1
Politeknik Manufaktur Astra
p-ISSN 2085-8507 e-ISSN 2722-3280
TECHNOLOGIC
VOLUME 12 NOMOR 2 | DESEMBER 2021
POLITEKNIK MANUFAKTUR ASTRA
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330 Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
Email : [email protected]
ii
DEWAN REDAKSI
Technologic
Ketua Editor:
Dr. Setia Abikusna, S.T., M.T.
Dewan Editor:
Lin Prasetyani, S.T., M.T.
Rida Indah Fariani, S.Si., M.T.I Yohanes Tri Joko Wibowo, S.T., M.T.
Mitra Bestari:
Abdi Suryadinata Telaga, Ph.D. (Politeknik Astra)
Dr. Eng. Agung Premono, S.T., M.T. (Universitas Negeri Jakarta) Harki Apri Yanto, Ph.D. (Politeknik Astra)
Dr. Ir. Lukas, MAI, CISA, IPM (Universitas Katolik Indonesia Atma Jaya) Dr. Sirajuddin, S.T., M.T. (Universitas Sultan Ageng Tirtayasa) Dr. Eng. Syahril Ardi, S.T., M.T. (Politeknik Astra)
Dr. Eng. Tresna Dewi, S.T., M.Eng (Politeknik Negeri Sriwijaya)
Administrasi:
Asri Aisyah, A.md.
Kristina Hutajulu, A.md.
Kantor Editor:
Politeknik Manufaktur Astra
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330 Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
Email : [email protected]
iii
Politeknik Manufaktur Astra
EDITORIAL
Pembaca yang budiman,
Puji syukur kita dapat berjumpa kembali dengan Technologic Volume 12 No. 2, Edisi Desember 2021.
Pembaca, Jurnal Technologic Edisi Desember 2021 kali ini berisi 13 manuskrip (6 paper berasal dari penyelenggaraan SNEEMO 2021 yang direkomendasikan reviewer untuk dipublikasikan di Technologic).
Atas nama Redaksi dan Editor, masih di tengah pandemi covid-19 yang belum usai, kami do’akan semoga dalam keadaan sehat selalu, tetap menjaga Protokol Kesehatan, dan kami haturkan terima kasih atas kepercayaanpara peneliti dan pembaca, serta selamat menikmati dan mengambil manfaat dari terbitan Jurnal Technologic kali ini.
Selamat membaca!
iv
DAFTAR ISI
PERBAIKAN UNTUK MENGURANGI DEFECT PERBEDAAN WARNA (BELANG) PADA PISTON TYPE
B DALAM PROSES HEAT TREATMENT DI PT. X 1
Wahyudi dan Wisnu Adi Nugroho
MENURUNKAN LEAD TIME SERVICE BERKALA EKSTERNAL FORTUNER DENGAN
MEMPERCEPAT PROSES PENGGANTIAN OLI MESIN DI PT XYZ 7 Setia Abikusna, Wildan Fardian
PERANCANGAN MEDIA PEMANTAUAN UNTUK PENGGUNA APLIKASI CRM DYNAMICS 365 MODUL SERVICE DENGAN METODE DESIGN THINKING DI PT UNITED TRACTORS PANDU
ENGINEERING 11
Rohmat Setiawan, Syaiful Azhar, dan Happy Melati Indraningtyas
MENGURANGI LOSS TIME UNTUK MENINGKATKAN OUTPUT PRODUK EVACOND AREA
BUSINESS UNIT AIR CONDITIONER PT. ABC 17
Nensi Yuselin, Nova Kusuma Megananda
MENURUNKAN FREKUENSI KERUSAKAN SISTEM MESIN DENGAN MEMODIFIKASI JADWAL MAINTENANCE PADA BUS MRT SCANIA TIPE K310 DAN PENANGANAN LIMBAH YANG
DITIMBULKANNYA 23
Vuko A T Manurung , Yohanes Tri Joko Wibowo, Thoriq Daffa Nurdin
PEMBUATAN JIG PROSES PRE DRILL MODEL B74 GUNA MENURUNKAN REJECT CONCENTRIC PADA LINI PRODUKSI PENGECORAN OUTER TUBE DI PT KAYABA INDONESIA 29 Herry Syaifullah dan Fajar Hakim Permadi
