SKRIPSI
PENGARUH VARIASI JARAK NOSEL TERHADAP PERMUKAAN
MATERIAL COATING PADA PROSES PELAPISAN Ni-Cr DENGAN
METODE
POWDER FLAME SPRAY COATING
Oleh :
DAVIN JUNIANTA PERANGIN-ANGIN
1104305012
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS UDAYANA
PENGARUH VARIASI JARAK NOSEL TERHADAP PERMUKAAN MATERIAL COATING PADA PROSES PELAPISAN Ni-Cr DENGAN METODE POWDER
FLAME SPRAY COATING
Oleh : Davin Junianta Perangin-angin
Dosen Pembimbing : I Made Widiyarta, ST., MSc., Ph.D.
ABSTRAK
Proses Coating adalah proses penambahan material yang sejenis maupun berbeda jenis terhadap permukan material lainnya dengan tujuan untuk memperbaiki atau menutupi kerusakan yang terjadi pada permukaan material. Powder Flame Spray Coating adalah salah satu jenis pelapisan material dengan teknik penumpukan material dimana semprotan partikel cair diarahkan atau disemprotkan ke bagian material yang akan dilapisi, proses pelapisan ini sering digunakan untuk menambahkan kekerasan, ketahanan aus, ketahanan korosi, ketahanan akan suhu tinggi dan terkadang dapat diterapkan untuk proses finishing material sehingga meningkatkan sifat estetika dari permukaan suatu material.
Penelitian ini mencakup beberapa pengujian yaitu ketebalan coating, Microscope, SEM dan Uji kekerasan. Proses Powder Flame Spray Coating dalam proses coating ini memakai baja karbon sedang St 60 sebagai material yang akan di lapisi serta menggunakan Ni-Cr sebagai bahan pelapis dan hasil penelitian menunjukkan bahwa ketebalan yang diperoleh dari variasi dengan jarak nosel 20 mm memiliki ketebalan yang terbaik dengan menghasilkan ketebalan 365,91 μm dengan perpaduan antara material induk dan hasil coating yang menyatu atau tidak memiliki jarak. Proses coating juga menghasilkan kekerasan permukaan yang cukup signifikan yaitu dengan nilai kekerasan 1123,24 HV untuk permukaan yang di coating dan 239,18 HV untuk permukaan yang tanpa coating.
THE INFLUENCE OF VARIATION OF NOZZLE DISTANCE AGAINST THE
SURFACE OF COATING MATERIAL ON THE PROCESS OF Ni-Cr COATING
WITH POWDER FLAME SPRAY COATING METHOD
Outhor : Davin Junianta Perangin-angin
Guidance : I Made Widiyarta, ST., MSc., Ph.D.
ABSTRACT
Coating process is the process of adding a similar material or different kind against the surface of other materials with the aim to repair or cover damage that occurs on the surface of the material. Powder Flame Spray Coating is one type of coating material by buildup the material, which the spray of liquid particles are directed or sprayed to the section of material to be coated, this coating process is often used to adding hardness, wear resistance, corrosion resistance, high temperature resistance and sometimes will be applied to the process of finishing material that increasing the aesthetic properties of the surface of a material.
This research includes some of tests that the thickness of the coating, Microscope, SEM and hardness test. Powder Flame Spray Coating process in the coating process uses a medium carbon steel St 60 as a material to be coated, using a Ni-Cr as well as a coating material and the results showed that thickness obtained from the variation with 20 mm nozzle distance has the best thickness with produce thickness 374.32 μm with a fusion of between mains material and the coating results that is blend or not the distance. Coating process also produces significant surface hardness in which with hardness value 1123.24 HV for surface with coating and 239.18 HV for surfaces without the coating.
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa, karena atas berkat
rahmat-Nya penulis dapat menyelesaikan skripsi yang berjudul “Pengaruh Variasi Jarak Nosel
Terhadap Permukaan Material Coating Pada Proses Pelapisan Ni-Cr dengan Metode
Powder Flame Spray Coating.”
