BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
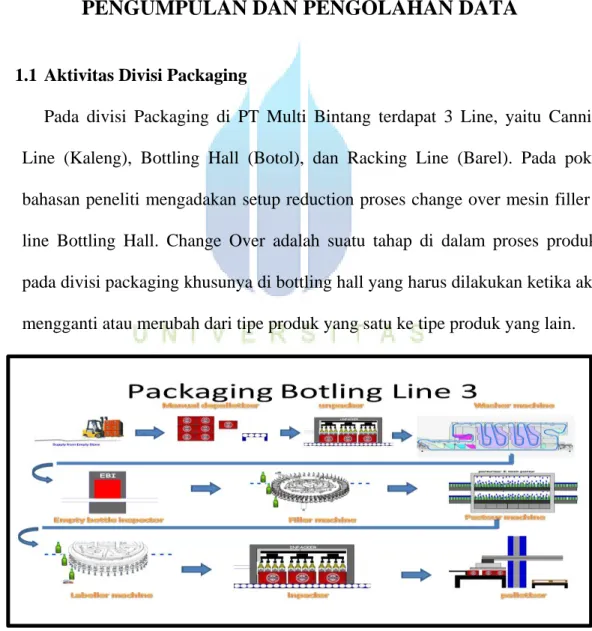
1.1 Aktivitas Divisi Packaging
Pada divisi Packaging di PT Multi Bintang terdapat 3 Line, yaitu Canning Line (Kaleng), Bottling Hall (Botol), dan Racking Line (Barel). Pada pokok bahasan peneliti mengadakan setup reduction proses change over mesin filler di line Bottling Hall. Change Over adalah suatu tahap di dalam proses produksi pada divisi packaging khusunya di bottling hall yang harus dilakukan ketika akan mengganti atau merubah dari tipe produk yang satu ke tipe produk yang lain.
Input produksi di bottling hall adalah botol kosong yang baru dari produsen dibawa forklift dalam bentuk susunan crate dalam pallet menuju manual depalletizer. Dari mesin tersebut crate dipishkan menjadi beberapa bagian lalu botol dipisahkan atau diambil dari crate menggunakan mesin unpacker dan botol diletakkan di conveyor berjalan menuju washer untuk proses pencucian botol yang menghasilkan botol bersih. Botol tersebut berjalan melalui konveyor menuju Empty Bottle Inspection untuk diperiksa keseluruhan dimensi botol hasil washer dan botol yang lolos hasil inspeksi akan menuju mesin filler untuk proses pengisian dan penutupan. Kemudian botol menuju pasteurizer untuk dilewatkan pada ruangan berjalan bersuhu 60 derajat celcius yang berguna menonaktifkan micro bacteri dalam produk. Lalu botol menuju labeller untuk di lekatkan label merk dan komposisi bahan produk. Botol hasil labeller berjalan melalui conveyor menuju inpacker untuk dimasukan ke dalam crate bersih kembali dan proses akhir di mesin palletizer yaitu crate disusun ke dalam pallet yang siap diangkut forklift kembali ke gudang full store.
4.2 Analisa OPI NONA
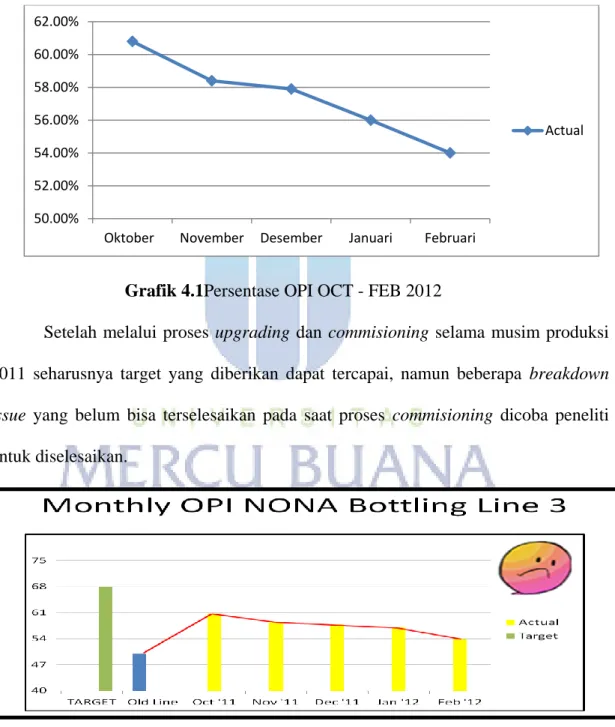
Salah satu key performance indicator di PT Multi Bintang adalah OPI NONA Bottling Hall. Setelah dilakukan upgrading di bottling hall pada tahun 2011 dan dilanjutkan dengan commisioning maka diharapkan target 68% yang diberikan dari tim manajemen kepada divisi packaging dapat tercapai.