PEMBANGUNAN APLIKASI UNTUK EFISIENSI PENGAJUAN KEGIATAN PROMOSI DILER DENGAN PENDEKATAN WATERFALL (STUDI KASUS ISUZU ASTRA MOTOR INDONESIA) 35 Dewi Cipto Rini, Eka Putri Aprillia, Suhendra
RANCANG BANGUN SISTEM OTOMATISASI RAINWATER SYSTEM UNTUK PEMANFAATAN AIR
HUJAN DI GEDUNG MENARA ASTRA 41
Rohmat Setiawan, Eko Prasetiono, dan Elanza Khaeladien
ANALISIS MODAL DAN HARMONIK SEBUAH RANCANGAN FIXTURE UJI VIBRASI UNIVERSAL
MENGGUNAKAN METODE ELEMEN HINGGA 46
Mikhael Gilang Pribadi Putra Pratama, Muksin, Yusuf Giri Wijaya, Nur mufidatul Ula
PEMBUATAN ALAT TPS (THROTTLE POSITION SENSOR) CHECKER PADA SEPEDA MOTOR
HONDA REVO PGM-FI BERBASIS IOT MENGGUNAKAN MODUL ESP32 52
Gigih Pramudito, Lea Nika Fibriani, dan Syahroni
v
Politeknik Manufaktur Astra
ANALISIS PERKUATAN DAN PENANGANAN TIMBUNAN BADAN JALAN TOL TRANS SUMATERA SEKSI V PEKANBARU-DUMAI DENGAN STRUKTUR PILE EMBANKMENT 57 Reinata Avhycanti L , Kartika Setiawati
IMPLEMENTASI METODE K-NEAREST NEIGHBOR UNTUK PREDIKSI PENJUALAN KEMASAN
SKINCARE PADA PT. UNIVERSAL JAYA PERKASA 63
Rino Indra Muhammad, Esron Rikardo Nainggolan, Jordy Lasmana Putra, Sidik, Susafa’ati, dan Ummu Radiyah
INVESTIGASI KARAKTERISTIK GETARAN KOMPOSIT SANDWICH BERBAHAN SERAT KARBON
UNI-DIRECTIONAL BERPENGUAT CRESTAPOL 70
Nur Mufidatul Ula, Yusuf Giri Wijaya, Muksin, Mikhael Gilang P.P.P, dan Nurul Lailatul Muzayadah
29
PEMBUATAN JIG PROSES PRE DRILL MODEL B74 GUNA MENURUNKAN REJECT CONCENTRIC PADA LINI PRODUKSI
PENGECORAN OUTER TUBE DI PT KAYABA INDONESIA
Herry Syaifullah
1dan Fajar Hakim Permadi
2Prodi Pembuatan Peralatan dan Perkakas Produksi, Politeknik Manufaktur Astra Jl.Gaya Motor Raya No.8 Jakarta Utara 14330
E-mail : [email protected]1, [email protected] 2
Abstrak-- Salah satu produk PT Kayaba Indonesia adalah front fork assy yang mana didalamnya terdapat part yaitu outer tube. Proses awal pembuatan outer tube adalah proses pengecoran. Ada 2 macam mesin pengecoran gravitasi yang digunakan oleh PT Kayaba Indonesia yaitu mesin pengecoran gravitasi existing tipe core dan mesin pengecoran gravitasi tilting tipe solid. Model B74 salah satu produk yang menggunakan mesin pengecoran gravitasi tilting sehingga model B74 termasuk ke dalam tipe solid. Sebelum masuk ke proses machining, outer tube model B74 harus melewati proses Pre drill untuk membuat diameter dalam agar memudahkan proses selanjutnya pada lini pemesinan. Saat ini proses Pre drill model B74 memiliki masalah reject concentric yang cukup tinggi, yaitu 7%. Proses penurunkan reject concentric proses Pre-drill model B74 telah dilakukan Penulis bersama tim mekanik proses pengecoran meliputi upaya memindahkan proses Pre-drill model B74 ke mesin macod dan pembuatan jig untuk mendukung proses tersebut. Perbaikan yang dilakukan berhasil menurunkan reject yang terjadi, dari 7% dari 8.812 set menjadi 1,4% dari 3.360 set.
