1
Politeknik Manufaktur Astra
p-ISSN 2085-8507 e-ISSN 2722-3280
TECHNOLOGIC
VOLUME 12 NOMOR 2 | DESEMBER 2021
POLITEKNIK MANUFAKTUR ASTRA
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330 Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
Email : [email protected]
ii
DEWAN REDAKSI
Technologic
Ketua Editor:
Dr. Setia Abikusna, S.T., M.T.
Dewan Editor:
Lin Prasetyani, S.T., M.T.
Rida Indah Fariani, S.Si., M.T.I Yohanes Tri Joko Wibowo, S.T., M.T.
Mitra Bestari:
Abdi Suryadinata Telaga, Ph.D. (Politeknik Astra)
Dr. Eng. Agung Premono, S.T., M.T. (Universitas Negeri Jakarta) Harki Apri Yanto, Ph.D. (Politeknik Astra)
Dr. Ir. Lukas, MAI, CISA, IPM (Universitas Katolik Indonesia Atma Jaya) Dr. Sirajuddin, S.T., M.T. (Universitas Sultan Ageng Tirtayasa) Dr. Eng. Syahril Ardi, S.T., M.T. (Politeknik Astra)
Dr. Eng. Tresna Dewi, S.T., M.Eng (Politeknik Negeri Sriwijaya)
Administrasi:
Asri Aisyah, A.md.
Kristina Hutajulu, A.md.
Kantor Editor:
Politeknik Manufaktur Astra
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330 Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
Email : [email protected]
iii
Politeknik Manufaktur Astra
EDITORIAL
Pembaca yang budiman,
Puji syukur kita dapat berjumpa kembali dengan Technologic Volume 12 No. 2, Edisi Desember 2021.
Pembaca, Jurnal Technologic Edisi Desember 2021 kali ini berisi 13 manuskrip (6 paper berasal dari penyelenggaraan SNEEMO 2021 yang direkomendasikan reviewer untuk dipublikasikan di Technologic).
Atas nama Redaksi dan Editor, masih di tengah pandemi covid-19 yang belum usai, kami do’akan semoga dalam keadaan sehat selalu, tetap menjaga Protokol Kesehatan, dan kami haturkan terima kasih atas kepercayaanpara peneliti dan pembaca, serta selamat menikmati dan mengambil manfaat dari terbitan Jurnal Technologic kali ini.
Selamat membaca!
iv
DAFTAR ISI
PERBAIKAN UNTUK MENGURANGI DEFECT PERBEDAAN WARNA (BELANG) PADA PISTON TYPE
B DALAM PROSES HEAT TREATMENT DI PT. X 1
Wahyudi dan Wisnu Adi Nugroho
MENURUNKAN LEAD TIME SERVICE BERKALA EKSTERNAL FORTUNER DENGAN
MEMPERCEPAT PROSES PENGGANTIAN OLI MESIN DI PT XYZ 7 Setia Abikusna, Wildan Fardian
PERANCANGAN MEDIA PEMANTAUAN UNTUK PENGGUNA APLIKASI CRM DYNAMICS 365 MODUL SERVICE DENGAN METODE DESIGN THINKING DI PT UNITED TRACTORS PANDU
ENGINEERING 11
Rohmat Setiawan, Syaiful Azhar, dan Happy Melati Indraningtyas
MENGURANGI LOSS TIME UNTUK MENINGKATKAN OUTPUT PRODUK EVACOND AREA
BUSINESS UNIT AIR CONDITIONER PT. ABC 17
Nensi Yuselin, Nova Kusuma Megananda
MENURUNKAN FREKUENSI KERUSAKAN SISTEM MESIN DENGAN MEMODIFIKASI JADWAL MAINTENANCE PADA BUS MRT SCANIA TIPE K310 DAN PENANGANAN LIMBAH YANG
DITIMBULKANNYA 23
Vuko A T Manurung , Yohanes Tri Joko Wibowo, Thoriq Daffa Nurdin
PEMBUATAN JIG PROSES PRE DRILL MODEL B74 GUNA MENURUNKAN REJECT CONCENTRIC PADA LINI PRODUKSI PENGECORAN OUTER TUBE DI PT KAYABA INDONESIA 29 Herry Syaifullah dan Fajar Hakim Permadi
PEMBANGUNAN APLIKASI UNTUK EFISIENSI PENGAJUAN KEGIATAN PROMOSI DILER DENGAN PENDEKATAN WATERFALL (STUDI KASUS ISUZU ASTRA MOTOR INDONESIA) 35 Dewi Cipto Rini, Eka Putri Aprillia, Suhendra