Permasalahan yang timbul justru belum tercapainya target yang diberikan untuk periode 4 bulan pertama pada musim produksi 2012. Maksimal pencapaian hanya pada bulan januari yaitu sebesar 60,8%.
Grafik 4.1Persentase OPI OCT - FEB 2012
Setelah melalui proses upgrading dan commisioning selama musim produksi 2011 seharusnya target yang diberikan dapat tercapai, namun beberapa breakdown
issue yang belum bisa terselesaikan pada saat proses commisioning dicoba peneliti
untuk diselesaikan.
Grafik 4.2Monthly OPI New Bottling Line 50.00% 52.00% 54.00% 56.00% 58.00% 60.00% 62.00%
Oktober November Desember Januari Februari
4.3 Analisa Breakdown Issue
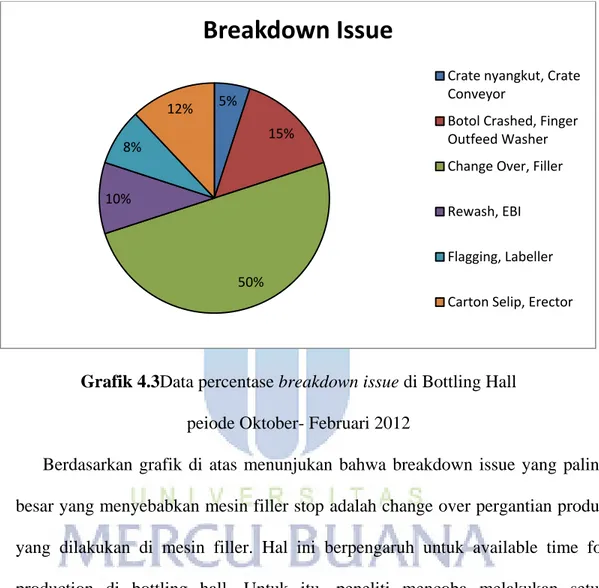
Grafik 4.3Data percentase breakdown issue di Bottling Hall peiode Oktober- Februari 2012
Berdasarkan grafik di atas menunjukan bahwa breakdown issue yang paling besar yang menyebabkan mesin filler stop adalah change over pergantian produk yang dilakukan di mesin filler. Hal ini berpengaruh untuk available time for production di bottling hall. Untuk itu, peneliti mencoba melakukan setup reduction untuk memaksimalkan change over yang dilakukan di mesin filler seefesien mungkin tanpa mengurangi kualitas dari change over tersebut
4.4 Analisa Curent Mapping & Activities
Change Over di meisn filler terjadi ketika akan merubah produk yang akan dijalankan. Change Over adalah suatu tahap di dalam proses produksi yang harus
5% 15% 50% 10% 8% 12%
Breakdown Issue
Crate nyangkut, Crate Conveyor
Botol Crashed, Finger Outfeed Washer Change Over, Filler Rewash, EBI Flagging, Labeller Carton Selip, Erector
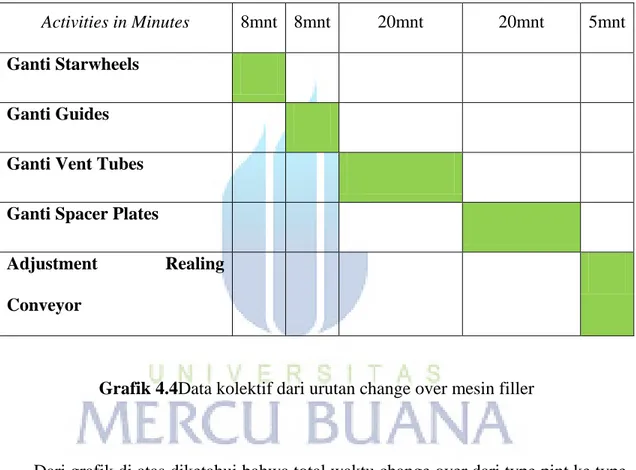
dilakukan ketika akan mengganti atau merubah dari tipe produk yang satu ke tipe produk yang lain. Pada penelitian ini peneliti mengambil percontohan untuk change over dari type pint (330ml) ke type quart (620ml&640ml) pada mesin filler.