Selain itu perbaikan ini juga menaikan kuantitas produksi sehingga yang awalnya membutuhkan 2 shift untuk mencapai target menjadi cukup hanya 1 shift dengan hari kerja normal.
Kata Kunci: Outer tube, pengecoran gravitasi tilting, Pre drill, reject concentric, machining
I. PENDAHULUAN
PT Kayaba Indonesia merupakan perusahaan yang bergerak dibidang industri otomotif, khususnya dalam pembuatan shock absorber untuk kendaraan 2 Wheeler (roda 2) dan 4 Wheeler (roda 4).
Outer tube merupakan salah satu part pendukung dari front fork assy. Dalam proses pengecoran terdapat 2 macam outer tube, yaitu tipe solid dan juga tipe core.
Model B74 salah satu tipe solid, sehingga perlu melewati proses Pre drill sebelum dikirim ke line machining. Proses Pre drill model B74 saat ini memiliki masalah reject concentric yang cukup tinggi, yaitu 7% dari 8.812 set. Maka dari itu model B74 akan diproses menggunakan mesin Pre drill macod, dan membutuhkan jig yang menggunakan metode centering clamping. Berbeda dengan yang ada saat ini jig untuk model B74 menggunakan metode semi cavity.
Berdasarkan masalah yang telah disebutkan di atas, maka perlu dilakukan perbaikan untuk membuat jig yang bisa digunakan di mesin Pre drill macod sehingga akan menurunkan reject concentric pada model B74.
1.1 Tujuan & Manfaat Penelitian
Adapun tujuan dan manfaat penelitian ini adalah membuat jig pada proses Pre-drill yang mampu menurunkan reject concentric pada model B74 sehingga produktivitas meningkat. Serta mengurangi kerugian perusahaan akibat reject concentric yang terjadi pada model B74.
II. DASAR TEORI
Pengertian Umum Jig & Fixture
Jig adalah suatu alat bantu untuk mengarahkan dan mengontrol alat potong pada suatu proses pengerjaan, sehingga kesamaan bentuk dan part dapat terjamin. Fixture adalah alat untuk memegang dan menempatkan komponen pada suatu proses pengerjaan. [1]-[2]
2.1. Pelubangan (Turning)
Drilling merupakan salah satu proses permesinan untuk membuat lubang menggunakan mata bor (twist drill) pada material logam maupun non logam. Prinsip dasar gerakan drilling hanya ada 2, yaitu:
1. Putaran spindle sering disebut gerakan utama (main motion) untuk satuanya adalah Rpm (rotasi per menit). Besar dari putaran spindle dipengaruhi oleh material benda kerja dan juga material alat potong yang digunakan.
Berikut adalah rumus dalam menghitung putaran spindle.
N = 𝟏𝟎𝟎𝟎 . 𝒄𝒔
𝛑 .𝐝 ……...……..……….………….(1) keterangan :
n : kecepatan putar (Rpm) cs : kecepatan potong (m/min) d : diameter alat potong (mm) π : 3,14
30
Politeknik Manufaktur Astra
2.2. Gaya SentrifugalGaya sentrifugal merupakan gaya yang berlawanan dengan gaya sentripetal karena gaya sentrifugal menjauhi pusat lingkaran. Gaya sentrifugal didefinisikan dengan kecenderungan benda untuk mengikuti jalan melengkung untuk menjauh dari pusat atau sumbu. Gaya ini termasuk efek semu yang terjadi ketika benda melakukan gerakan melingkar. Gaya sentrifugal disebut dengan gaya pseudo atau gaya khayal. Untuk mengetahui besar gaya sentrifugal menggunakan rumus sebagai berikut :
Fs = m.as
=m. 𝒗𝟐
𝒓...(2) Keterangan :
Fs = Gaya Sentrifugal (N) m = Massa (Kg)
as = Percepatan Sentrifugal (m/s2) v = Kecepatan Linier (m/s) r = Jari – Jari Lintasan (m) 2.3. Hukum Newton III
“Gaya aksi dan reaksi dari dua benda memiliki besar yang sama, dengan arah terbalik, dan segaris.