RANCANG BANGUN SISTEM OTOMATISASI RAINWATER SYSTEM UNTUK PEMANFAATAN AIR
HUJAN DI GEDUNG MENARA ASTRA 41
Rohmat Setiawan, Eko Prasetiono, dan Elanza Khaeladien
ANALISIS MODAL DAN HARMONIK SEBUAH RANCANGAN FIXTURE UJI VIBRASI UNIVERSAL
MENGGUNAKAN METODE ELEMEN HINGGA 46
Mikhael Gilang Pribadi Putra Pratama, Muksin, Yusuf Giri Wijaya, Nur mufidatul Ula
PEMBUATAN ALAT TPS (THROTTLE POSITION SENSOR) CHECKER PADA SEPEDA MOTOR
HONDA REVO PGM-FI BERBASIS IOT MENGGUNAKAN MODUL ESP32 52
Gigih Pramudito, Lea Nika Fibriani, dan Syahroni
v
Politeknik Manufaktur Astra
ANALISIS PERKUATAN DAN PENANGANAN TIMBUNAN BADAN JALAN TOL TRANS SUMATERA SEKSI V PEKANBARU-DUMAI DENGAN STRUKTUR PILE EMBANKMENT 57 Reinata Avhycanti L , Kartika Setiawati
IMPLEMENTASI METODE K-NEAREST NEIGHBOR UNTUK PREDIKSI PENJUALAN KEMASAN
SKINCARE PADA PT. UNIVERSAL JAYA PERKASA 63
Rino Indra Muhammad, Esron Rikardo Nainggolan, Jordy Lasmana Putra, Sidik, Susafa’ati, dan Ummu Radiyah
INVESTIGASI KARAKTERISTIK GETARAN KOMPOSIT SANDWICH BERBAHAN SERAT KARBON
UNI-DIRECTIONAL BERPENGUAT CRESTAPOL 70
Nur Mufidatul Ula, Yusuf Giri Wijaya, Muksin, Mikhael Gilang P.P.P, dan Nurul Lailatul Muzayadah
17
MENGURANGI LOSS TIME UNTUK MENINGKATKAN OUTPUT PRODUK EVACOND AREA BUSINESS UNIT AIR CONDITIONER
PT. ABC
Nensi Yuselin
1, Nova Kusuma Megananda
2Teknik Produksi dan Proses Manufaktur, Politeknik Manufaktur Astra, Jakarta, Indonesia E-mail : [email protected]1, [email protected]2
Abstrak-- PT. ABC merupakan perusahaan yang bergerak di bidang elektronik. Salah satu produk yang dihasilkan adalah AC (Air Conditioner) yang merupakan suatu alat yang digunakan untuk mengatur atau mengkondisikan kualitas udara yang meliputi sirkulasi udara, mengatur kelembaban udara, mengatur kebersihan udara dan untuk memurnikan udara. Salah satu business unit yaitu Business Unit Air Conditioner memproduksi AC berupa indoor unit dan outdoor unit. Pada proses produksinya dibagi menjadi 5 area antara lain press shop (M1), evacond area (M2), assembly CU line, assembly CS line, dan assembly CB line. Evacond Area (M2) adalah area manufaktur untuk memproduksi evaporator dan kondensor, salah satu station kerja di evacond area adalah fin press. Pada mesin fin press belum tercapainya target produksi, dimana target produksi sebesar 243.375 unit sedangkan aktualnya hanya mencapai 193.855 unit. Hal tersebut disebabkan oleh loss time yang terjadi di mesin fin press sebesar 34.061 menit dengan loss time terbesarnya adalah breakdown loss sebesar 10.056 menit. Akar permasalahan breakdown loss yang besar adalah belum melaksanakan metode preventive maintenance sesuai jadwal, dikarenakan mesin harus selalu on untuk mengejar target produksi. Maka dari itu, penulis membuat jadwal khusus untuk menerapkan metode preventive maintenance untuk mesin fin press, dikarenakan permintaan produksi yang tinggi maka pelaksanaan preventive maintenance dilaksanakan pada hari libur sehingga tidak akan mengganggu produksi yang sedang mengejar target. Dengan pelaksanaan preventive maintenance sesuai jadwal dapat mengurangi waktu sebesar 31.228 menit dan diharapkan produksi mencapai 243.375 unit.
