1
p-ISSN 2085-8507 e-ISSN 2722-3280
TECHNOLOGIC
VOLUME 12 NOMOR 2 | DESEMBER 2021
POLITEKNIK MANUFAKTUR ASTRA
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330 Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
Email : [email protected]
ii
DEWAN REDAKSI
Technologic
Ketua Editor:
Dr. Setia Abikusna, S.T., M.T.
Dewan Editor:
Lin Prasetyani, S.T., M.T.
Rida Indah Fariani, S.Si., M.T.I Yohanes Tri Joko Wibowo, S.T., M.T.
Mitra Bestari:
Abdi Suryadinata Telaga, Ph.D. (Politeknik Astra)
Dr. Eng. Agung Premono, S.T., M.T. (Universitas Negeri Jakarta) Harki Apri Yanto, Ph.D. (Politeknik Astra)
Dr. Ir. Lukas, MAI, CISA, IPM (Universitas Katolik Indonesia Atma Jaya) Dr. Sirajuddin, S.T., M.T. (Universitas Sultan Ageng Tirtayasa) Dr. Eng. Syahril Ardi, S.T., M.T. (Politeknik Astra)
Dr. Eng. Tresna Dewi, S.T., M.Eng (Politeknik Negeri Sriwijaya)
Administrasi:
Asri Aisyah, A.md.
Kristina Hutajulu, A.md.
Kantor Editor:
Politeknik Manufaktur Astra
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330 Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
Email : [email protected]
iii
EDITORIAL
Pembaca yang budiman,
Puji syukur kita dapat berjumpa kembali dengan Technologic Volume 12 No. 2, Edisi Desember 2021.
Pembaca, Jurnal Technologic Edisi Desember 2021 kali ini berisi 13 manuskrip (6 paper berasal dari penyelenggaraan SNEEMO 2021 yang direkomendasikan reviewer untuk dipublikasikan di Technologic).
Atas nama Redaksi dan Editor, masih di tengah pandemi covid-19 yang belum usai, kami do’akan semoga dalam keadaan sehat selalu, tetap menjaga Protokol Kesehatan, dan kami haturkan terima kasih atas kepercayaanpara peneliti dan pembaca, serta selamat menikmati dan mengambil manfaat dari terbitan Jurnal Technologic kali ini.
Selamat membaca!
iv
DAFTAR ISI
PERBAIKAN UNTUK MENGURANGI DEFECT PERBEDAAN WARNA (BELANG) PADA PISTON TYPE
B DALAM PROSES HEAT TREATMENT DI PT. X 1
Wahyudi dan Wisnu Adi Nugroho
MENURUNKAN LEAD TIME SERVICE BERKALA EKSTERNAL FORTUNER DENGAN
MEMPERCEPAT PROSES PENGGANTIAN OLI MESIN DI PT XYZ 7 Setia Abikusna, Wildan Fardian
PERANCANGAN MEDIA PEMANTAUAN UNTUK PENGGUNA APLIKASI CRM DYNAMICS 365 MODUL SERVICE DENGAN METODE DESIGN THINKING DI PT UNITED TRACTORS PANDU
ENGINEERING 11
Rohmat Setiawan, Syaiful Azhar, dan Happy Melati Indraningtyas
MENGURANGI LOSS TIME UNTUK MENINGKATKAN OUTPUT PRODUK EVACOND AREA
BUSINESS UNIT AIR CONDITIONER PT. ABC 17
Nensi Yuselin, Nova Kusuma Megananda
MENURUNKAN FREKUENSI KERUSAKAN SISTEM MESIN DENGAN MEMODIFIKASI JADWAL MAINTENANCE PADA BUS MRT SCANIA TIPE K310 DAN PENANGANAN LIMBAH YANG
DITIMBULKANNYA 23
Vuko A T Manurung , Yohanes Tri Joko Wibowo, Thoriq Daffa Nurdin
PEMBUATAN JIG PROSES PRE DRILL MODEL B74 GUNA MENURUNKAN REJECT CONCENTRIC PADA LINI PRODUKSI PENGECORAN OUTER TUBE DI PT KAYABA INDONESIA 29 Herry Syaifullah dan Fajar Hakim Permadi
PEMBANGUNAN APLIKASI UNTUK EFISIENSI PENGAJUAN KEGIATAN PROMOSI DILER DENGAN PENDEKATAN WATERFALL (STUDI KASUS ISUZU ASTRA MOTOR INDONESIA) 35 Dewi Cipto Rini, Eka Putri Aprillia, Suhendra