Artinya jika ada benda A yang memberi gaya sebesar F pada benda B, maka benda B akan memberi gaya sebesar –F kepada benda A. F dan –F memiliki besar yang sama namun arahnya berbeda. Hukum ini juga terkenal sebagai hukum aksi-reaksi, dengan F disebut sebagai aksi dan –F adalah reaksinya."
Faksi = -
Freaksi...(3) 2.4. Concentric (Kesatusumbuan)
Concentric adalah kondisi dimana dua atau lebih bentuk seperti lingkaran, segi enam, kerucut atau silinder memiliki titik pusat atau sumbu yang sama.
Hal-hal yang berkaitan dengan concentric sering kita temui dikehidupan sehari-hari, seperti papan target pemanah dan pipa air. Dalam dunia industri otomotif kondisi concentric terdapat pada shock absorber, camshaft dan masih banyak lagi. Concentric ini memiliki toleransi yang disesuaikan dengan kegunaan dari benda itu sendiri, namun umunya memiliki toleransi ±0,12 mm.
Gambar 1. Concentric & Excentric
Gambar 1 adalah contoh kondisi concentric atau kesatusumbuan lingkaran dan excentrik lingkaran atau ketidaksatusumbuan lingkaran tersebut. Excentric dapat dikatakan sebagai kegagalan concentric, dalam beberapa kondisi hal tersebut dapat menguntungkan.
Namun jika sebuah produk dituntut untuk memiliki kondisi concentric, maka kondisi excentric harus dihindari.
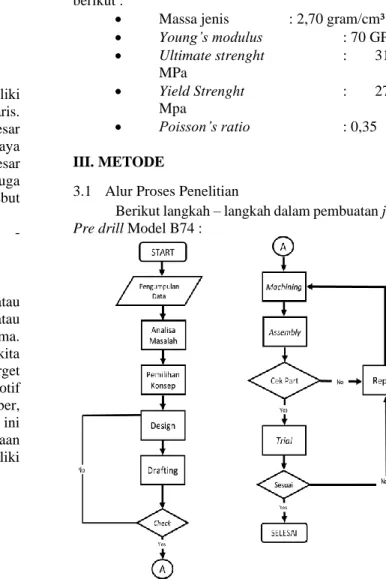
2.5. Aluminium
Aluminium ialah unsur kimia dengan lambing Al, dan nomor atomnya 13. Aluminium merupakan konduktor listrik yang baik, ringan, kuat dan juga tahan korosi. Penggunaan aluminium terdapat pada kabel bertegangan tinggi, badan pesawat terbang, bagian-bagian motor dan mobil hingga peralatan memasak seperti panci. Sifat aluminium sebagai berikut :
• Massa jenis : 2,70 gram/cm³
• Young’s modulus : 70 GPa
• Ultimate strenght : 310
MPa
• Yield Strenght : 276
Mpa
• Poisson’s ratio : 0,35
III. METODE
3.1 Alur Proses Penelitian
Berikut langkah – langkah dalam pembuatan jig Pre drill Model B74 :
Gambar 2. Alur Proses Penelitian
31
Penjelasan dari gambar 2 sebagai berikut:1. Pengumpulan Data
Dilakukan pengumpulan data terhadap outer tube model B74 yang menjadi fokus untuk dilakukannya improvement, seperti data spesifikasi mesin, mekanisme yang digunakan, dan pencocokan sistem.
2. Analisa Masalah
Tahap selanjutnya dilakukan analisa terhadap permasalahan guna menemukan akar dari permasalahan yang terjadi. Sehingga dapat ditemukan titik berat permasalahan yang terjadi.
3. Pemilihan konsep
Pemilihan konsep ini dilakukan guna menanggulangi permasalahan yang terjadi.
4. Design dan drafting
Konsep yang didapatkan akan di design menggunakan software Solidwork 2016 dan dibuatkan gambar kerja sebagai bahan pendukung.
5. Machining, assembly dan trial
Setelah proses design dan drafting selesai maka akan dilanjutkan dengan proses selanjutnya yaitu manufacturing yang didasarkan pada gambar kerja yang telah disetujui. Proses Quality Control (QC) adalah untuk pengecekan jika telah selesai pada proses manufacturing untuk mengetahui apakah sesuai dengan gambar kerja. Setelah proses QC dilanjutkan dengan proses trial.
6. Evaluasi
Dilakukan evaluasi pengunaan jig terhadap permasalahan kualitas produk yang terjadi pada outer tube model B74.
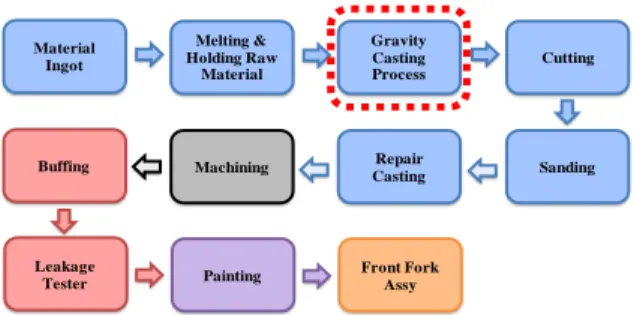
3.2 Flow Process Outer Tube
Dalam proses pembuatannya hingga menjadi sebuah assembly front fork, outer tube mengalami beberapa proses. Mulai dari proses pengecoran, machining, painting hingga terbentuk front fork assy.
Proses pembuatan outer tube dapat dilihat pada gambar 3.
Gambar 3. Flow Process Outer Tube
3.3 Proses Pre-drill Line OTC
Sebelum masuk ke proses machining, outer tube tipe solid melewati proses Pre-drill untuk membuat lubang dalam. Proses Pre-drill dilakukan agar memudahkan dalam proses selanjutnya di line machining. Saat proses terjadi tools berputar dan untuk gerak pemakanan bed mesin bergerak mendekati tools.
Ketika proses pencekaman jig bergerak bersamaan dengan arah yang berlawanan menuju titik pusat tool.
Untuk menunjang jig saat proses terdapat locating dan stopper yang selalu terpasang pada bed mesin.
Locating berfungsi sebagai safety bagi operator dan menahan benda kerja agar tidak ikut berputar saat proses drilling terjadi. Sedangkan stopper berfungsi sebagai menahan gaya tekan dan juga menjaga kesamaan kedalamaan pemakanan.
3.4 Reject Proses Pre drill Model B74
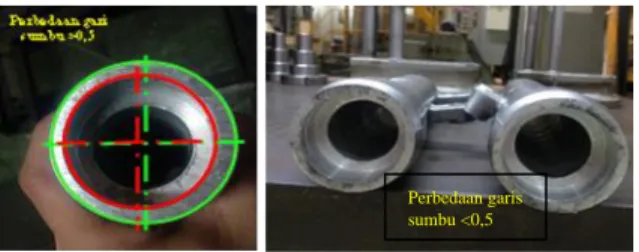
Gambar 4. Reject Concentric Model B74 Pada proses Pre drill model B74 terdapat 2 macam reject, yaitu reject concentric dan reject luka.
Reject concentric terjadi ketika lubang drill berbeda sumbu dengan lingkar luar outer tube melebihi batas yang ditetapkan. Standart perbedaan titik sumbu ≤ 0,5 mm. Dapat dilihat pada gambar 4 adalah contoh reject concentric. Reject concentric dapat diukur dengan Sedangkan reject luka terjadi ketika pencekaman tidak sempuna ataupun terdapat chip pada area cekam menyebabkan outer tube luka atau tergores. Luka atau goresan tersebut dianggap reject jika ukuran lukanya besar dan dalam sehingga akan terlihat walaupun sudah melewati proses painting. Berikut adalah data reject pada proses Pre drill model B74 yang penulis ambil dalam kurun waktu Januari 2020 – Februari 2020.