Activities in Minutes 8mnt 8mnt 20mnt 20mnt 5mnt
Ganti Starwheels Ganti Guides Ganti Vent Tubes Ganti Spacer Plates
Adjustment Realing Conveyor
Grafik 4.4Data kolektif dari urutan change over mesin filler
Dari grafik di atas diketahui bahwa total waktu change over dari type pint ke type quart adalah 71 menit. Jika dalam satu shift terdapat available time for production adalah 480 menit maka dikurangi dengan total waktu change over di mein filler berkurang menjadi 409 menit. Sedangkan masih ada breakdown issue yang lain yang belum mempunyai preventive action, masih pada batas corrective action dan run to breakdown. Sehingga peneliti menganalisa penyebab apa saja yang mengakibatkan
waktu change over di mesin filler mempunyai waktu total 71 menit
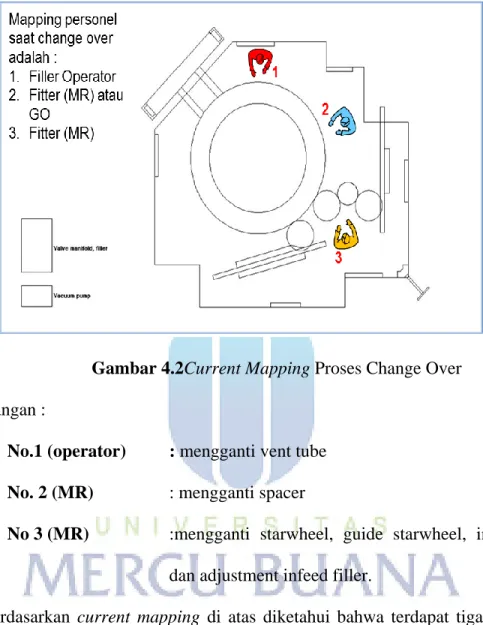
Gambar 4.2Current Mapping Proses Change Over Keterangan :
No.1 (operator) : mengganti vent tube No. 2 (MR) : mengganti spacer
No 3 (MR) :mengganti starwheel, guide starwheel, infeed worm dan adjustment infeed filler.
Berdasarkan current mapping di atas diketahui bahwa terdapat tiga man power untuk melakukan proses change over yang terdiri dari satu dari divisi packaging yaitu operator mesin dan dua dari divisi engineering yaitu fitter. Selama proses berlangsung ketiga man power bekerja sama dalam menyelasaikan tugasnya masing-masing sesuai instruksi kerja yang diberikan.
4.5 Identifikasi Waste
Tahapan ini merupakan tahapan yang digunakan untuk menentukan aktivitas-aktivitas apa saja yang dapat menyebabkan terjadinya pemborosan waktu sehingga dapat menyebabkan lead time menjadi lebih panjang. Untuk mengidentifikasi pemborosan-pemborosan yang terjadi, Tim terlebih dahulu menjelaskan pemborosan yang terjadi berdasarkan kategori pemborosan yang ada.
1. Waste of over production
Perusahaan dalam melaksanakan kegiatan produksinya menggunakan metode
make to order. Perusahaan berproduksi menurut request market yang ada,
sehingga pada proses produksi PT Multi Bintang sangat jarang sekali terjadi kelebihan produksi (over production).
2. Waste of motion
Operator/pekerja pada proses produksi PT Multi Bintang mempunyai kemampuan kerja normal (pekerja normal) dengan spesifikasi kerja yang jelas, operator bekerja sesuai dengan IKA (instruksi kerja) yang terdapat pada tiap mesin dan peralatan, sehingga Tim tidak menemukan unnecessary motion (Gerakan yang tidak perlu).