Dalam Penulisan skripsi ini penulis tidak sedikit mendapat bantuan dari berbagai pihak,
untuk itu penulis mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Bapak Dr. Ir. I Ketut Gede Sugita, MT. selaku Ketua Jurusan Teknik Mesin Fakultas
Teknik Universitas Udayana.
2. Bapak I Made Widiyarta, ST., MSc., Ph.D., selaku Dosen Pembimbing I dalam penulisan
proposal ini.
3. Bapak Dr. I Made Parwata, ST.,MT., selaku Dosen Pembimbing II dalam penulisan
proposal ini.
4. Bapak I Made Widiyarta, ST., MSc., Ph.D., selaku Dosen Pembimbing Akademik.
5. Bapak/Ibu dosen serta staf pegawai Jurusan Teknik Mesin Fakultas Teknik Universitas
Udayana.
6. Semua pihak dan teman-teman Jurusan Teknik Mesin yang telah membantu dalam
penyelesaian proposal.
Penulis menyadari bahwa skripsi ini tentu jauh dari kesempurnaan mengingat
keterbatasan pengetahuan dan referensi yang penulis miliki. Oleh karena itu kritik dan saran
yang sifatnya konstruktif sangat penulis harapkan dari berbagai pihak. Sekali lagi penulis
mengucapkan banyak terima kasih dan penulis mohon maaf apabila ada kekurangan ataupun
kesalahan dalam penulisan skripsi ini.
Bukit Jimbaran, 01 April 2016
DAFTAR ISI
LEMBAR PENGESAHAN ... i
LEMBAR PERSETUJUAN ... ii
ABSTRAK ... iii
ABSTRACK ... iv
KATA PENGANTAR ... v
DAFTAR ISI... vi
DAFTAR GAMBAR ... ix
DAFTAR TABEL ... x
DAFTAR LAMPIRAN ... xi
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 3
1.3 Tujuan Penelitian ... 3
1.4 Batasan Penelitian ... 3
1.5 Manfaat Penelitian ... 3
BAB II DASAR TEORI... 4
2.1Penelitian Sebelumnya ... 4
2.2As Roda Mobil ... 5
2.3Baja Kabon... 5
2.4Baja St 60 ... 7
2.5Paduan Ni-Cr ... 7
2.7Sand Blasting ... 9
2.8Teknologi Pelapisan ... 9
2.9Thermal Spray ... 10
2.10Powder Flame Spray ... 11
BAB III METODE PENELITIAN ... 12
3.1Metode Penelitian ... 12
3.2Diagram Alir Penelitian ... 12
3.3Alat dan Bahan Penelitian ... 13
3.4Variabel Penelitian ... 14
3.5Prosedur Penelitian ... 15
3.5.1 Pembuatan Spesimen Uji ... 15
3.5.2 Preparasi Permukaan Uji... 15
3.5.3 Proses Sand Blasting ... 16
3.5.4 Proses Pelapisan Powder Flame Spray ... 17
3.5.5 Pengujian Metalografi ... 20
3.5.6 Scanning Electronic Microscope (SEM) ... 21
3.5.7 Pengujian Kekerasan ... 21
3.6Pengambilan Data ... 23
3.7Analisa Data ... 23
3.8Tempat Penelitian ... 23
BAB IV HASIL DAN PEMBAHASAN ... 24
4.1 Data Hasil Penelitian ... 24
4.2 Mikrostruktur Permukaan Material Coating (Baja St 60) ... 24
4.3 Data Ketebalan Lapisan ... 25
4.4 Hasil Pengujian SEM ... 27
4.4.1 Variasi Sudut 90° dan Jarak 2 cm ... 28
4.4.2 Variasi Sudut 90° dan Jarak 3 cm ... 29
4.5 Data Hasil Uji Vickers ... 31
4.5.1 Hasil Vicker Baja St 60 ... 31
4.5.2 Hasil Vickers Permukaan Coating... 31
BAB V PENUTUP 5.1 Kesimpulan ... 33
