepung Warna
Aktual ... V-2 5.4. Hasil Pengukuran Karakteristik Pengujian Tepung Kadar
Air Aktual ... V-2 5.5. HAsil Pengukuran Karakteristik Pengujian Tepung SO2
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
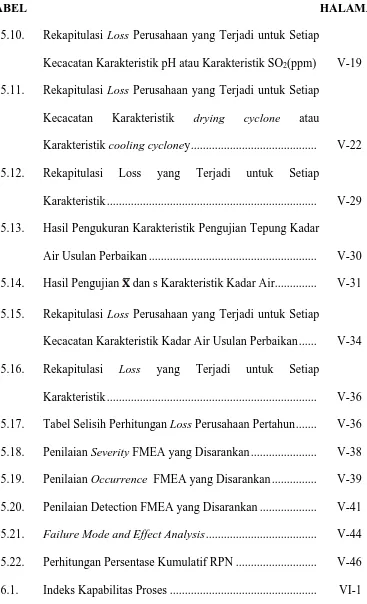
5.10. Rekapitulasi Loss Perusahaan yang Terjadi untuk Setiap
Kecacatan Karakteristik pH atau Karakteristik SO2(ppm) V-19 5.11. Rekapitulasi Loss Perusahaan yang Terjadi untuk Setiap
Kecacatan Karakteristik drying cyclone atau
Karakteristik cooling cycloney ... V-22 5.12. Rekapitulasi Loss yang Terjadi untuk Setiap
Karakteristik ... V-29 5.13. Hasil Pengukuran Karakteristik Pengujian Tepung Kadar
Air Usulan Perbaikan ... V-30 5.14. Hasil Pengujian dan s Karakteristik Kadar Air ... V-31 5.15. Rekapitulasi Loss Perusahaan yang Terjadi untuk Setiap
Kecacatan Karakteristik Kadar Air Usulan Perbaikan ... V-34 5.16. Rekapitulasi Loss yang Terjadi untuk Setiap
DAFTAR GAMBAR
5.5. Kapabilitas Proses Karakteristik pH ... V-13 5.6. Kapabilitas Proses Karakteristik Warna ... V-14 5.7. Kapabilitas Proses Karakteristik Kadar Air ... V-15 5.8. Kapabilitas Proses Karakteristik SO2(ppm) ... V-16 5.9. Taguchi’s Quality Loss Function untuk Karakteristik pH V-24 5.10. Taguchi’s Quality Loss Fuction untuk KarakteristikSO2(ppm) ... V-25 5.11. Taguchi’s Quality Loss Fucntion untuk Karakteristik
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.12. Taguchi’s Quality Loss Function untuk Karakteristik
Kadar Air ... V-27 5.13. Kapabilitas Proses Karakteristik Kadar Air Usulan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN