1
BAB I PENDAHULUAN I.1 Latar Belakang
Secara umum, kepuasan (satisfaction) adalah perasaan senang atau kecewa sesorang yang timbul karena membandingkan kinerja yang dipersepsikan produk (atau hasil) terhadap ekspektasi. Jika kinerja gagal memenuhi ekspektasi, pelanggan tidak akan puas. Jika kinerja sesuai dengan ekspektasi, pelanggan akan puas (Kotler, 2009, p. 139).
CV WK merupakan perusahaan yang bergerak di bidang injeksi plastik menggunakan mesin injeksi yang memproduksi produk berbahan dasar plastik sesuai dengan permintaan pelanggan. Pelanggan dari CV WK merupakan perusahaan, bukan perseorangan. Salah satu pelanggan tetap CV WK yaitu PT LA sekaligus menjadi supplier bahan baku berupa polimer palates dan pewarna untuk produksi produk yang dipesan oleh PT LA. Salah satu produk yang dipesan oleh PT LA adalah tutup botol oli AHM biru, sehingga tutup botol oli AHM biru diproduksi secara continue oleh PT LA.
Diketahui bahwa CV WK menerapkan make to order berupa warna, kuantitas, ketepatan waktu (tanggal) pengiriman produk jadi dan produk, tetapi untuk ukuran produk dipesan ketika pertama kali memesan produk, tidak tiap bulan. Pemesanan yang dilakukan PT LA adalah maksimal H-31 dari jadwal pengiriman yang diminta. CV WK menjadwalkan pengiriman produk satu kali setiap bulan setiap selasa atau kamis ke PT LA. Jika CV WK terlambat dalam mengirim produk, maka CV WK harus membayar penalti yang besarnya disesuaikan dengan lamanya keterlambatan. Terdapat tiga jenis penalti, yaitu untuk keterlambatan satu sampai tujuh hari maka CV WK harus membayar sejumlah 5% dari total harga, untuk keterlambatan delapan sampai empat belas hari maka CV WK harus membayar sejumlah 10% dari total harga, selanjutnya untuk pengiriman barang yang melebihi 14 hari maka produk akan dikembalikan oleh PT LA sehingga CV WK rugi atas biaya produksi dan transportasi. Berdasarkan data historis Januari 2016-Oktober 2016 terdapat beberapa periode CV WK mengalami keterlambatan pengiriman produk ke PT LA melebihi waktu yang sudah ditetapkan, hal itu dapat dilihat pada Tabel I.1.
2
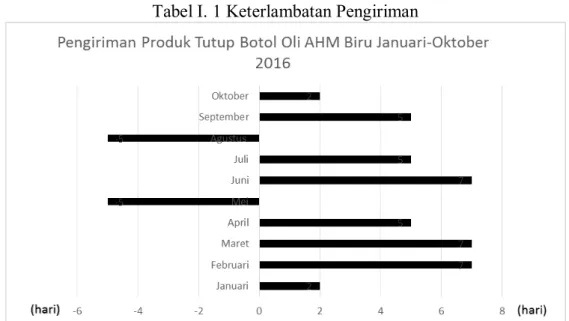
Tabel I. 1 Keterlambatan Pengiriman
Berdasarkan Tabel I.1 pengiriman akan sesuai dengan jadwal ketika ada di garis 0, sedangkan jika terdapat keterlambatan maka akan ditunjukan seperti pada bulan januri, februari, maret, april, juni, juli, september dan oktober yang dinyatakan menggunakan hari. Bulan mei dan agustus menunjukkan pengiriman lebih cepat dari jadwal yang seharusnya. Berdasarkan data ditemukan dari 10 kali pengiriman terdapat 80% pengiriman yang terlambat tidak sesuai dengan jadwal yang ditentukan sehingga CV WK harus membayar penalti. Adanya ketelambatan pengiriminan terindikasi bahwa diduga terdapat dua faktor yaitu mengenai scheduling dan operasional. Untuk scheduling perusahaan telah menerapkan mekanisme standar lead time untuk setiap order, waktu yang sudah disediakan sudah sesuai dengan kemampuan perusahaan. Untuk operasional terdapat keadaan yang tidak sesuai dengan harapan, yaitu pengerjaan yang di atas waktu standar lead time yang sudah ditetapkan sehingga terdapat keterlambatan pengiriman, hal tersebut diduga karena adanya waste pada proses produksi.
