BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
Pengumpulan data yang dilakukan untuk memperoleh gambaran perusahaan industri PT. Asahimas Flat Glass Tbk., Berdasarkan pengumpulan data yang diperoleh dari hasil pengamatan langsung dari lapangan serta keterangan-keterangan yang diperoleh dari beberapa karyawan yang berhubungan dengan tujuan penelitian, maka data ini selanjutnya akan diproses sesuai dengan landasan teori yang telah dibahas pada bab terdahulu.
4.1.1 Gambaran Umum Perusahaan
PT Asahimas Flat Glass Tbk adalah sebuah perusahaan persero yang merupakan perusahaan berstatus Penanaman Modal Asing (PMA) yang didirikan berdasarkan Akta Notaris No. 4 tanggal 7 Oktober 1971, dan Akta No. 9 tanggal 6 Januari 1972 dengan nama PT Asahimas Flat Glass Co., Ltd.
Berdirinya PT Asahimas Flat Glass,Tbk. merupakan perintis dari industri kaca lembaran pertama di Indonesia setelah melakukan joint venture antara PT Roda Mas yang merupakan perusahaan swasta nasional yang bergerak di bidang distributor kaca impor dengan Asahi Glass Co., Ltd. yang merupakan perusahaan asing Jepang yang memproduksi kaca. Hal yang mendorong berdirinya PT Asahimas Flat Glass,Tbk. adalah karena diijinkannya modal asing untuk masuk ke Indonesia, serta melihat tingginya permintaan terhadap kaca lembaran di Indonesia, pada saat itu kebutuhan kaca dalam negeri masih diimpor dan tidak ada pabrik yang memproduksi kaca lembaran.
Pembangunan tungku (pabrik) pertama (F1) di Jakarta tepatnya di Ancol Barat dimulai pada Januari 1972, mulai berproduksi pada tanggal 26 April 1973 dan diresmikan tanggal 16 Juli 1973 dengan luas tanah sekitar 42 Ha. Modal awal sebesar US $ 98.750.000, kapasitas awal produksi sebesar ± 27.900 ton setahun dan hanya memproduksi kaca lembaran polos yang disebut dengan float (FL) dengan ketebalan 2-6 mm, dan menggunakan proses Four Cault Process. Pada bulan Oktober dilakukan modifikasi tungku pertama, dan dilakukan pula pembangunan tungku kedua (F2) untuk menaikan kapasitas produksi karena permintaan kaca semakin meningkat. Kapasitas tungku kedua adalah sebanyak 78.120 ton setahun, dan juga tetap menggunakan proses Four Cault Process. Tahun 1981 pada bulan April didirikan tungku ketiga (F3) karena permintaan kaca dari luar negeri semakin meningkat terutama pada kebutuhan kaca yang berukuran lebih besar dan tebal dengan kualitas yang tinggi. Kapasitas tungku ketiga ini sebanyak 120.000 ton per tahun dengan tebal kaca 2-19 mm dengan lebar ± 140 inci. Namun proses yang digunakan tidak seperti pada tungku pertama dan kedua, melainkan menggunakan proses baru yang disebut dengan
Float Process atau proses pengambangan kaca diatas timah. Pergantian teknik
yang lama dikarenakan proses Four Cault Process dianggap tidak efisien karena kaca dibuat dengan menarik molten glass ke atas untuk dibentuk menjadi kaca lembaran, namun cara ini membuat permukaan kaca menjadi bergelombang, sehingga cara tersebut tidak digunakan lagi dan digantikan dengan Float
Process.
Pada Oktober 1990 dibangun tungku keempat (F4) yang menggunakan teknik Float Process sama seperti pada F3. Produksi pertama F4 adalah pada Februari 1993 dengan memproduksi jenis kaca Stopsol (kaca reflektif). Kapasitas produksi pada F4 bisa mencapai 570.000 ton per tahun. Karena teknologi pada F1 dan F2 tidak secanggih pada F3 dan F4, maka produksi di F1 dan F2 dihentikan atau dengan kata lain tungku F1 dan F2 tidak digunakan lagi. PT Asahimas Flat Glass Tbk mulai memproduksi kaca pengaman (Safety Glass) sejak 1976 dengan kapasitas produksi sebesar 2.600.000 m²/tahun, sedangkan untuk jenis kaca cermin (mirror) mulai diproduksi sejak tahun 1986 dengan kapasitas produksi sebesar 1.200.000 m²/tahun.
PT. Asahimas Flat Glass, Tbk. membangun kembali 2 buah pabrik yang terletak di Surabaya dan Cikampek. Pabrik di Surabaya berada di Desa Taman, Sidoarjo dengan luas tanah 50 Ha, yang terdapat dua tungku yaitu :
1. A1 dibangun Juni,1985 (mulai produksi pada maret 1987) 2. A2 dibangun Januari 1996 (mulai produksi pada Juli 1997)
memproduksi 300.000 ton/tahun dengan menggunkan teknik pembuatan kaca melalui proses Float Process dan memproduksi jenis kaca seperti pada pabrik di Jakarta. Sedangkan pabrik di Cikampek tidak memiliki tungku karena disana hanya memproduksi jenis kaca pengaman (Safety Glass) yang menggunakan bahan baku kaca lembaran dari pabrik di Jakarta. Pabrik di Cikampek dibangun pada Maret 1997 dan mulai berproduksi pada Februari 1998.
Pada tahun 1991, PT.Asahimas Flat Glass Co.,Ltd. melakukan merger dengan PT. Purnomo Sejati Indonesia (pabrik kaca di Sidoarjo), PT. Asahimas Jaya Safety Glass Co., Ltd. (pabrik kaca pengaman) dan PT. Danta Prima (pabrik kaca cermin) sehingga bernama PT. Asahimas Flat Glass Co,. Ltd. Pada bulan Oktober 1995 perusahaan ini mulai Go Public dengan menjual sahamnya ke masyarakat umum. Akhir tahun 1998, perusahaan ini berganti nama menjadi PT. Asahimas Flat Glass Tbk., dengan presentasi kepemilikan saham dari PT. Asahimas saat ini adalah Asahi Glass Co,.Ltd. (43,86 %), PT. Rodamas (40,80%), koperasi karyawan (0,38 %) dan masyarakat (14,96 %).
4.1.2 Visi & Misi Prusahaan Visi Perusahaan :
“ Menjadi perusahaan manufactur terkemuka dan pemasok kaca secara global beserta produk lain yang terkait “.
Misi Perusahaan :
4.1.3 Kebijakan Mutu Perusahaan
PT. Asahimas Flat Glass Tbk., sebagai perusahaan yang memproduksi kaca lembaran, mirror, kaca otomotif berkomitmen untuk selalu melakukan perbaikan berkesinambungan terhadap semua sumber daya dalam rangka mengedepankan kepuasan pelanggan. Serta berusaha untuk menyediakan tempat kerja yang baik, aman, nyaman dan sehat serta memelihara lingkungan untuk terjaminnya kepentingan generasi dimasa kini dan masa depan.
Pimpinan dan semua karyawan PT. Asahimas Flat Glass Tbk., Akan menerapkan kebijakan ini dan bertanggung jawab untuk semua aspek tersebut dibawah ini :
1. Patuh terhadap peratuan pemerintah dan peraturan lainnya yang berkaitan dengan lingkungan serta K3 yang berdampak kepada karyawan dan masyarakat.
2. Terus berusaha untuk meningkatkan keuntungan dan memberikan nilai tambah ke pelanggan dengan memproduksi komponen yang berkualitas tinggi
3. Terciptanya perancangan pencegahan polusi dan metoda yang sesuai untuk fasilitas yang ada yang secara teknis dan ekonomis dimungkinkan. Serta memberikan kesadaran kepada semua karyawan untuk aktif dalam merencanakan pencegahan.
4. Terjalinnya hubungan industrial yang dinamis untuk mencapai keseimbangan diarea kerja dan memperkenalkan kepada karyawan, menyediakan jasa dan pengunjung untuk selalu hidup sehat dan berbudaya sehat.
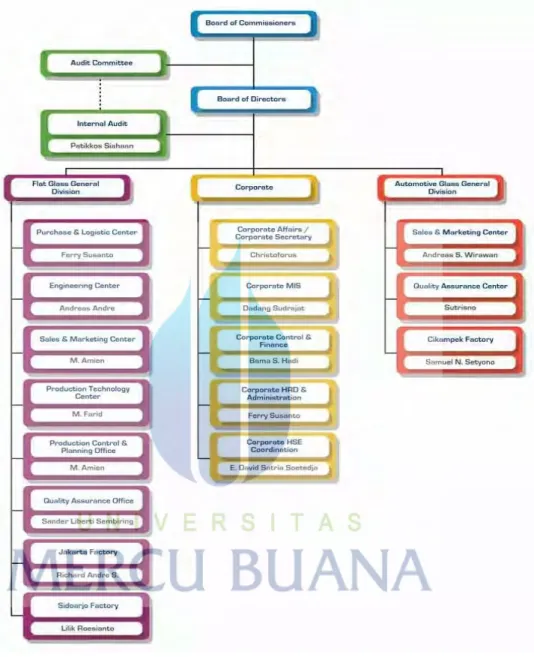
4.1.4 Struktur Organisasi
Struktur organisasi PT. Asahimas Flat Glass Tbk., dapat dilihat pada gambar.
4.1.5 Tenaga Kerja
Tenaga kerja yang terlibat di PT. Asahimas Flat Glass Tbk., merupakan tenaga kerja terbaik dari berbagai daerah di seluruh indonesia. Meskipun didominasi dari pulau jawa.
4.1.6 Jenis Produksi
Produk yang dihasilkan oleh PT. Asahimas Flat Glass. Tbk., yang difokuskan pada produksi hot F3 adalah kaca Clear glass, dimana setiap harinya diproduksi untuk memenuhi kebutuhan konsumen, yang terdiri dari macam produk yaitu :
1. Mirror glass 2. Otomotif glass 3. Safety glass. 4.1.7 Proses Produksi 4.1.7.1 Hot Proses
Pada bagian hot process terbagi menjadi beberapa tahap yaitu melting dan drawing. Batch house, melter dan refiner merupakan bagian dari melting sedangkan drawing terdiri dari alat utama berupa metal batch dan lehr.
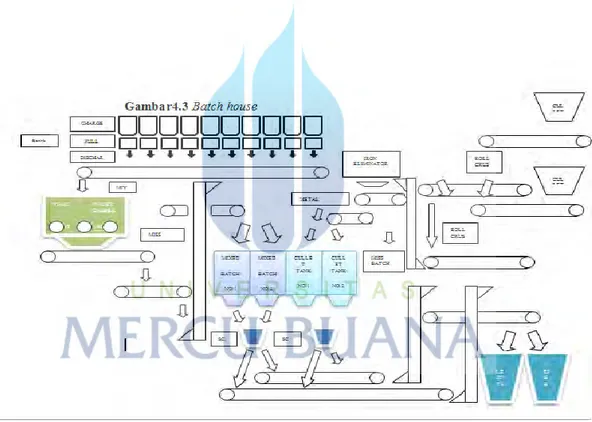
4.1.7.2 Batch House
Batch house merupakan unit yang bertanggung jawab untuk mempersiapkan
campuran batch dan cullet untuk dilebur bersama di dalam furnace pada proses selanjutnya. Batch adalah campuran dari semua raw material padat yang siap dilebur bersama cullet dalam furnace, sedangkan cullet merupakan pecahan kaca yang akan dilebur bersama batch. Sebelum unit batch house, terdapat unit raw
material yang berfungsi menyediakan bahan baku untuk campuran batch dan cullet. Di dalam unit batch house terdapat silo yang digunakan sebagai tempat
menampung bahan baku yang siap digunakan untuk proses produksi. 4.1.7.3 Proses penimbangan (scaling)
Proses penimbangan dilakukan untuk seluruh bahan baku dengan menggunakan timbangan (scale) yang berbeda-beda. Sebelum ditimbang, proses pengayakan
bahan baku dilakukan terlebih dahulu. Bahan baku yang diayak terlebih dahulu adalah pasir silika, dolomite, salt cake dan feldspar. Proses pengayakan ini bertujuan untuk memisahkan material yang ukuran butirannya tidak sesuai persyaratan serta memisahkan pengotor dari bahan baku.
4.1.7.4 Proses Pencampuran (mixing)
Pada unit batch house terdapat dua jenis pencampuran yaitu pencampuran antar bahan baku seperti pasirsilika, dolomite, soda ash, saltcake, feldspar, dan calumite untuk membentuk campuran batch serta pencampuran campuran batch dengan cullet.
Gambar 4.2. Jalur transportasi bahan baku di batch house. 4.1.7.5 Melter dan Refiner
Setelah bahan-bahan bercampur di dalam batch house, selanjutnya akan masuk ke dalam tahap melting. Proses ini dimulai ketika bahan-bahan baku (batch dan cullet) dimasukkan ke dalam tungku pembakaran (furnace). Proses melting terdiri dari 2, yaitu melter dan refiner. Melter berperan dalam proses peleburan bahan baku yang berupa campuran batch dan cullet. Dalam proses ini akan dihasilkan
molten glass. Setelah keluar dari melter, maka molten glass akan masuk ke dalam refiner yang berfungsi untuk membuat kondisi molten glass lebih baik.
4.1.7.6 Mekanisme Proses Peleburan
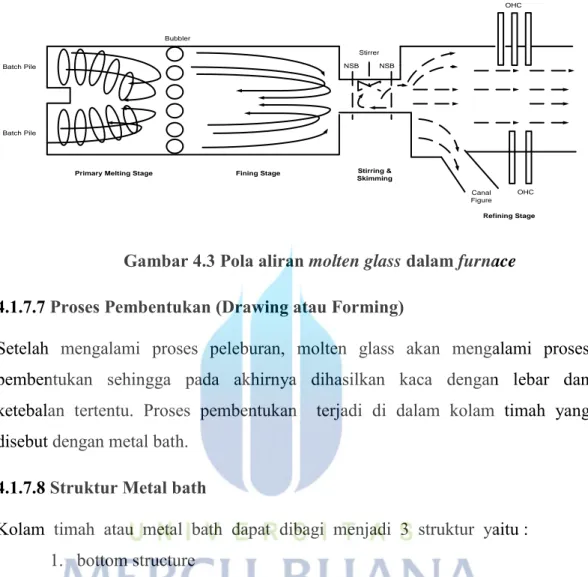
Proses peleburan material bahan baku di dalam furnace terbagi menjadi empat tahap yaitu primary melting stage, fining stage, stirring and skimming, serta
refining.
a. Primary melting stage
Pada tahap primary melting, seluruh material bahan baku, baik campuran batch maupun cullet, masuk ke dalam furnace dan mulai dilebur membentuk molten glass. Untuk memasukan material ke dalam
melter furnace digunakan pan feeder. Material yang dijatuhkan oleh pan feeder ke dalam melter akan membentuk batch pile dan siap
untuk dilebur. b. Finingstage
Fining stage merupakan tahap pelepasan gelembung (bubble) yang
terdapat di dalam molten glass. Gelembung (bubble) berasal dari hasil reaksi-reaksi yang terjadi selama primary melting stage. Apabila
bubble tidak terlepas dari molten glass maka dapat mengakibatkan
terjadinya defect pada kaca.
c. Stirring dan skimming
Tahap stirring dan skimming terjadi pada bagian neck. Stirring merupakan proses pengadukan yang bertujuan menghomogenkan
molten glass. Proses ini dilakukan dengan bantuan strirrer. Pada
daerah neck, terdapat 6 buah stirrer. Stirrer berbentuk seperti dayung dengan blade berbentuk paddle simetris. Alat ini akan mengaduk
molten glass sehingga molten glass menjadi semakin homogen.
d. Refining stage
Refining adalah tahap akhir dari proses peleburan material. Pada tahap
memasuki metal bath untuk dibentuk lebar dan tebalnya. ditunjukkan pada gambar 4.3 Batch Pile Batch Pile Bubbler NSB NSB Stirrer OHC OHC Canal Figure
Primary Melting Stage Fining Stage Stirring &
Skimming
Refining Stage
Gambar 4.3 Pola aliran molten glass dalam furnace 4.1.7.7 Proses Pembentukan (Drawing atau Forming)
Setelah mengalami proses peleburan, molten glass akan mengalami proses pembentukan sehingga pada akhirnya dihasilkan kaca dengan lebar dan ketebalan tertentu. Proses pembentukan terjadi di dalam kolam timah yang disebut dengan metal bath.
4.1.7.8 Struktur Metal bath
Kolam timah atau metal bath dapat dibagi menjadi 3 struktur yaitu : 1. bottom structure
2. roof structure 3. side sealing
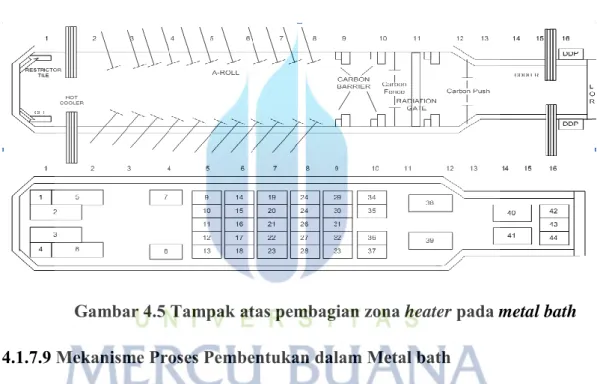
Untuk bagian roof structure metal bath dapat dilihat pada gambar 4.4 Tampak atas metal bath dan pembagian zona heater pada metal bath ditunjukkan pada gambar 4.5
ELECTRICAL EQUIPMENT BATU SIDE ROOF BATU SIDE ROOF HEATER SEALING BOX SEALING BOX BOTTOM BLOCK KOLAM TIMAH SIDE BLOCK SIDE BLOCK
Gambar 4.4 Tampak depan metal bath
( Bottom structure dan side sealing metal bath )
Gambar 4.5 Tampak atas pembagian zona heater pada metal bath 4.1.7.9 Mekanisme Proses Pembentukan dalam Metal bath
Metal bath dapat dibagi menjadi 16 bay. Pembagian area di dalam metal bath adalah sebagai berikut:
1. Spout Zone 2. Hot end 3. Re-heat zone
4. Shoulder and narrow 5. Exit zone
4.1.7.10 Lehr
Setelah kaca dibentuk ketebalan dan lebarnya, selanjutnya kaca akan mengalami proses pendinginan di dalam suatu alat yang disebut lehr. Lehr terdiri dari dua bagian yaitu closed lehr dano pened lehr. Closed lehr dibagi menjadi 12 zona dan
opened lehr dibagi menjadi 4 section.
Di dalam lehr terdapat 240 roll yang digerakkan oleh motor penggerak. Putaran dari motor akan memberikan kecepatan pada roll-roll tersebut. Kecepatan pada rolltersebut yang disebut kecepatan lehr (lehr speed).
Pada bagian closed lehr kaca tidak mengalami kontak langsung dengan udara sedangkan di bagian opened lehr, kaca akan mengalami kontak langsung dengan udara. Proses pendinginan yang terjadi di dalam closed lehr ada2 macam, yaitu proses annealing yang merupakan proses pendinginan secara perlahan-lahan dan proses cooling yang merupakan proses pendinginan secara cepat atau drastis.
Annealing dilakukan agar tidak terjadi shock temperatur yang menyebabkan
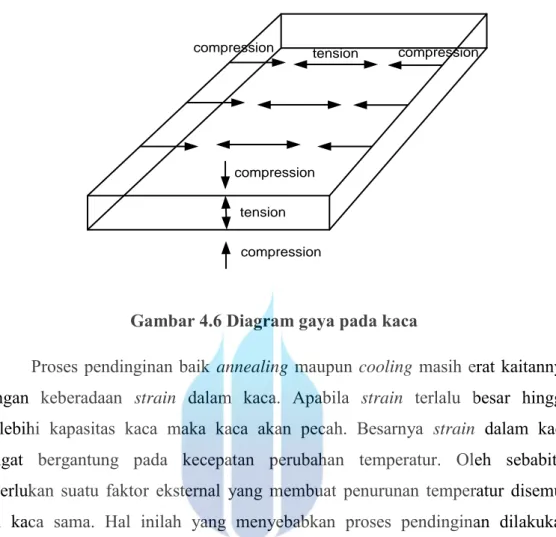
pecahnya kaca sedangkan cooling bertujuan memberikan kekuatan pada kaca. Proses pendinginan sebenarnya tidak terlepas dari adanya efek internal dalam kaca. Lembaran kaca yang telah dibentuk dan keluar dari metal bath tidak memiliki temperatur yang seragam di semua sisi. Bagian pinggir kaca pasti lebih dingin dibandingkan bagian tengah kaca. Perbedaan temperatur tersebut akan mengakibatkan perbedaan kerapatan molekul dibagian pinggir dan bagian tengah kaca. Karena memiliki temperatur yang lebih rendah, maka susunan molekul di bagian pinggir kaca cenderung lebih rapat dibandingkan susunan molekul dibagian tengah kaca. Perbedaan kerapatan molekul ini dapat menyebabkan terjadinya deformasi dimana bagian pinggir kaca akan lebih cepat menyusut dibandingkan bagian tengah.
Penyusutan pada bagian pinggir akan menimbulkan gaya tekan (compression) kebagian tengah kaca. Sebagai reaksi terhadap gaya tekan tersebut, bagian tengah kaca akan memberikan gaya tarik (tension) menuju bagian pinggir kaca sehingga strukturnya dapat kembali seperti semula. Gaya tekan-tarik yang terja di dalam kaca disebut dengan strain.
Gambar 4.6 Diagram gaya pada kaca
Proses pendinginan baik annealing maupun cooling masih erat kaitannya dengan keberadaan strain dalam kaca. Apabila strain terlalu besar hingga melebihi kapasitas kaca maka kaca akan pecah. Besarnya strain dalam kaca sangat bergantung pada kecepatan perubahan temperatur. Oleh sebabitu, diperlukan suatu faktor eksternal yang membuat penurunan temperatur disemua sisi kaca sama. Hal inilah yang menyebabkan proses pendinginan dilakukan secara bertahap terlebih dahulu kemudian dilanjutkan dengan pendinginan secara cepat. Grafik tensi-kompresi pada kaca ditunjukkan pada gambar 4.10
Kompresi
Tensi
Netral
Kompresi Kompresi
Tensi
Gambar 4.7 Grafik Tensi – Kompresi pada kaca
Berdasarkan grafik strain kaca di atas, dapat diketahui bahwa kaca akan mudah dipotong bila besarnya tensisama dengan besarnya kompresi atau berada
compression tension compression
compression tension compression
pada garis netral. Jadi, semakin mendekati garis netral, maka semakin mudah kaca dipotong. Agar besarnya kompresi dan tensi seimbang, diperlukan penurunan temperatur secara bertahap yang dilakukan melalui annealing. Apabila proses
annealing tidak baik, maka proses cooling menjadi sulit dilakukan. Bahkan, kaca
dapat mengalami pecah pada saat proses cooling bila diawali dengan proses
annealing yang tidak baik.
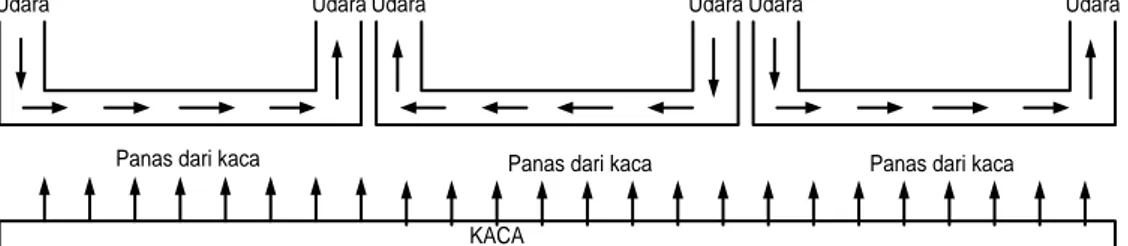
Mekanisme pendinginan pada closed lehr dilakukan dengan heat
exchanger dengan udara luar sebagai fluida pendinginnya. Udara luar yang
digunakan dihisap oleh exhaust fan kemudian dialirkan ke dalam pipa-pipa yang disebut ducting. Laju alir udara yang masuk kedalam ducting dapat diatur dengan bukaan dumper, apabila bukaan dumper semakin besar maka penurunan temperatur kaca juga semakin besar.
Ducting menggantung pada bagian bawah dan bagian atas dari kaca,dan
akan menyerap panas dari atmosfer yang terdapat di sekitar kaca sehingga akan menyebabkan temperatur kaca akan mengalami penurunan. Panas dari kaca akan mengalir menuju udara yang memiliki temperatur lebih rendah yaitu udara yang berada di dalam ducting. Tujuan dari peletakan ducting pada bagian atas dan bawah kaca adalah agar proses pendinginan kaca dapat berlangsung secara merata.
Proses annealing diawali ketika kaca berada pada temperatur 540oC dan diakhiri dengan 480 oC. Dapat diasumsikan, proses annealing terjadi di sepanjang
zona 1 sampai zona 6 pada closed lehr. Titik awal dan akhir dari proses annealing bergantung pada jenis kaca. Apabila kaca yang diproduksi bukan sodalime silica, maka annealing tidak dapat diawali pada temperatur 540°C dan diakhiri pada 480°C. Mekanis meproses pendinginan yang terjadi pada area closed lehr ditunjukkan pada gambar 4.8.
Inlet Udara Outlet Udara Inlet Udara Outlet Udara Outlet Udara Inlet Udara KACA
Panas dari kaca Panas dari kaca Panas dari kaca
Gambar 4.8 Pendinginan pada closed lehr
Alat lain yang digunakan pada proses annealing adalah T-burner. T-burner digunakan untuk memanaskan bagian pinggir kaca karena bagian pinggir kaca cenderung lebih dingin dibandingkan kaca bagian tengah. Hal ini dilakukan dalam upaya untuk menyeragamkan temperatur di seluruh bagian kaca.
Proses annealing dipengaruhi oleh kecepatan lehr speed. Semakin tinggi kecepatan lehr speed, maka aliran kacas emakin cepat sehingga enyebabkan transfer panas yang terjadi di lehr akan semakin cepat.
Setelah zona 6, proses cooling dimulai pada zona 7 sampai 12 pada closed
lehr. Kemudian proses dilanjutkan di area opened lehr, proses pendinginan
dilakukan melalui kontak langsung antara udara dengan kaca. Di area ini, udara yang berasal dari forced cooling fan. Udara akan disemburkan pada bagian atas dan bawah kaca sehingga terjadi kontak antara udara dengan kaca. Banyaknya udara yang disemburkan bergantung pada bukaan dumper forced cooling fan. Apabila temperatur kaca di area opened lehr masih cukup tinggi, maka bukaan
damper akan diperbesar sehingga udara pendingin yang disemburkan lebih
banyak. Temperatur akhir kaca yang keluar dari area opened lehr adalah 75°C. 4.1.7.11 Cold Process
Setelah kaca melewati proses pendinginan di dalam lehr, maka selanjutnya kaca akan memasuki tahap pemotongan, pencucian, dan pengemasan. Seluruh rangkaian proses mulai dari pemotongan hingga pengemasan kaca disebut dengan cold process.
4.1.7.12 Take off the guillotine area
Setelah kaca melewati lehr, kaca akan memasuki ruang guillotine dengan temperatur sekitar 60 – 70oC. Pada area ini terjadi proses pemecahan kaca secara sengaja apabila kualitas dan tebal kaca tidak memenuhi standar.
4.1.7.13 Washing area
Pada area ini, kaca akan dicuci dengan cara disemburkan dengan air pencuci. Air pencuci yang digunakan dalam proses pencucian ini ada tiga jenis yaitu hot water, rinse water, dan pure water.
4.1.7.14 Darkbooth area
Darkbooth area merupakan area pengecekan kaca yang meliputi pengecakan strain, pengecekan tebal dan pengecekan defect yang ada pada kaca. Untuk
mengetahui strain pada kaca digunakan 5 unit kamera yang dipakai sebagai strain
detector. Untuk mengukur ketebalan kaca digunakan glass thickness. Alat ini
bekerja dengan cara menangkap cahaya pada sisi kaca dan membacanya sebagai dua titik dengan jarak tertentu sehingga ketebalan kaca dapat diukur.
4.1.7.15 Chemical coating area
Setelah melalui area dark booth, kaca memasuki area chemical coating. Proses
coating ini bertujuan untuk mencegah terjadinya goresan (scratch) pada kaca.
Bahan kimia yang dipakai sebagai pelapis (coating) pada kaca adalah Z nCC, MEA, dan citric acid. Ketiga bahan ini dicampurkan sehingga diperoleh larutan
coating.
4.2 Data Jumlah Produksi dan Jumlah Produk Reject
Berdasarkan pengamatan proses produksi pada proses pendinginan (Lehr), diperoleh data produksi dan data produk hanya menemukan data reject (pecah) sebagai berikut :
4.1. Tabel Data Jumlah Produksi dan Reject Tahun 2014 No Bulan Jumlah produksi/Ccs Jumlah cacat (pecah)/Ccs
1 Januari 45.717 365,7 2 Februari 52.728 896,4 3 Maret 28.990 608,8 4 April 41.760 1252,8 5 Mei 25.843 904,5 6 Juni 17.404 121,8 7 Juli - - 8 Agustus 57.930 695,2 9 September - - 10 Oktober 61.689 1048,7 11 November 54.468 1198,3 12 Desember 26.821 536,4 Total 413.350 7628,6 4.3 Pengolahan Data
Setelah dilakukan pengambilan data, selanjutnya dilakukan langkah-langkah penerapan Metode DMAIC untuk memecahkan persoalan dalam penelitian. Langkah-langkah DMAIC yang terdiri dari Define (Pendefinisian masalah),
Measure (Mengukur), Analyze (Menganalisis), Improve (Memperbaiki), dan Control (Mengendalikan) diuraikan dibawah ini:
4.3.1 Tahap Define (Pendefinisian)
Tahap define atau pendefinisian, pada tahap ini yang dilakukan adalah menentukan Critical to Quality (CTQ) untuk mengetahui apa saja yang menjadi karakteristik kualitas kaca lembaran FL 12 mm secara fisik. Kondisi kecacatan fisik kaca lembaran FL 12 mm yang tejadi selama ini adalah . Kondisi ini yang melatar belakangi permasalahan yang terjadi pada produksi kaca lembaran FL 12 mm. Kondisi kecacatan ini yang nantinya digunakan dalam penentuan
karakteristik kualitas (CTQ). Gambar kondisi kecacatan dapat dilihat pada gambar di bawah ini.