5.2 Saran... 34
DAFTAR PUSTAKA ... 35
DAFTAR GAMBAR
Gambar 1.1 Contoh keausan pada poros as roda ... 2
Gambar 3.1 Diagram alir penelitian ... 13
Gambar 3.2 Bentuk dan Ukuran Spesimen Baja St 60 ... 15
Gambra 3.3 Proses Sand Blasting ... 16
Gambar 3.4 Skema powder flame spray ... 17
Gambar 3.5 Alat dudukan brander dan dudukan spesimen coating... 18
Gambar 3.6 Posisi sudut 90° dan jarak 30 mm terhadap permukaan spesimen ... 19
Gambar 3.7 Nyala api yang terbentuk pada ujung nosel ... 19
Gambar 3.8 Skema identasi piramida intan pada pengujian Hardnes Vickers ... 24
Gambar 4.1 Foto mirko permukaan Baja St 60 dengan perbesaran 1000x ... 24
Gambar 4.2 Foto ukuran ketebalan coating pada variasi sudut 90° dan jarak 2 cm ... 25
Gambar 4.3 Foto ukuran ketebalan coating pada variasi sudut 90° dan jarak 3 cm ... 26
Gambar 4.4 Foto ukuran ketebalan coating pada variasi sudut 90° dan jarak 4 cm ... 26
Gambar 4.5 Hasil SEM variasi sudut 90° dan Jarak 2 cm ... 28
Gambar 4.6 Hasil SEM variasi sudut 90° dan Jarak 3 cm ... 29
Gambar 4.7 Hasil SEM variasi sudut 90° dan Jarak 4 cm ... 30
Gambar 4.8 Hasil foto uji vickers Baja St 60 ... 31
DAFTAR TABEL
Tabel 2.1 Data hasil komposisi baja St 60 ... 7
Tabel 3.1 Alat penelitian ... 13
Tabel 3.2 Bahan penelitian ... 14
Tabel 3.3 Parameter Sand Blasting ... 16
Tabel 3.4 Parameter pelapisan powder flame spray ... 18
Tabel 4.1 Data ketebalan coating dari masing-masing variasi ... 26
Tabel 4.2 Data uji vickers baja St 60 ... 31
DAFTAR LAMPIRAN
Lampiran 1. Perhitungan Nilai Kekerasan ... 36
Lampiran 2. Data Image-J Pengukuran ketebalan hasil coating ... 38
Lampiran 3. Foto hasil coating pada masing-masing variasi ... 39
Lampiran 4. Foto Kegiatan ... 40
BAB I
PENDAHULUAN
1.1 Latar Belakang
Perkembangan teknologi menuntut kita untuk lebih lagi membuka wawasan dan
pikiran kita ke sebuah pemikiran yang inovatif dan ekonomis. Bila kita perhatikan
pada jaman sekarang ini, hampir semua kebutuhan hidup manusia tidak terlepas
dengan yang namanya logam. Salah satunya yang sering kita pergunakan adalah
kendaraan seperti motor dan juga mobil serta jenis kendaraan lainnya. Pemanfaatan
logam sangat jelas tergambar pada kendaraan dan memang hampir semua komponen
dari kendaraan itu terbuat dari logam.
Dalam hal ini komponen logam yang diambil sebagai contoh dalam penelitan ini
adalah as roda pada mobil. As roda mobil merupakan pusat dari lingkaran roda mobil
yang berfungsi untuk menjalankan kendaraan dimana pada as roda dilengkapi dengan
bantalan yang tujuannya untuk memperlicin putaran pada as roda. Tepat pada posisi
bantalan ini lah as roda selalu mengalami kegagalan material yaitu terjadinya keausan
yang diakibatkan oleh bantalan yang mengalami kontak langsung dengan as roda.