Kata kunci : Target produksi, Loss time, Breakdown loss, Preventive maintenance
I. PENDAHULUAN
PT. ABC merupakan perusahaan yang bergerak di bidang elektronik. Produk-produk yang dihasilkan adalah alat elektronik rumah tangga seperti AC, kulkas, mesin cuci, radio, pompa air, dan kipas angin.
Terdapat 7 business unit di PT.ABC, yaitu air conditioner, water pump, fan, refrigerator, laundry system, audio, dan product engineering center. Salah satu business unit yaitu Business Unit Air Conditioner memproduksi AC berupa indoor unit dan outdoor unit.
Pada proses produksinya dibagi menjadi 5 area antara lain press shop (M1), evacond area (M2), assembly CU line, assembly CS line, dan assembly CB line.
Evacond Area (M2) adalah area manufaktur untuk memproduksi evaporator dan kondensor. Di dalam evacond area terdapat beberapa station kerja meliputi hairpin bending, fin press, expand process, evaporator cutting, insert U bend, insert return bend, insert tube assy, insert L pipe, leak testing, air blow, dan oven process. Setiap station kerja memiliki lembar Pengukuran Waktu Kerja (PWK) yang berisi data-data laporan produksi setiap shift-nya.
Pada penelitian sebelumnya dengan judul Penerapan Kaizen Untuk Mengurangi Loss Time Dalam Peningkatan Produktivitas Mesin Infrared Welding (Studi Kasus PT. Mitsuba Indonesia)8 yang
di tulis oleh Hartono & Fatkhurozi yang membahas perbaikan menurunkan loss time dengan Metode yang digunakan untuk analisis penyebab loss time adalah dengan menghitung nilai six big losses dan analisis diagram sebab akibat. Dan penelitian kedua dengan judul analisa Loss Time untuk Meningkatkan Produktivitas pada PT. PMI6 yang di tulis oleh Kevin Leonardo Takaria & Prayonne Adidi jurnal Jurnal Titra, Vol. 7, No. 2, Juli 2019, pp. 327–334 menjelaskan bahwa analisa loss time dapat meningkatkan produktivitas.
Berdasarkan hasil rekap Pengukuran Waktu Kerja (PWK) ditemukan fakta bahwa jumlah produksi aktual tidak mencapai jumlah planning produksi, pada bulan Februari - April 2020 target jumlah produksi mesin fin press adalah sebesar 243.375 unit, sedangkan aktualnya hanya mencapai 193.855 unit, hal tersebut disebabkan oleh berbagai faktor, salah satunya adalah Breakdown loss. Oleh Karena itu penulis melakukan penelitian dengan judul Mengurangi Loss time untuk Meningkatkan Output Produksi Evacond Area Bussiness Unit Air Conditioner PT. ABC untuk mengetahui akar penyebab masalah Loss time yang ada di evacond area dan dilakukan perbaikan agar output produksi bisa
18
Politeknik Manufaktur Astra
meningkat, dimana target perbaikan adalahmenghilangkan breakdown loss di mesin fin press.
II. METODOLOGI PENELITIAN 2.1 Metode OEE
Untuk menganalisa keefektifitasan mesin dengan menggunakan metode Overall Equipment Effectiveness (OEE) yang digunakan sebagai alat untuk mengukur kinerja dari sistem produksi. Maka dari itu, penulis melakukan penelitian penyebab tingginya loss time dengan mengukur kinerja mesin dengan metode OEE, selain itu juga untuk memberikan masukan terhadap permasalahan yang dihadapi melalui analisa perhitungan Six Big Losses.
Rumus yang digunakan untuk pengukuran nilai OEE adalah : (Nakajima, 1988)
(1)
2.1.1. Availability ratio
Availability Ratio adalah rasio yang menunjukan penggunaan waktu yang tersedia untuk kegiatan operasi mesin atau peralatan. Adapun data- data yang digunakan dalam pengukuran Availability Ratio ini adalah, loading time dan operating time (loading time – downtime losses). Rumus yang digunakan untuk mencari Availabilty Ratio adalah:
(Nakajima, 1988)
(2)
2.1.2 Performance ratio
Performance Ratio adalah ratio yang menunjukkan kemampuan peralatan dalam menghasilkan barang. Adapun data-data yang digunakan dalam pengukuran Performance Ratio ini adalah Output, Cycle Time, Operating Time. Dan Rumur yang di gunakan untuk mencari Performance Ratio adalah : (Nakajima, 1988)
(3) 2.1.3 Quality ratio
Quality Ratio merupakan perbandingan antara produk yang lolos Quality Control dengan total produksi. Pada perusahaan ini produk bisa dikatakan baik apabila produk sesuai dengan standar yang telah ditentukan. Standar Internasional untuk Quality Ratio adalah 99%. Rumus yang digunakan untuk menghitung
Quality ratio adalah: (Nakajima, 1988)
(4)
2.2 Six Big Losses
Perhitungan ini digunakan untuk mengidentifikasi kerugian seperti kerugian karena kerusakan alat, kerugian persiapan dan penyesuaian, kerugian kerusakan mesin yang menyebabkan penurunan cycle time, kerugian yang disebabkan oleh kejadian – kejadian seperti berhentinya mesin sejenak, kerugian akibat memproduksi produk rusak, dan kerugian akibat melakukan pekerjaan ulang terhadap produk yang rusak.
2.2.1 Equipment Failure Losses
Untuk menghitung equipment failure losses, dibutuhkan data downtime dan loading time proses produksi. Rumus yang digunakan untuk menghitung equipment failure losses adalah sebagai berikut:
(Nakajima, 1988)
(5)
2.2.2 Setup & Adjustment Losses
Setup & Adjustment Losess, merupakan kerugian yang terjadi akibat waktu pembebanan mesin yang digunakan untuk mempersiapkan peralatan tetapi belum memberikan output. Untuk menghitung set up and adjustment losses dibutuhkan data set up time dan loading time proses produksi. Rumus yang digunakan untuk menghitung setup & adjustment losses adalah sebagai berikut: (Nakajima, 1988)
(6)
2.2.3 Reduce Speed Losses
Reduced Speed Losses merupakan kerugian terhadap pembebanan mesin sebagai akibat terserapnya waktu karena penurunan kecepatan cycle time maupun standard time sebagai dampak dari berbagai hal. Untuk menghitung reduce speed losses dibutuhkan data operation time, cycle time, total produksi, dan loading. Rumus yang digunakan untuk menghitung reduce speed losses adalah sebagai berikut: (Nakajima, 1988)
(7)
2.2.4 Process Loss
Process loss merupakan kerugian yang disebabkan oleh kejadian - kejadian seperti berhentinya mesin sejenak, idle time mesin dan lain sebagainya. Untuk menghitung Process loss dibutuhkan nilai target produksi dengan pengurangan hasil output yang dikali dengan cycle time. Rumus yang digunakan untuk menghitung idling and minor stopages adalah sebagai berikut:
(Nakajima, 1988)
19
(8)2.2.5 Defect losses
Defect Losses mencerminkan seberapa lama waktu yang tersedia pada waktu pembebanan mesin yang terserap untuk menghasilkan produk yang rusak.
Data yang dibutuhkan untuk menghitung defect losses adalah data produk defect, cycle time, dan loading time. Rumus yang digunakan sebagai berikut:
(Nakajima, 1988)
(9)
2.2.6 Rework losses
Rework Losses merupakan kerugian yang disebabkan oleh adanya produk cacat atau aktivitas kerja ulang yang menyebabkan kehilangan waktu produksi dan bisa menyebabkan kerugian material.
Data yang dibutuhkan untuk menghitung rework losses adalah data produk rework, cycle time, dan loading time. Rumus yang digunakan sebagai berikut:
(Nakajima, 1988)
(10)
2.3 Deskripsi singkat evaporator dan kondensor Komponen evaporator dan kondensor untuk AC diproduksi di evacond area atau disebut area M2.