Gambar 4.9 Karakteristik kualitas (CTQ)
Karakteristik kualitas (CTQ) kunci adalah CTQ yang paling berpengaruh terhadap kualitas kaca lembaran FL 12 mm. untuk penentuan karakteristik kualitas (CTQ). kunci adalah dengan data kegagalan fisik kaca lembaran FL 12 mm dari karakteristik yang ada diperoleh pada saat penelitian selama tahun 2014, pengambilan data sampling dilakukan secara sekunder. Langkah selanjutnya adalah pembuatan diagram pareto untuk mengetahui frekuensi kecacatan yang paling tinggi yang nantinya digunakan sebagai karakteristik kualitas (CTQ) kunci. 4.3.2 Tahap Measure (Mengukur)
Data penelitian ini dilakukan di PT. Asahimas Flat Glass Tbk., dengan mengambil data berupa jenis kecacatan pada bagian produksi. Data tersebut di dapatkan dari data reject kaca lembaran FL 12 mm, dapat dilihat pada Tabel sebagai berikut :
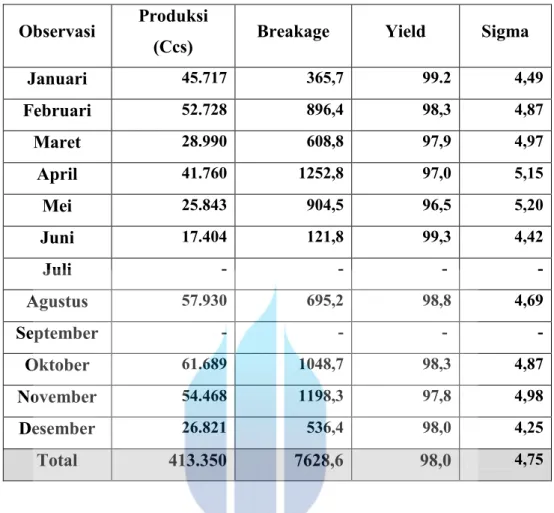
Tabel 4.2 Data Produksi dan Reject kaca lembaran FL 12 mm tahun 2014
Observasi Produksi
(Ccs) Breakage Yield Sigma
Januari 45.717 365,7 99.2 4,49 Februari 52.728 896,4 98,3 4,87 Maret 28.990 608,8 97,9 4,97 April 41.760 1252,8 97,0 5,15 Mei 25.843 904,5 96,5 5,20 Juni 17.404 121,8 99,3 4,42 Juli - - - - Agustus 57.930 695,2 98,8 4,69 September - - - - Oktober 61.689 1048,7 98,3 4,87 November 54.468 1198,3 97,8 4,98 Desember 26.821 536,4 98,0 4,25 Total 413.350 7628,6 98,0 4,75
Pada Tabel 4.2 menjelaskan bahwa laporan produksi pada proses pendinginan di PT. Asahimas Flat Glass Tbk., selama satu tahun memiliki kegagalan sebesar 7628,6 Ccs, yaitu Pecah ( breakage ).
Penyebab : Reject ini terjadi dikarenakan kenaikan kapasitas produksi yang tidak diimbangi dengan kapasitas pendinginan yang kurang baik, maka perlu adanya perbaikan.
4.3.3 Tahap Analyze (Menganalisis)
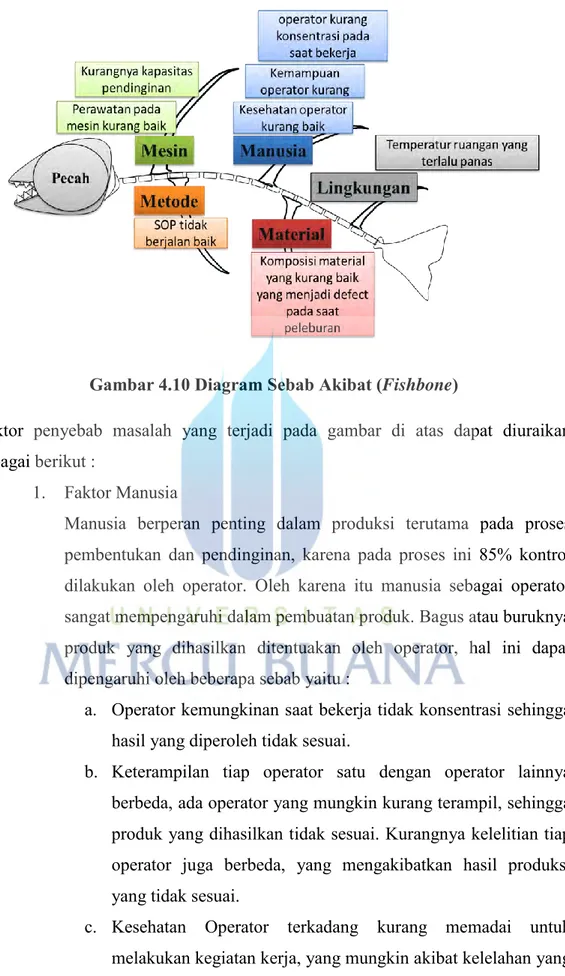
Dari hasil tabel di atas dapat diketahui sebab yang utama dalam terjadinya produk reject adalah faktor breakage ( Pecah ) pada produk kaca lembaran FL 12 mm dengan persentase yang cukup besar yakni mencapai 1,9% dari total produksi maka sebagai langkah awal yang harus dilakukan adalah cacat yang dominan dengan demikian perlu mendapatkan perhatian khusus. Dan untuk mengatasi masalah tersebut, kita harus menganalisa dengan diagram sebab akibat / fishbone sebagai berikut :
Gambar 4.10 Diagram Sebab Akibat (Fishbone)
Faktor penyebab masalah yang terjadi pada gambar di atas dapat diuraikan sebagai berikut :
1. Faktor Manusia
Manusia berperan penting dalam produksi terutama pada proses pembentukan dan pendinginan, karena pada proses ini 85% kontrol dilakukan oleh operator. Oleh karena itu manusia sebagai operator sangat mempengaruhi dalam pembuatan produk. Bagus atau buruknya produk yang dihasilkan ditentuakan oleh operator, hal ini dapat dipengaruhi oleh beberapa sebab yaitu :
a. Operator kemungkinan saat bekerja tidak konsentrasi sehingga hasil yang diperoleh tidak sesuai.