Penyebab utama terjadinya keausan pada as roda ini ialah karena kurangnya pemberian
pelumas pada bantalan sehingga menyebabkan bantalan menjadi rusak dan sewaktu
mobil memumpu beban yang berat bantalan secara otomatis akan bergesekan langsung
Gambar 1.1 Contoh Keausan Pada Poros As Roda
Dalam kasus ini cara terbaik yang dapat dilakukan untuk mengantisipasi keausan
tersebut ialah dengan menambah kekerasan pada permukaan material as roda yang
mengalami kontak langsung dengan bantalan dengan demikian akan mengurangi
resiko keausan dan dapat memperpanjang umur as roda. Pelapisan material (coating)
dapat dijadikan menjadi alternatif dalam menangani masalah keausan.
Pelapisan Thermal spray adalah salah satu jenis pelapisan material yang sering
digunakan untuk menambahkan ketahanan aus, ketahanan korosi, dan ketahanan akan
suhu tinggi sehingga meningkatkan permukaan suatu material (Simunovic K, 2010).
Pelapisan Thermal Spray yang digunakan dalam penelitian ini ialah Powder Flame
Spray Coating dimana bahan pelapis dipakai merupakan powder (bubuk) dan powder
yang digunakan dalam penelitian ini yaitu paduan Ni-Cr.
Dengan demikian diharapkan agar dengan penelitian menggunakan metode
Powder Flame Spray Coating dapat menambah kekerasan permukaan material
sehingga material yang dilapisi dapat memiliki ketahanan aus yang lebih baik dengan
begitu akan dapat memperpanjang umur pemakaian material. Setelah itu akan
dilakukan pengujian ketebalan lapisan, SEM, Microscope dan pengujian kekerasan
dari setiap variasi jarak nosel pelapisan untuk mendukung penelitian ini.
1.2 Rumusan Masalah
Berdasarkan latar belakang diatas, maka dirumuskanlah sebuah masalah yaitu,
bagaimana pengaruh variasi jarak nosel terhadap permukaan material hasil
coating
1.3 Tujuan Penelitian
Untuk mengetahui bagaimana karakteristik fisik dari permukaan material yang
sudah di coating.
1.4 Batasan Penelitian
Agar penelitian ini tidak meluas atau menyebar dari masalah yang dirumuskan,
maka perlu adanya pembatasan penelitian. Dimana batasan-batasannya adalah
sebagai berikut:
1. Material yang akan di coating adalah baja St 60
2. Variasi Jarak nosel yang akan digunakan adalah 20 mm, 30 mm, 40 mm
3. Sudut nosel yang dipakai yaitu sudut 90°
4. Kebersihan dan kekasaran permukaan material yang dilapisi
diasumsikan sama
5. Proses coating diasumsikan sama untuk setiap proses coating spesimen.
6. Kecepatan sliding brander di asumsikan sama untuk setiap proses
spesimen
7. Kekasaran permukaan diasumsikan sama pada masing-masing
permukaan material uji
1.5 Manfaat Penelitian
1. Sebagai salah satu syarat untuk lulus dari Teknik Mesin Udayana.
2. Memahami variasi jarak nosel terhadap karakteristik permukaan
BAB II
DASAR TEORI
2.1 Penelitian Sebelumnya
Arthana(2014), meneliti tentang ketahanan aus lapisan ni-cr pada dinding
silinder liner yang juga meneliti melalui proses powder flame spray coating. penelitian
ini dikaji pengaruh lapisan Ni-Cr menggunakan Powder flame spray coating terhadap
kekerasan dan ketahanan aus dinding silinder liner menggunakan teknik XRF,
mikroskop optik, SEM, uji kekerasan dan keausan. Dari hasil penelitian menunjukkan
bahwa silinder liner dari bahan besi tuang kelabu yang dilapisi menggunakan powder
Ni-cr dengan powder flame spray coating memiliki kekerasan dan ketahanan aus yang
lebih tinggi dibandingkan dengan besi tuang kelabu yang tidak dilapisi. Perbedaan
ketebalan lapisan tidak berpengaruh terhadap kekerasan dan ketahanan aus hasil
pelapisan dengan teknik powder flame spraycoating. Kekasaran hasil coating tinggi,
sehingga diperlukan proses permesinan untuk mendapatkan permukaan yang lebih
halus.