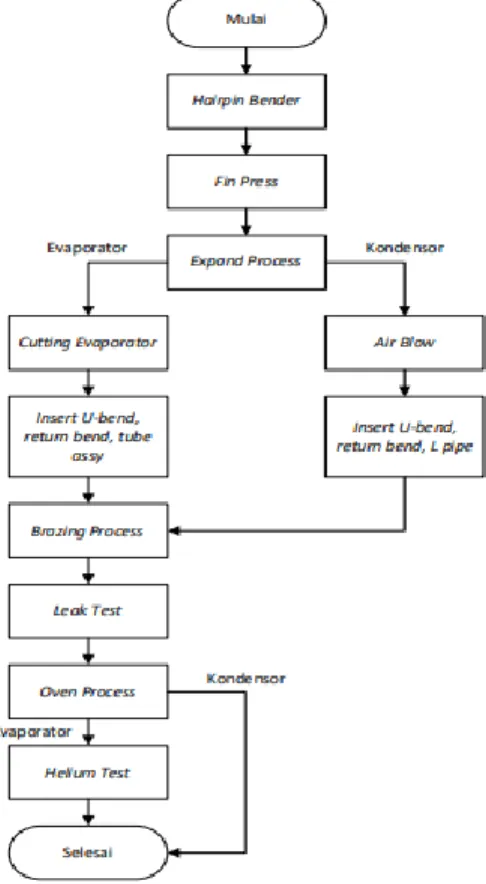
Pada indoor unit terdapat komponen bernama evaporator yang berfungsi merubah larutan refrigeran dari bentuk cair menjadi bentuk uap, sedangkan pada outdoor unit terdapat komponen bernama kondensor yang fungsinya merupakan kebalikannya dari evaporator, yaitu berfungsi merubah refrigeran dari bentuk uap menjadi bentuk cair. Ada berbagai model evaporator dan kondensor yang diproduksi di evacond area, seperti CS-YN9WKJ, CS-XN9WKJ, CU-LN5, CU-PN5, dan lain-lain. Proses manufaktur evaporator dan kondensor terdiri dari berbagai macam proses yang bisa dilihat gambar di bawah ini
Gambar 1 Flow chart evacond process Dari gambar di atas dapat di jelaskan urutan proses dari evacond.
2.4 Mesin fin press
Di evacond area business unit air conditioner PT.
ABC, terdapat tiga mesin fin press, yaitu FIX 36, FIX 80, dan SF2-50. Ketiga mesin tersebut menghasilkan produk yang berbeda-beda, jenis-jenis produk yang dihasilkan dapat dilihat pada tabel 3.4 cycle time mesin fin press. Untuk proses mesin fin press, prinsipnya adalah mesin diumpan oleh aluminium roll dan memotongnya menjadi bagian-bagian yang kecil yang disebut dengan fin. Selama proses mesin fin press berlangsung, maka berjalan paralel untuk proses manual dimana operator memasukkan copper tube hasil dari hairpin bender pada lubang yang ada pada fin.
2.5 Hasil produksi evacond area
Hasil produk di area evacond pada bulan februari – April dapat di lihat area fin press di bawah rata-rata
20
Politeknik Manufaktur Astra
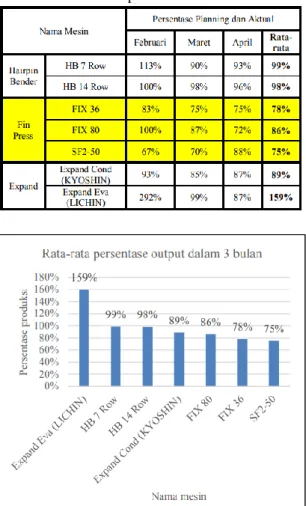
Tabel 1 Hasil produksi evacond areaGambar 2 Rata-rata persentase hasil produksi evacond area
Berdasarkan grafik tersebut, bisa dilihat bahwa area mesin fin press memiliki grafik yang paling kecil dari area mesin lainnya (Hairpin bender dan Expander).
2.6 Hasil produksi fin press
Hasil produksi mesin fin press dapat di lihat pada tabel di bawah. Pencapaian terendah ada di mesin SF2-50
Tabel 2 Hasil produksi mesin fin press
Berdasarkan data di atas, proses fin press merupakan proses dengan rata-rata persentase output produksi terendah selama tiga bulan, yaitu pada bulan Februari, Maret, dan April jika dibandingkan dengan kedua proses lainnya, yaitu hairpin bender dan expand process. Selama tiga bulan tersebut, fin press memiliki rata-rata persentase output produksi terkecil, yaitu 78% pada mesin FIX 36, 86% pada mesin FIX 80, dan 75% pada mesin SF2-50.