b. Keterampilan tiap operator satu dengan operator lainnya berbeda, ada operator yang mungkin kurang terampil, sehingga produk yang dihasilkan tidak sesuai. Kurangnya kelelitian tiap operator juga berbeda, yang mengakibatkan hasil produksi yang tidak sesuai.
c. Kesehatan Operator terkadang kurang memadai untuk melakukan kegiatan kerja, yang mungkin akibat kelelahan yang berlebihan akibat beban kerja yang terlalu banyak.
2. Faktor Mesin
Mesin yang diguanakan biasanya dapat menyebabkan beberapa kesalahan, kesalahan tersebut dapat terjadi diantaranya :
a. Perawatan peralatan, dumper, dan exhaust yang kurang teratur biasanya akan mengakibatkan kemampuan mesin dalam poses produksi berkurang.
b. Perubahan pola pendinginan pada saat produksi kaca lembaran FL 12 mm sehingga kapasitas pendinginan menjadi kurang mengakibatkan terjadinya pecah.
3. Faktor Metode
Perbedaan kemampuan dan skill individu pada setiap operator menyebabkan system kerja yang sudah ada kurang berjalan dengan baik, sehingga akan mempengaruhi hasil produksi.
4. Faktor Material
Komposisi dari bahan baku juga sangat berpengaruh terhadap produk yang dihasilkan. Jika bahan baku tidak sesuai maka akan menimbulkan berbagai macam defect dalam proses peleburan, sehingga ketika mencapai tahap pendinginan kaca lembaran akan mengalami pecah karena defect, sehingga menyebabkan terjadinya
reject.
5. Faktor Lingkungan
Dimana faktor lingkungan akan mempengaruhi kegiatan produksi. seperti sebagai berikut:
a. Suara bising dapat mempengaruhi konsentrasi karyawan, dan dilihat dari segi kesehatan akan menimbulkan efek gangguan pendengaran dalam jangku waktu lama.
b. Karena merupakan bagian dari HOT proses, Ruangan produksi memliki temperature yang cukup tinggi / panas sehingga akan mengakibatkan konsentarsi para karyawan menurun dan mudah mengalami kelelahan.
4.3.4 Tahap Improve ( Perbaikan )
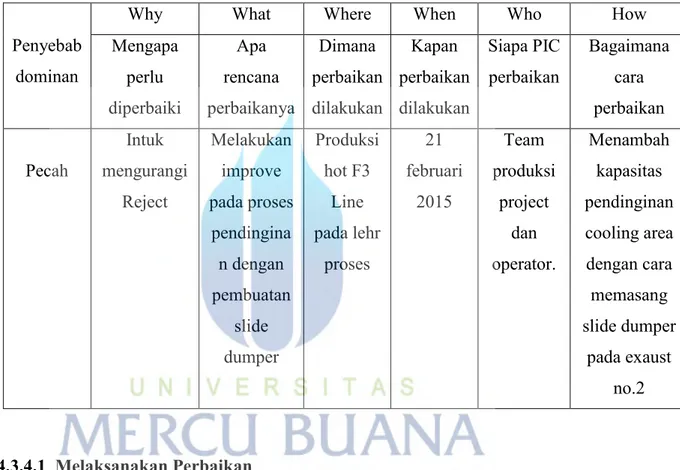
Pada tahap ini dilakukan rencana perbaikan dengan metode 5 W+1 H (What, why, When, Where, Who, How). Berikut adalah tabel rencana perbaikan masalah untuk terjadinya produk cacat pecah yang didapatkan dari hasil pengolahan data pada diagram sebab akibat (fishbone) sebelumnya.
Tabel 4.3 Data metode 5W + 1H
Penyebab dominan
Why What Where When Who How
Mengapa perlu diperbaiki Apa rencana perbaikanya Dimana perbaikan dilakukan Kapan perbaikan dilakukan Siapa PIC perbaikan Bagaimana cara perbaikan Pecah Intuk mengurangi Reject Melakukan improve pada proses pendingina n dengan pembuatan slide dumper Produksi hot F3 Line pada lehr proses 21 februari 2015 Team produksi project dan operator. Menambah kapasitas pendinginan cooling area dengan cara memasang slide dumper pada exaust no.2 4.3.4.1 Melaksanakan Perbaikan
Dari rencana perbaikan di atas untuk mengurangi cacat (Pecah) yang disebabkan kurangnya kapasitas pendinginan, yang mengakibatkan temperature pada cooling
area masih terlalu tinggi, sehingga pada saat kaca lembaran bersentuhan langsung
dengan udara luar menjadi pecah. perbaikan yang dilakukan adalah menambah kapasitas pendinginan pada cooling area dengan membuat slide dumper sebagai pemisah antara tahan annealing (pendinginan secara bertahap untuk menyusun pertikel kaca) dan tahap cooling (pendinginan secara cepat) sebagai usaha untuk menambah kapasitas pendinginan pada cooling area.