Berdasarkan dugaan adanya waste pada proses produksi maka dilakukan pemetaan process activity mapping dan value stream mapping current state. Pemetaan process activity mapping dilakukan secara paralel dengan pemetaan value stream mapping. Process activity mapping digunakan untuk mengetahui urutan aktivitas pada proses produksi. Aktivitas-aktivitas yang terdapat pada process activity mapping akan dikelompokkan ke dalam nilai aktivitas value added, non value added atau necessary non value added. Aktivitas-aktivitas yang tergolong
3
kelompok non value added merupakan waste yang ada pada proses produksi. Berdasarkan pemetaan process activity mapping yang terlampir pada Lampiran A ditemukan adanya waste transportation, motion, defect dan inventory yang dikelompokkan berdasarkan aktivitas. Selanjutnya memetakan value stream mapping current state yang digunakan untuk mendokumentasikan, menganalisis dan memperbaiki alur informasi atau aliran material yang dibutuhkan untuk mengembangkan produk atau layanan (Antony, 2016, p. 85). Berdasarkan pemetaan value stream mapping diketahui bahwa lead time sebesar 49.268,51 detik dan total waktu value added sebesar 424,63 detik yang terlampir pada Lampiran B.
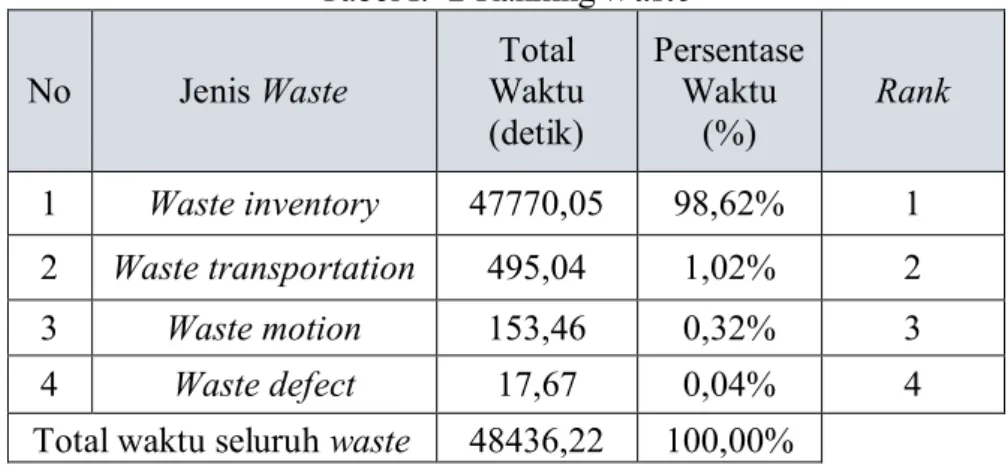
Tabel I. 2 Ranking Waste No Jenis Waste Waktu Total
(detik) Persentase Waktu (%) Rank 1 Waste inventory 47770,05 98,62% 1 2 Waste transportation 495,04 1,02% 2 3 Waste motion 153,46 0,32% 3 4 Waste defect 17,67 0,04% 4
Total waktu seluruh waste 48436,22 100,00%
Tabel I.2 menunjukkan persentase masing-masing waste yang ada pada proses produksi tutup botol oli AHM biru di CV WK yang diurutkan dari persentase waktu tertinggi ke terendah. Berdasarkan perhitungan ranking waste, terdapat top waste pada proses produksi yaitu waste inventory, transportation, motion dan terakhir adalah defect. Total waktu untuk setiap jenis waste merupakan penjumlahan waktu aktivitas yang teridentifikasi waste terkait, misalnya untuk total waktu waste inventory didapatkan dari penjumlahan aktivitas-aktivitas yang teridentifikasi waste inventory pada process activity mapping, lalu total waktu seluruh waste merupakan penjumlahan total waktu waste inventory, transportation, motion dan defect. Persentase didapatkan dari perbandingan total waktu waste tertentu dengan total waktu seluruh waste yang terdapat pada process activity mapping.