3. Transportation waste
Pada proses produksi di mesin filler terdapat beberapa kegiatan transportasi. Namun hal tersebut tidak terlalu signifikan berpengaruh terhadap waktu pengerjaan karena jarak antar work center yang dekat.
Menurut pengamatan peneliti di proses produksi tidak terdapat Inappropriate
Processing (proses yang tidak sesuai), karena operator bekerja dengan normal dan
sesuai dengan arahan dari kepala bagian yang mengerti tentang proses produksi di mesin filler
5. Waste time
Permasalahan yang terjadi pada PT Multi Bintang adalah waktu change over yang terlalu lama sehingga menyebabkan berkurangnya waktu produksi yang tersedia untuk bottling hall.
6. Defective product
Kategori produk cacat adalah produk yang tidak memenuhi spesifikasi yang telah ditentukan oleh technologist dan market. Berdasarkan pengamatan, jarang terjadi kecacatan pada produk yang dihasilkan
7. Excess inventory
Persediaan pada PT Multi Bintang terbagi atas dua kelompok yaitu persediaan bahan baku dan produk jadi. Persediaan produk jadi disebabkan karena produk tersebut disimpan sementara sebelum dikirim ke customer, atau disebabkan oleh karena produksi belum mencapai jumlah yang ditentukan.Namun waktu penyimpanan produk jadi diatur sesuai dengan jadwal pengiriman. Persediaan bahan baku pada PT Multi Bintang khususnya pada proses produksi di packaging dapat mudah di kendalikan karena bahan baku dapat dengan mudah diperoleh. Bahan baku dapat datang kapan saja sesuai pesanan
4.6 Analisa Changes Parts
Peneliti mulai melakukan pengamatan terhadap changes part atau komponen – komponen yang diperlukan untuk kepentingan change over di mesin filler. Aspek ini menyangkut tentang bagaumana peneliti menganalisa bagian – bagian yang dianggap kurang efektif dalam melakukan change over di mein filler. Peneliti melakukan monitoring terhadap kegiatan change over di mesin filler dan didapatkan aspek-aspek yang dianggap mempengaruhi kegiatan tersebut, antara lain :
4.6.1 Tidak ada panduan penggantian guides&starwheel
Mesin filler di bottling hall dilengkapi dengan manual book pengoperasiannya akan tetapi tidak disebutkan tentang bagaimana mengganti guides dan starwheels secara benar dan efektif. Hal ini menjadi kendala bagi operator dan pihak engineering dalam membantu melakukan change over di mesin tersebut. Masalah lain yang timbul adalah ketika si operator dan pihak engineering yang sudah biasa melakukan change over dipindahtugaskan atau mengundurkan diri, maka user yang baru harus mengulangi apa yang diajarkan dari yang sebelumnya melalui bahaa lisan. 4.6.2 Setiap penggantian produk, terjadi penggantian plate
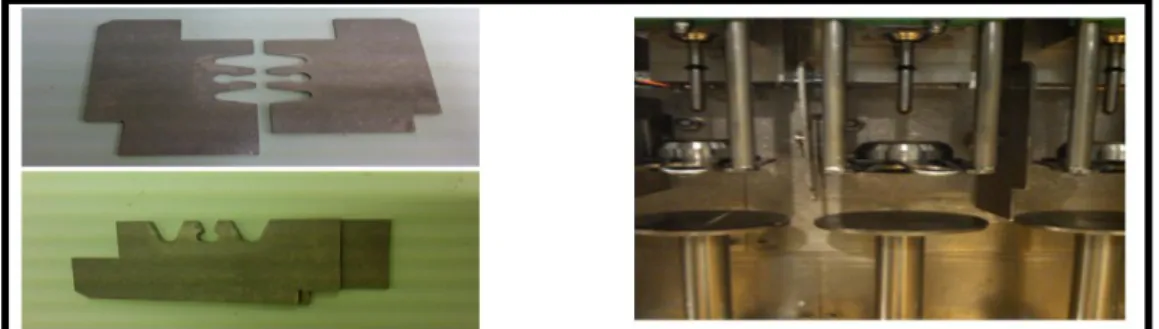
Beberapa proses change over a komponen yang harus diganti ketika proses change over di mesin filler salah satunya adalah plate spacer yang berfungsi sebagai dinding pembatas antara botol di posisi filling valve masing-masing agar ketika terjadi pecahan botol dapat diantisipasi pecahannya tidak mengenai botol di sebelahnya.