RANCANG BANGUN SISTEM OTOMATISASI RAINWATER SYSTEM UNTUK PEMANFAATAN AIR
HUJAN DI GEDUNG MENARA ASTRA 41
Rohmat Setiawan, Eko Prasetiono, dan Elanza Khaeladien
ANALISIS MODAL DAN HARMONIK SEBUAH RANCANGAN FIXTURE UJI VIBRASI UNIVERSAL
MENGGUNAKAN METODE ELEMEN HINGGA 46
Mikhael Gilang Pribadi Putra Pratama, Muksin, Yusuf Giri Wijaya, Nur mufidatul Ula
PEMBUATAN ALAT TPS (THROTTLE POSITION SENSOR) CHECKER PADA SEPEDA MOTOR
HONDA REVO PGM-FI BERBASIS IOT MENGGUNAKAN MODUL ESP32 52 Gigih Pramudito, Lea Nika Fibriani, dan Syahroni
v
ANALISIS PERKUATAN DAN PENANGANAN TIMBUNAN BADAN JALAN TOL TRANS SUMATERA SEKSI V PEKANBARU-DUMAI DENGAN STRUKTUR PILE EMBANKMENT 57 Reinata Avhycanti L, Kartika Setiawati
IMPLEMENTASI METODE K-NEAREST NEIGHBOR UNTUK PREDIKSI PENJUALAN KEMASAN
SKINCARE PADA PT. UNIVERSAL JAYA PERKASA 63
Rino Indra Muhammad, Esron Rikardo Nainggolan, Jordy Lasmana Putra, Sidik, Susafa’ati, dan Ummu Radiyah
INVESTIGASI KARAKTERISTIK GETARAN KOMPOSIT SANDWICH BERBAHAN SERAT KARBON
UNI-DIRECTIONAL BERPENGUAT CRESTAPOL 70
Nur Mufidatul Ula, Yusuf Giri Wijaya, Muksin, Mikhael Gilang P.P.P, dan Nurul Lailatul Muzayadah
7
MENURUNKAN LEAD TIME SERVICE BERKALA EKSTERNAL
FORTUNER DENGAN MEMPERCEPAT PROSES PENGGANTIAN OLI MESIN DI PT XYZ
Setia Abikusna1, Wildan Fardian
Program Studi Teknik Otomotif, Politeknik Manufaktur Astra Jl. Gaya Motor Raya No. 8, Sunter II, Jakarta 14330, Indonesia
Email: [email protected]1
Abstrak -- PT. XYZ menyediakan layanan perbaikan kategori general repair bagi pelanggannya. Pada layanan ini, terdapat kendala yaitu lead time proses servis berkala eksternal (SBE) tidak mencapai target, khususnya pada proses penggantian oli mesin Fortuner. Proses ini dirasa masih kurang efektif karena teknisi kerap harus membersihkan cross member dan lower cover, serta lantai stall karena ada tetesan oli ketika proses penggantian oli dilakukan, hal ini yang menyebabkan waktu servis menjadi lebih lama. Dalam mencari solusi atas permasalahan yang terjadi, penulis menggunakan tools fishbone diagram untuk membuat improvement mempercepat penggantian oli mesin Fortuner dengan membuat service special tools (SST) berupa penampang oli mesin sehingga memudahkan teknisi melakukan penggantian oli mesin. Hasil dari improvement tersebut mempercepat lead time proses SBE dari 1 jam 2 menit 59 detik menjadi 54 menit 39 detik.
Kata Kunci : Lead Time, Service Berkala Eksternal, SST
I. PENDAHULUAN
Industri otomotif Indonesia di masa pandemik covid 19 ini mengalami masa penjualan yang cukup sulit, sehingga munculah beberapa regulasi untuk meningkatkan volume penjualannya. Meskipun sedang mengalami penurunan, perkembangannya di tanah air tidak bisa dipandang sebelah mata. Di mulai dari bertambahnya kendaraan roda empat di jalan- jalan besar yang berdampak terjadinya kemacetan.
Sehingga semakin banyak pula kendaraan roda empat memerlukan perawatan secara terus menerus dan penggantian spare part guna menjaga kondisi mesin tetap maksimal.