Larasati dan Setiyorini (2013), meneliti tentang pengaruh jarak nozzle dan
tekanan gas pada proses pelapisan ni-20cr dengan metode wire arc spray terhadap
ketahanan thermal. Ia menyatakan bahwa semakin meningkatkan jarak coating yang
digunakan akan menurunkan ketebalan coating yang dihasilkan hal ini dikarenakan
semakin jauh jarak coating yang digunakan maka semakin banyak droplet yang
mencapai permukaan substrat semakin sedikit akibat tidak sampainya droplet ke
substrat tetapi seiring bertambahnya tekanan gas yang digunakan maka akan
meningkatkan hasil ketebalan coating dan juga akan memperkecil ukuran
2.2 As Roda Mobil
As roda mobil adalah pusat dari lingkaran roda kendaraan mobil yang berfungsi
untuk menjalankan kendaraan, dimana as roda dihubungkan dengan mesin penggerak
kendaraan dan meneruskan tenaga dari differential ke roda mobil. Pada as roda mobil,
as dilengkapi dengan bantalan yang tujuannya untuk memperlicin putaran pada as
roda.
Pada posisi bantalan yang ada pada as roda inilah yang selalu mengalami
kerusakan, salah satu kerusakan itu adalah keausan bahkan tidak sedikit as roda yang
mengalami patah. Kerusakan atau keausan yang dialami as roda ini banyak diakibatkan
oleh as roda memumpu beban yang terlalu berat dan juga karena kurangnya pemberian
pelumas pada bidang bantalan terhadap as roda. Ketika bantalan mengalamikerusakan
akibat gesekan yang disebabkan karna kurangnya pelumas secara otomatis as roda juga
mengalami kerusakan juga.
2.3 Baja Karbon
Baja karbon merupakan salah satu jenis baja paduan yang terdiri atas unsur
besi (Fe) dan karbon (C). Dimana besi merupakan unsur dasar dan karbon sebagai
unsur paduan utamanya. Dalam pemanfaatannya baja karbon sering digunakan sebagai
bahan baku untuk pembuatan alat-alat perkakas, komponen mesin, struktur bangunan,
dan lain sebagainya (Sukma, 2012). Baja karbon dapat diklasifikasikan berdasarkan
jumlah persentase komposisi kimia karbon dalam baja yakni sebagai berikut
:
1. Baja Karbon Rendah (Low Carbon Steel)
Baja karbon rendah merupakan baja dengan kandungan unsur karbon
dalam sturktur baja kurang dari 0,3% C. Baja karbon rendah ini memiliki
ketangguhan dan keuletan tinggi akan tetapi memiliki sifat kekerasan dan
ketahanan aus yang rendah. Pada umumnya baja jenis ini digunakan sebagai
bahan baku untuk pembuatan komponen struktur bangunan, pipa gedung,
2. Baja Karbon Sedang (Medium Carbon Steel)
Baja karbon sedang merupakan baja karbon dengan persentase
kandungan karbon pada besi sebesar 0,3% C – 0,59% C. Baja karbon ini
memiliki kelebihan bila dibandingkan dengan baja karbon rendah, baja karbon
sedang memiliki sifat mekanis yang lebih kuat dengan tingkat kekerasan yang
lebih tinggi dari pada baja karbon rendah. Besarnya kandungan karbon yang
terdapat dalam besi memungkinkan baja untuk dapat dikeraskan dengan
memberikan perlakuan panas (heat treatment) yang sesuai. Baja karbon sedang
biasanya digunakan untuk pembuatan poros, rel kereta api, roda gigi, baut,
pegas, dan komponen mesin lainnya (Sukma, 2012).