2.7 Cycle Time mesin fin press
Data cycle time dari ketiga mesin yaitu mesin FIX 36, FIX 80 dan SF2 50 dapat dilihat pada tabel 3 dibawah ini
Tabel 3 Cycle time mesin fin press
Dari ketiga mesin fin press tersebut, rata-rata cycle time mesin fin press secara keseluruhan adalah 0,733 menit/pcs atau sama dengan 44 detik/pcs.
2.8 Loading Time dan Operating Time mesin Fin Press Berikut hasil perhitungan loading time dan operating time sebagai berikut:
Tabel 4 Loading time dan operating time
Dari tabel datas dapat dilihat Operating Time masih dibawah Loading Time
2.9 Perhitungan nilai OEE
Nilai OEE untuk mesin fin press berdasarkan data selama Februari – April 2020 menunjukkan nilai sebesar 67,9%. Nilai OEE tersebut masih di bawah standar internasional yaitu sebesar 85%. Hal tersebut disebabkan oleh availability ratio dan performance ratio yang masih berada jauh di bawah standar.
21
Tabel 5 Tabel perbandingan standar dan aktual OEEDari tabel diatas terlihat pencapaian OEE masih di bawah Standar International. Perhitungan OEE dengan menggunakan rumus no.1.
2.10 Perhitungan Six Big Losses
Perhitungan ini digunakan untuk mengidentifikasi kerugian seperti kerugian karena kerusakan alat, kerugian persiapan dan penyesuaian, kerugian kerusakan mesin yang menyebabkan penurunan cycle time, kerugian yang disebabkan oleh kejadian – kejadian seperti berhentinya mesin sejenak, kerugian akibat memproduksi produk rusak, dan kerugian akibat melakukan pekerjaan ulang terhadap produk yang rusak.
Tabel 6 Akumulasi six big loss
Dari tabel diatas dapat dilihat Losses tertinggi adalah di process loss.
Gambar 3 Diagram pareto six big losses
Berdasarkan diagram pareto di atas, dapat dilihat nilai losses dari yang terbesar hingga yang terkecil adalah process loss, reduce speed losses, equipment failure losses, setup & adjustment losses, defect losses, dan rework losses. Dapat dilihat bahwa jenis losses terbesar adalah idling and minor stoppages.
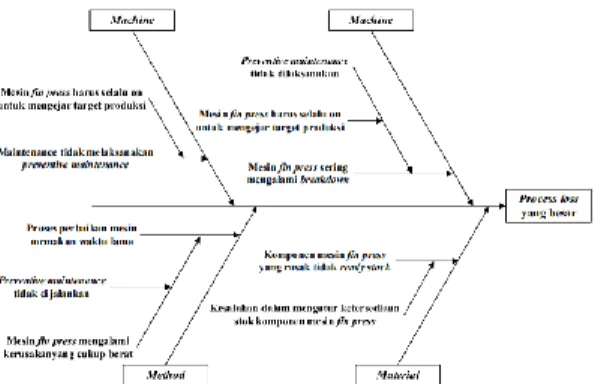
Gambar 4 Fishbone diagram process losses
Berdasarkan analisis akar permasalahan process loss pada mesin fin press menggunakan fishbone di atas, maka bisa diambil kesimpulan bahwa akar per-masalahan dari process loss yang besar adalah tidak dilaksanakannya preventive maintenance akibat bentrok dengan jadwal produksi yang sedang mengejar target produksi dan kesalahan dalam mengatur ketersediaan komponen mesin fin press.
2.11 Rencana Perbaikan
Setelah mencari akar permasalahan dengan Fishbone Diagram maka tahap selanjutnya adalah dengan membuat rencana perbaikan. Berikut adalah rencana perbaikan yang akan di lakukan (dapat dilihat Tabel 7).
Tabel 7 Rencana perbaikan 5W+1H
Berdasarkan tabel rencana perbaikan di atas dengan 5W+1H, didapatkan kesimpulan untuk akar permasalahan di atas, yaitu dengan membuat jadwal
22
Politeknik Manufaktur Astra
preventive maintenance agar breakdown loss mesin finpress dan process loss dapat berkurang.
III. HASIL DAN DISKUSI
Perbaikan yang di lakukan adalah dengan membuat jadwal preventive maintenance. Berikut Jadwal Preventive Maintenance :
Tabel 8 Jadwal Preventive Maintenance
Jadwal preventive maintenance yang dibuat berdasarkan pergantian terakhir kali komponen pada tahun 2020. Berikut adalah jadwal preventive maintenance mesin yang telah dibuat oleh penulis berdasarkan interval waktu yang telah dihitung.