Auto 2000 cabang XYZ memiliki masalah pada lead time proses servis berkala eksternal (SBE) yang tidak mencapai target pada kendaraan Fortuner, salah satu penyebabnya dikarenakan proses penggantian oli mesin lama. Penulis menganalisa data achievement penyebab tidak tercapainnya target lead time servis di bengkel berdasarkan histori data servis. Setelah dilakukan pemeriksaan terhadap achievement Auto 2000 cabang XYZ, penulis menemukan penyebab yang paling dominan dengan pencapaian yang terendah terhadap target yaitu karena oli mesin yang sedang diganti berceceran di cross member dan lower cover serta di lantai stall, selain itu ceceran oli tersebut
bisa saja membahayakan teknisi yang sedang bekerja sehingga dapat menurunkan safety selama proses perbaikan. Masalah tersebut membuat pencapaian aktual 1 jam 2 menit 59 detik, padahal target pencapaiannya adalah 55 menit.
Tidak tercapainya lead time proses servis ini tentu memiliki dampak terhadap janji penyerahan yang tidak sesuai. Banyak unit servis yang tidak diserahkan sesuai janji penyerahan pertamanya, sehingga unit mobil menumpuk di tempat tunggu servis dan membuat bengkel menjadi penuh. Untuk itu diperlukan perbaikan guna mempercepat proses penggantian oli mesin Fortuner tanpa mempengaruhi kualitas hasil kerja teknisi [7, 8], sehingga produktivitas teknisi dan stall bengkel menjadi lebih maksimal dan waktu yang terbuang menjadi hilang.
II. METODOLOGI PENELITIAN 2.1 Analisa Faktor Penyebab
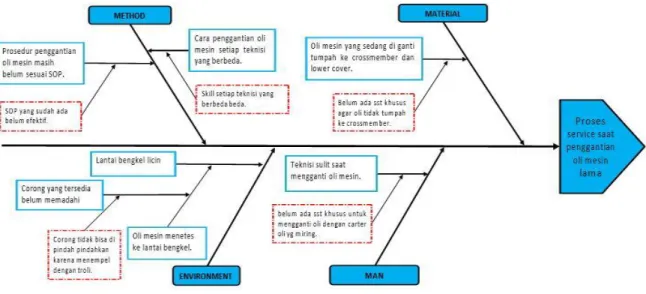
Berdasarkan permasalahan yang telah ditemukan, maka metoda analisa yang digunakan adalah dengan diagram fishbone [1, 2]. Gambar 1 menjelaskan ada empat sumber penyebab dominan yang menyebabkan lead time proses servis tidak mencapai target, yang akan ditindaklanjuti untuk dilakukan perbaikan.
8
Gambar 1. Diagram Fishbone Dari gambar 1 dapat dilihat beberapa faktor dominan
penyebab lamanya proses penggantian oli mesin sesuai kategori material, metoda, lingkungan, dan manusia. Uraian penjelasan masing-masing faktor adalah sebagai berikut:
Faktor Material
Pada faktor material, root cause yang ditemukan adalah belum ada SST khusus agar oli tidak tumpah ke cross member [3]. Teknisi kesulitan saat penggantian oli mesin, teknisi harus memindah-mindahkan troli di setiap tekanan oli yang berbeda, sehingga waktu servisnya menjadi lebih lama, apalagi ketika oli mesin yang diganti tumpah ke cross member sehingga cross member harus dibersihkan.
Faktor Metoda
Pada faktor metoda, ada dua root cause yang ditemukan yaitu standard operation procedure (SOP) yang ada belum efektif dan skill teknisi yang berbeda- beda [4, 6]. Keduanya memperpanjang lead time proses servis, Apabila hal ini tidak dicari solusinya hal ini membuat waktu perbaikan akan selamanya melebihi target waktu yang sudah ditentukan, metoda perbaikan dari masing-masing teknisi menjadi semakin tidak standar, yang menyebabkan waktunya akan sangat bervariasi, tergantung dari skill masing- masing teknisi.
Faktor Lingkungan
Pada faktor lingkungan, root cause yang ditemukan adalah corong pada alat penampung oli yang tidak bisa diatur karena menempel dengan troli.
Hal ini menyebabkan saat proses penggantian oli mesin, oli mesin ada yang berceceran di lantai dan sudah pasti lantai menjadi licin yang pada akhirnya
dapat membahayakan keselamatan kerja teknisi.
Teknisi harus membersihkan lantai yang terkena ceceran, secara tidak langsung hal ini dapat mengganggu produktivitas teknisi.
Faktor Manusia
Pada faktor manusia, root cause yang ditemukan adalah belum ada penampang khusus untuk mengganti oli mesin dengan carter oli yang miring, dengan carter oli yang miring menyulitkan saat penggantian oli, oli akan menetes pada cross member dan lower cover, sehingga teknisi membutuhkan waktu lebih untuk membesihkan bagian yang terkena tetesan oli tersebut.