3. Baja Karbon Tinggi (High Carbon Steel)
Baja karbon tinggi adalah baja karbon yang memiliki kandungan karbon
sebesar 0,6% C – 1,4% C. Baja karbon tinggi memiliki sifat tahan panas,
kekerasan serta kekuatan tarik yang sangat tinggi akan tetapi memiliki keuletan
yang lebih rendah sehingga baja karbon ini menjadi lebih getas. Dalam
pengaplikasiannya baja karbon tinggi banyak digunakan dalam pembuatan
alat-alat perkakas seperti palu, gergaji, pembuatan kikir, pisau cukur, dan
2.4 Baja St 60
Baja St 60 merupakan salah satu jenis baja yang tergolong kedalam bagian baja
karbon sedang yang dimana baja karbon ini cukup sering digunakan dalam pembuatan
bahan material permesinan. Menurut penelitian yang dilakukan Effendi (2009),
komposisi kimia yang terdapat pada bahan baja St 60 setelah mendapatkan hasil
penelitian dapat dilihat dalam tabel dibawah
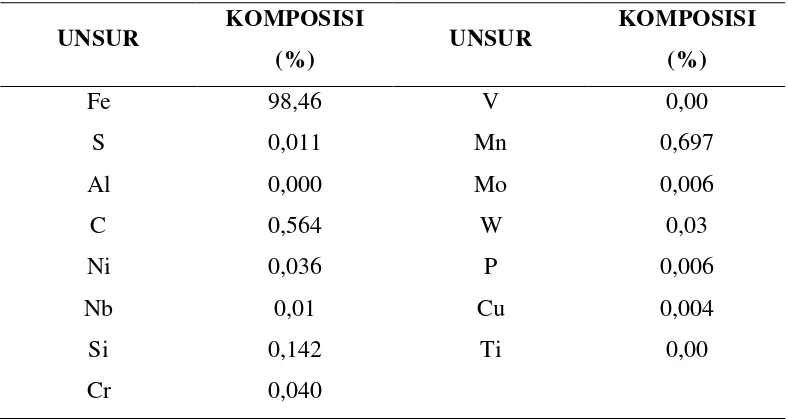
Tabel 2.1 Data Hasil Uji Komposisi Baja St 60 (Effendi, 2009)
UNSUR KOMPOSISI
Analisis hasil uji komposisi pada tabel diatas bahwa kandungan karbon pada baja
St 60 adalah 0,564 %, baja ini termasuk baja karbon medium. Pada baja St 60 ini
terdapat kandungan mangan 0,697 % yang mempunyai sifat keras dan tahan aus. Baja
St 60 sangat cocok untuk pembuatan poros, roda gigi, rangka jembatan serta peralatan
permesinan (Effendi, 2009).
2.5 Paduan Ni-Cr
Sebuah kombinasi yang tepat dari nikel dan kromium akan meningkatkan
kemampuan yang dimiliki oleh baja karbon. Peningkatan keuletan dan ketangguhan
yang diberikan pada baja karbon dengan penambahan nikel dapat digabungkan dengan
peningkatan kekuatan, kekerasan permukaan yang dihasilkan oleh kromium (Clark
Paduan nikel dan kromium merupakan salah satu bahan pilihan untuk hard
facing karena mempunyai kekerasan tinggi serta sifat fisik dan mekanik yang baik.
Nikel (Ni) adalah logam perak-putih yang ditemukan pada tahun 1751 dan unsur
paduan utama yang memberikan kekuatan, ketangguhan, dan ketahanan korosi,
biasanya digunakan secara luas pada baja stainless dan paduan berbasis nikel (yang
biasa disebut superalloy). Paduan nikel biasnya digunakan pada aplikasi temperatur
tinggi seperti yang terlihat pada komponen mesin jet, roket, dan pembangkit listrik
tenaga nuklir (Arthana et al, 2014).