Melting &
Holding Raw Material Material
Ingot Cutting
Gravity Casting Process
Machining
Buffing Repair Sanding
Casting
Painting Leakage
Tester
Front Fork Assy
Perbedaan garis sumbu >0,5 mm
32
Politeknik Manufaktur Astra
Gambar 5. Data Reject
Dari gambar 5 terlihat ada 2 macam reject.
Reject luka yang terjadi 74 set pada Januari 2020 dan 70 set pada Februari 2020, atau 1,62% dari 8.812 set.
Sedangkan reject concentric pada Januari 2020 terdapat 317 set dan pada Februari 2020 terdapat 301 set, atau 7% dari 8.812 set. Hal tersebut sangat merugikan bagi perusahaan, sehingga menjadi masalah yang harus diselesaikan. Maka penjelasan penyelesaian masalah ada pada bab berikutnya.
IV. PENULISAN PERSAMAAN MATEMATIKA 4.1. Analisa Akar Penyebab Masalah
Gambar 6. Fishbone Diagram
Berdasarkan data yang diperoleh sebelumnya, dilakukan analisa terhadap faktor-faktor yang diduga berpengaruh terhadap masalah tersebut. Seperti terlihat pada gambar 6 terdapat 3 faktor yang berpengaruh, yaitu metode, mesin dan manusia. Pada faktor metode karena tidak ada nya jig Pre-drill yang mendukung untuk model B74, sehingga untuk pindah mesin belum dapat dilaksanakan. Untuk faktor mesin masalahnya adalah spesifikasi mesin tidak untuk mass production, sehingga ada part mesin mudah rusak.
Pada faktor manusia, karena operator kurang memahami dalam proses loading unloading part menyebabkan proses tersebut tidak stabil.
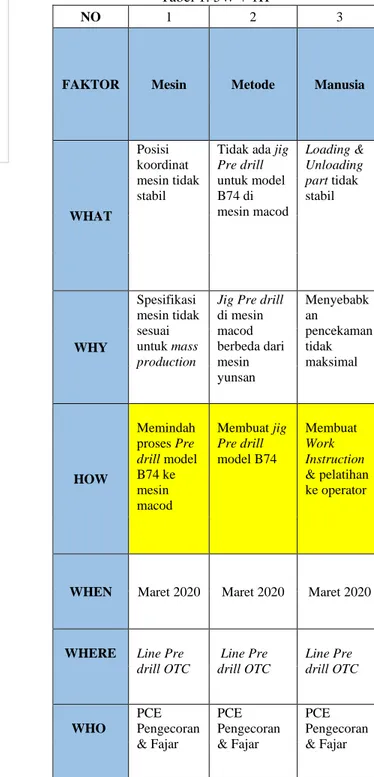
4.2. Rencana Penanggulangan Tabel 1. 5W + 1H
NO 1 2 3
FAKTOR Mesin Metode Manusia
WHAT
Posisi koordinat mesin tidak stabil
Tidak ada jig Pre drill untuk model B74 di mesin macod
Loading &
Unloading part tidak stabil
WHY
Spesifikasi mesin tidak sesuai untuk mass production
Jig Pre drill di mesin macod berbeda dari mesin yunsan
Menyebabk an
pencekaman tidak maksimal
HOW
Memindah proses Pre drill model B74 ke mesin macod
Membuat jig Pre drill model B74
Membuat Work Instruction
& pelatihan ke operator
WHEN Maret 2020 Maret 2020 Maret 2020
WHERE Line Pre drill OTC
Line Pre drill OTC
Line Pre drill OTC
WHO
PCE Pengecoran
& Fajar
PCE Pengecoran
& Fajar
PCE Pengecoran
& Fajar
Berdasarkan tabel 1, didapat rencana perbaikan yaitu memindah proses Pre drill model B74 ke mesin macod, membuat jig Pre drill model B74 untuk mesin macod, dan membuat work instruction serta pelatihan untuk operator.
317 301
74 70
0 200 400
Januari Februari
Data Reject Proses Predrill Model B74
Reject Concentric Reject Luka
33
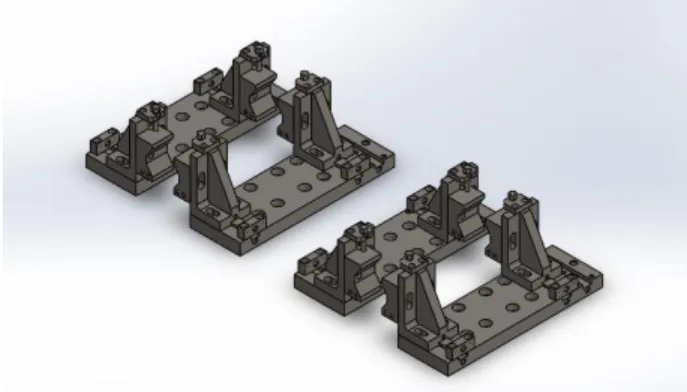
4.3. Analisa Jig Proses Pre drill Model B74
Gambar 7. Design Jig
Pada gambar 7 dapat dilihat penampakan design full dari jig proses Pre-drill model B74. Jig ini di design seperti ini untuk mendukung mesin macod yang tersedia di PT Kayaba Indonesia. Karena mesin macod memiliki 2 spindle maka dibuat 2 pasang jig.
Lalu untuk memudahkan sistem plug and play pada proses Pre-drill, sehingga mekanisme jig yang digunakan sama untuk semua model walaupun tiap model memiliki jig tersendiri. Hal tersebut untuk mengantisipasi permintaan dari customer yang naik turun secara kuantitas. Beberapa poin yang diperhatikan dalam mendesign jig ini adalah:
1. Mampu menahan gaya-gaya yang terjadi 2. Tidak melukai atau membuat cacat benda
kerja
3. Aman untuk operator.
4.4. Analisa Gaya-Gaya yang Terjadi Saat Proses
Gambar 8. Gaya-gaya yang terjadi
Adapun gaya-gaya yang terjadi saat proses Pre drill sebagai berikut :
1. Gaya Sentrifugal (Fs)
Massa (m) : 1,5 kg
Kecepatan Sentrifugal (v) : 4.000 rpm : n x 2πr / 60 : 4.000 x ((2 x 3,14 x 0,016) / 60) : 6,69 m/s Ditanya : Gaya Sentrifugal (Fs) ?
Fs = m x as
Fs = m x v² / r
Fs = 1,5 x (6,69² / 0,016)
Fs = 4.206,8 N
2. Gaya Tekan (Ft)
Beban (m) : 3.394,6 N : 346,39 kg Percepatan : 0,16 m/s Ditanya : Gaya Tekan (Ft) ?
Ft = m x a
Ft = 346,39 x 0,16
= 543,14 N 3. Gaya Aksi / Gaya Cekam (Fp)
Tekanan angin : 5 bar (1 bar = 100.000 N/m²)
: 500.000 N/m² Ditanya : Gaya Aksi (Fp) ?
Fp = D² x (
𝜋 4
) x P= (0,1)² x (3,14
4 ) x 500.000
= 3.925 N 4. Gaya Reaksi
Gaya Reaksi sama dengan gaya aksi, tetapi dengan arah yang berlawanan.
Gaya Aksi = - Gaya Reaksi 3925 N = - 3.925 N
Sehingga gaya reaksi adalah 3.925 N 4.5. Titik Kritis
Menurut penulis ada titik kritis pada jig Pre drill model B74, yaitu titik yang menerima gaya paling besar. Sehingga ada kemungkinan terjadi kerusakan di area tersebut atau bahkan membuat luka benda kerja.