2.2 Menentukan Ide Perbaikan
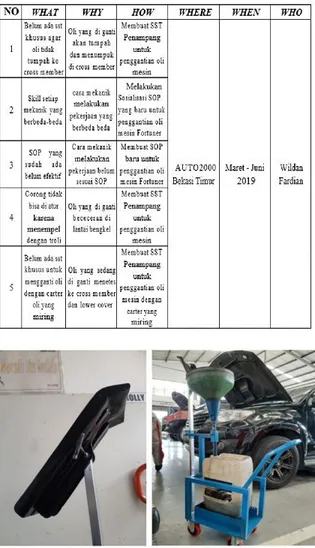
Berdasarkan penjelasan dari faktor-faktor penyebab (root cause) yang dijelaskan pada diagram fishbone di atas, maka dapat ditemukan penyebab tidak tercapainya lead time proses servis SBE. Setelah melakukan diskusi dan juga pengamatan, ide perbaikan yang penulis buat adalah membuat sebuah SST penampang untuk penggantian oli mesin Fortuner. Ide perbaikan tersebut diawali dengan menggunakan prinsip 5W1H seperti tertera pada tabel 1. Pada prinsip ini, digali lebih dalam dari root cause (akar penyebab) yang ditemukan dari diagram fishbone seperti pada gambar 1 di atas. Inti penjabaran prinsip 5W1H ini adalah menempatkan root cause dari masing-masing faktor penyebab seperti faktor material, metoda, lingkungan, dan manusia ditulis menjadi bagian What, sedangkan pada bagian Why dijelaskan mengapa root cause tersebut bisa menyebabkan terjadinya masalah, oleh karena itu pada bagian How, merupakan ide perbaikan atau solusi yang dilakukan.
9 Tabel 1. 5W1H Ide Perbaikan
Gambar 2. SST Penampang Oli Mesin Gambar 2 di atas adalah SST penampang oli mesin yang dibuat untuk mempercepat proses penggantian oli mesin Fortuner sehingga mencegah oli berceceran ke bagian lain yang pada akhirnya dapat memperpanjang waktu servis SBE [9, 10].
III. HASIL DAN DISKUSI 3.1 SOP
Proses penggantian oli mesin Fortuner setelah improvement mengalami perubahan waktu yang signifikan, karena ada beberapa tahapan yang dihilangkan, SOP nya adalah sebagai berikut:
SOP sebelum improvement seperti yang dijelaskan pada gambar 3 di bawah yaitu setelah kendaraan diangkat dengan lift, dan teknisi memiliki ruang yang cukup untuk membuka baut pembuangan oli yang berada di bagian bawah mesin, teknisi menyiapkan tempat penampungan oli bekas dan diletakkan tepat di bagian lubang pembuangan oli mesin. Setelah oli tidak ada lagi yang menetes keluar, dan baut pembuangan
oli ditutup, teknisi harus membersihkan cross member, lower cover, dan carter oli dengan majun.
Gambar 3. SOP sebelum Improvement
Sedangkan setelah dilakukan improvement, langkah pembersihan tetesan oli yang mengenai cross member, lower cover, dan carter oli bahkan tetesan oli di lantai sudah tidak perlu dilakukan lagi, seperti dijelaskan pada gambar 4 di bawah ini.
Gambar 4. SOP setelah Improvement
Analisa yang dilakukan dalam penelitian ini adalah kajian dalam Quality, Productivity, dan Safety (QPS) sebagai berikut:
3.2 Quality
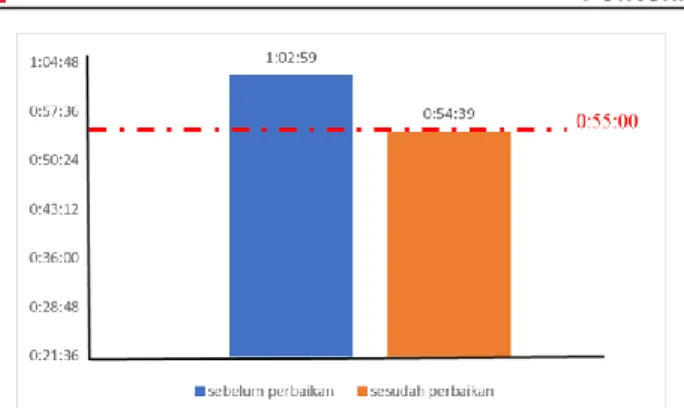
Proses penggantian oli mesin Fortuner setelah adanya improvement menjadi lebih cepat dengan hilangnya 3 item tahapan pekerjaan yang berpengaruh pada pengurangan lead time proses servis SBE yaitu dari 1 jam 2 menit 59 detik menjadi 54 menit 39 detik seperti ditunjukkan pada gambar 5, bahkan hasil capaian ini sedikit lebih cepat dari waktu maksimum yang ditargetkan sebelumnya yaitu 55 menit.