2.6 Kekasaran Permukaan
Tidak ada permukaan mesin yang sempurna, tidak peduli seberapa hati-hati nya
pengerjaannya atau bahkan dengan persiapan biaya yang mahal dapat memproses
geometri yang sempurna. Begitu juga kesalahan dalam pembentuk atau bentuk dari
sebuah komponen akan selalu ada kekasaran di permukaan yang jelas ketika
permukaan itu diperiksa pada perbesaran yang cukup tinggi (Williams J.A, 1993).
Tingkat kehalusan atau kekasaran suatu permukaan memang peranan yang
sangat penting dalam perencanaan suatu komponen mesin khususnya yang
menyangkut masalah gesekan, keausan, tahanan terhadap kelelahan dan lain
sebagainya (Munadi, 1998).
Dalam proses coating kegunaan dari kekasaran permukaan perlu dilakukan
terhadap permukaan material yang akan dicoating dengan tujuan untuk menambah
daya lekat material pelapis yang akan ditembakkan dengan permukaan material yang
akan dilapisi agar nantinya keduanya dapat menyatu antara material pelapis dan
2.7 Sand Blasting
Menurut Kurniawan et al (2013) Sand Blasting dapat didefenisikan sebagai suatu
proses pembersihan permukaan dengan cara menembakan partikel (pasir) ke suatu
permukaan material sehingga menimbulkan gesekan/tumbukan dengan tujuan untuk
menghilangkan material-material kontaminasi seperti karat, cat, garam, oli dll. Selain
itu juga sand blasting juga bertujuan untuk membuat profile (kekasaran) pada
permukaan logam/material sehingga cat atau proses pelapisan menjadi lebih melekat.
Tingkat kekasarannya dapat disesuaikan dengan ukuran pasirnya serta tekanannya.
2.8 Teknologi Pelapisan
Pelapisan adalah proses penambahan material yang sejenis ataupun berbeda
jenis terhadap permukan material lainnya. Teknologi pelapisan sering dilakukan pada
saat sekarang ini dengan tujuan diantaranya :
1. Untuk proses finishing agar material tersebut terlihat lebih rapi, bersih dan
menarik penampilannya
2. Melindungi dan menjaga material agar tidak mengalami korosi atau
kerusakan khususnya pada bagian permukannya
3. Dapat memperbaiki atau menutupi kerusakan yang terjadi pada permukaan
material
4. Untuk menambah umur penggunaan dari material tersebut
Pelapisan terdiri dari bermacam-macam teknik pelapisan. Teknik teknik ini
dapat dibagi menjadi metallic dan non meallic. Metallic coating deposition dianggap
menjadi tiga kategori, dimana hard facing menjadi teknik yang dipentingkan dalam hal
ini. Hard facing digunakan untuk melapiskan material tahan aus pada komponen yang
telah aus atau komponen baru yang akan digunakan untuk suatu pemakaian dengan
kemungkinan akan mengalami keausan. Ada tiga teknik dalam hard facing yaitu
2.9 Thermal spray
Thermal spray dipatenkan untuk pertama kalinya oleh Insinyur Swiss Max
Ulrich Schoop (1870-1956) pada awal abad ke-20. Dia menyadari bahwa aliran
partikel cair yang bertabrakan satu sama lain dapat membentuk lapisan. Pada tahun
1909 Max Ulrich Schoop mengajukan sebuah paten yang disebut "Powder Flame
spraying dan wire flame spraying". Thermal spray adalah teknik penumpukan material
dimana semprotan partikel cair diarahkan atau disemprotkan ke bagian material yang
akan dilapisi. Hal ini digunakan untuk melindungi bagian-bagian suatu material
terhadap keausan, korosi dan suhu tinggi sehingga meningkatkan sifat permukaan
suatu material. (Simunovic K, 2010). Thermal spray juga dipakai untuk memperbaiki
bagian material yang mengalami kerusakan dan usang. Kadang-kadang thermal spray
dapat diterapkan untuk proses finishing material sehingga meningkatkan sifat estetika
suatu bagian material tersebut. Dalam thermal spray bahan pelapis yang sering
digunakan dapat berupa kawat, bubuk, batang, kabel atau bentuk cair. Dengan proses
penyemprotan termal yang relatif tebal memungkin suatu material mengalami suatu
perubahan fisik seperti apa yang diinginkan.