Titik kritis yang ada sebagai berikut.
➢ Pencekaman
Akibat gaya sentrifugal yang terjadi menyebabkan kemungkinan benda kerja ikut berputar.
• Gaya sentrifugal : 4.206,8 N
• Gaya cekam (aksi) : 3.925 N
Besar gaya cekam dibawah gaya sentrifugal, namun untuk menjaga agar benda kerja tidak ikut berputar terdapat tahanan tambahan dari locating.
Dimana locating tersebut menahan rib dari benda kerja.
Berikut kekuatan dari tahanan rib dari benda kerja : T ijin : 0,5 x Teg.ultimate
: 0,5 x 318 MPa (Aluminium paduan)
: 159 MPa A : 15 x 3
: 45 mm Ditanya : Fmax ?
Fmax = T.ijin x A Fmax = 159 x 45
= 7.155 N
Gaya Tekan Gaya Sentrifugal Gaya Aksi Gaya Reaksi Benda Kerja
34
Politeknik Manufaktur Astra
Dari perhitungan tersebut dapat disimpulkanbenda kerja tidak akan ikut berputar karena gaya cekam dan dibantu oleh tahanan pada locating.
Locating tersebut pun tidak sampai merusak benda kerja.
4.6. Evaluasi Hasil
(a) (b) Gambar 9. Outer Tube Model B74 : (a) Reject, (b)OK
Dari gambar 9 terlihat perbedaan produk ok dan produk reject. Karena kondisi yang tidak memungkinkan untuk membandingkan reject sebelum dan sesudah perbaikan, maka penulis menggantinya dengan data trial yang dilakukan oleh pihak industri.
Berdasarkan gambar 10. terjadi penurunan reject concentric pada proses Pre-drill model B74. Sebelum perbaikan data reject concentric diambil pada bulan Januari 2020 dan Februari 2020 yang didapat angka reject sebesar 7% atau 618 set dari 8.812 set outer tube. Setelah perbaikan, diambil data pada bulan Juli 2020 dan didapat angka reject concentric sebesar 1,4%
atau 47 set dari 3.360 set outer tube.
Gambar 10. Perbandingan data reject V. KESIMPULAN
Berdasarkan hasil penelitian yang telah dilakukan, maka kesimpulan yang diperoleh adalah hasil perbaikan mampu menaikan kualitas dan kuantitas outer tube model B74. Reject concentric outer tube model B74 mengalami penurunan yaitu 618 set (7%) dari 8.812 set menjadi 47 set (1,4%) dari 3.360 set outer tube. Serta hasil rancangan jig mampu menahan gaya yang terjadi dan aman untuk benda kerja.
Adapun saran yang dapat disampaikan adalah tetap melakukan perbaikan berlanjut pada jig Pre-drill outer tube model B74 dan penerapannya pada model lainnya. Serta untuk jig model B74 diharapkan agar dilakukan tindakan perawatan berkala seperti pengecekan baut-baut yang ada pada jig Pre-drill outer tube model B74.
VI. DAFTAR PUSTAKA
[1]. Joshi, Prakash Hiralal.2001. Jigs and Fixtures.
New Delhi: Tata McGraw-Hill
[2]. Agus Joko, Yohanes.2018. Jig and Fixture. Di presentasikan di polman Astra
[3]. Oberg, E. (2004). Machinery's Handbook 27 Edition. New York: Industrial Press Inc.
[4]. https://www.academia.edu/5874706/Materi- drilling, diakses tanggal 15 April 2020 [5]. https://id.scribd.com/doc/160848006/CONCE
NTRICITY-T, diakses tanggal 16 April 2020 [6]. https://id.m.wikipedia.org/wiki/Aluminium,
diakses tanggal 18 Juni 2020
[7]. https://sis.binus.ac.id/2017/05/15/fishbone- diagram/, diakses tanggal 15 April 2020 [8]. https://ilmumanajemenindustri.com/pengertian
-metode-5w1h-dalam-manufakturing/, diakses tanggal 11 Juni 2019
Perbedaan garis sumbu <0,5