Berdasarkan temuan waste yang ada pada proses produksi, waste dengan persentase tertinggi yaitu waste inventory telah dilakukan usulan perbaikan menggunakan kanban (Zahidah, 2017), waste transportation telah dilakukan usulan perbaikan
4
menggunakan FSN analysis (Fikry, 2017) dan waste defect telah dilakukan usulan perbaikan menggunakan preventive maintenance (Dhiakanza, 2017), sehingga pada penelitian ini membahas mengenai usulan perbaikan untuk mengurangi waste motion. Waste motion terjadi ketika ada pergerakan manusia atau informasi yang tidak menambah nilai pada produk atau layanan (Antony, 2016). Pada proses produksi tutup botol oli AHM biru terdapat beberapa pergerakan operator yang tidak menambah nilai pada produk sehingga menimbulkan waste motion pada proses produksi tutup botol oli AHM biru, maka pada penelitian ini akan diteliti lebih dengan mencari akar penyebab terjadinya waste motion untuk memimasi adannya waste motion pada proses produksi tutup botol oli AHM biru menggunakan pendekatan lean manufacturing.
I.2 Perumusan Masalah
1. Apa yang menjadi faktor dominan penyebab terjadinya waste motion pada produksi tutup botol oli AHM biru di CV WK?
2. Bagaimana usulan perbaikan untuk meminimasi/menghilangkan faktor penyebab terjadinya waste motion pada proses produksi tutup botol oli AHM biru di CV WK?
I.3 Tujuan Penelitian
1. Mengidentifikasi faktor penyebab terjadinya waste motion pada produksi tutup botol oli AHM biru di CV WK.
2. Menghasilkan usulan perbaikan untuk meminimasi/menghilangkan faktor dominan penyebab terjadinya waste motion pada proses produksi tutup botol oli AHM biru di CV WK.
I.4 Batasan Penelitian
1. Data historis yang digunakan hanya pada periode Januari-Oktober 2016.
2. Tahapan yang dilakukan hanya sampai pada tahap perancangan perbaikan, tidak sampai implementasi.
3. Penelitian tidak membahas mengenai kelayakan rancangan usulan dijalankan oleh perusahaan.
5 I.5 Manfaat Penelitian
1. Perusahaan dapat mengendalikan waste motion pada area machining dan finishing.
2. Sebagai usulan untuk perusahaan dalam mengurangi waste motion. I.6 Sistematika Penulisan
BAB I Pendahuluan Bab ini berisi penjelasan latar belakang bahasan penelitian yang dilakukan. Berisi penjelasan latar belakang penelitian, yaitu masalah yang menjadi dasar usulan rancangan perbaikan pada proses produksi tutup oli AHM biru untuk meminimasi waste motion pada area machining di CV WK menggunakan pendekatan lean manufacturing. Selain itu juga berisi rumusan masalah, tujuan penelitian, batasan masalah, manfaat penelitian serta sistematika penulisan.
BAB II Landasan Teori Bab ini berisi sumber teori atau literatur yang berkaitan dengan permasalahan yang diteliti yaitu teori mengenai pendekatan lean manufacturing beserta tools yang digunakan untuk usulan perbaikan. Sumber teori yang digunakan pada penelitian ini diambil dari referensi buku-buku yang berhubungan dengan topik.
BAB III Metodologi Penelitian Bab ini dijelaskan langkah-langkah penelitian secara rinci dengan menggunakan pendekatan lean manufacturing, mulai dari persiapan penelitian, pengambilan data waktu proses dan kualitas produksi, pengolahan data, analisis pemecahan masalah hingga kesimpulan dan saran yang diberikan kepada pihak perusahaan dan peneliti selanjutnya.
BAB IV Pengumpulan dan Pengolahan Data Bab ini dipaparkan data dan kondisi di perusahaan. Data berupa data primer dan sekunder yang akan digunakan untuk penyelesaian masalah menggunakan metode lean manufacturing. Berdasarkan data-data yang ada, akan diolah dan dilakukan perbaikan berdasarkan metodologi pada Bab III.
BAB V Analisis Bab ini akan dilakukan analisis berdasarkan pengolahan data dan rancangan perbaikan menggunakan konsep Lean Manufacturing yang sudah dilakukan di BAB IV.
6
BAB VI Kesimpulan dan Saran Bab ini berisi kesimpulan dari hasil pengolahan data dan rancangan usulan perbaikan untuk mencapai tujuan penelitian ini. Bab ini juga berisi saran untuk perusahaan dan penelitian selanjutnya.