Gambar 4.3. Plate Spacer
Gambar 4.4. Aktivitas melepas plate spacer dari housingnya
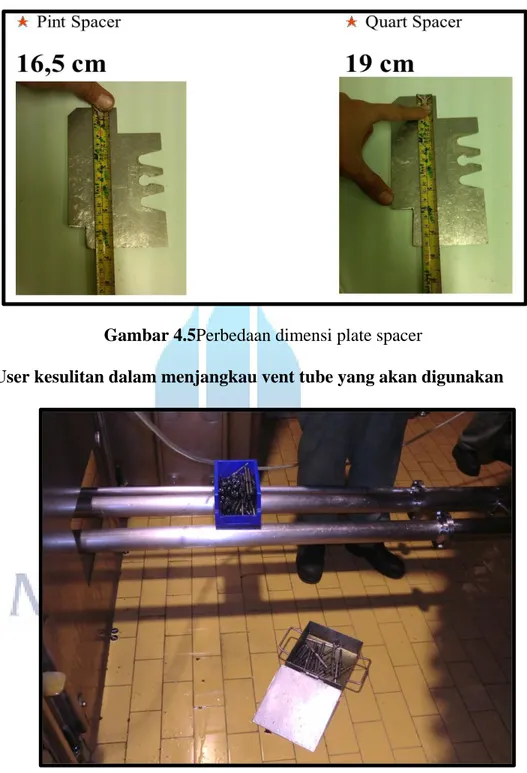
Terdapat dua type spacer, yaitu type pint dan type quart.Pada dua type tersebut terdapat persamaan yaitu fungsi kedua-duanya adalah sebagai dinding pembatas antara botol di posisi filling valve masing-masing agar ketika terjadi pecahan botol dapat diantisipasi pecahannya tidak mengenai botol di sebelahnya.
Kemudian peneliti menganalisa dari segi ukuran dan efek yang ditimbulkan. Hasilnya adalah ketika sedang produksi type pint maka digunakanlah spacer type pint, dan ketika pergantian produk ke type quart maka spacer type pint
tidak perlu dilepas karena fungi yang sama anatar keduanya.
Gambar 4.5Perbedaan dimensi plate spacer
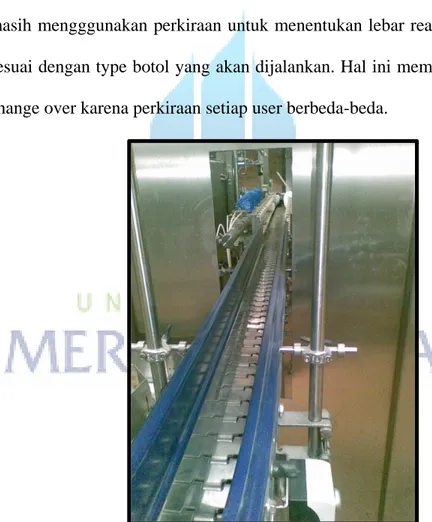
4.6.3 User kesulitan dalam menjangkau vent tube yang akan digunakan
Gambar 4.6. Tempat vent tube sebelum dipasang
Pada saat proses change over ke produk lain, maka perlu penggantian vent tube untuk menjaga kualitas pengisian produk ke dalam botol. Dalam hal ini
terdapat suatu hambatan yang cukup memakan waktu yaitu belum adanya standard untuk penempatan vent tube yang hendak diganti, sehingga user cukup sulit menjangkau vent tube yang diletakan di luar pintu atau guards mesin filler.
4.6.4 Tidak ada standard adjustment realing guides
Realing guides berguna sebagai penuntun botol menuju filler dari mesin EBI melalui conveyor yang berjalan. Ketika proses change over dilakukan, user masih mengggunakan perkiraan untuk menentukan lebar realing guides yang sesuai dengan type botol yang akan dijalankan. Hal ini mempengaruhi waktu change over karena perkiraan setiap user berbeda-beda.