Energi panas dihasilkan dari suatu proses pembakaran atau listrik yang
diterapkan untuk melakukan pemanasan,peleburan atau pencairan bahan pelapis (
bahan baku, bahan pakan semprot bahan, permukaan material). Dari suluh semprot
(spray gun, pistol), butiran partikel cair atau semi cair (plastik) kemudian dipercepat,
didorong dan diendapkan pada substrat yang disiapkan, yang kemudian membentuk
suatu lapisan. Partikel cair biasanya memperoleh energi kinetik karena tekanan
atomisasi atau pembakaran gas.
Menurut Arthana (2014) ada beberapa karakteristik dari pelapisan yang dilakukan
dengan teknik thermal spraying. Adapun karakteristik itu adalah sebagai berikut:
1. Kekerasan, berat jenis, dan porositas
Pelapisan thermal spray sering digunakan karena derajat kekerasanya yang
relatif lebih tinggi daripada pelapisan cat (paint coatings) ataupun
elekroplating. Kekerasan dan ketahanan korosinya membuat pelapisan thermal
spray sangat bernilai pada pemakaian dengan tingat keausan tinggi. Kekerasan
feedstock itu sendiri sebelum dilapiskan. Pada pelapisan logam thermal spray,
kekerasan dan berat jenis bergantung pada material yang digunakan, jenis
peralatan thermal spray, dan parameter-parameter yang digunakan. Secara
umum, semakin tinggi kecepatan partikel, semakin tinggi pula tingkat
kekerasan dan berat jenisnya. Kecepatan partikel yang dihasilkan oleh
proses-proses thermal spray dari yang tertinggi adalah detonation, high velocity
oxy-fuel (HVOF), busur api plasma, busur api wire, dan flame spray (Arthana,
2014).
2. Ketahanan Korosi
Lapisan logam thermal spray dapat anodic atau katodic terhadap substrat
logam dibawahnya, karena korosi muncul pada anoda, lapisan anodic akan
terkorosi pada lingkungan korosif, sedangkan katoda tidak. Sistem pelapisan
anti korosi umumnya dirancang sehingga material pelapis anodic terhadap
logam substrat. Pelapis anodic akan terkorosi atau dikorbankan untuk
melindungi substrat. Pada beberapa kasus, ketahanan korosi dari material
pelapis itu sendiri sangat penting. Pada penggunaan pada temperatur tinggi dan
untuk penggunaan dengan bahan kimia, lapisan thermal spray harus sangat
tahan korosi (Arthana, 2014).
3. Perekatan (adhesi)
Pelapisan thermal spray mempunyai adhesi yang sangat tinggi. Pelapisan
khusus untuk ketahanan aus, yang dilakukan dengan proses thermal spray
dengan kecepatan partikel yang sangat tinggi dapat memiliki adhesi regang
(tensile adhesion) lebih besar daripada 34.000 kPa (5000 psi) (Arthana, 2014).
2.10 Powder Flame Spray
Flame spray merupakan salah satu pelapisan yang menggunakan energi panas
yang dihasilkan oleh pembakaran bahan bakar gas (sebagian besar acetylene, propane
atau hidrogen) dan oksigen yang mencairkan partikel bahan pelapis (Simunovic K,
2010). Pada powder flame spray partikel cair yang berbentuk bubuk didorong menuju
permukaan substrat dan mendapatkan energi kinetik karena tekanan gas pembakaran
atau udara terkompresi yang dapat digunakan untuk atomisasi dan di percepat menuju