Tabel 4.4 Skala Severity
Skala Severity Tingkat keseriusan dampak yang ditimbulkan 1 Aman 2 Tidak serius 3 Cukup serius 4 Serius 5 Sangat serius
Seberapa serius dampak yang ditimbulkan oleh pecah ditentukan oleh seberapa serius pengaruh yang ditimbulkannya. Adapun skala severity seperti pada table 4.5 dibawah ini
Tabel 4.5 Hasil Skala Severity
Produk Potential Failure Mode Potential Effect of
Failure Severity Kaca
lembaran FL 12 mm
Kapasitas pendinginan
kurang maksimal Pecah 5
Peleburan kurang
sempurna Defect 3
Tebal miring Tsv 2
4.3.4.2 Menganalisis frekuensi terjadinya kegagalan (Occurrence).
Occurence failure mode menunjukkan seberapa sering suatu failure mode muncul
dan mengakibatkan pecah dalam kurun waktu tertentu. Skala Occurence yang digunakan seperti pada tabel 4.6 dibawah ini.
Tabel 4.6 Skala Occurrence Skala Occurence Frekuensi Kegagalan Terjadi
1 Hampir tidak pernah terjadi 2 Jarang terjadi
3 Sering terjadi 4 Sangat sering terjadi
5 Hampir pasti terjadi (hampir selalu)
Frekuensi kegagalan yang mengakibatkan terjadinya kegagalan (failure
mode) Pecah ditentukan oleh frekuensi penyebab kegagalannya. Adapun
penentukan skala occurrence. Hasil skala occurrence seperti pada tabel 4.7 dibawah ini.
Tabel 4.7 Hasil Skala Occurrence
Produk Potential Failure Mode Potential Effect of Failure Occurence Kaca lembaran FL 12 mm Kapasitas pendinginan kurang maksimal Pecah 5 Peleburan kurang sempurna Defect 4 Tebal miring Tsv 2
4.3.4.3 Menganalisis kesulitan kontrol dilakukan (detection).
Pada langkah ini akan dianalisis tingkat kesulitan pengendalian untuk dilakukan. Adapun skala detection yang digunakan adalah skala 1-5 dengan rincian dalam tabel 4.8 dibawah ini.
Tabel 4.8 Skala Detection
Skala Detection Tingkat kesulitan control untuk dilakukan 1 Mudah (ada metode untuk menyelesaikanya)
2 Cukup mudah
3 Sedang
4 Cukup sulit
5 Sulit (hampir tidak mungkin dilakukan)
Penentuan skala detection pada kegagalan (failure mode) dilakukan pengukuran terhadap kemampuan mengendalikan / mengontrol kegagalan yang dapat terjadi. Nilai detection dapat dilihat pada tabel 4.9
Tabel 4.9 Hasil Skala Detection
Produk Potential Failure Mode Potential Effect of
Failure Detection
Kaca lembaran FL 12 mm
Kapasitas pendinginan
kurang maksimal Pecah 4
Peleburan kurang
sempurna Defect 3
Tebal miring Tsv 2
Tujuan langkah ini adalah untuk memperoleh urutan tingkat kepentingan dari
failure mode. Pada metode FMEA, tingkat kepentingan dihitung dengan
menggunakan risk priority number (RPN). RPN dihitung dengan rumus matematis sebagai berikut :
Tabel 4.10 Tabel FMEA Kaca Lembaran FL 12 mm
Dari tabel diatas dapat dilihat mode-mode kegagalan yang menyebabkan cacat pecah :
1. Failure Pecah pada kaca lembaran 12 mm yang terjadi akibat kapasitas
pendinginan kurang. Efek dari penyebab kegagalan tersebut adalah berkurangnya produktivitas. Berdasarkan hal tersebut Failure Pecah dibobot nilai :
Severity adalah 5 karena akibat yang ditimbulkan sangat berpengaruh terhadap kualitas kaca lembaran FL 12 mm Yang disebabkan oleh Pecah. Occurance adalah 5 dikarenakan frekuensi kegagalan hampir pasti terjadi.
Kegagalan kaca lembaran FL 12 mm.
Detection adalah 4 karena control untuk dilakukan sulit, pencegahan yang dilakukan seperti pemeriksaan pada mesin masih mungkin mengalami kegagalan. dimana saat proses pendinginan exhaust tidak bekerja secara maksimal.
Perbaikan dapat dilihat pada gambar 4.11
Gambar 4.11 Slide Dumper sebelum dan sesudah sebagai pemisah Annealing dan Cooling area
4.3.5 Tahap Control (Mengendalikan)
Setelah ada perbaikan yang diberikan pada tahap improve, maka langkah selanjutnya adalah pengimplentasian dan pengendalian dari proses perbaikan yang diharapkan. Langkah-langkah yang bisa dilakukan dalam tahap pengendalian (control) ini adalah:
1. Pembentukan tim khusus yang melakukan analisis lebih mendalam mengenai faktor-faktor penyebab terjadinya kecacatan pada produk. Pembentukan tim kerja ini, ditunjukan untuk melakukan analisis yang lebih mendalam secara teknis mengenai proses terjadinya cacat dalam proses produksi dan tim ini bukan hanya bekerja sampai masalah selesai tetapi lebih bersipat selamanya sampai pada pengawasan perbaikan kualitas produksi dalam sebuah kecacatan dan evaluasi dari perbaikan yang dilakukan.
a. Section Chief Drawing : Riski Kurniawan b. Ass Section Chief Drawing : Inoky S
c. Pengawas Lapangan : Alfian Darmawan dan Tommy S. d. Pelaksana : Subeno ( sebagai perwakilan dari 3 shift ).
2. Perancangan standar baru kerja yang bisa menutupi keterbatasan mesin. Dari hasil analisis yang telah dilakukan, diketahui bahwa kontributor terbesar dalam penyebab terjadinya cacat dibagian produksi adalah kesalahan pada mesin dan peralatan. Akan tetapi, permasalahan kualitas pada proses produksi, tidak akan selesai dengan melakukan sekali atau dua kali perbaikan atau modifikasi mesin.