10 Gambar 5. Grafik Quality
3.3 Productivity
Dengan menurunnya lead time proses servis kategori SBE, hal ini berdampak pada peningkatan unit entry SBE yang bisa dilayani yaitu dari 300 unit rata-rata di bulan Oktober 2018 sd Desember 2018 menjadi 448 unit rata-rata di bulan Juni 2019 sd Juli 2019, seperti ditunjukkan pada gambar 6 di bawah ini, sedangkan untuk unit Fortuner terjadi peningkatan unit entry yaitu dari 128 unit rata-rata di bulan Oktober 2018 sd Desember 2018 menjadi 168 unit unit rata-rata di bulan Juni 2019 sd Juli 2019.
Gambar 6. Grafik Productivity 3.4 Safety
Pada kategori safety, meningkat menjadi lebih aman 95%. Sebelumya teknisi harus menyiapkan majun untuk membersihkan oli mesin yang berceceran sampai ke cross member, lower cover, serta lantai bengkel yang berpotensi membahayakan teknisi yang sedang mengerjakan penggantian oli mesin tesrsebut.
Dengan adanya SST tersebut maka teknisi bisa melakukan penggantian oli mesin dengan mudah dan cepat dan di sisi lain dapat meningkatkan produktifitas teknisi juga.
IV KESIMPULAN
Berdasarkan uraian yang telah dijelaskan pada bagian hasil dan diskusi sebelumnya, maka kesimpulan dalam penelitian ini adalah dengan improvement berupa alat SST untuk mempercepat
proses penggantian oli mesin Fortuner, dapat menurunkan lead time proses servis SBE dari 1 jam 2 menit 59 detik menjadi 54 menit 39 detik (turun 14%) sehingga masih sesuai dengan target yang ditentukan di awal (55 menit). Adapun manfaat lain karena proses servis ini lebih cepat adalah rata-rata unit entry Fortuner meningkat (rata-rata 3 bulan) yaitu dari 128 unit menjadi 168 unit (meningkat 31%) sehingga productivity juga meningkat, dan yang tidak kalah pentingnya adalah safety para teknisi yang mengerjakan servis ini pun meningkat.
V. DAFTAR PUSTAKA
[1]. Imai, Masaaki. 1970. The Kaizen Power Safety.
Yogyakarta: Think Jogjakarta.
[2]. Kato, Isao. 2011. Toyota Kaizen Methods.
Yogyakarta: Gradien Mediatama.
[3]. Maran, Zevy D. 2007. Peralatan Bengkel Otomotif. Yogyakarta: Andi Offset.
[4]. Tambunan, Rudi M. 2008. Pedoman Penyususnan Standard Operating Procedures.Jakarta: Maiestas Publising
[5]. Team Pustaka Phoenix. 2007. Kamus Besar Bahasa Indonesia. Jakarta: Pusat Bahasa Departemen Pendidikan Nasional
[6]. Soemohadiwidjojo, Arini T. 2015. Panduan Praktis Menyusun KPI. Jakarta: Penebar Swadaya Grup.
[7]. Setia Abikusna, Rafli Ramdhani. (2020).
Mempercepat Lead Time Proses Penggantian V- Belt Mesin NR Toyota dengan SST di Bengkel Auto 2000 XXX. Jurnal Technologic Polman Astra. Volume 11 No. 1.
[8]. Setia Abikusna, R. Achmad Haryadi. (2020).
Mempercepat Proses dan Menigkatkan Safety Pemasangan Roda dengan SST Little Helper di Bengkel Auto 2000 XXX. Jurnal Technologic Polman Astra. Volume 11 No. 2.
[9]. Technical Service Division. (2012). Buku Warranty dan Service Berkala. Jakarta: PT.
Toyota Astra Motor.
[10]. Technical Service Division. (1995). New Step 1.
Jakarta: PT. Toyota Astra Motor.