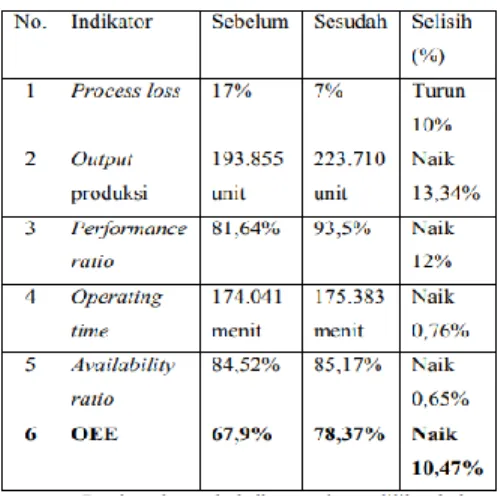
Tabel 9 Perbandingan Kondisi Sebelum Setelah nilai OEE
Berdasarkan tabel di atas, dapat dilihat bahwa dengan turunnya process loss sebesar 7% dapat mempengaruhi beberapa variabel lainnya, seperti output produksi naik 13,34%, performance ratio naik 12%, operating time naik 0,76%, availability ratio naik 0,65%, dan nilai OEE naik sebesar 10,47% dari sebelumnya 67,9% menjadi 78,37%. Perhitungan dengan menggunakan rumus no. 8, 3, 2, 1.
IV. KESIMPULAN
Setelah melakukan penelitian maka dapat disimpulkan dengan menanggulangi faktor utama penyebab loss time yaitu process loss sebesar 17%
dengan melaksanakan tepat waktu preventive maintenance yang dapat mengurangi waktu sebesar 31.228 menit. Keterbatasan penelitian saat ini adalah OEE belum mencapai Standar International sebesar
85%, sehingga dapat dilakukan penelitian selanjutnya untuk mencapai standar OEE International.
V. DAFTAR PUSTAKA
[1]. Suzaki, Kiyoshi. .1987. Tantangan Industri Manufaktur : Penerapan Perbaikan Berkesinambungan, Penerbit PQM, Jakarta.
[2]. Nakajima, S. 1988. Introduction to Total Productive Maintenance. Cambridge, MA : Productivity Press.
[3]. Lindley R. Higgis & R. Keith Mobley. (2002).
Maintenance Engginering Handbook, Sixth Edition, McGraw-Hill.
[4]. Lerman, S. E., Eskin, E., Flower, D. J., George, E.
C., Gerson, B., Hartenbaum, N., . . . Moore- Ede, M. (2012). Fatigue risk management in the workplace. Journal of Occupational and Environmental Medicine.
[5]. Coccia, M. (2017). The Fishbone diagram to identify, systematize and analyze the sources of general purpose technologies. Journal of Social and Administrative Sciences.
[6]. Kevin Leonardo Takaria & Prayonne Adidi, (2019) Analisa Loss Time untuk Meningkatkan Produktivitas pada PT. PMI, jurnal Jurnal Titra, Vol. 7, No. 2, Juli 2019, pp. 327–334.
[7]. Tifani, R. M., Sugiyono, A., & Fatmawati, W.
(2020). ANALISA EFEKTIFITAS MESIN AIR JET LOOM (AJL) GUNA MENGURANGI
BREAKDOWN DENGAN METODE
OVERALL EQUIPMENT EFFECTIVENEES (OEE) dan SIX BIG LOSESS DI PT.PRIMATEXCO INDONESIA
[8]. Hartono & Fatkhurozi (2021), Penerapan Kaizen Untuk Mengurangi Loss Time Dalam Peningkatan Produktivitas Mesin Infrared Welding (Studi Kasus PT. Mitsuba Indonesia), Journal Industrial Manufacturing Vol. 6, No. 1, Februari 2021, pp. 01-18 P-ISSN: 2502-4582, E- ISSN: 2580-3794.
[9]. Anrinda, Maybella dkk (2021) ANALISIS PERHITUNGAN OVERALL EQUIPMENT EFFECTIVENESS (OEE) PADA MESIN OFFSET CD6 DI INDUSTRI OFFSET PRINTING, Prosiding Seminar Nasional Riset dan Teknologi Terapan (RITEKTRA) 2021 Menuju Society 5.0: Teknologi Cerdas yang Berpusat pada Manusia Bandung